Впитывающее изделие в виде трусов и способ изготовления впитывающих изделий в виде трусов - RU2413487C2
Код документа: RU2413487C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу изготовления впитывающих изделий в виде трусов, при этом каждое изделие содержит базовую структуру, содержащую, по меньшей мере, одну эластичную секцию и встроенный впитывающий компонент сердцевины, способ содержит непрерывный процесс формирования трусов, содержащий этап формирования базовой структуры и этап встраивания впитывающего компонента сердцевины в базовую структуру.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Впитывающие изделия в виде трусов содержат базовую структуру в виде трусов и впитывающий компонент сердцевины, объединенный с базовой структурой. При проектировании изделий в виде трусов основная цель состоит в их изготовлении в виде, имеющем как можно большее сходство с обычным нательным бельем. Следовательно, впитывающие изделия, например, подгузники в виде трусов, гигиенические трусы и трусы для страдающих недержанием, проектируют с расчетом на удобное и плотное облегание пользователя. Необходимо, чтобы изделия допускали подтягивание вверх и вниз на бедрах носителя подобно паре трусов, чтобы пользователь или сиделка могли легко снимать загрязненное изделие и заменять его новым чистым изделием. По этим причинам базовую структуру изделия обычно изготавливают из материала, который может эластично растягиваться, по меньшей мере, в зонах, предназначенных для наложения на бедра носителя. Кроме того, желательно, чтобы базовая структура, окружающая впитывающие части изделия в виде трусов, была проницаемой для воздуха и пара, т.е. чтобы изделие было дышащим. Дышащее изделие предотвращает удерживание влаги на коже носителя и является более удобным и менее теплым для носителя, чем недышащее изделие. Было бы также полезно, если бы изделие было мягким, ровным и подобным текстильному, чтобы оно не натирало кожу пользователя и имело как можно большее сходство с обычным нательным бельем.
Кроме того, важно, чтобы впитывающее изделие в виде трусов можно было подтянуть на бедрах пользователя без разрыва. Общая проблема состоит в том, что носитель или сиделка рвет трусы прорывом материала пальцами при попытке захвата для подтягивания или снятия трусов.
Ранее применявшийся эластичный материал для изделий в виде трусов представляет собой слоистый материал, содержащий эластичную пленку, проложенную между двумя слоями неэластичного нетканого материала. Чтобы сделать слоистый материал эластично-растяжимым, его подвергают активирующей обработке. Трехслойный активированный слоистый материал описан в заявке на международный патент № WO 03/047488. Активированный слоистый материал получают пошаговым вытяжением эластичного пленочного слоя между двумя неэластичными слоями тканевого типа. Пошаговое вытяжение выполняется пропусканием слоистого материала между зацепляющимися зубчатыми роликами. Активация эластичных слоистых материалов пошаговым вытяжением описана также в патентах США №№ 5,143,679, 5,156,793, 5,167,897, 5,422,172, 5,592,690, 5,634,216 и 5,861,074. Неэластичные слои тканевого типа полностью или частично разрываются или рвутся в процессе активации, и поэтому упругость слоистого материала после активации определяется, в основном, упругостью эластичного пленочного слоя. В трехслойном слоистом материале, описанном в WO 03/047488, неэластичные слои полностью разрываются, и поэтому упругость активированного слоистого материала, по существу, такова, как упругость эластичного пленочного слоя.
Описанные слоистые материалы обладают высокой комфортностью и являются мягкими, дышащими и эластичными. Однако главный недостаток известных слоистых материалов заключается в том, что процесс активации, по меньшей мере, частично разрывает и разрушает слои тканевого типа, что дает, в результате, материал, обладающий сниженными прочностью при растяжении и сопротивлением проколу в направлении, перпендикулярном направлению упругости материала. При использовании в качестве базового компонента в одноразовом изделии в виде трусов материал легко рвется под действием усилий, возникающих во время надевания или снятия изделия в виде трусов. Данная проблема разрыва особенно сильно выражена в случае с носителями или сиделками женского пола, которые часто имеют длинные ногти, которые могут прорывать или разрывать материал трусов.
Другая проблема в случае ранее известных трехслойных слоистых материалов заключается в том, что они обладают предварительно заданной растяжимостью и упругостью. Однако часто желательно, чтобы упругость различалась в разных частях изделия в виде трусов. Чтобы добиться данного свойства, необходимо дополнять эластичные секции, изготовленные из трехслойного слоистого материала, дополнительными эластичными элементами или изготавливать разные части базовой структуры подгузника из разных слоистых материалов. Однако все подобные дополнительные компоненты являются дорогими и усложняют технологию изготовления, поскольку они требуют дополнительных этапов технологического процесса, что обуславливает дополнительные затраты на обработку. Кроме того, получаемые впитывающие изделия содержат большое число швов и соединений, что делает их менее похожими на обычное нательное белье. Число швов и соединений желательно сводить к минимуму также по производственным причинам и потому, что все неровности на поверхности впитывающего изделия могут причинять неудобство носителю, например, натирать кожу носителя.
Следовательно, существует потребность в усовершенствованном впитывающем изделии в виде трусов, содержащем базовую структуру, содержащую, по меньшей мере, один эластично-растяжимый компонент текстильного типа. Кроме того, существует потребность в простом и эффективном процессе изготовления подобного впитывающего изделия.
Соответственно, задачей изобретения является создание эластично-растяжимого впитывающего изделия в виде трусов, обладающего повышенной прочностью при растяжении в эластичных частях базовой структуры трусов. Дополнительной задачей изобретения является создание простого и экономичного способа изготовления эластично-растяжимого изделия в виде трусов, обладающего повышенными прочностью при растяжении и сопротивлением проколу. Кроме того, задачей изобретения является создание способа, обладающего высокими гибкостью и изменчивостью технологического процесса, чтобы допускать простое приспособление способа к разным конструкциям изделия.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с изобретением предлагается способ изготовления впитывающих изделий в виде трусов, обладающих повышенными прочностью при растяжении и сопротивлением проколу. Изделия в соответствии с изобретением содержат базовую структуру, содержащую, по меньшей мере, одну эластичную секцию и встроенный впитывающий компонент сердцевины. Способ содержит два частичных процесса и содержит непрерывный процесс формирования трусов, содержащий этап формирования базовой структуры и этап встраивания впитывающего компонента сердцевины в базовую структуру.
По меньшей мере, одна эластичная секция в соответствии с изобретением формируется посредством
a) отдельного изготовления двухслойного слоистого материала, содержащего первое неэластичное нетканое волокнистое полотно и эластичную пленку,
b) активированием двухслойного слоистого материала пошаговым вытяжением в, по меньшей мере, одном направлении, чтобы сделать двухслойный слоистый материал эластично-растяжимым,
c) вытяжением активированного двухслойного слоистого материала на 35-200% в, по меньшей мере, одном направлении,
d) введением двухслойного слоистого материала в процесс формирования трусов, и
e) ламинированием эластичной пленки вытянутого двухслойного слоистого материала по эластичному или неэластичному нетканому полотну базового компонента.
Соответственно, способ заключается в формировании двухслойного слоистого материала и введении слоистого материала в процесс формирования трусов для создания конечного трехслойного слоистого материала, образующего секцию, одновременно с изготовлением изделия в виде трусов. Таким образом, полученный трехслойный слоистый материал будет обладать намного более высоким сопротивлением разрыву или прочностью на разрыв, чем ранее применяемые трехслойные слоистые материалы, которые целиком формировали до активации. Способ также выгоден тем, что обеспечивает высокую гибкость технологического процесса, поскольку двухслойный слоистый материал можно ламинировать только по таким участкам нетканого полотна базового компонента, от которых требуется упругость. Кроме того, можно применять разные двухслойные слоистые материалы на разных участках базового полотна и ламинировать двухслойный слоистый материал по нетканому базовому компоненту с разными степенями растяжения на разных участках базового полотна.
Двухслойный эластичный слоистый материал предпочтительно имеет форму, по меньшей мере, одного разматываемого полотна, которое непрерывно вводится в процесс формирования трусов.
В альтернативном варианте слоистый материал можно вырезать и формировать в виде отдельных элементов, которые применяются для изготовления эластичных участков в одноразовом изделии в виде трусов.
Двухслойный слоистый материал можно присоединять к эластичному или неэластичному нетканому полотну базового компонента для изготовления эластичного трехслойного слоистого материала перед соединением трехслойного слоистого материала с другими компонентами в процессе формирования трусов или можно ламинировать нетканым полотном базового компонента на более поздней стадии в процессе формирования трусов. Если в процессе формирования трусов используют, по меньшей мере, два полотна двухслойного слоистого материала, то полотна можно формировать разделением одного исходного полотна на требуемое число полотен. Полотно можно делить до или после ламинирования на нетканое полотно базового компонента. В альтернативном варианте отдельные полотна можно изготавливать и вводить в процесс по отдельности.
Кроме того, возможно:
a) изготовление первого и второго полотен трехслойного эластичного слоистого материала ламинированием активированного вытянутого двухслойного слоистого материала по нетканому полотну,
b) присоединение первого полотна трехслойного эластичного слоистого материала к первой кромке непрерывного центрального нетканого базового полотна и
c) присоединение второго полотна трехслойного эластичного слоистого материала ко второй кромке непрерывного центрального нетканого базового полотна для формирования составного базового полотна.
Первое и второе полотна трехслойного эластичного слоистого материала можно изготавливать как один трехслойный слоистый материал, который в дальнейшем продольно разделяется для изготовления первого и второго полотен трехслойного слоистого материала.
В другом варианте осуществления способа в соответствии с изобретением процесс формирования трусов содержит следующие этапы:
a) ламинируют первое полотно активированного вытянутого двухслойного эластичного слоистого материала по участку первого непрерывного нетканого базового полотна на расстоянии от первой кромки на первом непрерывном нетканом базовом полотне,
b) ламинируют второе полотно активированного вытянутого двухслойного эластичного слоистого материала по участку второго непрерывного нетканого базового полотна на расстоянии от первой кромки на втором непрерывном нетканом базовом полотне,
c) присоединяют первую кромку на первом непрерывном нетканом базовом полотне к первой кромке на втором непрерывном нетканом базовом полотне для формирования составного базового полотна.
Процесс дополнительно обеспечивает преимущество в виде возможности применения одного и того же предварительно приготовленного двухслойного слоистого материала для создания секций, обладающих разными растяжимостью, гибкостью и упругостью. Данный результат достигается выбором степени вытяжения двухслойного слоистого материала на этапе ламинирования в процессе формирования трусов и выбором материала, применяемого для нетканого базового компонента. Следовательно, в процессе формирования базового элемента подгузника, обладающего разной упругостью на разных участках, можно применять разные двухслойные слоистые материалы и разные степени вытяжения.
В данном контексте эластичный материал определяют как материал, обладающий, после снятия напряжения, остаточным удлинением меньше чем 10%, после того как материал испытал относительное удлинение 30% во время испытания на упругость, охарактеризованного в настоящем описании.
Неэластичный материал представляет собой материал, который не подпадает под определение эластичного материала. Соответственно, неэластичный материал, в контексте настоящего описания, представляет собой материал, который может быть растяжимым или нерастяжимым. В случае растяжимого материала материал имеет остаточное удлинение после вытяжения и снятия напряжения свыше чем 10% после того, как испытал относительное удлинение 30%, в соответствии с полученным результатом испытания на упругость.
Степень растяжения двухслойного слоистого материала, при его прикреплении к нетканому базовому компоненту, является главным фактором, определяющим упругость конечного трехслойного слоистого материала, изготовленного в процессе формирования трусов. Другими факторами, которые влияют на упругость конечного трехслойного слоистого материала, являются гибкость и растяжимость нетканого базового компонента. Относительный размер скрепления двухслойного слоистого материала со вторым нетканым полотном также влияет на гибкость и упругость конечного трехслойного слоистого материала. Соответственно, большая площадь скрепления будет снижать упругость конечного слоистого материала, а неплотно расположенные точки скрепления будут очень слабо или пренебрежимо мало влиять на упругость.
Эластичную пленку в двухслойном слоистом материале предпочтительно перфорируют для обеспечения воздухопроницаемости слоистого материала. Данное свойство можно обеспечить непосредственно в связи с процессом ламинирования, если, например, первое нетканое полотно прикрепляют к эластичной пленке методом экструзионного покрытия. Этап перфорации можно выполнять пропусканием комбинации из эластичного слоя и нетканого полотна по барабану для вакуумного ламинирования, в то время как эластичный слой находится в расплавленном или наполовину расплавленном состоянии. Данный процесс описан в патенте США № 5,733,628 и приводит к формированию эластичной пленки в виде слоя слоистого материала с трехмерными отверстиями.
В альтернативном варианте эластичная пленка может быть предварительно изготовленной перфорированной пленкой, которую прикрепляют к первому нетканому полотну любым подходящим средством, например приклеиванием, термическим скреплением или ультразвуковой сваркой.
Этап активации содержит пошаговое вытяжение двухслойного слоистого материала, так что неэластичный материал разрывается или рвется, по меньшей мере, частично. Активацию можно выполнять посредством нагреваемых или бесподогревных зацепляющихся зубчатых роликов, содержащих расположенные по окружности зубья, которые зацепляют и, тем самым, вытягивают слоистый материал. Этап активации позволяет растягивать слоистый материал в дальнейшем без значительного ограничения нетканым полотном. Степень разрыва нетканого материала определяет максимальное возможное относительное удлинение полученного слоистого материала. Если нетканый материал полностью разрывается в процессе активации, то слоистый материал будет иметь, по существу, такое же максимальное относительное удлинение, как эластичный пленочный слой.
При выполнении второго этапа ламинирования в части способа, относящейся к формированию трусов, двухслойный слоистый материал вытягивают в, по меньшей мере, одном направлении на 35-200% от его первоначального невытянутого протяжения. В предпочтительном варианте двухслойный слоистый материал вытягивают в направлении движения в машине (MD). Путем подбора и регулирования степени вытяжения можно получать выбранную упругость в конечном слоистом материале. Двухслойный слоистый материал вытягивают предпочтительно на 35-180% от его невытянутой протяженности, более предпочтительно на 50-150% от его невытянутой протяженности и в наиболее предпочтительном варианте на 70-120% от его невытянутой протяженности во время ламинирования второго нетканого полотна.
