Эластизированный одноразовый предмет одежды и способ его изготовления - RU2090172C1
Код документа: RU2090172C1
Чертежи
Описание
Настоящее изобретение касается одноразовых предметов одежды, имеющих закрепленные боковые стороны, например, одноразового нижнего белья для детей (например, детей, начинающих ходить) или для взрослых, а также одноразовых трусов, используемых с менструальными принадлежностями, например, тампонами или гигиеническими салфетками. Настоящее изобретение касается также способов изготовления таких предметов одежды.
Дети и взрослые, страдающие недержанием, пользуются абсорбирующими изделиями для приема и содержания мочи и других экссудатов организма. Известные в настоящее время тренировочные трусы должны изготавливаться нескольких различных размеров, чтобы обеспечить, например, разных по размеру детей, обучающихся ходить в туалет. Таким образом, чтобы соответственно удовлетворить потребности заказчиков, изготовитель одноразовых тренировочных трусов должен иметь несколько различных комплектов технологического оборудования для изготовления различных размеров одноразовых предметов одежды. Поэтому очень желательно иметь конструкцию, позволяющую изготовителю производить один размер, т. е. "безразмерные" тренировочные трусы, которые будут отвечать нуждам заказчиков за счет удовлетворения очень широкого диапазона детских размеров. Это требует того, чтобы тренировочные трусы удобно облегали талию и ноги, как у маленьких детей без сползания, провисания или скольжения вниз из их положения относительно нижней части туловища, так и у более крупных детей, не вызывая при этом раздражения кожи вокруг талии и на ногах, а также в промежностной части. Поэтому одноразовые тренировочные трусы должны быть упруго или эластично растяжимыми вокруг талии и ног пользующегося, а эластичные элементы должны обладать высокой степенью растяжения.
В настоящее время известен эластизированный одноразовый предмет одежды (см. US, A, 4938753), содержащий основу, имеющую переднюю часть с концевой кромкой, продольными боковыми кромками, ножными кромками, центральной частью, боковыми клапанами и поясом, при этом каждый боковой клапан выступает наружу от центральной части и простирается вдоль центральной части от концевой кромки до ножной кромки, заднюю часть, расположенную против передней части и содержащую концевую кромку, продольные боковые кромки, ножные кромки, центральную часть, боковые клапаны и пояс, при этом каждый боковой клапан выступает наружу от центральной части и простирается вдоль центральной части от концевой кромки до ножной кромки, промежностную часть между передней и задней частями и швы, соединяющие переднюю часть с задней частью так, что образованы два отверстия для ног и отверстие для талии, по существу, окруженные концевыми кромками, при этом боковые клапаны содержат каждый эластичную деталь, соединенную с ним с образованием многослойного эластичного элемента. В известном предмете одежды к боковым кромкам основы прикреплены отдельные растягивающиеся элементы, сложенные внахлест у передней и задней частей в боковых швах.
Известен также и способ изготовления эластизированного одноразового предмета одежды (см. US, A, 4938753) путем изготовления основы с формированием передней части, имеющей продольные боковые участки, боковые клапаны и пояс, причем боковые клапаны выполняют удлиняющимися, задней части, расположенной против передней части, имеющей продольные боковые участки, боковые клапаны и пояс, причем боковые клапаны выполняют удлиняющимися, промежностной части, расположенной между передней и задней частями, и эластичных деталей боковых клапанов, соединенных с каждым боковым клапаном с образованием эластичного многослойного элемента, скрепления продольных боковых участков передней части с продольными боковыми участками задней части и формирования отверстия для талии, по существу, окруженного передним и задним поясами, отверстий для первой и второй ног, первого шва, идущего от первого ножного отверстия до отверстия талии, и второго шва, идущего от второго ножного отверстия до отверстия талии. В процессе изготовления известного одноразового предмета одежды к боковым кромкам его основы прикрепляют отдельные растягивающиеся элементы, выступающие за пределы основы, которые затем накладывают внахлест у передней и задней частей и формируют боковые швы. Хотя тренировочные трусы, выполненные в соответствии с этим способом, позволяют абсорбирующим изделиям соответствовать незначительным изменениям в размере, однако тренировочные трусы, изготовленные в соответствии с этим конкретным способом, ограничены в своем диапазоне соответствия размерам, т.к. соединенные швом стороны образованы закреплением отдельных эластичных элементов к боковым кромкам основы предмета одежды, что приводит к образованию нефункциональных крепежных зон, т.е. зон, в которых основа и эти элементы расположены внахлест и образуют участок, являющийся неудлиняющимся и не абсорбирующим. Тренировочные трусы, выполненные в соответствии с этим конкретным способом, являются ограниченными в своем диапазоне соответствующих размеров, т.к. выступающие части отдельно расположенных эластичных элементов, образующие с расположением внахлест участки предмета одежды, не обладают высокой степенью растяжения.
Поэтому в основу настоящего изобретения поставлена задача создать способ изготовления эластизированного одноразового предмета одежды с высокой степенью растяжения с тем, чтобы одноразовый предмет одежды удобно подходил пользователям в широком диапазоне размеров, а также создать способ изготовления такого предмера одежды, который не требовал бы существенных затрат для своего осуществления и при этом был бы технологичным.
Поставленная задача решается тем, что в эластизированном одноразовом предмете одежды, содержащем основу, имеющую переднюю часть с концевой кромкой, продольными боковыми кромками, ножными кромками, центральной частью, боковыми клапанами и поясом, при этом каждый боковой клапан выступает наружу от центральной части и простирается вдоль центральной части от концевой кромки до ножной кромки, заднюю часть, расположенную против передней части и содержащую концевую кромку, продольные боковые кромки, ножные кромки, центральную часть, боковые клапаны и пояс, при этом каждый боковой клапан выступает наружу от центральной части и простирается вдоль центральной части от концевой кромки до ножной кромки, промежностную часть между передней и задней частями и швы, соединяющие переднюю часть с задней частью так, что образованы два отверстия для ног и отверстие для талии, по существу, окруженные концевыми кромками, при этом боковые клапаны содержат каждый эластичную деталь, соединенную с ним с образованием многослойного эластичного элемента, согласно изобретению, каждый боковой клапан выполнен предварительно механически растянутым без нарушения его целостности и имеет размер в направлении действия усилия этого растяжения, превышающий размер встроенной в него эластичной детали в ее нерастянутом состоянии.
Целесообразно, чтобы каждый из швов содержал массу оплавляемого полимерного материала, выступающего от края предмета одежды не более чем на 1,6 мм.
При этом предпочтительно, чтобы каждый из швов представлял собой сращивание передней и задней частей.
Желательно, чтобы каждый боковой клапан содержал структурированную пену натурального каучука.
Возможно основу выполнить многослойной и содержащей наружный слой и внутренний слой, прикрепленный к наружному слою, а эластичные детали боковых клапанов расположенными между наружным и внутренним слоями основы.
При этом внутренний слой может включать в себя верхний лист из проницаемого для жидкости нетканого материала.
Предпочтительно, чтобы внутренний и наружный слои были образованы из 100% полимерного нетканого материала.
Целесообразно основу дополнительно оснастить вкладышем, прикрепленным к внутреннему слою и включающим в себя верхний лист, задний лист, прикрепленный к верхнему листу, и прокладку, расположенную между верхним и задним листами, при этом задний лист должен быть прикреплен к внутреннему слою.
Поставленная задача решается, кроме того, и тем, что в способе изготовления эластизированного одноразового предмета одежды путем изготовления основы с формированием передней части, имеющей продольные боковые участки, боковые клапаны и пояс, причем боковые клапаны выполняют удлиняющимися, задней части, расположенной против передней части, имеющей продольные боковые участки, боковые клапаны и пояс, причем боковые клапаны выполняют удлиняющимися, промежностной части, расположенной между передней и задней частями, и эластичных деталей боковых клапанов, соединенных с каждым боковым клапаном с образованием эластичного многослойного элемента, скрепления продольных боковых участков передней части с продольными боковыми участками задней части и формирования отверстия для талии, по существу, окруженного передним и задним поясками, отверстий для первой и второй ног, первого шва, идущего от первого ножного отверстия до отверстия талии, и второго шва, идущего от второго ножного отверстия до отверстия талии, согласно изобретению, образование эластичного многослойного элемента осуществляют путем механического растяжения каждого эластичного элемента так, чтобы каждый боковой клапан приобрел способность к постоянному удлинению, а каждый эластичный элемент являлся бы упруго растяжимым в направлении первоначального растягивания, как только первоначальным усилием растяжения прекращают действовать на этот элемент, в результате чего образуют эластизированные боковые клапаны.
Целесообразно переднюю часть выполнять из полимерного материала, по меньшей мере в продольных боковых участках, и заднюю часть выполнять из полимерного материала, по меньшей мере в продольных боковых участках, при этом необходимо использовать полимерный материал для задней части, который имеет аналогичную точку плавления, что и полимерный материал передней части, операцию крепления продольных боковых участков передней части к продольным боковым участкам задней части выполнять путем наложения продольных боковых участков передней части на продольные боковые участки задней части для образования первой зоны соединения швом и второй зоны соединения швом, одновременной герметизации и обрезания первой части соединения путем подвода механической энергии к первой зоне скрепления, достаточной, чтобы полимерный материал первой зоны соединения поплыл и стал тоньше, чтобы его отрезать, при этом одновременно скрепляя или сваривая полимерный материал кромочной части, прилегающей к первой зоне соединения, для формирования первого шва, содержащего массу расплавленного полимерного материала, выступающего с одноразового предмета одежды не более чем на 1,6 мм, и одновременной герметизации и обрезания второй зоны соединения за счет подвода механической энергии к ней, достаточной, чтобы полимерный материал второй зоны соединения поплыл и стал тоньше, чтобы его отрезать, при этом одновременно скрепляя или сваривая полимерный материал кромочной части, прилегающий к первой зоне соединения, для формирования второго шва, содержащего массу расплавленного полимерного материала, выступающего с одноразового предмета одежды не более чем на 1,6 мм.
Желательно основу формировать из внутреннего слоя и наружного слоя, который скрепляют с внутренним слоем, при этом продольные боковые участки передней части и продольные боковые участки задней части выполняют из двух слоев материала, имеющего одинаковую температуру плавления.
Предпочтительно продольные боковые участки передней части и продольные боковые участки задней части выполнять из трех или более слоев материала, имеющего одинаковую температуру плавления.
Возможно слои материала продольных боковых участков передней части и продольных боковых участков задней части выполнять из 100% полимерного нетканого материала.
Целесообразно в способ дополнительно включить операцию крепления вкладыша, по меньшей мере, к промежуточной части основы.
Предпочтительно первый и второй швы заполнять каждый массой расплавленного полимерного материала, с помощью чего обеспечивают сращивание передней части и задней части.
