Эластичное впитывающее нетканое полотно, изготовленное совместным формованием - RU2527724C2
Код документа: RU2527724C2
Чертежи





Описание
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изготовленные совместным формованием нетканые полотна, которые являются композициями матрицы волокон, выдуваемых из расплава, и впитывающего материала (например, волокнами пульпы), используются в качестве впитывающего слоя в широком множестве применений, включая впитывающие изделия, впитывающие сухие полотенца, влажные салфетки и тампоны. Наиболее широко употребляемые, изготовленные совместным формованием, нетканые полотна используют волокна, выдуваемые из расплава, сформированные из полипропиленовых гомополимеров. Однако иногда возникает одна проблема с такими, изготовленными совместным формованием материалами в том, что изготовленные совместным формованием материалы могут не быть достаточно эластичными, когда подвергаются изгибающим усилиям. Например, когда салфетку, изготовленную совместным формованием, комкают, вполне возможно, для выжимания жидкости из полотенца, совместно сформованный материал может не вернуться к его исходному плоскому, разглаженному состоянию. Как в другом примере, совместно сформованный материал, используемый как впитывающая сердцевина, во впитывающих изделиях личной гигиены может иметь склонность к спутыванию.
Соответственно, на текущий момент существует необходимость улучшения нетканого полотна, изготовленного совместным формованием для использования во множестве применений, которое демонстрирует улучшенное сопротивление изгибающим усилиям и демонстрирует тенденцию к возвращению в плоское состояние после сгибания.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с одним вариантом выполнения настоящего изобретения описано эластичное, изготовленное совместным формованием нетканое полотно, которое включает матрицу выдуваемых из расплава волокон и впитывающий материал. Выдуваемые из расплава волокна составляют от 45 вес.% до около 99 вес.% полотна, и впитывающий материал составляет от около 1 вес.% до около 55 вес.% полотна. Выдуваемые из расплава волокна образованы из термопластической композиции, которая содержит по меньшей мере один сополимер пропилена и α-олефина, имеющий содержание пропилена от около 60 мол.% до около 99.5 мол.% и содержание α-олефина от около 0.5 мол.% до около 40 мол.%. Сополимер дополнительно имеет плотность от около 0.86 до около 0.90 грамма на кубический сантиметр, и термопластическая композиция имеет скорость течения расплава от около 200 до около 6000 граммов в 10 минут, определенную при 230°С в соответствии с методом тестирования D1238-Е Американского общества по испытанию материалов (ASTM Test Method D1238-Е). В другом варианте выполнения α-олефин включает этилен. В другом варианте выполнения пропилен составляет от около 85 мол.% до около 98 мол.% сополимера и α-олефин составляет от около 2 мол.% до около 15 мол.% сополимера. В других вариантах выполнения изобретения сополимер имеет плотность от около 0.861 до около 0.89 грамма на кубический сантиметр и предпочтительно от около 0.862 до около 0.88 грамма на кубический сантиметр. В другом варианте выполнения пропиленовый сополимер является катализированным с единым центром полимеризации. В дополнительном варианте выполнения сополимер пропилена и α-олефина представляет собой от около 15 вес.% до около 99.9 вес.% термопластической композиции.
В одном варианте выполнения скорость течения расплава термопластической композиции составляет от около 170 до около 1500 граммов в 10 минут.
В одном варианте выполнения термопластическая композиция включает от около 0.001 вес.% до около 15 вес.% поверхностно-активного вещества.
В одном варианте выполнения впитывающий материал включает волокна пульпы. В другом варианте выполнения впитывающий материал содержит частицы супервпитывающего полимера или волокна супервпитывающего полимера.
В одном варианте выполнения выдуваемые из расплава волокна составляют от 50 вес.% до около 90 вес.% полотна и впитывающий материал составляет от около 10 вес.% до около 50 вес.% полотна.
В одном варианте выполнения полотно образует наружную поверхность, имеющую трехмерную текстуру, которая включает множество пиков и впадин.
В одном варианте выполнения впитывающее изделие личной гигиены включает эластичное, изготовленное совместным формованием нетканое полотно, описанное выше. В следующем варианте впитывающее изделие личной гигиены включает обращенную к телу подкладку, впитывающую сердцевину, включающую эластичное, изготовленное совместным формованием нетканое полотно, описанное выше, и обращенный к одежде изолирующий слой.
В соответствии с другим вариантом выполнения настоящего изобретения описан способ формирования эластичного, изготовленного совместным формованием нетканого полотна, который включает объединение вместе потока впитывающего материала с потоком выдуваемых из расплава волокон для образования композитного потока. Выдуваемые из расплава волокна составляют от 45 вес.% до около 99 вес.% полотна, и впитывающий материал составляет от около 1 вес.% до около 55 вес.% полотна. Выдуваемые из расплава волокна образованы из термопластической композиции, которая содержит по меньшей мере один сополимер пропилена и α-олефина, имеющий содержание пропилена от около 60 мол.% до около 99.5 мол.% и содержание α-олефина от около 0.5 моль% до около 40 моль%, при этом сополимер также имеет плотность от около 0.86 до около 0.90 грамма на кубический сантиметр и композиция имеет скорость течения расплава от около 120 до около 6000 граммов в 10 минут, определенную при 230°С в соответствии с методом тестирования D1238-Е Американского общества по испытанию материалов (ASTM Test Method D1238-E). Впоследствии, композитный поток собирается на формирующей поверхности для образования эластичного, изготовленного совместным формованием нетканого полотна.
В одном варианте скорость течения расплава термопластической композиции составляет от около 170 до около 1500 граммов в 10 минут.
В одном варианте выполнения термопластическая композиция включает от около 0.001 вес.% до около 15 вес.% поверхностно-активного вещества.
В одном варианте выполнения поток впитывающего материала объединяется вместе с первым и вторым потоками выдуваемых из расплава волокон. В другом варианте выполнения первый поток и второй поток выдуваемых из расплава волокон подаются из соответствующих первой и второй экструзионных головок, каждая из которых направлена под углом от около 45° до 55° относительно плоскости, тангенциальной экструзионным головкам.
В одном варианте выполнения полотно собирается на текстурированной поверхности с образованием наружной поверхности полотна, имеющей трехмерную текстуру, которая включает множество пиков и впадин.
Другие элементы и объекты настоящего изобретения описаны более подробно далее. КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Полное и достаточное для раскрытия описание настоящего изобретения, включающее наилучшие варианты его выполнения, предназначенное для специалиста в данной области техники, изложено более подробно в оставшейся части описания, в которой ссылаются на прилагаемые чертежи, на которых:
Фиг.1 - схематическая иллюстрация одного варианта выполнения способа для формирования изготовленного совместным формованием полотна по настоящему изобретению.
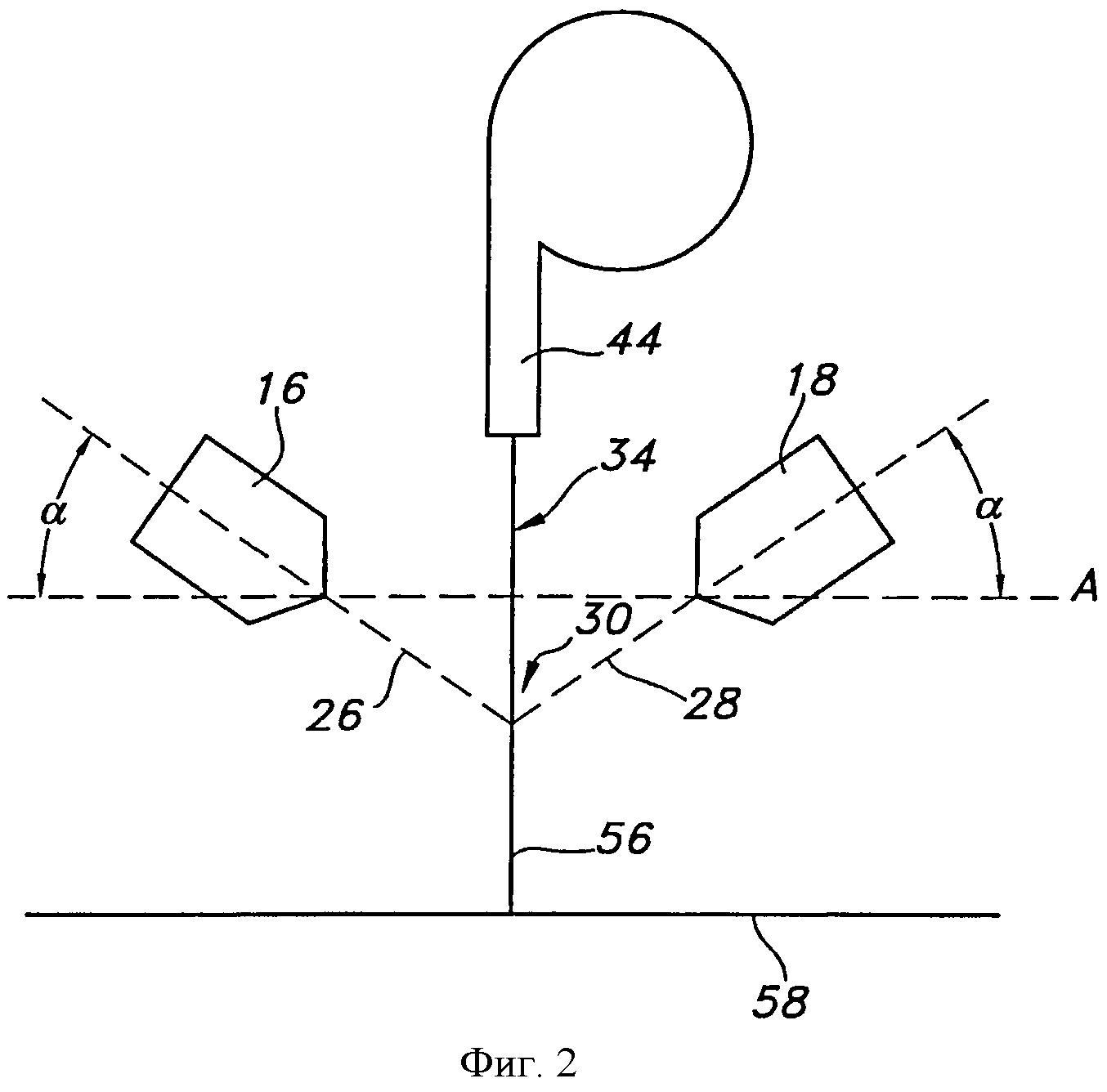
Фиг.2 - иллюстрация некоторых элементов устройства, показанного на Фиг.1.
