Повторно застегиваемое впитывающее изделие - RU2302848C2
Код документа: RU2302848C2
Чертежи








Описание
Настоящее изобретение, в общем, относится к повторно застегиваемому впитывающему предмету одежды, и, в частности, к повторно застегиваемому впитывающему предмету одежды, который содержит механическую застежку, типа застежки с крючками, которая взаимодействует с приемным элементом.
Впитывающие предметы одежды могут быть выполнены различной формы. Например, впитывающие предметы одежды могут быть выполнены в виде трусов, изделий, натягиваемых на тело, или продукта типа подгузника, который протягивают между ног и закрепляют вокруг талии с использованием различных систем крепления. В последней конфигурации, системы крепления часто выполнены с возможностью разъединения и повторного закрепления, для получения повторно застегиваемого впитывающего предмета одежды. Например, некоторые застегивающие системы включают один или несколько язычков, которые закреплены на заднем участке предмета одежды и высвобождаемо зацепляют передний участок предмета одежды.
Часто язычки снабжены механической системой с крючками, которая зацепляет приемный участок, выполненный из материала с петельками. Однако обычные материалы с петельками могут быть относительно дорогостоящими при производстве. Кроме того, материал с петельками обычно формируют в виде отдельного участка материала, который прикреплен на расположенном под нижним листом или панелью основного элемента. Дополнительный материал и стадия включения этого участка материала в предмет одежды также увеличивают общие затраты при производстве продукта.
В других предметах одежды приемный участок может включать эластичный элемент или эластомерный материал, который обеспечивает сосборенные участки приемного участка, и, таким образом, повышает степень зацепления его волокон с крючками крепления. Такие объекты могут увеличить объем изделия, расположенного под одеждой пользователя, и может привести к дополнительным затратам при производстве из-за необходимости использования дополнительного эластичного материала.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Кратко, в одном объекте настоящее изобретение направлено на впитывающий предмет одежды, содержащий панель основного элемента, содержащую нетканый материал. В одном варианте выполнения нетканый материал представляет собой материал фильерного производства, имеющий рисунок отдельных связанных областей. Панель основного элемента имеет неэластичную область. Крепежный элемент с крючками содержит комплект крючков, установленных с высокой плотностью, с плотностью крючков, по меньшей мере, 60 крючков на квадратный сантиметр. По меньшей мере, часть комплекта крючков соединяют с нетканым материалом в неэластичной области панели основного элемента.
В одном предпочтительном варианте выполнения настоящего изобретения от около 5% до 25% нетканого материала содержит связанные области. В другом предпочтительном варианте выполнения нетканый материал имеет вес единицы площади от около 0,3 унции на квадратный ярд до около 2,0 унций на квадратный ярд.
В другом объекте настоящего изобретения впитывающий предмет одежды содержит переднюю панель основного элемента, содержащую противоположные боковые кромки, и заднюю панель основного элемента, содержащую противоположные боковые кромки, при этом противоположные боковые кромки передней и задней панелей основного элемента соединены с образованием бокового шва. Крепежный элемент с крючками содержит несущий элемент, закрепленный на передней панели основного элемента спереди от бокового шва, и множество крючков, при этом, по меньшей мере, часть из множества крючков взаимодействует с передней панелью основного элемента.
В одном предпочтительном варианте выполнения, передняя панель основного элемента содержит пару боковых участков, образующих противоположные боковые кромки, которые установлены на противоположных боковых кромках задней панели основного элемента. Приемный элемент продолжается между боковыми участками, при этом крючки взаимодействуют с приемным элементом. В предпочтительном варианте выполнения боковые участки исходно закреплены на противоположных сторонах приемного элемента с возможностью отрыва вдоль соответствующих ослабленных линий.
В одном предпочтительном варианте выполнения всю толщину одной или нескольких боковых панелей основного элемента составляет нетканый материал. В другом предпочтительном варианте выполнения вся внешняя боковая поверхность панели основного элемента выполнена из одного нетканого материала. В одном варианте выполнения одна или несколько боковых панелей основного элемента выполнена из двух или нескольких подложек или слоев из нетканого материала, которые соединены друг с другом. В одном предпочтительном варианте выполнения эластичные элементы расположены между соединенными подложками или слоями. В альтернативных вариантах выполнения эластичные элементы могут быть закреплены над или под материалом вдоль одной или нескольких поверхностей.
В еще одном объекте настоящего изобретения впитывающий предмет одежды содержит панель основного элемента, имеющую некоторую длину, и крепежный элемент, содержащий, по меньшей мере, два взаимодействующих участка, зацепляющие панель основного элемента с возможностью высвобождения. Каждый из взаимодействующих участков имеет некоторую длину зацепления, при этом в котором сумма длин зацепления составляет, по меньшей мере, около 20% длины панели основного элемента.
В другом объекте панель основного элемента содержит переднюю панель основного элемента. Задняя панель основного элемента, имеющая некоторую длину, закреплена на передней панели основного элемента вдоль шва, который имеет некоторую длину. Застегивающий элемент содержит несущий элемент, имеющий некоторую длину. В одном предпочтительном варианте выполнения длина несущего элемента составляет, по меньшей мере, около 50% длины шва. В другом предпочтительном варианте выполнения длина несущего элемента составляет, по меньшей мере, около 50% длины задней панели основного элемента.
В другом объекте изобретения предусмотрен способ закрепления впитывающего предмета одежды на теле пользователя. В еще одном объекте предусмотрен способ производства впитывающего предмета одежды.
Настоящее изобретение обеспечивает существенные преимущества по сравнению с другими впитывающими предметами одежды и способами их использования и производства. Например, панель основного элемента может быть выполнена из нетканого материала с относительно малым весом единицы площади, который обеспечивает приемную область для застежек типа крючков без необходимости использования дополнительного материала с петельками. Благодаря этому, впитывающий предмет одежды может быть изготовлен с меньшими затратами. Например, в одном варианте выполнения панель основного элемента изготовлена из одной или нескольких подложек из нетканого материала, который является относительно недорогим, но образует мягкую и гибкую поверхность, которая контактирует с телом пользователя. Кроме того, участки панели основного элемента могут быть изготовлены без эластичных элементов, что обеспечивает лучшую подгонку к телу пользователя, благодаря которой получается менее объемный внешний вид, и которая снижает общую стоимость предмета одежды. Кроме того, благодаря изготовлению повторно застегиваемого впитывающего предмета одежды, его можно использовать без необходимости натягивать на тело или снимать так, как это делают с трусами. Кроме того, предмет одежды может быть выполнен большего или меньшего размера путем простой регулировки положения застежек.
Кроме того, в одном из конкретных вариантов применения, в котором предмет одежды используют для взрослых людей, например, страдающих недержанием, пользователь может многократно расстегивать и застегивать систему крепления, сохраняя предмет одежды чистым в течение длительного периода времени. Одновременно предмет одежды можно первоначально натягивать на тело, как трусы, и это не приводит к разрыву ослабленных линий. Нетканые материалы, описанные и раскрытые в настоящем описании, не стремятся к вязкости, а их волокна не проявляют тенденцию вытягивания из предмета одежды, как бывает с некоторыми материалами с петельками. Такой материал позволяет обеспечить приемную область, которая в особенности пригодна для многократного соединения с застегивающими элементами типа крючков и, в частности, с застежками, на которых крючки установлены с высокой плотностью.
Кроме того, застегивающий элемент, имеющий, по меньшей мере, два соединительных участка, высвобождаемо зацепляющих панель основного элемента, позволяет пользователю независимо управлять как областями талии, так и областями для ног передней панели основного элемента, и также обеспечивает такую подгонку к телу пользователя, которую обеспечивают трусы. Одновременно с этим, пользователь может регулировать один или другой соединительный участок без расстегивания предмета одежды. Общая длина соединительных участков позволяет регулировать значительную площадь панели основного элемента. Одновременно длина несущего элемента обеспечивает пользователю возможность регулировать панель основного элемента.
Настоящее изобретение, вместе с другими объектами и преимуществами, будет более понятным из следующего подробного описания, со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Многие элементы и размеры, изображенные на чертежах, и в частности, представления толщины слоев и подобных характеристик были несколько преувеличены для иллюстрации и для облегчения понимания.
Фиг.1 - вид спереди одного из вариантов выполнения впитывающего предмета одежды в застегнутой конфигурации.
Фиг.2 - вид сверху, со стороны, обращенной к телу, одного из вариантов выполнения впитывающего предмета одежды в плоской незастегнутой конфигурации.
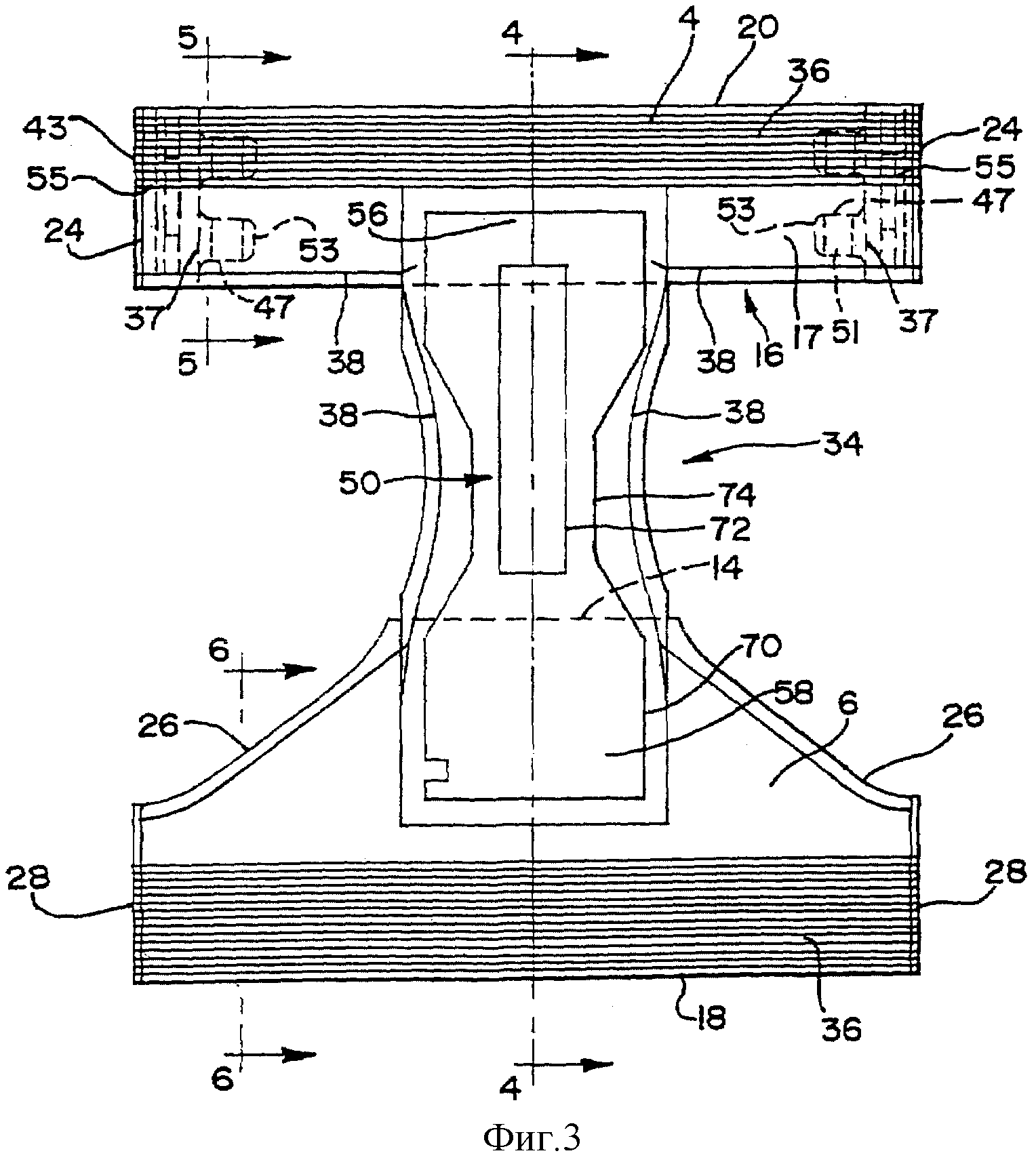
Фиг.3 - вид сверху, со стороны, обращенной к телу, другого варианта выполнения впитывающего предмета одежды в не застегнутой плоской конфигурации.
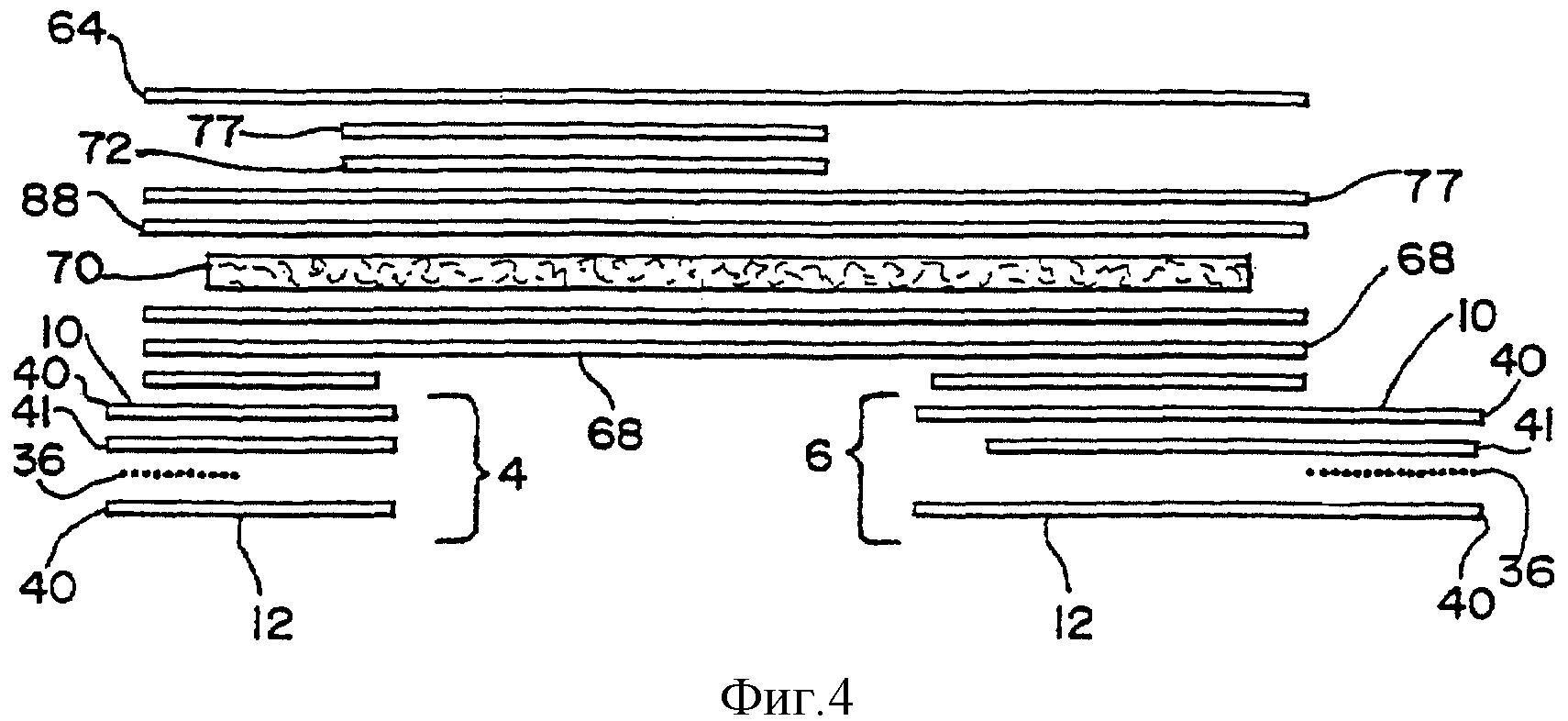
Фиг.4 - вид в сечении вдоль 4-4 по Фиг.3, с покомпонентным представлением элементов впитывающего предмета одежды.
Фиг.5 - вид в сечении вдоль 5-5 по Фиг.3, с покомпонентным представлением элементов впитывающего предмета одежды.
Фиг.6 - вид в сечении вдоль 6-6 по Фиг.3, с покомпонентным представлением элементов впитывающего предмета одежды.
Фиг.7 - увеличенный вид сверху материала передней панели основного элемента.
