Шлифовальный круг с полимерной связкой - RU2567165C2
Код документа: RU2567165C2
Чертежи

Описание
Поликристаллические алмазные вставки (PDC) бурового долота включают в себя слой из поликристаллических алмазов, приклеенных на подложку из карбида вольфрама. Слой поликристаллических алмазов обеспечивает высокую твердость и устойчивость к истиранию, в то время как подложка из карбида вольфрама улучшает прочность составного материала. Поликристаллические алмазные вставки часто применяются как режущие элементы бурового долота, которые используются для бурения земли с целью добычи природных ресурсов.
Шлифовальные круги с абразивными алмазными частицами могут использоваться для шлифовки и окончательной обработки поликристаллических алмазных вставок (PDC) до их окончательных заданных размеров. Поликристаллические алмазные вставки (PDC) очень трудно шлифовать из-за поверхности соприкосновения двух разнородных по твердости материалов. Из-за повышенной твердости слоя из поликристаллических алмазов, алмазный абразив шлифовального круга на полимерной связке изнашивается очень быстро. В дополнение, подложка из карбида вольфрама забивает шлифовальный круг, что снижает его способность к дальнейшему шлифованию слоя из поликристаллических алмазов. В результате, шлифовальный круг с абразивным материалом на полимерной связке должен постоянно зачищаться с помощью карборундного бруска, чтобы снижать количество или удалять забившиеся частицы карбида вольфрама со шлифовального круга и способствовать выходу на шлифующую поверхность свежих режущих кромок алмазов.
Для улучшения эффективности шлифования поликристаллических алмазных вставок (PDC) с помощью шлифовальных кругов с абразивным материалом на полимерной связке, желательно снизить или исключить необходимость постоянно зачищать абразивный шлифовальный круг с помощью карборундного бруска. Снижение или исключение необходимости зачищать абразивный шлифовальный круг, при условии еще приемлемой режущей возможности слоя из поликристаллических алмазных вставок (PDC), улучшает безопасность и эффективность шлифовальной операции. Оператор шлифовальной машины может обслуживать более одной машины, если шлифовальный круг с абразивным материалом на полимерной связке не будет требовать постоянной правки при чистовом шлифовании поликристаллических алмазных вставок (PDC).
Таким образом, с одной стороны, изобретение касается способа шлифования, который включает в себя: контактирование поликристаллической алмазной вставки со шлифовальным кругом; шлифовальный круг включает в себя алмазы, связующую смолу (полимерная связка) и смесь из твердых частиц наполнителя и мягких частиц наполнителя; что касается содержания алмазов, то концентрация алмазов составляет от 175 до 225 в расчете на объем, полимерная связка составляет от 30 процентов до 40 процентов в расчете на объем, соотношение твердых частиц наполнителя и мягких частиц наполнителя в смеси составляет от 85:15 до 15:85, а смесь твердых частиц наполнителя и мягких частиц наполнителя составляет от 5 процентов до 30 процентов в расчете на объем.
С другой стороны, изобретение касается абразивного материала, который включает в себя: шлифовальный круг, шлифовальный круг, содержащий алмазы, полимерную связку, а также смесь из твердых частиц наполнителя и мягких частиц наполнителя; что касается содержания алмазов, то концентрация алмазов составляет от 175 до 225 в расчете на объем, полимерная связка составляет от 30 процентов до 40 процентов в расчете на объем, соотношение твердых частиц наполнителя и мягких частиц наполнителя в смеси составляет от 85:15 до 15:85, а смесь твердых частиц наполнителя и мягких частиц наполнителя составляет от 5 процентов до 30 процентов в расчете на объем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Многократное использование условных обозначений в техническом описании и рисунках предназначено для отображения одинаковых или аналогичных характеристик или элементов данного изобретения.
