Впитывающее изделие - RU2754248C1
Код документа: RU2754248C1
Чертежи





















Описание
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающему изделию, такому как одноразовый подгузник и гигиеническая прокладка.
Предшествующий уровень техники
[0002]
Впитывающее изделие включает в себя впитывающий компонент и проницаемый для жидкостей, верхний лист, закрывающий сторону передней поверхности впитывающего компонента. Жидкие выделения, такие как моча и менструальная кровь, проходят через верхний лист и впитываются и удерживаются впитывающим компонентом. Широко используется впитывающий компонент, полученный смешиванием частиц сверхвпитывающего полимера (SAP) и гидрофильных коротких волокон, таких как вспушенная целлюлоза, и формированием их скопления в виде ваты. Тем не менее, в ответ на требование дальнейшего утонения, уменьшения массы и снижения стоимости при одновременном обеспечении достаточного впитываемого количества предложены различные типы впитывающих компонентов (также упоминаемых в дальнейшем как ячеистые впитывающие компоненты). Такой впитывающий компонент включает в себя большое число ячеек (камер малого размера), которые окружены скрепленными частями проницаемого для жидкостей, верхнего листа и нижнего листа и в каждой из которых верхний лист и нижний лист не скреплены, и материалы в виде частиц, включающие частицы сверхвпитывающего полимера, содержащиеся в ячейках (см., например, нижеуказанные патентные документы 1-6).
[0003]
Когда в таком ячеистом впитывающем компоненте объем частиц сверхвпитывающего полимера в состоянии насыщения при впитывании в каждой ячейке будет в достаточной степени превышать объем ячейки, частицы сверхвпитывающего полимера заполняют внутреннее пространство ячейки при впитывании, и существует проблема, заключающаяся в том, что впитываемое количество и скорость впитывания могут быть снижены вследствие воспрепятствования, обусловленного набуханием и так называемым блокированием, которое вызывается гелем, ощущение при ношении может ухудшиться, поскольку ячейка становится твердой из-за давления, создаваемого частицами сверхвпитывающего полимера при их набухании, и частицы сверхвпитывающего полимера могут подвергаться «утечке» из зазоров между волокнами в случае, когда верхний лист и нижний лист образованы из нетканых материалов.
[0004]
По этой причине в ячеистом впитывающем компоненте, по меньшей мере, один из верхнего листа и нижнего листа в ячейке образован с вогнутостью, вдавленной в сторону, наружную по отношению к ячейке, и обеспечивается большой объем ячейки (см., например, нижеуказанные патентные документы 5 и 6). Кроме того, для обеспечения возможности решения проблемы набухания частиц сверхвпитывающего полимера до объема, равного объемам отдельных ячеек или большего объема, предложена структура, в которой скрепленные части расслаиваются во время впитывания, и объем каждой ячейки увеличивается за счет соединения соседних ячеек (см., например, нижеуказанные патентные документы 1-6).
[0005]
Тем не менее, желательно дальнейшее повышение скорости впитывания, обеспечиваемого ячеистым впитывающим компонентом, по сравнению с впитывающим компонентом, который получен смешиванием частиц сверхвпитывающего полимера и гидрофильных коротких волокон, таких как вспушенная целлюлоза, и формированием их скопления в виде ваты.
Перечень ссылок
Патентные документы
[0006]
Патентный документ 1: JP 09-504207 A
Патентный документ 2: JP 2014-500736 A
Патентный документ 3: JP 2011-189067 A
Патентный документ 4: JP 10-137291 A
Патентный документ 5: JP 2017-176507 A
Патентный документ 6: JP 2010-522595 A
Сущность изобретения
Техническая проблема
[0007]
Следовательно, основная задача изобретения состоит в повышении скорости впитывания во впитывающем изделии, включающем в себя ячеистый впитывающий компонент.
Решение проблемы
[0008]
Впитывающее изделие, которое позволяет решить вышеуказанные проблемы, таково.
<Первый аспект>
Впитывающее изделие, включающее в себя
впитывающий компонент, имеющий верхний лист, нижний лист, расположенный со стороны задней поверхности верхнего листа, множество ячеек, окруженных скрепленными частями верхнего листа и нижнего листа, причем верхний лист и нижний лист не скреплены в ячейках, и материал в виде частиц, включающий в себя частицы сверхвпитывающего полимера, содержащиеся в ячейках, причем меньшей мере один из верхнего листа и нижнего листа образован с вогнутостями в ячейках, вдавленными по направлению к наружным сторонам ячеек, в расправленном состоянии,
при этом между верхним листом и нижним листом средний лист расположен, образованный из нетканого материала, и
средний лист сдавлен в направлении толщины в скрепленных частях и расширяется по направлению к внутренним сторонам вогнутостей в частях, находящихся внутри ячеек.
[0009]
(Действие и результат)
В соответствии с результатами, полученными автором настоящего изобретения, даже в случае, когда в ячеистом впитывающем компоненте по меньшей мере один из верхнего листа и нижнего листа образован в ячейках с вогнутостями, вдавленными по направлению к наружным сторонам ячеек для обеспечения больших объемов ячеек, если вогнутости будут сминаться под действием давления, приложенного в состоянии, когда изделие упаковано, или давления, приложенного во время ношения, существует проблема, заключающаяся в том, что может быть затруднено восстановление форм вогнутостей и может иметь место воспрепятствование набуханию частиц сверхвпитывающего полимера. Воспрепятствование набуханию имеет место на начальной стадии впитывания и, следовательно, оказывает большое влияние на скорость впитывания.