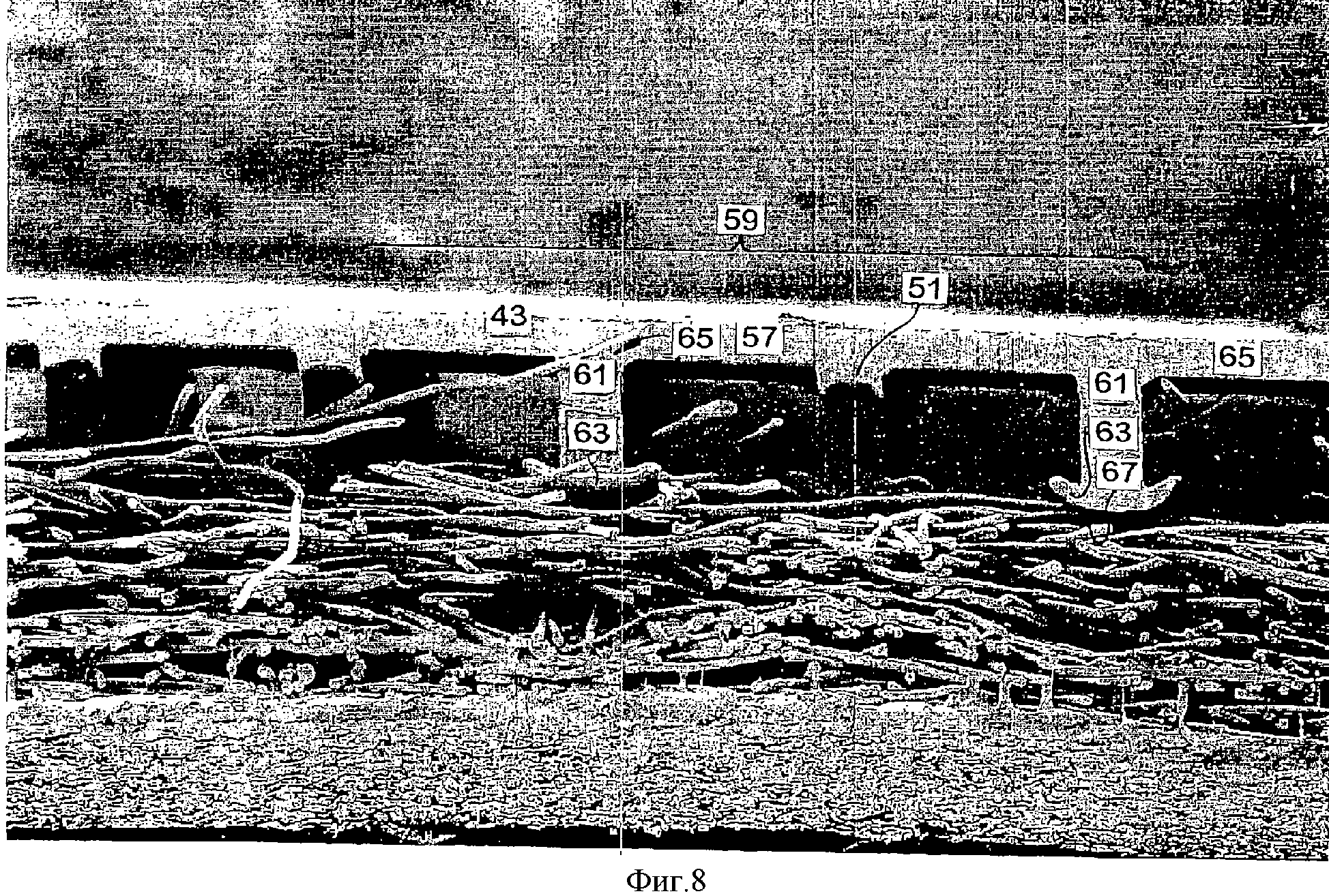
Фиг.8 - увеличенный вид сбоку в сечении застежки с крючками, взаимодействующей с материалом передней панели основного элемента.
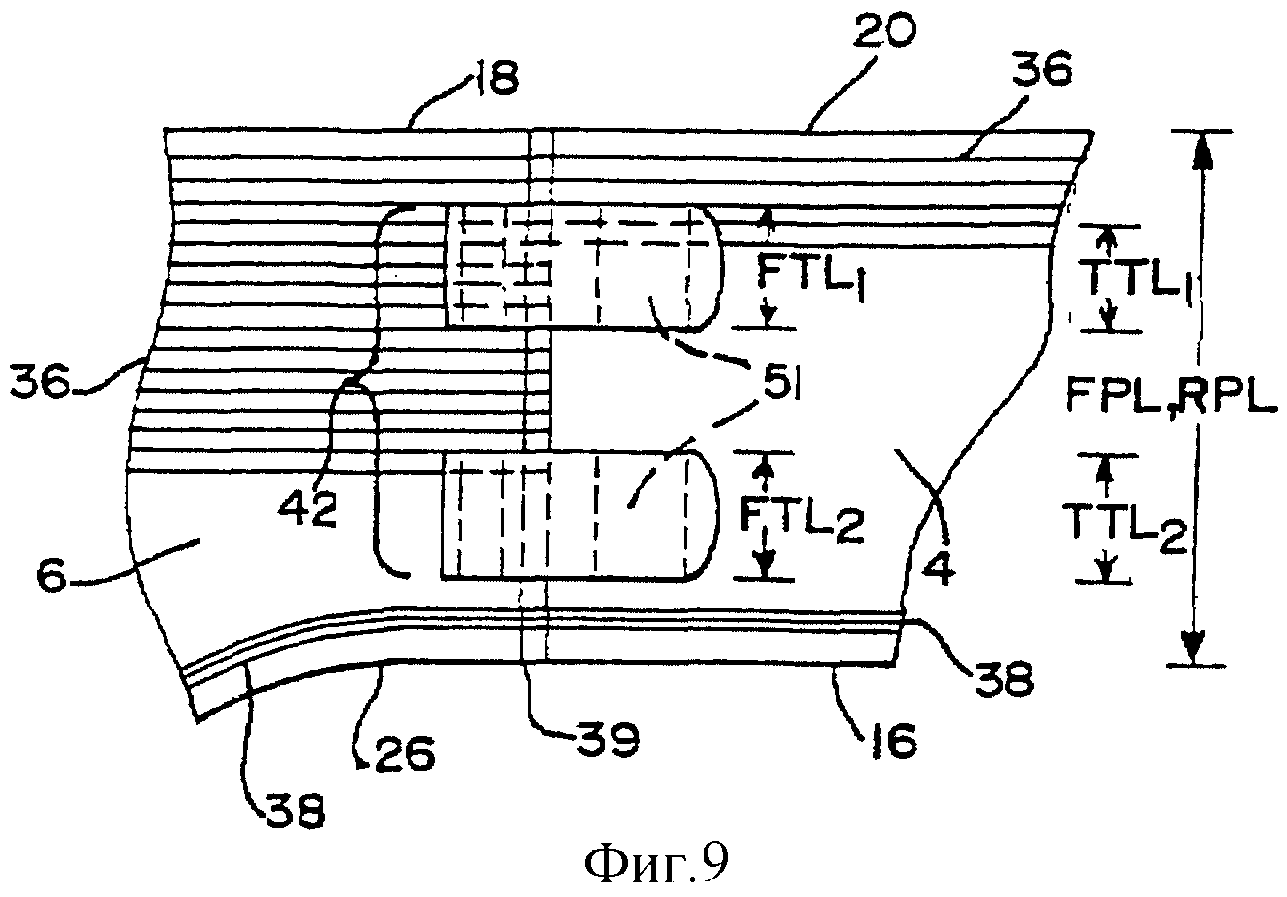
Фиг.9 - вид сбоку участка одного из предпочтительных вариантов выполнения системы крепления впитывающего предмета одежды.
Фиг.10 - вид сбоку участка альтернативного предпочтительного варианта выполнения системы крепления впитывающего предмета одежды.
Фиг.11 - вид сбоку участка альтернативного предпочтительного варианта выполнения системы крепления впитывающего предмета одежды.
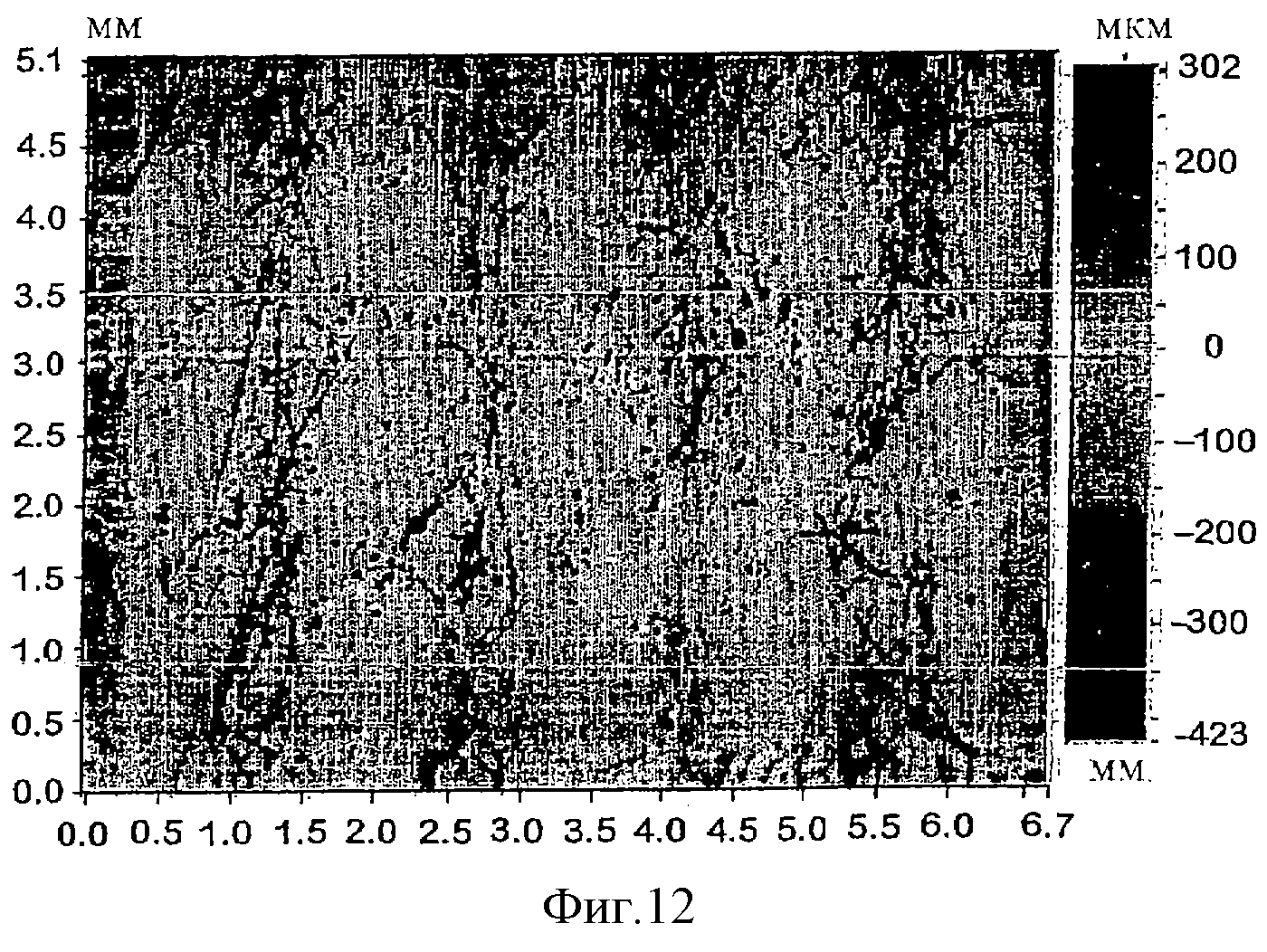
Фиг.12 - двухмерное воспроизведение поверхности нетканого материала фильерного способа производства.
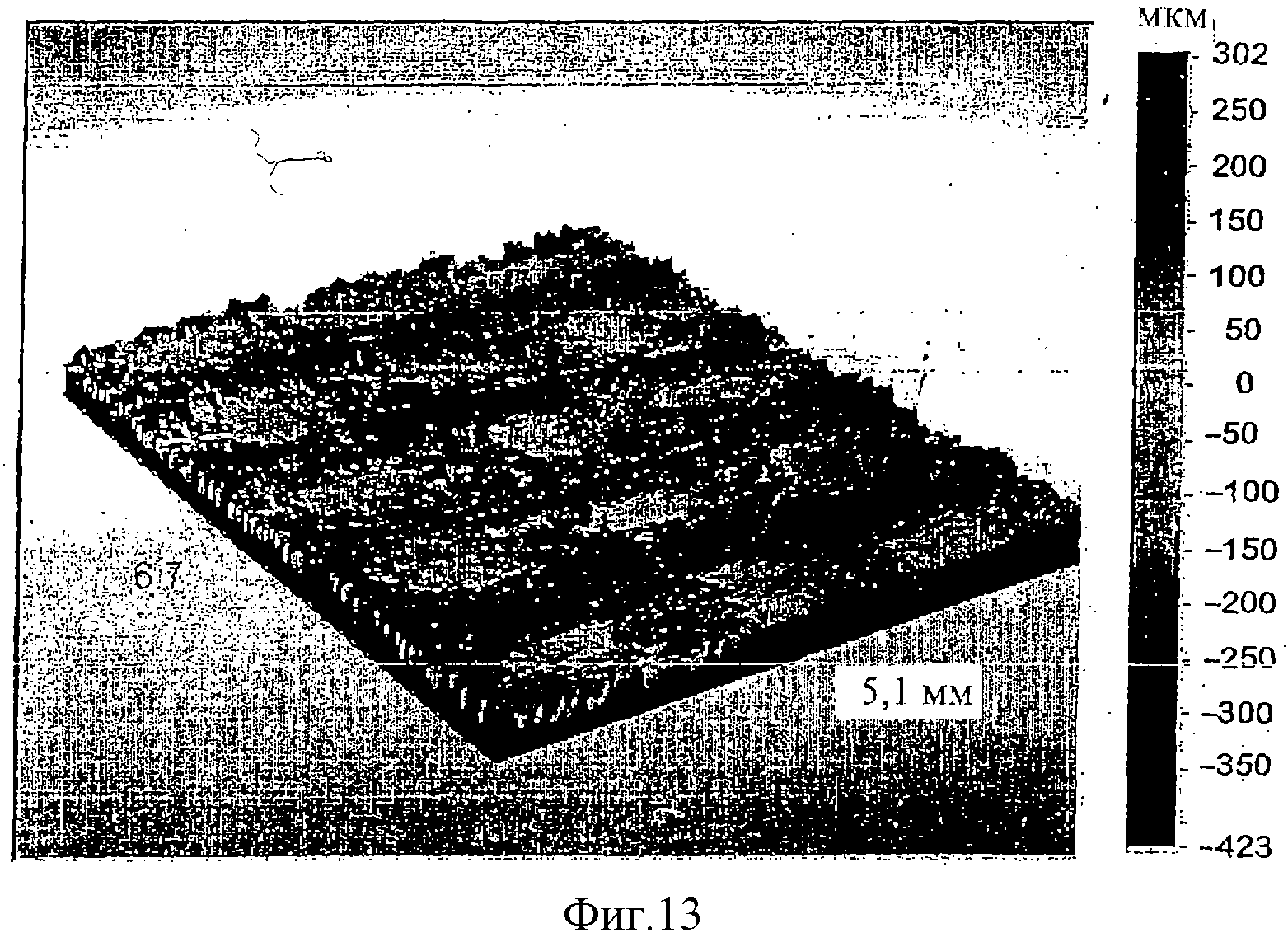
Фиг.13 - трехмерное воспроизведение поверхности нетканого материала, фильерного способа производства, показанного на Фиг.12.
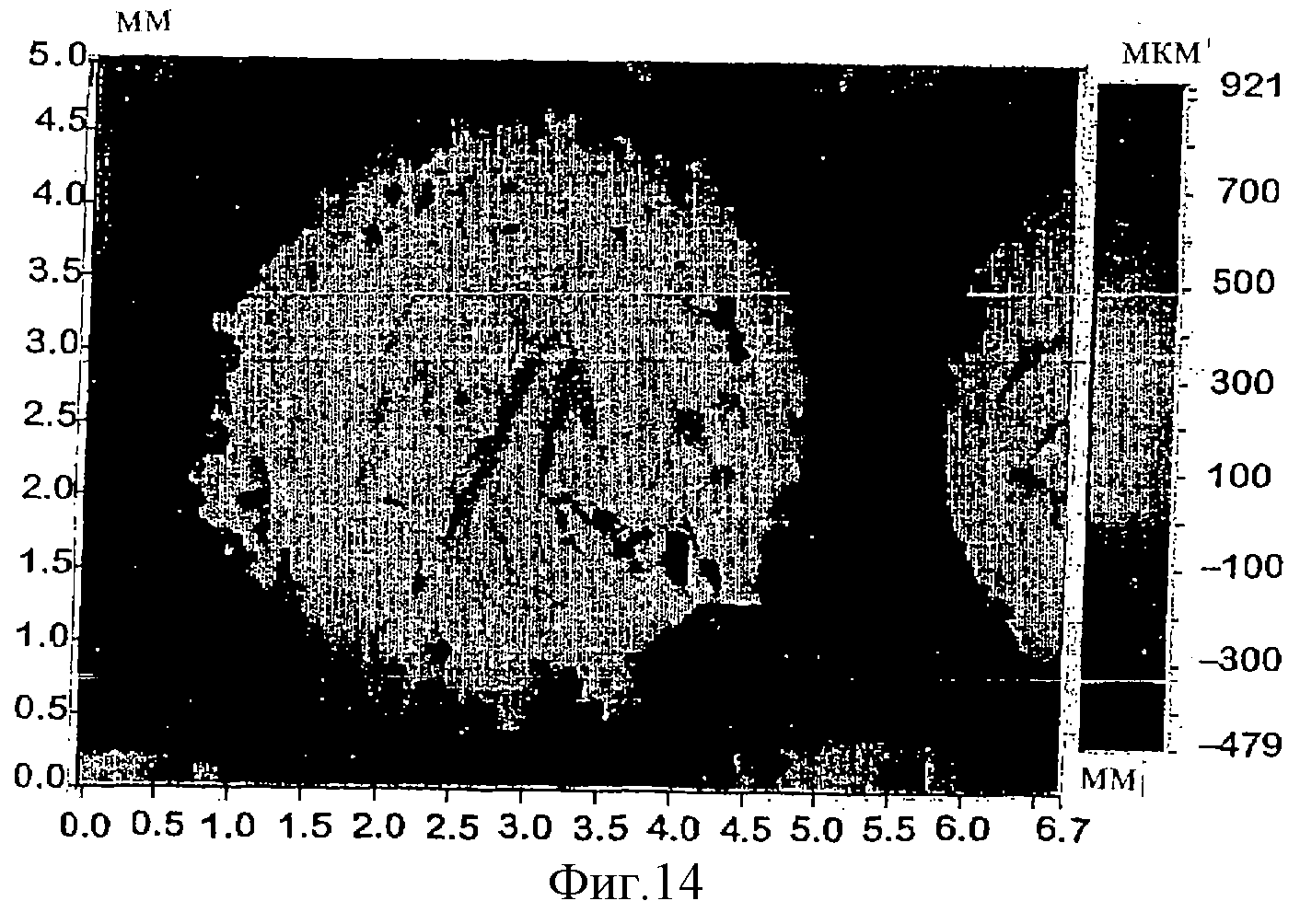
Фиг.14 - двухмерное воспроизведение поверхности нетканого материала с отсутствием связей в определенных точках.