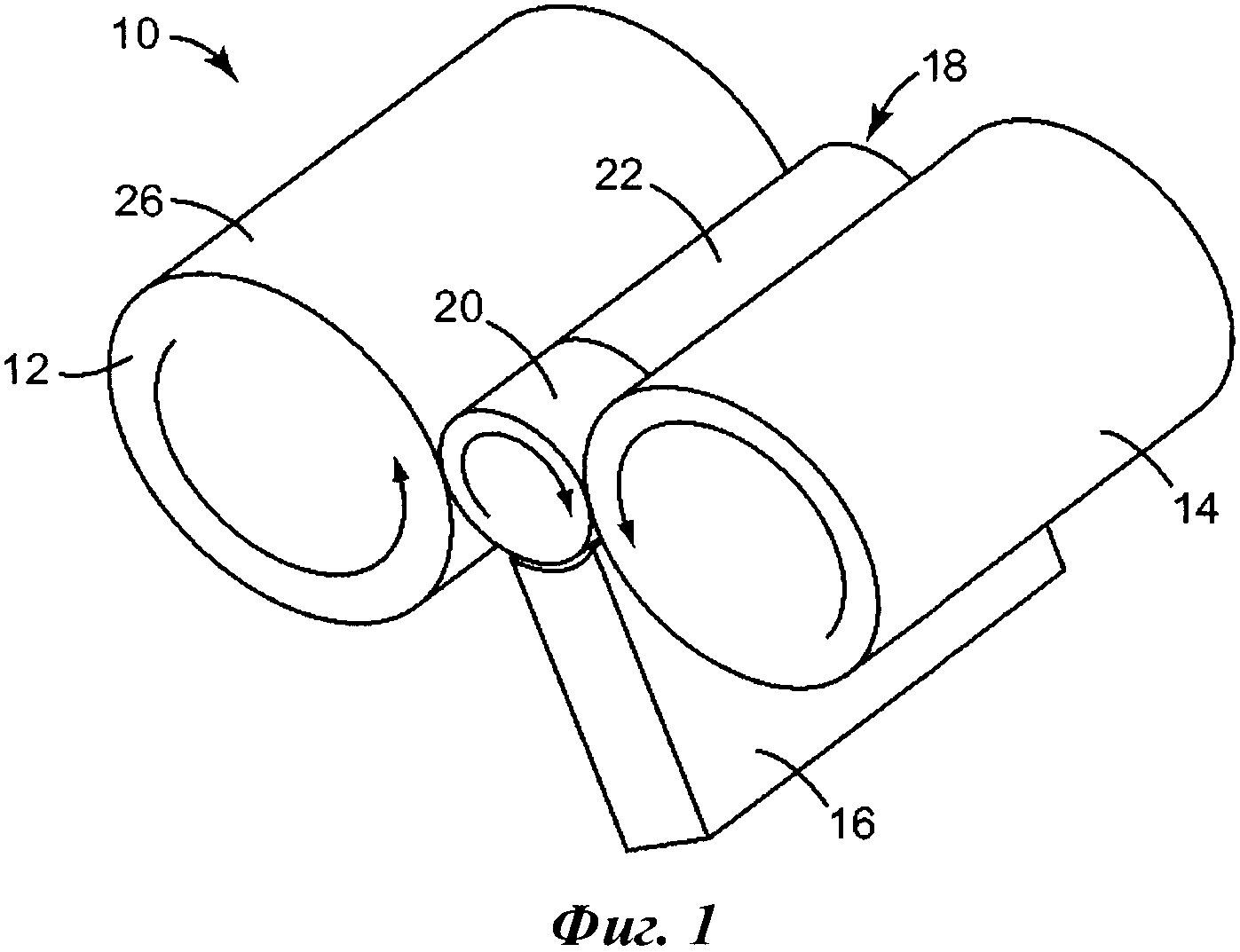
Фиг.1 отображает процесс бесцентрового шлифования с помощью шлифовального круга с абразивным материалом на полимерной связке, которым обрабатываются поликристаллические алмазные вставки (PDC) до окончательного диаметра.