С другой стороны, поскольку в соответствии с представленным аспектом средний лист, образованный из нетканого материала, сдавлен в направлении толщины в скрепленных частях и расширяется по направлению к внутренним сторонам вогнутостей в частях, находящихся внутри ячеек, вогнутости редко сминаются под действием давления, приложенного в состоянии, когда изделие упаковано, или давления, приложенного во время ношения. Даже когда вогнутости сминаются, эластичность среднего листа способствует восстановлению форм вогнутостей, по меньшей мере, в части, в которую входит средний лист, или в пространстве, близком к данной части. Кроме того, во время впитывания жидких выделений полимер со сверхвысокой впитывающей способностью вызывает расширение зазора между волокнами и может набухать при одновременном входе в данный зазор, при этом полимер со сверхвысокой впитывающей способностью легко сдавливает средний лист или входит в зазор и сдавливает средний лист, и, следовательно, маловероятно то, что наличие среднего листа будет служить помехой набуханию частиц сверхвпитывающего полимера. Следовательно, за счет синергетического воздействия повышается скорость впитывания, обеспечиваемая впитывающим изделием, включающим в себя ячеистый впитывающий компонент согласно представленному аспекту (в особенности на начальной стадии впитывания).
[0010]
<Второй аспект>
Впитывающее изделие согласно первому аспекту,
в котором частицы сверхвпитывающего полимера не прикреплены ни к одному из верхнего листа, среднего листа и нижнего листа, и
поверхность среднего листа, обращенная к вогнутостям, находится в контакте с внутренними поверхностями вогнутостей.
[0011]
(Действие и результат)
Когда ячейки имеют полые части, как описано в патентном документе 6, частицы сверхвпитывающего полимера перемещаются в ячейках во время использования. Таким образом, существует проблема, заключающаяся в том, что может создаваться шум или может возникать воспрепятствование впитыванию вследствие неравномерного распределения частиц сверхвпитывающего полимера в ячейках. Когда для решения данной проблемы частицы сверхвпитывающего полимера прикрепляют посредством использования водорастворимого адгезива, как описано в патентном документе 6, на начальной стадии впитывания имеет место воспрепятствование набуханию частиц сверхвпитывающего полимера, и, следовательно, существует проблема, заключающаяся в том, что скорость впитывания может быть уменьшена.
С другой стороны, поскольку в соответствии с представленным аспектом частицы сверхвпитывающего полимера не прилипают друг к другу и поверхность среднего листа, обращенная к вогнутостям, введена в контакт с внутренними поверхностями вогнутостей, другими словами, почти все ячейки, включающие в себя вогнутости, заполнены волокнами среднего листа, частицы сверхвпитывающего полимера оказываются захваченными посредством волокон среднего листа или поджатыми к верхнему листу или нижнему листу, или захваченными и поджатыми, и, следовательно, уменьшается вероятность возникновения свободного перемещения. Следовательно, можно предотвратить создание шума, обусловленного перемещением частиц сверхвпитывающего полимера, и воспрепятствование впитыванию, вызываемое неравномерным распределением частиц сверхвпитывающего полимера в ячейках, при одновременном предотвращении воспрепятствования набуханию частиц сверхвпитывающего полимера.
[0012]
<Третий аспект>
Впитывающее изделие согласно первому или второму аспекту, в котором скрепленные части выполнены с рисунком их расположения в виде пунктирной линии, проходящей вдоль направления, в котором они окружают ячейки.
[0013]
(Действие и результат)
В соответствии с представленным аспектом группа волокон среднего листа проходит между соседними скрепленными частями и проходит между большим числом ячеек. Следовательно, поскольку между соседними скрепленными частями образуется канал для диффузии жидкости, способность к обеспечению диффузии жидкости между ячейками повышается, так что увеличивается скорость впитывания.
[0014]
<Четвертый аспект>
Впитывающее изделие согласно любому из первого - третьего аспектов, в котором частицы сверхвпитывающего полимера находятся в ячейках большей частью на верхней поверхности среднего листа и их количество уменьшается в направлении вниз от нее.
[0015]
(Действие и результат)
Отсутствуют особые ограничения в отношении распределения частиц сверхвпитывающего полимера в ячейках. Тем не менее, когда при распределении согласно представленному аспекту пользователь касается наружной поверхности впитывающего изделия рукой, ощущение царапанья (ощущение, вызывающее дискомфорт), возникающее из-за частиц сверхвпитывающего полимера, редко «передается» руке вследствие воздействия среднего листа. В частности, поскольку в случае, когда средний лист представляет собой объемный нетканый материал, имеющий высокую пористость, частицы сверхвпитывающего полимера могут входить в зазор между волокнами среднего листа перед впитыванием жидких выделений и во время впитывания жидкий выделений, скорость впитывания дополнительно увеличивается. То есть, на начальной стадии впитывания впитывание происходит на верхней поверхности среднего листа, на которой распределено большое число частиц сверхвпитывающего полимера, и скорость впитывания ограничена. Следовательно, на начальной стадии впитывания большое количество жидких выделений проходит в средний лист, имеющий малое число частиц сверхвпитывающего полимера, впитывается частицами сверхвпитывающего полимера в среднем листе и временно удерживается до впитывания частицами сверхвпитывающего полимера, или происходит диффузия жидких выделений в окружающие ячейки. Жидкие выделения, которые подверглись диффузии в окружающие ячейки, впитываются частицами сверхвпитывающего полимера в среднем листе, имеющемся в данных ячейках, или впитываются частицами сверхвпитывающего полимера, имеющимися в большом количестве над средним листом. При этом в процессе, в котором каждая из частиц сверхвпитывающего полимера впитывает жидкие выделения, полимер со сверхвысокой впитывающей способностью вызывает расширение зазора между волокнами и набухает при одновременном проникновении в данный зазор или сдавливании среднего листа. Вследствие такого механизма впитывания жидкие выделения быстро распределяются по широкой зоне ячеистого впитывающего компонента и находятся в состоянии их приема внутрь ячеистого впитывающего компонента. Таким образом, не только увеличивается скорость впитывания, но и также обеспечивается очень хорошая способность к предотвращению обратного потока.