Фиг.15 - трехмерное воспроизведение поверхности нетканого материала с отсутствием связей в определенных точках по Фиг.14.
Фиг.16 изображен фотомонтаж BSE/HICON нетканого материала фильерного способа производства, при 20-кратном увеличении.
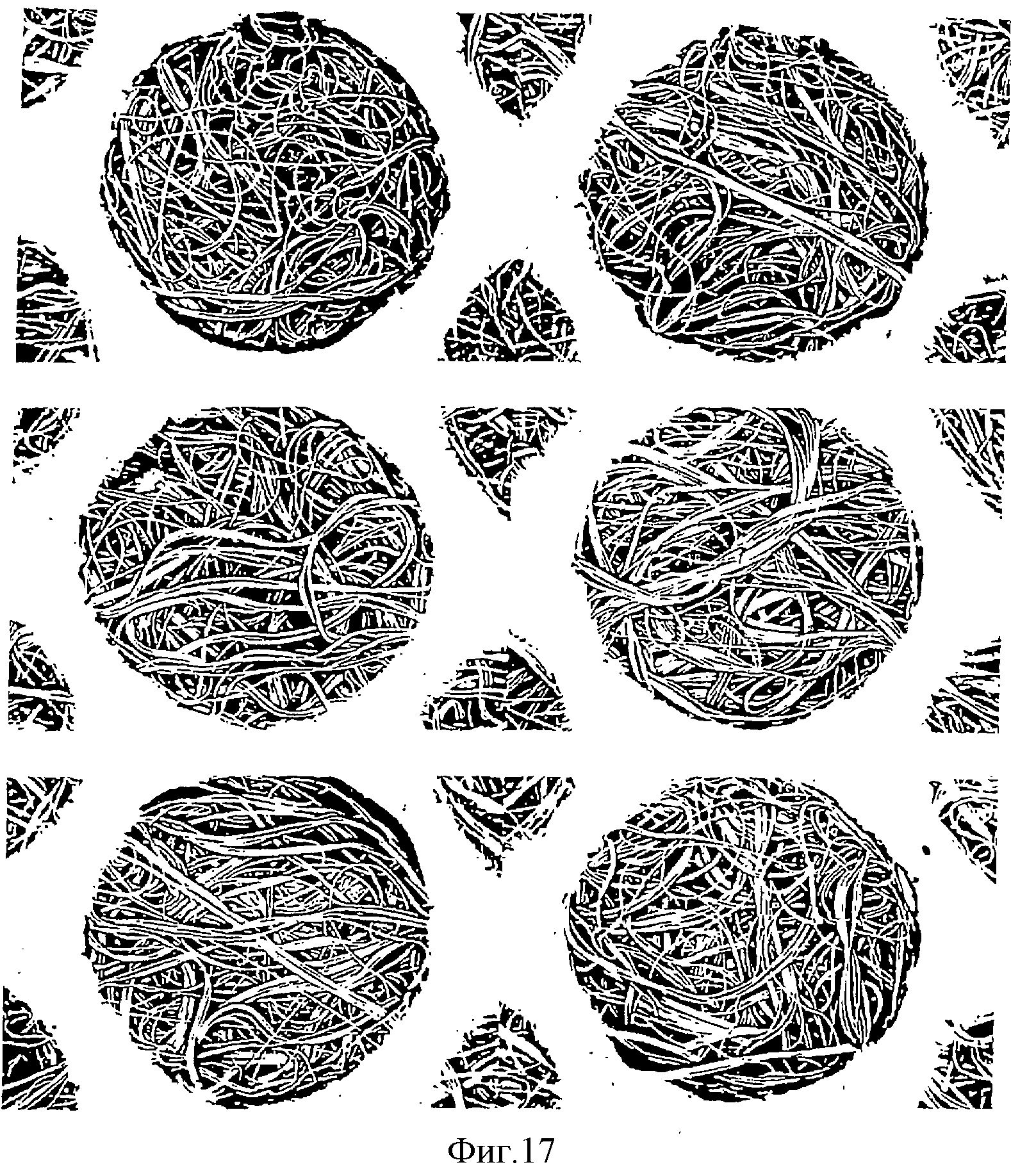
Фиг.17 - изображен фотомонтаж BSE/HICON нетканого материала с отсутствием связей в определенных точках.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ В НАСТОЯЩЕЕ ВРЕМЯ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Следует понимать, что термин "продольный", используемый в настоящем изобретении, означает или относится к длине или направлению, проходящему вдоль длины, и, в частности, к направлению, проходящему между передней и задней стороной пользователя. Термин "поперечно", используемый в настоящем описании, означает "расположенный на", направленный к или проходящий от стороны к стороне, и, в частности, обозначает направление, проходящее с левой на правую сторону пользователя, и наоборот. Термин "верхний", "нижний", "внутренний" и "внешний", используемые в настоящем описании, предназначены для обозначения направления, относящегося к пользователю, на тело которого надет впитывающий предмет одежды через область промежности, в то время как термины "внутри контура" и "за пределами контура" относятся к направлениям по отношению к центральной линии 8 предмета одежды. Например, термины "внутренний" и "верхний" связаны с термином "сторона, обращенная к телу", который означает сторону, расположенную ближе всего к телу пользователя, в то время как термины "внешний" и "нижний" связаны с термином "сторона, обращенная к одежде".
Термин "сторона, обращенная к телу" не следует интерпретировать, как означающий, находящийся в контакте с телом пользователя, а скорее просто, как означающий сторону, которая будет обращена к телу пользователя, независимо от того, действительно ли впитывающий предмет одежды надет на тело пользователя, и независимо от того, присутствуют ли или могут присутствовать промежуточные слои между компонентом и телом пользователя. Аналогично, термин "сторона, обращенная к одежде", не следует интерпретировать, как обозначающий, находящийся в контакте с одеждой пользователя, а скорее просто, как означающий сторону, которая обращена от тела пользователя, и, поэтому, к направлению какой-либо внешней одежды, которая может быть надета на пользователя, независимо от того, действительно ли впитывающий предмет одежды надет на тело пользователя, независимо от того, действительно ли какая-нибудь такая одежда надета на пользователя, и независимо от того, присутствуют ли какие-либо промежуточные слои между компонентом и какой-либо внешней одеждой.
Как показано на фиг.1-6, впитывающий предмет 2 одежды включает первую, переднюю панель 4 корпуса и вторую, заднюю панель 6 корпуса. Первая и вторая панели корпуса имеют внутреннюю поверхность 10, обращенную к телу, и внешнюю поверхность, обращенную к одежде. Первая передняя панель 4 корпуса имеет длину (FPL), которую измеряют между противоположными первой и второй концевыми кромками 16 и 20, как показано на фиг.9-11, и которая меньше, чем общая длина впитывающего предмета одежды. Аналогично, вторая задняя панель 6 корпуса имеет общую длину (RPOL), которую измеряют между противоположными первой и второй концевыми кромками 14 и 18, как показано на фиг.2 и 3, и которая также меньше, чем общая длина впитывающего предмета одежды. Каждая из первой и второй панелей корпуса имеют расположенные снаружи кромки 24, 28, сформированные вдоль внешнего контура противоположных в поперечном направлении боковых участков первой и второй панели корпуса. Расположенная снаружи кромка второй панели 6 корпуса имеет длину (RPL), которая предпочтительно равна длине (FPL) передней панели корпуса. Следует понимать, что расположенные снаружи кромки передней и задней панелей корпуса могут иметь различную длину.
Как показано на фиг.2 и 3, вторая панель корпуса также включает расположенные друг напротив друга клиновидные кромки 26. Первые оконечные кромки 14, 16 первой и второй панелей корпуса расположены на некотором расстоянии друг от друга в продольном направлении для формирования отверстия 34 между ними в промежуточной области предмета одежды, в то время как вторые концевые кромки 20, 18 первой и второй панелей корпуса соответственно формируют переднюю и заднюю кромки талии.
Как показано на фиг. 1-6, один или несколько, и предпочтительно множество, что означает два или больше, проходящих в поперечном направлении эластичных элементов 36, закреплены на каждой из первой и второй панелей корпуса вдоль концевых кромок 20, 18. Предпочтительно, множество проходящих в поперечном направлении эластичных элементов продольно разнесены по существу, вдоль всей длины участка талии задней панели 6 корпуса, хотя они могут быть расположены продольно, разнесены по меньшей длине. В различных предпочтительных вариантах выполнения, по меньшей мере, один и, предпочтительно, приблизительно от 16 до 21 проходящих в поперечном направлении эластичных элементов продольно разнесены вдоль боковой панели корпуса. Например, в одном из вариантов выполнения эластичные элементы разнесены на около 0,25 дюймов друг от друга. Следует понимать, что в альтернативном варианте выполнения одна или несколько отдельных полосок талии, с эластичными элементами или без них, может быть закреплена на одной из задней и передней панелей или на обеих панелях корпуса, предпочтительно вдоль их верхних концевых кромок.
Передняя панель корпуса, предпочтительно, включает "неэластичную" область 17, в которой отсутствуют латерально продолжающиеся эластичные элементы, или другие эластичные или эластомерные элементы подкладки, соединенные с ней, или составляющих какую-либо часть по толщине или по поперечному сечению панели корпуса в этой области, так, что материал может быть собран в сборки. Предпочтительно, один или несколько эластичных элементов 36 проходят в поперечном направлении вдоль внешней концевой кромки 20 и продольно разнесены вдоль приблизительно участка шириной один дюйм передней панели корпуса. В этом варианте выполнения неэластичная область 17 сформирована между эластичными элементами 36, проходящими вдоль верхнего участка талии и эластичными элементами 38, проходящими вдоль нижней концевой кромки, образующей отверстие для ног. В различных вариантах выполнения, по меньшей мере, один и предпочтительно от около 4 до около 11 эластичных элементов разнесены вдоль верхнего участка талии передней панели корпуса. Один или несколько эластичных элементов 38 для ног могут быть закреплены вдоль внутренних концевых кромок панелей 4, 6 корпуса и впитывающего композитного элемента 50 для формирования уплотнения с ногами пользователя.
Кроме того, термин "неэластичный" следует дополнительно понимать как означающий не образующий сборки, при этом материал не содержит какие-либо подушечки, волнистые поверхности или другие, по существу, трехмерные неровности или объекты, связанные с ним, независимо от того, сформирован ли такой материал со сборками, благодаря тому, что в него включены различные эластичные элементы, или благодаря соединению различных неэластичных слоев, один или несколько из которых могут быть растянуты, с другими слоями, имеющими другую площадь поверхности, как описано, например, в американском патенте № US 5763041, который приведен здесь в качестве ссылки. Такой материал, скорее, остается, по существу, плоским в неэластичной области.
Различные эластичные элементы для талии и ног могут быть сформированы из полимеров или других эластомерных материалов. Один из подходящих материалов представляет собой эластичный материал LYCRA®. Например, различные эластичные элементы могут быть сформированы из материала LYCRA® ХА Spandex 540, 740 или 940 detex Т-127 или Т-128 elastics, поставляемых компанией E.I. duPont De Nemours and Company, офис которой расположен в городе Уилмингтон, штат Делавэр.
Как показано на фиг.4-6, каждая панель корпуса, предпочтительно, сформирована как составной элемент, или ламинированный материал, содержащий два нетканых слоя 40, которые также называют подложками или ламинатами с множеством эластичных прядей 38, 36, расположенных между ними. Эластичные пряди 36, 38 расположены в области талии и вдоль внешней кромки для ног, как описано выше. Эти два слоя 40 затем соединяют с помощью различных адгезивов 41, например, на основе термоклея, или с использованием других технологий, включая, например, и без ограничения, соединение ультразвуком и сварку под давлением с воздействием тепла. Таким образом, панели корпуса, предпочтительно, изготовлены из относительно однородного нетканого материала, или из одного или нескольких слоев или подложек и, предпочтительно, без использования каких-либо дополнительных пленочных материалов или материалов других типов, ламинированных на него. Панели корпуса также могут быть изготовлены с получением относительно низкого веса единицы площади, но так, что они при этом обеспечивают необходимые свойства прочности, оставаясь относительно мягкими на ощупь. Следует понимать, что панели корпуса могут быть изготовлены из одного слоя или подложки из нетканого материала, или могут быть образованы из более чем двух слоев или подложек.
В то же время, следует понимать, что, по меньшей мере, одна самая внешняя подложка, слой или материал панели корпуса, предпочтительно, состоит из нетканых материалов, описанных в настоящем описании. Нетканый материал, предпочтительно, составляет и образует полностью всю внешнюю поверхность обращенной к одежде панели корпуса и, предпочтительно, является относительно однородным материалом по всей протяженности панели корпуса, используемым без добавления какого-либо дополнительного приемного материала, закрепленного на нем. Конечно, следует понимать, что другие трикотажные или тканые материалы, нетканые материалы, полимерные пленки, ламинаты и подобные материалы могут быть закреплены путем соединения или с использованием других технологий ламинирования, на поверхности, обращенной к телу, на самой внешней подложке из нетканого материала. Термин "нетканое" полотно или материал, используемый в настоящем описании, означает полотно, имеющее структуру, состоящую из отдельных волокон или нитей, взаимно уложенных без использования какого-либо определенного порядка и без помощи текстильного или трикотажного переплетения, такого как в трикотажном или тканом материале.
Нетканые слои или подложки 40, предпочтительно, изготовлены фильерным способом производства. Изготовленные фильерным способом нетканые полотна или материалы, показанные на фиг.7 и 8, изготовляют из нитей или волокон 25, полученных фильерным способом из расплава, которые сформированы в виде волокон малого диаметра путем экструзии через множество тонких, обычно круглых капилляров, расплавленного термопластичного материала в виде нитей, причем диаметр экструдированных нитей быстро уменьшают, например, путем захвата текучей средой или с помощью других, хорошо известных механизмов формирования фильерным способом. Способ производства нетканых материалов, сформированных фильерным способом, описан в американском патенте № US 4340563 авторов Appel и др., в американском патенте № US 3692618 авторов Dorschner и др., в американском патенте № US 3802817 авторов Matsuki и др., в американском патенте № US 3502763 автора Hartmann, в американском патенте № US 3276944 автора Levy, в американском патенте № US 3502538 автора Peterson и в американском патенте № US 3542615 авторов Dodo и др., все описания которых приведены здесь в качестве ссылки. Нити, формируемые с помощью фильерного способа, обычно являются непрерывными и имеют диаметр, превышающий 7 микрон, более предпочтительно приблизительно составляющий от 10 до 30 микрон. Кроме того, диаметр нитей или волокон часто выражают с помощью размера в денье, который определяют как количество грамм на 9000 метров нити или волокна. Волокна также могут иметь такие формы, как описаны в американском патенте № US 5277976 автора Hogle и др., американском патенте № US 5466410 автора Hills и в американских патентах №№ US 5069970 и 5,057,368 авторов Largman и др., все описания которых приведены здесь в качестве ссылки. Нити фильерного производства обычно укладывают в виде одного или нескольких пластов, на движущуюся формующую ленту или формующий провод, где из них формируют полотно. Нити фильерного производства обычно не слипаются, когда их укладывают на собирающую поверхность.
Материалы фильерного способа производства обычно стабилизируют или уплотняют (предварительно связывают) с использованием определенного способа непосредственно после их формования, для придания полотну достаточной степени целостности так, чтобы оно могло противостоять воздействиям дальнейшей обработки для получения законченного продукта. Такой этап стабилизации (предварительного связывания) может быть выполнен путем использования адгезива, наносимого на нити, в жидком виде или в форме порошка, который может быть активирован теплом, или, более часто, с помощью уплотнительных роликов. Используемый здесь термин "уплотнительные ролики" означает набор роликов, установленных над и под полотном, используемых для уплотнения полотна, как способ обработки только что полученных нитей, в частности нитей фильерного производства, для придания полотну достаточной целостности для последующей обработки, но не относится к относительно прочному соединению, используемому во вторичных процессах связывания, таких как соединение пропусканием воздуха, тепловое соединение, соединение ультразвуком и т.п. Уплотнительные ролики слегка сжимают полотно для увеличения его собственного сцепления и, таким образом, его целостности.