Фиг.2 отображает результаты эффективности шлифования, противопоставляя изобретенный шлифовальный круг на полимерной связке сравнительному образцу - шлифовальному кругу на полимерной связке, в отношении различной периодичности проведения операции по правке круга.
ОПРЕДЕЛЕНИЯ
Используемые в данном документе вариации слов "состоять из", "иметь" и "включать в себя" являются легальными эквивалентами, и их использование ничем не ограничено. Из этого следует, что дополнительные не перечисленные элементы, функции, этапы или признаки изобретения могут быть представлены в дополнение к перечисленным элементам, функциям, этапам или признаками изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Что касается Фиг.1, здесь проиллюстрирован бесцентрово-шлифовальный станок 10. Бесцентрово-шлифовальный станок состоит из шлифовального круга с абразивным материалом на полимерной связке 12, регулирующего круга 14 и опорного элемента 16 для удержания поликристаллической алмазной вставки (PDC) 18 между двумя кругами. PDC включает в себя слой из поликристаллических алмазов 20, приклеенный на подложку из карбида вольфрама 22. Скорость, при которой поликристаллическая алмазная вставка (PDC) проходит через шлифующие поверхности между двумя кругами, регулируется углом подъема винтовой резьбы α между осью шлифовального круга с абразивным материалом на полимерной связке 12 и осью регулирующего круга 14 в сочетании со скоростью вращения регулирующего круга.
Прототип шлифовального круга с абразивным материалом на полимерной связке требует постоянной правки наружной поверхности 26 с помощью карборундного бруска для поддержания способности абразивного шлифовального круга на полимерной связке шлифовать слой поликристаллических алмазов.
Для того, чтобы уменьшить или полностью исключить необходимость правки наружной поверхности при шлифовке поликристаллических алмазов (PDC), желательно заставить шлифовальный круг с абразивным материалом на полимерной связке работать аналогично шлифовальному кругу со стекловидной связкой. Такой эффект может быть достигнут при использовании очень большой концентрации алмазов при включении в смесь твердых частиц наполнителя и мягких частиц наполнителя для управления скоростью пластикации шлифовального круга с абразивным материалом на полимерной связке. Такой абразивный шлифовальный круг на полимерной связке должен обеспечивать величину выступа свежих алмазных частиц на круге при снижении или исключении эффекта засаливания внешней поверхности круга во время его использования. Высокая концентрация части алмазов может являться внешним кольцом шлифовального круга; это может быть либо поверхность, разделенная на сегменты, либо весь шлифовальный круг целиком.
Подходящие алмазы для использования в качестве абразивного материала круга включают в себя, например, природные алмазы, синтетические алмазы, алмазы на полимерной связке, алмазы на металлической связке, абразивный порошок на основе алмазов, агломераты алмазов, упомянутых выше, на полимерной связке или на стекловидной связке, а также комбинации всего вышеупомянутого. Для достижения необходимой твердости абразивного шлифовального круга на полимерной связке, концентрация алмазов должна быть очень высокая. В частности, концентрация алмазов из расчета на процент по объему от общего объема высокой концентрации доли алмазов в шлифовальном круге составляет от 175 до 225 или от 180 до 200. Концентрация алмазов ниже чем 175 не снижает количество правок шлифовального слоя, а при концентрации выше чем 225 становится трудно связывать алмазы с достаточно высокой степенью целостности слоя. Алмазы могут быть как покрытыми, так и непокрытыми с помощью металлического покрытия, изготовленного из никеля или меди. Если используются алмазы с металлическим покрытием, процент массы покровного слоя должен быть меньше чем 40% или меньше или равен 30%. Излишние дозы покрытия снижают концентрацию алмазов до самого низкого уровня и не способствуют снижению количества правок шлифовального круга на полимерной связке во время его использования. Размер алмазов, не объединенных в агломераты, должен составлять от 60/80 размера ячейки сита до 200/230 размера ячейки сита. Размеры выше и ниже указанных границ не обеспечивают необходимую плотность размещения компонентов для получения требуемой концентрации алмазов.