[0016]
<Пятый аспект>
Впитывающее изделие согласно любому из первого - четвертого аспектов,
в котором скрепленные части включают непрочные скрепленные части, образованные с возможностью расслаивания под действием сил, возникающих при набухании частиц сверхвпитывающего полимера в соседних ячейках, и
в непрочных скрепленных частях сопротивление расслаиванию на одной из поверхности контакта между верхним листом и средним листом и поверхности контакта между средним листом и нижним листом ниже, чем сопротивление расслаиванию на другой из данных поверхностей.
[0017]
(Действие и результат)
Для решения проблемы набухания частиц сверхвпитывающего полимера до объема, равного объемам отдельных ячеек или большего объема, желательно, чтобы скрепленные части расслаивались во время впитывания и объем каждой ячейки увеличивался за счет соединения соседних ячеек. Однако в случае, когда средний лист предусмотрен между верхним листом и нижним листом, при наличии непрочных скрепленных частей, в которых сначала разделяются верхний лист и средний лист, или непрочных скрепленных частей, в которых сначала разделяются средний лист и нижний лист, в скрепленных частях, форма ячеистого впитывающего компонента при набухании становится неоднородной, и существует проблема, заключающаяся в том, что может иметь место воспрепятствование набуханию или может ухудшиться ощущение при ношении. С другой стороны, когда в непрочных скрепленных частях расслаивание происходит преимущественно на одной из поверхности контакта между верхним листом и средним листом и поверхности контакта между средним листом и нижним листом, что соответствует представленному аспекту, ячеистый впитывающий компонент набухает равномерно и плавно, что является предпочтительным.
[0018]
<Шестой аспект>
Впитывающее изделие согласно любому из первого - пятого аспектов, в котором средний лист образован из нетканого материала, имеющего тонину, соответствующую 1,6-7,0 дтекс, и пористость, составляющую 80-98%.
[0019]
(Действие и результат)
Когда тонина и пористость среднего листа находятся в данных диапазонах, частицы сверхвпитывающего полимера могут легко входить в зазор между волокнами среднего листа перед впитыванием жидких выделений и во время впитывания жидких выделений при одновременном гарантировании как можно большей эластичности среднего листа. Следовательно, во время впитывания волокна среднего листа, проходящие в вогнутости, обеспечивают прохождение жидкости к отдельным частицам сверхвпитывающего полимера. Таким образом, даже после начала набухания частиц сверхвпитывающего полимера подавляется снижение способности к обеспечению диффузии и уменьшается вероятность возникновения блокирования, вызываемого гелем.
[0020]
<Седьмой аспект>
Впитывающее изделие согласно любому из первого - шестого аспектов, в котором доля частиц, имеющих размер частиц, составляющий более 500 мкм, составляет 30% масс. или менее, доля частиц, имеющих размер частиц, составляющий 500 мкм или менее и более 180 мкм, составляет 60% масс. или более, доля частиц, имеющих размер частиц, составляющий более 106 мкм и 180 мкм или менее, составляет 10% масс. или менее, и доля частиц, имеющих размер частиц, составляющий 106 мкм или менее, составляет 10% масс. или менее от массы частиц сверхвпитывающего полимера.
[0021]
(Действие и результат)
Частицы сверхвпитывающего полимера не ограничены особым образом при условии, что они представляют собой частицы сверхвпитывающего полимера, широко используемые в данной области техники. Тем не менее, предпочтительны частицы, имеющие распределение размеров частиц согласно представленному аспекту.
Предпочтительные эффекты от изобретения
[0022]
Согласно изобретению имеется преимущество, заключающееся в том, что увеличивается скорость впитывания во впитывающем изделии, включающем в себя ячеистый впитывающий компонент.
Краткое описание чертежей
[0023]
Фиг.1 представляет собой вид в плане, иллюстрирующий внутреннюю поверхность одноразового подгузника, скрепляемого лентами, в состоянии, в котором подгузник расправлен.
Фиг.2 представляет собой вид в плане, иллюстрирующий наружную поверхность одноразового подгузника, скрепляемого лентами, в состоянии, в котором подгузник расправлен.
Фиг.3 представляет собой сечение, выполненное по линии 6-6 на фиг.1.
Фиг.4 представляет собой сечение, выполненное по линии 7-7 на фиг.1.
Фиг.5(а) представляет собой сечение, выполненное по линии 8-8 на фиг.1, и фиг.5(b) представляет собой сечение, выполненное по линии 9-9 на фиг.1.
Фиг.6 представляет собой сечение, выполненное по линии 5-5 на фиг.1.
Фиг.7(а) представляет собой местный вид в плане основной части впитывающего компонента, и фиг.7(b) представляет собой вид в разрезе, выполненном по линии 1-1 на фиг.7(а).
Фиг.8 представляет собой вид в плане впитывающего компонента.
Фиг.9 представляет собой вид в плане впитывающего компонента.
Фиг.10 представляет собой виды в разрезе, выполненном по линии 2-2 на фиг.8 и 9.
Фиг.11 представляет собой вид в плане впитывающего компонента, упрощенно иллюстрирующий скрепленные части аналогично фиг.8.
Фиг.12 представляет собой вид в плане впитывающего компонента, упрощенно иллюстрирующий скрепленные части.
Фиг.13 представляет собой вид в плане впитывающего компонента, упрощенно иллюстрирующий скрепленные части.
Фиг.14 представляет собой вид в плане впитывающего компонента, упрощенно иллюстрирующий скрепленные части.
Фиг.15 представляет собой вид в плане впитывающего компонента, упрощенно иллюстрирующий скрепленные части.
Фиг.16 представляет собой вид в разрезе, выполненном по линии 3-3 на фиг.15.
Фиг.17 представляет собой вид в плане впитывающего компонента, упрощенно иллюстрирующий скрепленные части.
Фиг.18 представляет собой вид в плане впитывающего компонента, упрощенно иллюстрирующий скрепленные части.
Фиг.19 представляет собой схематический вид в плане, иллюстрирующий примеры различных схем расположения ячеек.
Фиг.20 представляет собой вид в разрезе различных ячеистых впитывающих компонентов.