В качестве альтернативного средства, используемого при выполнении этапа предварительного связывания, применяют горячий воздушный нож, который описан в патентной заявке США № US 362328, поданной 22 декабря 1994 г., которая приведена здесь в качестве ссылки. Вкратце, термин "горячий воздушный нож" означает процесс предварительного связывания только что полученного полотна из нитей, сформированных из расплава, в частности, способом формирования эжектированием высокоскоростным потоком воздуха, для придания полотну достаточной степени целостности, то есть для повышения плотности полотна, для дальнейшей обработки. Горячий воздушный нож представляет собой устройство, которое фокусирует поток нагретого воздуха с очень высокой скоростью потока, обычно от приблизительно 300 до приблизительно 3000 метров в минуту (м/мин) или более конкретно от приблизительно 900 до приблизительно 1500 м/мин, направляемый на нетканое полотно сразу же после его формирования. Температуру воздуха обычно устанавливают в диапазоне точки плавления, по меньшей мере, одного из полимеров, используемых для формирования полотна, обычно от приблизительно 90°С до приблизительно 290°С для термопластичных полимеров, обычно используемых для формирования материалов фильерного производства. Путем управления температурой воздуха, скоростью, давлением, объемом и другими факторами предотвращают повреждение полотна при повышении его целостности.
Фокусированный поток воздуха в устройстве горячего воздушного ножа устанавливают и направляют с использованием, по меньшей мере, одной прорези шириной от приблизительно 3 до приблизительно 25 миллиметров (мм), в частности приблизительно 9,4 мм, которую используют в качестве выходного отверстия для нагретого воздуха, направляемого на полотно, при этом прорезь перемещается, по существу, в направлении, поперечном машинному, по существу, по всей ширине полотна. В других вариантах выполнения могут быть использованы множество прорезей, расположенных рядом друг с другом, или разделенных небольшим промежутком. По меньшей мере, одна прорезь обычно, но не обязательно, выполнена непрерывной и может быть составлена, например, из расположенных рядом друг с другом отверстий. Устройство горячего воздушного ножа содержит камеру, предназначенную для распределения и содержания нагретого воздуха перед выпуском его через прорезь. Давление в этой камере устройства горячего воздушного ножа обычно устанавливают от приблизительно 2 до приблизительно 22 мм ртутного столба, и горячий воздушный нож устанавливают на расстоянии от приблизительно 6,35 мм до приблизительно 254 мм, и более конкретно от приблизительно 19,05 до приблизительно 76,20 мм над формирующей поверхностью. В конкретном варианте выполнения площадь поперечного сечения камеры горячего воздушного ножа в направлении, поперечном направлению потока (то есть площадь поперечного сечения камеры в машинном направлении), по меньшей мере в два раза больше, чем общая площадь выходной прорези. Поскольку формовочный провод, на котором формируют полимер фильерным способом, обычно передвигается с высокой скоростью, время воздействия на какой-либо конкретный участок полотна выходной струи воздуха горячего воздушного ножа обычно меньше, чем одна десятая доля секунды и, как правило, составляет одну сотую долю секунды, в отличие от процесса связывания способом сквозного пропускания воздуха, который подразумевает более длительное время выдержки. Процесс обработки горячим воздушным ножом обладает большим диапазоном регулировки рабочих характеристик и возможностью управления множеством факторов, включая температуру воздуха, скорость, давление и объем, компоновку прорези или отверстия, плотность и размер, а также расстояние между камерой горячего воздушного ножа и полотном.
Процесс фильерного производства также можно использовать для формирования двухкомпонентных нетканых материалов, полученных фильерным способом, например, с использованием двухкомпонентных нитей, формируемых высокоскоростным потоком воздуха, состоящих из линейного полиэтилена низкой плотности/полипропилена, причем компоненты располагают рядом друг с другом (или в виде компоновки оболочка/сердечник). Подходящий процесс для формирования таких двухкомпонентных нетканых материалов, полученных фильерным способом, описан в американском патенте № US 5418045 авторов Pike и др., который приведен здесь полностью в качестве ссылки.
Коммерчески поставляемые термопластические полимерные материалы, предпочтительно, можно использовать для приготовления волокон или нитей, из которых формируют нетканый материал 4 с несоединенным рисунком. Используемый здесь термин "полимер" включает гомополимеры, сополимеры, такие как, например, блок сополимеры, привитые, статистические и чередующиеся сополимеры, тройные сополимеры и т.д., а также их смеси и модификации, но не ограничивается ими. Кроме того, если только настоящее описание не будет каким-либо другим образом специально ограничено, термин "полимер" должен включать все возможные геометрические конфигурации материала, включая, без ограничений, изотактические, синдиотактические и случайные симметрии. Используемые здесь термины "термопластичный полимер" или "термопластичный полимерный материал" относятся к длинноцепному полимеру, который размягчается под действием тепла и восстанавливает исходные характеристики после охлаждения до температуры окружающей среды. Предпочтительно, волокна, полученные фильерным способом, изготовлены из полипропилена. Другие альтернативные термопластические материалы включают поли(винил хлориды), полиэфиры, полиамиды, полифторуглероды, полиолефины, полиуретаны, различные виды полистирола, полиэтилена, поли(виниловые спирты), капролактамы и их сополимеры, но не ограничиваются ими. Волокна или нити, используемые для формирования нетканого материала могут иметь любую соответствующую морфологию и могут включать полые или сплошные, прямые или завитые, однокомпонентные, двухкомпонентные или многокомпонентные, двухсоставные или многосоставные волокна или нити, а также смеси таких волокон и/или нитей, которые хорошо известны в данной области техники.
После формования нетканого полотна, предварительно связанное или несвязанное полотно пропускают через соответствующий процесс или устройство, включая, например, обработку каландровым роликом для формирования структуры из отдельных связанных областей. Термин "отдельные", используемый здесь, означает отдельные или несоединенные, и является противоположным термину "непрерывный", как используется в американском патенте № US 5858515 авторов Stokes и др., в котором описаны нетканые материалы с несоединенным рисунком, или с отсутствием связей в отдельных точках (PUB), имеющие непрерывные связанные области, образующие множество отдельных областей с отсутствием связей. В одном из вариантов выполнения каландровый узел (не показан) включает опорный вал и нагреваемый узорчатый ролик, который содержит различные выпуклые приемные участки. Выпуклые участки узорчатого ролика связывают тепловым способом волокна для формирования связанных областей 23, как показано, например, на фиг.7. При этом могут быть сформованы связи любой формы и размеров. Предпочтительно, процентное соотношение площади связей полотна составляет от приблизительно 5% до 25% по отношению к общей площади полотна, и более предпочтительно, находится в пределах от приблизительно 10% до 15%. После этого соединенную подложку можно соединить с другой подложкой с установкой между ними эластичных элементов.
В различных конфигурациях настоящего изобретения вес единицы площади каждой из подложек из нетканого материала, полученного фильерным способом, из которого изготовлены панели корпуса, предпочтительно, составляет приблизительно 0,6 унций на квадратный ярд. В других предпочтительных вариантах выполнения вес единицы площади каждой из подложек может быть установлен в пределах от, по меньшей мере, приблизительно 0,3 до приблизительно 2,0 унций на квадратный ярд, и предпочтительно от приблизительно 0,5 унций на квадратный ярд до приблизительно 1,5 унций на квадратный ярд, и более предпочтительно от приблизительно 0,5 унций на квадратный ярд до приблизительно 1,0 унций на квадратный ярд. Даже при использовании относительно малого процентного отношения связанных областей, нетканый материал фильерного производства с малым весом единицы площади имеет достаточные характеристики прочности и устойчивости к разрыву, позволяющие использовать его для изготовления панели корпуса. Другие материалы, которые можно использовать в качестве нетканого материала, включают различные материалы, полученные дутьем из расплава, а также соединенные кардные материалы.
Нетканый материал, из которого изготовлены панели 4, 6 корпуса, предпочтительно, по существу, являются гидрофобным, и в случае необходимости он может быть обработан с использованием поверхностно-активного вещества или с помощью других способов для придания ему требуемого уровня смачиваемости и гидрофильности. В одном из конкретных вариантов выполнения настоящего изобретения панель корпуса изготовлена из нетканого, прошитого полипропиленового материала фильерного производства, который состоит из волокон, размером приблизительно 1,6 денье, и из которого формируют полотно с весом единицы площади приблизительно 0,6 унций на квадратный ярд. Один из подходящих нетканых материалов представляет собой материал Corinth 0,60 osy, 1,6 dpf, несмачиваемый, из полимеров, полученных с использованием металлоценового катализатора, (EXXON ACHIEVE 2854 РР) материал фильерного производства, производства компании Kimberly-Clark Corporation, которая является правопреемником настоящей заявки.
Предпочтительные относительно гладкие нетканые материалы можно отличить от других нетканых материалов, используемых в качестве материалов с петельками, путем сравнения различных их свойств. Например, как показано на фиг.12 - 15, были проведены исследования с помощью сканирующего интерференционного микроскопа, работающего в белом свете (Scanning White-Light Interference Microscopy (SWLIM)) с использованием двух материалов, прошитого ламинированного материала фильерного производства, с весом единицы площади 0,60 унций на квадратный ярд и материала с отсутствием связей в точках (PUB) с весом единицы площади 2,0 унции на квадратный ярд, для определения различных параметров неровностей. 2-мерное и 3-мерное представления, показанные на фиг.12-15, представляют собой монтаж по полю 3×3, с размером приблизительно 6,7 мм×5,1 мм. Результаты исследований SWLIM сведены в Таблице 1.
В Таблице 1 параметр Ra представляет "среднее значение неровностей", которое определяют как среднюю высоту поверхности, вычисляемую по всей структуре. Влияние отдельных ложных пиков усредняют. Параметр Ra может усреднять детали, необходимые для определения количественной характеристики сложной поверхности. Параметр Rq представляет собой "среднеквадратичное значение неровностей" (скв (rms)), которое определяют, как среднеквадратичное значение измеряемой девиации высоты, в пределах области оценки, и измеряют от среднего уровня линейной поверхности. Параметр Rq используют для вычисления асимметрии и эксцесса. Если поверхность имеет профиль, который не содержит значительных отклонений от среднего уровня поверхности, значения Ra и Rq будут аналогичны. Если имеется значительное количество крупных выпуклостей или углублений, наибольшие значения функции высоты профиля будут доминировать в статистических параметрах поверхности, и значение Rq будет больше, чем Ra. Параметр Rt представляет собой "максимальную высоту профиля", которую определяют как вертикальное расстояние между наивысшей и самой низкой точками в области оценки. Параметр Rz представляет собой "среднее значение максимальной высоты профиля", которую определяют как среднее значение наибольших расстояний между пиками и углублениями. Rpm представляет собой "среднее значение максимального профиля высоты пиков", которое определяют как среднее значение высоты пиков по всему набору данных. Параметр Rpm характеризует поверхность на основе пиков профиля поверхности. Параметр Rvm представляет собой "среднее значение максимального профиля глубины углублений", который определяют как усредненную величину пиковых значений углублений для всего набора данных. Параметр Rsk представляет "асимметрию", которую определяют как критерий асимметрии профиля. Знак асимметрии говорит о том, что наибольшие точки расположены пропорционально над (положительная асимметрия) или под (отрицательная асимметрия) средним уровнем поверхности. Параметр Rku представляет "эксцесс", который определен как мера пиковершинности профиля. Случайная поверхность имеет значение эксцесса, близкое к 3. Чем дальше значение эксцесса от 3, тем в меньшей степени случайной (в большей степени повторяющейся) будет поверхность. Гладкая поверхность с несколькими высокими и низкими экстремальными точками будет иметь значение, меньшее 3. Параметр Rv представляет "максимальную глубину углублений профиля", который определяют как максимальную глубину профиля, ниже средней линии для всего набора данных. Параметр Rp представляет "максимальную высоту пика профиля", которая представляет максимальную высоту профиля над средней линией для всего набора данных.
Как можно видеть в Таблице 1 и на фиг.12 и 13, предпочтительный нетканый материал фильерного производства имеет существенно меньшее среднее значение неровностей (Ra) и среднеквадратичное значение неровностей (Rq), чем материал PUB. Одновременно нетканый материал фильерного производства может соединяться с материалами с высокой плотностью крючков, описанными ниже, для обеспечения требуемых значений прочности на сдвиг и на отрыв, так, что позволяет удерживать предметы одежды на теле пользователя при нормальных условиях их ношения. В различных предпочтительных вариантах выполнения параметр Ra выбирают меньше, чем приблизительно 200 мкм, предпочтительно меньше, чем приблизительно 150 мкм, и более предпочтительно меньше, чем приблизительно 100 мкм, и еще более предпочтительно меньше, чем приблизительно 70 мкм. Кроме того, в различных предпочтительных вариантах выполнения значение Rq меньше, чем приблизительно 250 мкм, предпочтительно, меньше, чем приблизительно 200 мкм, и более предпочтительно меньше, чем приблизительно 150 мкм, и наиболее предпочтительно меньше, чем приблизительно 100 мкм.
При других исследованиях, описанных как и исследование на пористость пленки способом электронного детектирования с обратным рассеиванием back-scatter electron detection and TY 51 Hicontrast Polaroid® film (BSE/HICON) Surface Porosity test, 6 образцов (1/2''×3/4''(1,27×1,9 см)), материалов фильерного производства и материалов PUB вырезали из секции материала размером 4''×6'' (10,2×15,2 см). На 6 образцов нанесли покрытие из золота с помощью разбрызгивающего напылительного устройства. При использовании электронного детектирования с обратным рассеиванием электронов были получены фотомонтажи, показанные на фиг.16 и 17, для каждого материала при увеличении 20Х. Фотомонтажи анализировали, и на основе этого анализа были получены данные с использованием системы анализа изображения QUANTIMET 970 Image Analsyis System, поставляемой компанией Leica Corp., город Дирфилд, штат Иллинойс. В частности, для выполнения этой работы использовали процедуру QUIPS CONWID, описанную в Приложении 1. Результаты этих исследований представлены в Таблицах 2-9.
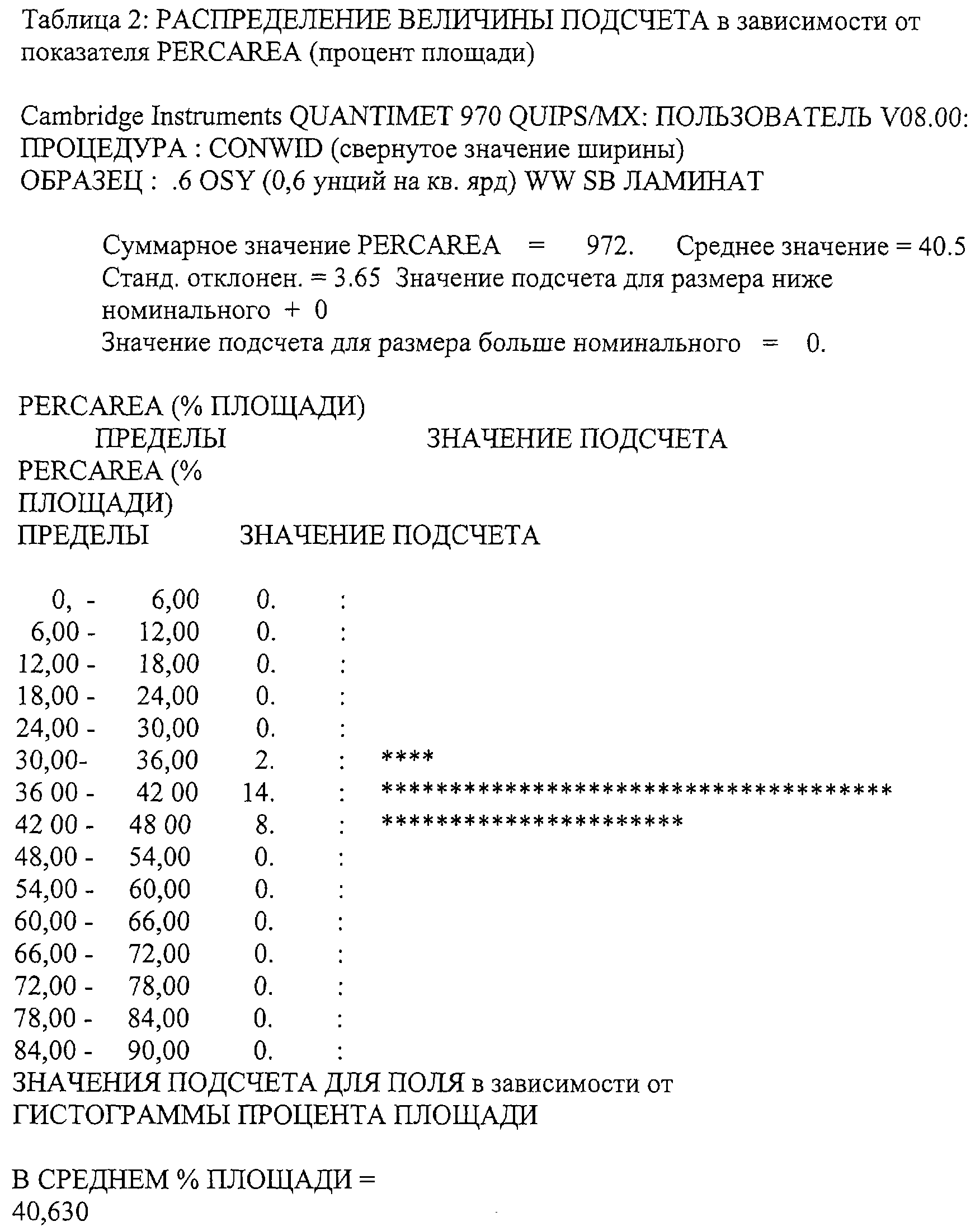
Свернутое значение ширины (Conwid) пор в нетканом материале, анализируемое с использованием процедуры CONWID, представляет собой среднее значение ширины пор, независимо от их искривления, формы, ориентации или выпячивания волокон или других элементов, образующих поры. Процедура CONWID обеспечивает проведение анализа и получения данных, включая гистограммы, по количеству пор и среднему значению занимаемой площади (% А), а также данные по ширине пор как полученные в результате подсчета, так и взвешенные по площади. Например, при сравнении Таблиц 2 и 6 можно видеть, что ламинированный материал фильерного производства имеет аналогичные величины среднего значения % площади с материалом PUB, но материал PUB имеет большее значение стандартного отклонения. При сравнении Таблиц 3 и 7 можно видеть, что ламинированный материал фильерного производства имеет гораздо большее значение результата общего подсчета пор (11064) по сравнению с материалом PUB (2147), и только незначительно меньший средний размер пор. При сравнении Таблиц 4 и 8 можно видеть, что ламинированный материал фильерного производства имеет несколько меньшую общую площадь пор, чем материал PUB. Наконец, при сравнении анизотропных свойств ламинированного материала фильерного производства и материала PUB по Таблицам 5 и 9 можно видеть, что материал PUB имеет большие значения средней анизотропии, чем ламинированный материал фильерного способа производства.