Фиг.3 - вид в поперечном сечении одного варианта выполнения текстурированного, изготовленного совместным формованием полотна, образованного в соответствии с настоящим изобретением.
Фиг.4 - фотография одного варианта выполнения текстурированного, изготовленного совместным формованием полотна.
Фиг.5 - фотография текстурированных, изготовленных совместным формованием нетканых полотен по Фиг.4, после сминания и последующего высвобождения.
Фиг.6 - фотография другого варианта выполнения текстурированного, изготовленного совместным формованием полотна.
Фиг.7 - фотография текстурированных, изготовленных совместным формованием нетканых полотен по Фиг.6, после сминания и последующего высвобождения.
Фиг.8 - схематичный вид сбоку женского гигиенического изделия.
Повторное использование ссылочных позиций в настоящем описании и чертежах предназначено для демонстрации таких же или аналогичных функций или элементов изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Ссылки теперь будут сделаны более подробно на различные варианты выполнения изобретения, один или более примеров которых приведены далее. Каждый пример предоставлен путем объяснения, не ограничивающего изобретение. Фактически, будет очевидно для специалистов в данной области техники, что различные модификации и варианты могут быть сделаны в настоящем изобретении, при этом оставаясь в объеме и сущности изобретения. Например, элементы, показанные или описанные как часть одного варианта выполнения, могут быть использованы в другом варианте выполнения для образования дополнительного варианта выполнения. Таким образом, надо понимать, что настоящее изобретение охватывает такие модификации и варианты.
Используемый здесь термин «нетканое полотно», обычно, относится к полотну, имеющему структуру индивидуальных волокон или нитей, которые переплетаются, но не в в идентифицируемом порядке, как в тканом полотне. Примеры нетканого материала или полотна включают полотна, произведенные выдуванием из расплава, полотна фильерного производства, полотна, произведенные кардочесанием, полотна, произведенные воздушным формованием, полотна, произведенные совместным формованием, гидравлически перепутанные полотна и т.д., но не ограничиваются ими.
Используемый здесь термин «полотно, произведенное выдуванием из расплава», в общем, относится к нетканому полотну, которое сформировано процессом, в котором расплавленный термопластичный материал выдавливается через множество мелких, обычно круглых фильерных капилляров, в виде расплавленных волокон, в сужающиеся высокоскоростные газовые (например воздушные) потоки, которые уменьшают толщину волокон расплавленного термопластичного материала, для уменьшения их диаметра, который может быть диаметром микроволокна. После этого волокна, произведенные выдуванием из расплава, переносятся высокоскоростным газовым потоком и осаждаются на собирающей поверхности для формирования полотна со случайно произведенными выдуванием из расплава волокнами. Такой процесс описан, например, в Патенте США № 3,849,241 Butin и др., описание которого включено сюда посредством ссылки для всех целей. В сущности волокна, изготовленные выдуванием из расплава, могут быть микроволокнами, которые по существу являются непрерывными или прерывистыми, в общем менее 10 микрон в диаметре и, в общем, липкие, когда располагаются на собирающей поверхности.
Используемый здесь термин «полотно, произведенное процессом фильерного производства», в общем, относится к полотну, содержащему по существу непрерывные волокна малого диаметра. Волокна формируются выдавливанием расплавленного термопластичного материала через множество мелких, обычно круглых капилляров фильеры с диаметром быстро сокращающихся выдавливаемых волокон, например, посредством эдуктивного вытягивания и/или другим известным фильерными механизмами. Производство полотна, изготовленного процессом фильерного производства, описано и показано, например, в Патентах США №. 4,340,563 Appel, и др., 3,692,618 Dorshner, и др., 3,802,817 Matsuki, и др., 3,338,992 Kinney, 3,341,394 Kinney, 3,502,763 Hartman, 3,502,538 Levy, 3,542,615 Dobo, и др., и 5,382,400 Pike, и др., которые включены сюда посредством ссылки для всех целей. Волокна, изготовленные процессом фильерного производства, в общем, являются нелипкими при нанесении на собирающую поверхность. Волокна, изготовленные процессом фильерного производства, имеют диаметр менее чем около 40 микрон и часто бывают от около 5 до около 20 микрон.
Вообще говоря, настоящее изобретение направлено на произведенное совместным формованием нетканое полотно, которое содержит матрицу выдуваемых из расплава волокон и впитывающего материала. Выдуваемые из расплава волокна составляют от 45 вес.% до около 99 вес.% полотна, и впитывающий материал составляет от около 1 вес.% до около 55 вес.% полотна. Выдуваемые из расплава волокна образованы из термопластической композиции, которая содержит по меньшей мере один сополимер пропилена и α-олефина с определенным содержанием мономера, плотности, скорости течения расплава и т.д. Выбор конкретного типа сополимера пропилена и α-олефина обеспечивает полученную в результате композицию с улучшенными термическими свойствами для формирования полотна, изготовленного совместным формованием. Например, термопластическая композиция кристаллизуется со сравнительно низкой скоростью, тем самым позволяя волокнам оставаться немного липкими во время формирования. Эта липкость может обеспечить множество преимуществ, таких как увеличение возможности выдуваемых из расплава волокон прилипать к впитывающему материалу во время формирования полотна. Выдуваемые из расплава волокна могут составлять от 50 вес.% до около 90 вес.%, в конкретных вариантах выполнения от около 50 вес.% до около 90 вес.% и в более конкретных вариантах выполнения от около 50 вес.% до около 80 вес.% полотна, изготовленного совместным формованием. Аналогично, впитывающий материал может составлять от около 1 вес.% до около 55 вес.%, в конкретных вариантах выполнения от 10 вес.% до окло 50 вес.% и в более конкретных вариантах от около 20 вес.% до около 50 вес.% полотна, изготовленного совместным формованием.
В дополнение, для увеличения связующей способности выдуваемых из расплава волокон, термопластическая композиция по настоящему изобретению может также придавать другие преимущества получаемой в результате структуре, изготовленной совместным формованием. В конкретных вариантах выполнения, например, полотну, изготовленному совместным формованием, может быть придана текстура, с использованием трехмерной формирующей поверхности. В таких вариантах выполнения сравнительно низкая скорость кристаллизации выдуваемых из расплава волокон может увеличить их способность соответствовать контурам трехмерной формирующей поверхности. С момента кристаллизации волокон, однако, выдуваемые из расплава волокна могут достигать степени эластичности, большей, чем у обычного полипропилена, тем самым позволяя им как удерживать, так и восстанавливать трехмерную форму и высоко текстурированную поверхность на полотне, изготовленном совместным формованием.
Другим преимуществом увеличенной липкости волокон во время формирования может быть увеличенная прочность прикрепления слоев между слоями многослойного, изготовленного совместным формованием, нетканого плотна, приводящая к дополнительной энергии деформации, являющейся необходимой для расслаивания слоев. Такая увеличенная прочность прикрепления слоев может сократить или исключить необходимость рельефного тиснения, которое могло отрицательно воздействовать на характеристики листа, такие как, толщина и плотность. Увеличенная прочность прикрепления слоев может быть особенно желательна во время выдачи полотенец, выполненных с из многослойного, совместно сформованного, нетканого полотна. Текстура, образованная с использованием трехмерной формирующей поверхности, как описано здесь, может дополнительно увеличить прочность прикрепления слоев путем увеличения области контактной поверхности между слоями.
