Перфорированный нетканый материал и способ его изготовления - RU2184182C1
Код документа: RU2184182C1
Чертежи





Описание
Изобретение относится к гигиеническим средствам, в частности к перфорированному нетканому материалу и способу его изготовления.
Уровень техники
Гигиенические изделия, поглощающие биологические жидкости, такие как детские пеленки, пеленки для взрослых или женские прокладки, обычно включают
абсорбирующую внутреннюю часть (или слой), уплотняющую водонепроницаемую нижнюю подложку из пленки или ламината пленка/нетканый материал и прилегающий к телу, проницаемый поверхностный слой из тонкого
износоустойчивого мягкого нетканого материала или пленки с нанесенной в вакууме перфорацией в виде воронкообразных, т.е. трехмерных, отверстий. Пленка, перфорированная в вакууме, окружает
абсорбирующую внутреннюю часть, причем самые большие отверстия обращены наружу, т.е. к телу. Пленки выполнены из гидрофобных термопластичных полимеров, таких как полиэтилен, полипропилен или сополимер
этилена и поливинилацетата и ЭВА. За счет этого поверхность пленки с одной стороны не смачивается биологической жидкостью, которая направляется только к поглощающей внутренней части, а благодаря
внутренним воронкообразным отверстиям перфорации обратное движение жидкости затруднено, например, при нагрузке, движении или сдавливании. Как известно, поглощающий внутренний слой наряду с технической
целлюлозой обычно содержит сверхабсорбирущие частицы (САЧ). Сверхабсорбирующие полимеры отличаются тем, что способны впитывать большие объемы водных жидкостей и при значительном увеличении объема
образуют гелевую массу с более или менее низкой твердостью. Присутствие САЧ имеет то преимущество, что дает возможность уменьшить массу абсорбирующей внутренней части и за счет этого уменьшить ее
толщину, а жидкость под давлением удерживается гелем и не вытекает наружу. Однако САЧ имеют недостаток, связанный с блокировкой геля, причем это свойство выражено тем сильнее, чем большую долю
составляет матрица геля. Под блокировкой геля подразумевается такое состояние, когда жидкость уже не может проходить или переносится существенно медленнее. Эта проблема решается также за счет
соответствующей конструкции поглощающих гигиенических изделий. В этом случае между абсорбирующим (внутренним) слоем и защитным (покрывным) слоем помещают объемный нетканый материал или другие очень
открытые структуры, которые не блокируются при контакте с жидкостью. Этот промежуточный слой впитывает жидкость немедленно, т. е. самопроизвольно удаляет ее с поверхности пеленки и равномерно
распределяет. При этом улучшается распределение биологической жидкости. Под распределением биологической жидкости подразумевается взаимосвязь многих, выше уже частично упомянутых факторов, имеющая
целью формирование по возможности наиболее комфортного ощущения при использовании гигиенических изделий.
Известно, что в качестве поверхностного, обращенного к телу слоя абсорбирующего материала используют также неперфорированный нетканый материал, полученный в процессе формования волокна, и нетканый материал из штапельного волокна на основе полиолефинов.
Разработка средств для удерживания жидкости, мочи в детских пеленках, пеленках для взрослых и менструальных выделений в женских прокладках является далеко продвинутой и актуальной проблемой. Однако в перспективе пеленка должна удерживать оптимальным способом не только мочу, но и жидкие выделения из кишечника. Неперфорированные нетканые защитные материалы для этой цели являются непригодными. Данная биологическая жидкость является многофазной системой, включающей твердые частицы различной формы и консистенции с тенденцией к разделению фаз прежде всего на активной поверхности или поверхности, обладающей фильтрующим или осаждающим свойством. Такие жидкости упоминаются ниже как выделения кишечника. Оказалось, что неперфорированные нетканые материалы являются непригодными, так как они не способны полностью пропускать через себя жидкие выделения кишечника, с тем чтобы они попадали в абсорбирующую внутреннюю часть. Напротив, существует тенденция оседания твердых и/или высоковязких компонентов выделений кишечника на внешней поверхности пеленки за счет сепарации, и в некоторых случаях такие твердые и высоковязкие компоненты действуют как запирающий слой для поступающей биологической жидкости жидкотекучей консистенции. Как сепарация крупных составных компонентов, так и связанное с этим блокирование дальнейшего переноса жидкости являются существенным недостатком обычных пеленок. Поэтому известны многочисленные предложения по усовершенствованию способов распределения выделений кишечника, которые основаны на использовании перфорированного покрывного слоя (защитного нетканого материала). При этом отверстия перфорации должны быть чистыми (иметь свободное сечение). Поперечное соединение отдельных волокон или групп волокон или наличие каких-либо волоконных перемычек является нежелательным. Кроме перфорированных верхних слоев, в соответствие с особой консистенцией и связанными с ней особенностями жидких выделений кишечника следует также приводить конструкцию пеленки и конфигурацию нетканого материала открытой структуры, расположенного между защитным слоем нетканого материала и абсорбирующей внутренней частью.
Известно множество способов нанесения перфорации, а также нетканых материалов и композитов нетканых материалов. В европейской заявке ЕР-А-0215684 описан способ создания перфорации в нетканых материалах с помощью водоструйного аппарата. В качестве основания для размещения волокон и обработки их струями воды используют не обычное сито, а перфорированный цилиндр, снабженный выпуклостями. Это устройство обеспечивает нанесение четкой перфорации. В патенте США 5628097 описаны другой способ нанесения перфорации и другие перфорированные изделия, согласно которым в нетканом материале формируют канавки в продольном направлении с помощью ультразвука или термической обработки, а затем вытягивают его в поперечном направлении, пропуская через несколько вальцов, состоящих из двух вложенных друг в друга рифленых валков. Благодаря этому разъединяют проплавленные канавки и открывают отверстия перфорации. Описаны нетканые материалы из штапельного волокна и непрерывных нитей, волокнистые нетканые материалы, полученные аэродинамическим способом из расплава (выдувные расплавы), и многослойные нетканые материалы из штапельного волокна и выдувных непрерывных нитей, которые обозначаются, например, как SM (композит, изготовленный фильерным способом/аэродинамическим способом из расплава) и SMS (композит, изготовленный фильерным способом/аэродинамическим способом из расплава/фильерным способом).