Как показано в Таблицах 10 и 11 для анализа ламинированного материала фильерного способа производства по сравнению с материалом PUB также использовали тест на определение количества ворсинок на кромке, который представляет собой тест на основе анализа изображения. При проведении теста по определению количества ворсинок на кромке измеряют интенсивность выпячивания пуха волокон по длине контура на единицу длины кромки.
Данные анализа изображения были получены с использованием двух стеклянных пластин, из которых составили одно зажимное приспособление. На каждой пластине был установлен образец, сложенный поверх кромки, причем этот образец был сложен в направлении, поперечном машинному, который был установлен поверх стеклянной пластины. С кромки пластины сняли фаску до толщины 1/16'' (1,6 мм). Способ испытаний и используемое оборудование дополнительно описаны и раскрыты в предварительной патентной заявке США № 60/204083, поданной 12 мая 2000 г., полное описание которой приведено здесь в качестве ссылки. Например, в одной последовательности стеклянные пластины имели толщину 1/4 дюйма (6,4 мм) со скошенной фаской до толщины 1/16 дюйма (1,6 мм). Во время испытаний образцы помещали поверх скошенных кромок. Множество изображений сложенных кромок затем были получены вдоль кромки. Тридцать (30) файлов различных изображений исследовали для каждой сложенной кромки для получения, в общем, шестидесяти (60) файлов изображения. Каждая кромка имела приблизительно 6,5 мм по высоте. Для каждого изображения были определены значения (количество ворсинок на кромке) FOE) или "PR/EL", которое измеряли до и после удаления выступающих волокон. Значение PR/EL исследовали по внешнему контуру на каждую единицу длины кромки, в каждом поле обзора. В частности, PR представляет собой периметр вокруг выступающих волокон, и EL представляет значение длины измеряемого образца. Значения PR/EL усреднили и свели и на их основе построили гистограмму, представленную в Таблицах 10 и 11. Анализ был закончен, и данные были получены с использованием системы QUANTIMET 970 Image Analyses System, описанной выше, с использованием стандартных условий, с применением 60 мм объектива Micro-Mikkor. Процедура QUIPS, применявшаяся для выполнения этой работы обозначена как FUZZ10, и приведена в Приложении 2.
Как можно видеть при сравнении Таблиц 10 и 11, среднее значение PR/EL (0,37) для ламинированного материала фильерного производства меньше, чем среднее значение PR/EL (0,92) для материала PUB. Аналогично, общее значение PR/EL (22,5) для ламинированного материала фильерного производства меньше, чем общее значение PR/EL (55,5) для материала PUB. Предпочтительно, нетканый материал, используемый для панели корпуса, должен иметь среднее значение PR/EL меньше 0,75, более предпочтительно меньше 0,60 и еще более предпочтительно меньше 0,50. Предпочтительно, нетканый материал, используемый для панелей корпуса, должен иметь общее значение PR/EL меньше 50,0, более предпочтительно меньше 35,0 и еще более предпочтительно меньше 25,0.
Как показано на фиг.1-3, крепежные элементы или язычки 42 закреплены и проходят в поперечном направлении внутри контура внешней боковой кромки 24 передней панели 4 корпуса от места 45 крепления. Передняя панель 4 корпуса включает средний участок 33 или приемный элемент, и противоположные боковые участки 35. Противоположные, проходящие в продольном направлении ослабленные линии 37 отделяют средний участок приемного элемента от расположенных друг напротив друга боковых участков, так, что боковые участки преднамеренно закреплены с возможностью отрыва на противоположных сторонах участка приемных элементов. Ослабленные линии 37 могут содержать перфорацию или множество надрезов другого вида, которые позволяют пользователю или изготовителю отделять боковые участки от среднего участка. Например, впитывающий предмет одежды можно разрывать после надевания его на тело пользователя, или заранее. Предпочтительно, крепежные элементы 42 закреплены на поверхности, обращенной к одежде, боковых участков 35 между боковой кромкой 24 передней панели корпуса и ослабленной линией 37.
Следует понимать, что в других вариантах выполнения крепежные элементы могут быть закреплены на задней панели корпуса и могут соединяться с передней панелью корпуса или, наоборот, могут быть закреплены на передней панели корпуса и могут соединяться с задней панелью корпуса, предпочтительно, вдоль, по меньшей мере, неэластичного участка. Предпочтительно, крепежные элементы прочно соединены с внешней поверхностью, обращенной к одежде, передней и/или задней панели корпуса, и закреплены с возможностью отсоединения на внешней поверхности, обращенной к одежде, передней и/или задней панели корпуса, хотя следует понимать, что крепежные элементы могут быть жестко соединены с внутренней поверхностью, обращенной к телу, передней и/или задней панелей корпуса, и могут быть закреплены с возможностью отсоединения на внутренней, обращенной к телу, поверхности передней и/или задней панелей корпуса.
Противоположные боковые кромки 24 передней панели 4 корпуса соединены с противоположными боковыми кромками 28 задней панели 6 корпуса для формирования шва 39, который имеет продольную длину (SSL), равную или меньшую, чем длины (FPL) и (RPL) передней или задней панелей корпуса. Таким образом, до разрыва ослабленной линии 37 впитывающий предмет одежды можно сконфигурировать в виде трусов, которые можно надевать, натягивая его поверх ног пользователя. После установки предмета одежды на теле пользователя ослабленные линии могут быть разорваны, если это необходимо, или могут быть оставлены ненарушенными, при регулировании креплений, для подгонки предмета одежды к телу пользователя. Если требуется, ослабленные линии могут быть разорваны перед закреплением предмета одежды на теле пользователя, например, в случае, когда пользователь - лежащий в постели больной. В такой конфигурации предмет одежды подкладывают под тело пользователя и закрепляют на нем с помощью крепежных язычков. С помощью боковых участков, благодаря присоединению крепежных язычков к передней панели, вместо задней панели корпуса, язычки размещают спереди пользователя, чтобы не создавать для него дискомфорт, когда он лежит на спине, так, что крепления можно легко видеть и регулировать для подгонки к телу пользователя.
Следует понимать, что передняя и задняя боковые панели могут быть изготовлены как единый элемент, который проходит вдоль промежуточной части спереди назад и при этом его стороны соединяют с формированием боковых швов. В качестве альтернативы, передняя и задняя панели корпуса могут быть сформированы как единая деталь, например, как одна панель, проходящая вокруг талии и бедер пользователя.
Предпочтительно, как показано на фиг.1-3, 10 и 11, крепежные элементы 42 содержат несущий элемент 43, который сформирован, в общем, в форме буквы "U" с вертикально проходящим элементом 55 основания и парой латерально продолжающихся и разнесенных в продольном направлении элементов 47 язычков. Несущий элемент также может содержать один или больше, чем два элемента язычка. Несущие элементы, предпочтительно, прочно соединены с боковыми участками панели 4 корпуса с использованием адгезивного соединения 49, соединения ультразвуком, соединения под действием тепла, соединения стачиванием, соединения швами или с использованием других известных типов соединения, которые показаны, например, на фиг.2-6 и 11. В альтернативных вариантах выполнения крепежные элементы могут быть прочно закреплены на задней панели, как показано на фиг.9, или на одной или обеих передней и задней панели, например, в области шва, как показано, например, на фиг.10.
Каждый несущий элемент 43 имеет продольную длину (TL). Каждый из элементов 47 язычка содержит соединительный участок, имеющий продольную длину (FTL), как показано на фиг.10 и 11. Совместная продольная длина соединительных участков двух элементов язычка образована как длина соединения (ЕТ). Например, в вариантах выполнения, показанных на фиг.9-11, ЕТ=FTL1+FTL2. Соединительный участок, предпочтительно, содержит набор крючков, описанный ниже, но в качестве альтернативы, может быть выполнен с использованием различных адгезивных составов, таких как адгезивные составы, чувствительные к давлению, пуговицы, застежки типа "молния" и другие устройства крепления, которые можно расстегивать и повторно закреплять.
В одном из вариантов выполнения, показанном на фиг.9, каждый крепежный элемент 42 состоит из двух отдельных, разнесенных продольно элементов 47 язычков, каждый из которых имеет длину (TTL), и соединительного участка, имеющего длину (FTL), при этом значение TTL, предпочтительно, по существу, равно значению FTL. Длину крепежного элемента (TL) определяют как сумму длин элементов (TTL) язычка, и длина (ЕТ) соединения равна сумме длин соединительных участков FTL.
В одном из вариантов выполнения два или несколько элементов язычков обеспечивают такую подгонку в виде трусов, которые позволяют регулировать отверстия для талии и для ног спереди и сзади предмета одежды, но также позволяют пользователю изменять подгонку предмета одежды, без необходимости полностью его снимать. Например, пользователь может отсоединить один из элементов язычка и повторно закрепить его, без необходимости разъединения другого элемента язычка.
Как показано на фиг.9-11, предпочтительное отношение длины ЕТ соединения к длине FPL передней панели составляет, по меньшей мере, приблизительно 20%, и более предпочтительно, длина ЕТ соединения составляет, по меньшей мере, приблизительно 30% длины FPL передней панели, и наиболее предпочтительно, она составляет, по меньшей мере, приблизительно 40% длины передней панели. Предпочтительно, длина ЕТ соединения меньше, чем приблизительно 90% длины FPL передней панели, и более предпочтительно, длина ЕТ соединения меньше, чем приблизительно 80% длины FPL передней панели, и наиболее предпочтительно, она меньше, чем приблизительно 60% длины передней панели.
Кроме того, длина TL крепления, предпочтительно, составляет, по меньшей мере, приблизительно 50% длины SSL бокового шва, и более предпочтительно, составляет, по меньшей мере, приблизительно 70% длины SSL бокового шва и наиболее предпочтительно, составляет, по меньшей мере, приблизительно 90% длины бокового шва. Длина TL крепления также, предпочтительно, составляет, по меньшей мере, приблизительно 50% длины FPL передней панели, и более предпочтительно, составляет, по меньшей мере, приблизительно 70% длины FPL передней панели, и наиболее предпочтительно, она составляет, по меньшей мере, приблизительно 90% длины FPL передней панели. Аналогично, длина TL крепления, предпочтительно, составляет, по меньшей мере, приблизительно 50% длины внешней кромки задней панели RPL корпуса, и более, предпочтительно, она составляет, по меньшей мере, приблизительно 70% длины внешней кромки задней панели RPL корпуса, и наиболее предпочтительно, она составляет, по меньшей мере, приблизительно 90% длины внешней кромки задней панели RPL корпуса.
Элемент 51 с крючками или полоску с крючками прикрепляют к несущему элементу 43 с помощью адгезива, соединения ультразвуком, с помощью швов или с использованием других известных крепежных устройств. Концевой участок 53 или кончик несущего элемента может быть оставлен без покрытия крепежным элементом 51 так, что пользователь может его поднимать, изгибать и захватывать при разъединении или при отслаивании крепежного элемента. Следует понимать, что термин "крючок", используемый здесь, означает любой элемент, который может соединяться с другим элементом, и не предназначен для ограничения формы соединительных элементов, например, так, что он включает только "крючки", но скорее охватывает любую форму соединительного элемента как направленного в одном направлении, так и направленного в двух направлениях. Различные конфигурации крючков описаны в патенте США № US 5845375 авторов Miller и др., в патенте США № US 6132660 автора Kampfer, в патенте США № US 6000106 автора Kampfer, в патенте США № US 5868987 автора Kampfer, в патенте США № US 4894060 автора Nestegard и в патенте США № US 6,190, 594 автора German, общее описание которых приведено здесь в качестве ссылки. Некоторые примеры креплений с крючками представляют собой различные виды креплений с крючками CS600, включая крепления с крючками ХКН-01-002 CS600, 2300 Pin Density (Part No. XKH-01-002/60MM/SP#2628), производства компании Minnesota Mining and Manufacturing Co., г.Сант Пол, штат Миннесота.
В одном из предпочтительных вариантов выполнения полоска с крючками с грибовидными крючками содержит однородную подкладку 57 из термопластичного полимера и выполненный как одно целое с подкладкой набор 59 вертикальных ножек 61, расположенных, по меньшей мере, по всей одной поверхности подкладки, каждая из которых имеет головку 63 в виде грибка. Набор крючков на каждой полоске содержит соединительный участок, который имеет продольную длину (FTL). Материал ножек может быть молекулярно ориентированным, что можно видеть по значению двойного лучепреломления, которое составляет, по меньшей мере, 0,001, и головки грибка имеют форму круглого диска с, в общем, плоской концевой поверхностью, которая расположена напротив подкладки, причем головки в форме диска, предпочтительно, имеют отношение диаметра к толщине больше, чем приблизительно 1,5 к 1.
Ножки 61 полоски с крючками могут быть выполнены из молекулярно ориентированного материала, что можно видеть по значению двойного лучепреломления, которое составляет, по меньшей мере, 0,001. Благодаря этому, они имеют существенно большую жесткость и прочность, а также большее значение прочности на разрыв и на изгиб, чем можно было бы получить без использования такой ориентации. Благодаря этим характеристикам, участки ножек, не нагреваемые поверхностью нагрева во время процесса формирования, сохраняют свойство гибкой упругости в процессе деформации, который обычно проводят с помощью приложения тепла к кончикам ножек путем контакта с нагретой поверхностью металлического ролика. В результате такого контакта кончики каждой ножки формируют в виде имеющей форму круглого диска головки грибка, расположенной на кончике каждой ножки, причем эта головка имеет, по существу, плоскую внутреннюю поверхность, что улучшает ее прочность удержания при соединении с петелькой.
По сравнению с полосками с крючками, которые имеют неориентированные ножки, улучшенная прочность крючков или полосок с крючками обеспечивает меньшую вероятность их поломки во время разъединения. Когда полоску с крючками используют с нетканым материалом, представленным в настоящем описании, улучшенная прочность крючков обеспечивает меньшую вероятность разрыва крючков под действием разъединяющей силы, чем волокон материала, что представляет собой предпочтительное свойство, по меньшей мере, по двум причинам. Во-первых, в результате разрыва крючков могут образовываться осколки, в то время как разорванные волокна обычно не создают их. Кроме того, нетканый материал обычно содержит значительно большее количество волокон, пригодных для соединения, чем количество крючков на единицу площади, что позволяет выполнить большее количество разъединений прежде, чем крепление с крючками и петельками станет не пригодным для дальнейшего использования.
Хотя ножки полоски с крючками, предпочтительно, имеют, в общем круглое поперечное сечение, другие подходящие поперечные сечения включают прямоугольную и шестиугольную форму. Ножки, предпочтительно, содержат буртик в их основании, который повышает прочность и жесткость их соединения и облегчает высвобождение из формы, в которой их формуют. Кроме того, ножки могут быть выполнены конусными, предпочтительно, с переходом поперечного сечения от большего к меньшему, при движении от основания к головке.