Различные варианты выполнения настоящего изобретения теперь будут описаны более подробно.
I. Термопластическая композиция
Термопластическая композиция по настоящему изобретению содержит по меньшей мере один сополимер пропилена и α-олефина, такой как C2-C20 α-олефин, C2-C12 α-олефин и C2-C8 α-олефин. Подходящие α-олефины могут быть линейными или разветвленными (например, одна или более C1-C3 алкильных ответвлений, или арильная группа).Конкретные примеры включают этилен, бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; пентен; пентен с одним или более метальным, этильным или пропильным заместителями; гексен с одним или более метальным, этильным или пропильным заместителями; гептен с одним или более метальным, этильным или пропильным заместителями; октен с одним или более метальным, этильным или пропильным заместителями; нонен с одним или более метальным, этильным или пропильным заместителями; этил, метил или диметил-замещенный децен; додецен; стирол; и так далее. Особенно предпочтительными α-олефин сомономерами являются этилен, бутен (например, 1-бутен), гептен и октен (например, 1-октен или 2-октен). Содержание пропилена таких сополимеров может быть от около 60 мол.% до около 99.5 мол.%, в других вариантах выполнения от около 80 мол.% до около 99 мол.%, и в некоторых вариантах выполнения от около 85 мол.% до около 98 мол.%. Содержание α-олефина может также быть в пределах от около 0.5 мол.% до около 40 мол.%, в других вариантах выполнения от около 1 мол.% до около 20 мол.% и в некоторых вариантах выполнения от около 2 мол.% до около 15 мол.%. Распределение α-олефин сомономера является обычно случайным и равномерным среди отличающихся молекулярным весом фракций, образующих пропиленовый сополимер.
Плотность сополимера пропилена и α-олефина может быть функцией как длины, так и количества α-олефина. Таким образом, чем больше длина α-олефина и больше количество α-олефина присутствует, тем меньше плотность сополимера. В общем случае, сополимеры с более высокой плотностью лучше могут образовывать трехмерные структуры, в то время как сополимеры с меньшей плотностью обладают лучшими эластомерными и упругими свойствами. Таким образом, для достижения оптимального баланса между текстурой и упругостью, сополимер пропилена и α-олефина обычно выбирают так, что он имеет плотность около 0.860 грамма на кубический сантиметр (г/см3) до около 0.900 г/см3, в других вариантах выполнения от около 0.861 до около 0.890 г/см3 и в еще других вариантах выполнения, от около 0.862 г/см3 до около 0.880 г/см3. Кроме того, плотность термопластической композиции обычно выбирают так, чтобы иметь плотность около 0.860 грамма на кубический сантиметр (г/см3) до около 0.940 г/см3, в других вариантах выполнения от около 0.861 до около 0.920 г/см3 и в еще одних вариантах выполнения от около 0.862 г/см3 до около 0.900 г/см3.
Любой из множества известных способов производства может, обычно, быть использованным для образования сополимера пропилена и α-олефина, используемого в выдуваемых из расплава волокнах. Например, олефиновые полимеры могут быть образованы с использованием свободного радикала или комплексного катализатора (например, Циглера-Натта). Предпочтительно, сополимер образован из комплексного катализатора с единым центром полимеризации, такого как металлоценовый катализатор. Такая катализационная система производит пропиленовые сополимеры, в которых сомономер является случайно распределенным в пределах молекулярного звена и равномерно распределенным среди фракций с различным молекулярным весом. Катализированные с помощью металлоценового катализатора пропиленовые сополимеры описаны, например, в Патентах США №7,105,609 Datta и др.; 6,500,563 Datta и др.; 5,539,056 Yang и др.; и 5,596,052 Resconi и др., которые включены сюда посредством ссылки для всех целей. Примеры металлоценовых катализаторов включают бис(n-бутилциклопентадиенил)титана дихлорид, бис(n-бутилциклопентадиенил)циркония дихлорид, бис(никлопентадиенил)скандия хлорид, бис(инденил)циркония дихлорид, бис(метилциклопентадиенил)титана дихлорид, бис(метилциклопентадиенил)циркония дихлорид, кобальтоцен, циклопентадиенилтитан трихлорид, ферроцен, гафноцен дихлорид, изопропил(циклопентадиенил,-1-флуоренил)циркония дихлорид, молибдоцен дихлорид, никелоцен, ниобоцен дихлорид, рутеноцен, титаноцен дихлорид, цирконоцен хлорид гидрид, цирконоцен дихлорид и так далее. Полимеры, изготовленные с использованием металлоценовых катализаторов, обычно, имеют широкий диапазон молекулярного веса. Например, катализированные металлоценом полимеры могут иметь полидисперсные числа (Mw/Mn) меньше 4, контролируемое распределение разветвления коротких звеньев и контролируемую симметричность молекулярной структуры.
В конкретных вариантах выполнения сополимер пропилена и α-олефин представляет собой около 50 вес.% или более, в дополнительных вариантах выполнения от около 60 вес.% или более и в других вариантах выполнения около 75 вес.% или более термопластической композиции, используемой для образования выдуваемых из расплава волокон. В других вариантах выполнения сополимер пропилена и α-олефина представляет собой по меньшей мере около 1 вес.% и менее чем около 49 вес.%, в конкретных вариантах выполнения от по меньшей мере около 1 вес.% и менее чем около 45 вес.%, в дополнительных вариантах выполнения от по меньшей мере около 5 вес.% и менее чем около 45 вес.% и в еще одних вариантах выполнения от по меньшей мере около 5 вес.% и менее чем около 35 вес.% термопластической композиции, используемой для образования выдуваемых из расплава волокон. Конечно, другие термопластические полимеры могут также быть использованы для образования выдуваемых из расплава волокон, до тех пор пока они не оказывают отрицательного влияния на желаемые свойства композита. Например, выдуваемые из расплава волокна могут содержать другие полиолефины (например, полипропилен, полиэтилен и т.д.), полиэфиры, полиуретаны, полиамиды, блок-сополимеры и т.д. В одном варианте выполнения, выдуваемые из расплава волокна могут содержать дополнительный пропиленовый полимер, такой как гомополипропилен или сополимер пропилена. Дополнительный пропиленовый полимер может, например, быть образованным из по существу изотактического гомополимера полипропилена или сополимера, содержащего равное или меньше чем около 10 весовых процентов другого мономера, то есть по меньшей мере около 90% веса пропилена. Такой полипропилен может присутствовать в форме привитого, статистического или блок сополимера и может быть преобладающе кристаллизован, поскольку он имеет острую точку плавления выше около 110°С, в других вариантах выполнения около выше 115°С и в еще одних вариантах выполнения выше около 130°С. Примеры таких дополнительных полипропиленов описаны в Патенте США №6,992,159 Datta и др., который включен сюда посредством ссылки для всех целей.
В конкретных вариантах выполнения дополнительный полимер(ы) может представлять собой от около 0.1 вес.% до около 90 вес.%, в дополнительных вариантах выполнения от около 0.5 вес.% до около 50 вес.% и в других вариантах выполнения от около 1 вес.% до около 30 вес.% термопластической композиции. Таким образом, вышеописанный сополимер пропилена и α-олефин может представлять собой от около 15 вес.% до около 99,9 вес.%, в других вариантах выполнения от около 50 вес.% до около 99,5 вес.% и в еще одних вариантах выполнения от около 70 вес.% до около 99 вес.% термопластической композиции.
Термопластическая композиция, используемая для образования выдуваемых из расплава волокон, может также содержать другие добавки, широко известные специалистам в данной области техники, такие как поверхностно-активные вещества, стабилизаторы плавления, стабилизаторы обработки, тепловые стабилизаторы, световые стабилизаторы, антиоксиданты, стабилизаторы термического старения, отбеливающие агенты и др. Фосфитные стабилизаторы (например, IRGAFOS, коммерчески доступный у Ciba Specialty Chemicals of Tarrytown, New York, и DOVERPHOS, коммерчески доступный у Dover Chemical Corp. of Dover, Ohio) являются примерами стабилизаторов плавления. В дополнение, стабилизаторы из стерически затрудненных аминов (например, CHIMASSORB, коммерчески доступный у Ciba Specialty Chemicals) являются примерами тепловых и световых стабилизаторов. Кроме того, стерически затрудненные фенолы являются широко используемыми в качестве антиоксидантов. Некоторые подходящие стерически затрудненные фенолы включают коммерчески доступные у Ciba Specialty Chemicals (Ciba) под торговой маркой "Irganox®", такие как Irganox® 1076, 1010 или Е 201. При использовании такие добавки (например, антиоксиданты, стабилизаторы, поверхностно-активные вещества и т.д.) могут каждый присутствовать в количестве от около 0.001 вес.% до около 15 вес.%, в других вариантах выполнения от около 0.005 вес.% до около 10 вес.% и в еще других вариантах выполнения от около 0.01 вес.% до около 5 вес.% термопластической композиции, используемой для образования выдуваемых из расплава волокон. Одно или более поверхностно-активное вещество может быть добавлено в полимерную композицию для придания полимерным волокнам большей смачиваемости и улучшения свойств приема жидкости изготовленного совместным формованием материала. Подходящие поверхностно-активные вещества включают катионные, анионные, амфотерные и неионогенные поверхностно-активные вещества. Более конкретно подходящим внутренним поверхностно-активным веществом, являющимся коммерчески доступными у Ciba, является IRGASURF HL 560. При использовании поверхностно-активное вещество может присутствовать в количестве от около 0.5 вес.% до около 10 вес.%, в следующих вариантах выполнения от около 1.0 вес.% до около 7.5 вес.% и даже в последующих вариантах выполнения от около 1.5 вес.% до около 5 вес.% термопластической композиции, используемой для образования выдуваемых из расплава волокон. Поверхностно-активные вещества могут также быть нанесены на выдуваемые из расплава волокна снаружи как местный уход.