В дальнейшем изобретение поясняется
описанием конкретных вариантов его
осуществления и прилагаемыми чертежами, на которых:
фиг. 1. изображает вариант выполнения одноразовых тренировочных трусов, согласно изобретению, имеющих
форму, когда одеваются на
пользующегося, изометрия;
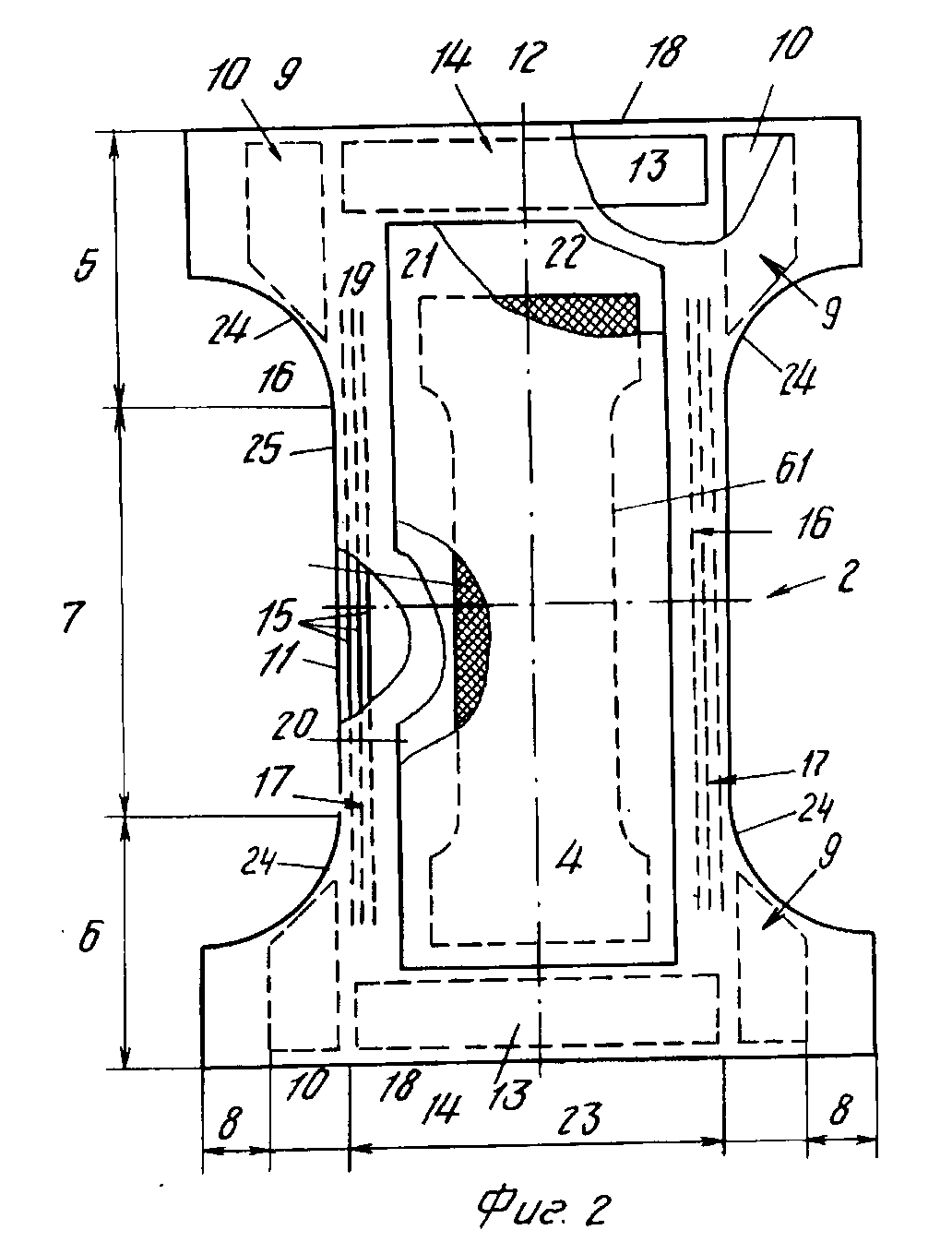
фиг. 2 вид в плане основы тренировочных трусов, изображенных на фиг. 1;
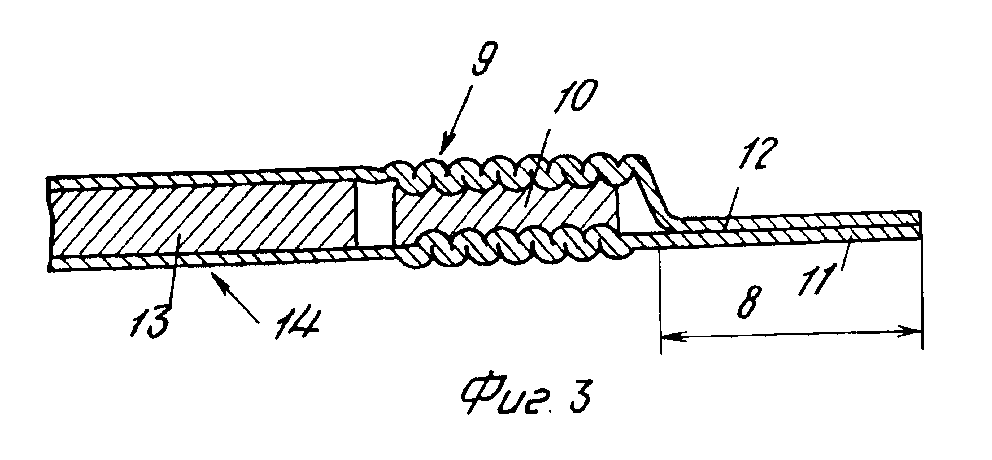
фиг. 3 разрез по линии 3-3 на фиг. 2, частично;
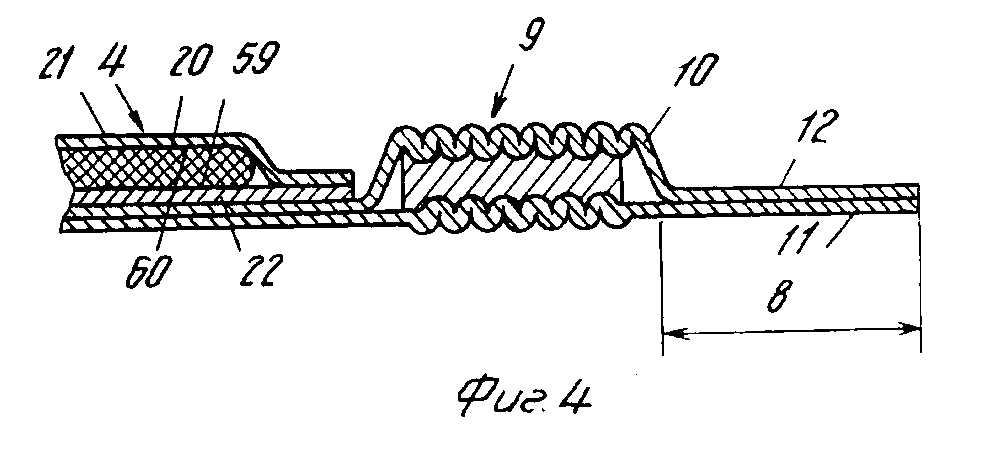
фиг. 4 разрез по линии 4-4
на фиг. 2, частично;
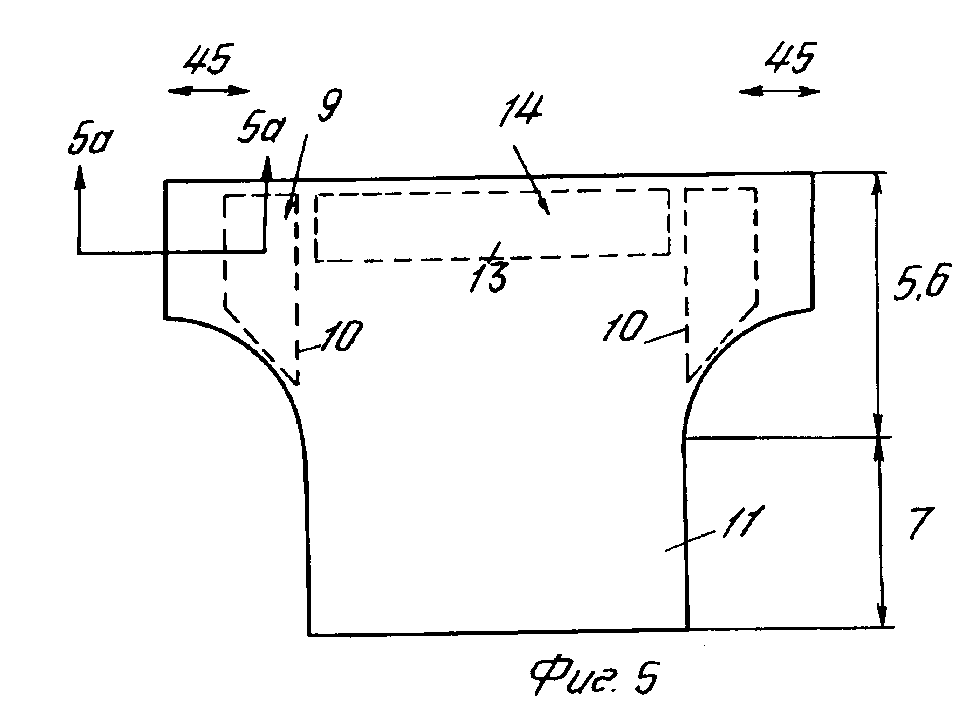
фиг. 5 вид в плане основы, показанной на фиг. 2, в положении, когда она сложена в промежуточной части и передняя часть наложена на заднюю
часть;
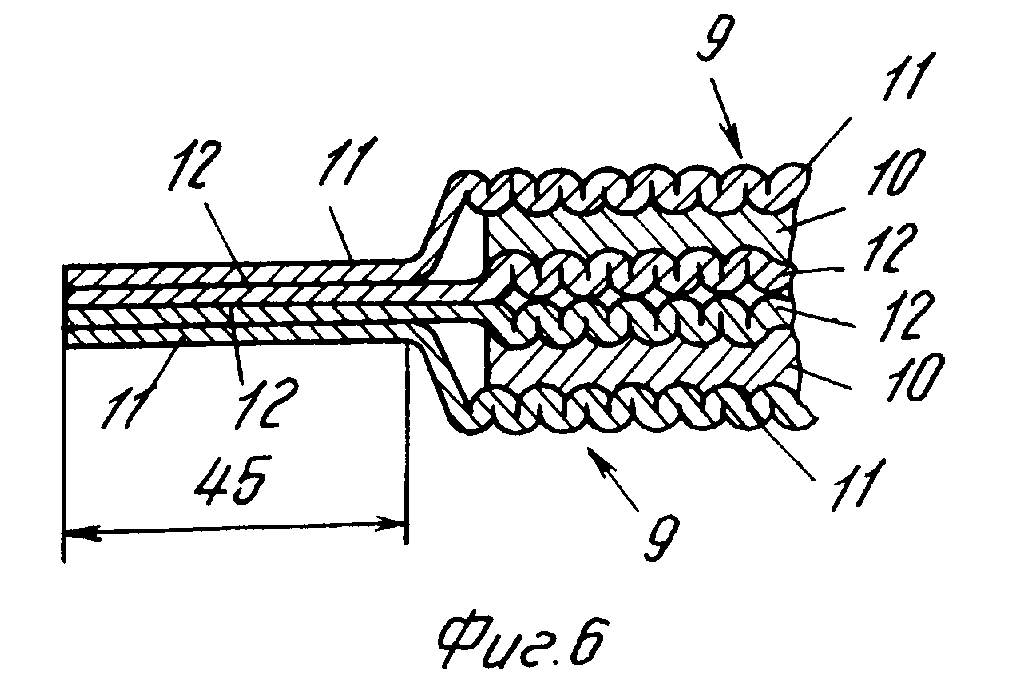
фиг. 6 разрез по
линии 5А-5А на фиг. 5, частично;
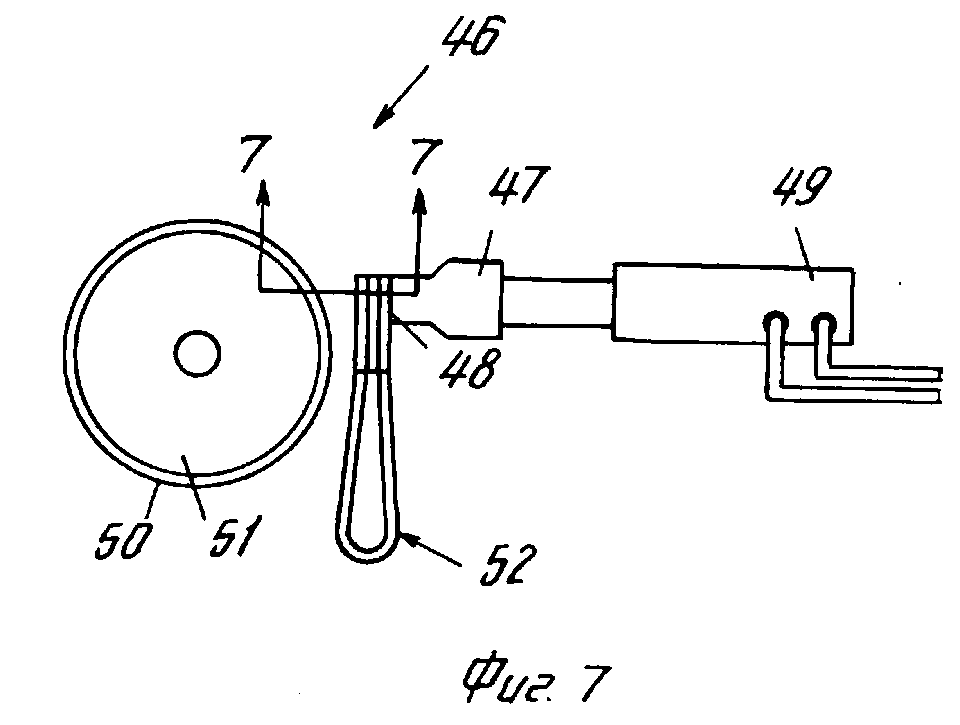
фиг. 7 схематично вид сбоку одной из ультразвуковых установок, для получения швов, согласно настоящему изобретению;