Перфорированный нетканый материал для гигиенических целей должен не только распределять выделения кишечника, но и обладать как можно более высокой степенью белизны или высокой защитной способностью и очень хорошей мягкостью, по крайней мере, на прилегающей к телу стороне. Известно, что два последних свойства зависят от эластичности и мягкости самих используемых волокон. И эта взаимосвязь тем выше, чем ниже линейная плотность волокна, таким образом, предлагается использовать тонкие, тончайшие и ультратонкие волокна. Ультратонкие волокна называют также микроволокнами. Их можно наносить на ткани или на нетканые материалы. Выдувные из расплава нетканые материалы также состоят из микроволокон размером приблизительно 1-10 мкм.
Известны детские пеленки производства фирмы Unicharm, покрытые перфорированным нетканым материалом, который изготовлен вышеупомянутым способом водоструйной перфорации и состоит из композита ПП/ПЭ (полипропилен/полиэтилен), изготовленного фильерным способом, и полученного аэродинамическим способом из расплава слоя ПП. Действительно, благодаря этой многослойной конструкции внесен определенный вклад в улучшение распределения выделений кишечника, достигнута мягкость выдувного композита (на стороне, прилегающей к телу) и высокие защитные свойства. Однако у этих многослойных конструкций и способов их изготовления имеются существенные недостатки. Полученный аэродинамическим способом (выдувной из расплава) слой не вносит никакого вклада или вносит незначительный вклад в общую прочность, соответственно совокупную целостность конструкции. Масса компонентов находится выше общепринятого на сегодняшний день уровня. Снижение массы до значения ниже, чем приблизительно 30 г/м2, в связи с высокими требованиями к прочности в направлении хода машины для изготовления пеленочного материала представляется невозможным. Высокий расход материала приводит к удорожанию изделия. Выдувной материал, используемый сам по себе, неустойчив к истиранию и для водоструйной обработки должен быть дополнительно термически закреплен на подложке в виде многослойного нетканого материала с целью предотвращения тенденции к расслоению. Для этого необходимы двухкомпонентные волокна (коньюгированные волокна) с концентрическим или эксцентрическим расположением защитного компонента из низкоплавкого полимера в качестве слоя, полученного аэродинамическим способом. Однако этот перфорированный многослойный материал SM на мягкой стороне М значительно уступает по износостойкости изготовленным фильерным способом ПП материалам или штампованным нетканым материалам ПП из штапельных волокон, которые в настоящее время используют для пеленок и женских прокладок. В изделиях другого назначения, таких как подгузники или нетканые материалы ОР, для которых требуется износостойкость, соответственно отсутствие хлопка, можно использовать только SMS. С таким покрытием выдувным слоем стороны, прилегающей к телу, преимущество выдувного слоя оказывается бесполезным.
В патенте США 4840829 описаны нетканые материалы с удельной массой поверхности в диапазоне от 10 до 150 г/м2, которые изготовлены из штапельных волокон длиной от 20 до 100 мм и линейной плотностью в диапазоне от 0,555 до 16,65 дтекс. Эти нетканые материалы имеют круглые или эллиптические отверстия, которые получают методом водоструйной обработки на подложке с выступами.
Кроме того, в заявке WO 98/23804 описаны упрочненные нетканые материалы, а также способ их изготовления, причем указанные материалы состоят из многокомпонентных нитей, которые при упрочнении их в нетканый материал разделяют на отдельные составляющие их нити и сплетают закручиванием.
Сущность
изобретения
Задачей настоящего изобретения является создание перфорированного нетканого материала, превосходящего по своим характеристикам нетканые материалы, применявшиеся до настоящего
времени в изделиях для поглощения выделений кишечника, удовлетворяющего требованиям высокой непрозрачности и более высокой мягкости и комфортности стороны, прилегающей к телу, заменяющего двух- и
многослойные материалы и имеющего массу волокнистого материала, которая заметно ниже массы современных перфорированных нетканых материалов, используемых в настоящее время для производства пеленок и
женских прокладок.
Другой задачей изобретения является улучшение распределения выделений кишечника без ухудшения способности к поглощению мочи.
Следующей задачей настоящего изобретения является обеспечение прохождения жидкости через перфорированный нетканый материал без применения ПАВ и, соответственно, снижение относительного содержания ПАВ в обычно используемой массе неперфорированного защитного нетканого материала.
В настоящем изобретении эти задачи решаются путем создания перфорированного нетканого материала с удельной массой от 7 до 25 г/м2 из переплетенных друг с другом непрерывных (здесь и далее под термином "непрерывная нить" понимается нить (волокно), не разрезанная и не разорванная на отрезки в отличии от штапельных волокон) микроволоконистых нитей с линейной плотностью в диапазоне от 0,05 до 0,40 дтекс, которые составлены по крайней мере из двух термопластичных полимеров с различной гидрофобностью с поперечным сечением в виде ячеек или полых ячеек, напоминающим структуру кулича, из которых отделены посредством расщепления элементарные нити, причем отверстия перфорации выполнены чисто (в частности, имеют четкий контур) и не содержат элементарных нитей волокна, полученных при расщеплении микроволокнистых нитей.
Несмотря на чрезвычайно низкую массу нетканый материал по изобретению обладает очень высокой прочностью и благодаря низкой массе волокон характеризуется очень четкой структурой отверстий. Благодаря этому можно гарантировать высокую проницаемость для биологических жидкостей, особенно выделений кишечника, в отсутствии или с незначительными добавками по крайней мере одного ПАВ с низким поверхностным натяжением (смачивающих агентов) и выполнить материал в виде сухих покрытий гигиенических изделий, таких как пеленки и женские прокладки.
Разные нити в каждом случае имеют различную линейную плотность в вышеуказанном диапазоне. Предпочтительно отверстия перфорации наносят регулярно (упорядочено), и площадь отверстия составляет от 0,01 до 0,60 см2.
Перфорированный нетканый материал по изобретению предпочтительно характеризуется тем, что время прохождения жидкости через него составляет менее 3 сек спустя одну минуту пропускания жидкости (или от начала испытания). Предельная нагрузка в продольном направлении составляет предпочтительно по крайней мере 30 Н/5 см. Показатель обратного смачивания составляет предпочтительно менее 0,5 г.
Для формирования нетканых материалов можно использовать, например, две разные нити из термопластичных полимеров, взятые в массовом соотношении в диапазоне от 20: 80 до 80:20. Ниже обсуждается формирование нетканого волокнистого материала на основе двух элементарных нитей F1 и F2.