Посредством выбора некоторых полимеров и их содержания полученная в результате термопластическая композиция может обладать термическими свойствами, большими, чем полипропилен гомополимеры, традиционно используемые в полотнах, полученных выдуванием из расплава. Например, термопластическая композиция является, обычно, более аморфной в природе, чем полипропилен гомополимеры, традиционно используемые в полотнах, полученных выдуванием из расплава. По этой причине, скорость кристаллизации термопластической композиции является более низкой, как измеренная с помощью ее «полупериода кристаллизации» - то есть время, требуемое для того, чтобы половина материала стала кристаллической. Например, термопластическая композиция обычно имеет полупериод кристаллизации более чем около 5 минут, в других вариантах выполнения от около 5.25 минут до около 20 минут и даже в других от около 5.5 до около 12 минут, определенный при температуре 125°С. В противоположном смысле традиционные полипропилен гомополимеры часто имеют полупериод кристаллизации 5 минут или меньше. Кроме того, термопластическая композиция может иметь температуру плавления («Тп») от около 100°С до около 250°С, в дополнительных вариантах выполнения от около 110°С до около 200°С и даже в других вариантах выполнения от около 140°С до около 180°С. Термопластическая композиция может также иметь температуру кристаллизации («Tк») (определенную при скорости охлаждения 10°С/мин) от около 50°С до около 150°С, в других вариантах выполнения от около 80°С до около 140°С и еще в других вариантах выполнения от около 100°С до около 120°С. Полупериод кристаллизации, температура плавления и температура кристаллизации могут быть определены с помощью дифференциальной сканирующей калориметрии («ДСК» ("DSC")), хорошо известной специалистам в данной области техники.
Скорость течения расплава термопластической композиции может также быть выбрана в пределах определенного диапазона для оптимизирования свойств, полученных в результате выдуваемых из расплава волокон. Скорость течения расплава является весом полимера (в граммах), который может быть пропущен через мерное отверстие экструзионного пластомера (0.0825-дюймового диаметра), когда подвергается действию 2160 граммов в течение 10 минут при 230°С. Вообще говоря, скорость течения расплава является достаточно высокой для улучшения технологичности расплава, но не такой высокой, чтобы оказывать отрицательное влияние на связующе свойства волокон для впитывающего материала. Таким образом, в большинстве вариантов выполнения настоящего изобретения термопластическая композиция имеет скорость течения расплава от около 120 до около 6000 граммов в 10 минут, в других вариантах выполнения от около 150 до около 3000 граммов в 10 минут и еще в других вариантах выполнения от около 170 до около 1500 граммов в 10 минут, измеренную в соответствии с методом тестирования D1238-E Американского общества по испытанию материалов (ASTM Test Method D1238-Е).
II. Волокна, выдуваемые из расплава
Волокна, выдуваемые из расплава, могут быть однокомпонентными или многокомпонентными. Многокомпонентные волокна обычно образованы из полимера или смеси полимеров, выдавленных из одиночного экструдера. Многокомпонентные волокна обычно образованы из двух или более полимеров (например, двухкомпонентные волокна), выдавливаемые из отдельных экструдеров. Полимеры могут быть расположены в по существу постоянно расположенных, четко выраженных зонах по поперечному сечению волокон. Компоненты могут быть расположены в любой предпочтительной конфигурации, такой как оболочка-сердцевина, сторона к стороне, кусочком, островком, в виде трех островков, бычий глаз, или множество других расположений, известных в данной области техники. Множество способов образования многокомпонентных волокон описаны в Патентах США №4,789,592 Taniguchi и др., и Патенте США №5,336,552 Strack и др., 5,108,820 Kaneko и др., 4,795,668 Kruege и др., 5,382,400 Pike и др., 5,336,552 Strack и др., и 6,200,669 Marmon и др., которые включены сюда посредством ссылки для всех целей. Многокомпонентные волокна, имеющие различные неправильные формы, также могут быть образованы, так как описано в Патентах США №5,277,976 Hogle и др., 5,162,074 Hills, 5,466,410 Hills, 5,069,970 Largman и др., и 5,057,368 Largman и др., которые включены сюда посредством ссылки для всех целей.
III. Впитывающий материал
Любой впитывающий материал может обычно использоваться в совместно сформованном нетканом полотне, такой как впитывающие волокна, частицы и др. В одном варианте выполнения впитывающий материал включает волокна, образованные множеством процессов обработки пульпы, такие как крафт-пульпа, сульфитная пульпа, термомеханическая пульпа и др. Волокна пульпы могут включать волокна древесины мягких пород, имеющие среднюю длину волокна более чем 1 мм и, в частности, от около 2 до 5 мм средневзвешенной длины. Такие волокна мягкой древесины могут включать, но не ограничиваться, северной древесиной мягких пород, южной древесиной мягких пород, древесиной красного дерева, можжевельника виргинского, канадской ели (тсуга), сосны (например, южной сосны), ели (например, черной ели), их комбинации и т.д. Примерные, коммерчески доступные волокна пульпы, подходящие для настоящего изобретения, включают волокна, доступные от Weyerhaeuser Co. of Federal Way, Washington под обозначением «Weyco CF-405». Волокна твердой древесины, такой как эвкалипт, клен, береза, осина и так далее, также могут быть использованы. В некоторых случаях волокна эвкалипта могут быть особенно желательны для увеличения мягкости полотна. Волокна эвкалипта могут также улучшать яркость, увеличивать непрозрачность и изменять структуру пор полотна для увеличения его впитывающей способности. Более того, если необходимо, вторичные волокна, получаемые из переработанных материалов, могут быть использованы, такие как волокнистая пульпа из источников, таких как газетная бумага, повторно используемый картон и офисные отходы. Кроме того, другие природные волокна могут также быть использованными в настоящем изобретении, такие как манильская пенька, трава сабаи, волокна молочая, лист ананаса и так далее. В дополнение, в некоторых случаях синтетические волокна могут также быть использованы.
Помимо или в сочетании с волокнами пульпы, впитывающий материал может также включать супервпитывающий материал, в форме волокон, частиц, гелей и т.д. Вообще говоря, супервпитывающие материалы являются набухающими в воде материалами, имеющими впитывающую способность по меньшей мере около 20 раз своего веса и в некоторых случаях по меньшей мере около 30 раз своего веса в водных растворах, содержащих 0.9 вес процентов хлорида натрия. Супервпитывающий материал может быть образован из натуральных, синтетических и измененных натуральных полимеров и материалов. Примеры синтетических супервпитывающих полимеров включают щелочные металлы и соли аммония полиакриловой кислоты и полиметакриловой кислоты, полиакриламиды, поливиниловые эфиры, сополимеры малеинового ангибрида с виниловыми эфирами и альфа-олефинами, поливинилпирролидон, поливинилморфолинон, поливиниловый спирт и смеси и их сополимеры. Кроме того, супервпитывающие материалы включают природные или модифицированные природные полимеры, такие как гидролизованный акрилонитрильный привитый сополимеризованный крахмал, крахмал с привитой акрильной кислотой, метил целлюлозу, хитозан, карбоксиметильную целлюлозу, гидроксипропильную целлюлозу, и природные смолы, такие как альгинаты, ксантановая смола, смола плодоворожкового дерева и так далее. Смеси природных и полностью или частично синтетических супервпитывающих полимеров могут также использоваться в настоящем изобретении. Особенно подходящими полимерами являются HYSORB 8800AD (BASF of Charlotte, North Carolina и FAVOR SXM 9300 (коммерчески доступный от Evonik Stockhausen Greensboro, North Carolina).
IV. Технология совместного формования
Совместно сформованное полотно по настоящему изобретению является обычно изготовленным с помощью процесса, в котором по меньшей мере одна выдувающая из расплава экструзионная головка (например, две) расположена рядом с желобом, через который впитывающий материал добавляется во время образования полотна. Некоторые примеры такой техники совместного формования описаны в Патентах США №4,100,324 Anderson и др.; 5,350,624 Georger и др.; и 5,508,102 Georger и др., так же в Патентных Заявках США №2003/0200991 Keck и др., и 2007/0049153 Dunbar и др., все из которых включены сюда посредством ссылки для всех целей.