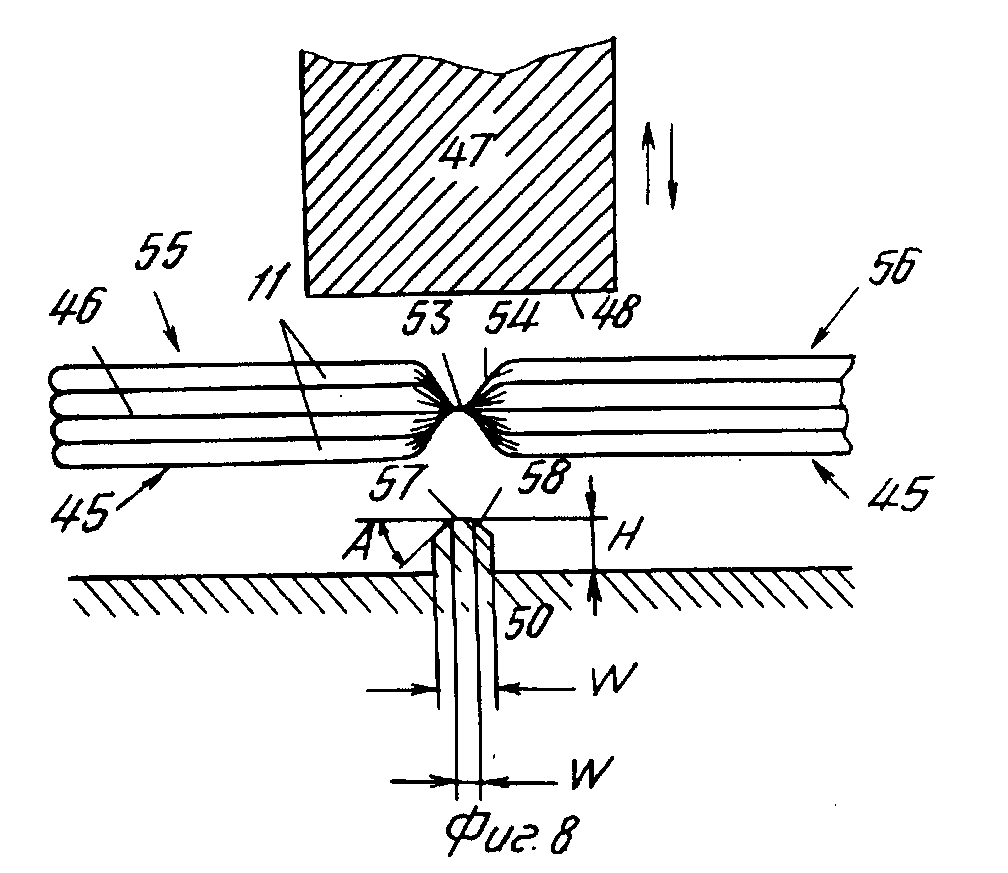
фиг. 8 разрез по линии 7А-7А на
фиг. 7, частично;
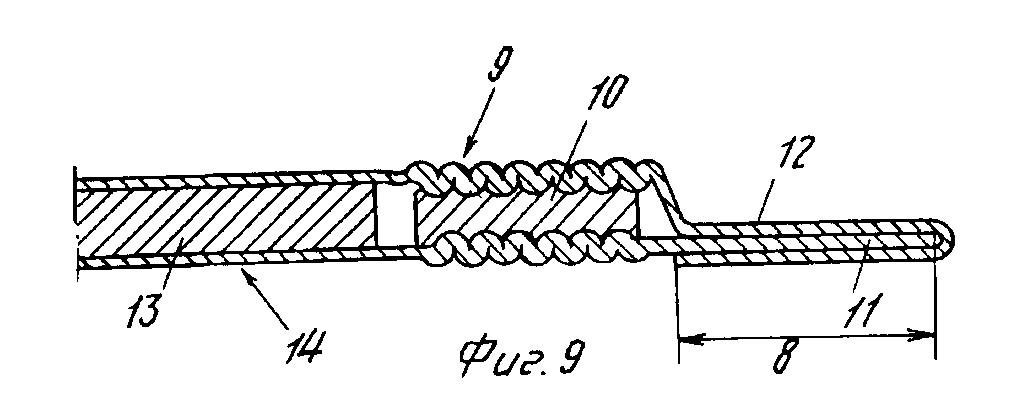
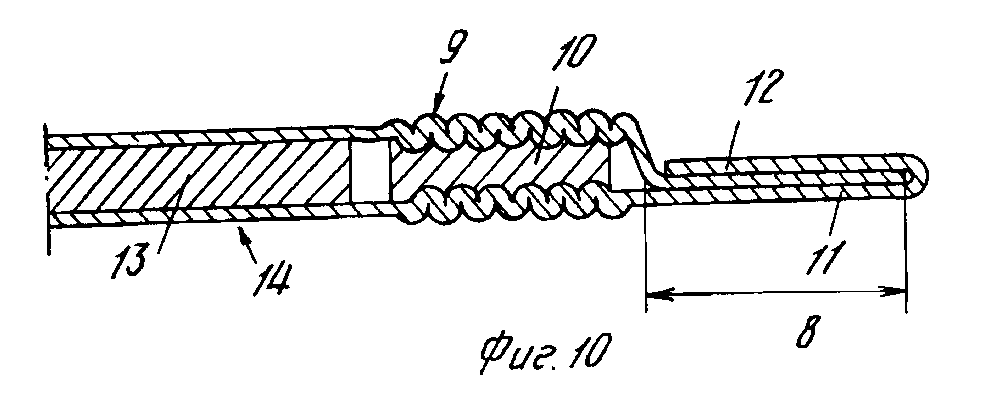
фиг. 9 и 10 то же, что и на фиг. 3, альтернативные варианты, согласно настоящему изобретению;
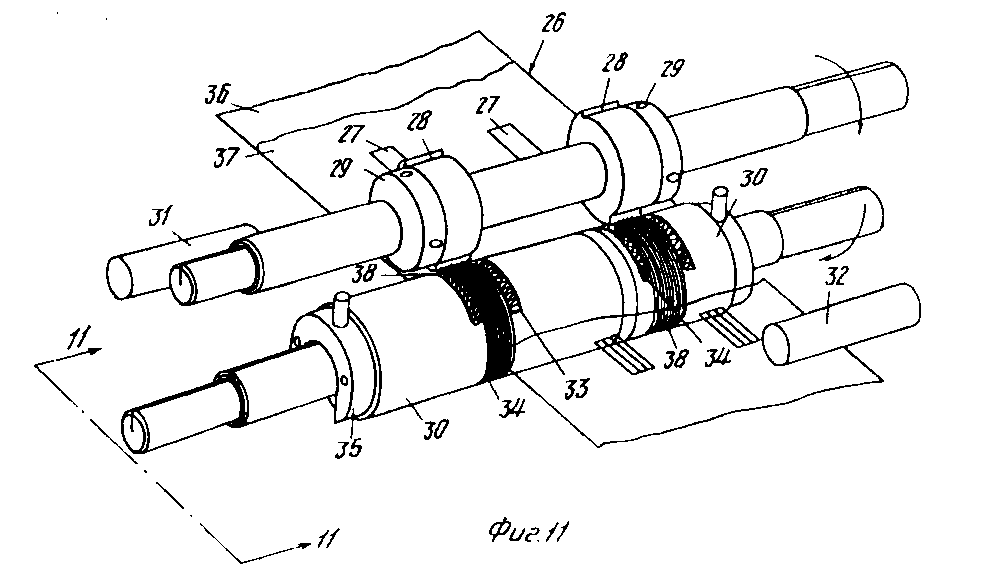
фиг. 11 упрощенный вид устройства с
вакуумной системой удержания
полотна для механического растяжения части основы, изометрия;
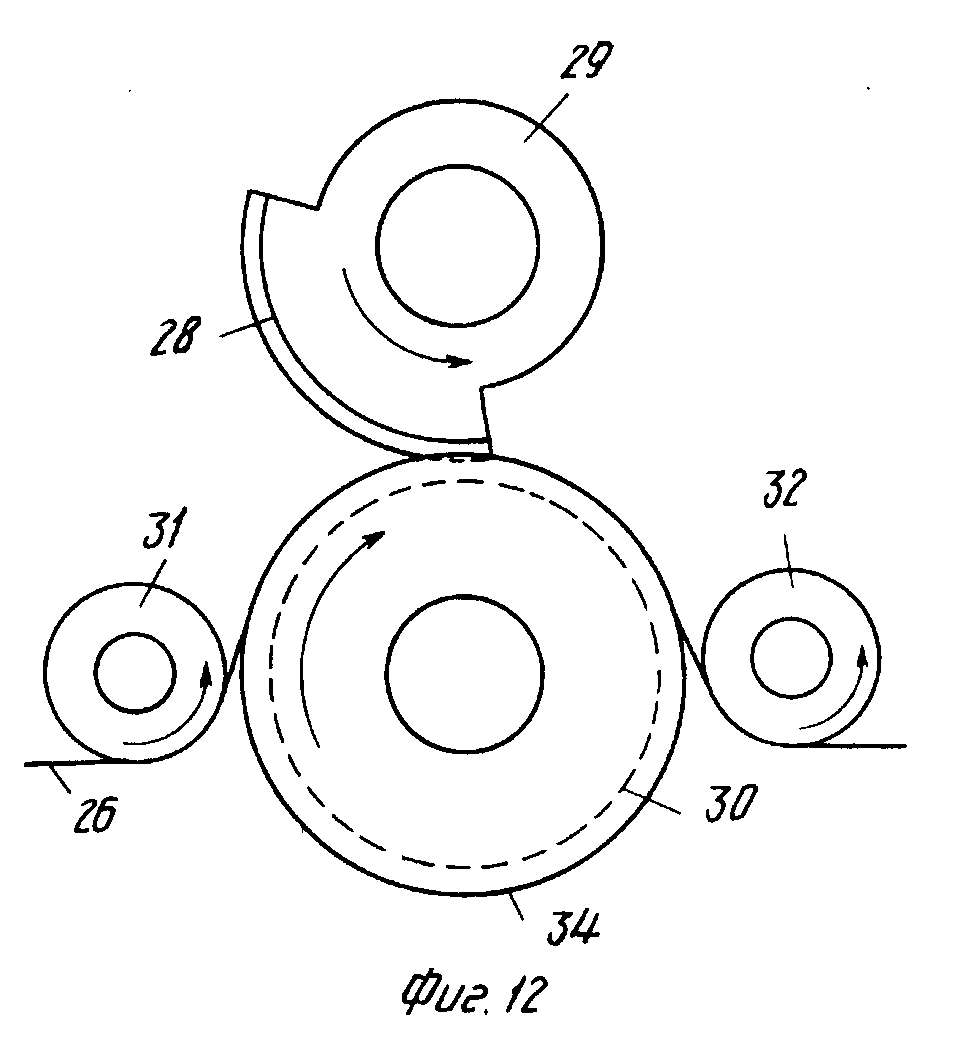
фиг. 12 разрез по линии 11А-11А на фиг. 11, схематично;
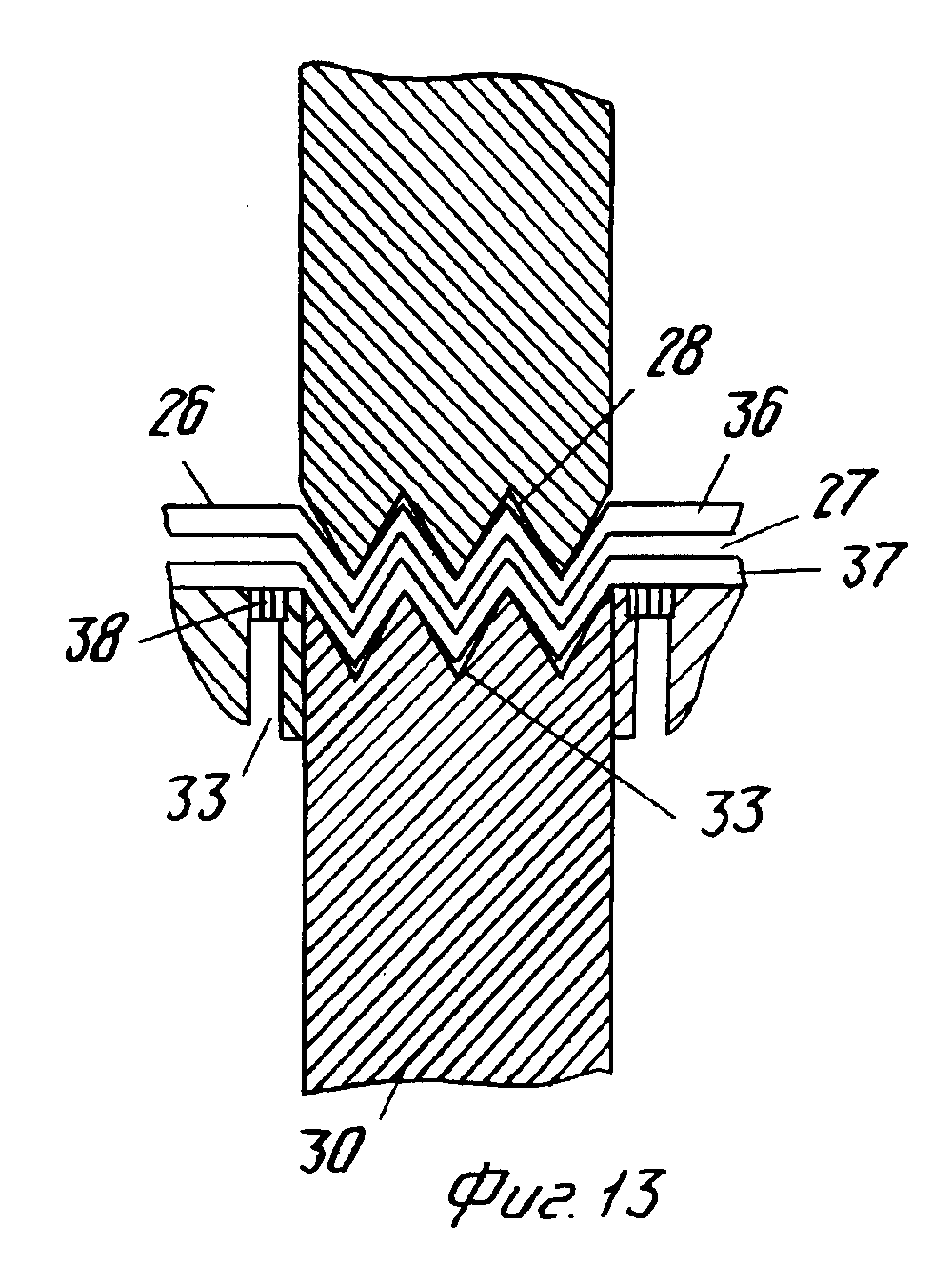
фиг. 13 поперечное сечение по
вставке на фиг. 11, увеличено;
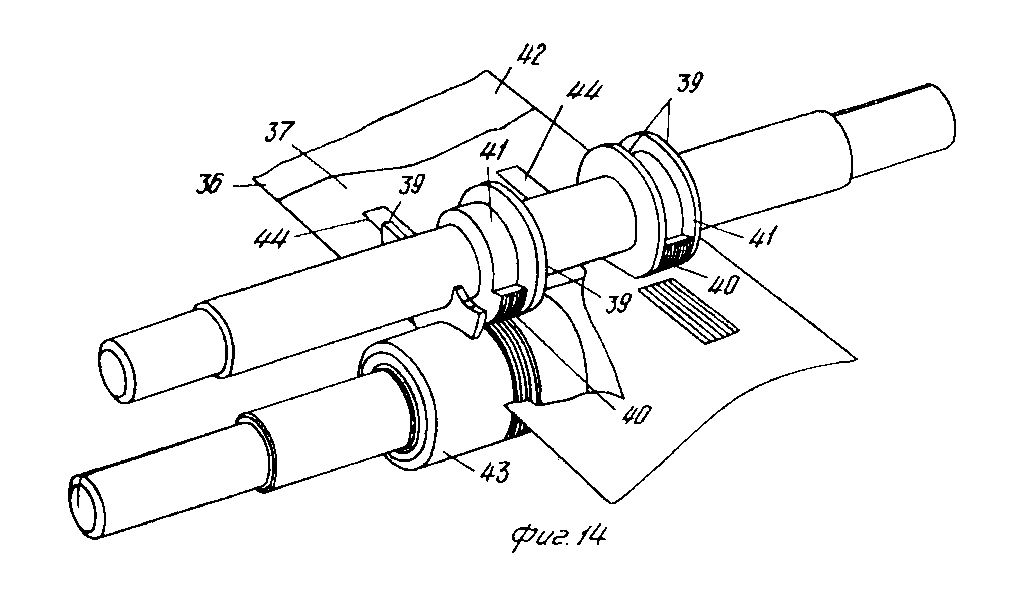
фиг. 14 упрощенный вид альтернативного устройства удерживания полотна основы, согласно настоящему изобретению;
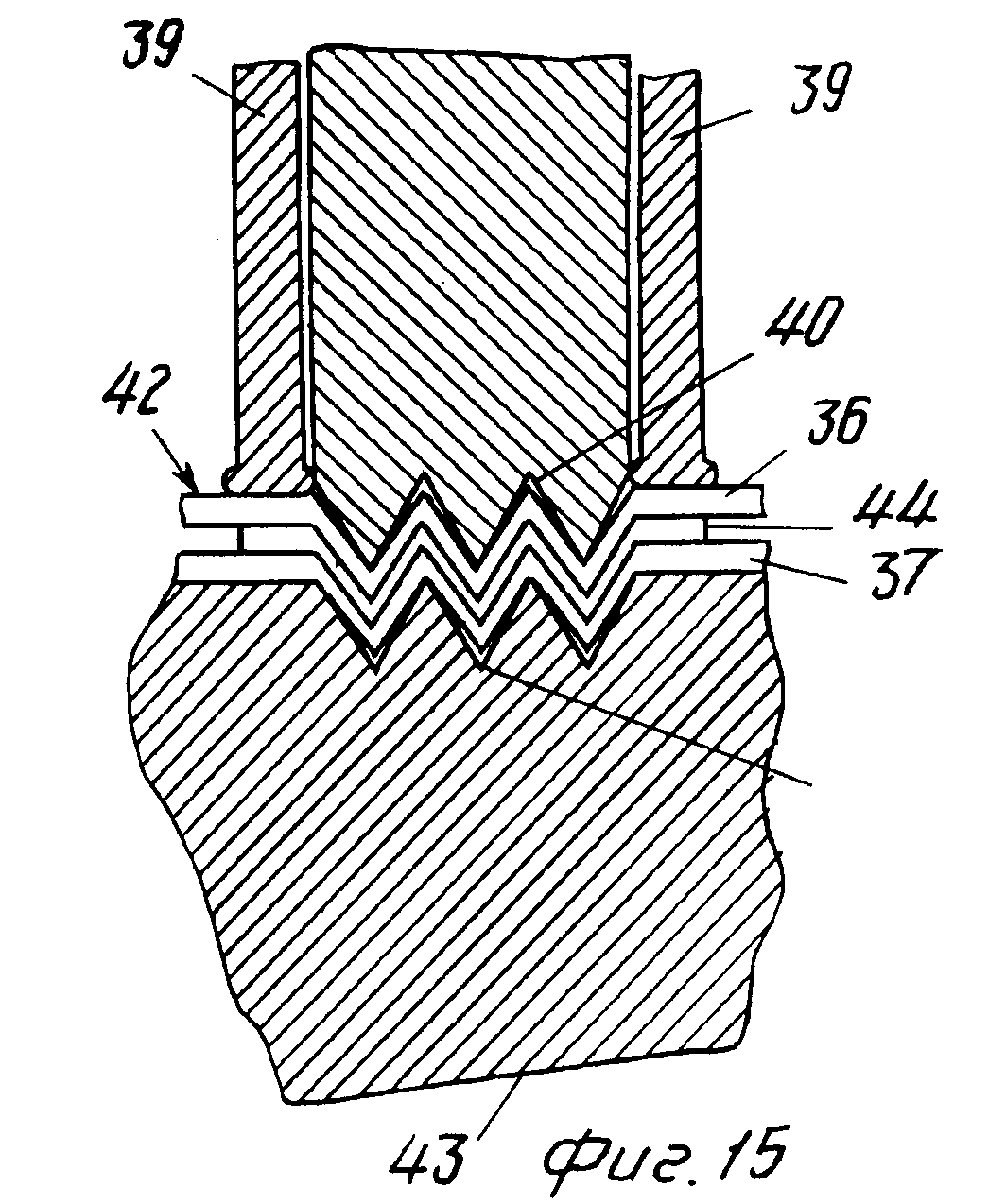
фиг. 15 поперечное сечение по вставке на
фиг. 14, увеличено;
фиг.