Части ножек, предпочтительно, установлены под углом приблизительно 90 градусов по отношению к подложке основания, однако, этот угол может находиться в диапазоне от приблизительно 80 до приблизительно 100 градусов, предпочтительно, от 85 до приблизительно 95 градусов. Часть головки крючка сформирована на дальней оконечности ножки. Головка крючка может быть удлиненной в одном или в нескольких направлениях, так, что формируются участки соединения с волокнами. Такие участки соединения с волокнами проходят наружу от ножки под определенным углом так, что они могут быть направлены вверх от пленочной подкладки, могут быть расположены параллельно к пленочной подкладке или даже могут быть направлены к пленочной подкладке.
Например, как показано на фиг.8, участок головки крючка имеет деформированную часть, соединяющуюся с волокнами, которая проходит в направлении вниз. Предпочтительно, нижняя поверхность участка, соединяющегося с волокнами, также проходит в направлении вниз от места изгиба между нижней фаской участка, соединяющегося с волокнами, и участком основания ножки. В одном из предпочтительных вариантов выполнения, головки крючков, в общем, проходят в направлении вниз под углом от верхних участков головки крючка в направлении к основанию. Этот угол направления вниз (измеряемый от оси, проведенной от вершины головки крючка параллельно подкладке), в общем, составляет от приблизительно 0 до приблизительно 70 градусов, предпочтительно, от приблизительно до 5 приблизительно 60 градусов и наиболее предпочтительно, от приблизительно 5 до приблизительно 35 градусов (определяемый по продолжению линии, проходящей от центральной области верхней части головки крючка к кончику участка головки крючка, соединяющего с волокнами).
Форма головки при большом значении отношения диаметра к толщине и при небольших размерах и близком расположении или при использовании высокой плотности установки отдельных крючков на полоске с крючками, в соответствии с настоящим изобретением, позволяет легко и прочно соединять с возможностью разъединения нетканые материалы, возможно, потому, что множество тонких головок могут легко проникать в радиальном направлении и соединяться с относительно малыми волокнами. Таким образом, полоска с крючками в особенности пригодна для изготовления креплений с крючками петельками, когда "петельки" сформированы на основе нетканых материалов, которые обычно не очень пригодны для использования в качестве участков с петельками для креплений с крючками и петельками, и которые плохо соединяются с полосками с крючками известного уровня техники. Например, полоски с крючками в особенности пригодны для использования с топографически более плоскими неткаными материалами, описанными выше, включая нетканый материал, полученный эжектированием высокоскоростным потоком воздуха, который имеет относительно меньшее количество не прикрепленных, проходящих наружу свободных волокон, чем в обычных материалах с петельками, но при этом образует относительно высокое количество пор достаточного размера, так, что материал может соединяться с крючками. Действительно, как только крючки входят в поры или проникают в нетканый материал, язычки креплений обеспечивают превосходные характеристики устойчивости к сдвигу, так, что может быть обеспечено надежное закрепление предмета одежды при нормальных условиях ношения.
Обычно крючки имеют одинаковую высоту, предпочтительно, составляющую от приблизительно 0,10 до 1,30 мм, и более предпочтительно, от приблизительно 0,18 до 0,51 мм; имеют плотность установки на подкладке, предпочтительно, от 60 до 1600 крючков на квадратный сантиметр, и более предпочтительно, от 125 до 690 крючков на квадратный сантиметр, и предпочтительно, больше, чем приблизительно 150 крючков на квадратный сантиметр; имеют диаметр ножки в области, расположенной рядом с головкой крючка, предпочтительно, от 0,07 до 0,7 мм, и более предпочтительно, от приблизительно 0,1 до 0,3 мм. Деформированная головка крючка проходит радиально за пределы ножек, по меньшей мере, с одной стороны, предпочтительно, в среднем, на расстояние от приблизительно 0,01 до 0,3 мм, и более предпочтительно, на расстояние, в среднем, от приблизительно 0,02 до 0,25 мм и имеет среднюю толщину между ее внешней и внутренней поверхностями (то есть измеренную в направлении, параллельном оси ножек), предпочтительно, от приблизительно 0,01 до 0,3 мм и более предпочтительно от приблизительно 0,02 мм до 0,1 мм. Головки крючков имеют среднее значение отношения диаметра головки (то есть значение, измеренное по радиусу от оси головки и ножки) к среднему значению толщины головки, предпочтительно, от 1,5:1 до 12:1, и более предпочтительно, от 2,5:1 до 6:1.
В большинстве вариантов использования креплений с крючками и петельками крючки на полоске с крючками должны быть распределены, по существу, равномерно по всей области полоски с крючками, обычно с использованием прямоугольной или гексагональной компоновки.
Для одновременного обеспечения гибкости и прочности подкладка полоски с крючками, предпочтительно, имеет толщину от 0,02 до 0,5 мм, и более предпочтительно - от 0,06 до 0,3 мм, в особенности, когда полоска с крючками изготовлена из полипропилена или сополимера полипропилена и полиэтилена. Для некоторых вариантов применения можно использовать более жесткую подкладку или на подкладку может быть нанесено покрытие в виде слоя адгезива, чувствительного к давлению, на поверхность, противоположную поверхности с крючками, с помощью которого подкладку можно приклеивать к подложке, такой как элемент 43 носителя, так, что прочность подкладки может быть при этом усилена, благодаря подложке, что помогает закрепить крючки.
Практически любую ориентируемую термопластичную смолу, которую можно применять для формования экструзией, можно использовать для производства полоски с крючками. Термопластичные смолы, которые можно формовать экструзией, и которые следует использовать, включают полиэфиры, такие как поли(этилентерефталат), полиамиды, такие как нейлон, поли(стиролакрилонитрил), поли(акрилонитрил-бутадиен-стирол), полиолефины, такие как полипропилен и пластифицированный поливинилхлорид. Одна из предпочтительных термопластичных смол представляет собой статистический сополимер из полипропилена и полиэтилена, содержащий 17.5% полиэтилена и имеющий коэффициент текучести при плавлении, равный 30, который поставляется как продукт SRD7-463 компанией Shell Oil Company, г.Хьюстон, штат Техас.
Как показано на фиг.8, полоска с крючками имеет, по существу, непрерывную плоскую подкладку 57 из термопластической смолы. Вместе с подкладкой сформирован набор 59 крючков 65, установленных, в общем, под прямым углом к одной основной поверхности подкладки. Каждый из крючков 65 имеет ножку 61, и на конце ножки, находящемся напротив подкладки, расположена, в общем, круглая пластинчатая шляпка или головка, которая проходит радиально за пределы или свешивается с ножки так, что формируется участок 63, соединяющийся с волокнами, который проходит в направлении вниз. Предпочтительно, нижняя поверхность части 63, соединяющейся с волокнами, также выступающая в направлении вниз, формирует изгиб между нижней фаской участка, соединяющегося с волокнами, и участком основания ножки. Ножка 61 также может содержать буртик вокруг ее основания.
Когда впитывающий предмет одежды закрепляют на теле пользователя, крепежные язычки 42, установленные на боковых участках передних панелей 4 корпуса, соединяют с возможностью разъединения, или каким-то другим способом присоединяют к среднему участку приемного элемента панели 4 корпуса. Предпочтительно, по меньшей мере, участок набора крючков 65 соединяется с неэластичной областью в средней части. В частности, головки крючков соединяются с волокнами нетканого материала фильерного производства, без необходимости формирования дополнительных петелек или какого-либо другого изменения материала. Однако следует понимать, что участок набора крючков 65 также может соединяться с эластичными областями. Например, участок набора с крючками на верхнем элементе язычка может соединяться с участком эластичной области, проходящим вдоль участка талии передней панели, в то время как участок с крючками на нижнем элементе язычка может соединяться с участком эластичной области, проходящим вдоль отверстия для ног предмета одежды. Участок приемного элемента передней панели также может быть выполнен с использованием дополнительного материала или приемной детали, закрепленной на стороне, обращенной к одежде и содержащей материал с петельками.
Рассмотрим снова фиг.1-4, на которых впитывающий предмет одежды включает впитывающий композитный элемент 50, имеющий первые и вторые, продольно противоположные концевые кромки 60, 62. Впитывающий композитный элемент содержит, по существу, проницаемый для жидкости верхний лист 64 или подкладку и, по существу, непроницаемый для жидкости нижний лист 68 или внешнее покрытие. Удерживающий участок 70 расположен или установлен между верхним листом и нижним листами которые соединены друг с другом. Верхний лист, нижний лист и другие компоненты впитывающего композитного компонента 50 могут быть соединены, например, с использованием адгезивного соединения 77, соединения ультразвуком, соединения с помощью тепла, прошивкой, стачиванием или с использованием любых других технологий соединения, известных в данной области техники, а также с использованием их комбинации. Например, равномерный непрерывный слой адгезива, слой адгезива, нанесенного с определенным узором линий, слой адгезива в виде структуры, нанесенной разбрызгиванием, или в виде любого набора линий, завитков, точек или соединительных связей можно использовать для соединения верхнего листа и нижнего листа, или любых других компонентов, описанных в настоящем описании.
Дополнительные слои, включая, например, слой 72 приема выброса жидкости, также, предпочтительно, включены во впитывающий композитный элемент. Предпочтительно, слой приема и выброса жидкости проходит не по всей длине впитывающего композитного элемента и выполнен более коротким, чем удерживающий участок. Верхний лист может быть опосредованно соединен с нижним листом путем прикрепления верхнего листа к промежуточным слоям, таким как слой приема выброса жидкости или удерживающий участок, которые, в свою очередь, закреплены на нижнем листе.
Нижний лист 68, предпочтительно, выполнен непроницаемым для жидкости, но может быть выполнен проницаемым для жидкости, например, когда в удерживающем участке используют дополнительный барьерный слой. Например, в одном из вариантов выполнения нижний лист может быть изготовлен из тонкой термопластичной пленки или из другого гибкого, по существу, не проницаемого для жидкости материала. Используемый в настоящем описании термин "гибкий" обозначает материал, который является податливым и который свободно принимает форму, соответствующую общей форме и контуру тела пользователя. Нижний лист предотвращает смачивание различными телесными жидкостями и выделениями или загрязнение ими постельного белья или внешней одежды, которая надета на пользователя, поверх впитывающего предмета одежды. В частности, нижний лист может содержать пленку, такую как полиэтиленовая пленка, имеющую толщину от приблизительно 0,012 мм до приблизительно 0,051 мм.
В ряде конструкций верхний лист может содержать различные тканые или нетканые материалы. Например, верхний лист может состоять из полотна, полученного из расплава с раздувом, или полотна, полученного фильерным способом, с требуемыми волокнами, и также может представлять собой полотно с кардными связями. Например, верхний лист может быть изготовлен из, по существу, гидрофобного материала, и этот гидрофобный материал, в случае необходимости, может быть обработан с использованием поверхностно-активного вещества или обработан другим способом, для придания ему требуемого уровня смачиваемости и гидрофильности. В одном из конкретных вариантов выполнения настоящего изобретения верхний лист представляет собой нетканый полипропиленовый материал, полученный фильерным способом, состоящий из волокон, размером приблизительно 2,8 - 3,2 денье, из которых сформировано полотно, имеющее вес единицы площади приблизительно 22 г/м2 и плотность приблизительно 0,06 г/см3. Поверхность материала может быть обработана функциональным количеством поверхностно-активного вещества такого, как приблизительно 0,28% поверхностно-активного вещества Triton Х-102. Поверхностно-активное вещество может быть нанесено с помощью любого обычного средства, такого как распыление, нанесение печатью, покрытие с помощью кисти или подобное.
В различных конструкциях нижний лист может содержать слой из тканого или нетканого волокнистого материала, который обработан или составлен частично или полностью так, что ему были приданы требуемые уровни непроницаемости для жидкости в отдельных областях, которые расположены рядом или в непосредственной близости к впитывающему удерживающему участку. Например, нижний лист может содержать проницаемый для газа слой нетканого материала, ламинированный на слой полимерной пленки, которая может быть или может не быть проницаемой для газа. Другие примеры волокнистых материалов, напоминающих ткань, слоя нижнего листа могут содержать утонченный вытягиванием или вытянутый с нагревом ламинированный материал, состоящий из литой полипропиленовой пленки толщиной 0,6 мил (0,015 мм) и из полипропиленового материла, полученного фильерным способом, с весом единицы площади 0,7 унций на квадратный ярд (с размером волокон 2 денье). Материал такого типа используют для формирования внешнего покрытия подгузников HUGGEES® Ultratrim Disposable Diaper, которые коммерчески поставляются компанией Kimberly-Clark Corporation. Нижний лист 68 обычно образует внешнее покрытие изделия. Однако в случае необходимости изделие может включать отдельный элемент внешнего покрытия, который прикрепляют в дополнение к нижнему листу. Внешнее покрытие может быть соединено, например, с одним или несколькими впитывающим композитным элементом и/или панелями корпуса.
Нижний лист может содержать микропористый, "воздухопроницаемый" материал, который позволяет выходить газам, таким как водяные пары, из впитывающего предмета одежды, и при этом, по существу, предотвращает проход жидких выделений через нижний лист. Например, воздухопроницаемый нижний лист может состоять из микропористой полимерной пленки или из нетканого материала, на который нанесено покрытие или который другим образом модифицирован так, что ему был придан требуемый уровень непроницаемости для жидкости. Например, в качестве подходящей микропористой пленки можно использовать материал РМР-1, поставляемый компанией Mitsui Toatsu Chemicals, Inc., имеющей офис в городе Токио, Япония; или полиолефиновую пленку ХКО-8044, поставляемую компанией ЗМ Company, г.Миннеаполис, штат Миннесота. Нижний лист также может быть выполнен с тиснениями или на нем может быть сформирована другая структура или матированная поверхность для придания ему более эстетически приятного внешнего вида.
В различных конфигурациях, в соответствии с настоящим изобретением, в случаях, когда компонент, такой как нижний лист, сконфигурирован так, чтобы он был проницаемым для газа и создавал сопротивление и ограниченную проницаемость для водных жидкостей, устойчивый к жидкостям компонент может иметь конструкцию, которая позволяет поддерживать определенное значение напора водного столба, по существу, без протечек через него. В качестве подходящей методики для определения стойкости материала к проникновению жидкости можно использовать Федеральный Стандарт Испытательных Методик FTMS 191 Method 5514, 1978 г. или его эквивалент.
В одном из предпочтительных вариантов выполнения нижний лист выполнен, по существу, непроницаемым для жидкости и полужидких материалов так, что он, по существу, предотвращает нежелательные протечки материалов отходов, определенных как выделения, включая, например, мочу и фекалии. Например, элемент нижнего листа, предпочтительно, может поддерживать набор водяного столба, по меньшей мере, приблизительно 45 сантиметров (см), по существу, без протечек. Элемент нижнего листа, в качестве альтернативы, может поддерживать напор водяного столба, по меньшей мере, приблизительно 55 см и, в случае необходимости, может поддерживать напор водяного столба высотой, по меньшей мере, приблизительно 60 см или больше, для обеспечения улучшенных характеристик.
Нижний лист также может быть растяжимым. В одном предпочтительном варианте выполнения нижний лист позволяет обеспечить удлинение, по меньшей мере, приблизительно на 1 см, при приложении силы растяжения 11,8 г/см, и, кроме того, проявляет, по существу, остаточную деформацию, по меньшей мере, приблизительно 20% после воздействия силы растяжения 19,70 г/см с последующим ослаблением растягивающей силы до нулевого уровня приложенного воздействия в течение 1 минуты.
Например, растяжимый нижний лист может состоять из суженных волокон, крепированных волокон, волокон с микроскладками, полимерных пленок или подобных, а также из их комбинации. Материалы могут быть ткаными или неткаными материалами, такими как материалы фильерного производства. Один из примеров подходящего растяжимого материала представляет собой суженный на 60% полипропиленовый материал фильерного производства, с весом единицы площади приблизительно 1,2 унций на квадратный ярд.
Нижний лист также может быть расширяемым, например, когда он сформирован с одной или несколькими складками, например, одной или несколькими складками типа z (не показаны), или может быть одновременно расширяемым и растяжимым. Термин "расширяемый", используется в данном описании, обозначает способность увеличивать или расширять протяженность или площадь в поперечном и/или продольном направлении, например, путем раскладывания одной или нескольких складок.
Удерживающий участок 70, предпочтительно, выполнен из впитывающего материала, который проявляет тенденцию набухания или расширения, при поглощении жидкостей, выделяемых пользователем. Например, впитывающий материал может быть изготовлен из композитных материалов, сформированных воздухом, уложенных воздухом и/или уложенных жидкостью из волокон и материалов с высокой впитывающей способностью, которые называют здесь сверхвпитывающими материалами. Сверхвпитывающие материалы обычно изготовлены на основе полиакриловых кислот, такие как вещество FAVOR 880, поставляемое компанией Stockhausen, Inc., г.Гринсборо, штат Северная Каролина. Волокна могут представлять собой материалы в виде пуха из древесной целлюлозы, такие как Alliance CR-1654, или любую комбинацию прошитой древесной целлюлозы, целлюлозы из древесины лиственных пород, целлюлозы из древесины хвойных пород и синтетические волокна. Структуры, уложенные воздухом и уложенные жидкостью, обычно включают соединительные вещества, которые используют для стабилизирования структуры. Кроме того, в качестве впитывающего материала можно использовать различные вспененные материалы, впитывающие пленочные материалы и сверхвпитывающие полотна.