Степень вытяжения двухслойного слоистого материала задается в процентах от первоначального невытянутого протяжения слоистого материала в направлении вытяжения. Например, слоистый материал, имеющий первую невытянутую длину 1 м и вытягиваемый на 50%, имеет вторую вытянутую длину 1,5 м.
Активированный двухслойный слоистый материал можно прикреплять клеем к нетканому базовому компоненту. В альтернативном варианте активированный двухслойный слоистый материал можно закреплять термически или приваривать ультразвуком к нетканому базовому компоненту. Термоскрепление или ультразвуковая сварка может быть в виде прерывистого скрепления, например точечных сварных швов или линейных сварных швов. Путем выбора схемы скрепления неплотно расположенными точками скрепления можно обеспечить более высокую гибкость в полученном слоистом материале, чем при использовании схемы скрепления, занимающей большую долю граничной поверхности между скрепляемыми слоями.
В соответствии с дополнительным вариантом осуществления изобретения процесс формирования трусов содержит следующие этапы:
a) ламинируют эластичную пленку первого полотна активированного вытянутого двухслойного слоистого материала по первому участку непрерывного нетканого базового полотна, и
b) ламинируют эластичную пленку второго полотна активированного вытянутого двухслойного эластичного слоистого материала по второму участку нетканого базового полотна для формирования составного базового полотна.
Под составным базовым полотном понимают полотно, которое содержит, по меньшей мере, два компонента и из которого формируют базовый компонент изделия в виде трусов.
Первое полотно активированного вытянутого двухслойного эластичного слоистого материала можно ламинировать по первому участку непрерывного нетканого базового полотна на расстоянии от первой кромки на непрерывном нетканом базовом полотне, и второе полотно активированного вытянутого двухслойного слоистого материала можно ламинировать по второму участку непрерывного нетканого базового полотна на расстоянии от второй кромки на непрерывном нетканом базовом полотне. Таким образом, эластичные поясные конструктивные элементы можно сформировать вдоль первой и второй кромок непрерывного нетканого базового полотна посредством соединения эластичных элементов с непрерывным нетканым базовым полотном на участке первой кромки между первой кромкой непрерывного нетканого базового полотна и первым полотном активированного вытянутого двухслойного эластичного слоистого материала и участке второй кромки между второй кромкой непрерывного нетканого базового полотна и вторым полотном активированного вытянутого двухслойного эластичного слоистого материала и посредством отгибания участков первой и второй кромок непрерывного нетканого базового полотна для заключения эластичного средства.
В альтернативном варианте эластичное средство можно закрывать полотном материала, являющегося непрерывной частью базового полотна, например внутренним или внешним нетканым слоем, или обеспечиваемого в виде отдельной полоски покрывного материала, например нетканого материала. Эластичное средство можно также оставлять незакрытым. Следовательно, участки непрерывного нетканого базового полотна, продолжающиеся за эластичные полотна многослойного материала на кромках нетканого базового полотна, можно использовать для формирования эластичного поясного конструктивного элемента, который является нераздельной частью составного базового полотна. Дополнительный вариант заключается в расположении полотен активированного двухслойного эластичного слоистого материала по всей длине кромок нетканого базового полотна и в дополнение упругости полотен слоистого материала на кромках путем размещения поясного эластичного средства вдоль кромок. Поясные эластичные средства могут, по традиции, поставляться в виде лент, пленки, нитей и т.п. и предпочтительно крепиться к поясным кромкам базового полотна в натянутом состоянии для создания более сильного эластичного натяжения на поясных кромках. Поясное эластичное средство можно закрывать или не закрывать, по желанию. Если поясное эластичное средство закрыто дополнительным материалом, то покрывной материал можно обеспечивать в виде нетканого полотна, которое является непрерывной частью базового полотна, или покрывной материал может быть в виде отдельной полоски материала.
В составе конечного впитывающего изделия в виде трусов часть нетканого базового полотна, которая расположена по центру между полотнами двухслойного слоистого материала, будет формировать промежностную секцию, и участки слоистого эластичного полотна с каждой стороны от центральной части базового полотна будут формировать эластично-растяжимые переднюю и заднюю секции. Нетканое базовое полотно может быть эластичным или неэластичным полотном.
Компонент сердцевины может быть размещен на составном базовом полотне, при этом центральный участок продолжается по центральному нетканому базовому полотну, и концевые участки компонента сердцевины продолжаются в каждое из полотен двухслойного слоистого материала.
В соответствии с дополнительным вариантом осуществления изобретение содержит следующие этапы:
a) присоединяют первое полотно активированного вытянутого двухслойного слоистого материала к первой кромке непрерывного центрального нетканого базового полотна,
b) присоединяют второе полотно активированного вытянутого двухслойного эластичного слоистого материала ко второй кромке центрального нетканого базового полотна для формирования составного базового полотна,
c) ламинируют первое нетканое полотно по эластичной пленке первого полотна активированного вытянутого двухслойного слоистого материала, и
d) ламинируют второе нетканое полотно по эластичной пленке второго полотна активированного вытянутого двухслойного слоистого материала.
Компонент сердцевины можно присоединять к базовому полотну до или после того, как полотна активированного вытянутого двухслойного эластичного слоистого материала ламинируют первым и вторым неткаными полотнами.
В частности, в варианте осуществления, в котором компонент сердцевины размещают на базовом полотне перед окончательным этапом ламинирования, возможно, было бы полезно, если бы первое и второе нетканые полотна снабдили вырезами, соответствующими по размеру и виду участкам компонента сердцевины, которые располагаются с перекрытием первой и второй нетканых тканей, при этом вырезы выравнивают по компонентам сердцевины. Благодаря этому исключается расположение, в котором участки компонента сердцевины, которые продолжаются в эластичный двухслойный слоистый материал, покрываются вторыми неткаными полотнами на этапе ламинирования.
В дополнительном варианте осуществления изобретения процесс формирования трусов содержит следующие этапы:
a) присоединяют первое полотно активированного вытянутого двухслойного слоистого материала к первой кромке непрерывного центрального нетканого базового полотна,
b) присоединяют второе полотно активированного вытянутого двухслойного эластичного слоистого материала ко второй кромке центрального нетканого базового полотна для формирования составного базового полотна,
c) прикрепляют ножные эластичные элементы к составному базовому полотну, и
d) ламинируют нетканое полотно по составному базовому полотну, при этом нетканое полотно покрывает первое и второе полотна двухслойного эластичного слоистого материала и ножные эластичные элементы.
Данный вариант осуществления полезен тем, что в нем обеспечивается высокое качество фиксации и покрытия ножных эластичных элементов, и при этом участки эластичных секций базового полотна снабжаются подкреплением.
Способ в соответствии с изобретением предпочтительно содержит также этап расположения эластичного поясного конструктивного элемента вдоль, по меньшей мере, одной из кромок базовой структуры.
Поясной конструктивный элемент можно располагать на одной или обеих кромках базового полотна эластичного слоистого материала посредством прикрепления эластичных элементов к полотну и, по желанию, покрытия эластичных элементов нетканой тканью, которая может быть непрерывным компонентом базового полотна или отдельной нетканой полосой.
В альтернативном варианте эластичный поясной конструктивный элемент можно присоединять к базовому полотну в виде отдельного компонента, который изготовлен предварительно или изготавливается согласованно с процессом формирования трусов. В предпочтительном варианте эластичный поясной конструктивный элемент непрерывно присоединяется к базовому полотну или укладывается на него и может поставляться в виде эластичной ленты любого подходящего типа, например эластичных слоистых материалов, эластичных полосок из пеноматериала, эластичных нетканых материалов, неэластичных материалов, которым придана упругость эластичными нитями или жгутами и т.п. Широко применяемый эластичный поясной конструктивный элемент изготавливают закреплением эластичных элементов, например нитей, лент или жгутов, в предварительно растянутом состоянии между двумя слоями нетканого неэластичного материала. Применимы все широко применяемые эластичные материалы, например эластичные пеноматериалы из натурального или синтетического каучука и т.п. Поясной конструктивный элемент данного типа может быть сформирован из двух отдельных слоев нетканого материала или может быть выполнен из одного слоя нетканого материала, который складывают в двухслойную структуру. Для создания эластичного поясного конструктивного элемента можно также применить активированный двухслойный слоистый материал в соответствии с изобретением. Эластичный поясной конструктивный элемент предпочтительно имеет более сильное эластичное натяжение, чем эластичные участки секций.
В альтернативном варианте осуществления эластичный поясной конструктивный элемент является неотделимой частью базового полотна. В данном варианте осуществления эластичный поясной конструктивный элемент может быть сформирован складыванием участка кромки эластичной или неэластичной части базового полотна и закрепления эластичных элементов между сложенными участками базового полотна. Обычно эластичный поясной конструктивный элемент формируют складыванием участка компонента нетканого базового полотна, который является продолжением одного из нетканых слоев в эластичных трехслойных слоистых материалах, получаемых в соответствии с изобретением. Возможно также прикрепление эластичных элементов к слою базового полотна и оставление эластичных элементов без покрытия или покрытия их отдельным полотном. Если эластичный поясной конструктивный элемент включает в себя полотно эластичного слоистого материала, в соответствии с изобретением, то полотно эластичного слоистого материала можно складывать для создания сложенного вдвое участка слоистого материала, обладающего более мощным эластичным сокращающим усилием, чем несложенный участок части базового полотна, содержащий только одно полотно двухслойного слоистого материала. Сложенное полотно эластичного слоистого материала можно подкреплять дополнительными эластичными элементами.
Активированный двухслойный слоистый материал можно вытягивать в, по меньшей мере, одном направлении 35-180% от его невытянутой протяженности, более предпочтительно на 50-150% от его невытянутой протяженности и в наиболее предпочтительном варианте на 70-120% во время ламинирования нетканым базовым компонентом.
Способ в соответствии с изобретением может дополнительно содержать любые обычные этапы изготовления трусов, например, по меньшей мере, один из следующих производственных этапов:
a) вырезают базовое полотно для формирования отверстий для ног,
b) складывают базовое полотно вместе с встроенным впитывающим компонентом сердцевины,
c) формируют боковые соединения в сложенном полотне, и
d) отделяют отдельные впитывающие изделия в виде трусов от базовой структуры разрезанием по боковым соединениям.
Боковые соединения часто располагают в изделии в виде трусов для соединения переднего участка изделия с задним участком и для формирования трусов, имеющих поясное отверстие и отверстия для ног. Обычно боковые соединения предназначены для расположения на бедрах пользователя во время ношения впитывающих трусов, но известно также решение с расположением боковых соединений ближе к передней стороне изделия. Боковые соединения предпочтительно спроектированы так, что они могут выдерживать растягивающие усилия, которые возникают, когда изделие надевают и носят, но при этом так, что их можно отрывать или вскрывать регулируемым образом, когда впитывающие изделия снимают или проверяют, нуждаются ли изделия в смене. В более позднем случае боковые соединения предпочтительно являются допускающими повторное смыкание известными в технике методами.
Изобретение обеспечивает также впитывающее изделие в виде трусов, содержащее базовую структуру, содержащую переднюю секцию, имеющую переднюю концевую кромку и первую и вторую боковые кромки, заднюю секцию, имеющую заднюю концевую кромку и первую и вторую боковые кромки, и промежностную секцию, расположенную между передней и задней секциями, и переднюю и заднюю поясные секции, расположенные на передней и задней секциях соответственно и формирующие пояс на впитывающем изделии, и компонент сердцевины, объединенный с базовой структурой, при этом первая и вторая боковые кромки передней секции соединены кромочными соединениями с соответствующими первой и второй боковыми кромками задней секции. В соответствии с изобретением, по меньшей мере, какая-то одна из передней и задней секций содержит двухслойный эластичный слоистый материал, содержащий первое неэластичное волокнистое нетканое полотно и эластичную пленку, и нетканый базовый компонент, который ламинирован по эластичной пленке двухслойного эластичного слоистого материала в то время, как двухслойный эластичный слоистый материал вытягивали на 35-200%, предпочтительно на 35-180% от его невытянутой протяженности, более предпочтительно на 50-150% от его невытянутой протяженности и в наиболее предпочтительном варианте на 70-120% в, по меньшей мере, одном направлении. Двухслойный эластичный слоистый материал вытягивали предпочтительно на 35-180% от его невытянутой протяженности, более предпочтительно на 50-150% от его невытянутой протяженности и в наиболее предпочтительном варианте на 70-120% во время ламинирования по нетканому базовому компоненту.
Базовые участки эластичного трехслойного слоистого материала предпочтительно формируют переднюю и заднюю секции подгузника в виде трусов. Однако из эластичного трехслойного слоистого материала можно изготавливать только части соответствующих передней и задней секций. В данных вариантах осуществления, по меньшей мере, 20%, предпочтительно, по меньшей мере, 25%, более предпочтительно, по меньшей мере, 30% и в наиболее предпочтительном варианте, по меньшей мере, 40% от суммарной площади поверхности базовой структуры образовано эластичным трехслойным слоистым материалом. Например, эластичный двухслойный слоистый материал можно накладывать только на такие части передней и задней секций, которые предназначены для нахождения на бедрах носителя и, следовательно, формируют эластичные боковые секции. Возможно также создание изделия в виде трусов без какого-либо перекрытия между областью, в которой наложен компонент сердцевины, и эластичным слоистым материалом внутри передней и задней секций.