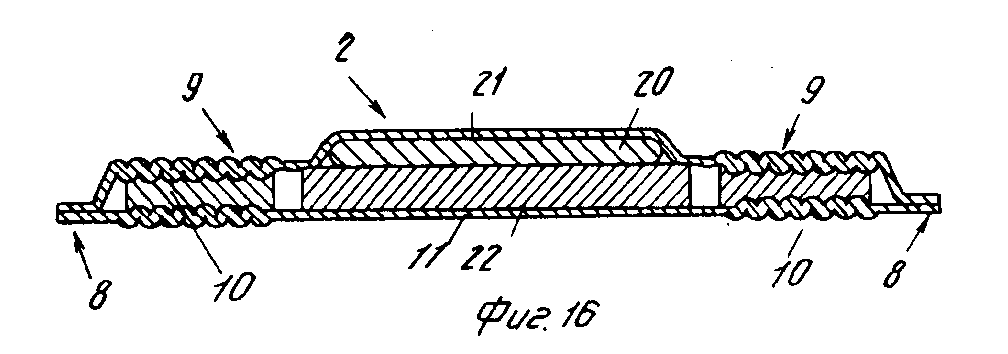
16 поперечное сечение основы, альтернативный вариант, согласно настоящему изобретению;
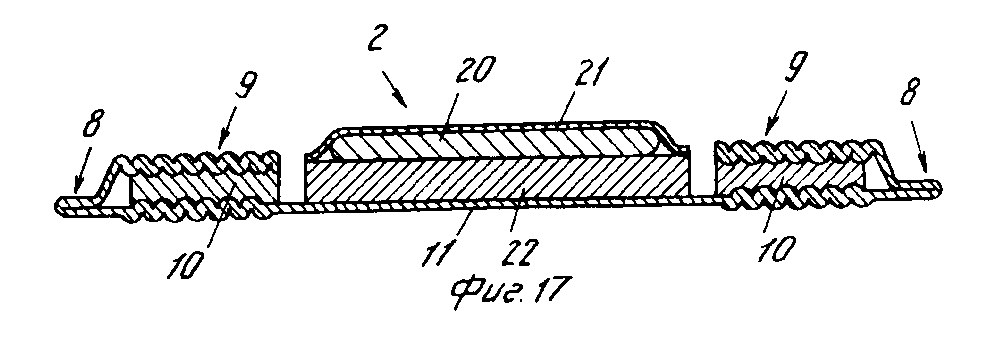
фиг. 17 поперечное сечение основы, альтернативный вариант, согласно
настоящему изобретению.
Единый одноразовый предмет одежды предназначен на выброс после его использования (т.е. он не предназначен для стирки или восстановления иным способом для повторного использования (и который не требует отдельно манипулируемых частей, например, отдельной основы и отдельных боковых клапанов). Одноразовый предмет одежды может снабжаться вкладышем, располагающимся в непосредственной близости от тела пользователя для абсорбирования и удержания различных экссудатов, выделяющихся из организма. Предпочтительный вариант одноразового предмета одежды, согласно настоящему изобретению, одноразовые тренировочные трусы 1 показаны на фиг. 1 Тренировочные трусы 1 содержат основу 2, боковые швы 3 и вкладыш 4.
На фиг. 2 представлен перспективный вид с частичным вырезом одноразовых трусов 1 перед тем, как передняя 5 и задняя 6 части основы 2 будут соединены вместе с помощью швов 3. Основа 2 настоящего изобретения имеет предпочтительно симметричную модифицированную форму песочных часов и содержит, по меньшей мере, переднюю часть 5, заднюю часть 6, промежностную часть 7 и продольные боковые участки 8 и боковые клапаны 9 и эластичную деталь 10 боковых клапанов, соединенную с каждым из боковых клапанов 9 для образования многослойного эластичного элемента, выполнение которого будет описано более подробно ниже. Вкладыш 4 прикреплен к основе 2.
Как показано на фиг. 2, предпочтительный вариант основы 2 содержит наружный слой 11 и внутренний слой 12 с эластичными деталями 10 боковых клапанов, эластичными деталями 13 пояса 14 и эластичными жгутами или нитями 15, предпочтительно закрепленными между внутренним 12 и наружным 11 слоями.
Наружный слой 11 является той частью основы 2, которая будет образовывать наружную часть одноразовых тренировочных трусов 1, т.е. обращенную в сторону от пользователя. Наружный слой 11 является податливым, мягким на ощупь и нераздражающим кожу пользователя. Подходящий наружный слой 11 может изготавливаться из широкой гаммы материалов, как, например, пластические пленки; тканые или нетканые полотна из натуральных волокон (например древесных или хлопковых волокон), синтетических волокон (например полиэфирных или полипропиленовых волокон) или из комбинации натуральных и синтетических волокон. Предпочтительно наружный слой 11 является гидрофобным и изготавливается из материала, содержащего значительное количество термопластических волокон, обычно 50% или более, а предпочтительно 100% Предпочтительно наружный слой 11 является нетканым скрепленным полотном из полипропиленовых волокон. Подходящим наружным слоем является Nonwoven серии 6700, изготовленным ScoH Nonwovens из Ландисвилля, Нью-Джерси.
Внутренний слой 12 является той частью основы 2, которая формирует внутреннюю часть одноразовых тренировочных трусов 1 и будет контактировать, по меньшей мере, с талией и ногами пользователя. Внутренний слой 12 также является податливым, мягким на ощупь и нераздражающим кожу пользователя. Подходящий внутренний слой 12 может изготавливаться из широкой гаммы материалов, как, например, пластические пленки; или тканые или нетканые полотна из натуральных волокон (например древесных или хлопковых волокон), синтетических волокон (например полиэфирных или полипропиленовых волокон) или из комбинации натуральных и синтетических волокон. Предпочтительно внутренний слой 12 изготавливается из материала, содержащего значительное количество термопластических волокон, обычно 50% или более, а предпочтительно 100% Предпочтительно внутренний слой 12 также является закрепленным нетканым полотном из полипропиленовых волокон. Более предпочтительно внутренний слой 12 выполняется из того же материала, что и наружный слой 11. Подходящим внутренним слоем является Nonwoven серии 6700, который изготавливается ScoH Nonwovens из Ландсвилля, Нью-Джерси.
Внутренний слой 12 предпочтительно располагается рядом с наружным слоем 11 и предпочтительно соединяется с ним с помощью крепежного средства (не показано), например, любого хорошо известного в данной области. Так, например, внутренний слой 12 может крепиться к наружному слою 1 с помощью равномерного непрерывного слоя клея, слоя клея с рисунком или участка из отдельных линий, спиралей или точек клея. Подходящими клеями являются изготавливаемые фирмой Findley Adhesives из Эдм Гро Висконсин под маркой Findley 2031. Или же крепежное средство может содержать термосоединения, соединения под давлением, ультразвуковые соединения сваркой, динамические механические соединения или любые другие подходящие крепежные средства или их комбинации, известные в данной области. Применительно к данному описанию термин "соединенный" подразумевает, что элемент непосредственно соединяется с другим элементом путем непосредственного крепления к нему, а также что элемент косвенно крепится к другому элементу путем его крепления к промежуточному элементу(ам), который, в свою очередь, крепится к другому элементу. В предпочтительном варианте настоящего изобретения внутренний слой 12 и наружный слой 11 соединяются косвенно друг с другом путем их непосредственного соединения с эластичными деталями 10 боковых клапанов, эластичными деталями 10 пояса и эластичными нитями или прядями 15 и непосредственно соединены друг с другом на участках, выступающих за эластичные детали 10 боковых клапанов, эластичные детали 13 пояса и эластичные нити 15.
В предпочтительном варианте настоящего изобретения, по меньшей мере, часть внутреннего и наружного слоев 12, 11 основы подвергается механическому растяжению для образования растянутого многослойного эластичного элемента с "нулевой деформацией", который формирует эластизированные боковые клапаны 9. Таким образом, внутренний и наружный слои 12, 11 являются предпочтительно удлиняющимися, а лучше вытягивающимися, но необязательно эластомерными, в результате чего внутренний и наружный слои 12, 11 при механическом растяжении будут иметь, по меньшей мере, некоторую степень постоянного удлинения, т.е. они не будут полностью возвращаться в свое первоначальное недеформированное состояние. В предпочтительных вариантах внутренний и наружный слои 12, 11 могут подвергаться механическому растяжению без нежелательных разрывов и трещин. Таким образом, желательно, чтобы внутренний и наружный слои 12, 11 имели бы низкий предел текучести в поперечном направлении машины (поперечное направление).
Основа 2 одноразовых тренировочных трусов 1 предпочтительно содержит также эластизированные ножные манжеты 16 для обеспечения улучшенного удерживания жидкостей и других экссудатов организма. Каждая эластизированная ножная манжета 16 может выполняться в нескольких различных вариантах для уменьшения утечки экссудатов в районе ног. В патенте США N 3.860003 описана одноразовая пеленка, снабженная сжимающимся отверстием для ног, имеющая боковой клапан и один или более эластичных элементов для образования эластизированной ножной манжеты. В патенте США N 4909803 описана одноразовая пеленка, имеющая "стоячие" эластизированные защитные манжеты для улучшения удерживания ножных участков. В патенте США N 4695278 описана одноразовая пеленка, имеющая двойные манжеты, включающая уплотняющую манжету и защитную манжету. В патенте США 4704115 описана одноразовая пеленка или предмет одежды для страдающих недержанием, имеющий защитные канавки от утечки по боковым кромкам, предназначенные для удерживания свободных жидкостей внутри предмета одежды. Каждый из указанных патентов приведен здесь для сведения. Хотя каждая из эластизированных ножных манжет 16 может быть выполнена так, что будет аналогична любой из эластичных манжет, описанных выше, однако предпочтительно, чтобы каждая эластизированная ножная манжета 16 содержала, по меньшей мере, боковую полосу 17 с одной или более нитей 15.
Основа 2 одноразовых тренировочных трусов 1 предпочтительно содержит также эластизированный пояс 14, расположенный рядом с концевой кромкой 18 одноразовых тренировочных трусов 1, по меньшей мере, на задней части 6, а более предпочтительно имеет эластизированный пояс 14, расположенный на передней 5 и задней 6 частях. Пояс одноразовых тренировочных трусов 1 является той частью, которая предназначена для размещения рядом с талией пользователя. Эластизированный пояс 14 образует элемент, поддерживающий определенную зону охвата, контактирующий с талией пользователя и являющийся упруго растяжимым по меньшей мере, в поперечном направлении, чтобы плотно прилегать к талии пользователя и соответствовать ей, обеспечивая тем самым улучшенное прилегание. Таким образом, пояс является той частью одноразовых тренировочных трусов 1, которая простирается от концевой кромки 18 одноразовых тренировочных трусов 1, по меньшей мере, до кромки 19 прокладки 20 вкладыша 4. Хотя эластизированный пояс 14 может содержать отдельный элемент, прикрепленный к основе 2 одноразовых тренировочных трусов 1, однако предпочтительно пояс является удлинением других элементов одноразовых тренировочных трусов 1, как, например, внутреннего слоя 12, наружного слоя 11 или любой комбинации из этих элементов и эластомерного материала, соединенного с ними. Или же верхний лист 21 и задний лст 22 вкладыша 4 могут простираться за кромки абсорбирующей прокладки 20 и иметь эластомерный материал, соединенный с ними для образования эластизированного пояса. Одноразовые тренировочные трусы 1 часто выполняются так, чтобы иметь два эластизированных пояса: один располагается на передней части 5, а другой на задней части 6. Одноразовые тренировочные трусы 1, по меньшей мере, имеют эластизированный пояс 14, расположенный, по меньшей мере, в центральной части 23 задней части 6. Предпочтительно, как показано на фиг. 2, другой эластизированный пояс расположен на передней части 5. Предпочтительно оба эластизированных пояса 14 расположены между эластизированными боковыми клапанами 9.