В одном из предпочтительных вариантов выполнения впитывающий материал изготовлен из волокнистых впитывающих материалов с относительно высокой внутренней целостностью, включающих, например, материал, изготовленный с использованием термопластических соединительных волокон, уложенных воздухом впитывающих веществ, например древесную целлюлозу, двухкомпонентные соединительные волокна, и сверхвпитывающие вещества, которые имеют более высокие плотности в области складок. Более высокая плотность и, в результате этого, меньшие размеры капилляров в этих областях обеспечивают лучшее продольное капиллярное распространение жидкости. Лучшее продольное капиллярное распространение жидкости, в свою очередь, обеспечивает лучшую утилизацию впитывающего материала и проявляет тенденцию обеспечения более равномерного набухания по всей массе впитывающего материала по мере впитывания им жидкости.
Для формирования частей компонентов впитывающего вещества и, в частности, удерживающего участка 70 можно использовать различные типы смачиваемых гидрофильных волокнистых материалов. Примеры подходящих волокон включают природные органические волокна, состоящие из действительно смачиваемых материалов, таких как целлюлозные волокна; синтетические волокна, состоящие из целлюлозы или производных целлюлозы, таких как вискозные волокна; неорганические волокна, состоящие, по существу, из смачиваемых материалов, таких как стекловолокна; синтетические волокна, изготовленные, по существу, из смачиваемых термопластичных полимеров, такие как некоторые полиэфирные или полиамидные волокна; и синтетические волокна, состоящие из несмачиваемых термопластичных полимеров, таких как полипропиленовые волокна, которым были приданы свойства гидрофильности с помощью соответствующего средства. Волокнам могут быть приданы свойства гидрофильности, например, путем обработки кремнеземом, обработки материалом, который имеет соответствующий гидрофильный компонент и не может быть легко удален из волокон, или с помощью покрытия несмачиваемых гидрофобных волокон гидрофильным полимером в процессе или после формирования волокон. Для целей настоящего изобретения также предусмотрена возможность использования некоторых смесей различных типов волокон, отмеченных выше.
Используемый здесь термин "гидрофильный" описывает волокна или поверхности волокон, которые смачиваются водными жидкостями при их контакте с волокнами. Степень смачиваемости материалов, в свою очередь, может быть описана с помощью значений контактных углов и поверхностного натяжения жидкостей и соответствующих материалов. Оборудование и методики, используемые для измерения смачиваемости конкретных волоконных материалов или смесей волоконных материалов, могут быть представлены системой Cahn SFA-222 Surface Force Analyzer System, или, по существу, эквивалентной системой. При выполнении измерений с помощью такой системы волокна, имеющие контактные углы меньше 90°, называются "смачиваемыми", в то время как волокна, имеющие контактные углы большие 90°, называются "несмачиваемыми".
В конкретных компоновках удерживающий участок впитывающего элемента может содержать смесь сверхвпитывающих формирующихся гидрогель частиц и волокон, полученных из расплава с раздувом синтетического полимера, или из смеси сверхвпитывающих частиц с волокнистым одновременно формируемым материалом, состоящим из смеси натуральных волокон и/или синтетических полимерных волокон. Сверхвпитывающие частицы могут быть, по существу, равномерно смешаны с гидрофильными волокнами или могут быть смешаны неравномерно. Например, концентрации сверхвпитывающих частиц могут быть скомпонованы в виде неступенчатого градиента на существенном участке толщины (в направлении оси z) впитывающей структуры, с использованием меньших концентраций в направлении стороны, обращенной к телу, впитывающего композитного элемента, и с относительно более высокими концентрациями в направлении к внешней стороне впитывающей структуры. Подходящие конфигурации градиента z описаны в американском патенте № US 4699823, выданном 13 октября 1987 г. авторам Kellenberger и др., полное описание которого приведено здесь в качестве ссылки так, что оно соответствует (не противоречит) настоящему описанию. В качестве альтернативы, концентрации сверхвпитывающих частиц могут быть расположены в виде неступенчатого градиента, на существенном участке толщины (в направлении оси z) впитывающей структуры, с использованием более высоких концентраций в направлении стороны, обращенной к телу, впитывающего композитного элемента и с относительно низкими концентрациями в направлении к внешней стороне впитывающей структуры. Сверхвпитывающие частицы также могут быть расположены в виде, в общем, отдельного слоя внутри связующего материала из гидрофильных волокон. Кроме того, два или несколько различных типов сверхвпитывающего материала могут быть избирательно расположены в различных местах внутри или вдоль волокнистой связующей структуры.
Материал с высокой впитывающей способностью может содержать впитывающие гелеобразующие материалы, такие как сверхвпитывающие вещества. Впитывающие гелеобразующие материалы могут быть природными, синтетическими и модифицированными природными полимерами и материалами. Кроме того, в качестве впитывающих гелеобразующих материалов можно использовать неорганические материалы, такие как силикагели или органические соединения, такие как сшитые полимеры. Термин "сшитые" относится к любым средствам для эффективного придания обычно водорастворимым материалам, по существу, свойства нерастворимости в воде, но набухания. Такие средства могут включать, например, физическое перепутывание, кристаллические домены, ковалентные связи, ионные комплексы и ассоциации, гидрофильные ассоциации, такие как связывание водородом и гидрофобные ассоциации или связи с использованием сил Ван дер Ваальса.
Примеры полимеров синтетических впитывающих гелеобразующих материалов включают соли щелочных металлов и аммония поли(акриловой кислоты) и поли(метакриловой кислоты), поли(акриламиды), поли(виниловые эфиры), сополимеры малеинового ангидрида с виниловыми эфирами и альфаолефинами, поли(винилпирролидон), поли(винилморфолинон), поли(виниловый спирт) и их смеси и сополимеры. Другие полимеры, пригодные для использования в составе впитывающего композитного элемента, включают природные и модифицированные природные полимеры, такие как гидролизованный крахмал, привитой акрилонитрилом, крахмал, привитой акриловой кислотой, метилцеллюлозу, хитозан, карбоксилметилцеллюлозу, гидроксипропилцеллюлозу и натуральные смолистые древесные выделения, такие как альгинаты, ксантановая смола, смола плодов рожкового дерева и т.п. Смеси природных и полностью или частично синтетических впитывающих полимеров также можно использовать в настоящем изобретении. Другие подходящие впитывающие гелеобразующие материалы описаны авторами Assarsson и др. в патенте США № US 3901236, выданном 26 августа 1975 г., который приведен здесь в качестве ссылки. Способы приготовления синтетических впитывающих, гелеобразующих полимеров описаны в патенте США № US 4076663, выданном 28 февраля 1978 г. авторам Masuda и др. и в патенте США № US 4286082, выданном 25 августа 1981 г. авторам Tsubakimoto и др., описания обоих приведены здесь в качестве ссылки.