Кроме того, изобретение относится к способу получения подобных перфорированных нетканых материалов путем укладки расщепляемых непрерывных волокон, имеющих в сечении по крайней мере два разных термопластичных полимера с различной гидрофобностью, которые расположены в сечении чередующимися в виде ячеек (наподобие кулича), в нетканый материал, последующего расщепления и переплетения волокна с помощью струй воды под высоким давлением с получением переплетенных элементарных непрерывных нитей и последующего перфорирования образованного материала с помощью струй воды под высоким давлением.
При этом перфорирование предпочтительно осуществляют на барабанах для отвода воды и образования отверстий, имеющих выпуклости на внешней поверхности.
Далее описываются полимеры, используемые для изготовления нетканого материала по изобретению, а затем более подробно способ изготовления.
По крайней мере одно из двух полимерных элементарных волокон F1 и F2 является гидрофобным и изготовлено предпочтительно из ряда полиолефинов, таких, например, как полиэтилен, полипропилен и их сополимеры, причем один из полимеров находится в избытке. Другой полимер может быть как гидрофобным, так и гидрофильным, однако предпочтительно не гидрофильным, а слабо гидрофобным, как, например, полипропилен. В данном случае F1 означает более гидрофобное полимерное волокно, a F2 - менее гидрофобное полимерное волокно. F1 предпочтительно состоит из полипропилена (ПП) или полиэтилена (ПЭ) или из их смеси. F2 может быть, например, волокном из ряда сложных полиэфиров, таких, например, как полиэтилентерефталат, полибутилентерефталат, полипропилентерефталат или их сополимер и РЕ. Относительно выбора полимера как F1, так и F2 нет никаких ограничений, за исключением того, что из указанных полимеров можно сформовать с помощью известных способов формования волокнистого нетканого материала коньюгированные волокна.
Оба F1 и F2, или один из них, могут состоять из термопластичных эластомеров. Пример эластичного полиолефина для нетканого материала, полученного в процессе формования волокна, приведен в патенте ЕР-А-0625221, а пример катализируемого металлоценом LLDPE - в патенте ЕР-А-0713546, где описаны также представители слабогидрофобных эластомеров, такие как полиуретан, сополимер этилен-бутилен, сополимер поли(этилен-бутилен)стирол (Kraton), полиадипат-сложный эфир и эластомер из сложных/простых полиэфиров (Hytrel). Для таких эластомеров известно, что нетканый материал, полученный в процессе формования волокна, можно сформировать аэродинамическим способом из расплава или с помощью комбинации SMS (фильерного способа/аэродинамического способа из расплава/фильерного способа). Введение такого эластомера в состав F1 и/или F2 приводит к повышению мягкости и эластичности перфорированных микроволокнистых нетканых материалов. Кроме того, установлено, что только перфорированные нетканые материалы, которые состоят из переплетенных микроволокнистых нитей (нитей микроволокна), обладают превосходными свойствами в отношении пропускания и распределения жидкости. Перфорированные нетканые материалы из переплетенных аналогичным образом микроволокон и штапельных волокон не обладают таким свойством. Только при обработке таких материалов на станке для изготовления пеленок (высокая тяговая нагрузка в направлении хода машины) их масса должна увеличиваться в среднем в три раза по сравнению с нетканым материалом из непрерывного волокна при явной потере качества перфорации, эластичности, мягкости, износоустойчивости и способности к пропусканию и распределению жидкости.
Кроме того, к расплаву полимерного волокна в форме маточной смеси могут быть добавлены компоненты для придания антистатических свойств, крашения (химических волокон) в процессе прядения, матирования, мягкости, клейкости и эластичности, повышения и снижения защитных свойств от жидкостей (таких как вода, спирт, углеводороды, масла), жиров и полидисперсных систем, таких как выделения кишечника, и других жидких выделений, таких как моча и менструальные выделения.
Компоненты, которые изменяют поверхностное натяжение на внешней поверхности микроволокон (границе раздела фаз), можно также наносить впоследствии после образования или выделения микроволокнистых нитей в уже перфорированном нетканом материале. Примерами таких веществ являются смачивающие агенты в форме водного раствора или дисперсии, которые в настоящее время добавляют ко многим нетканым материалам, используемым в качестве защитного (покрывного) слоя пеленок, с целью улучшения прохождения через них мочи.
Однако нетканый материал по настоящему изобретению предпочтительно получают без добавления такого смачивающего агента или, соответственно, с добавлением только части от обычно наносимого количества. Характер перфорации, т. е. величина отверстий, форма, расположение отдельных отверстий относительно друг друга (например, в промежутке или в ряду) и открытая плоскость с одной стороны, а также предельно высокая эластичность перемычки (область между отверстиями), состоящей из переплетенных непрерывных микроволокнистых нитей, и очень низкая масса позволяют снизить добавление таких смачивающих агентов или полностью исключить их.
Перечень фигур и иных
материалов
Сущность изобретения дополнительно поясняют чертежи, представленные на Фигурах 1-6.
На Фиг. 1-6 показана форма отдельных отверстий K и их расположение на плоскости.
На Фиг. 1 буква K означает идеализированное отверстие в форме равносторонних шестиугольников, где стороны а и b равны. Расстояние о означает самое короткое расстояние между центром отверстия K и гранью а. Грани а и b расположены в каждом случае на постоянном расстоянии g от любого соседнего отверстия K. Вокруг каждого отверстия K в каждом случае изображены большие равносторонние шестиугольники со сторонами е и f, параллельными а и b. На Фиг.1 е= f. Таким образом получают сотовое расположение отверстий К. Грани а и b отверстия K в каждом случае нанесены параллельно граням а и b соседнего отверстия K. Расстояние h=0,59. Вершины углов в пересечении граней "а" с "а" и соответственно "а" с "b" в нетканом материале присутствуют в округленной форме. Эти закругления углов i и j представлены на Фиг.1 для случая i=j. Благодаря этим закруглениям первоначальные расстояния d и e шестиугольника уменьшаются до q и r. На Фиг.1 q=r.