Эластизированный пояс 14 может выполняться внескольких различных формах, включая те, что описаны относительно эластизированных боковых клапанов. В предпочтительном варианте настоящего изобретения, показанном на фиг. 2, эластизированный пояс 14 содержит эластичную деталь 13, вставленную между внутренним 12 и наружным 11 слоями или покрытиями и взаимодействующую или с каждым из, или с обоими внутренним 12 и наружным 11 слоями, чтобы собирать переднюю и заднюю части 5, 6 одноразовых тренировочных трусов 1. Примером такого эластизированного пояса для использования здесь является эластизированный пояс, описанный в патенте США N 4515595, приведенном здесь для сведения.
Любой подходящий эластомерный материал, известный в данной области, может использоваться в качестве материала эластичной детали 13 пояса. В качестве примера подходящих эластомерных материалов могут быть названы эластомерные пленки, эластомерные пены, например, полиуретановые пены из натурального структурированного каучука; формованная эластичная ткань; эластомерные пленки типа эластичных материалов, дающих усадку под воздействием тепла; многослойные структуры из эластомерной пленки, например многослойная структура из дающей усадку под воздействием тепла эластомерной пленки и упругого элемента; эластомерные растянутые слоистые структуры, как, например, растянутые многослойные материала с "нулевой деформацией", как будет описано ниже, или механически растянутые предварительно растянутые многослойные структуры; и эластичные нити, выполненные из резиныЮ, ликра и другие материалы. В предпочтительном варианте эластичная деталь 13 пояса содержит дающую усадку под действием тепла эластомерную пленку.
В альтернативном варианте эластизированные пояса 14 и эластизированные боковых клапаны 9 могут выполняться путем крепления одного куска эластомерного материала к одноразовым тренировочным трусам 1 на обоих клапанах 9 и в центральном районе 23 задней части 6, а также крепления одного куска эластомерного материала к одноразовым тренировочным трусам 1 на обоих боковых клапанах 9 и в центральной зоне 23 передней части 5. Таким образом, эластизированный пояс 14 и эластизированные боковые клапаны 9 могут выполняться из одного и того же куска материала для получения единой конструкции.
В предпочтительном варианте основа 2 содержит эластизированные боковые клапаны 9 на передней 5 и задней 6 частях. Эластизированные боковые клапаны 9 являются едиными элементами основы, т.е. они не являются отдельно манипулируемыми элементами, прикрепленными к основе, а выполнены из и являются продолжением материалов основы. Эластизированные боковые клапаны 9 имеют свойство упругого растяжения, обеспечивающего более удобное и фасонное прилегание за счет первоначального надлежащего соответствия одноразового предмета одежды пользователю и поддерживающего это соответствие на высоком уровне в течение всего времени носки, когда одноразовый предмет одежды будет заполнен экссудатами, поскольку эластизированные боковые клапаны позволяют сторонам одноразового предмета одежды расширяться и сжиматься.
Как показано на фиг. 2, каждый боковой клапан 9 содержит ту часть основы 2, которая простирается в поперечном направлении наружу и вдоль центральной части 23 основы 2 до продольного бокового участка 8 основы 2. Боковой клапан 9 в основном располагается продольно от концевой кромки 18 основы 2 до части 24 продольной кромки 25 основы 2, формирующей ножное отверстие. В предпочтительном варианте настоящего изобретения каждый боковой клапан образован частями внутреннего 12 и наружного 11 слоев, выступающих за центральную часть 23 основы 2.
В предпочтительном варианте настоящего изобретения эластичные детали 10 функционально взаимодействуют с основой 2 в боковых клапанах 9, предпочтительно между внутренним 12 и наружным 11 слоями, в результате чего эластичные детали 10 позволяют эластизированным боковым клапанам 9 быть упругорастяжимыми в поперечном направлении (поперечно упругорастяжимыми). Применительно к данному описанию термин "упругорастяжимый" означает сегмент или часть основы, которая будет удлиняться, по меньшей мере, в одном направлении (предпочтительно в поперечном направлении для боковых клапанов и поясов), когда прикладываются растягивающие усилия (обычно поперечные растягивающие усилия для боковых клапанов и поясов) и будут возвращаться почти в свои первоначальные размер и форму после снятия действия растягивающих усилий. Обычно эластомерные материалы, пригодные для настоящего изобретения, будут сжимаясь восстанавливать, по меньшей мере, 75% своей первоначальной формы в течение 5 сек или меньше при растяжении и немедленном его освобождении (т.е. "мгновенная" упругость).
В особенно предпочтительном варианте эластичная деталь 10 бокового клапана встроена в боковой клапан 9 путем его соединения с внутренним слоем 12, наружным слоем 11 или обеими слоями, при этом эластичная деталь 10 находится в основном в нерастянутом состоянии. По меньшей мере, часть образующегося композиционного многослойного растяжимого материала, содержащего эластичную деталь 10, затем подвергается механическому растяжению, достаточному, чтобы обеспечить постоянное удлинение внутреннего и наружного слоев (неэластичные элементы) многослойной структуры. После этого предусматривается возвращение растяжимого многослойного материала в его, по существу, нерастянутое состояние. Таким образом, эластизированный боковой клапан формируется в растянутый многослойный материал "нулевой деформации". (Или же эластичный элемент боковой панели может быть соединен в растянутом состоянии и затем подвергнут механическому растяжению, хотя это не является таким же предпочтительным, как растянутый многослойный материал "нулевой деформации".) Применительно к данному описанию термин растянутый многослойный материал "нулевой деформации" касается материала, состоящего, по меньшей мере, из двух слоев материала, скрепленных друг с другом вдоль, по меньшей мере, части их одинаковой протяженности поверхностей, при этом в основном в нерастянутом состоянии, т.е. "нулевая деформация", где один из слоев содержит материал, являющийся растяжимым и эластичным (т.е. он будет возвращаться в свои нерастянутые размеры после снятия действия прикладываемых растягивающих усилий), а второй слой является удлиняющимися (но необязательно эластомерным), в результате чего при растяжении второго слоя он будет приобретать некоторую степень постоянного удлинения после снятия растягивающих усилий, т.е. он не будет полностью восстанавливать свою первоначальную форму. Образующийся растянутый материал "нулевой деформации" становится, таким образом, упруго- растяжимым, по меньшей мере, до точки первоначального растяжения в направлении первоначального растяжения. Примеры таких растянутых многослойных материалов "нулевой деформации" описаны в патентах США N 2075189, N 3025199, N 4107364, N 4209563, N 4834741. Каждый из этих патентов приведен здесь для сведения.
В особенно предпочтительных способах и устройствах, используемых для получения растянутых многослойных материалов "нулевой деформации" из внутреннего и наружного слоев и эластомерного элемента, расположенного между ними, применяются рифленые взаимодействующие валки для механического растяжения компонентов. Обсуждение подходящих способа и устройства для механического растяжения частей пеленки содержится в приводимых выше ссылках, а именно в патентах США N 4107364, N 4834741. Особенно предпочтительные способы и устройства описаны в одновременно рассматриваемой патентной заявке США N 07/66536 под названием "Улучшенные способ и устройство для дифференциального растягивания слоистого полотна "нулевой деформации" для придания ему эластичности", дело Проктер энд Гэмбл (П и Г) N 4339, поданной Геральдом М. Вебером и др. 28 февраля 1991, в патентной заявке США N 07/662537 под названием "Улучшенный способы и устройство для дифференциального растягивания растянутого слоистого полотна "нулевой деформации" непрерывным образом для придания ему различной степени эластичности дело П и Г N 4340, поданной Кенет Б. Буэллом и др. 28 февраля 1991; и в патентной заявке США N 07/662543 под названием "Улучшенные способ и устройство для последовательного растягивания растянутого слоистого полотна "нулевой деформации" для придания ему эластичности, не разрывая полотно", дело П и Г N 4341, поданной Геральдом М. Вебером и др. 28 февраля 1991, при этом описания и чертежи каждой из ссылок приведены здесь для сведения.
Детали особенно предпочтительной системы дифференциального растягивания, которая может быть использована для растягивания, которая может быть использована для формирования эластизированных боковых клапанов из растянутого многослойного материала "нулевой деформации" настоящего изобретения, приведены на фиг. 8. Полностью собранное полотно 26 основы, включающее полотно боковых клапанов "нулевой деформации", направляется через систему дифференциального растягивания.
Как показано на фиг.8, синхронизация полотна 26 основы, содержащего, по существу, нерастянутые эластичные элементы боковых клапанов (эластомерные накладки 27), является такой, что в основном нерастянутые эластомерные накладки 27, по существу, совпадают с рифлеными или желобчатыми сегментами 28, выполненными на самых верхних рифленых валках 29, когда полотно 28 основы проходит между сегментами 28 верхних рифленых валков 29 и непрерывно рифленых или снабженных непрерывными канавками нижних рифленых валков 30.
Хотя точная форма, расстояние и глубина взаимодействующих канавок верхнего и нижнего рифленых валков будут изменяться в зависимости от таких факторов, как величина эластичности в растянутой слоистой части "нулевой деформации", однако в особенно предпочтительном варианте настоящего изобретения были использованы следующие параметры: шаг между вершинами канавок примерно 3,81 мм; входной угол примерно 12 градусов, замеренный на вершине, и глубина канавки от вершины до впадины примерно 7,62 мм. Наружная вершина каждого рифления на вышеупомянутых рифленых валках обычно имеет радиус примерно 0,25 мм, тогда как внутренняя канавка, образованная между соседними рифлениями, обычно имеет радиус примерно 1,02 мм. Когда рифленые валки отрегулированы так, что их противолежащие вершины перекрывают друг друга на глубину порядка от 3,81 мм до 40,45 мм, то в слоистом полотне настоящего изобретения получают хорошие эластичные характеристики, при этом полотно содержит эластомерные накладки из пенистой резины толщиной 35 50 мм, которые, по существу, непрерывно прикреплены своими противоположными поверхностями к нетканому внутреннему слою и нетканому наружному слою, имеющим основные (базисные) веса в диапазоне от 20 до 30 г/кв. ярд и содержащие полипропиленовые волокна.
Степень перекрытия противолежащих вершин на вышеупомянутых рифленых валках может регулироваться по желанию, чтобы получить большую или меньшую растяжимость образующегося полотна растянутого многослойного материала "нулевой деформации". Для геометрии вышеупомянутых валков и конструкции слоистого полотна глубина перекрытия вершина вершины колеблется от 1,27 мм до 5,72 мм.
Как показано на фиг.12, полотно 26 основы под действием холостых валков 31, 32 охватывает нижние рифленые валки 30 достаточно, чтобы закрыть активные вакуумные отверстия 33 (показанные на фиг.11), расположенные сразу же возле каждого непрерывного комплекта канавок 34 на нижних валках 30. Вакуумные отверстия 33, расположенные так, что, по существу, совпадают с желобообразными сегментами 28 верхних рифленых валков 29, соединены внутри через валки 30 с двумя вакуумными каналами 35, которые прикладывают разрежение к полотну 26, когда последнее подвергается воздействию желообразных сегментов 28 верхних рифленых валков 29.
Чтобы свести к минимуму увеличение объема или клея, используемого для крепления нерастянутых эластомерных накладок 27 к полотну 36 внутреннего слоя и полотну 37 наружного слоя, или клея, используемого для крепления совпадающих частей полотен внутреннего и наружного слоев друг к другу, желобообразные сегменты 28 верхних валков 29 и непрерывные канавки 34 нижних валков 30 могут содержать низкофрикционный материал, например тефлон, или быть покрыты самосмазывающимся низкофрикционным материалом, например распыляющим покрытием Пермелон N 503, поставляемым фирмой Micro Surface Corporation из Морриса, Иллинойс.
Вакуумные отверстия 33 на нижних валках 30 предпочтительно покрыты пористым материалом, например ячеистым материалом 38, с размером ячейки 2, 29 мм, чтобы создать опору для частей полотна 26, подвергающихся воздействию вакуума, а также обеспечить хорошую захватывающую поверхность относительно полотна, тем самым в основном предотвращая поперечное скольжение или перемещение полотна поперек ячеистой поверхности всякий раз, когда полотно подвергается воздействию вакуума.
При оптимальных условиях максимальная степень дифференциального растяжения, которая может быть сообщена частям бокового клапана "нулевой деформации", содержащим эластомерные накладки 27, определяется глубиной взаимодействия между канавками сегментов 28 верхних рифленых валков 29 и непрерывными канавками 34 на нижних рифленых валках 30. Однако было обнаружено, что если только растянутое слоистое полотно не защищено от скольжения или сжатия в направлении, по существу, параллельном направлению его растяжения, когда оно проходит между взаимодействующими рифлеными валками, то оптимальная степень дифференциального растягивания не реализуется. Поэтому в наиболее предпочтительном варианте операция дифференциального растяжения полотна осуществляется в то время, как наружные части всех трех слоев, содержащих растянутый материал "нулевой деформации", удерживаются, как это показано на поперечном сечении (фиг.13), чтобы в основном не допустить скольжения или сжатия частей растянутого многослойного материала "нулевой деформации" полотна в направлении, параллельном требуемому направлению растяжения, когда оно проходит между комплектами последовательно установленных взаимодействующих рифленых валков.
Однако настоящее изобретение может также, если нужно, с успехом использоваться, чтобы сдерживать только удлиняющийся или вытягивающийся слой или слои композита, т.е. это не абсолютное требование, чтобы наружные части эластомерных накладок также сдерживались во время операции дифференциального растягивания. В последнем случае удлиняющийся или вытягивающийся слой или слои по-прежнему имеют постоянное удлинение во время процесса дифференциального растягивания, однако увеличение объема в z-направлении в образующемся полотне растянутого материала "нулевой деформации" может быть менее выраженным, когда растягивающее действие прекращается. Это объясняется тем, что эластомерная накладка подвергается меньшей степени первоначального растяжения во время такого процесса. Следовательно, она может испытывать ту же величину усилия возврата, когда возвращается в свое недеформированное положение.