Фиг.21 представляет собой вид в разрезе различных ячеистых впитывающих компонентов.
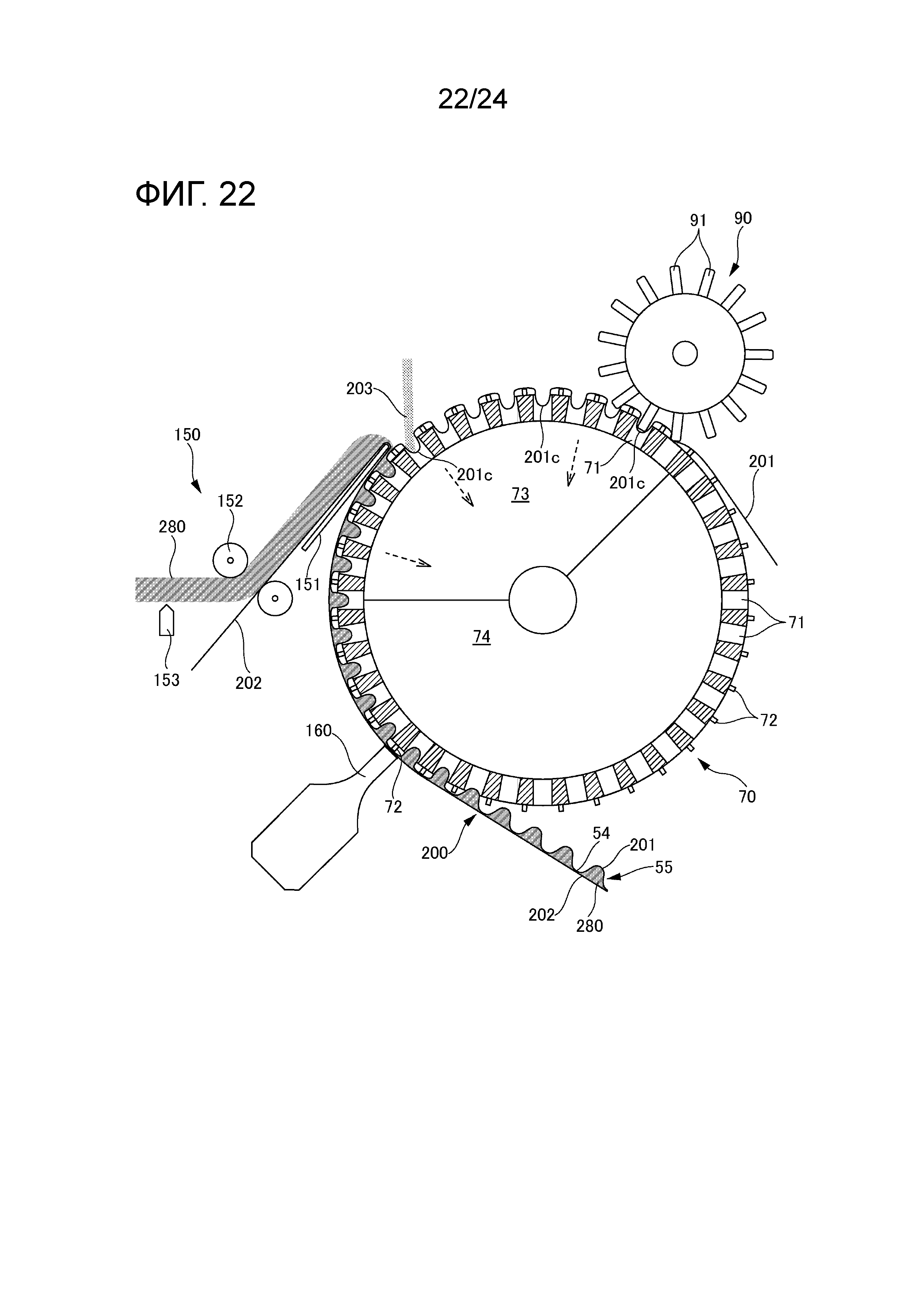
Фиг.22 представляет собой схематический вид, иллюстрирующий устройство для изготовления ячеистого впитывающего компонента.
Фиг.23 представляет собой разъясняющее схематическое изображение образца для испытаний в испытании для определения сопротивления расслаиванию.
Фиг.24 представляет собой разъясняющее схематическое изображение испытания для определения сопротивления расслаиванию.
Описание вариантов осуществления
[0024]
В дальнейшем одноразовый подгузник, скрепляемый лентами, будет описан в качестве примера впитывающего изделия со ссылкой на сопровождающие чертежи. Фиг.1-6 иллюстрируют примеры одноразового подгузника, скрепляемого лентами, в которых ссылочная позиция Х обозначает максимальную ширину подгузника без скрепляющей ленты, и ссылочная позиция L обозначает максимальную длину подгузника. При необходимости каждый составляющий элемент прикреплен или присоединен так же, как в известных подгузниках, за исключением скрепленной или соединенной части, описанной ниже. Термоплавкий адгезив или сварка (термосварка, ультразвуковая сварка) может быть выбран (выбрана) в зависимости от конкретного случая в качестве средства для скрепления или соединения. В качестве способа нанесения термоплавкого адгезива помимо такого способа нанесения, как нанесение сплошного покрытия, нанесение покрытия валиком, нанесение покрытия наливом, нанесения покрытия в виде малых спиралей или нанесение покрытия в виде спиралей, можно соответственно выбрать способ нанесения на наружную периферийную поверхность эластичного элемента, такой как нанесение с помощью гребенчатого распылителя или насадки SureWrap.