Несмотря на то, что абразивные алмазы на полимерной связке могут считаться подходящими для шлифования, особенно, когда они используются как агломераты алмазов, предпочтительным считается использование абразивных алмазов на металлической связке. Алмазы на полимерной связке, в основном, являются слишком неустойчивыми и слабыми для использования в качестве абразивного материала шлифовального круга на полимерной связке для шлифования поликристаллических алмазных вставок (PDC).
Алмазы, используемые на металлической связке, подразделяются по прочности по следующей шкале: от крошащихся алмазов (слабые) до малокрошащихся алмазов (прочные). Данный рейтинг прочности разработан различными поставщиками материалов, которые используют различные обозначения прочности алмазов. Для того чтобы свежие алмазы выступали сильнее из шлифовального слоя, предпочтительно использовать более слабые алмазы на металлической связке. Например, если использовать алмазы, поставляемые компанией АВС Superabrasives, прочность будет оцениваться по шкале от ABS 2 (слабые) до ABS 9 (прочные). При использовании алмазов от компании АВС Superabrasive, для указанной цели желательно использовать алмазы ABS 2 или ABS 3. Шкала прочности алмазов от компании Worldwide Superabrasives имеет обозначение от WSG 200 до WSG 900. Для вышеуказанной цели подойдут алмазы с прочностью WSG 200, WSG300, WSG400, и WSG500. Компания LANDS Superabrasives имеет градации прочности, обозначенные как LS200, LS230, LS250, LS260, LS270 и LS290. Для вышеуказанной цели подойдут алмазы с прочностью LS200, LS230 и LS240. В основном, для того, чтобы при шлифовке свежие алмазы выступали сильнее из шлифовального слоя, подойдет вся нижняя часть шкалы (50% шкалы от обозначения нижнего уровня прочности) прочности всех указанных поставщиков алмазов на металлической связке.
Полимерные связки, подходящие для использования абразивных алмазных частиц, включают в себя формальдегид-содержащие смолы, такие как фенол-формальдегиды, новолачные фенолоформальдегидные смолы и, в особенности, смолы с добавлением сшивающего агента (например, гексаметилентетрамина), фенопласты и аминопласты; ненасыщенные сложноэфирные смолы (феноло-формальдегидные полимеры); смолы сложных виниловых эфиров; алкидные смолы, аллиловые смолы; фурановые смолы; эпоксидные смола; полиуретаны; эфиры циановой кислоты и полиимиды. Количество полимерной связки, используемой в абразивных шлифовальных кругах, составляет ориентировочно, от 30% до 40% по объему, как, например, количество полимерной связки, равной приблизительно 35%, по объему используется для высокой концентрации доли алмазов в шлифовальном слое. В основном, количество связующей смолы должно быть достаточным для полного смачивания поверхностей всех отдельных частиц во время производства, чтобы постоянная полимерная подложка, в значительной степени лишенная пористости, формировалась с помощью неорганических компонентов, раздельно приклеиваемых по всей площади (длине), которая и являлась бы механической конструкцией шлифовального круга.
Подходящие присадки к наполнителю могут включать в себя усиливающие частицы, вспомогательные шлифовальные средства, поглотители влаги, окрашивающие вещества, и смазочные вещества. Как отмечалось ранее, как твердые, так и мягкие частицы используются в дополнение к алмазам для усиления слоя и контроля над скоростью разрушения шлифовального круга. Твердыми частицами наполнителя (за исключением алмазов) считаются те, которые имеют твердость по шкале Мооса от 7 или выше. Подходящие твердые частицы наполнителя включают в себя оксид алюминия, карбид кремния (карборунд), цирконий, частицы керамического альфа-оксид алюминия (керамического электрокорунда) обычно являются производными солей бемитовых бокситов, или другие абразивные частицы, имеющие соответствующую твердость по шкале Мооса. Мягкими частицами наполнителя считаются те, которые имеют твердость по шкале Мооса от 5 и ниже. Подходящие мягкие частицы наполнителя включают в себя нефтяной кокс, пирофиллит, фтористый алюминий (криолит), гидроокись кальция (известь), графит, огнеупорный материал (шамот), пластичную глину, медь, или тальк.