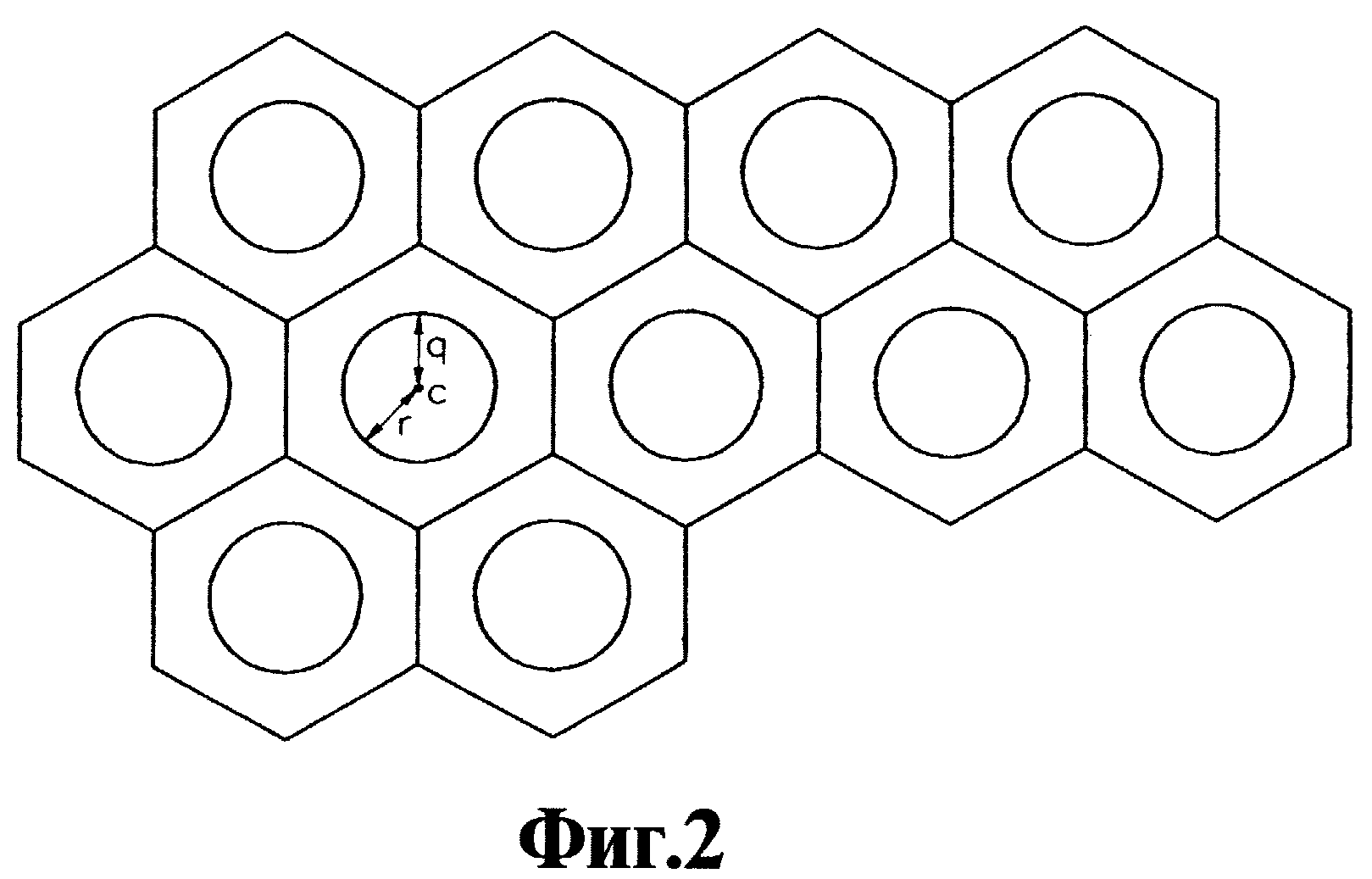
На Фиг. 2 показано, что все закругления i и j в предельном случае могут расширяться настолько, что отверстие K приобретает форму круга.
На Фиг. 3 отверстия K отличаются от отверстий, приведенных на Фиг.1, только тем, что b заметно больше а, а округление i выражено сильнее, чем j.
На Фиг. 4 показано, что в предельном случае округления i и j могут расширяться настолько, что шестиугольник K приобретает форму эллипса.
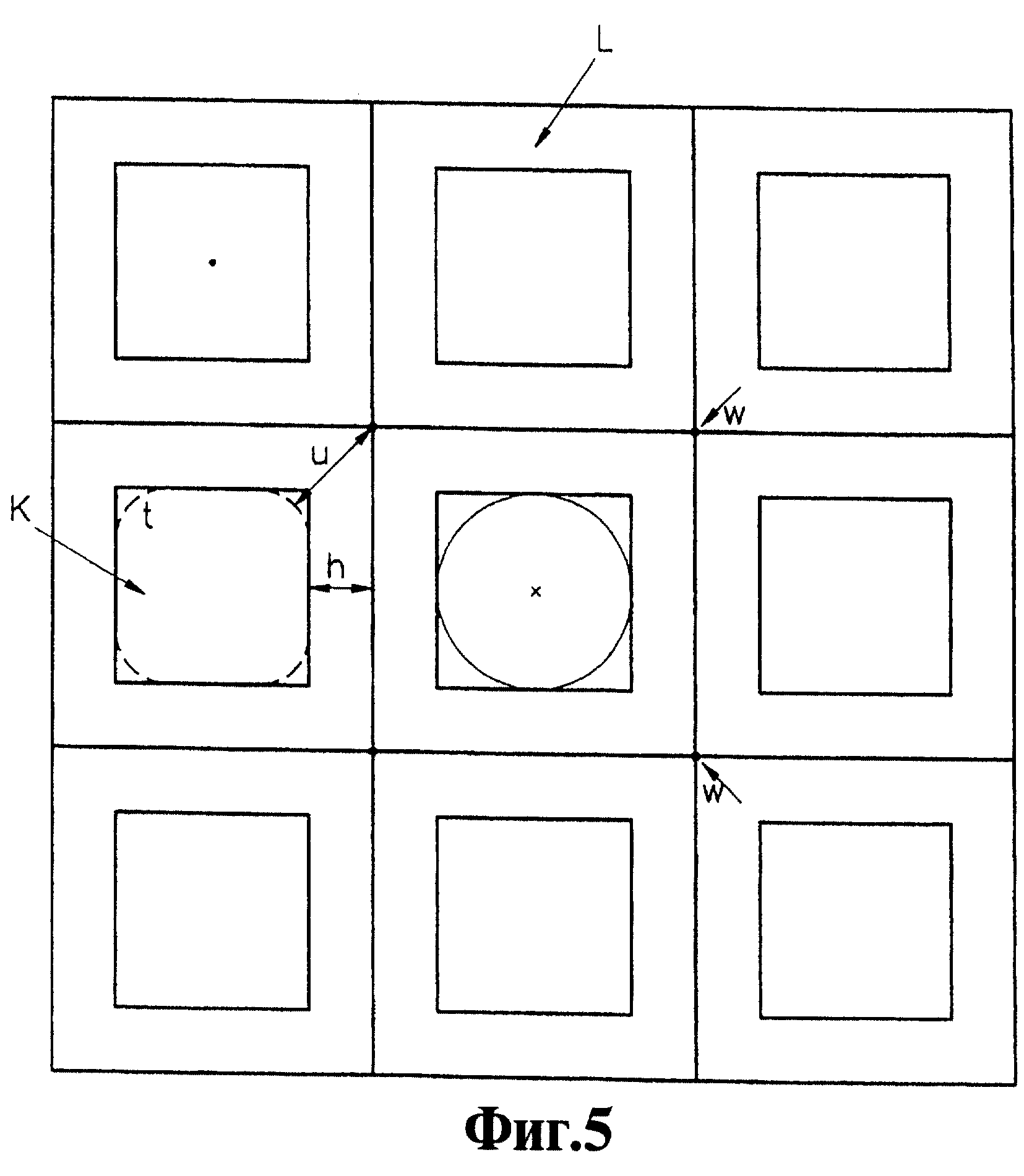
На Фиг.5 и Фиг.6 показаны другие возможные типы расположения отверстий.