[0025]
Данный одноразовый подгузник, скрепляемый лентами, имеет базовую конструкцию, в которой впитывающий компонент 50 расположен между верхним листом, обладающим проницаемостью для жидкостей, и листом, не проницаемым для жидкостей и расположенным со стороны задней поверхности. Одноразовый подгузник, скрепляемый лентами, включает в себя концевые клапанные части EF и две боковые клапанные части SF. Концевые клапанные части EF представляют собой части, проходящие соответственно до передней стороны и задней стороны впитывающего компонента 50, и не включают в себя впитывающий компонент 50. Две боковые клапанные части SF проходят в боковом направлении от боковых краев впитывающего компонента 50. На каждой из боковых клапанных частей SF в части В, расположенной с дорсальной стороны, предусмотрена скрепляющая лента 13. Когда пользователь носит подгузник, скрепляющая лента 13 присоединена в соответствующем месте к наружной поверхности части F, расположенной с вентральной стороны, в состоянии, в котором боковая клапанная часть SF части В, расположенной с дорсальной стороны, наложена на наружную сторону боковой клапанной части SF части F, расположенной с вентральной стороны.
[0026]
Кроме того, в данном одноразовом подгузнике, скрепляемом лентами, вся наружная поверхность, отличная от скрепляющей ленты 13, образована наружным листом 12. В частности, в зоне, включающей в себя впитывающий компонент 50, лист 11, не проницаемый для жидкостей, прикреплен к внутренней поверхности наружного листа 12 посредством адгезива, такого как термоплавкий адгезива. Кроме того, впитывающий компонент 50, промежуточный лист 40 и верхний лист 30 наложены друг на друга в данном порядке со стороны внутренней поверхности листа 11, не проницаемого для жидкостей. В проиллюстрированном примере верхний лист 30 и лист 11, не проницаемый для жидкостей, имеют прямоугольную форму и имеют несколько бульшие размеры в направлении LD вперед-назад и в направлении WD ширины, чем впитывающий компонент 50. Периферийные краевые части верхнего листа 30, выступающие от боковых краев впитывающего компонента 50, и периферийные краевые части листа 11, не проницаемого для жидкостей, выступающие от боковых краев впитывающего компонента 50, соединены посредством термоплавкого адгезива или тому подобного. Кроме того, лист 11, не проницаемый для жидкостей, образован с незначительно большей шириной по сравнению с верхним листом 30.
[0027]
На обеих боковых сторонах впитывающей основной части 10 предусмотрены трехмерные сборки 60, поднимающиеся к стороне кожи носителя, и листы 62 для сборок, образующие трехмерные сборки 60, прикреплены в зонах, проходящих от верхних обеих боковых сторон верхнего листа 30 до внутренних поверхностей боковых клапанных частей SF.
[0028]
Подробные характеристики каждого компонента будут описаны ниже по порядку.
(Наружный лист)
Наружный лист 12 представляет собой лист, образующий наружную поверхность изделия. Наружный лист 12 имеет форму, при которой части, промежуточные в направлении LD вперед-назад, сужены в обеих боковых частях, и эти места окружают ноги носителя. В качестве наружного листа 12 пригоден нетканый материал, но наружный лист не ограничен этим. Отсутствует особое ограничение на тип нетканого материала. В качестве волокна исходного материала, например, помимо синтетических волокон, таких как волокна на основе олефинов, такие как полиэтиленовые или полипропиленовые, волокна на основе сложных полиэфиров и волокна на основе полиамидов, могут быть использованы регенерированные волокна, такие как вискозные и медноаммиачные, и натуральные волокна, такие как хлопковые. В качестве способа обработки может быть использован способ гидроперепутывания, фильерный способ, способ термоскрепления, способ скрепления пропусканием воздуха насквозь, способ иглопробивания и тому подобное. Тем не менее, длинноволокнистый нетканый материал, такой как фильерный нетканый материал, нетканый материал со структурой SMS (слой (S), полученный фильерным способом, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом), и нетканый материал со структурой SMMS (слой (S), полученный фильерным способом, - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом) предпочтительны вследствие того, что могут быть одновременно обеспечены хорошая структура и прочность. Помимо использования одного куска нетканого материала также можно использовать множество нетканых материалов в виде слоев. В последнем случае предпочтительно, чтобы нетканые материалы были приклеены друг к другу посредством термоплавкого адгезива или тому подобного. При использовании нетканого материала поверхностная плотность волокон желательно составляет 10-50 г/м2, особенно желательно 15-30 г/м2. Наружный лист 12 может быть исключен, и в этом случае лист 11, не проницаемый для жидкостей, может иметь такую же форму, как форма наружного листа 12, так что может быть образована наружная поверхность изделия.
[0029]
(Не проницаемый для жидкостей лист)
Несмотря на то, что отсутствуют особые ограничения в отношении материала листа 11, не проницаемого для жидкостей, в качестве примера можно привести смолу на основе олефинов, например, такую как полиэтиленовая или полипропиленовая, многослойный нетканый материал, полученный наложением нетканого материала на полиэтиленовый лист или тому подобное, нетканый материал, в котором непроницаемость для жидкостей обеспечивается по существу посредством водонепроницаемой пленки (в этом случае лист, не проницаемый для жидкостей, образован посредством водонепроницаемой пленки и нетканого материала). Помимо этого, в качестве примера, очевидно, также можно привести используемые в последние годы, не проницаемые для жидкостей и влагопроницаемые материалы, которые предпочтительно используются по соображениям, связанным с предотвращением затхлости. В качестве примера листа из данного не проницаемого для жидкостей и влагопроницаемого материала можно привести, например, микропористый лист, который получают посредством смешивания смолы на основе олефинов, такой как полиэтиленовая или полипропиленовая, и неорганического наполнителя, формирования листа из смешанных материалов и растягивания листа в направлении одной оси или двух осей. Кроме этого, в качестве листа 11, не проницаемого для жидкостей, также могут быть использованы нетканые материалы, в которых используются волокна микроденье, и лист, не проницаемый для жидкостей, в котором не используется водонепроницаемая пленка. Лист, не проницаемый для жидкостей, включает лист, полученный посредством обработки для придания высокой степени непротекаемости посредством нагрева или приложения давления для уменьшения воздушных зазоров между волокнами, и лист, полученный посредством нанесения смолы со сверхвысокой впитывающей способностью, гидрофобной смолы или водоотталкивающего средства.