Объемное соотношение твердых и мягких частиц наполнителя составляет (может составлять) от 15:85 до 85:15, или от 30:70 до 70:30, или от 40:60 до 60:40. Размеры подходящих твердых частиц наполнителя включают в себя размеры, равные или меньше чем 30 микрон, такие как эквиваленты размеров сита 600, 800, или 1000 в соответствии со стандартами ANSI (Американский национальный институт стандартов). Размеры подходящих мягких частиц наполнителя включают в себя размеры, равные 100 размеру сита, или еще более мелкие. При необходимости мягкие частицы наполнителя могут иметь либо мелкодисперсную фракцию, либо крупнозернистую фракцию. Мелкодисперсная фракция может быть тоньше, чем 280 размер сита, а крупнозернистая фракция может быть равна от 100 до 180 размера сита. При использовании двух размеров мягких частиц, объемное долевое содержание крупнозернистых частиц к мелкодисперсным частицам может составлять от 50:50 до 70:30. Слишком большое объемное содержание твердых частиц наполнителя препятствует разрушению, что приводит к выделению тепла и глянцеванию шлифовального круга, а слишком большое объемное содержание мягких частиц наполнителя нежелательным образом увеличивает скорость изнашивания шлифовального круга. Объемный процент смеси из твердых частиц наполнителя и мягких частиц наполнителя в абразивном слое шлифовального круга на полимерной связке составляет от 5% до 30%, или от 8% до 20% высокой концентрации доли алмазов.
Другие наполнители могут включать в себя волокнистые материалы и пластинчатые материалы, такие как угольные или стеклянные волокнистые кристаллы и слюду. Вспомогательными шлифующими веществами являются такие вещества, как: фтористый алюминий (криолит), тетрафтороборат калия (KBF4), поливинилхлорид, лигносульфонаты и их различные смеси. В состав шлифовального круга могут быть включены окрашивающие вещества, такие как органические и неорганические пигменты или кристаллы.
ПРИМЕРЫ
Цели и преимущества данного описываемого изобретения наглядно показаны далее в виде образцов шлифовального круга, не имеющих ограничительного характера. Отдельные материалы и их количества в составе, указанные в отношении данных образцов, а также другие условия и детали, не должны представляться таким образом, что может несправедливо ограничить суть данного изобретения. Если иное не указано, все части, проценты, соотношения, пропорции и т.д., указанные для примеров, соотносятся по весу.
Для приготовления шлифовального круга, предъявляемого для получения патента на изобретение и шлифовального круга, выступающего в качестве сравнительного образца, были использованы следующие материалы.
Шлифовальные круги примеров 1, 7, 9 по 14 и шлифовальные круги Сравнительных примеров от 1А до 6А были изготовлены и протестированы на поликристаллических вставках PDC для оценки их шлифовальной производительности. Шлифовальные круги примера 1 и Сравнительного примера 1А были оценены в условиях использования различных процедур правки шлифовального круга. Весовой процентный состав различных шлифовальных кругов показан в Таблице 2.
Общая процедура формирования секции шлифовального круга
Каждый состав шлифовального круга, перечисленный в Таблице 2, тщательно перемешивался в течение 4 часов в 1000 мл полиэтиленовой емкости для смешивания, а 2-роликовая мельница на станине (2-Ваr Tumbler Base, производитель - компания С&М Topline Inc., г. Голета, штат Калифорния) была установлена ориентировочно на 180 оборотов в минуту. Абразивные круги были непосредственно напрессованы на заранее сформированные фенольные сердечники до получения 1А1-типа секций абразивного круга с размерами: внешний диаметр (OD) 8 дюймов (20,32 см) × толщина (ТК) 1,25 дюйма (3,17 см) × внутренний диаметр (ID) 1,25 дюйма (3,17 см), с глубиной алмазного слоя x=0.375. Полость матрицы состояла из пяти частей, стальная пресс-форма двойного уплотнения для вырубания колец была заполнена смешанным абразивным составом при вращении матрицы штампа на круглом столе, в то время как смесь абразивного порошка наливалась в кольцеобразную полость вокруг сердечника. Затем порошок был выровнен и заглажен пластиковым формовочным инструментом, а заполненная пресс-форма была закрыта с помощью верхнего кольцевого прессового штампа.