Первое неэластичное волокнистое нетканое волокно и/или нетканый базовый компонент могут содержать термопластичные волокна. Нетканые полотна обычно будут встраиваться в соединения и швы в одноразовом изделии в виде трусов. Следовательно, особенно желательно, чтобы нетканые полотна допускали сваривание с использованием процессов термической или ультразвуковой сварки. Примерами подходящих полимеров для применения в нетканых полотнах являются полиэтилен, полиэфиры, полипропилен и другие полиолефиновые гомополимеры и сополимеры. В частности, хорошо подходящими неткаными полотнами являются полотна, содержащие термопластические волокна, которые являются смесью полипропиленовых и полиэтиленовых волокон. Свариваемые нетканые полотна характеризуются высоким содержанием термопластических волокон и содержат, по меньшей мере, 50% термопластических волокон и, предпочтительно, по меньшей мере, 80% термопластических волокон.
Подходящим типом нетканых полотен для применения, в частности, в качестве нетканого базового компонента является крепированный нетканый материал. Крепированные нетканые материалы обычно обладают более высокими растяжимостью и гибкостью, чем некрепированные нетканые материалы. При выборе крепированного нетканого материала для нетканого базового компонента в изделии в виде трусов можно обеспечить конечный трехслойный слоистый материал, который является более удобным и растяжимым, чем это возможно в случае с некрепированным нетканым материалом. Крепированный нетканый материал облегчает сжатие трехслойного слоистого материала после удлинения, что повышает упругость в сравнении с соответствующим слоистым материалом, содержащим некрепированный второй нетканый слой. При желании, неэластичное нетканое полотно в двухслойном слоистом материале может также быть крепированным нетканым материалом.
Эластичная пленка, применяемая для изготовления двухслойного слоистого материала, может быть из любого подходящего эластичного полимера, натурального или синтетического. Одним примером эластичной пленки, которая оказалась подходящей для обеспечения высокой упругости и воздухопроницаемости, является снабженная отверстиями трехслойная эластомерная пленка с составом полиэтилен-стирол/этилен/бутадиен/стирол-полиэтилен (PE-SEBS-PE).
Эластичный двухслойный слоистый материал, применяемый в процессе формирования трусов, в соответствии с изобретением состоит из слоя волокнистого материала и эластичного слоя. Волокнистый слой подбирают так, чтобы обеспечить слоистый материал, обладающий мягкостью и ощущением и внешним видом, подобными ткани. Примерами подходящих материалов являются полотна, полученные аэродинамическим способом из расплава, нетканые материалы из расплава и крепированные нетканые материалы, как изложено выше. Подобные материалы пригодны также для нетканого базового компонента, к которому прикрепляют двухслойный слоистый материал. Однако возможно применение любых мягких, гибких и предпочтительно растяжимых нетканых материалов и нетканых слоистых материалов, например слоистых материалов, содержащих слои, полученные из расплава - полученные аэродинамическим способом из расплава - полученные из расплава (SMS), кардных и полученных из расплава сшивных материалов.
Основная масса (масса 1 м2) нетканого полотна, используемого в двухслойном слоистом материале, в подходящем варианте составляет 10-80 г/м2 и, предпочтительно, 13-50 г/м2. Примерами подходящих полимеров, используемых в волокнистом материале, являются полиэтилен, сложные полиэфиры, полипропилен и другие полиолефиновые гомополимеры и сополимеры. Применимы также натуральные волокна, например хлопковые, при условии, что они обеспечивают требуемые свойства. Смесь полимеров может способствовать повышению гибкости нетканого слоя и за счет этого придает нетканому материалу способность к большему относительному удлинению при максимальной нагрузке. Как оказалось, смесь из полиэтиленовых и полипропиленовых полимеров обеспечивает высокие результаты в данном отношении. Однако возможно также применение нетканых материалов, содержащих смеси разных волокон.
Эластичный слой предпочтительно является снабженной отверстиями эластичной пленкой. Эластичный слой может содержать основную массу от 10 до 120 г/м2, предпочтительно от 15 до 60 г/м2. Эластичный слой может быть из любого подходящего эластичного полимера, натурального или синтетического. Некоторыми примерами полезных материалов для эластичного слоя являются полиэтилены с низкой степенью кристалличности, полиэтилены с низкой степенью кристалличности, полученные на металлоорганических катализаторах, сополимеры этилена и винилацетата (EVA), полиуретан, полиизопрен, сополимеры бутадиена и стирола, стирольные блок-сополимеры, например стирол/изопрен/стирол (SIS), стирол/бутадиен/стирол (SBS) или блок-сополимер стирола/этилена-бутадиена/стирола. Применимы также смеси данных полимеров, а также другие модифицирующие эластомерные или неэластомерные материалы. Одним примером подходящей эластичной пленки является снабженная отверстиями трехслойная эластомерная пленка с составом из полиэтилена-стирола/этилена/бутадиена/стирола-полиэтилена (PE-SEBS-PE).
Эластичный двухслойный слоистый материал можно, например, изготавливать и активировать в соответствии с любым из способов, описанных в WO 03/047488 или в EP 0715351, посредством наложения нетканого волокна на одну сторону пленки. Нетканое полотно и пленку можно скреплять экструзионным методом или можно скреплять клеем. Двухслойный слоистый материал пошагово вытягивают для активации упругости пленочного слоя. Пошаговое вытяжение можно выполнять до относительного вытяжения ниже относительного вытяжения при максимальной нагрузке нетканого полотна, чтобы сохранять некоторую прочность в нетканом полотне. В альтернативном варианте вытяжение можно выполнять так, что нетканый материал полностью рвется, как описано в WO 03/047488.
При ламинировании двухслойного слоистого материала по нетканому базовому компоненту создается трехслойный слоистый материал, имеющий ровную поверхность на поверхности, где расположен двухслойный слоистый материал, и несколько собранную в складки, сморщенную поверхность на противоположной поверхности, где расположен базовый компонент. Соответственно, в зависимости от порядка слоев в изготовленном изделии в виде трусов трехслойный слоистый материал может быть ориентирован ровной поверхностью на внутренней стороне изделия, и неровная поверхность обращена наружу. Таким образом, части слоистого материала, контактирующие с кожей, будут особенно мягкими, ровными и не натирающими кожу носителя. Однако в альтернативном варианте возможно расположение слоистого материала ровной поверхностью с наружной стороны впитывающего изделия. Таким образом, получают впитывающее изделие с ровной поверхность в контакте с любой одеждой, носимой поверх впитывающего изделия. Такой вариант осуществления может быть полезен, когда изделие является парой гигиенических трусов или трусов для страдающих недержанием взрослых. Ровная поверхность слоистого материала представляется эстетически приятной и меньше бросается в глаза, когда впитывающее изделие носят под тонкой или плотно облегающей одеждой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже приведено более подробное описание изобретения со ссылкой на прилагаемые чертежи, на которых:
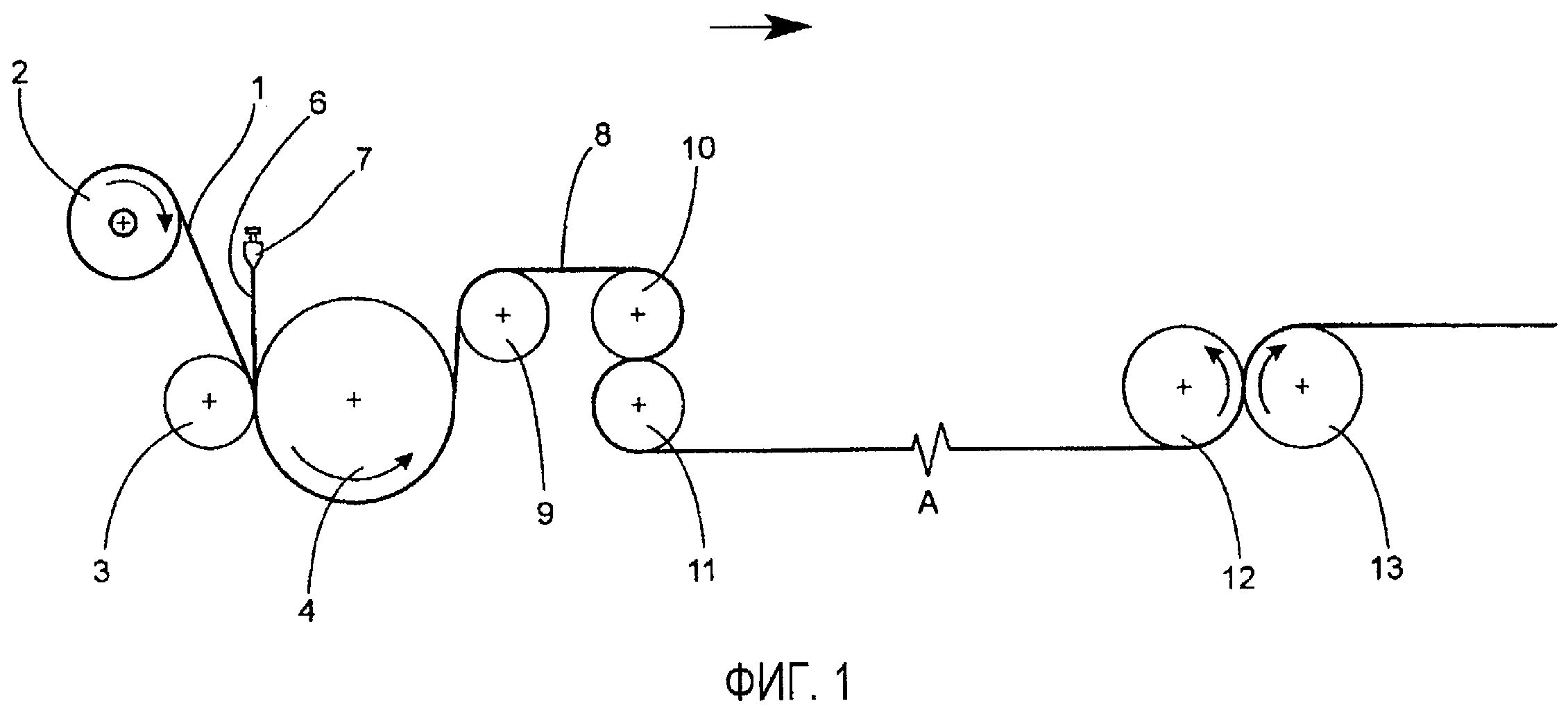
фиг.1 - схематичное изображение способа изготовления двухслойного эластичного слоистого материала,
фиг.2 - схематичное изображение способа изготовления впитывающих изделий в виде трусов в соответствии с изобретением,