Сведения, подтверждающие возможность осуществления
изобретения
Оказалось, что шестиугольная форма отверстий (пор) K или форма, которая образуется при округлении, и расположение отверстий, как показано на Фиг. 1-4, являются предпочтительными
для распределения жидкости. Именно в случае равносторонних шестиугольных отверстий K и их округленных вариантов жидкость тела всегда имеет самый короткий путь от поверхности пеленки к внутреннему
слою.
Однако изобретение не ограничено такой правильной формой и упорядоченным расположением отверстий. Для K допустимы другие многоугольники и их округленные варианты, а также и нерегулярное распределение таких и иных отверстий. Менее пригодны такие отверстия и их расположение, которые препятствуют части выделяющейся жидкости, предельно удаленной от края отверстий, быстро проходить через поры К.
Такой порядок расположения отверстий представлен, например, на Фиг.5 и Фиг.6.
Расстояние от самой удаленной точки w до округленного угла четырехугольников значительно больше, чем расстояние h.
Отношение u/h, т.е. максимального расстояния на поверхности до отверстия K к минимальному расстоянию, в идеальном случае должно быть 1:1, а в наименее благоприятном варианте - 2:1.
Площадь отдельного отверстия находится в диапазоне от 0,01 до 0,60 см2, предпочтительно от 0,04 до 0,40 см2. Все отдельные отверстия могут иметь одинаковую форму, а одинаковые отверстия имеют одинаковую площадь. Оба отверстия или только одно из двух могут различаться, однако вышеупомянутое объяснение относится только к соотношению u/h меньше/равно 2:1.
Открытая площадь отверстия находится в диапазоне от 8 до 40%, предпочтительно от 12 до 35%.
Микротонкие переплетенные непрерывные нити S образуют вокруг отверстий рамки L. Перфорированные нетканые материалы могут, как упомянуто выше, содержать ПАВ, которые придают им смачиваемость, пониженную смачиваемость или остаточную гидрофильность. Эти соединения целесообразно вносить после водоструйного перфорирования способом мокрое на мокрое. Вносимое количество составляет от 0 до 0,60 мас.% в расчете на массу нетканого материала, предпочтительно от 0 и 0,20%. Их количество рассчитывают с учетом площади отдельных отверстий и общей открытой площади. Чем больше указанные площади, тем в большей степени может быть снижено содержание подобных ПАВ. Из соображений оптимальной биопереносимости содержание по крайней мере одного ПАВ стремятся свести к 0%.
Особое преимущество состоит в том, что ПАВ можно распределять не равномерно по всей структуре материала, а в непосредственной близости к периферии отверстий. С этого места вещество в принудительном порядке поступает к отверстиям, оказывая на жидкость направленное внутрь всасывающее действие. Полидисперсная жидкая система не подвергается обезвоживанию, и, соответственно, не наступает разделение фаз. Предотвращается закупоривание отверстий и появление отложений по всей структуре материала. Принимающий и распределяющий жидкость слой, расположенный между абсорбирующим внутренним слоем и верхним слоем и который также является смачиваемым, дополнительно способствует немедленному удалению жидкости с поверхности пеленок.
Изготовление перфорированного нетканого материала (верхний слой)
Способ согласно изобретению заключается в том, что расщепляемое волокно ячеистой структуры, имеющее сечение в виде ячеек или полых ячеек, с помощью технологии образования нетканых материалов в
процессе формования волокна укладывают в нетканый материал, состоящий из непрерывных нитей. В поперечном сечении нити, выходящие из фильеры в нерасщепленном состоянии, состоят из двух разных
полимерных компонентов F1 и F2, которые, чередуясь, примыкают друг к другу в виде отдельных ячеек наподобие частей кулича (обычно волокно состоит из 4-16 таких ячеек). В качестве условия последующего
расщепления следует предпочтительно использовать несколько (в большинстве случаев два) таких сильно различающихся по химическим свойствам полимерных компонентов, которые на общей граничной поверхности
обладают как можно меньшей адгезией. Кроме того, можно использовать близкие по химическим свойствам полимерные компоненты, например, такие, как полиэтилентерефталат и сополиэфир или полипропилен и
полиэтилен, если принять меры по снижению адгезии на общей граничной поверхности, например, путем добавления разделительного средства по крайней мере в один из полимерных волоконных компонентов. Если
расщепляемое волокно является пустотелым (круглым), то имеется в виду так называемое полое волокно (имеющее сечение полой ячейки), в ином случае волокно, имеющее в сечении вид сплошной ячейки.
Линейная плотность (титр) непрерывной нити в нетканых материалах составляет для расщепленных материалов, как правило, от 1,0 до 4,0 дтекс, предпочтительно от 1,6 до 3,3 дтекс. Наконец, на первой стадии обработки непрерывные нити нетканого материала, полученного в процессе формования волокна, переплетают по известным методам с помощью струй воды под высоким давлением (см. , например, заявку ЕР-А-0215684) и одновременно расщепляют с образованием ячеистой структуры, напоминающей части кулича. В случае волокна, имеющего в сечении вид ячейки, с линейной плотностью 1,6 дтекс, содержащего 16 сегментов (элементарных нитей волокна), которые включают по 8 сегментов каждого из полимерных волокон, после расщепления получают элементарные микроволокна с линейной плотностью 0,10 дтекс. После получения чрезвычайно легкого нетканого материала согласно изобретению целесообразно в качестве основания, на которое помещают материал, использовать полностью неперфорированную подложку, а не сито или подложку с перфорацией. Благодаря этому, за счет отражения на этой подложке струй воды, можно использовать отражающее действие основания и тем самым минимизировать потерю энергии.