Заполненная пресс-форма была помещена в 200-тонный гидравлический пресс с нагревающимися плитами, плиты были нагреты до температуры 350 градусов по Фаренгейту (176,67°C). Плиты пресса были закрыты так, чтобы привести поверхности кольцевого прессового штампа на один уровень с отливной формой. К краю отливной формы был прикреплен магнитный термометр, а температура пресс-формы контролировалась. Когда температура достигла 350°F (176,67°C), пресс-форма выдерживалась под давлением в закрытом состоянии в течение 20 минут.
Через 20 минут при температуре 350°F (176,67°C), сборная форма извлечена из пресса с нагревающимися плитами и помещена на стальной стол с водяным охлаждением, после чего она была охлаждена до комнатной температуры. Отливная форма была снята со сформированной секции круга с помощью 50-тонного гидравлического пресса и стальных шайб. Сформированные секции круга прошли процедуру вулканизации воздухом в соответствии со следующим регламентом. Один час - изменение диапазона температур до 150 градусов по Фаренгейту (65,56°C), один час - выдерживание при 150°F (65,56°C), 4 часа - изменение диапазона до 350°F (176,67°C), семь часов - выдерживание при 350°F (176,67°C), с последующими 3 часами охлаждения до комнатной температуры.
Секции круга имели отшлифованную поверхность по толщине, затем две секции были склеены вместе с помощью эпоксидного клея. Затем склеенная конструкция была отшлифована и выправлена с помощью карборундового (SiC) шлифовального круга с размером зерна 40/60 на выравнивающей правильной машине ЗМ Е228 для изготовления шлифовальных кругов, предназначенных для заключительных испытаний.
Испытание на шлифуемость
Цилиндрические поликристаллические вставные резцы (PDCs), полученные от компании US Synthetic Corporation, г. Орем, штат Юта, являлись основой для использования в бесцентрово-шлифовальном станке (модель Acme Model 47 Centerless Grinder, компания Acme Manufacturing Company, г. Оберн Хиллз, штат Мичиган), используя шлифовальные круги диаметром: 8 дюймов (20,32 см) × шириной 2,5 дюйма (6,35 см) для Образца 1 и Сравнительного примера А. Вставные алмазные резцы (PDCs) были установлены в подпружиненное зажимное приспособление для их удерживания в течение процесса шлифования. Скорость вращения шлифовального круга составляла приблизительно 4000 SFPM (скорость обработки поверхности в футах в минуту, 1219 метров в минуту), и скорость регулировочного круга составляла приблизительно 55 SFPM (16.76 м/мин), и угол наклона линии резца/спирали был установлен ориентировочно на 3 градуса. Эта конструкция обеспечивала время контакта в течение шлифовки, равное ориентировочно 5,5 секундам за одно усилие поликристаллического алмазного резца (PDC). Был использован охлаждающий 5% агент "Shell Metalina Y-850" (компания Shell Lubricants, г. Хьюстон, штат Техас), растворенный в воде. В зависимости от размера поликристаллических алмазных вставных резцов (PDCs), испытание проводилось либо с использованием 2-х поликристаллических вставных резцов (PDCs) за одно усилие, либо 3-х поликристаллических вставных резцов (PDCs) за одно усилие, как указано ниже:
Испытание было осуществлено с использованием Сравнительного примера 1A, которое подтвердило, что конструкция из 2-х поликристаллических вставных резцов (PDC) дает аналогичный уровень интенсивности съема объема материала (поликристаллических вставок), как и конструкция с 3-я поликристаллическими вставными резцами. Нагрузка на электродвигатель во время шлифования регулировалась в диапазоне 2,5-3,1 ампер в пределах нагрузки во время простоя машины через контроль подачи с помощью регулирующего круга. Испытываемые шлифовальные круги подвергались правке после каждого прохода для высокочастотной проверки эффекта правки. При низкочастотной проверке эффекта правки, каждый шлифовальный круг подвергался процессу правки после каждого 10-го прохода. Правка осуществлялась вручную при обработке кругов белым правильным бруском, размер зерна 220, размеры: 1 дюйм (2,54 см) × 1 дюйм (2,54 см) × 6 дюймов (15,24 см) (название "3М Dressing Stick 200TH" - «3М правильный брусок 200ТН», производитель - компания 3М Company, г. Сент-Пол, Миннесота) и перемещении правильного бруска через шлифовальный круг всего за 6 проходов.