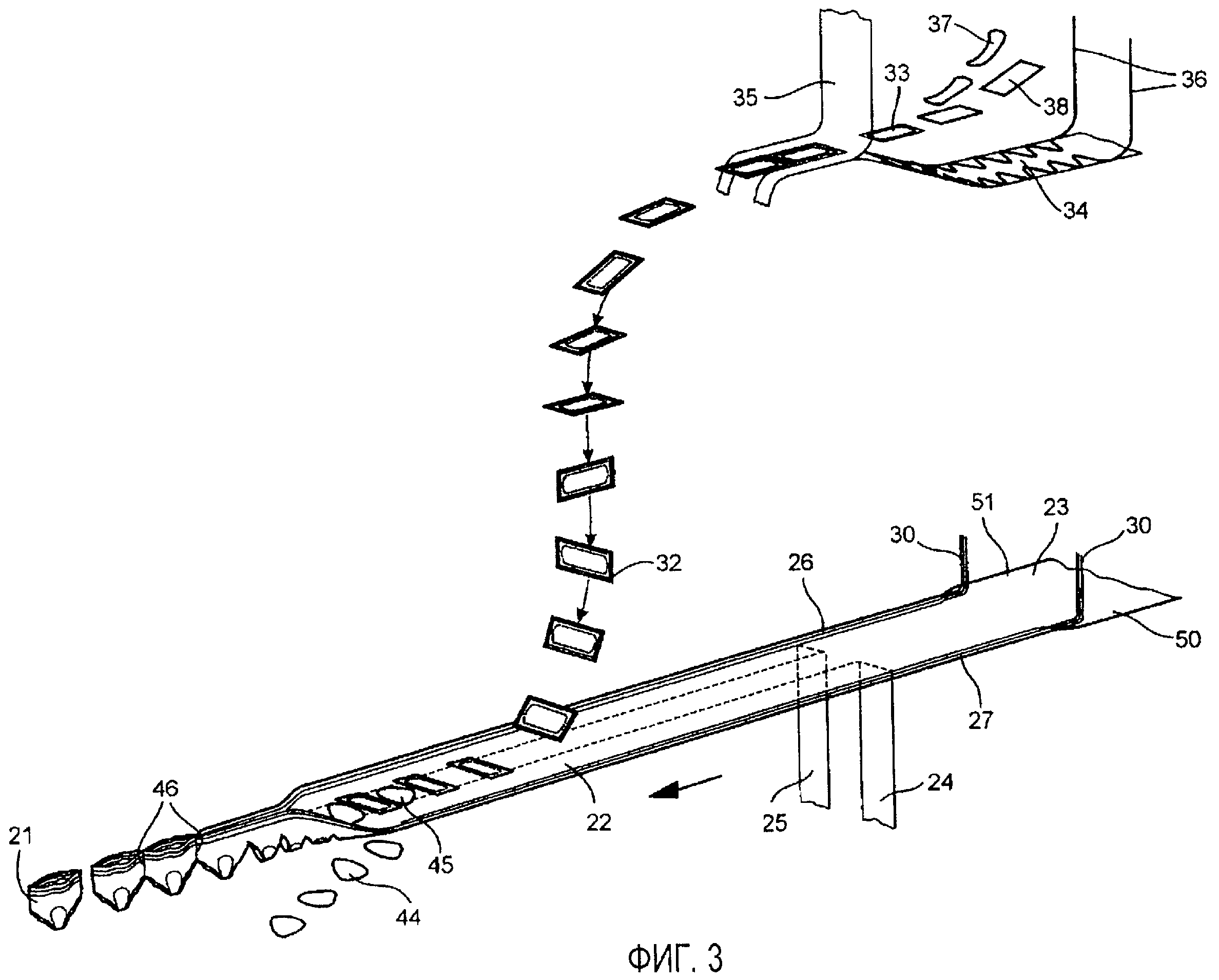
фиг.3 - схематичное изображение второго варианта осуществления способа изготовления впитывающих изделий в виде трусов в соответствии с изобретением,
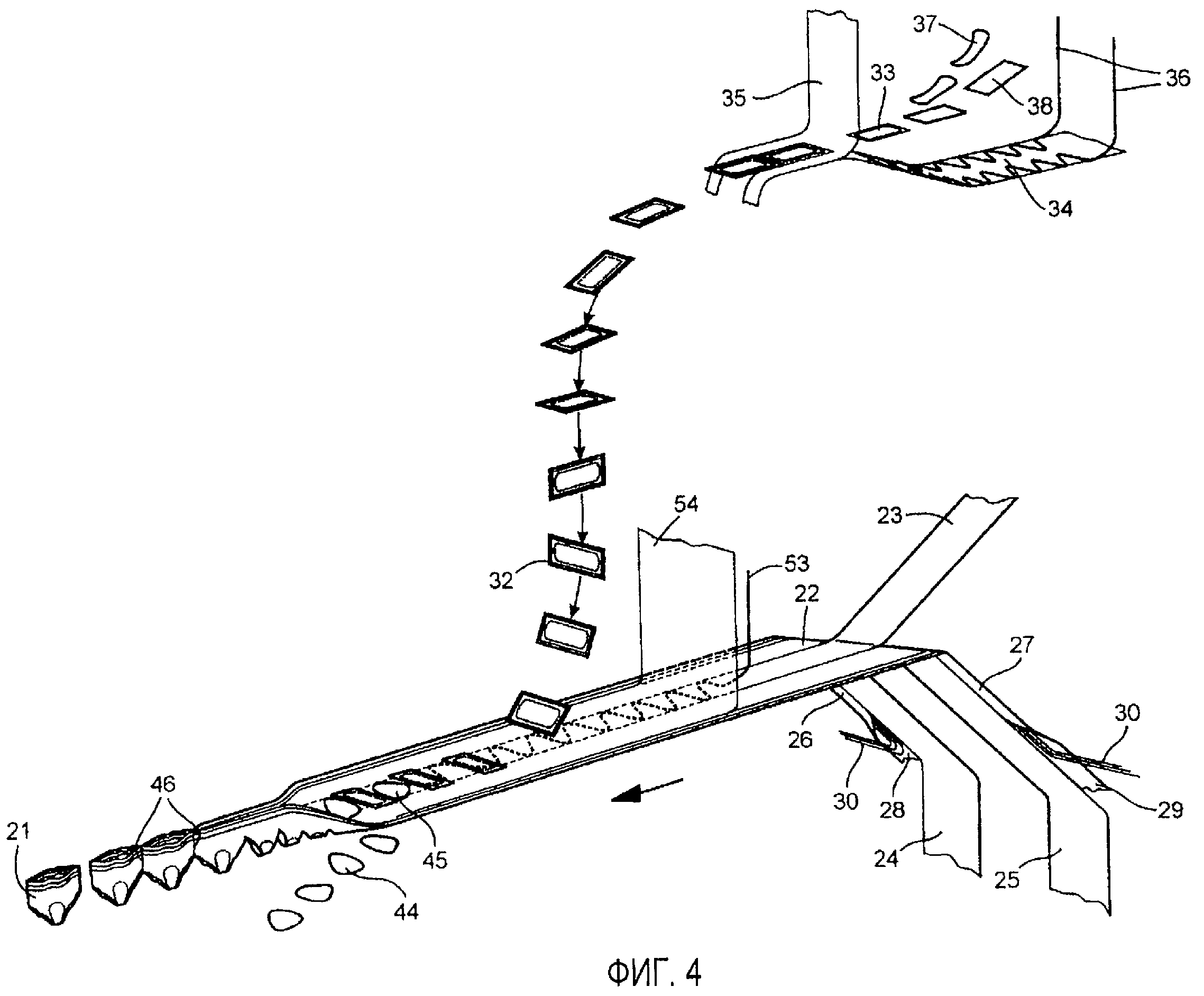
фиг.4 - схематичное изображение третьего варианта осуществления способа изготовления впитывающих изделий в виде трусов в соответствии с изобретением,
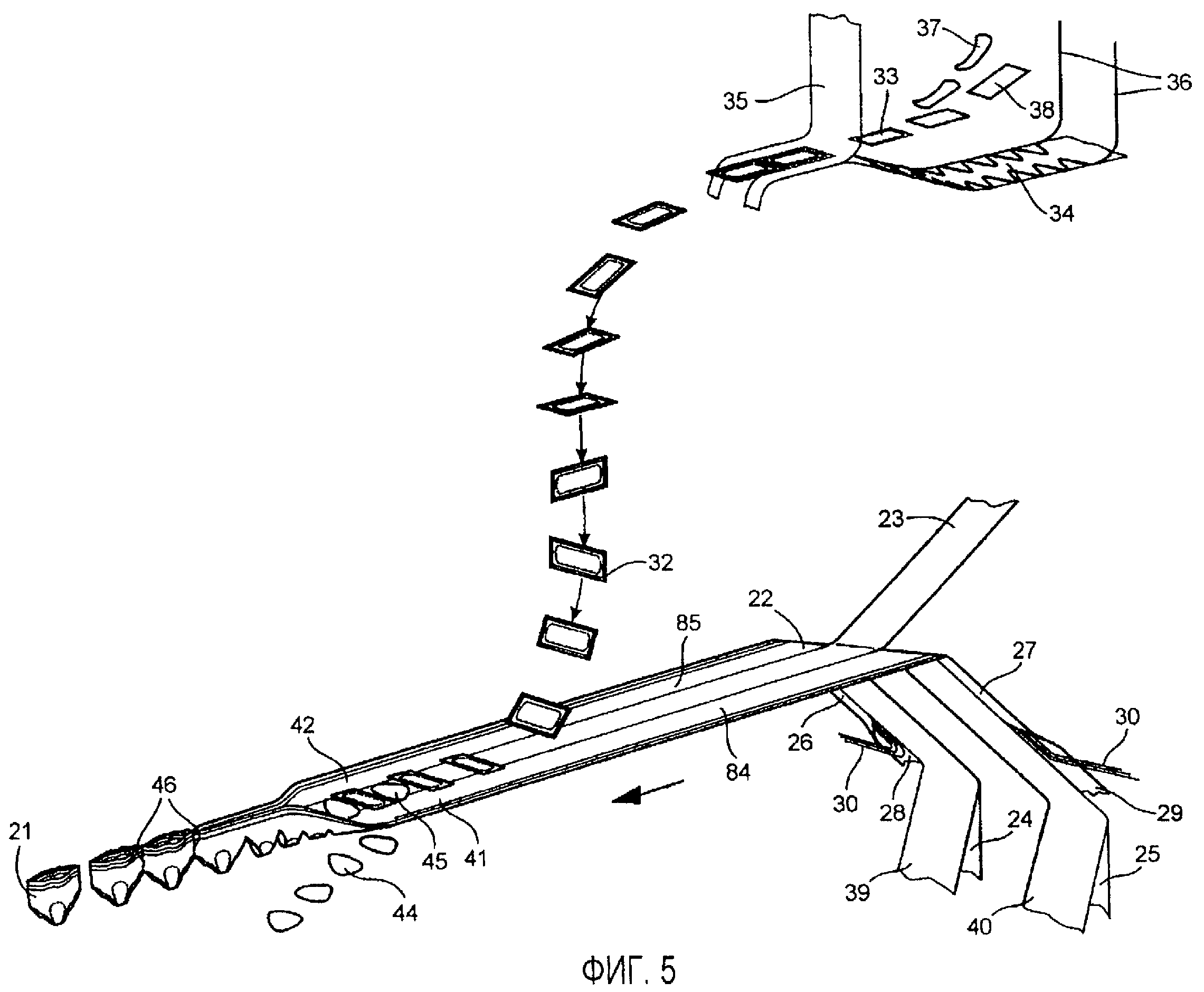
фиг.5 - схематичное изображение четвертого варианта осуществления способа изготовления впитывающих изделий в виде трусов в соответствии с изобретением,
фиг.6 - изображение подгузника в виде трусов в соответствии с изобретением, в плоском состоянии, и
фиг.7 - изображение подгузника, показанного на фиг.6, с замкнутыми боковыми соединениями.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 схематично представлен способ изготовления эластично-растяжимого двухслойного слоистого материала, который можно встраивать во впитывающее изделие в виде трусов, в соответствии с изобретением.
Нетканое полотно 1 подается с накопительного вала 2 в зазор скрепления между резиновым валом 3 и металлическим валом 4. Расплавленный эластичный пленкообразующий полимер 6 экструдируется головкой 7 в зазор, и нетканое полотно 1 и эластичная пленка формируют двухслойный слоистый материал 8, который снимается с ролика 9.
Металлический вал 4 в зазоре скрепления предпочтительно представляет собой снабженный отверстиями отсасывающий вал, так что трехмерное формование и перфорирование экструдированной эластичной пленки 6 достигается одновременно с прикреплением пленки 6 к нетканому полотну 1.
Затем двухслойный слоистый материал 8 активируют пропусканием слоистого материала между зацепляющимися зубчатыми роликами 10, 11, чтобы слоистый материал 8 испытал пошаговое вытяжение. Существует много разных методов вытяжения, описанных в EP 0714351. В зависимости от конструкции зацепляющихся зубчатых роликов, пошаговое вытяжение можно выполнять для диагонального вытяжения слоистого материала, в направлении движения в машине (MD) или в поперечном направлении (CD). Степень разрывания нетканого полотна, обусловленного пошаговым вытяжением, можно регулировать настройкой глубины зацепления зубьев или зацепляющихся элементов на зубчатых роликах. Пошаговое вытяжение высвобождает или активирует упругость эластичной пленки и обеспечивает возможность эластичного растяжения двухслойного слоистого материала 8. В слоистых материалах в соответствии с изобретением активирование обычно предусматривает обрыв или разрыв нетканого полотна, в принципе, вдоль линий деформации, параллельных CD и перпендикулярных MD.
После активирования слоистый материал 8 предпочтительно скатывают в ненатянутом состоянии на накопительный вал и дают некоторое время на релаксацию. Этап релаксации представлен разрывом A производственной линии на фиг.1. Промежуточные хранение и релаксация могут быть особенно полезными, если производительность в процессе ламинирования ниже, чем производительность в процессе формирования трусов, или когда двухслойный слоистый материал приобретают у внешнего поставщика и используют в процессе формирования трусов в соответствии с изобретением.
Активированный и предпочтительно релаксированный слоистый материал 8 в последующем вытягивают пропусканием между парой роликов 12, 13, приводимых в движение с разными скоростями. Слоистый материал 8 вытягивают в, по меньшей мере, одном направлении на 35-200% от его первоначальной невытянутой протяженности перед тем, как его вводят в процесс формирования трусов и ламинируют по полотну третьего компонента. Путем подбора и регулирования степени вытяжения можно получать выбранную упругость в трехслойном конечном слоистом материале.
На фиг.2 схематично показан способ изготовления подгузников 21 в виде трусов или других впитывающих изделий в виде трусов. В соответствии с изобретением способ содержит этап формирования базовой структуры, содержащей компонент сердцевины. Во всех показанных вариантах осуществления изобретения компонент сердцевины формируют отдельно в виде «внутренней набивки» с впитывающим внутренним заполнителем, заключенным между верхним листом и непроницаемым для жидкости листом-подложкой. Описанный подход представляется предпочтительным способом встраивания компонента сердцевины в базовую структуру, однако считается, что альтернативные варианты осуществления, использующие такие части базовой структуры, как верхний лист и/или лист-подложку, также находятся в пределах объема изобретения.
Предпочтительные варианты осуществления процесса формирования трусов в соответствии с изобретением содержат этап применения непрерывных полотен материала для формирования разных базовых участков полотна, например участка промежностной секции, участков передней и задней секций и поясного участка, и этап вытягивания полотен эластичного двухслойного слоистого материала в направлении движения в машине (MD), как показано на чертежах. Однако, как уже упоминалось, процесс формирования трусов в соответствии с изобретением может также содержать этап встраивания отдельных полотен эластичного слоистого материала и других элементов и может содержать этап вытяжения полотен двухслойного слоистого материала в поперечном направлении (CD) или в, по меньшей мере, двух направлениях.
Как показано на фиг.2, базовая структура сформирована из составного базового полотна 22, содержащего центральное нетканое базовое полотно 23, первое и второе полотна 24, 25 активированного эластичного двухслойного слоистого материала и первый и второй поясные конструктивные элементы 26, 27. Полотна 24, 25 эластичного двухслойного слоистого могут быть полотнами из слоистого материала, изготовленного по способу, показанному на фиг.1. В альтернативном варианте полотна могут быть изготовлены любым другим подходящим способом ламинирования, например склеиванием, аэродинамическим нанесением из расплава нетканого полотна на эластичную пленку, ультразвуковой сваркой или термоскреплением. Полотна слоистого материала содержат один слой эластичной пленки и один нетканый слой и активированы вышеописанными методами. Полотна 24, 25 слоистого материала соединяются с центральным нетканым базовым полотном 23, причем на фиг.2 сторона пленки обращена к наблюдателю, и нетканая сторона обращена от наблюдателя. Таким образом, нетканая сторона полотен слоистого материала будет находиться на внешней стороне конечного подгузника 21 в виде трусов.
Перед соединением полотен 24, 25 слоистого материала с центральным нетканым базовым полотном 23 полотна слоистого материала вытягиваются, по меньшей мере, в направлении движения в машине (MD) на 35-200% от их первоначальной невытянутой протяженности. Вытяжение можно выполнять пропусканием полотен между парой роликов, приводимых в движение с разными скоростями. Путем подбора и регулирования степени вытяжения можно получать выбранную упругость в конечном базовом полотне. Полотна 24, 25 слоистого материала предпочтительно вытягиваются на 35-180% от их невытянутой протяженности, более предпочтительно на 50-150% от их невытянутой протяженности и в наиболее предпочтительном варианте на 70-120% от их невытянутой протяженности. Полотна 24, 25 слоистого материала не требуется вытягивать в одинаковой степени, если желательна разная упругость на разных участках базовой структуры. Возможно также использование полотен эластичного слоистого материала, содержащих разные комбинации пленки/нетканого полотна, с разными степенями активации и т.п.