Ссылаясь на Фиг.1, например, один вариант выполнения устройства показан для образования совместного сформованного полотна по настоящему изобретению. В этом варианте выполнения устройство включает бункер гранул 12 или 12' экструдера 14 или 14' соответственно, в который может быть помещена пропилен/α-олефиновая термопластическая композиция. Экструдеры 14 и 14', каждый, имеют прессующий шнек (не показан), который приводится в действие традиционным приводным мотором (не показан). По мере продвижения полимера через экструдеры 14 и 14' он постепенно нагревается до расплавленного состояния посредством вращения прессующего шнека с помощью приводного мотора. Нагревание может быть выполнено на множестве отдельных стадий с его температурой, постепенно поднимаемой по мере продвижения через отдельные зоны нагрева экструдеров 14 и 14' по направлению к двум выдувающим из расплава головкам 16 и 18 соответственно. Выдувающие из расплава головки 16 и 18 могут быть уже другой нагревающей зоной, где температура термопластической смолы поддерживается на повышенном уровне для экструзии.
Когда используют две или более выдувающих из расплава головки, так как описано выше, должно быть понятно, что волокна, произведенные из отдельных головок, могут быть волокнами разного типа. Таким образом, один или более из размера, формы или полимерной композиции могут отличаться, и кроме того волокна могут быть однокомпонентными или многокомпонентными волокнами. Например, большие волокна могут быть произведены с помощью первой головки, такие, что имеют средний диаметр около 10 микрометров или более, в других вариантах выполнения около 15 микрометров или более и еще в других вариантах выполнения от около 20 до около 50 микрометров, в то время как меньшие волокна могут быть произведены с помощью второй головки, такие как имеющие средний диаметр около 10 микрометров или менее, в других вариантах выполнения около 7 микрометров или менее и еще в других вариантах выполнения от около 2 до около 6 микрометров. В дополнение, может быть предпочтительно каждая головка экструдирует приблизительно одинаковое количество полимера, так что относительный процент базового веса совместно сформованного нетканого полотна материала, возникающего из каждой выдувающей из расплава головки, является по существу одинаковым. Альтернативно, может также быть желательно иметь относительный базовый вес продукции асимметричным, так что одна головка или другая является ответственной за большую часть совместно сформированного полотна в понятиях базового веса. Как конкретный пример, для выдуваемого из расплава, образованного из волокон, нетканого полотна материала, имеющего базовый вес 1.0 унцию на квадратный ярд или «osy» (34 грамма на квадратный метр или «gsm»), для первой выдувающей из расплава головки может быть предпочтительным производить около 30 процентов базового веса выдуваемого из расплава, образованного из волокон, нетканого полотна материала, в то время как одна или более последующих выдувающих из расплава головок производят оставшиеся 70 процентов базового веса выдуваемого из расплава, образованного из волокон, нетканого полотна материала. Вообще говоря, полный базовый вес совместно сформированного нетканого полотна составляет от около 10 г/м2 до около 350 г/м2, и более конкретно от около 17 г/м2 до около 200 г/м2, и еще более конкретно от около 25 г/м2 до около 150 г/м2.
Каждая выдувающая из расплава головка 16 и 18 выполнена так, что два потока утончающего газа на головку сходятся для образования одного потока газа, который увлекает и утончает расплавленные нити 20, как только они выходят из маленьких отверстий или каналов 24 в каждой выдувающей из расплава головке. Расплавленные нити 20 образуют волокна или, в зависимости от степени утончения, микроволокна, малого диаметра, который обычно меньше диметра каналов 24. Тем самым каждая выдувающая из расплава головка 16 и 18 имеет соответствующий одиночный поток газа 26 и 28, содержащий захваченные термопластичные полимерные волокна. Потоки газа 26 и 28, содержащие полимерные волокна, выровнены для схождения в зоне контакта 30. Обычно, выдувающие из расплава головки 16 и 18 расположены под определенным углом относительно формирующей поверхности, так как описано в Патентах США №5,508,102 и 5,350,624 Georger и др. Ссылаясь на Фиг.2, например, выдувающие из расплава головки 16 и 18 могут быть ориентированы под углом α, как измерено от плоскости «А», тангенциально к двум головкам 16 и 18. Как показано, плоскость «А» является, обычно, параллельной формирующей поверхности 58 (Фиг.1). Обычно каждая головка 16 и 18 установлена под углом в диапазоне от 30 до около 75 градусов, в других вариантах выполнения от около 35° до около 60°, и в дополнительных вариантах выполнения от около 45° до около 55°. Головки 16 и 18 могут быть ориентированы в тоже время и под разными углами. Фактически, текстура совместно сформированного полотна может быть действительно улучшена посредством ориентации одной головки под углом, отличающимся от другой головки.
Снова ссылаясь на Фиг.1, впитывающие волокна 32 (например, волокна пульпы) добавляются к двум потокам 26 и 18 термопластичных полимерных волокон 20 и 21 соответственно и в зоне контакта 30. Введение впитывающих волокон 32 в два потока 26 и 28 термопластичных полимерных волокон 20 и 21 соответственно выполнено для производства постепенного распределения впитывающих волокон 32 в пределах объединенных потоков 26 и 28 термопластичных полимерных волокон. Это может быть выполнено слиянием вторичного потока газа 34, содержащего впитывающие волокна 32 между двумя потоками 26 и 28 термопластичных полимерных волокон 20 и 21, таким образом, что все три газовых потока сходятся управляемым способом. Благодаря тому что они остаются сравнительно липкими и полурасплавленными после формирования, выдуваемые из расплава волокна 20 и 21 могут одновременно прилипать и спутываться с впитывающими волокнами 32 при контакте между ними, с образованием когерентной нетканой структуры.
Для достижения объединения волокон любое традиционное оборудование может быть использовано, такое как вращающийся валок с зубцами 36, имеющий множество зубцов 38, приспособленных для разделения листов или холстов 40 впитывающих волокон на отдельные впитывающие волокна. При использовании листы или холсты 40 волокон 32 подают во вращающийся валок с зубцами 36 с помощью валкового приспособления 42. После того как зубцы 38 вращающегося валка с зубцами 36 разделяют лист волокон на отдельные впитывающие волокна 32, отдельные волокна транспортируются по направлению к потоку термопластичных полимерных волокон через сопло 44. Корпус 46 включает вращающийся валок с зубцами 36 и обеспечивает канал подвода или щель 48 между корпусом 46 и поверхностью зубцов 38 вращающегося валка с зубцами 36. Газ, например воздух, подают к каналу подвода или щели 48 между поверхностью вращающегося валка с зубцами 36 и корпусом 46 с помощью газового канала 50. Газовый канал 50 может входить в канал подвода или щель 48 в соединении 52 сопла 44 и щели 48. Газ подают в достаточном количестве, чтобы использовать его в качестве среды для перемещения впитывающих волокон 32 через сопло 44. Газ, подаваемый из канала 50, также служит как вспомогательное средство при удалении впитывающих волокон 32 из зубцов 38 вращающегося валка с зубцами 36. Газ может подаваться с помощью любого традиционного приспособления, такого как, например, воздушный нагнетатель (не показан). Предполагается, что добавки и/или другие материалы могут быть добавлены к газовому потоку или вовлечены в него для обработки впитывающих волокон. Отдельные впитывающие волокна 32 обычно перемещают через сопло 44 приблизительно со скоростью, с которой впитывающие волокна 32 покидают зубцы 38 вращающегося валка с зубцами 36. Другими словами, впитывающие волокна 32, до момента покидания зубцов 38 вращающегося валка с зубцами 36 и вхождения в сопло 44, обычно, поддерживают свою скорость как в значении, так и в направлении от точки, где они покидают зубцы 38 вращающегося валка с зубцами 36. Такое устройство, описано более подробно в Патенте США №4,100,324 Anderson и др.
Если необходимо, скорость вторичного газового потока 34 можно регулировать для получения структур, образованных совместным формированием, с различными свойствами. Например, когда скорость вторичного газового потока отрегулирована таким образом, что она является большей, чем скорость каждого потока 26 и 28 термопластичных полимерных волокон 20 и 21 до контакта в зоне контакта 30, впитывающие волокна 32 включены в образованное совместным формованием нетканое полотно в градиентной структуре. Таким образом, впитывающие волокна 32 имеют более высокую концентрацию между наружными поверхностями образованного совместным формованием нетканого полотна, чем на наружных поверхностях. С другой стороны, когда скорость вторичного газового потока 34 меньше, чем скорость каждого потока 26 и 28 термопластичных полимерных волокон 20 и 21 до контакта в зоне контакта 30, впитывающие волокна 32 включены в образованное совместным формованием нетканое полотно, по существу гомогенным образом. Таким образом, концентрация впитывающих волокон является по существу одинаковой на всем протяжении совместно сформованного нетканого полотна. Это происходит вследствие того, что низкоскоростной поток впитывающих волокон втягивается в высокоскоростной поток термопластических полимерных волокон для улучшения турбулентного смешивания, которое ведет к однородному распределению впитывающих волокон.