Сравнительный пример 1А является прототипом шлифовального круга с абразивным материалом на синтетической связке, предоставленный за плату компанией 3М, имеющий номер детали MMMRBDW26435-R. Сравнительные примеры 2А и 3А использовали не агломерированные алмазы на синтетической связке, которые сильно крошились и быстро срезались с внешнего абразивного слоя шлифовального круга при шлифовке поликристаллического алмазного резца (PDC), что вызвало чрезмерное засаливание шлифовального круга и низкую эффективность шлифовки. Сравнительный пример 4А использовал такую же концентрацию алмазов, как и Сравнительный пример 1А, ориентировочно 125, а также крошащиеся мягкие частицы наполнителя вместо пластически деформируемых мягких частиц наполнителя.
Потребность в правке была снижена, но незначительно. Сравнительный пример 6А использовал такую же 125 концентрацию алмазов, но алмазные частицы малого размера были заменены более крупными алмазными частицами абразива. Никаких значительных изменений в производительности отмечено не было. Пример 1 (185), пример 7 (225), пример 9 (200) и пример 10 (200) использовали значительно более высокую концентрацию алмазов со смесью твердых и мягких частиц наполнителя, как было описано выше. Во время шлифовального испытания на поликристаллических алмазных вставках (PDC), потребность в правке была существенно снижена.
Обращаясь теперь к Фиг.2, необходимо отметить, что скорость резания (шлифовки) изобретенного шлифовального круга была значительно выше, чем у сравнительных образцов, у которых правка была использована при каждом проходе (0,0027 кубического дюйма (0,044 см3) против 0.0023 кубического дюйма (0,037 см3)), к тому же изобретенный круг имел хороший уровень скорости резания (шлифовки) в случае, когда правка использовалась только после каждого 10-го прохода (0.0013 кубического дюйма (0,021 см3) против 0.0008 кубического дюйма (0,013 см3)). Скорость резания изобретенного шлифовального круга с учетом правки только после каждого 10-го прохода составляла приблизительно 48% от скорости резания при однократном проходе против 35% у сравнительного примера 1А шлифовального круга.