Степень вытяжения полотен 24, 25 эластичного двухслойного слоистого материала в ходе процесса формирования трусов является главным фактором при определении конечной упругости участка базового полотна 22, занятого полотнами 24, 25 двухслойного слоистого материала.
Поясные конструктивные элементы 26, 27 создаются присоединением отдельных нетканых полос 28, 29 к внешним кромкам полотен 24, 25 эластичного слоистого материала, прикреплением эластичных элементов 30 к нетканым полосам 28, 29 и отгибанием и закреплением нетканых полос 28, 29 поверх эластичных элементов 30 для создания эластичных поясов вдоль кромок базового полотна 22. В альтернативном варианте эластичные поясные конструктивные элементы можно формировать отгибанием краевого участка одного или обоих полотен 24, 25 эластичного слоистого материала. Отогнутый участок будет характеризоваться более высоким эластичным усилием, чем полотно без отгибания. По желанию, отогнутое полотно слоистого материала можно дополнить дополнительными эластичными элементами. Возможно также создание поясного конструктивного элемента на кромке одного или обоих полотен 24, 25 эластичного слоистого материала посредством прикрепления эластичных элементов к полотну и, по желанию, покрытием эластичных элементов отдельной нетканой полосой.
Компонент 32 сердцевины изготавливают отдельно от процесса формирования трусов и укладывают на базовое полотно 22.
Компонент 32 сердцевины содержит впитывающий внутренний заполнитель 33, расположенный между изолирующим жидкость слоем 34 и проницаемым для жидкости слоем 35 верхнего листа. В показанном примере компонент 32 сердцевины дополнительно содержит эластичные элементы 36, расположенные в соответствии с криволинейным рисунком на изолирующем жидкость слое 34. Показанный рисунок приведен всего лишь для примера, и для эластичных элементов 36 можно применить другие рисунки, например, в виде линейных эластичных элементов. Возможен также компонент 32 сердцевины совсем без эластичных элементов. Впитывающий внутренний заполнитель показан в виде двухкомпонентной конструкции с верхним впитывающим слоем 37 меньшего размера и нижним слоем 38 несколько большего размера. Следует понимать, что строение компонента 32 сердцевины и впитывающего внутреннего заполнителя ни в коем случае не ограничивают изобретение. Следовательно, в процессе в соответствии с изобретением можно применить любые широко используемые принципы и материалы для компонентов сердцевины.
После соединения компонента 32 сердцевины с базовым полотном 22 первое и второе нетканые полотна 39, 40 ламинируют по вытянутым первому и второму полотнам 24, 25 двухслойного слоистого материала соответственно для создания полотен 41, 42 трехслойного слоистого материала.
Чтобы исключить покрытие концевых участков компонента 32 сердцевины, нетканые полотна 39, 40 снабжены вырезами 43, расположение которых совмещено с компонентами 32 сердцевины на базовом полотне 22. Однако вырезы 43 являются необязательным конструктивным элементом и могут отсутствовать, по желанию.
В качестве альтернативы ранее описанным способам изготовления поясного конструктивного элемента на базовом полотне 22 нетканые полотна 39, 40 могут быть выполнены в такой размер, чтобы продолжаться за кромки полотен 24, 25 двухслойного слоистого материала, и продолжающиеся участки могут быть выполнены эластичными и служить для формирования поясных конструктивных элементов 26, 27 вдоль кромок составного базового полотна 23, как описано выше.
Выбор материала для первого и второго нетканых полотен сказывается на гибкости и растяжимости изготавливаемого трехслойного слоистого материала. Размер площади скрепления полотен 24, 25 эластичного слоистого материала с неткаными полотнами также влияет на гибкость и упругость трехслойного слоистого материала. Соответственно, большая площадь скрепления будет вызывать снижение упругости конечного слоистого материала, а неплотно расположенные точки скрепления будут очень слабо или пренебрежимо мало влиять на упругость.
Ламинирование нетканых полотен 39, 40 по полотнам 24, 25 слоистого материала можно выполнять нанесением или напылением, со стороны пленки, клеевого покрытия на полотна 24, 25 слоистого материала и затем пропусканием комбинированных полотен через зазор скрепления между двумя скрепляющими роликами. Клей предпочтительно является термопластичным клеем, хотя можно применять клея других типов, по желанию. В альтернативном варианте на этапе ламинирования можно применить сварку ультразвуком или термоскрепление.
Получаемый трехслойный слоистый материал 41, 42 является эластично-растяжимым и обладает избирательной упругостью, зависящей, в основном, от упругости эластичной пленки в полотнах 24, 25 двухслойного слоистого материала, степени разрывания первого нетканого полотна во время активирования полотен эластичного слоистого материала и степени вытяжения полотен 24, 25 двухслойного слоистого материала перед скреплением с неткаными полотнами 39, 40. Однако, как изложено выше, свойства нетканых полотен, касающиеся гибкости и растяжимости, и относительный размер скрепления, выполненного на втором этапе ламинирования, также влияют на упругость конечного слоистого материала 41, 42.
В подгузнике в виде трусов, когда полотна эластичного слоистого материала находятся в релаксированном состоянии, трехслойные слоистые материалы 41, 42 будут иметь ровную поверхность снаружи подгузника и неровную, несколько сморщенную поверхность с внутренней стороны, где наложены нетканые слои 39, 40. Данное состояние обусловлено скреплением тканых слоев 39, 40 с полотнами 24, 25 двухслойного слоистого материала, когда полотна двухслойного слоистого материала находились в эластично-растянутом состоянии. Непошагово растянутые нетканые полотна обеспечивают подкрепление слоистого материала, придают слоистому материалу сопротивляемость прокалыванию и делают возможным воздействие на слоистый материал усилиями натяжения и растяжения, имеющими место при надевании и снятии изделия в виде трусов, без разрыва или прорыва.
Кроме того, при выборе нетканых материалов, обладающих термопластическими свойствами, для нетканых материалов в полотнах двухслойного слоистого материала и/или для нетканых полотен, подаваемых в процесс формирования трусов, полотна можно присоединять к другим компонентам методами термоскрепления и ультразвуковой сварки. Например, возможно, было бы полезно, если бы, по меньшей мере, один из нетканых слоев в трехслойном слоистом материале был по существу или полностью выполнен из термопластических волокон, предпочтительно, полипропиленовых волокон. Затем нетканый слой можно использовать для формирования боковых соединений с высокой прочностью на растяжение. Поскольку термоскрепления, применяемые в боковых соединениях, обычно проходят внутрь свариваемых материалов, ориентация слоистого материала относительно нетканых слоев обычно не важна для получения термоскрепленного соединения, пока, по меньшей мере, один из слоев выполнен преимущественно из термопластических волокон или комбинация из двух слоев содержит достаточно термопластического материала, чтобы обеспечить достаточную прочность сцепления. Боковые соединения предпочтительно являются разрывающимися боковыми соединения, т.е. сварными швами, которые можно отделять или отрывать, когда подгузник в виде трусов снимают.
Способ, показанный на фиг.2, не содержит применения ножных эластичных элементов. Однако, разумеется, применение ножного эластичного элемента возможно, если подгузнику в виде трусов потребуется придать дополнительные эластичные свойства вблизи отверстий для ног. Ножные эластичные элементы можно применять любым известным способом и с использованием любых известных эластичных элементов. Один пример подходящего способа расположения ножных эластичных элементов описан в WO 2004/078083.
После последнего этапа ламинирования из базового полотна 22 вырезают участок 44 между компонентами 32 сердцевины для создания отверстий 45 для ног. Затем базовое полотно и встроенные компоненты 32 сердцевины складывают по центральной оси, и половинки полотна соединяют боковыми швами 46 между компонентами сердцевины. И, наконец, отдельные подгузники 21 в виде трусов вырезают из произведенного полотна.
На фиг.2 изображен способ, в котором компоненты сердцевины присоединяются к базовому полотну перед ламинированием неткаными полотнами 39, 40. Однако в альтернативном способе компоненты 32 сердцевины можно присоединять к базовому полотну после этапа ламинирования, т.е. когда базовое полотно уже полностью собрано. В данном варианте осуществления обычно не обязательно располагать вырезы в зонах перекрытия компонентов сердцевины и полотен 24, 25 двухслойного слоистого материала.
Фиг.2 дает очень схематичное представление о способе в соответствии с изобретением. Однако все отдельные этапы, например, скрепление, вырезание, складывание и т.п., общеизвестны в технике и описаны в литературе.
В способе, показанном на фиг.3, центральное нетканое базовое полотно 23 продолжается в поперечном направлении (CD) по всей ширине базового полотна 22. Поясные конструктивные элементы 26, 27 формируются в центральном нетканом базовом полотне 23 посредством прикрепления эластичных элементов 30 на участках 50, 51 кромок базового полотна и складывания и закрепления участков 50, 51 кромок поверх эластичных элементов. Направление складывания участков 50, 51 кромок не имеет особого значения в изобретении. Однако обычно предпочитают, чтобы участки 50, 51 кромок складывались в направлении, показанном на фиг.3, поскольку тогда свободные кромки сложенных участков 50, 51 кромок будут находиться с внутренней стороны получаемого изделия 21 в виде трусов, и наружная сторона изделия 21 в виде трусов будет иметь более ровный и более подогнанный внешний вид.
Первое и второе полотна 24, 25 активированного эластичного двухслойного слоистого материала соединяются с центральным нетканым базовым полотном 23, причем нетканая сторона обращена от центрального нетканого базового полотна, и сторона пленки обращена к центральному нетканому базовому полотну 23, так что слой эластичной пленки проложен между неткаными слоями. Полотна 24, 25 эластичного двухслойного слоистого материала располагаются вдоль кромок базового полотна 23, в направлении внутрь от эластичных поясных конструктивных элементов, и оставляют центральный участок центрального нетканого базового полотна 23 свободным от полотен 24, 25 слоистого материала. В альтернативном варианте осуществления полотна эластичного двухслойного слоистого материала могут применяться в виде одного полотна, не имеющего центрального зазора. Данный вариант осуществления дает изделие в виде трусов, содержащее эластичный трехслойный слоистый материал, покрывающий участок промежностной секции базового полотна, а также участки задней и передней секций базового полотна.
При наложении, как показано на фиг.3, полотна 24, 25 слоистого материала будут заканчиваться с наружной стороны конечного изделия 21 в виде трусов. Однако, разумеется, полотна слоистого материала можно расположить на внутренней стороне базового полотна 23, чтобы базовое полотно формировало непрерывную внешнюю поверхность на конечном изделии 21 в виде трусов.
Подобно тому, как в способе, представленном на фиг.2, полотна 24, 25 слоистого материала вытягиваются перед ламинированием по центральному нетканому базовому полотну 23, полотна слоистого материала вытягиваются, по меньшей мере, в направлении движения в машине (MD) на 35-200% от их первоначальной невытянутой протяженности, предпочтительно на 35-180% от их невытянутой протяженности, более предпочтительно на 50-150% от их невытянутой протяженности и в наиболее предпочтительном варианте на 70-120% от их невытянутой протяженности. Подобно тому, как в варианте осуществления на фиг.2 полотна 24, 25 слоистого материала не требуется вытягивать в одинаковой степени, если желательна разная упругость на разных участках базовой структуры, аналогично возможно использование полотен слоистого материала, содержащих разные составы и с разными степенями активации.
Компоненты 32 сердцевины укладывают на собранное базовое полотно 22, выполняют вырезы 45 для ног, складывают произведенное полотно, формируют боковые сшивки 46, и отдельные подгузники 21 в виде трусов отделяют от произведенного полотна таким же образом, как в процессе, показанном на фиг.2.
Порядок этапов изготовления не обязательно должен быть таким, который показан на фиг.3. Соответственно, полотна 24, 25 вытянутого активированного эластичного двухслойного слоистого материала можно ламинировать по центральному нетканому полотну 23 перед формированием поясных конструктивных элементов 26, 27. Аналогично, компоненты 32 сердцевины можно соединять с базовым полотном 22 перед наложением полотен 24, 25 двухслойного слоистого материала. Однако в данном варианте осуществления, возможно, было бы желательно вырезать любые участки полотен 24, 25 двухслойного слоистого материала, которые иначе перекрывали бы компоненты сердцевины. Аналогично способу, показанному на фиг.2, при желании можно добавить ножные эластичные элементы.
Дополнительный способ в соответствии с изобретением представлен на фиг.4.
Аналогично способу, представленному на фиг.2, способ, представленный на фиг.4, содержит этап формирования базовой структуры из базового полотна 22, содержащего центральное нетканое базовое полотно 23, первое и второе полотна 24, 25 активированного эластичного двухслойного слоистого материала и первый и второй поясные конструктивные элементы 26, 27. Полотна 24, 25 слоистого материала соединяются с центральным нетканым базовым полотном 23, причем на фиг.4 сторона пленки обращена к наблюдателю, и нетканая сторона обращена от наблюдателя, так что нетканая сторона полотен слоистого материала будет находиться на внешней стороне конечного подгузника 21 в виде трусов.
Перед соединением полотен 24, 25 слоистого материала с центральным нетканым базовым полотном 23 полотна слоистого материала вытягиваются, как пояснялось выше, по меньшей мере, в направлении движения в машине (MD) на 35-200% от их первоначальной невытянутой протяженности, предпочтительно вытягиваются на 35-180% от их невытянутой протяженности, более предпочтительно на 50-150% от их невытянутой протяженности и в наиболее предпочтительном варианте на 70-120% от их невытянутой протяженности. Для полотен 24, 25 слоистого материала можно использовать разные степени вытяжения, при желании, и полотна могут характеризоваться разными составами, разными степенями активации и т.п.