Для преобразования композитного потока 56 термопластичных полимерных волокон 20, 21 и впитывающих волокон 32 в совместно сформованную нетканую структуру 54 собирающее устройство расположено на пути композитного потока 56. Собирающее устройство может быть формирующей поверхностью 58 (например, конвейерная лента, барабан, проволока, материал и т.д.), приводимой в действие с помощью роликов 60 и так, что вращается, как показано стрелкой 62 на Фиг.1. Объединенные потоки термопластических полимерных волокон и впитывающих волокон собираются как в виде когерентной матрицы волокон на поверхности формирующей поверхности 58 для образования совместно сформированного нетканого полотна 54. При необходимости, вакуумная камера (не показана) может быть использована для содействия в вытягивании ближних расплавленных, выдуваемых из расплава волокон на формирующую поверхность 58. Полученная в результате текстурированная, образованная совместным формованием, нетканая структура 54 является когерентной и может быть удалена с формирующей поверхности 58 как самонесущий нетканый материал.
Должно быть понятно, что настоящее изобретение ни в коей мере не ограничивается вышеописанными вариантами выполнения. В альтернативных вариантах выполнения, например, первая и вторая выдувающие из расплава головки могут быть использованы так, что продолжаются по существу по ширине формирующей поверхности в направлении, которое по существу поперечно направлению движения формирующей поверхности. Экструзионные головки могут, таким образом, быть расположены в, по существу, вертикальном положении, то есть перпендикулярно формирующей поверхности, так, что тем самым произведенные выдуванием из расплава волокна являются выдуваемыми непосредственно вниз на формирующую поверхность. Такая конфигурация хорошо известна в данной области техники и описана более подробно, например, в Патентной Заявке США №2007/0049153 Dunbar и др. Кроме того, несмотря на то, что вышеописанные варианты выполнения используют множество выдувающих из расплава экструзионных головок для производства волокон разных размеров, одиночная экструзионная головка может также быть использована. Пример такого процесса описан, например, в Патентной Заявке США №2005/0136781 Lassig и др., которая включена сюда посредством ссылки для всех целей.
Как указано выше, желательно в некоторых случаях формировать образованное совместным формованием полотно, которое является текстурированным. Обращаясь снова к Фиг.1, например, один вариант выполнения настоящего изобретения использует формирующую поверхность 58, которая является перфорированной по природе так, что волокна могут быть вытянуты через отверстия поверхности и образовывать объемный, как у одежды, ворс, выступающий из поверхностей материала, что соответствуют отверстиям в формирующей поверхности 58. Перфорированная поверхность может быть обеспечена любым материалом, который обеспечивает достаточные отверстия для проникновения некоторых волокон, таким как высоко проницаемая формирующая проволока. Геометрия формующей сетки и условия обработки могут быть использованы для изменения текстуры или ворса материала. Конкретный выбор будет зависеть от желаемого размера пиков, формы, глубины, «плотности» ворса поверхности (то есть количества пиков или ворса на единицу площади) и т.д. В одном варианте выполнения, например, проволока может иметь открытую область от около 35% до около 65%, в других вариантах выполнения от около 40% до около 60% и в других вариантах выполнения от около 45% до около 55%. Одним примером сильно открытой области формирующей поверхности является формующая сетка FORMTECH™ 6, производимая Albany International Co. of Albany, New York. Такая проволока имеет «номер сетки» около шести полос на шесть полос на квадратный дюйм (около 2.4 на 2.4 полосы на квадратный сантиметр), то есть в результате около 36 перфораций или «отверстий» на квадратный дюйм (около 5.6 на квадратный сантиметр), и по этой причине обладающих возможностью формирования около 36 ворсинок или пиков в материале на квадратный дюйм (около 5.6 пиков на квадратный сантиметр). Проволока FORMTECH™ 6 также имеет диаметр изгиба около 1 миллиметра полиэфира, диметр желоба около 1.07 миллиметра полиэфира, номинальную воздушную проницаемость приблизительно 41.8 м3/мин (1475 фут3/мин), номинальную толщину около 0.2 сантиметра (0.08 дюйма) и открытую площадь около 51%. Другим примером формирующей поверхности, доступной от Albany International Co., является формующая сетка FORMTECH™ 10, которая имеет номер сетки около 10 полос на 10 полос на квадратный дюйм (около 4 на 4 полосы на квадратный сантиметр), то есть в результате около 100 перфораций или «отверстий» на квадратный дюйм (около 15.5 на квадратный сантиметр), и по этой причине обладающих возможностью формирования около 100 ворсинок или пиков на квадратный дюйм (около 15.5 пиков на квадратный сантиметр) в материале. Еще одной подходящей формующей сеткой является FORMTECH™ 8, которая имеет открытую область 47% и является также доступной от компании Albany International. Конечно, другие формующие сетки и поверхности (например, барабаны, пластины, листы и т.д.) могут быть использованы. Например, листы могут быть использованы с углублениями, выгравированными на поверхности так, что совместно формируемые волокна будут заполнять углубления для получения в результате ворса, который соответствует углублениям. Углубления (ворс) могут быть различных форм, включая, но не ограничиваясь, круги, квадраты, прямоугольники, завитки, канавки, линии, облака и так далее. Также варианты поверхности могут включать, но не ограничиваться чередующимися плетеными узорами, чередующимися размерами прядей, разделительными слоями (например, силиконами, фторсодержащими соединениями, и т.д.), статически рассеивающими обработками и т.п. Другие подходящие перфорированные поверхности, которые могут быть использованы, описаны в Патентной Заявке США №2007/0049153 Dunbar и др.
Независимо от конкретного используемого способа текстурирования ворс, образованный с помощью выдуваемых из расплава волокон по настоящему изобретению, может лучше удерживать желаемую форму и контур поверхности. А именно, потому что выдуваемые из расплава волокна кристаллизуются при сравнительно низкой скорости, они являются мягкими до помещения на формирующую поверхность, которая позволяет им повиснуть и подходить по форме контурам поверхности. После кристаллизации волокон, они могут сохранять форму и образовывать ворс. Размер и форма полученного в результате ворса зависит от типа используемой формирующей поверхности, типов волокон, расположенных на ней, объема ниже проволоки воздушного вакуума, используемого для нанесения волокон на и в формирующую поверхность, и другие соответствующие факторы. Например, ворс может выступать из поверхности материала в диапазоне от около 0.25 миллиметров до по меньшей мере около 9 миллиметров и в дополнительных вариантах выполнения от около 0.5 миллиметра до около 3 миллиметров. Вообще говоря, ворс заполнен волокнами и тем самым имеет желаемую эластичность, полезную для вытирания и чистки.
На Фиг.3 показан вид в сечении текстурированного, образованного совместным формованием полотна 100, имеющего первую наружную поверхность 122 и вторую наружную поверхность 128. По меньшей мере одна из наружных поверхностей имеет трехмерную текстуру поверхности. На Фиг.3, например, первая наружная поверхность 122 имеет трехмерную текстуру поверхности, которая включает ворс или пики 124, продолжающиеся вверх от плоскости совместно сформованного материала. Одним показателем величины трехмерности в текстурированной наружной поверхности(ях) совместно сформованного полотна является отношение максимума к минимуму, которое вычисляется как отношение общей толщины «Т», разделенной на глубину впадин «D». При текстурировании в соответствии с настоящим изобретением совместно сформованное полотно обычно имеет отношение максимума к минимуму около 5 или меньше, в других вариантах выполнения от около 0.1 до около 4 и в дополнительных вариантах выполнения от около 0.5 до около 3. Количество и распределение ворса 24 может сильно отличаться в зависимости от желаемого конечного использования. В конкретных вариантах выполнения, которые являются более плотно текстурированными, текстурированное, совместно сформованное полотно будет иметь от около 2 и около 70 ворсинок на квадратный сантиметр и в других вариантах выполнения от около 5 и 50 ворсинок на квадратный сантиметр. В некоторых вариантах выполнения, которые являются менее плотно текстурированными, текстурированное, совместно сформованное полотно будет иметь от около 100 до около 20000 ворсинок на квадратный сантиметр и в других вариантах выполнения будет иметь от около 200 и 10000 ворсинок на квадратный сантиметр. Текстурированное, совместно сформованное полотно может также демонстрировать трехмерную структуру на второй поверхности полотна. Это будет происходить особенно в случае для материалов с более низким базовьм весом, таких, которые имеют базовый вес менее чем 70 граммов на квадратный метр из-за «зеркалирования», при этом вторая поверхность материала демонстрирует смещение пиков или между пиками на первой наружной поверхности материала. В этом случае глубина впадин D измеряется для обеих наружных поверхностей, как описано выше, и складывается вместе для определения общей глубины впадин материала.