Вариант растянутого многослойного материала "нулевой деформации" вышеупомянутого типа может иметь также некоторое непропорционально локализованное деформирование в удлиняющемся полотне или полотнах, в частности, в местах, непосредственно прилегающих к противолежащим кромкам эластомерных накладок. В случае с непрозрачным полимерным полотном внутреннего слоя или полотном наружного слоя эти непропорционально деформированные части могут стать достаточно тонкими, в результате чего они могут выглядеть прозрачными, несмотря на то что они не рвутся. В таких случаях функциональность (например непроницаемость) растянутых слоистых частей "нулевой деформации" полотна основы не ухудшается. Варианты последнего типа обычно используются в случаях, когда эстетический вид растянутых слоистых частей "нулевой деформации" образующегося одноразового предмета одежды или скрыт конструкцией или формой самого предмета одежды, или если виден, то не имеет важного значения для пользователя одноразовым предметом одежды.
Еще в одном варианте настоящего изобретения даже разрыв одного или более удлиняющихся неэластичных полотен может не делать формируемое полотно растянутого многослойного материала "нулевой деформации" непригодным для его предназначенной цели (например когда часть заднего или верхнего листов вкладыша составляет компонент слоистого материала, то разрыв полотна заднего листа или плотна верхнего листа необязательно нарушает функциональность слоистых полотен для их предназначенной цели до тех пор, пока один из других слоев слоистого полотна обеспечивает требуемую функцию в готовом изделии). Так, например, некоторый разрыв в удлиняющемся полотне заднего листа не будет ухудшать непроницаемость получаемого полотна основы, если эластомерные накладки содержат непроницаемый для жидкости материал. Это, в частности, справедливо в отношении тех вариантов полотен растянутого многослойного материала "нулевой деформации", которые используются с непрерывно скрепленными между собой слоями, поскольку относительно близкое прилипание слоев друг к другу после дифференциального растяжения делает такой поврежденный слой трудно обнаруживаемым для пользователя одноразовым предметом одежды.
Вакуумные усилия, прикладываемые к полотну 26, показанному на фиг. 11 - 13, через вакуумные отверстия 33, действующие через пористый ячеистый материал 38, в основном предотвращают эти части полотна 26, содержащие, по существу, нерастянутые эластомерные накладки 27, от проскальзывания или сжатия в поперечном направлении внутрь, когда они проходят между взаимодействующими частями непрерывных канавок 34 на нижних рифленых валках 30 и желобчатыми сегментами 28 на верхних рифленых валках 29.
Поскольку растянутые слоистые части "нулевой деформации" полотна 26, содержащие эластомерные накладки 27, удерживаются в поперечном направлении в течение всей последующей операции растягивания полотна, то все части полотна из растянутого многослойного материала "нулевой деформации", расположенные посередине между удерживаемыми точками, подвергаются, по существу, равномерному дифференциальному растягиванию, когда полотно проходит между непрерывными канавками 34 на нижних рифленых валках 30 и взаимодействующими частями желобчатых сегментов 28 на верхних рифленых валках 29.
Это не только до предела повышает эффективность операции дифференциального растягивания полотна за счет принудительной подачи удлиняющихся полотен внутреннего и наружного слоев, прикрепленных к эластомерным накладкам, чтобы они поверглись возможно полному удлинению во время операции растягивания, но также, по существу, предотвращает и пропорционально большое деформирование полотен внутреннего и наружного слоев, к которым они прикреплены в местах, непосредственно прилегающих к противолежащим кромочным частям эластомерных накладок.
На фиг. 14 показана альтернативная система дифференциального растягивания, которая может использоваться. В системе дифференциального растягивания полотна, показанной на фиг. 14, два упруго сжимающихся диска 39 установлены рядом с каждой стороной желобчатых сегментов 40 верхних рифленых валков 41. Сжимающиеся диски 39 имеют достаточно большой диаметр, чтобы они плотно захватывали полотно 42 основы и прочно удерживали его относительно совпадающих частей без канавок нижних рифленых валков 43, как в общем показано на поперечном сечении фиг.15. Как и в случае с вакуумными отверстиями и пористым ячеистым материалом в варианте на фиг. 8, зажимающее действие, создаваемое сжимающимися дисками 39 и совпадающими без канавок частями нижних валков 43, по существу, предотвращает сжатие части полотна 42 основы, содержащей эластомерные накладки 44, в направлении, параллельном направлению растяжения, когда полотно проходит между взаимодействующими рифлеными валками. Вариант на фиг. 14 может использоваться с одинаковой легкостью на слоистых структурах, содержащих полотна, являющиеся или проницаемыми или непроницаемыми для прохождения воздуха.
Для специалиста в данной области будет принято, что вышеприведенные способы удерживания могут использоваться или индивидуально или в сочетании друг с другом, чтобы получить описанные здесь преимущества в образующихся растянутых слоистых частях "нулевой деформации" получаемого полотна основы.
Из приведенного здесь описания ясно, что улучшенные способ и устройство могут использоваться для успешного получения широкой гаммы одноразовых предметов одежды или состоящих целиком или включающих одну или более дискретных изолированных частей растянутого слоистого полотна "нулевой деформации".
Будет очевидно также, что хотя на прилагаемых чертежах показана пара взаимодействующих рифленых валков, рифления которых выровнены, по существу, параллельно друг другу, однако настоящее изобретение может воплощаться с одинаковой легкостью, используя пары рифленых валков, рифления которых не все ориентированы параллельно друг другу. Кроме того, рифления на таких парах рифленых валков необязательно должны выравниваться параллельно или машинному, или поперек машинного направления. Так, например, если нужны криволинейные пояс и ножная манжета в одноразовом предмете одежды, создаваемые с использованием технологии растянутого слоистого полотна "нулевой деформации", описанной здесь, то взаимодействующие зубья на парах рифленых валков, используемых для дифференциального растягивания частей слоистого полотна "нулевой деформации", могут располагаться по желаемой криволинейной траектории для получения эластичности вдоль требуемого криволинейного контура, а не по прямой линии.
Будет очевидно также, что хотя предпочтительные способы, описанные здесь, используют взаимодействующие цилиндрические рифленые валки, однако принципы удерживания полотна могут осуществляться, также используя операцию периодического штампования с помощью взаимодействующих плит, чтобы дифференциально растягивать части слоистого полотна "нулевой деформации" или изделия. В последнем случае единственным требованием является то, что части растянутого слоистого полотна "нулевой деформации", которые подлежат дифференциальному растягиванию, удерживались бы соответствующим образом с помощью вакуумных или зажимных средств до того, как взаимодействующие плиты будут прикладывать достаточное усилие к полотну, чтобы вызвать проскальзывание или сжатие в направлении, параллельном перемещению или растягиванию.
Эластичные детали 10 боковых клапанов могут соединяться или с внутренним слоем 12, наружным слоем 11 или с обеими, используя прерывающуюся форму крепления или в основном непрерывную форму соединения. Применительно к данному описанию термин "прерывистое или периодическое" соединения или скрепление слоистого полотна означает, что его слои первоначально соединены друг с другом в отдельных удаленных друг от друга точках или слои которого в основном не соединены друг с другом в отдельных удаленных друг от друга точках. И наоборот, "в основном непрерывно соединенное" слоистое полотно означает слоистое полотно, в котором слои первоначально соединены в основном непрерывно друг с другом по всей площади поверхности раздела. Прерывистая форма соединения обычно является желательной для слоистых полотен "нулевой деформации" в тех случаях, когда, по существу, неэластичные полотна в многослойном материале являются относительно удлиняющимися или вытягивающимися без разрыва и когда в готовом материале желательна высокая степень увеличения объема в Z-направлении. Непрерывная форма соединения была в основном признана желательной для слоистых полотен "нулевой деформации", у которых степень увеличения объема в Z-направлении у готового полотна не является первостепенно важной, а один или более относительно неэластичных слоев в материале трудно удлиняются или вытягиваются, чтобы не привести к разрыву. В последнем случае непрерывная форма соединения поддерживает все слои многослойного материала в относительно плотном прилегании друг к другу после операции дифференциального растягивания. Следовательно, даже если одно или более относительно неэластичных полотен будут повреждены до такой степени, что разорвутся во время операции дифференциального растягивания, то относительно близкое прилипание поврежденных частей относительно неэластичного полотна или полотен к эластичному слою делает затруднительным для пользователя обнаружение такого повреждения. Если только этот разрыв относительно неэластичного полотна или полотен не нарушил присущую полотну функциональность (например непроницаемость), то повреждение, существующее в относительно неэластичном полотне или полотнах во время операции дифференциального растягивания, обычно не ощущается как дефект в конечном изделии.
Таким образом, неожиданная выгода, получаемая от использования непрерывной формы соединения в особенно предпочтительных вариантах полотна из растянутого многослойного материала "нулевой деформации", заключается в том, что она дает возможность изготовителю одноразового предмета одежды выбирать из более широкого диапазона относительно неэластичных полотен, которые могут успешно использоваться в материалах, согласно настоящему изобретению. По существу, оно позволяет использовать относительно неэластичные полотна, которые обычно не рассматривались, как вытягивающиеся до какой-либо существенной величины в полотнах растянутого многослойного материала "нулевой деформации", согласно настоящему изобретению. Таким образом, если нет специальной оговорки, то термин "вытягивающийся" применительно к данному описанию не предполагает исключение относительно неэластичных материалов, которые испытывают определенную степень утонения или повреждения во время операции дифференциального растягивания.
В предпочтительном варианте настоящего изобретения эластичная деталь 10 бокового клапана, по существу, непрерывно крепится к внутреннему 12 и наружному 11 слоям с помощью клея. Кроме того, может использоваться аппликатор клея для нанесения в основном равномерного и непрерывного слоя клея на наружный 11 и/или внутренний 12 слои в тех заранее заданных местах, где будет располагаться в основном нерастянутая эластичная деталь 10 бокового клапана. В особенно предпочтительном варианта выбранный клей является растягивающимся и аппликатор клея содержит систему нанесения расплавленного клея выдуванием.
Одной такой системой нанесения выдуванием расплавленного клея, которая, в частности, хорошо подходит для получения в основном непрерывного скрепленного полотна растянутого многослойного материала "нулевой деформации", является распыляющий аппликатор расплавленного клея модели GM-50-2-2-GH, поставляемый J& M Laboratories из Гейнесвилля, Джорджия. В последней системе используется сопло, снабженное 20 отверстиями на линейный дюйм, замеренный в направлении поперек машинного, при этом диаметр каждого отверстия составляет примерно 0,51 мм. Горячий расплавленный клей H-2247 Файдлей, поставляемый фирмой Файедлей Эндхесивс из Элм Гров, Висконсин, предпочтительно нагревается до температуры примерно 171,1o и наносится на внутренний и/или наружной слой в количестве 7,5 10 мг/дюйм2. Нагретый сжатый воздух при температуре порядка 218,3oC и давлении 3,5 кг/см2 подается через вспомогательные отверстия в сопло для клея, чтобы способствовать равномерному распределению эластомерных волокон клея в процессе его нанесения.
Или же эластичная деталь 10 бокового клапана и любые другие компоненты, содержащие части "нулевой деформации" одноразовых тренировочных трусов 1 могут прерывисто или непрерывно крепиться друг к другу с помощью ненагретого клея, термосоединения, соединения под давлением, ультразвукового соединения сваркой, динамического механического соединения или с помощью любого другого способа, известного в данной области.
Эластичные детали 10 боковых
клапанов могут иметь различные размеры, формы,
конфигурации и выполняться из различных материалов. Так, например, эластизированные боковые клапаны 9 могут формироваться из одного или большего числа
эластичных деталей 10, встроенных в каждый
боковой клапан 9, при этом эластичные детали могут иметь отличающиеся ширину и длину или могут содержать относительно узкие пряди из эластомерного материала
или большой площади эластомерные накладки.
Одним таким эластомерным материалом, оказавшимся особенно подходящим для использования в качестве эластичной детали 10 (особенно для растянутых полотен
"нулевой деформации"), является эластомерная
пена, имеющая удлинение до разрыва, по крайней мере порядка 400% и растягивающее усилие по крайней мере, порядка 200 г/дюйм ширины образца при 50% -ом его
удлинении из недеформированного состояния.
Примеры эластомерных пен, оказавшихся подходящими для использования в качестве эластичной детали, включают:
а) структурированные пены из
натурального каучука, имеющие толщину примерно 35 мил
и плотностью 0,214 г/см3, или, например, те, что поставляются фирмой Fulflex, Мидл Таун, Род Айсланд, или поставляемые Ludlow
Composites Corporation из Фримонта, Огайо; или в полиуретановые
пены, имеющие толщину примерно 80 мил и плотность порядка 0,033 г/см3, например, что поставляются Bridgestone из Иокогамы,
Япония и продаются под торговым названием полиуретановая пена
Bridgestone SG; или что поставляется фирмой General Foam из Парамуса, Нью-Джерси и продаются под обозначе0нием полиуретановая пена
N40310. Другие подходящие эластомерные материалы для использования в
качестве эластичных деталей 10 боковых клапанов включают "существующие" синтетический или натуральный каучук, другие пены из
синтетического или натурального каучука, эластомерные пленки (включая
дающие усадку под воздействием тепла эластомерные пленки); эластомерный холст; эластомерные тканые или нетканые полотна;
эластомерные композиты, например эластомерные нетканые слоистые материалы и
т.п.
Как показано на фиг. 1, эластичная деталь 10 бокового клапана содержит накладку из эластомерного материала (эластомерную накладку), предпочтительно простирающуюся по всей длине бокового клапана 9 на передней и задней частях 5, 6. Таким образом, эластичная деталь 10 бокового клапана предпочтительно простирается от концевой кромки 18 основы 2 внутрь до ножной кромки 24 бокового клапана. Длина и ширина эластичных деталей 10 диктуются функциональной конструкцией одноразового предмета одежды. Таким образом, хотя эластичная деталь 10 предпочтительно располагается по всей длине бокового клапана 9, однако она может размещаться только на части длины последнего.
Было установлено, что характеристики растяжения, включающие растягивающие усилия, модуль растяжения (или удлинения), наличное или доступное растяжение, сжимающие усилия, упругая ползучесть, эластичный гистерезис и скорость сжатия эластизированных боковых клапанов 9 все они являются важными факторами в работе как эластизированных боковых клапанов 9, так и одноразового предмета одежды. Характеристики растяжения дают пользователю общую ощущаемую "растяжимостью" в процессе носки. Эластизированный боковой клапан с относительно высоким модулем растяжения может привести к образованию покраснений или следов на коже пользователя, тогда как относительно низкий модуль привести к провисанию, сползанию на пользователе. Эластизированные боковые клапаны, имеющие слишком небольшое наличное растяжение, могут не достичь необходимого уровня соответствия телу и могут сделать одноразовый предмет одежды неудобным в носке и трудным для одевания. Одноразовый предмет одежды, имеющий эластизированные боковые клапаны с очень низкими растягивающими усилиями или плохой упругой ползучестью или эластичным гистерезисом, могут не держаться в положении на пользователе и будет спадать/сползать с него, приводя к плохому прилеганию и удержанию (локализацию).