Поясные конструктивные элементы 26, 27 создаются присоединением отдельных нетканых полос 28, 29 к внешним кромкам полотен 24, 25 эластичного слоистого материала, прикреплением эластичных элементов 30 к нетканым полосам 28, 29 и отгибанием и закреплением нетканых полос 28, 29 поверх эластичных элементов 30 для создания непрерывных эластичных поясов вдоль всех кромок базового полотна 22. В альтернативном варианте эластичные поясные конструктивные элементы можно формировать отгибанием краевого участка одного или обоих полотен 24, 25 эластичного слоистого материала, как показано на фиг.3, по желанию, с дополнением дополнительными эластичными элементами. Возможно также создание поясного конструктивного элемента на кромке одного или обоих полотен 24, 25 эластичного слоистого материала посредством прикрепления эластичных элементов к полотну и, по желанию, покрытием эластичных элементов отдельной нетканой полосой. Дополнительный вариант заключается в создании эластичного поясного конструктивного элемента прикреплением эластичных элементов 30 вдоль кромок эластичного полотна и покрытием поясного эластичного элемента дополнительным эластичным или неэластичным нетканым полотном 54. Эластичные поясные конструктивные элементы, пригодные для использования в процессе формирования трусов, в соответствии с изобретением, описаны в документе PCT/SE2005/000309.
Ножные эластичные элементы 53 наложены на базовое полотно 22 с рисунком в виде синусоидальной кривой. Ножной эластичный элемент может быть любым традиционно применявшимся эластичным элементом, например, по меньшей мере, одной эластичной нитью, лентой и т.п. Разумеется, для создания ножного эластичного элемента 53 можно использовать дополнительные эластичные элементы и накладывать эластичные элементы по рисункам, отличающимся от рисунка, представленного в настоящем описании. Один подходящий способ расположения ножного эластичного элемента на базовом полотне описан в WO 2004/078083.
Компонент 32 сердцевины изготавливают отдельно от процесса формирования трусов, как описано в связи с фиг.2, и укладывают на базовое полотно 22 после наложения ножного эластичного компонента 53.
Перед присоединением компонента 32 сердцевины к базовому полотну 22 неэластичное или эластичное нетканое полотно 54 ламинируют по всей ширине базового полотна 22 между поясными эластичными конструктивными элементами 26-27.
Аналогично тому, как в варианте осуществления на фиг.2, компонент 32 сердцевины содержит впитывающий внутренний заполнитель 33, расположенный между изолирующим жидкость слоем 34 и проницаемым для жидкости слоем 35 верхнего листа.
Нетканое полотно 54 накладывают так, чтобы покрыть центральное нетканое базовое полотно 23, ножной эластичный элемент 53 и полотна 24, 25 двухслойного слоистого материала, которые соединяются с центральным нетканым базовым полотном 23.
Следовательно, нетканое полотно 54 будет обеспечивать закрепление и покрытие ножных эластичных элементов в то же самое время, как полотна 24, 25 двухслойного слоистого материала снабжаются подкреплением.
Дополнительный вариант осуществления способа, в соответствии с изобретением, показан на фиг.5. Способ, показанный на фиг.5, аналогичен способу, показанному на фиг.2, но содержит этап наложения нетканых полотен 39, 40 на полотна 24, 25 вытянутого и активированного двухслойного слоистого материала перед соединением изготовленных таким образом полотен 84, 85 эластичного трехслойного слоистого материала с центральным нетканым базовым полотном 23. В качестве альтернативы варианта осуществления, показанного на фиг.5, полотна 84, 85 трехслойного слоистого материала можно изготавливать ламинированием полотна активированного вытянутого двухслойного слоистого материала нетканым полотном и последующим разделением полученного таким образом трехслойного слоистого материала на два полотна перед соединением двух полотен с центральным нетканым базовым полотном.
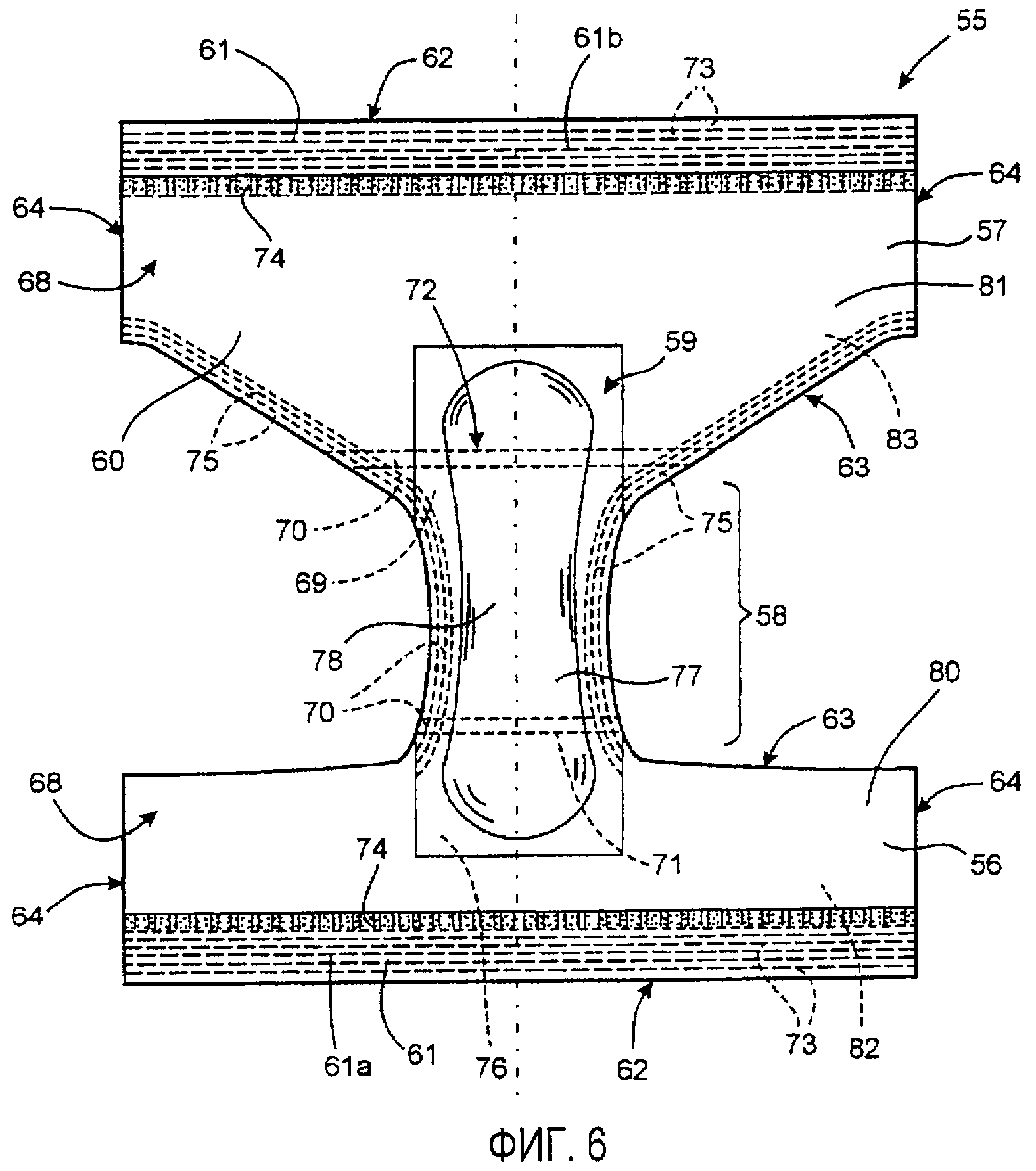
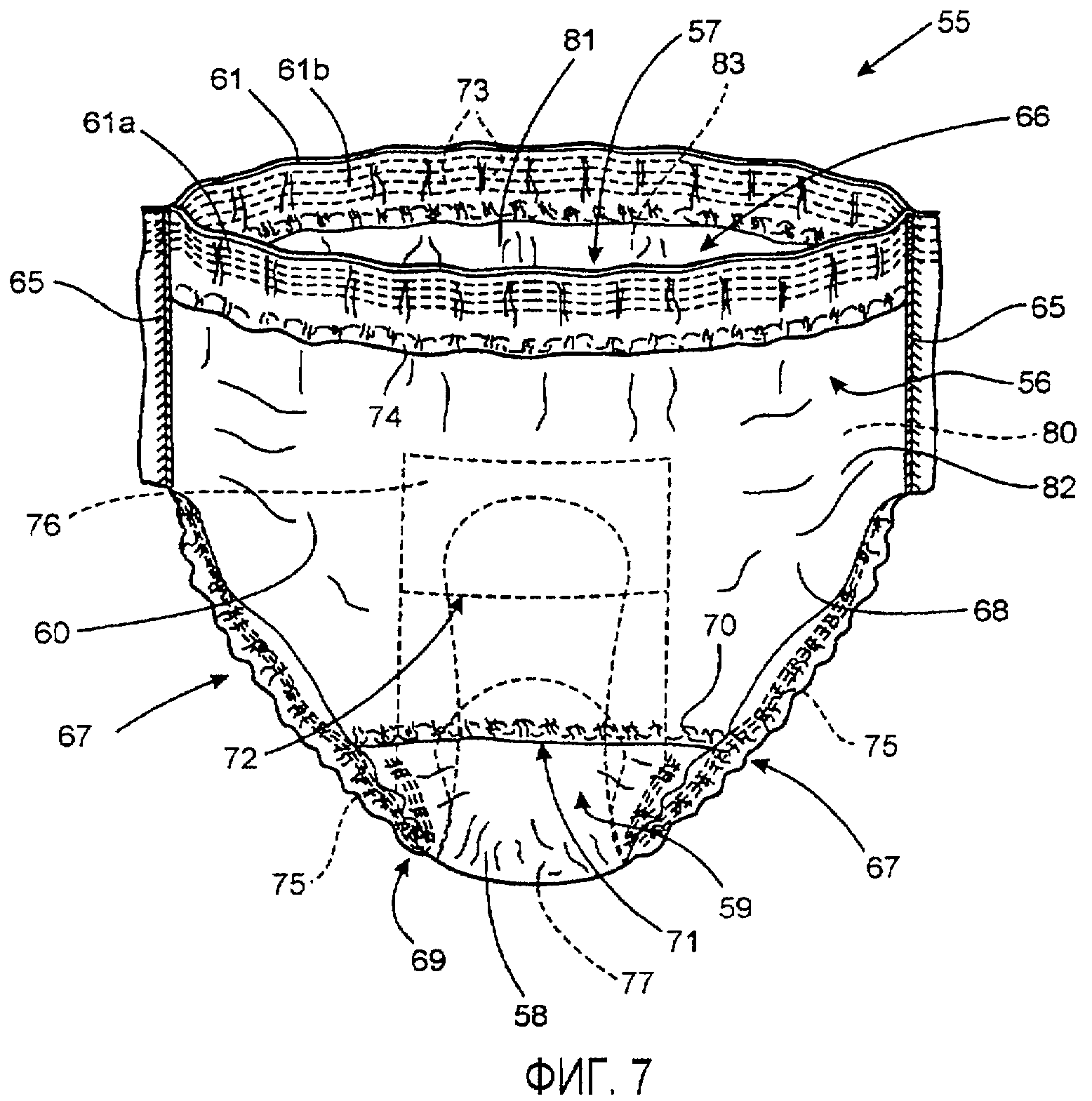
Подгузник 55 в виде трусов, показанный на фиг.6 и 7, предназначен для вмещения нижней части туловища носителя подобно обычному нательному белью. На фиг.6 подгузник 55 показан изнутри, т.е. со стороны, обращенной к носителю, когда изделие надето, и на фиг.7 подгузник показан снаружи или обращенной к одежде стороной, которая является стороной, которая обращена от носителя, когда подгузник надет.
Подгузник имеет переднюю секцию 56, заднюю секцию 57 и промежностную секцию 58, продолжающуюся между передней и задней секциями 56, 57 и имеющуюся относительно узкую ширину по сравнению с передней и задней секциями 56, 57. Передняя и задняя секции 56, 57 расположены так, чтобы закрывать бедра носителя и продолжаться по животу и спине носителя для охвата нижней части туловища носителя.
Подгузник 55 дополнительно содержит внутреннюю область 59, продолжающуюся от промежностной секции 58 в переднюю секцию 56 и заднюю секцию 57. Передняя и задняя секции 56, 57 формируют часть базовой структуры 60, которая продолжается на обращенной к одежде стороне подгузника 55 и покрывает и окружает внутреннюю область 59. Базовая структура 60 содержит переднюю секцию 56, заднюю секцию 57, промежностную секцию 58 и эластичную поясную ленту 61, прикрепленную к передней и задней секциям 56, 57. Каждая из передней и задней секций 56, 57 содержит поясную кромку 62, кромку 63 промежностной секции и пару боковых кромок 64 соответственно.
Термин «секция» в настоящем описании служит для обозначения функциональной части базовой структуры подгузника, а термины «область» и «участок» служат для обозначения местоположения конкретного конструктивного элемента подгузника в базовой структуре или для описания заданного положения конкретной частью подгузника относительно тела пользователя. Секция может быть отдельным компонентом или неотделимой частью базовой структуры. Область или участок могут иметь протяженность, полностью или частично охватывающую, по меньшей мере, одну секцию.
Когда компоненты присоединены, прикреплены или зафиксированы один к другому, они являются отдельными частями, которые скреплены любым подходящим средством, например склеиванием, шитьем или ультразвуковой сваркой или термосваркой. Термин «соединенный» охватывает также разделимые (размыкаемые) соединения, например разделимые боковые соединения и соединения, допускающие повторное замыкание, например соединения на липучке, ленточные склейки, допускающие повторно замыкание, застежки и т.п. Компоненты, которые расположены один на другом, не обязательно должны скрепляться, хотя в контексте настоящего описания термин «расположенный» широко применяется также для обозначения скрепленных компонентов.