V. Изделия
Эластичное, образованное совместным формованием полотно может быть использовано в широком множестве изделий. Например, полотно может быть включено во «впитывающее изделие» таким образом, что придает возможность впитывания воды или других жидкостей. Примеры некоторых впитывающих изделий включают впитывающее изделие личной гигиены, такие как подгузники, обучающие трусы, впитывающее нижнее белье, изделия для страдающих недержанием, продукты женской гигиены (например, гигиенические прокладки), плавательная одежда, детские салфетки, салфетки для рук и так далее; медицинские впитывающие изделия, такие как одежда, пористые материалы, подкладные пеленки, впитывающие простыни, перевязочные материалы, впитывающие салфетки и медицинские полотенца; полотенца общественного питания; предметы одежды; пакеты; и так далее, но не ограничиваются ими. Материалы и процессы, подходящие для образования таких изделий, хорошо известны для специалистов в данной области техники. Несколько примеров таких изделий описаны в Патентах США 5,649,916 DiPalma и др.; 6,110,158 Kielpikowski; 6,663,611 Blaney и др., которые включены сюда посредством ссылки для всех целей. Еще другие подходящие изделия описаны в Патентной Заявке США №2004/0060112 Fell и др., так же в Патенте США №4,886,512 Damico и др.; 5,558,659 Sherrod и др.; 6,888,044 Fell и др.; и 6,511,465 Freiburger и др., все из которых включены сюда посредством ссылки для всех целей. При использовании во впитывающем изделии, эластичное совместно сформированное полотно по настоящему изобретению может образовывать компонент впитывающей сердцевины или любой другой впитывающий компонент впитывающего изделия, хорошо известного в данной области техники.
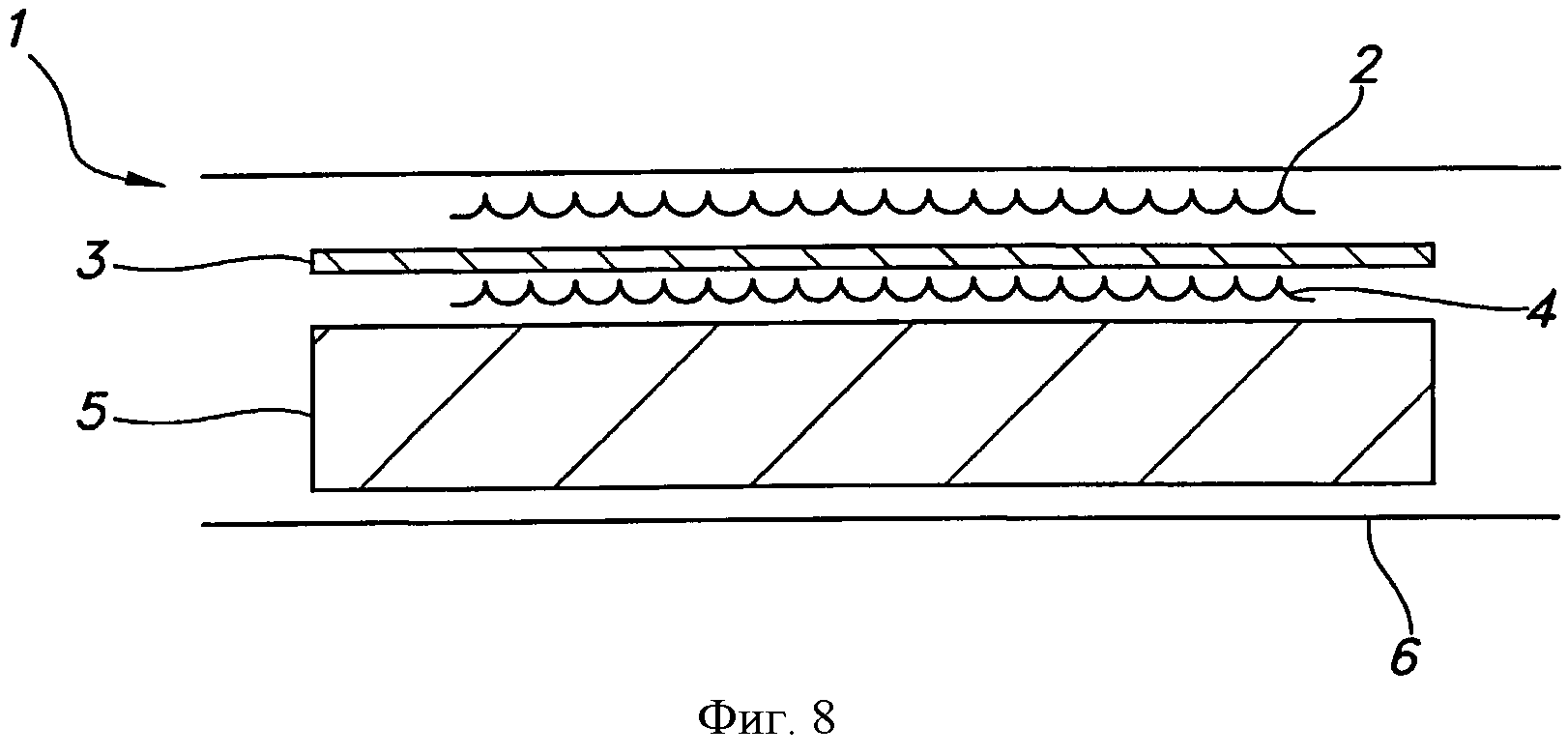
В качестве одного примера эластичное совместно сформованное нетканое полотно может быть использовано как впитывающий элемент в изделии женской гигиены. Как показано на Фиг.8, изделие женской гигиены включает отслаиваемую полосу 1, которая адгезивно прикреплена с помощью адгезива 2 для прикрепления к одежде к обращенной к одежде барьерной пленке или изолирующему слою 3 на одной стороне. Другая сторона изолирующего слоя 3 прикрепляется к впитывающему слою 5 с помощью высокопрочного адгезива 4. Впитывающий слой 5 прикреплен к обращенной к телу подкладке 6. Эластичное, образованное совместным формованием, нетканое полотно по существу используют во впитывающем слое 5. Предпочтительно, использование эластичного, образованного совместным формованием, нетканого полотна будет препятствовать собиранию в складки продукта, при его ношении, следовательно, улучшит общую эффективность и сократит утечки. Другие подходящие конфигурации для образования изделий личной гигиены с материалами впитывающей сердцевины являются хорошо известными для специалистов в данной области техники. В одном предпочтительном варианте выполнения эластичное, образованное совместным формованием, нетканое полотно имеет текстурированную поверхность. Текстурированная поверхность предпочтительно расположена по направлению к обращенной к телу подкладке 5, чтобы улучшить более быстрый прием жидкости и более высокую впитываемость впитывающей сердцевины.
В другом конкретном варианте выполнения настоящего изобретения образованное совместным формованием полотно используется для образования салфетки. Салфетка может быть образована целиком из образованного совместным формованием полотна или она может содержать другие материалы, такие как пленки, нетканые полотна (например, полотна фильерного производства, выдуваемые из расплава полотна, материалы полотна, изготовленного кардочесанием, другие совместно сформованные полотна, полотна, изготовленные укладкой в воздушном потоке, и т.д.), бумажные продукты и так далее. В одном варианте выполнения, например, два слоя текстурированного, образованного совместным формованием полотна могут быть ламинированы вместе для образования салфетки, как описано в Патентной Заявке США №2007/0065643 Kopacz, которая включена сюда посредством ссылки для любых целей. В таких вариантах выполнения, один или оба слоя могут быть образованы из полотна, изготовленного с помощью совместного формования по настоящему изобретению. Различные подходящие выдачные устройства, контейнеры и системы для выдачи салфеток описаны в Патентах США №5,785,179 Buczwinski и др.; 5,964,351 Zander; 6,030,331 Zander; 6,158,614 Haynes и др.; 6,269,969 Huang и др.; 6,269,970 Huang и др.; и 6,273,359 Newman и др., которые включены сюда посредством ссылки для любых целей. В некоторых вариантах настоящего изобретения салфетка является «влажной» или «предварительно увлажненной» салфеткой, таким образом, что она содержит жидкий раствор для очистки, дезинфекции, санирования и т.д. Конкретные жидкие растворы являются некритичными и описаны более подробно в Патентах США №6,440,437 Krzysik и др.; 6,028,018 Amundson и др.; 5,888,524 Cole; 5,667,635 Win и др.; и 5,540,332 Kopacz и др., которые включены сюда посредством ссылки для всех целей.
Настоящее изобретение может быть лучше понятно со ссылкой на последующие примеры.