Синтетические впитывающие гелеобразующие материалы обычно представляют собой ксерогели, которые формируют гидрогели при смачивании. Термин "гидрогель", однако, обычно используют для обозначения как смачиваемых, так и не смачиваемых форм материала.
Как указано выше, материал с высокой степенью впитывания, используемый во впитывающих элементах, обычно укладывают в форме отдельных частиц. Частицы могут иметь любую требуемую форму, например спиральную или полуспиральную, кубическую, форму стержней, многогранную и т.д. Формы, имеющие большое значение отношения наибольший размер/наименьший размер, такие как иглы, хлопья и волокна, также предусмотрены для использования в настоящем описании. Во впитывающем элементе также можно использовать конгломераты из частиц впитывающего гелеобразующего материала. Предпочтительно использовать частицы, имеющие средний размер от приблизительно 20 микрон до приблизительно 1 миллиметра. Термин "размер частиц", используемый здесь, означает, что гидрофильные волокна и частицы с высокой впитывающей способностью могут быть сконфигурированы так, что они будут формировать средний составной вес единицы площади в диапазоне от приблизительно 50 до 1500 г/м2. В определенных аспектах настоящего изобретения среднее значение составного веса единицы площади находится в диапазоне от приблизительно 200 до 1200 г/м2, и в качестве альтернативы - в диапазоне от приблизительно 500 до 800 г/м2, для обеспечения требуемых характеристик. Кроме того, пропорция материала с высокой впитывающей способностью может составлять в диапазоне от приблизительно 0 до приблизительно 100% и пропорция волокнистого материала может составлять от приблизительно 0 до приблизительно 100%. Кроме того, можно использовать волокна с высокой впитывающей способностью такие, как сверхвпитывающие волокна Oasis Type 121 и Type 122, поставляемые компанией Technical Absorbent Ltd., г.Гримсби, Линкольншир, Великобритания.
Удерживающий участок 70 содержит противоположные в боковом направлении кромки 74 и, предпочтительно, может быть изготовлен из одного или двух слоев впитывающего материала. Удерживающий участок, предпочтительно, имеет форму песочных часов с увеличенными концевыми областями. В качестве альтернативы, удерживающий участок может содержать сложенную или многослойную конфигурацию. Удерживающий участок, предпочтительно, имеет длину, по существу, равную или несколько короче, чем длина впитывающего композитного элемента. Удерживающий участок может включать один или несколько барьерных слоев, прикрепленных к впитывающему материалу. В одном из вариантов выполнения верхняя тканевая подложка 88 расположена рядом с удерживающим участком. В качестве альтернативы, нижняя тканевая подложка может быть расположена рядом с противоположной стороной удерживающего участка, или удерживающий участок может быть полностью обернут тканью.
Как показано на фиг.1, противоположная сторона предмета одежды в концевых областях 56, 58 впитывающего композитного элемента, и, в частности, внешняя поверхность, обращенная к одежде нижнего листа 68, закреплена на поверхностях, обращенных к телу, расположенных друг напротив друга в продольном направлении промежуточных концов первой и второй панелей 4, 6 корпуса. Следует понимать, что впитывающий композитный элемент может быть закреплен с использованием любых способов крепления, описанных выше, включая, например, использование различных адгезивных составов 77, стачивание или другие способы крепления. Впитывающий композитный материал может быть закреплен на панелях корпуса с использованием любой конфигурации линий крепления, завитков, структур, точек и т.д., или может представлять собой полное и непрерывное соединение между ними.
Хотя настоящее изобретение было описано со ссылкой на предпочтительные варианты выполнения, для специалистов в данной области техники будут понятны возможные изменения его формы и деталей, без отхода от объема и сущности настоящего изобретения. Приведенное выше подробное описание изобретения предназначено для иллюстрации, а не для ограничения и объем настоящего изобретения определяется прилагаемой формулой изобретения, включая все ее эквиваленты.
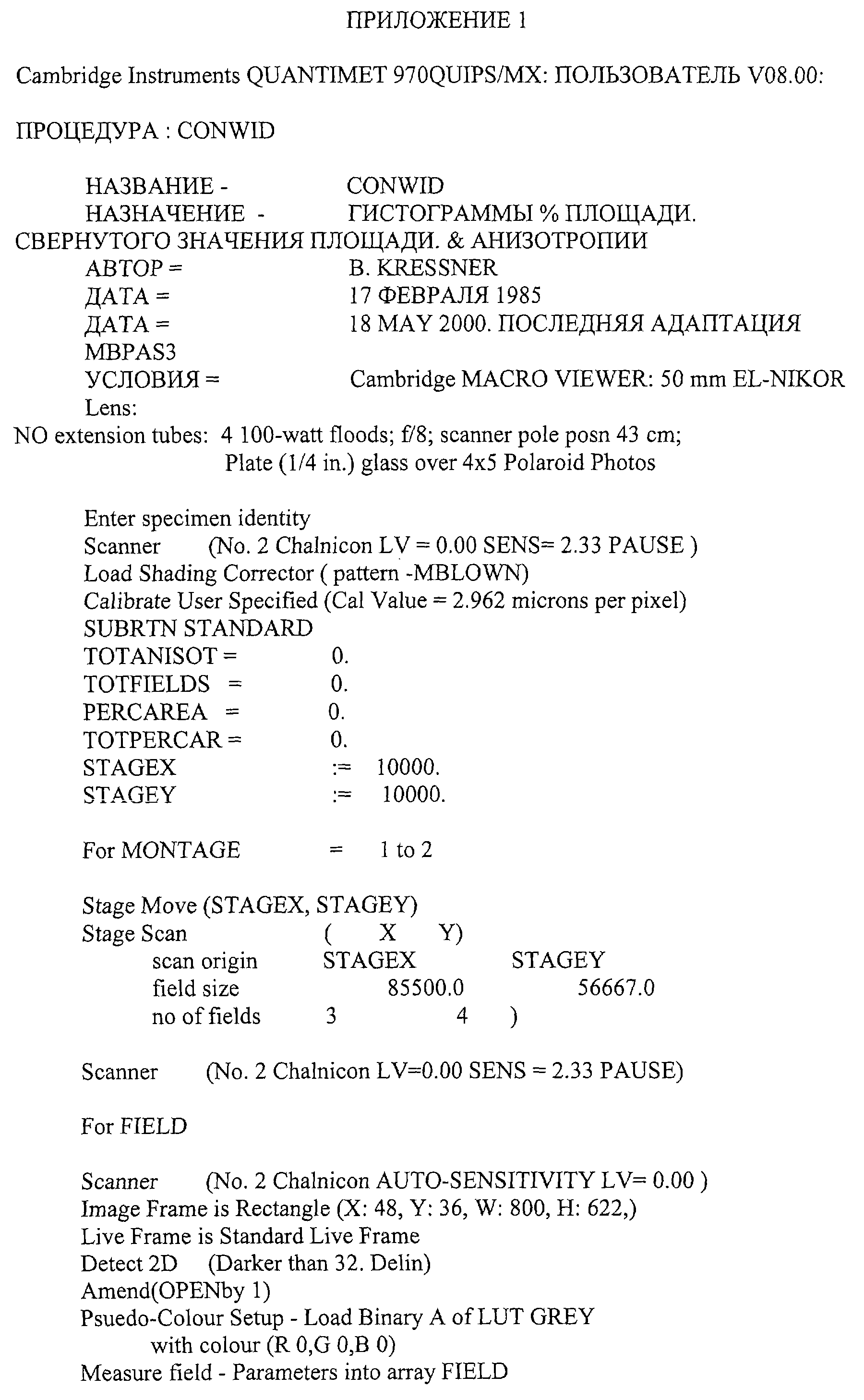
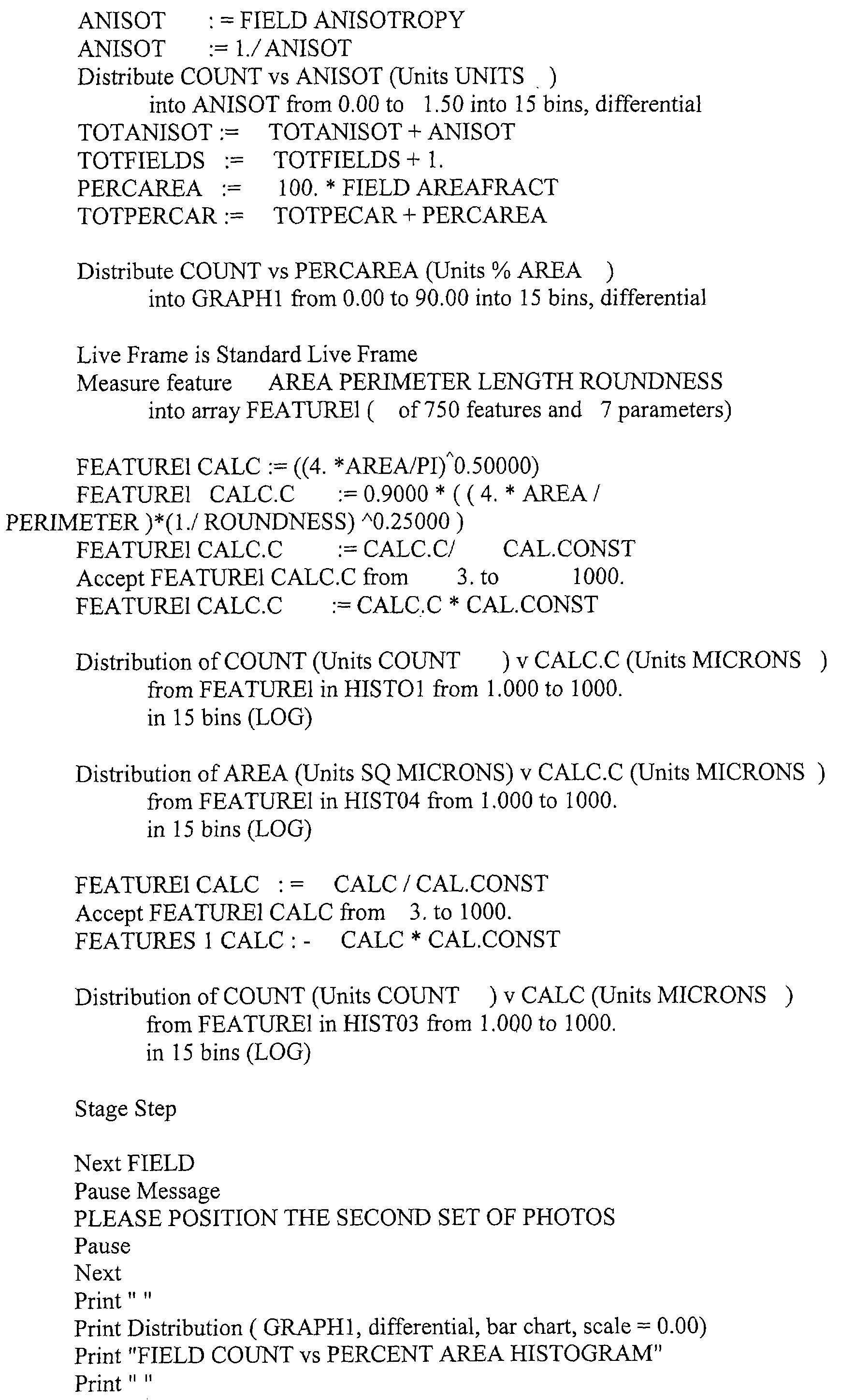
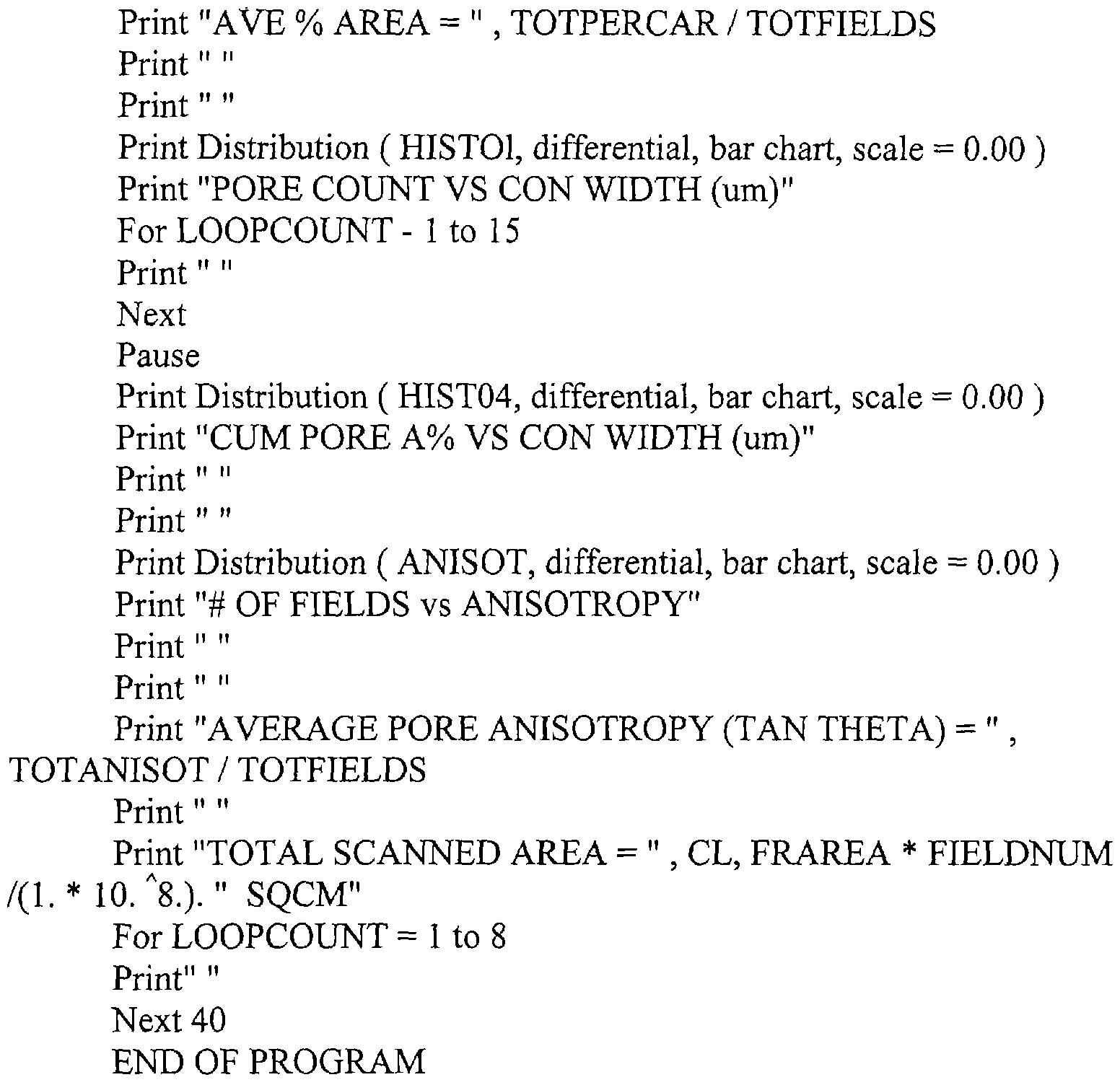

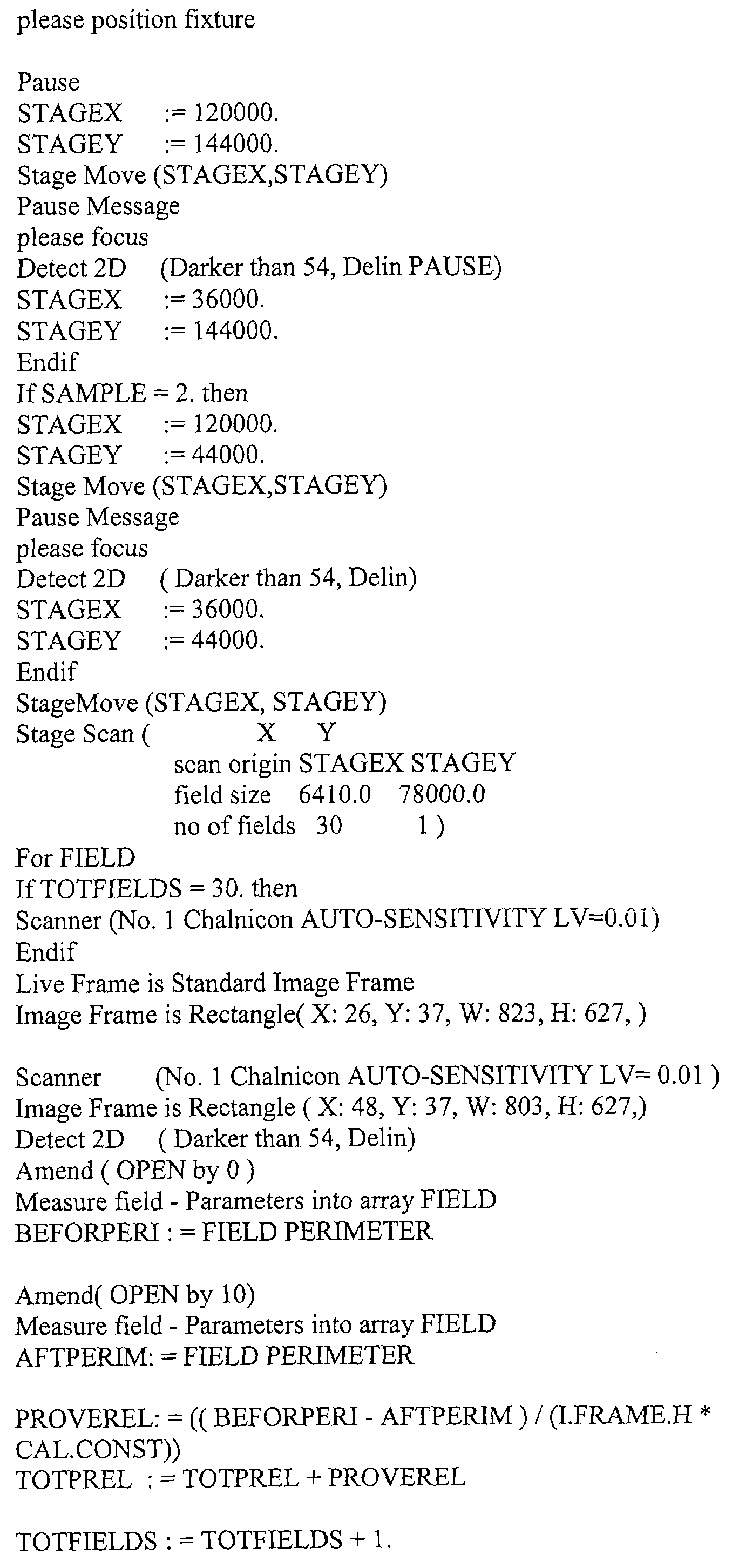
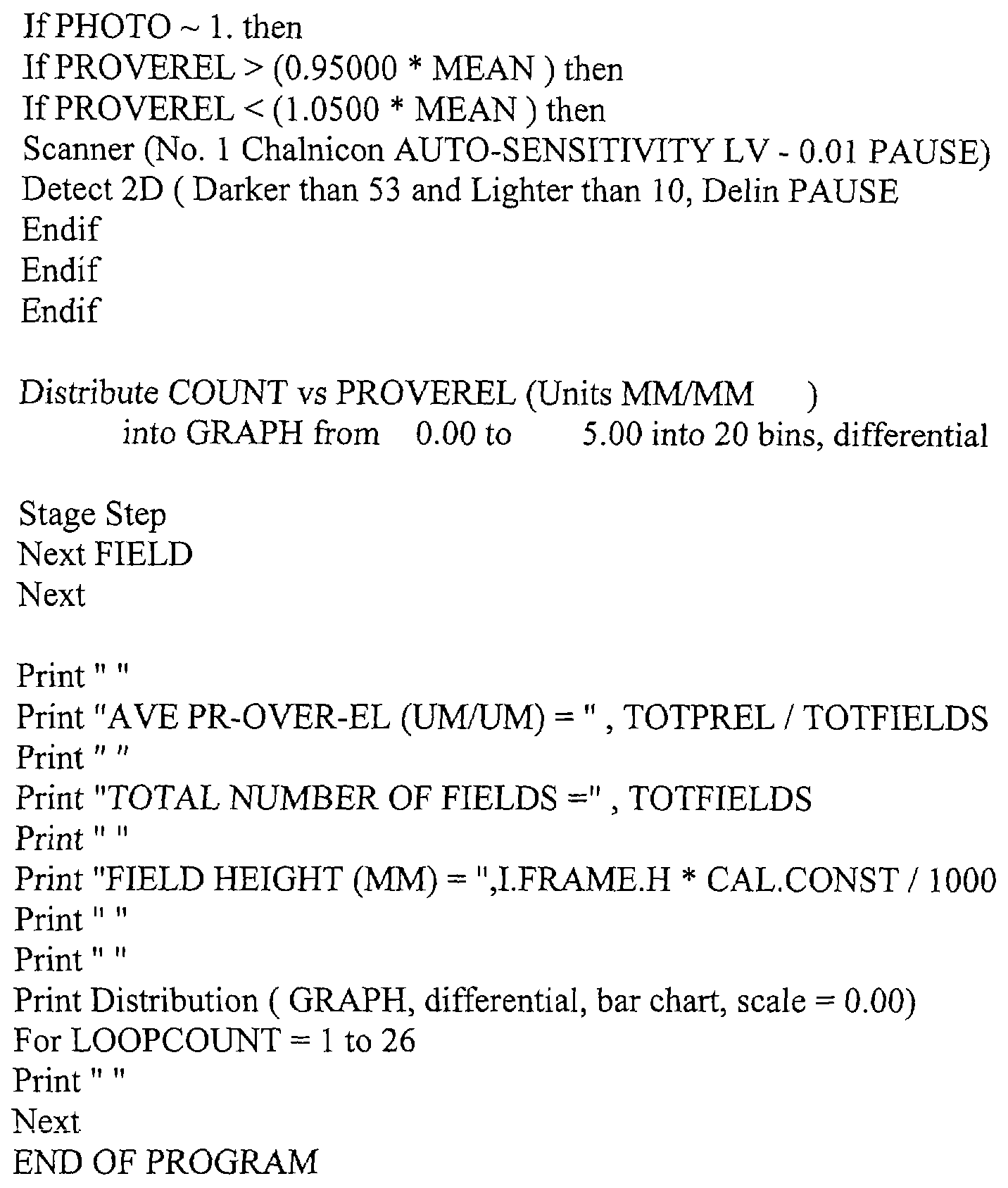
Реферат
Изобретение относится к области медицины и медицинской техники и предназначено для использования в качестве впитывающего предмета одежды. Технический результат - возможность многократно расстегивать и застегивать систему крепления, сохраняя предмет одежды чистым в течение длительного периода времени. Повторно застегиваемое впитывающее изделие содержит панель корпуса, включающую нетканый материал, и предпочтительно, нетканый материал, полученный фильерным способом, имеющий рисунок отдельных соединенных областей. Панель корпуса включает неэластичную область. Крепежный элемент с крючками содержит набор крючков с высокой плотностью установки, причем плотность установки крючков составляет, по меньшей мере, приблизительно 60 крючков на квадратный сантиметр. По меньшей мере, участок набора крючков соединяют с нетканым материалом в неэластичной области панели корпуса. В одном из предпочтительных вариантов выполнения изобретения, приблизительно от 5% до 25% нетканого материала, полученного фильерным способом содержит связанные области. В другом предпочтительном варианте выполнения нетканый материал фильерного производства имеет вес единицы площади приблизительно от 0.3 унций на квадратный ярд до приблизительно 2.0 унций на квадратный ярд. Также предложен способ изготовления впитывающего предмета одежды и закрепления впитывающего предмета одежды на теле пользователя. 4 н. и 22 з.п. ф-лы, 17 ил., 11 табл.
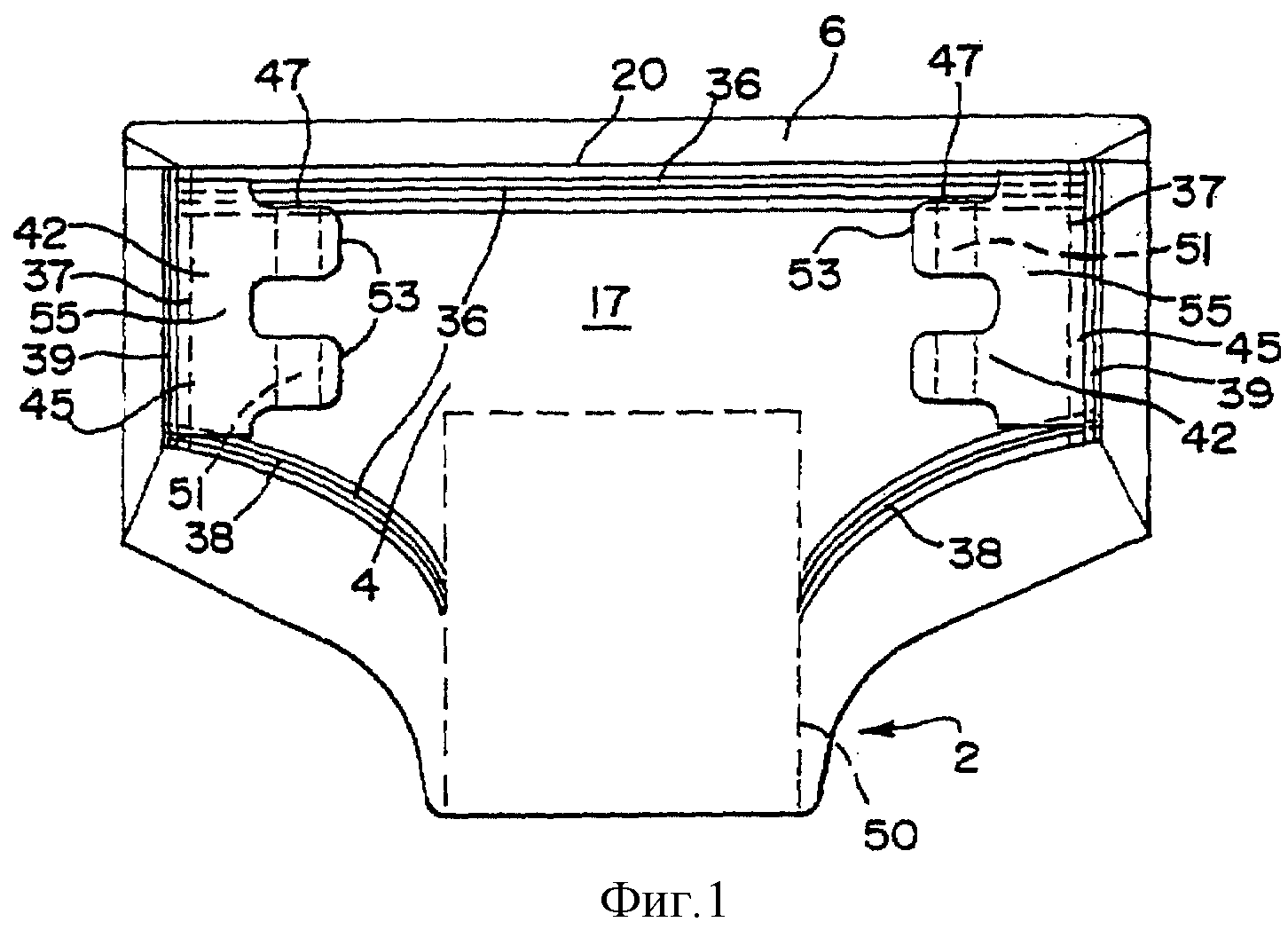
Формула
Документы, цитированные в отчёте о поиске
Эластизированный одноразовый предмет одежды и способ его изготовления
Комментарии