Передняя и задняя секции 56, 57 соединяются между собой по их боковым кромкам 64 термоскреплением, ультразвуковой сваркой, клеевыми строчками или чем-то похожим для формирования боковых швов 65, как показано на фиг.7. Эластичная поясная лента 61 состоит из передней поясной секции 61a и задней поясной секции 61b, которые прикреплены к передней секции 56 и задней секции 57 соответственно. Передняя и задняя поясные секции 61a, 61b также соединяются между собой по боковым швам 65. При соединении передней и задней секций 56, 57 и поясных секций 61a, 61b, подгузник 55 в виде трусов снабжается отверстием 66 для талии и парой отверстий 67 для ног.
На фиг.6 подгузник 55 показан в плоском состоянии, в котором любые эластичные компоненты, которые прикреплены базовой структурой 60 с растягивающим напряжением, вытянуты до полных нерастянутых размеров базовой структуры 60. На фиг.7 изображен подгузник 55 в виде трусов в том виде, в котором сформированы боковые швы 65, и растянутые эластичные элементы получили возможность релаксировать и собрать материал базовой структуры для формирования сделанных эластичными отверстий 67, 66 для ног и пояса.
Передняя и задняя секции 56, 57 состоят из эластичного слоистого материала 68, содержащего двухслойный слоистый материал из пленки/нетканого полотна, который активирован и вытянут на 35-200%, предпочтительно на 35-180% и в наиболее предпочтительном варианте на 70-120% в, по меньшей мере, одном направлении и затем ламинирован по неэластичному базовому компоненту в виде нетканого слоя, который расположен на внутренней стороне подгузника. Передняя и задняя секции 56, 57 предпочтительно являются эластично-растяжимыми, по меньшей мере, в одном направлении поясных кромок 62, но могут быть также эластично-растяжимыми в направлении, перпендикулярном поясным кромкам 62, в направлении боковых кромок 64. Следовательно, каждая из передней и задней секций 56, 57 содержит активированное вытянутое полотно 82, 83 двухслойного эластичного слоистого материала и неэластичное или эластичное нетканое полотно 80, 81. Двухслойный слоистый материал и нетканое полотно ламинируют в одно целое так, что слой эластичной пленки двухслойного слоистого материала расположен между слоями нетканых полотен. Слои 80, 81 нетканых полотен ламинированы по полотнам 82, 83 двухслойного слоистого материала после активирования полотен двухслойного слоистого материала. Следовательно, слои нетканых полотен не подвергались пошаговому вытяжению и сохраняют свою первоначальную цельность, что обеспечивает подкрепление активированного слоистого материала.
Промежностная секция 58 сформирована из нетканого материала 69 промежностной секции, который соединен с передней и задней секциями 56, 57 по промежностным швам 70. Следовательно, материал 69 промежностной секции, который предпочтительно является неэластичным материалом, например неэластичным нетканым материалом, расположен во внутренней области 59 изделия и немного перекрывается с эластичными передней и задней секциями 56, 57. Материал 69 промежностной секции соединен по его поперечным кромкам 71, 72 с передней и задней секциями 56, 57 на перекрывающихся участках. Соединение можно выполнять любым подходящим способом, например ультразвуковой сваркой, клеем или аналогичным способом. В альтернативных вариантах осуществления изобретения внешний нетканый материал может продолжаться непрерывно по передней и задней секциям 56, 57 и промежностной секции 58, и поэтому между секциями 58, 56, 57 не требуется никаких швов или соединений.
В показанном примере эластичная поясная лента 61 содержит первый и второй слои, по существу, неэластичного нетканого материала, которому придана упругость посредством, по меньшей мере, одного удлиненного эластичного элемента 73, например эластичных нитей или лент. Первый и второй слои могут быть сформированы из одного слоя материала, который сложен с перегибом, или могут быть выполнены из двух отдельных полос материала. Эластичные элементы 73 расположены в поясной ленте 61 в растянутом состоянии, чтобы они сжимали и собирали нетканый материал в поясной ленте 61, когда получают возможность релаксировать, как показано на фиг.7.
Эластичная поясная лента 61 крепится к передней и задней секциям 56, 57, при этом эластичные элементы 73 находятся в растянутом состоянии, и материал в передней и задней секциях проложен между неткаными слоями в поясной ленте. В альтернативном варианте эластичная поясная лента 61 может представлять собой компонент, который изготавливается предварительно и присоединяется с внешней стороны или внутренней стороны передней и задней секций 56, 57 соответственно. Соединение 74 поясной ленты между поясной лентой 61 и передней и задней секциями 56, 57 можно выполнить любым подходящим способом, например ультразвуковой сваркой, термосваркой или склеиванием. Дополнительный вариант состоит в создании поясной ленты 61 из, по меньшей мере, одного неэластичного нетканого слоя, который является также частью передней и задней секций 56, 57 и формирует непрерывное их продолжение. Предполагается также возможность формирования эластичного поясного конструктивного элемента путем складывания вдвое участков вдоль поясных кромок 62 эластичных передней и задней секций 56, 57 и, по желанию, подкрепления сложенных участков дополнительными эластичными элементами.
Эластичные элементы 75 расположены также по кромкам отверстий 67 для ног и служат для придания упругости отверстиям для ног. Эластичные элементы около отверстий для ног могут быть традиционными эластичными элементами любого типа, например эластичными нитями, лентами, полосками пенорезины или чем-то подобным.
Плоская протяженность внутренней области 59 задается непроницаемым для жидкости барьерным листом 76, расположенным между впитывающей сердцевиной 77 и базовой структурой 60. Непроницаемый для жидкости барьерный лист 76 имеет прямоугольную форму, и впитывающая сердцевина 77 выполнена в виде песочных часов. Проницаемый для жидкости верхний лист 78 расположен поверх сердцевины 77 и непроницаемого для жидкости барьерного листа 76. Следовательно, непроницаемый для жидкости барьерный лист 76 находится под впитывающей сердцевиной 77 и смежными зонами непосредственно снаружи впитывающей сердцевины 77.
Проницаемый для жидкости верхний лист 78 может состоять из любого материала, известного своим предназначением для этой цели, например из слоя нетканого материала, перфорированной пластиковой пленки, сеточного материала, очеса или чего-то подобного. Разумеется, верхний лист 78 может также состоять из слоистого материала из, по меньшей мере, двух листов из одинакового или разного материала.
Непроницаемый для жидкости барьерный лист 76 может состоять из непроницаемой для жидкости пластиковой пленки, нетканого листа, который покрыт листом изолирующего жидкость материала или какого-то другого гибкого материала, который обладает способностью препятствовать прониканию жидкости. Однако, возможно, было бы полезно, если бы непроницаемый для жидкости барьерный лист 76 обладал некоторой дышащей способностью, т.е. допускал прохождение водяного пара сквозь лист 76.
Впитывающая сердцевина 77 может быть изготовлена из впитывающего материала, например пушистой целлюлозной массы, ткани, впитывающего пеноматериала и т.п. Возможно также, чтобы впитывающая сердцевина содержала суперпоглотители, т.е. полимерные материалы, которые способны впитывать жидкость организма в количестве, во много раз превосходящем их собственную массу, и формировать гидрогель. Подобные суперпоглотители обычно присутствуют в виде частиц, но в наличии имеются также волокна, чешуйки, гранулы и пленки. Кроме того, впитывающая сердцевина 77 может содержать невпитывающие компоненты, например элементы жесткости, формообразующие элементы, связующие и т.п. В сердцевину можно также включать вмещающие жидкость пористые структуры разных видов, например волокнистые тампоны, пеноматериал с открытыми порами или что-то подобное.
Верхний лист 78, барьерный лист 76 и впитывающую сердцевину 77 можно изготавливать в виде отдельного компонента или «внутренней набивки», которую в дальнейшем встраивают в базовую структуру подгузника, как показано на фиг.2-5. Различные компоненты, содержащиеся во внутренней набивке, можно соединять между собой традиционным способом, например склеиванием, ультразвуковой сваркой или термосваркой. Внутренняя набивка может, разумеется, содержать дополнительные компоненты в дополнение к описанным в настоящей заявке, например, внутренняя набивка может содержать несущий жидкость лист, эластичные элементы, элементы стабилизации формы, формообразующие элементы или что-то подобное.
В варианте осуществления, показанном на фиг.6 и 7, внутренняя набивка объединяется с базовой структурой после того, как базовая структура полностью собрана. В альтернативном варианте внутреннюю набивку можно накладывать на базовую структуру перед ламинированием нетканых полотен 80, 81 по полотнам эластичного двухслойного слоистого материала в передней и задней секциях 56, 57. Возможно, тогда было бы желательно снабдить нетканые полотна 80, 81 вырезами, расположенными в тех зонах нетканых полотен 80, 81, которые иначе перекрывали бы впитывающую сердцевину 77.
Нетканый материал 69 в промежностной секции 58 расположен на обращенной к одежде стороне непроницаемого для жидкости барьерного листа 76. Внутренняя область 59 продолжается в переднюю и заднюю секции 56, 57, так что эластичный слоистый материал 68 в данных секциях перекрывается непроницаемым для жидкости барьерным листом 76 на внешних частях внутренней области 59, как показано на фиг.3. Эластичный слоистый материал 68 расположен на обращенной к одежде стороне непроницаемого для жидкости барьерного листа 76.
Как показано на фиг.6 и 7, переднюю и заднюю секции 56, 57 подгузника 55 в виде трусов формирует предпочтительно эластичный трехслойный слоистый материал 68, содержащий активированный вытянутый эластичный двухслойный слоистый материал из пленки/нетканого полотна и неэластичный неактивированный нетканый слой. Однако из эластичного трехслойного слоистого материала 68 можно изготавливать только части соответствующих передней и задней секций 56, 57. В подобных вариантах осуществления, по меньшей мере, 20%, предпочтительно, по меньшей мере, 25%, предпочтительнее, по меньшей мере, 30% и в наиболее предпочтительном варианте, по меньшей мере, 40% суммарной площади поверхности базовой структуры, показанной в плоском состоянии на фиг.6, образовано эластичным трехслойным слоистым материалом, получаемым в результате процесса формирования трусов, в соответствии с изобретением. Например, эластичный слоистый материал можно применять только в таких частях передней и задней секций 56, 57, которые предназначены для расположения на бедрах носителя и, следовательно, образуют эластичные боковые секции. Возможно также создание конструкции изделия в виде трусов без какого-либо взаимного наложения внутренней области 59 и эластичного слоистого материала в передней и задней секциях 56, 57.
Трехслойный слоистый материал 68 в передней и задней секциях 56, 57 расположен так, что нетканое полотно двухслойного слоистого материала находится на внешней стороне подгузника, и дополнительное нетканое полотно находится внутри подгузника. Данная конструкция предполагает, что подгузник в релаксированном состоянии будет иметь ровную внешнюю сторону и немного сморщенную или микроскладчатую внутреннюю сторону. При желании, ориентацию трехслойного слоистого материала можно изменить на обратную так, чтобы ровная сторона находилась с внутренней стороны подгузника, и сморщенная сторона находилась с внешней стороны.
В варианте осуществления с дополнительным нетканым материалом, расположенным с внешней стороны, нетканый материал может быть в виде одного полотна, продолжающегося вдоль всего расстояния между поясными лентами 61 и, следовательно, составляющего сплошной бесшовный внешний покров подгузника. Кроме того, при использовании непрерывного внешнего покровного полотна необязательно наложение отдельного нетканого полотна 69 промежностной секции, поскольку покрывной нетканый материал будет также формировать промежностную секцию 58.
Предполагается также возможность расположения непрерывного нетканого слоя с внутренней стороны подгузника, с покрытием эластичных передней и задней секций 56, 57 и их ламинированием, и с формированием промежностной секции 58. Данный вариант осуществления выгоден тем, что дает возможность нетканому слою также покрывать и фиксировать любой ножной эластичный элемент 75, присутствующий в передней и задней секциях 56, 57.
Способы формирования трусов, описанные и представленные на фиг.2-5, следует рассматривать всего лишь как примеры способа в соответствии с изобретением. Следовательно, разные этапы способа можно выполнять в последовательности, отличающейся от описанной последовательности, как пояснялось выше. Кроме того, способ в соответствии с изобретением охватывает все варианты осуществления, в которых предварительно изготовленный, активированный эластичный двухслойный слоистый материал из пленки/нетканого материала вводят в процесс формирования трусов и встраивают как составную часть составного базового полотна. Соответственно, двухслойный слоистый материал можно применять для придания упругости любому участку составного базового полотна, например участку промежностной секции, участку передней и/или задней секции и участкам поясных секций. В процесс формирования трусов можно вводить, по меньшей мере, одно полотно двухслойного слоистого материала. Нетканое базовое полотно, которое ламинируют двухслойным эластичным слоистым материалом, может содержать участки, которым не придается упругость двухслойным эластичным слоистым материалом. Данные не получившие упругости участки нетканого базового полотна можно использовать для формирования поясного конструктивного элемента, участка неэластичной промежностной секции, неэластичных участков, совмещенных с впитывающим компонентом сердцевины и т.п.
Процесс формирования трусов может содержать применение дополнительных конструктивных элементов, например изоляционных элементов, сделанных или не сделанных эластичными, жидкого крема, дезодорирующих средств, формообразующих элементов, стабилизирующих элементов и т.п.
ОПИСАНИЕ СПОСОБОВ ИСПЫТАНИЙ
Прочность на растяжение (Справочный документ: ASTM D 882)
Способ обеспечивает измерение прочности на растяжение и относительного удлинения разных эластичных материалов. Прочность на растяжение и относительное удлинение строго определенного образца для испытаний испытывают с помощью прибора для испытаний на растяжение.
Устройство: Instron 456
Прибор для испытаний на растяжение, подключенный к компьютеру
Скорость направляющей головки: 500 мм/мин
Расстояние между зажимами: 50 мм
Подготовка образца: Испытательные образцы вырезают из всей ширины материала. Ширина образца должна быть 25,4 мм, и, по возможности, длина должна быть, по меньшей мере, на 50 мм длиннее, чем расстояние между зажимами. Важно, чтобы кромки образца были ровными и без способствующих разрушению задиров. Образцы выдерживают в течение, по меньшей мере, 4 часов при относительной влажности 50% ± 5% и температуре 23°C ± 2°C перед испытанием.