Способы испытаний
Скорость течения расплава:
Скорость течения расплава ("MFR") является весом полимера (в граммах), пропущенным через выходное отверстие экструзионного реометра (0.0825 дюймового диаметра), когда подвергаются воздействию 2160 граммов за 10 минут при 230°С. Если иное не обозначено, скорость течения расплава была измерена в соответствии с методом тестирования D1238-Е Американского общества по испытанию материалов (ASTM Test Method D1238-E).
Термические свойства:
Температура плавления и температура кристаллизации были определены с помощью дифференциальной сканирующей калориметрии («ДСК» ("DSC")) в соответствии с ASTM D-3417. Дифференциальным сканирующим калориметром являлся DSC Q100 Дифференциальный Сканирующий Калориметр, который был оснащен охлаждающим дополнительным оборудованием на жидком азоте и UNIVERSAL ANALYSIS 2000 (версии 4.6.6) аналитическим программным обеспечением, оба из которых являются доступными от Т.А. Instruments Inc. of New Castle, Deaware. Для предотвращения прямого касания образцов были использованы пинцеты или другие инструменты. Образцы были помещены в алюминиевую чашку и взвешены с точностью 0.01 миллиграмм на аналитических весах. Крышка была закручена над образцами на чашку. Обычно, гранулы смолы были помещены во взвешиваемую чашку, и волокна были обрезаны, чтобы соответствовать положению во взвешиваемой чашке и при закрытии крышкой.
Дифференциальный сканирующий калориметр был откалиброван, используя стандарт металла индия, и была выполнена коррекция линии отсчета, как описано в руководстве пользователя для дифференциального сканирующего калориметра. Образцы материала были помещены в рабочую часть дифференциального сканирующего калориметра для проведения тестовых испытаний, и пустую чашку использовался для сравнения. Все тестовые испытания были проведены с использованием 55 кубических сантиметров в минуту азота (промышленного сорта), очищающего рабочую часть. Для образцов гранул смолы программой нагрева и охлаждения был 2-цикловый тест, который начался с уравновешивания рабочей части до -25°С, с последующим первым периодом нагрева со скоростью нагрева 10°С в минуту до температуры 200°С, с последующим уравновешиванием образцов при 200°С на 3 минуты, с последующим первым периодом охлаждения со скоростью охлаждения 10°С в минуту до температуры -25°С, с последующим уравновешиванием образцов при -25°С на 3 минуты и затем вторым периодом нагрева со скоростью нагрева 10°С в минуту до температуры 200°С. Все тестовые испытания были проведены с использованием 55 кубических сантиметров в минуту азота (промышленного сорта), очищающего рабочую часть. Результаты были затем оценены с помощью UNIVERSAL ANALYSIS 2000 аналитического программного обеспечения, которое определило и выразило количественно температуры плавления и кристаллизации.
ПРИМЕРЫ
Различные образцы совместно сформованных полотен были образованы из двух нагретых потоков выдуваемых из расплава волокон и одиночного потока распушенных волокон пульпы, как описано выше и показано на Фиг.1. В различных примерах, выдуваемые из расплава волокна были образованы из следующих полимерных композиций:
1. Пример 1, где полимерная композиция представляла собой гомополимер пропилена, имеющий плотность 0.91 г/см3, скорость течения расплава 1200 г/10 минут (230°С, 2.16 кг) температуру кристаллизации 113°С и температуру плавления 156°С, который является коммерчески доступным как Metocene™ MF650X у Basell Polyolefms.
2. Пример 2, где полимерная композиция представляла собой смесь 75 вес.% гомополимера пропилена (Achive™ 6936G1) и 25 вес.% сополимера пропилена и этилен (Vistamaxx™ 2370, плотность 0.868 г/см3, скорость течения расплава 200 г/10 минут (230°С, 2.16 кг)), имеющего плотность 0.89 г/см3 и скорость течения расплава 540 г/10 минут (230°С, 2.16 кг), которые являются коммерчески доступными от ExxonMobil Chemical Corp.
3. Пример 2, где полимерная композиция представлял собой эластомер на основе олефинов (Vistamaxx™ 2330, плотность 0.868 г/см3, скорость течения расплава 290 г/10 минут (230°С, 2.16 кг), содержание этилена 13.0 вес.%), которые являются коммерчески доступными от ExxonMobil Chemical Corp.
Полимерные композиции, каждая, далее содержат 3.0 вес.% поверхностно активного вещества (IRGASURF HL, коммерчески доступный у Ciba). Волокна пульпы являлись полностью обработанной пульпой южной древесины мягких пород, полученной от Weyerhaeuser Co. of Federal Way, Washington под обозначением «Weyco CF-405».
Для каждого примера полимер для каждого потока волокон, выдуваемых из расплава, был доставлен к соответствующей выдувающей из расплава головке со скоростью 2.0 фунтов полимера на дюйм головки фильеры в час через отверстия диаметром 0.020 дюйма для достижения содержания выдуваемого из расплава волокна в 50 вес.%. Расстояние от зоны контакта до формирующей проволоки (то есть формирующая высота) было около 12 дюймов, и расстояние между головками выдувающих из расплава фильер было около 6 дюймов. Выдувающая из расплава головка, расположенная выше по ходу потока от потока волокон пульпы, была ориентирована под углом 48° относительно потока пульпы, в то время как другая выдувающая из расплава головка (расположенная ниже по ходу потока от потока волокон пульпы) была ориентирована под углом 48° относительно потока пульпы. Формирующей проволокой являлся FORMTECH™ 8 (Albany International Co.). Для обеспечения различных типов ворса, резиновые листы были расположены на верхней поверхности формирующей проволоки. Один такой лист имеет толщину приблизительно 0.95 сантиметров и содержит отверстия, расположенные в гексагональной матрице. Отверстия имели диаметр около 0.64 сантиметра и были разнесены на около 0.95 сантиметров (расстояние между центрами). Листы с другими узорами (например, облака) были также использованы. Вакуумная камера была расположена ниже формирующей проволоки для облегчения нанесения полотна и была наполнена до 30 дюймов воды.
Для демонстрации эластичных свойств совместно сформованных полотен образцы каждого Примера были подвержены испытанию «смятия». Каждый образец был три на семь дюймов. Испытание было проведено как на сухом, так и на влажном образцах. Влажные образцы имели 3 своих веса в воде, добавленной к образцу. Каждый образец был сжат с помощью легкого сжатия в комок в руке пользователя, когда образец удерживался на 10 секунд. Затем образцы были освобождены, слегка встряхнуты и уложены на доску. Образцы не были впоследствии разглажены ни в каком направлении. Фиг.4 показывает фотографию образцов Примера 1 перед смятием. Фиг.5 показывает фотографию образцов Примера 1 после выполнения испытания на смятие. Фиг.6 показывает фотографию образцов Примера 3 перед смятием. Фиг.7 показывает фотографию образцов Примера 3 после выполнения испытания на смятие. Как может быть видно на Фиг.4-7, образцы Примера 3 были намного более эластичными, то есть развернулись более плоско после испытания на смятие, чем Пример 1. Аналогично было выяснено, что образцы Примера 2 ведут себя схожим образом с образцами Примера 3.
Хотя изобретение было описано подробно в отношении конкретных вариантов его выполнения, будет очевидно, что специалист в данной области техники при достижении понимания описанного выше, легко может представить изменения, модификации и эквиваленты этих вариантов выполнения. Соответственно, объем настоящего изобретения должен определяться прилагаемой формулой изобретения и любыми ее эквивалентами. Кроме того, следует отметить, что любой заданный диапазон, представленный здесь, предназначен для включения любых и всех меньших включенных диапазонов. Например, диапазон 45-90 также будет включать 50-90; 45-80; 46-89 и т.п.
Реферат
Представлено эластичное, образованное совместным формованием нетканое полотно, которое содержит матрицу выдуваемых из расплава волокон и впитывающий материал. Выдуваемые из расплава волокна могут составлять от 45 вес.% до около 99 вес.% полотна, и впитывающий материал может составлять от около 1 вес.% до около 55 вес.% полотна. Выдуваемые из расплава волокна могут быть образованы из термопластической композиции, которая содержит по меньшей мере один сополимер пропилена и α-олефина, имеющий содержание пропилена от около 60 мол.% до около 99.5 мол.% и содержание α-олефина от около 0.5 мол.% до около 40 мол.%. Сополимер может иметь плотность от около 0.86 до около 0.90 грамма на кубический сантиметр, и термопластическая композиция может иметь скорость течения расплава от около 200 до около 6000 граммов в 10 минут, определенную при 230°С в соответствии с методом тестирования D1238-Е Американского общества по испытанию материалов (ASTM Test Method D1238-Е). Образованному совместным формованием полотну может быть придана трехмерная текстура с помощью, например, использования трехмерной формирующей поверхности. Как один из примеров, эластичное, образованное совместным формованием полотно является подходящим для использования в качестве компонента во впитывающей сердцевине впитывающего изделия личной гигиены. 4 н. и 16 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Перфорированный нетканый материал и способ его изготовления
Комментарии