[0030]
(Верхний лист)
В качестве верхнего листа 30 может быть использован пористый или непористый нетканый материал, обладающий проницаемостью для жидкостей. Отсутствуют особые ограничения в отношении типа составляющих волокон нетканого материала. Примеры составляющих волокон могут включать синтетические волокна, такие как волокна на основе олефинов, такие как полиэтиленовые и полипропиленовые, волокна на основе сложных полиэфиров и волокна на основе полиамидов, регенерированные волокна, такие как вискозные и медноаммиачные, натуральные волокна, такие как хлопковые, смешанные волокна и многокомпонентные волокна, в которых используются два или более из данных волокон, и тому подобное. Кроме того, нетканый материал может быть изготовлен посредством любого способа обработки. Примеры способов обработки могут включать известные способы, такие как способ гидроперепутывания, фильерный способ, способ термоскрепления, аэродинамический способ получения нетканого материала из расплава, способ иглопробивания, способ скрепления пропусканием воздуха насквозь и способ точечного скрепления. Например, способ гидроперепутывания предпочтителен, когда требуются гибкость и драпируемость, и способ термоскрепления предпочтителен, когда требуются объемность и мягкость.
[0031]
(Промежуточный лист)
Промежуточный лист 40 прикреплен к задней поверхности верхнего листа 30 для обеспечения быстрого перемещения жидких выделений, проходящих через верхний лист 30, в сторону впитывающего компонента 50 и для предотвращения возврата. Для образования соединения между промежуточным листом 40 и верхним листом 30 помимо использования термоплавкого адгезива можно использовать горячее тиснение или ультразвуковую сварку. В качестве промежуточного листа 40 помимо использования нетканого материала можно использовать полимерную пленку, имеющую большое число сквозных отверстий. В качестве нетканого материала может быть использован материал, аналогичный описанному в разделе, относящемся к верхнему листу 30. Тем не менее, материал, имеющий более высокую гидрофильность по сравнению с гидрофильностью верхнего листа 30, или материал, имеющий высокую плотность расположения волокон, являются предпочтительными, поскольку данные материалы имеют очень хорошие характеристики перемещения жидкости из верхнего листа 30 в промежуточный лист 40.
[0032]
Несмотря на то, что промежуточный лист 40 в проиллюстрированном варианте осуществления имеет меньшую ширину по сравнению с шириной впитывающего компонента 50 и расположен в центральной части, он может быть предусмотрен на максимальной ширине. Длина промежуточного листа 40 в направлении LD вперед-назад может быть такой же, как максимальная длина подгузника, может быть такой же, как длина впитывающего компонента 50, или промежуточный лист 40 может находиться в пределах интервала с малой длиной и с центром в зоне приема жидкости.
[0033]
(Трехмерные сборки)
Для предотвращения перемещения выделений в боковом направлении на верхнем листе 30 и для предотвращения боковой утечки предпочтительно выполнить трехмерные сборки 60, выступающие (поднимающиеся) от внутренних поверхностей на обеих сторонах изделия, определяемых в направлении WD ширины.
[0034]
Каждые трехмерные сборки 60 состоят из листа 62 для сборок и удлиненного эластичного элемента 63 сборок, прикрепленного к листу 62 для сборок в состоянии, в котором он растянут вдоль направления LD вперед-назад. В качестве данного листа 62 для сборок может быть использован водоотталкивающий нетканый материал, и в качестве эластичного элемента 63 может быть использована резиновая жилка или тому подобное. Как проиллюстрировано на фиг.1 и 3, множество эластичных элементов могут быть предусмотрены на каждой стороне, или только один эластичный элемент может быть предусмотрен на каждой стороне.
[0035]
Внутренняя поверхность листа 62 для сборок имеет фиксированную начальную точку в направлении WD ширины на боковой части верхнего листа 30. Часть, расположенная снаружи в направлении WD ширины по отношению к данной фиксированной начальной точке, прикреплена посредством термоплавкого адгезива или тому подобного к боковой части листа 11, не проницаемого для жидкостей, и боковой части наружного листа 12, расположенной в наружной части.
[0036]
На периферии части, размещаемой вокруг ноги, часть, внутренняя в направлении WD ширины по отношению к фиксированной начальной точке каждых трехмерных сборок 60, закреплена на верхнем листе 30 на обоих концах изделия, определяемых в направлении LD вперед-назад. Однако, поскольку часть между данными концами представляет собой незакрепленную свободную часть, эта свободная часть поднимается под действием стягивающего усилия, создаваемого одним эластичным элементом 63 или множеством эластичных элементов 63. Поскольку подгузник прикреплен к телу при ладьевидной форме при ношении подгузника и действует стягивающее усилие, создаваемое одним эластичным элементом 63 или множеством эластичных элементов 63, трехмерные сборки 60 поднимаются под действием стягивающего усилия, создаваемого одним эластичным элементом 63 или множеством эластичных элементов 63 и входят в плотный контакт с ногами. В результате предотвращается так называемая боковая утечка из зоны вокруг ног.
[0037]
В отличие от проиллюстрированного примера обе части, концевые в направлении LD вперед-назад, в части каждого листа 62 для сборок, которая является внутренней в направлении WD ширины, закреплены в состоянии, в котором они сложены вдвое, и имеют часть, расположенную со стороны базового конца, которая проходит внутрь от части, наружной в направлении WD ширины, и часть, которая расположена со стороны вершины и загнута на стороне тела от расположенного со стороны центра в направлении WD ширины, концевого края части, расположенной со стороны базового конца, и проходит наружу в направлении WD ширины, и часть между ними может представлять собой незакрепленную свободную часть.