После высушивания отверстий или целесообразнее до высушивания на них наносят ПАВ методом мокрое на мокрое с целью придания поверхности гидрофильных свойств. Для этого используют известные методы пропитки в ванне, одностороннюю плюсовку, начесывание или набивку. В предпочтительном варианте ПАВ (смачивающее средство) наносят методом штамповки по шаблону таким образом, что затрагивается только область остова волокна, пограничная с перфорацией. В этом случае необходимо использовать специальные печатные шаблоны, на которых нанесен рисунок перфорации, и специальные меры по контролю четкости контура нанесения смачивающего средства в процессе изготовления.
Пример 1
Нетканый материал,
полученный в процессе формования волокна, с массой единицы поверхности
13 г/м2, который содержит до 100% волокон ячеистой структуры с линейной плотностью 1,6 дтекс, укладывают на сито. Волокна ячеистой структуры в своем сечении состоят из чередующихся
элементарных сегментов (нитей): по 8 сегментов полипропилена и по 8 сегментов полиэтилентерефталата. Размер отдельных полипропиленовых сегментов выбирают таким образом, чтобы массовая часть
полипропилена составляла 30%, а полиэтилентерефталата - 70%.
Нерасщепленный нетканый материал из непрерывных волокон укладывают на сито для обезвоживания 100 меш и уплотняют струями воды под давлением 180 мбар, затем волокна, соответственно, расщепляют на 8 микроволокнистых нитей из полипропилена и 8 микроволокнистых нитей из полиэтилентерефталата.
После расщепления образуется, соответственно, одинаковое число микроволокнистых сегментов из полипропилена и полиэтилентерефталата. Отдельная линейная плотность микроволокнистых сегментов из полипропилена составляет 0,06 дтекс, а сегментов из полиэтилентерефталата - 0,14 дтекс. Пересчет величины в дтекс в величину диаметра (в идеальном случае волокон с круглым сечением) показал, что диаметр полипропиленовых элементарных волокон (плотность 0,91 г/см3) составляет 2,36 мкм, а полиэтилентерефталатных элементарных волокон (плотность 1,37 г/см3) - 4,42 мкм.
После расщепления волокна струями воды поверхность волокна перфорируют с помощью струй воды под высоким давлением (давление 70 кг/см2). Для этого используют описанные в заявке ЕР-А-0215684 барабаны для отвода воды и образования отверстий, имеющие выпуклости на внешней поверхности, вместо широко используемых сит для обезвоживания.
После высушивания получают очень мягкий прилегающий материал с четко выраженной перфорацией. В идеальном случае все отдельные отверстия перфорации имеют круговую форму и одинаковый размер. Расположение отверстий представляет собой ортогональную решетку с шагом а, причем отверстия совпадают с гранецентрированной решеткой.
Радиус r в среднем составляет 1,4 мм, а шаг а равен 6,0 мм. Открытая поверхность (ОП) составляет 34% от общей поверхности.
Для перфорированного нетканого материала определяют предельную нагрузку в продольном направлении согласно инструкциям EDANA 20.289, время "прохождения" жидкости согласно инструкциям EDANA 150.3-96 и способность к обратному смачиванию (называемую также повторным намоканием) согласно инструкциям EDANA 151.1-96.
Измерение времени прохождения жидкости осуществляют с интервалом в 1 мин и повторяют всего два раза без наложения фильтровальной бумаги при повторении. Представленные величины, соответственно, являются средними величинами, полученными в результате трех измерений.
Результаты:
Разрывная нагрузка в продольном направлении 32,3 Н/5 см (см. табл.1).
Обратное смачивание 0,09 г.
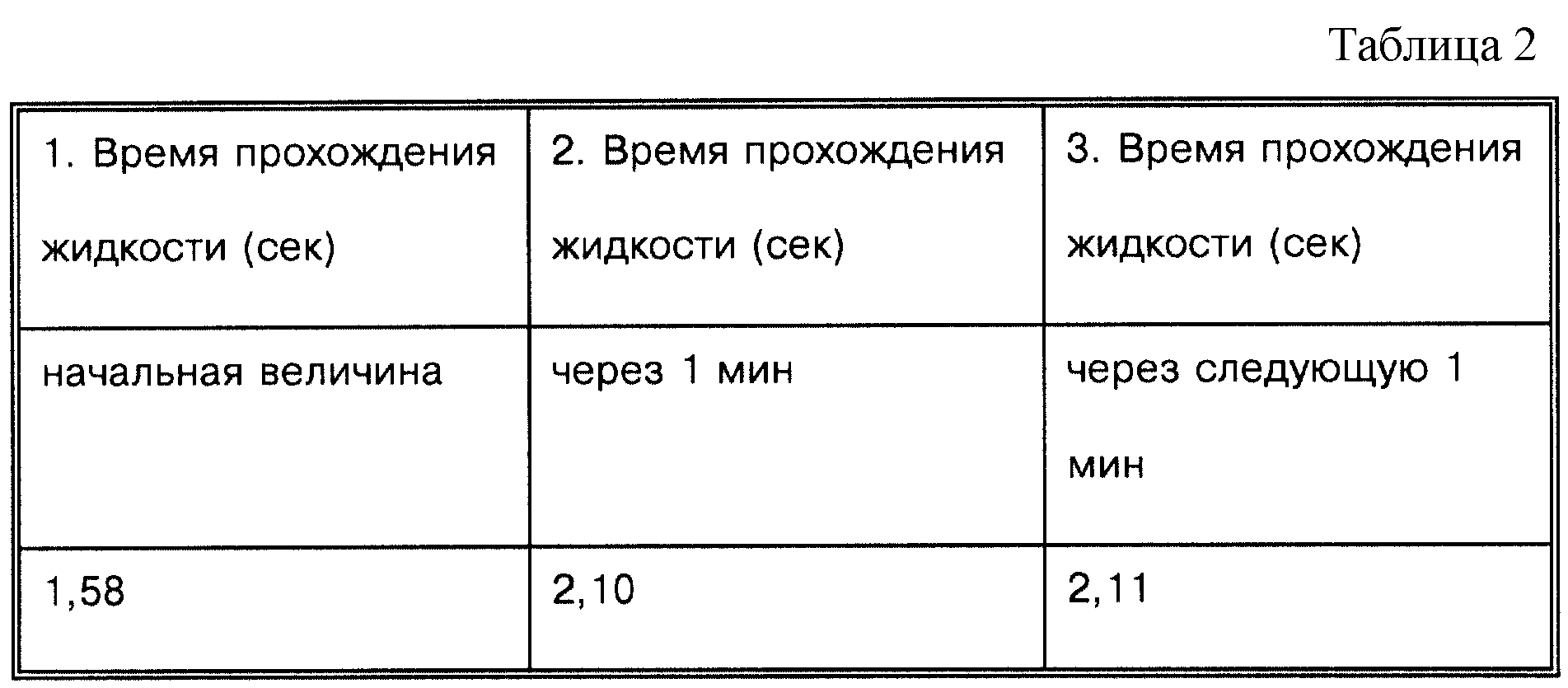
Пример 2
Перфорированный материал, полученный согласно примеру 1, пропитывают водной эмульсией смачивающего неионогенного агента на основе полисилоксана с помощью так
называемого метода полного погружения в ванну. Количество прочно нанесенного материала после высушивания составляет 0,042 мас.%. В данном примере получены следующие результаты:
Разрывная
нагрузка в продольном направлении 30,2 Н/5 см (см. табл.2).