Процедура: Прибор для испытаний на растяжение калибруют в соответствии с инструкциями на устройство и выставляют на нуль. Устанавливают образец и обеспечивают, чтобы его закрепление не было косым или неровным. Выскальзывание материала исключается благодаря применению зажимов, покрытых тесьмой или аналогичным материалом. Прибор для испытаний на растяжение останавливают после того, как происходит разрыв материала (в отсутствие автоматического управления). Результаты измерений при преждевременном отказе (т.е. если образец разрушается в зажимах или поврежден во время подготовки) по возможности отбрасываются.
Прибором для испытаний на растяжение/компьютером выдаются нижеследующие результаты:
- Максимальное усилие, Н/25,4 мм
- Относительное удлинение при максимальном усилии, %
- Разрывное усилие, Н/25,4 мм
- Относительное удлинение при разрывном усилии, %
- Точка перегиба, Н/%
Испытание на упругость
Способ обеспечивает измерение характеристики поведения эластичного материала во время циклов повторяющихся нагрузок и разгрузок. Растягивают образец до предварительного заданного относительного удлинения и осуществляют циклическое перемещение между 0 и упомянутым предварительно заданным относительным удлинением. Требующиеся усилия нагрузки и разгрузки записывают. Измеряют продолжающее существовать, т.е. остаточное, относительное удлинение релаксированного материала.
Применяют прибор для испытаний на растяжение, Lloyd LRX, способный производить циклические перемещения и оборудованный принтером/плоттером или средством представления в программном обеспечении. Образец подготавливают вырезанием его в ширину 25 мм и длину, которая предпочтительно на 20 мм больше, чем расстояние между зажимами в приборе для испытаний на растяжение.
Прибор для испытаний на растяжение калибруют в соответствии с инструкциями на устройство. Параметры, необходимые для испытания (усилия нагрузки и разгрузки), настраивают согласно следующим указаниям:
Скорость направляющей головки: 500 мм/мин
Расстояние между зажимами: 50 мм
Предварительная нагрузка: 0,05 Н
Образец помещают в зажимы в соответствии с разметкой и убеждаются, что образец I отцентрирован и закреплен в зажимах перпендикулярно. Запускают прибор для испытаний на растяжение и выполняют три цикла между 0 и предварительно заданным относительным удлинением, соответствующим максимальной заданной 1-й нагрузке. Перед последним циклом образцу дают релаксироваться в течение 1 минуты, затем измеряют остаточное относительное удлинение при растяжении образца, пока не определяют усилие 0,1 Н, и считывают относительное удлинение.
Эластичный материал определяют как материал, обладающий, после релаксации, остаточным удлинением меньше чем 10%, после того как материал испытал относительное удлинение 30% во время вышеописанного испытания. Относительное удлинение 30% означает удлинение до длины, которая на 30% больше чем исходная длина образца.
Неэластичный материал характеризуется остаточным относительным удлинением после релаксации больше чем 10%, после того как материал испытал относительное удлинение 30%.
Сопротивление проколу
Сопротивление проколу измеряют в соответствии с ASTM D3763-02. По результатам ударных испытаний на пенетрацию настоящий способ выдает данные зависимости нагрузки от смещения. Вычисляют максимальную нагрузку для каждого образца.
ПРИМЕРЫ
Прочность при растяжении в направлении движения в машине (MD) и в поперечном направлении (CD) измеряли для трех образцов.
Образец A является традиционным активированным трехслойным слоистым материалом, содержащим внутреннюю, снабженную отверстиями трехслойную эластомерную пленку из PE-SEBS-PE (полиэтилена-стирол/этилен/бутилен/стирольного сополимера-полиэтилена), с основной массой 36 г/м2 и двумя внешними слоями материала из расплава, PP (полипропилена), каждый с основной массой 22 г/м2. Слоистый материал изготовлен наложением одного слоя из расплава на пленку, пока пленка находилась в липком состоянии, и другой слой из расплава ламинировали приклеиванием по слою пленки с использованием, например, самоклеящегося клея-расплава (с расходом клея 3 г/м2). Слоистый материал подвергали пошаговому вытяжению, при этом неэластичные слои из расплава вытягивали до относительного удлинения ниже относительного удлинения при максимальной нагрузке, чтобы сохранить некоторую прочность в слоях из расплава.
Основные массы слоев в слоистом материале являются основными массами после активации. Основные массы отдельных слоев перед активацией составляли: слой внутренней пленки - 40 г/м2, каждый из внешних слоев из расплава - 25 г/м2 и слой клея - 3 г/м2.
Образец B является трехслойным слоистым материалом, содержащим первый активированный двухслойный слоистый материал, содержащий нетканый полипропиленовый (PP) слой из расплава с основной массой 22 г/м2 и снабженную отверстиями трехслойную эластомерную пленку PE-SEBS-PE с основной массой 36 г/м2, которая дополнительно ламинирована, при вытяжении на 70%, нетканым слоем из расплава, имеющим основную массу 18 г/м2 (S1800PHW от компании Union Industries SpA).
Образец C является трехслойным слоистым материалом, содержащим активированный двухслойный слоистый материал из образца B, который дополнительно ламинирован, при вытяжении на 70%, нетканым слоем из расплава, имеющим основную массу 20 г/м2 (Lutrasil 9520XF от компании Preudenberg Fliesstoffe KG).
Образец D является трехслойным слоистым материалом, содержащим активированный двухслойный слоистый материал от образца B, который дополнительно ламинирован, при вытяжении на 25%, крепированным нетканым слоем из расплава, имеющим основную массу 20 г/м2 (От компании First Quality). Крепированный нетканый слой сжимали на 50% при крепировании.
Образец E является таким же трехслойным слоистым материалом, как в образце D, но с двухслойным слоистым материалом, вытянутым на 40% во время ламинирования крепированным нетканым слоем.
Результаты испытаний представлены ниже в таблице.
Как можно видеть из таблицы, слоистые материалы B-E в соответствии с изобретением обладают более высоким сопротивлением при натяжении MD и CD и большим сопротивлением проколу, чем известный трехслойный слоистый материал.
Реферат
Изобретение относится к одноразовым впитывающим изделиям в виде трусов, используемых при недержании, и может быть использовано при уходе за ребенком, больным, инвалидом. Способ изготовления впитывающих изделий в виде трусов, где каждое изделие (21) содержит базовую структуру, содержащую, по меньшей мере, одну эластичную секцию и встроенный впитывающий компонент (32) сердцевины. При этом способ содержит непрерывный процесс формирования трусов, содержащий этапы формирования базовой структуры и встраивания впитывающего компонента (32) сердцевины в базовую структуру. По меньшей мере, одну эластичную секцию формируют посредством а) отдельного изготовления двухслойного слоистого материала (8), содержащего первое неэластичное волокнистое нетканое полотно (1) и эластичную пленку (6); b) активирования двухслойного слоистого материала (8) пошаговым вытяжением в, по меньшей мере, одном направлении, чтобы сделать двухслойный слоистый материал (8) эластично растяжимым; с) вытяжением активированного двухслойного слоистого материала (8) на 35-200% в, по меньшей мере, одном направлении; d) введением двухслойного слоистого материала (24, 25) в процесс формирования трусов; е) ламинированием эластичной пленки (6) вытянутого двухслойного слоистого материала (24, 25) по эластичному или нетканому базовому компоненту (39, 40, 23, 54). Объектом изобретения является также впитывающее изделие в виде трусов, изготовленное в соответствии со способом. Технический результат: создание простого и экономичного способа изготовления эластично растяжимого изделия в виде трусов, обладающего повышенными прочностью при растяжении и сопротивлением проколу. 2 н. и 21 з
Формула
a) отдельно изготавливают двухслойный слоистый материал (8), содержащий первое неэластичное волокнистое нетканое полотно (1) и эластичную пленку (6),
b) активируют двухслойный слоистый материал (8) пошаговым натяжением в, по меньшей мере, одном направлении, чтобы сделать двухслойный слоистый материал (8) эластично растяжимым,
c) вытягивают активированный двухслойный слоистый материал (8) на 35-200% в, по меньшей мере, одном направлении,
d) вводят двухслойный слоистый материал (24, 25) в процесс формирования трусов, и
e) ламинируют эластичную пленку (6) вытянутого двухслойного слоистого материала (24, 25) по нетканому базовому компоненту (39, 40, 23, 54).
a) ламинируют сторону эластичной пленки первого полотна (24) активированного вытянутого двухслойного слоистого материала по первому участку непрерывного нетканого базового полотна (23), и
b) ламинируют сторону эластичной пленки второго полотна (25) активированного вытянутого двухслойного эластичного слоистого материала по второму участку непрерывного нетканого базового полотна (23) для формирования составного базового полотна (22).
a) присоединяют первое полотно (24) активированного вытянутого двухслойного слоистого материала к первой кромке непрерывного центрального нетканого базового полотна (23),
b) присоединяют второе полотно (25) активированного вытянутого двухслойного эластичного слоистого материала ко второй кромке непрерывного центрального нетканого базового полотна (23) для формирования составного базового полотна (22),
c) ламинируют первое нетканое полотно (39) по эластичной пленке первого полотна (24) активированного вытянутого двухслойного слоистого материала, и
d) ламинируют второе нетканое полотно (40) по эластичной пленке второго полотна (25) активированного вытянутого двухслойного слоистого материала.
a) изготавливают первое и второе полотна (84, 85) трехслойного эластичного слоистого материала ламинированием активированного вытянутого двухслойного слоистого материала по нетканому полотну,
b) присоединяют первое полотно (84) трехслойного эластичного слоистого материала к первой кромке непрерывного центрального нетканого базового полотна (23), и
c) присоединяют второе полотно (85) трехслойного эластичного слоистого материала ко второй кромке непрерывного центрального нетканого базового полотна (23) для формирования составного базового полотна (22).
a) присоединяют первое полотно (24) активированного вытянутого двухслойного слоистого материала к первой кромке непрерывного центрального нетканого базового полотна (23),
b) присоединяют второе полотно (25) активированного вытянутого двухслойного эластичного слоистого материала ко второй кромке центрального нетканого базового полотна (23) для формирования составного базового полотна (22),
c) прикрепляют ножной эластичный элемент (53) к составному базовому полотну, и
d) ламинируют нетканое полотно (54) по составному базовому полотну (22), при этом нетканое полотно (54) покрывает первое и второе полотна (24, 25) двухслойного эластичного слоистого материала и ножной эластичный элемент (53).
a) ламинируют первое полотно (24) активированного вытянутого двухслойного эластичного слоистого материала по участку первого непрерывного нетканого базового полотна (23) на расстоянии от первой кромки на первом непрерывном нетканом базовом полотне (23),
b) ламинируют второе полотно (25) активированного вытянутого двухслойного слоистого материала по участку второго непрерывного нетканого базового полотна (23) на расстоянии от первой кромки на втором непрерывном нетканом базовом полотне (23), и
c) присоединяют первую кромку на первом непрерывном нетканом базовом полотне (23) к первой кромке на втором непрерывном нетканом базовом полотне (23) для формирования составного базового полотна (22).
a) ламинируют полотно (24) активированного вытянутого двухслойного эластичного слоистого материала по непрерывному нетканому базовому полотну (23) на расстоянии от кромок непрерывного нетканого базового полотна (23),
b) формируют эластичный поясной конструктивный элемент вдоль первой и второй кромок непрерывного нетканого базового полотна посредством присоединения эластичного средства к непрерывному нетканому базовому полотну на участке первой кромки между кромкой непрерывного нетканого базового полотна и первой кромкой на полотне активированного вытянутого двухслойного эластичного слоистого материала и на участке второй кромки между второй кромкой непрерывного нетканого базового полотна и второй кромкой полотна активированного вытянутого двухслойного эластичного слоистого материала и посредством складывания участков первой и второй кромок непрерывного нетканого базового полотна для охватывания эластичного средства.
a) ламинируют первое полотно (24) активированного вытянутого двухслойного эластичного слоистого материала по первому участку непрерывного нетканого базового полотна (23) на расстоянии от первой кромки на непрерывном нетканом базовом полотне (23),
b) ламинируют второе полотно (25) активированного вытянутого двухслойного слоистого материала по второму участку непрерывного нетканого базового полотна (23) на расстоянии от второй кромки на непрерывном нетканом базовом полотне (23),
c) формируют эластичный поясной конструктивный элемент вдоль первой и второй кромок непрерывного нетканого базового полотна посредством присоединения эластичного средства к непрерывному нетканому базовому полотну на участке первой кромки между первой кромкой непрерывного нетканого базового полотна и первым полотном активированного вытянутого двухслойного эластичного слоистого материала и на участке второй кромки между второй кромкой непрерывного нетканого базового полотна и вторым полотном активированного вытянутого двухслойного эластичного слоистого материала и посредством складывания участков первой и второй кромок непрерывного нетканого базового полотна для охватывания эластичного средства.
a) вырезают базовое полотно (22) для формирования отверстий (45) для ног,
b) складывают базовое полотно (22) вместе с встроенным впитывающим компонентом (32) сердцевины,
c) формируют боковые соединения (46) в сложенном полотне, и
d) отделяют отдельные впитывающие изделия (21) в виде трусов от базового полотна (22) разрезанием у боковых соединений (46).
отличающееся тем, что, по меньшей мере, одна из передней и задней секций (56, 57) содержит активированный двухслойный эластичный слоистый материал, содержащий первое неэластичное волокнистое нетканое полотно и эластичную пленку, и нетканый базовый компонент, который был ламинирован по эластичной пленке двухслойного эластичного слоистого материала после активации и в то время, как двухслойный эластичный слоистый материал был вытянут на 35-200%, предпочтительно на 35-180% от его невытянутой протяженности, более предпочтительно на 50-150% от его невытянутой протяженности, и в наиболее предпочтительном варианте на 70-120% в, по меньшей мере, одном направлении.
Документы, цитированные в отчёте о поиске
Эластичные впитывающие трусы
Способ изготовления впитывающих изделий, имеющих форму трусов
Комментарии