Для
эластизированных боковых клапанов 9 настоящего изобретения было обнаружено, что растягивающие
характеристики, растягивающие усилия и модуль растяжения предпочтительно находятся в определенных
диапазонах. Растягивающее усилие предпочтительно составляет 50 300 г/линейный дюйм. Желательно, чтобы
эти растягивающие усилия создавались при удлинениях от 20% до 300%
Наличное или доступное
растяжение определяет максимальное количество материала, имеющегося в эластизированных боковых
панелях для реверсивного растяжения, чтобы соответствовать телу пользователя во время носки. Таким
образом, величина наличного растяжения связана с максимальной величиной удлинения, которая имеется,
чтобы предмет одежды соответствовал пользователю, и кроме того, с максимальной величиной
восстанавливаемого растяжения, доступного для предмета одежды, чтобы соответствовать телу пользователя.
Наличное растяжение рассчитывается по формуле: (максимальная окружность предмета одежды
окружность пользователя): (окружность пользователя) х 100. Максимальная величина наличного растяжения,
необходимая для размещения одноразового предмета одежды с использованием эластизированных боковых
клапанов, предпочтительно составляет, по меньшей мере, порядка 35% для "безразмерного" предмета
одежды, подходящего для детей от 14,5 кг до 17,2 кг.
Величина выдерживаемого сжимающего усилия (растяжения), прикладываемого эластизированным боковым клапаном к пользователю, является важным свойством последнего. Эластизированный боковой клапан с недостаточным сжимающим усилием может привести к сползанию тренировочных трусов после ношения и их загрузки. Наоборот, чрезмерные сжимающие усилия могут ухудшить комфортность для пользователя и привести к образованию на его коже красных следов. Сжимающая сила определяется как сила на единицу получаемой ширины, тогда как эластомерный композит релаксируется с конкретного удлинения. В предпочтительных вариантах настоящего изобретения сжимающая сила эластизированных боковых клапанов составляет предпочтительно, по крайней мере, порядка 50 г/дюйм при 10% удлинении (причем 10% удлинения требует, чтобы образец был растянут в 1,1 раза больше его первоначальной длины).
Типичные эластомерные материалы дают петлю гистерезиса силы на их диаграмме механических свойств. То есть для заданного удлинения усилие (растягивающие усилие), необходимое для одноосного растягивания эластомерного материала, больше, чем усилие (сжимающее усилие), которое создает эластомерный материал, когда он сжимается из своего предварительно растянутого состояния. Первая кривая может быть названа "нагрузочной кривой", а последняя кривая может быть названа "разгрузочной кривой". "Нагрузочное" растягивающее усилие (растягивающее усилие) ощущается пользователем или родителем, когда эластизированный боковой клапан растягивается, чтобы надеть предмет одежды на пользующегося. Пользующийся больше "чувствует" "разгрузочные" сжимающие усилия, как только предмет одежды будет надет. Поэтому потери гистерезиса не должны быть слишком большими, чтобы сжимающее усилие не было слишком маленьким, чтобы допустить самопроизвольное сползание предмета одежды с пользователя.
Все эластомерные материалы, испытывающие устойчивое напряжение /деформацию, имеют уменьшающиеся со временем усилия (т.е. упругую ползучесть). Поэтому желательно убедиться, что это уменьшение усилий с течением времени не снижается за минимально допустимое время, обеспечивающее стабильность ношения. Поэтому упругая ползучесть должна поддерживаться минимальной. В предпочтительных вариантах настоящего изобретения окончательная длина эластомерного материала не превышает в 1,2 раза первоначальной длины при растягивании в течение 30 минут.
Эластизированные боковые клапаны 9 могут также иметь дифференциальную растяжимость вдоль продольной оси, когда они растянуты в поперечном направлении. Применительно к данному описанию термин "дифференциальная растяжимость" используется для обозначения материала, имеющего неравномерную степень упругого растяжения, замеренную в направлении растяжения в различных точках вдоль оси, ориентированной, по существу, перпендикулярно направлению растяжения. Сюда может относится, например, изменяющийся модуль упругости или доступное растяжение эластомерного материала(ов). Дифференциальная растяжимость предпочтительно выполняется в эластизированных боковых клапанах 9 так, что поперечная растяжимость изменяется продольно, по меньшей мере, на части эластизированного бокового клапана, как замерено от концевой кромки 18 одноразовых тренировочных трусов 1 до ножной кромки 24. Не желая быть связанным какой-либо теорией, считается, что дифференциальная растяжимость вдоль продольной оси при растяжении в поперечном направлении позволяет эластизированному боковому клапану дифференциально растягиваться и соответствовать талии пользователя во время носки, обеспечивая при этом прочное закрепление на бедрах пользователя, тем самым способствуя устойчивому прилеганию и уменьшению утечек в талии и ногах. Такая форма обеспечивает "расширение" в области бедер, чтобы приспосабливаться к изменениям в размере туловища пользователя, когда он двигается и меняет положение (сидит, стоит, лежит). В альтернативном варианте степень уменьшения поперечной растяжимости в части эластизированного бокового клапана тренировочных трусов 1 требует того, чтобы большая часть общего растяжения обеспечивалась эластизированным поясом 14, приводя тем самым к более локализованному растяжению эластизированного пояса 14 и более податливому соответствию в области живота.
Дифференциальная растяжимость может достигаться несколькими различными путями. Эластизированные боковые клапаны 9 могут иметь несколько комбинированных эластомерных материалов, несколько форм этих материалов, или растягивающие свойства эластомерного материала или другого материала или материалов, составляющих эластизированный боковой клапан, могут быть неодинаковыми. Так, например, дифференциальная растяжимость может достигаться в выбранных соседних частях эластизированного бокового канала за счет использования эластомерных материалов, имеющих различные растягивающие или сжимающие силы, модуль или другие присущие свойства, в результате чего большая или меньшая (отличающаяся) поперечная растяжимость достигается в одной части эластизированного клапана, чем в соседней части. Эластомерные материалы могут также иметь отличающиеся длины, размеры и формы, обеспечиващие дифференциальную растяжимость. Могут использоваться также другие способы изменения свойства материалов, образующих эластизированные боковые клапаны, известные в данной области.
Особенно предпочтительные способ и устройство для придания различной степени растяжимости растянутому многослойному материалу "нулевой деформации" заключаются в направлении последнего через, по крайней мере, один комплект взаимодействующих рифленых валков, по крайней мере, один из которых имеет рифления с неравномерным профилем вдоль их точки или точек контакта с растянутым слоистым полотном "нулевой деформации". В результате этого части слоистого полотна, проходящие между комплектом валков, неравномерно растягиваются. Это, в свою очередь, приводит к образованию растянутого многослойного полотна "нулевой деформации", которое неравномерно эластизировано в направлении, в основном перпендикулярном неравномерно профилированным рифлениям.
В предпочтительном варианте основы, как она показана на фиг.2, продольный боковой участок 8 является той частью основы 2, которая располагается вбок наружу от бокового клапана 9 до продольной кромки 25 основы 2. Продольный боковой участок 8 в основном простирается продольно от концевой кромки 18 основы 2 до части 24 продольно кромки 25 основы 2, образующей отверстие для ног. В то время как продольный боковой участок 8 может содержать отдельный элемент, прикрепленный к боковому клапану 9 основы 2, однако предпочтительно продольный боковой участок является удлинением других элементов основы 2, например, внутреннего 12, наружного 11 слоев, верхнего листа 21 или заднего листа 22, или комбинации этих элементов. В предпочтительном варианте настоящего изобретения каждый продольный боковой участок 8 образован частями внутреннего 12 и наружного 11 слоев, выступающих за боковой клапан 9.
Как показано на фиг.1, швы 3 предпочтительно выполняются путем крепления вместе продольных боковых участков 8 передней части 5 с продольными боковыми участками 8 задней части 6. Шов 3 может формироваться несколькими различными способами. Например, шов 3 может выполняться путем скрепления вместе частей идущих наружу продольных боковых участков 8 для образования выступающего наружу плавникового типа шва; скреплением вместе частей идущих продольных боковых участков 8 для образования идущего внутрь плавикового типа шва, при этом продольные боковые участки 8 могут располагаться внахлест и быть скреплены вместе или продольные боковые участки 8 могут быть скреплены вместе, используя любые другие формы швов, хорошо известные в данной области. Скрепление может осуществляться любым подходящим средством, хорошо известным в данной области, уместным для специфического материала, использующегося в продольных боковых участках 8 основы 2. Таким образом, уместными могут быть: ультразвуковая сварка, термосваривание, клеевое крепление, сшивание и т.п. Примеры таких способов образования швов описаны в патентах США NN 4355425, 4619649, 4909804.
В предпочтительном варианте настоящего изобретения одноразовый предмет одежды выполнен путем сгибания или складывания основы в промежностной части 7 так, что продольные боковые участки 8 передней части 5 по существу накладываются на продольные боковые участки 8 задней части 6, как показано на фиг. 5, образуя две зоны 45 соединения. На фиг. 6А показан предпочтительный вариант зоны соединения 45, содержащей продольный боковой участок 8 передней части 5 и продольный боковой участок 8 задней части 6. Предпочтительно слои материала, составляющие зону 45 соединения, имеют одинаковые точки плавления. Более предпочтительно, каждый слой зоны 45 соединения выполнен из одного и того же материала. В предпочтительном варианте каждый слой зоны 45 соединения будет состоять из волокон 100% полипропилена.
Бесфланцевый шов 3 образуется путем обработки зоны 45 механической энергией, достаточной, чтобы обрезать часть зоны 45 соединения, при этом одновременно сплавляя узкую кромочную часть рядом с обрезом. Сплавленная кромочная часть является относительно небольшим участком и образует готовый бесфланцевый шов. Применительно к данному описанию термин "бесфланцевый шов" означает шов, выступающий с одноразовых тренировочных трусов 1 примерно на 1,59 мм или меньше. Предпочтительно бесфланцевый шов будет выступать с предмета одежды на 0,79 мм или меньше. В предпочтительном варианте бесфланцевый шов является, по существу, сращиванием между передней 5 и задней 6 частями основы 2. Применительно к данному описанию термин "сращивание" означает действие или результат соединения конца с концом двух частей листового материала для образования непрерывного отрезка такого, что толщина соединения не превышает или не слишком превышает толщину листовых материалов.
Хотя существует много доказательств, указывающих на то, что вся энергия является механической энергией, однако имеются виды энергий, которые могут рассматриваться, как "немеханическая энергия", например тепловая энергия, электрическая энергия и химическая энергия. Однако применительно к данному описанию термин "механическая энергия" будет использоваться для обозначения механической энергии (например энергии, использующейся при ультразвуковом соединении сваркой или автогенной сварке под давлением), а также тепловой энергии (например энергии, использующейся при термосваривании). Предпочтительно ультразвуковая энергия используется для одновременной резки и сплавления зоны 45 для получения шва 3 настоящего изобретения.
Механическая энергия предпочтительно подводится к зоне 45 соединения с помощью ультразвуковой установки. Последняя обычно содержит ультразвуковой конвертер, получающий высокочастотную электрическую энергию от источника электрической энергии по электрическому проводу. Конвертер содержит пьезоэлектрический материал для образования в ответ на подаваемую высокочастотную энергию вибраций на хоботе, совершающем колебательные возвратно-поступательные движения относительно опорной поверхности, действующей как наковальня.
На фиг. 7 представлен схематичный вид сбоку предпочтительного варианта ультразвуковой установки, обозначенной в общем позицией 46. Ультразвуковой хобот 47, имеющий рабочий наконечник 48, соединен с ультразвуковым конвертером, получающим высокочастотную электрическую энергию от источника электрической энергии (не показан). Рабочий наконечник 48 хобота 47 находится против наковальни 50, установленной на вращающемся вокруг оси валке 51. Сложенная основа 52 одноразового предмета одежды показана проходящей между рабочим наконечником 48 и наковальней 49. Ультразвуковой хобот 47 работает с ультразвуковой частотой предпочтительно в диапазоне от 20 Кгц до порядка 40 Кгц, однако при нормальной работе может использоваться любая другая частота в диапазоне от 16 до 100 Кгц.
На фиг. 8 представлен вид в поперечном сечении устройства 46 соединения швом, показанного на фиг. 6. Зона 45 соединения швом сложенной основы 52 показана проходящей между наковальней 50 и рабочим наконечником 48, так как хобот 47 совершает колебательные возвратно-поступательные движения, т.е. к наковальне 50 и от нее. Ультразвуковая энергия устройства 46 воздействует на слои полимерного материала зоны 45, чтобы они размягчились и поплыли, становясь более тонкими для обеспечения обрезания зоны 45 соединения на первом участке 53, осуществляя при этом одновременное сплавление зоны 45 по тонким кромочным участкам рядом с первым участком 53, формируя сплавленную массу 54. В то время как часть 55 зоны соединения 45, которая была отрезана от одноразового предмета одежды, удаляется в отходы, расплавленная масса 54 части 56 зоны 45, по-прежнему являющаяся частью одноразового предмета одежды, будет образовывать у последнего бесфланцевый шов 3, являющийся, по существу, сращиванием между передней 5 и задней 6 частями.
Наковальня 50 предпочтительной соединяющей установки 46, показанной на фиг. 8, имеет контактирующую кромку 57. Ширина контактирующей кромки обозначена w' и предпочтительно составляет 0,76 мм. Наковальня 50 имеет скошенную кромку 58, образующую угол с контактирующей кромкой 57. Угол скошенных кромок 58, 57 обозначен буквой А и предпочтительно составляет 15o. Ширина наковальни 50 обозначена буквой w и предпочтительно составляет 2,54 мм. Высота наковальни обозначена буквой H и составляет предпочтительно 2,54 мм.
Из практики известно, что ультразвуковой хобот 47 создает благодаря своей высокой скорости низкоамплитудные колебания, локализованные потери трения, тепло которых обеспечивает размягчение и сплавление полимерных волокон в зоне 45 соединения. Такое сваривание или сплавление происходит очень быстро и выполняется в четко определенной зоне, в результате чего окружающий материал остается, по существу, неповрежденным.