Обратное смачивание 0,31 г.
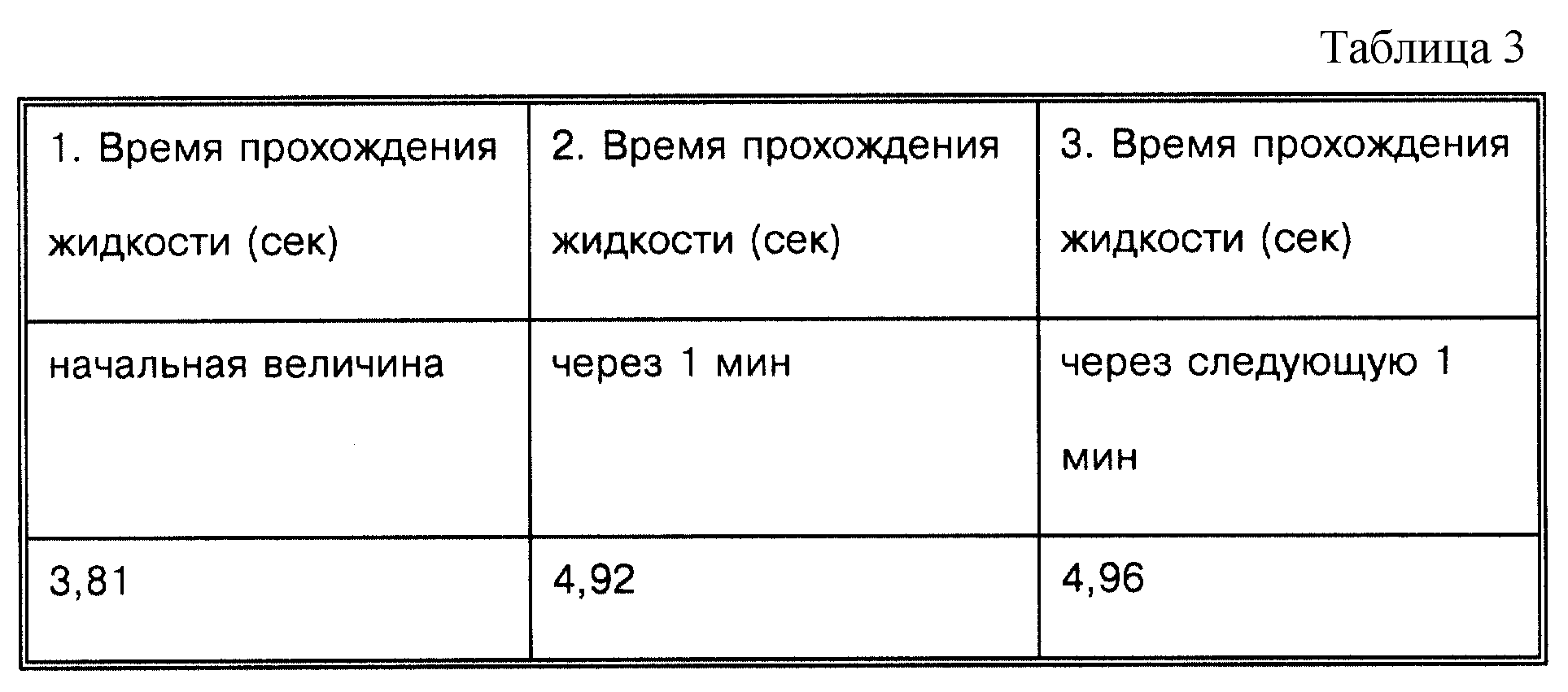
Пример для сравнения 1
На нетканом штампованном материале, полученном в
процессе формования волокна из полипропилена с волокнами из непрерывных полипропиленовых нитей с линейной плотностью 2,2 дтекс и массой единицы поверхности 10 г/м2, формируют
аэродинамическим способом из расплава слой волокнистого нетканого материала с массой единицы поверхности 20 г/м2. Средний диаметр микроволокон, сформированных из слоя волокнистого нетканого
материала (аэродинамическим способом из расплава), составляет 3,82 мкм. Поверхность склеивания штампованного нетканого материала, полученного в процессе формования волокна, составляет 5,2%.
Такой двухслойный ламинат обрабатывают, как указано в примере 1, с помощью струй воды и перфорируют на ленточном сите 20 меш. Рассчитанная открытая поверхность составляет 18,4%. Такой двухслойный нетканый материал также характеризуется выраженной мягкостью, однако имеет явно недостаточные величины разрывной нагрузки и времени прохождения жидкости по сравнению с величинами, полученными в примерах 1 и 2. Время прохождения жидкости и обратное смачивание, соответственно, определяют со стороны ПП нетканого материала, полученного аэродинамическим способом из расплава.
Разрывная нагрузка в продольном направлении 25,4 Н/5 см (см. табл.3).
Обратное смачивание 0,10 г.
Время прохождения жидкости через верхнюю поверхность составляет явно слишком высокие величины.