[0038]
(Плоские сборки)
Как проиллюстрировано на фиг.1-3, в каждой боковой клапанной части SF со стороны, наружной в направлении WD ширины, вблизи фиксированной начальной точки закрепленной части листа 62 для сборок эластичные элементы 64, которые образованы из удлиненных эластичных элементов, таких как резиновые жилки, закреплены в состоянии, в котором они растянуты вдоль направления LD вперед-назад, между листом 62 для сборок и листом 11, не проницаемым для жидкостей, в зоне частей, размещаемых вокруг ног, при этом размещаемая вокруг ноги часть каждой боковой клапанной части SF будет образована в виде плоских сборок. Эластичные элементы 64, расположенные в каждой части, размещаемой вокруг ноги, могут быть также размещены между листом 11, не проницаемым для жидкостей, и наружным листом 12 в боковой клапанной части SF. Множество эластичных элементов 64, расположенных в частях, размещаемых вокруг ног, могут быть предусмотрены с каждой стороны, как в проиллюстрированном примере, или с каждой стороны может быть предусмотрен только один эластичный элемент 64.
[0039]
(Скрепляющая лента)
Как проиллюстрировано на фиг.1, 2 и 6, каждая скрепляющая лента 13 включает в себя листовой базовый материал, образующий часть 13С для прикрепления ленты, прикрепленную к боковой части подгузника, и основную часть 13В ленты, выступающую от части 13С для прикрепления ленты, и часть 13А, которая предназначена для сцепления с вентральной стороной и которая предусмотрена в той части основной части 13В ленты, которая является промежуточной в направлении WD ширины, в листовом базовом материале. Сторона, концевая по отношению к части 13А для сцепления, представляет собой язычковую часть. Часть 13С скрепляющей ленты 13, предназначенная для прикрепления ленты, размещена между листом 62 для сборок, образующим внутренний слой в боковой клапанной части, и наружным листом 12, образующим наружный слой. Часть 13С для прикрепления ленты приклеена к обоим листам 62 и 12 посредством термоплавкого адгезива. Кроме того, часть 13А для сцепления прикреплена к листовому базовому материалу посредством адгезива так, что она не может быть отделена.
[0040]
Элемент с крючками (охватываемый элемент) механической застежки (застежки-«липучки») пригоден в качестве части 13А для сцепления. Элемент с крючками имеет большое число сцепляющихся выступов на стороне его наружной поверхности. Сцепляющийся выступ имеет форму «галочки», J-образную форму, грибовидную форму, Т-образную форму, форму сдвоенной буквы J (форму, в которой «ножки» двух букв J соединены «спинка к спинке»), но может иметь любую форму. Очевидно, слой адгезивного материала, склеивающего при надавливании, также может быть предусмотрен в качестве предназначенной для сцепления части скрепляющей ленты 13.
[0041]
Кроме того, в качестве листового базового материала, образующего ленту от части для прикрепления ленты до основной части ленты, помимо различных нетканых материалов, таких как фильерный нетканый материал, нетканый материал, скрепленный пропусканием воздуха насквозь, и нетканый материал, полученный гидроперепутыванием, могут быть использованы пластиковая пленка, нетканый материал, соединенный с полиэтиленовым листом посредством ламинирования, бумага или композиционный материал из данных материалов.
[0042]
(Лист целевого назначения)
Предпочтительно предусмотреть лист 12Т целевого назначения, образующий целевую зону для облегчения сцепления с предназначенной для сцепления частью каждой скрепляющей ленты 13 в части F, расположенной с вентральной стороны. В случае, когда часть 13А для сцепления представляет собой элемент с крючками, может быть использован лист 12Т целевого назначения, имеющий большое число петель, образованных из нитей, с которыми сцепляются сцепляющиеся выступы элемента с крючками и которые предусмотрены на поверхности листового базового элемента, образованного из пластиковой пленки или нетканого материала. Кроме того, в случае адгезивного слоя можно использовать листовой базовый материал, образованный из пластиковой пленки, имеющей гладкую поверхность с высокой адгезионной способностью и подвергнутой обработке для отсоединения. Кроме того, в случае, когда часть скрепляющей ленты 13, предназначенная для сцепления с частью F, расположенной с вентральной стороны, образована из нетканого материала, например, когда наружный лист 12 в проиллюстрированном примере образован из нетканого материала и часть 13А скрепляющей ленты 13, предназначенная для сцепления, представляет собой элемент с крючками, лист 12Т целевого назначения может быть исключен, и элемент с крючками может быть соединен и сцеплен с нетканым материалом наружного листа 12. В этом случае лист 12Т целевого назначения может быть предусмотрен между наружным листом 12 и листом 11, не проницаемым для жидкостей.
[0043]
(Впитывающий компонент)
Впитывающий компонент 50 представляет собой часть, которая впитывает и удерживает жидкое содержимое выделений. Впитывающий компонент 50 может быть приклеен к компонентам, по меньшей мере, с одной из стороны передней поверхности и стороны задней поверхности посредством адгезива, такого как термоплавкий адгезив.
[0044]
Как проиллюстрировано в увеличенном виде на фиг.7, впитывающий компонент 50 представляет собой ячеистый впитывающий компонент, включающий в себя верхний лист 51, нижний лист 52, расположенный со стороны задней поверхности верхнего листа, ячейки 55 (камеры малого размера), которые окружены скрепленными частями 54 верхнего листа 51 и нижнего листа 52 и в которых верхний лист 51 и нижний лист 52 не скреплены, и частицы 53 сверхвпитывающего полимера, содержащиеся в ячейках 55. Как описано выше, посредством распределения и удерживания частиц 53 сверхвпитывающего полимера в большом числе ячеек 55, периферии которых полностью окружены скрепленными частями 54, можно предотвратить неравномерное распределение частиц 53 сверхвпитывающего полимера во впитывающем компоненте 50.