Примеры способов и устройств для обработки материалов ультразвуковой энергией описаны в патентах США NN 3657033, 4400227, 4430148, 4560427, 4693771, при этом все патенты приведены здесь для сведения. В патенте США N 3457132 описан способ и устройство для обрезания и герметизации полотен термосвариваемого материала, использующих тепловую энергию. Эта ссылка также приведена для сведения.
Было обнаружено, что при выполнении небольших бесфланцевых швов настоящего изобретения желательно, чтобы слои полимерного материала зоны 45 соединения имели аналогичные точки плавления. Но более желательно, чтобы зона 45 соединения состояла из слоев одного полимерного материала. В предпочтительном варианте каждый слой зоны 45 соединения будет нетканым, состоящим из 100% полипропиленовых волокон.
Прочность бесфланцевых швов, согласно настоящему изобретению, может быть увеличена за счет использования полимерного материала, имеющего более высокий базисный вес. Если материал продольных боковых участков 8 очень тонкий, то зона 45 соединения может не иметь достаточно материала для образования необходимого шва, например, шов может оказаться недостаточно прочным для предмета одежды. В этом случае могут вводиться дополнительные слои материала в продольный боковой участок 8, в результате чего зона 45 соединения будет содержать достаточно материала для формирования соответствующего шва. Варианты настоящего изобретения, снабженные дополнительными слоями материала в продольных боковых участках 8, а поэтому обеспечивающие зону 45 соединения дополнительным материалом, приведены на фиг. 9 и 10. На фиг. 7 показан внутренний слой 12, наложенный на наружный слой 11 по продольному боковому участку 8 для получения трех слоев материала на продольном боковом участке 8. На фиг. 7А показан наружный слой 11, завернутый на внутренний слой 12 на продольном боковом участке 8 для получения трех слоев материала на последнем.
На фиг. 17 показан альтернативный вариант настоящего изобретения, в котором основа 2 содержит наружный слой 11, который завернут, чтобы закрыть эластичные детали 10 боковых клапанов и сформировать продольные боковые участки 8. Вкладыш 4 крепится к наружному слою 11 и содержит верхний лист 21, задний лист 22 и прокладку 20.
Тренировочные трусы 1 также содержат вкладыш 4. Последний является вставкой, т. е. элементом, выполненным отдельно от основы и вставленным в него. Абсорбирующий вкладыш 4 является любым абсорбирующим средством, которое может сжиматься, удобно, не раздражает кожу пользователя и способно абсорбировать и удерживать жидкости, как-то: мочу и другие экссудаты организма.
Как показано на фиг. 2, абсорбирующий вкладыш 4 одноразового предмета одежды трусов 1 предпочтительно содержит, по крайней мере, абсорбирующую прокладку 20 и наружный покрывающий слой, содержащий верхний 21 и задний 22 листы. Абсорбирующий вкладыш 4 предпочтительно размещается рядом с внутренним слоем 12 и предпочтительно соединен с ним с помощью крепежного средства (не показано), например любого известного в данной области. Подходящие крепежные средства описаны здесь ниже в связи с соединением заднего листа 22 с абсорбирующей прокладкой 20.
Абсорбирующая прокладка 20 может быть любым абсорбирующим средством, которое является в основном сжимающимся, удобным, не раздражающим кожу пользующегося и способным абсорбировать и удерживать жидкости, как-то: мочу и другие экссудаты организма. Как показано на фиг. 2 и 4, абсорбирующая прокладка 20 имеет бельевую поверхность 59, тельную поверхность 60, боковые кромки 61 и концевые кромки 19.
Абсорбирующая прокладка 20 может изготавливаться различных размеров и форм (например прямоугольной, в форме песочных часов, Т-образной формы, асимметричной формы и т.п.) и из большого разнообразия абсорбирующих жидкость материалов, обычно использующихся в одноразовых пеленках (подгузниках) и других абсорбирующих изделиях, например, из измельченной древесной массы, обычно называемой воздушным войлоком. Примеры других подходящих абсорбирующих материалов включают крепированную целлюлозную вату, выдуваемые в расплавленном состоянии полимеры, включающие совместно формуемые структурированные целлюлозные волокна, ткань, включающую оберточную ткань, абсорбирующие пены, абсорбирующие губки, сверхабсорбирующие полимеры, абсорбирующие гелеобразующие материалы или любые аналогичные материалы или комбинации из этих материалов. Форма и конструкция абсорбирующего сердечника также может изменяться (например абсорбирующий сердечник может иметь зоны различной толщины, гидрофильным градиентом и сверхабсорбирующим градиентом или впитывающие зоны с более низкой средней плотностью и более низким средним базисным весом, или может содержать один или более слоев или структур). Однако общая абсорбирующая способность абсорбирующего сердечника 28 должна быть совместима с расчетной нагрузкой и предназначенным использованием одноразового предмета одежды 20. Кроме того, размер и абсорбирующая способность абсорбирующего сердечника 28 могут изменяться, чтобы приспосабливаться к пользующемуся от ребенка до взрослого.
Предпочтительный вариант абсорбирующего вкладыша 4 имеет абсорбирующую прокладку 20 симметричной модифицированной формы песочных часов. Хотя предпочтительный вариант абсорбирующего вкладыша 4 имеет абсорбирующую прокладку 20 модифицированной формы песочных часов, однако должно быть понятно, что размер, форма, конфигурация и общая абсорбирующая способность абсорбирующей прокладки 20 могут изменяться для приспосабливания к пользователю от ребенка до взрослого. Поэтому размеры, форма и конфигурация абсорбирующей прокладки могут изменяться (например абсорбирующая прокладка может иметь изменяющуюся толщину или гидрофильное излучение или может содержать абсорбирующий гелеобразующий материал, а может и нет). Пример абсорбирующей структуры для использования в качестве абсорбирующей прокладки 20 настоящего изобретения, получившего широкое признание и коммерческий успех, описывается в патентах США NN 4610678, 4873402, 4834735, 4888231. Каждая из этих ссылок приведена здесь для сведения. Абсорбирующая прокладка 20 является предпочтительно прокладкой из воздушного войлока и части абсорбирующего гелеобразующего материала, шириной примерно 13 см (поперечный размер), длиной примерно 37 см (продольный размер) и шириной 8 см в самой узкой части промежностной части 7. Предпочтительно часть абсорбирующей прокладки, которая будет располагаться на передней 5 или промежностной 7 частях, будет иметь более высокий базисный вес, чем часть ее, которая будет обычно размещаться на задней части 6. Более предпочтительно часть абсорбирующей прокладки, которая будет располагаться на передней части 5 и промежностной части 7, будет иметь базисный вес, превышающий втрое базисный вес части абсорбирующей прокладки, размещающейся на задней части 6. В предпочтительном варианте абсорбирующей прокладки 20 около 25,4 см ее длины будет в основном располагаться на передней части 5 и промежностной части 7 и будет иметь базисный вес порядка 0,69 г/дюйм2 а 11,4 см длины абсорбирующей прокладки будет в основном располагаться на задней части 6 и будет иметь базисный вес 0,23 г/ дюйм2.
Задний лист 22 располагается рядом с бельевой поверхностью 59 абсорбирующей прокладки 20 и предпочтительно соединен с ней с помощью крепежного средства (не показано), например любого известного в данной области. Так, например, задний лист 22 может быть прикреплен к абсорбирующей прокладке 20 с помощью равномерного непрерывного слоя клея, фасонного слоя клея или участка из отдельных линий, спиралей или точек клея. Подходящие клеи изготавливаются Центура Адхесивс, Инк, из Колумбус, Огайо и продаются под маркой Центури 5227; и Н.В. Фуллер Компани из Св. Павла, Миннесота и продаются под обозначением HL 1258. Крепежное средство предпочтительно содержит решетку с открытым рисунком из нитей клея, как описано в патенте США N 4573986, приведенном здесь для сведения. Пример крепежного средства из решетки с открытым рисунком, состоящей из отдельных нитей, содержит несколько линий из нитей клея, уложенных в спиральную траекторию так, как показано в патенте США N 3911173, патенте США N 4785996 и в патенте США N 4842666. Каждый из этих патентов приведен здесь для сведения. Или же крепежное средство может содержать термосоединения, соединения под давлением, ультразвуковые соединения сваркой, динамические механические соединения или любые другие подходящие крепежные средства или их комбинации, известные в данной области.
Задний лист 22 является непроницаемым для жидкостей (например для мочи) и предпочтительно изготавливается из тонкой пластической пленки, хотя могут использоваться другие гибкие непроницаемые для жидкости материалы. Применительно к данному описанию термин "гибкий" касается материалов, являющихся податливыми и легко соответствующими общей форме и контурам человеческого тела. Задний лист 22 предотвращает экссудаты, абсорбированные и содержащиеся в абсорбирующей прокладке 20, от увлажнения изделий, контактирующих с одноразовыми тренировочными трусами 1, например, простыней и нижнего белья. Таким образом, задний лист 22 может содержать нетканый или тканый материал, полимерные пленки, например термопластические пленки из полиэтилена или полипропилена, или композитные материалы, например покрытый пленкой нетканый материал. Предпочтительно задний лист 22 является пленкой толщиной порядка от 0,012 мм (0,5 мил) до 0,051 мм (2 мил).
Размер заднего листа 22 определяется размером абсорбирующей прокладки 20 и точно выбранной конструкцией одноразового предмета одежды. В предпочтительном варианте задний лист 22 будет заворачиваться вокруг, по крайней мере, абсорбирующей прокладки и возможно за кромочные части верхнего листа 21, по крайней мере, в промежностной части 7, в результате чего эластизированная ножная манжета 16 не будет иметь материала заднего листа и тем самым не будет им закрываться. Наоборот, верхний лист 21 может заворачиваться вокруг прокладки и под кромочные части заднего листа 22, по крайней мере, в промежностной части 7, или верхний лист 21 и задний лист 22 могут иметь "боковые пазы" в промежностной части 7, в результате чего эластизированные манжеты 16 не закрываются материалом заднего листа.
Верхний лист 211 располагается рядом с тельной поверхностью 60 абсорбирующей прокладки 20 и предпочтительно соединен с ней и с задним листом 22 с помощью крепежного средства ( не показано), например любого известного в данной области. Подходящие крепежные средства описаны применительно к соединению заднего листа 22 с абсорбирующей прокладкой 20. В предпочтительном варианте настоящего изобретения верхний лист 21 и задний лист 22 соединяются непосредственно друг с другом на участках, выступающих за абсорбирующую прокладку 20, и косвенно соединены вместе путем их непосредственного крепления к абсорбирующей прокладке 20 с помощью крепежного средства (не показано).
Верхний лист 21 является податливым, мягким на ощупь и нераздражающим кожу пользователя. Кроме того, верхний лист 21 является проницаемым для жидкостей, обеспечивая, например, моче) быстрое прохождение через его толщину. Подходящий верхний лист может изготавливаться из широкой гаммы материалов, а именно: пористых пен, сетчатых пен; перфорированных пластических пленок или тканых или нетканых полотен из натуральных волокон (например древесных или хлопковых волокон), синтетических волокон (например полиэфирных или полипропиленовых волокон) или комбинации из натуральных и синтетических волокон. Предпочтительно верхний лист 21 изготавливается из гидрофильного материала, состоящего примерно от 20% до 30% из искусственного шелка, чтобы чувствовать влагу и быть сигналом, чтобы мочиться, для детей, обучающихся ходить в туалет.
Существует ряд способов изготовления, которые могут использоваться для получения верхнего листа 21. Так, например, верхний лист 21 может быть нетканым полотном из волокон. Когда верхний лист содержит нетканое полотно, то последнее может быть скреплено спрядением, наклеенным уложенным во влажном состоянии, полученным выдуванием в расплавленном состоянии, гидроспутанным, комбинацией из вышеперечисленных способов. Предпочтительный верхний лист является наклеенным и термоскрепленным с помощью средств, хорошо известных специалисту в области тканей. Подходящий верхний лист изготавливается фирмой Фибервеб Норт Америка и имеется в виде наклеенного термоскрепленного нетканого полотна из 80/20 полипропилена/искусственного шелка.
Хотя в предпочтительном варианте настоящего изобретения верхний лист 21 не является частью основы 2, а изготавливается отдельно и вставляется как часть абсорбирующего вкладыша 4 на основу, однако основа 2 может выполняться без внутреннего слоя 12 и верхний лист 21 абсорбирующего вкладыша 4 может простираться за кромки заднего листа 22, по крайней мере, на передней и задней частях 5, 6 основы 2, в результате чего верхний лист 21 будет располагаться поверх эластичных деталей 10 боковых клапанов и образовывать внутреннюю поверхностью основы 2 (как это показано на фиг. 10). В этом варианте, по крайней мере, часть верхнего листа 21 подвергается механическому растягиванию с целью образовать растянутый многослойный материал "нулевой деформации", который формирует эластизированные боковые клапаны 9. Таким образом, верхний лист 21 этого варианта должен быть удлиняющимся, предпочтительно вытягивающимся, но необязательно эластомерным, в результате чего верхний лист 21 при механическом растягивании будет иметь, по крайней мере, некоторое постоянное удлинение, в связи с чем он не будет полностью восстанавливать свою первоначальную форму. Однако такой вариант не является предпочтительным, так как моча может "впитываться" за центральную часть 23 основы 2 и будет не в состоянии удерживаться в абсорбирующем вкладыше 4.
Реферат
Эластизированный одноразовый предмет одежды, как, например, одноразовые тренировочные трусы, обладающие высокой степенью растяжения в поперечном направлении машины и удовлетворяющие широкому диапазону размеров пользователей. Единый одноразовый предмет одежды изготавливается из основы и имеет отверстие для талии, отверстия для ног и два боковых шва, соединяющих переднюю и заднюю части основы. Эластизированный одноразовый предмет одежды предпочтительно имеет абсорбирующий вкладыш, прикрепленный к внутреннему слою основы. Основа имеет четыре эластизированных боковых клапана, каждый из которых эластизирован путем крепления к ней эластомерной детали и механического растяжения клапана и эластомерной детали так, что боковой клапан становится упруго растяжимым в направлении первоначального растяжения. После этого переднюю часть основы соединяют с задней частью основы с помощью шва на каждой стороне одноразового предмета одежды. 2 с. и 13 з. п. ф-лы, 17 ил.
Комментарии