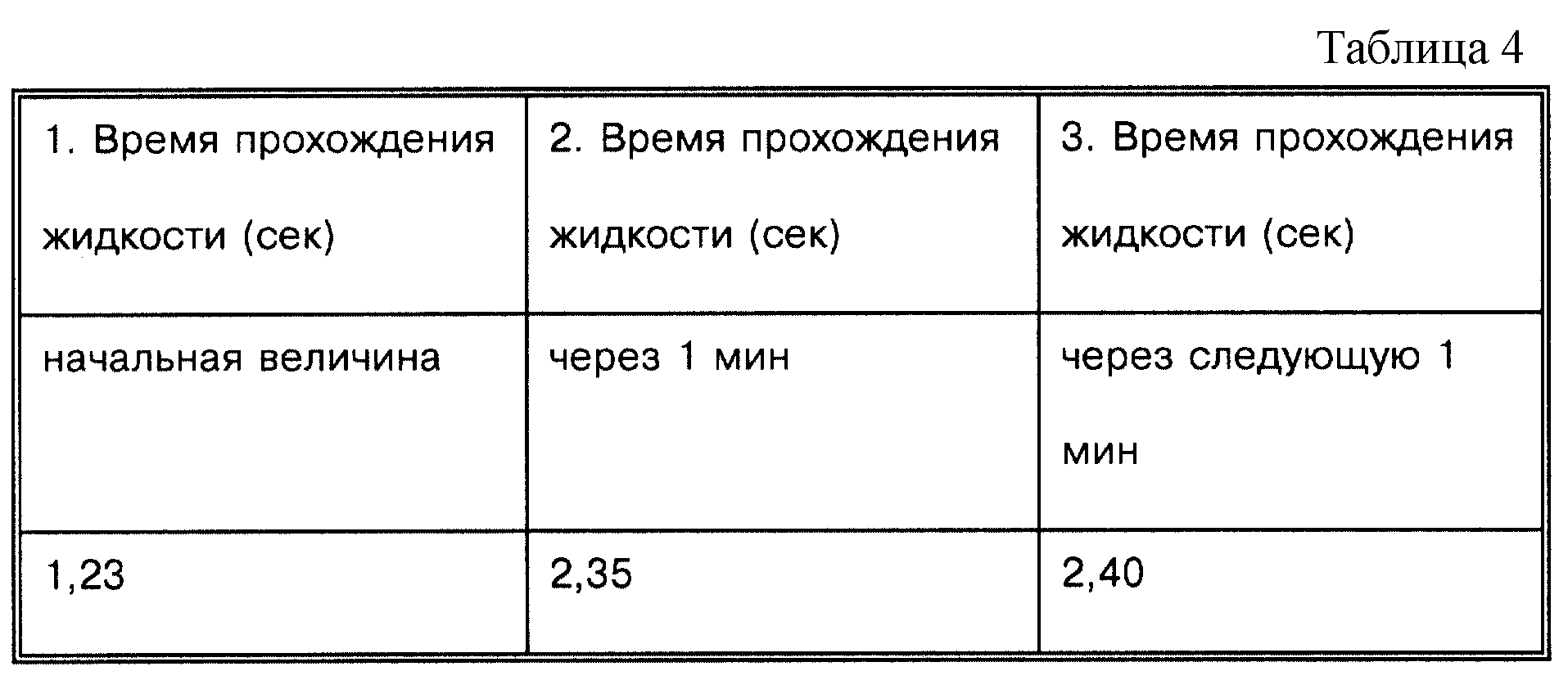
Пример для сравнения 2
На нетканый материал, описанный в примере сравнения 1, наносят 0,40% неионогенного смачивающего агента на
основе полисилоксана. Полученные результаты свидетельствуют о том, что, несмотря на явное снижение величины времени прохождения жидкости, при этом наблюдается несопоставимо высокая величина обратного
смачивания, которая является неприемлемой для производства пеленок.
Разрывная нагрузка в продольном направлении 24,6 Н/5 см (см. табл.4).
Обратное смачивание 2,35 г.
Слой нетканого материала, сформированного аэродинамическим способом из расплава, придает верхней поверхности высокую мягкость. Однако в присутствии смачивающего агента такой слой действует как губка. Таким образом, эта конструкция оказалась непригодной в качестве покрытия всасывающего материала.
Пример для сравнения 3
Двухслойный материал, описанный в
примере для сравнения 1, подвергают обработке струями воды, как указано в примере 1. Радиус отверстий r после перфорации на водоструйном аппарате составляет 1,28 мм, шаг а не изменяется и равен 6,0
мм. Открытая поверхность ОП составляет 28,6%.
Результаты:
Разрывная нагрузка в продольном направлении 24,2 Н/5 см (см. табл.5).
Обратное смачивание 0,10 г.
Величины времени прохождения жидкости также являются слишком высокими.
Реферат
Изобретение относится к гигиеническим средствам, в частности к перфорированному нетканому материалу и способу его изготовления. Материал с удельной массой от 8 до 17 г/м2 состоит из переплетенных друг с другом непрерывных микроволокнистых нитей с линейной плотностью от 0,05 до 0,40 дтекс. Нити состоят по крайней мере из двух термопластичных полимеров с различной гидрофобностью. В сечении волокна имеют вид ячеек или полых ячеек. При этом из указанных нитей отделены при расщеплении элементарные нити, а отверстия перфорации выполнены чисто и свободны от расщепившихся элементарных нитей волокна. Способ получения материала заключается в том, что расщепляемые непрерывные волокна, состоящие по крайней мере из двух различных термопластичных полимеров различной гидрофобности, расположенных в сечение волокон в виде чередующихся ячеек, укладывают в нетканый материал, расщепляют указанные волокна на элементарные нити и переплетают их водяными струями под высоким давлением с образованием переплетенных микроволокнистых нитей и затем перфорируют нетканый материал водяными струями под высоким давлением. Материал согласно изобретению превосходит по своим характеристикам нетканые материалы, применявшиеся до настоящего времени в изделиях для поглощения выделений кишечника, удовлетворяет требованиям высокой непрозрачности и более высокой мягкости и комфортности стороны, прилегающей к телу, заменяет двух- и многослойные материалы и имеет массу волокнистого материала, которая заметно ниже массы современных перфорированных нетканых материалов, используемых в настоящее время для производства пеленок и женских прокладок. Улучшает распределение выделений кишечника без ухудшения способности к поглощению мочи, обеспечивает прохождение жидкости через перфорированный нетканый материал без применения ПАВ и, следовательно, обеспечивает снижение относительного содержания ПАВ в обычно используемой массе неперфорированного защитного нетканого материала. 2 с. и 8 з.п. ф-лы, 5 табл., 6 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ получения улучшенных перфорированных пленок, полученные перфорированные пленки и продукты из адсорбентов, содержащие полученные перфорированные пленки
Комментарии