Пример 1 оценивался заказчиком, который производит поликристаллические алмазные резцы (PDC) с помощью бесцентрового шлифования. Применение бесцентрового шлифования уменьшает внешний диаметр поликристаллических алмазных резцов (PDC) до требуемого окончательного диаметра/до требуемого допуска, операция по шлифованию проводится с помощью использования проточного охлаждающего агента. Существующий шлифовальный круг, который предварительно был использован заказчиком, требовал частой или практически постоянной правки абразивной среды для поддержания снятия необходимого слоя с помощью имеющегося абразивного алмазного шлифовального круга. Когда Пример 1 шлифовального круга был установлен на бесцентрово-шлифовальный станок, поликристаллические алмазные резцы (PDC) были обработаны с учетом аналогичных вышеуказанных условий шлифования абразивным алмазным кругом, который был в наличии у заказчика. К Примеру 1 не было применено никаких внешних средств для правки шлифовального круга во время бесцентрового шлифования поликристаллических алмазных резцов. Операции по бесцентровому шлифованию можно было продолжать для обработки поликристаллических алмазных вставок (PDC) до требуемого окончательного размера, используя существующие параметры процесса, при этом достигая тех же норм производительности без использования процессов правки шлифовального круга или без использования регулирующих средств на поверхности Примера 1 шлифовального круга во время обработки поликристаллических алмазных вставок (PDC). Ранее, полное отсутствие необходимости применения средств для правки было невозможным в существующих режимах обработки для любого из ранее используемых шлифовальных кругов. Более того, примеры 1 шлифовальных кругов были использованы полностью до сердечника при шлифовании поликристаллических алмазных вставок (PDC) и не были засалены или не стали неработающими на каком-либо из этапов процесса шлифования.
Другие модификации и варианты настоящего изобретения могут быть осуществлены специалистами в данной области техники, не отходя от сущности и объема настоящего изобретения, которые более конкретно изложены в прилагаемой формуле изобретения. Следует понимать, что аспекты различных вариантов выполнения данного изобретения могут быть заменены полностью или частично или в сочетании с другими аспектами различных вариантах выполнения. Все цитируемые ссылки, патенты или заявки на патенты в указанной выше заявке на получение патентной грамоты включены в данное описание посредством ссылки со всей своей полнотой и в последовательной манере. В случае несоответствия или противоречия между частями объединенных справочных материалов и данной заявки на патент, должна быть проконтролирована информация в предыдущем описании. Предыдущее описание, приведенное для того, чтобы позволить любому специалисту в данной области применить на практике заявленное изобретение, не следует рассматривать как ограничивающее объем всего изобретения, который определяется формулой изобретения и всеми ее эквивалентами.
Реферат
Изобретение относится к области абразивной обработки и может быть использовано для шлифования поликристаллической алмазной вставки бурового долота. Способ включает контактирование поликристаллической алмазной вставки с шлифовальным кругом, включающим алмазы, полимерную связку и смесь твердых частиц наполнителя и мягких частиц наполнителя, при этом алмазы имеют концентрацию алмазов от 175 до 225, полимерная связка составляет от 30 до 40 об.%, смесь твердых частиц наполнителя и мягких частиц наполнителя составляет от 5 до 30 об.%, соотношение твердых частиц наполнителя и мягких частиц наполнителя в смеси составляет от 85:15 до 15:85. Технический результат: повышение эффективности шлифования поликристаллических алмазных вставок, исключение или снижение необходимости постоянно править внешнюю поверхность шлифовального круга с абразивным материалом на полимерной связке. 2 н. и 6 з.п. ф-лы, 2 табл., 2 ил.
Формула
контактирование поликристаллической алмазной вставки с шлифовальным кругом,
включающим алмазы, полимерную связку и смесь твердых частиц наполнителя и мягких частиц наполнителя,
при этом алмазы имеют концентрацию алмазов от 175 до 225, полимерная связка составляет от 30 до 40 об.%, смесь твердых частиц наполнителя и мягких частиц наполнителя составляет от 5 до 30 об.%, а соотношение твердых частиц наполнителя и мягких частиц наполнителя в смеси составляет от 85:15 до 15:85.
шлифовального круга, состоящего из алмазов, полимерной связки, и
смеси твердых частиц и мягких частиц наполнителя, при этом
алмазы имеют концентрацию от 175 до 225, полимерная связка составляет от 30 до 40 об.%, а смесь твердых частиц наполнителя и мягких частиц наполнителя составляет от 5 до 30 об.%, а соотношение твердых частиц наполнителя и мягких частиц наполнителя в смеси составляет от 85:15 до 15:85.
Документы, цитированные в отчёте о поиске
Способ бесцентрового шлифования и используемый в нем абразивный инструмент
Комментарии