[0045]
Для облегчения размещения частиц 53 сверхвпитывающего полимера во время изготовления и для обеспечения объема после впитывания и набухания, по меньшей мере, один из верхнего листа 51 и нижнего листа 52 соответствует вогнутостям 50с в ячейках 55, вдавленным по направлению к наружным сторонам ячеек 55, в расправленном состоянии. Предпочтительно, чтобы вогнутости 50с были образованы в частях верхнего листа 51, включенных в соответствующие ячейки 55. Тем не менее, в качестве дополнения или альтернативы вогнутости 50с могут быть образованы в частях нижнего листа 52, включенных в соответствующие ячейки 55, как в примере, проиллюстрированном на фиг.20(с), и примере, проиллюстрированном на фиг.21(с). Отсутствуют особые ограничения в отношении глубины 50d вогнутостей 50с, и она предпочтительно составляет 2-10 мм, особенно предпочтительно приблизительно 8-10 мм. Вогнутости 50с могут быть образованы посредством тиснения, как описано позднее.
[0046]
Как проиллюстрировано на фиг.7(b) и фиг.20(а), средний лист 80, образованный из нетканого материала, размещен между верхним листом 51 и нижним листом 52. Следовательно, три слоя, образованные верхним листом 51, средним листом 80 и нижним листом 52, соединены в скрепленных частях 54. Кроме того, средний лист 80 сдавлен в направлении толщины в скрепленных частях 54 и расширяется по направлению к внутренней стороне вогнутостей 50с в части, расположенной в ячейке 55 (другими словами, плотность расположения волокон уменьшается по мере увеличения расстояния от скрепленных частей). Таким образом, уменьшается вероятность смятия вогнутостей 50с под действием давления, приложенного в состоянии, когда изделие упаковано, или давления, приложенного во время ношения. Даже когда вогнутости 50с сминаются, эластичность среднего листа 80 способствует восстановлению форм вогнутостей 50с, по меньшей мере, в части, в которую входит средний лист 80, или в пространстве, близком к данной части. Кроме того, во время впитывания жидких выделений полимер со сверхвысокой впитывающей способностью вызывает расширение зазора между волокнами и может набухать при одновременном входе в данный зазор, при этом полимер со сверхвысокой впитывающей способностью легко сдавливает средний лист 80 или входит в зазор и сдавливает средний лист 80, и, следовательно, маловероятно то, что наличие среднего листа 80 будет служить помехой набуханию частиц 53 сверхвпитывающего полимера. Кроме того, волокна среднего листа 80, проходящие в вогнутости 50с, обеспечивают канал для прохождения жидкости к отдельным частицам 53 сверхвпитывающего полимера. Таким образом, даже после того, как частицы 53 сверхвпитывающего полимера начнут набухать, подавляется снижение способности к обеспечению диффузии и уменьшается вероятность возникновения блокирования, вызываемого гелем. Следовательно, за счет синергетического воздействия увеличивается скорость впитывания, обеспечиваемая одноразовым подгузником, включающим в себя представленный впитывающий компонент 50 с ячейками 55 (в особенности на начальной стадии впитывания).
[0047]
Отсутствуют особые ограничения в отношении верхнего листа 51 при условии, что верхний лист 51 представляет собой материал, проницаемый для жидкостей. Аналогично верхнему листу 30 в качестве верхнего листа 51 можно использовать пористый или непористый нетканый материал или пористый пластиковый лист. В случае использования нетканого материала для образования верхнего листа 51, например, синтетические волокна (включая не только однокомпонентные волокна, но и также двухкомпонентные волокна), такие как волокна на основе олефинов, такие как полиэтиленовые или пропиленовые, волокна на основе сложных полиэфиров и волокна на основе полиамидов, регенерированные волокна, такие как вискозные и медноаммиачные, и натуральные волокна, такие как хлопковые и целлюлозные, могут быть использованы в качестве составляющих волокон без ограничения, и предпочтительно использовать волокно из термопластичной смолы вследствие очень хорошей способности поддаваться термообработке. Для формирования нетканого материала может быть использован способ укладки волокон независимо от того, является ли он способом мокрого типа или сухого типа. Поскольку верхний лист 51 влияет на скорость впитывания, гидрофильные волокна, в особенности нетканые материалы, которые получены сухим способом и в которых натуральные волокна, такие как хлопковые и целлюлозные, используются в качестве исходного материала, более конкретно, нетканые материалы из целлюлозных волокон, образованные аэродинамическим способом формирования холста и содержащие 70% масс. или более целлюлозных волокон (остальную часть могут составлять соответствующие синтетические волокна в количестве, составляющем менее 100% масс.), являются особенно подходящими для верхнего листа 51. Отсутствуют особые ограничения в отношении способа скрепления волокон нетканого материала, но для предотвращения отсоединения частиц 53 сверхвпитывающего полимера предпочтительно использовать способ скрепления, который обеспечивает увеличение плотности расположения волокон, такой как фильерный способ, аэродинамический способ формирования холста из расплава и способ иглопробивания. Кроме того, тонина, поверхностная плотность и толщина нетканого материала предпочтительно составляют соответственно приблизительно 2,0-7,0 дтекс, приблизительно 18-50 г/м2 и приблизительно 0,10-0,60 мм. В случае использования пористого пластикового листа размер его пор предпочтительно меньше наружного размера частиц 53 сверхвпитывающего полимера для предотвращения выпадения частиц 53 сверхвпитывающего полимера через лист. Кроме того, когда материал верхнего листа 51 является гидрофобным, в нем также может содержаться средство для придания гидрофильности.
[0048]
Нижний лист 52 может быть образован из такого же материала, как материал верхнего листа 51. Тем не менее, можно выбрать материал, не проницаемый для жидкостей. Материал, не проницаемый для жидкостей и пригодный в качестве нижнего листа 52, может использоваться соответствующим образом и может быть выбран из материалов, описанных в разделе, относящемся к листу 11, не проницаемому для жидкостей. Несмотря на то, что это не проиллюстрировано, верхний лист 51 и нижний лист 52 могут представлять собой слой, расположенный с одной стороны, и слой, расположенный с другой стороны, когда один лист материала сложен вдвое.
[0049]
Отсутствуют особые ограничения в отношении среднего листа 80 при условии, что средний лист 80 представляет собой нетканый материал. Однако тонина составляющих волокон нетканого материала предпочтительно соответствует приблизительно 1,6-7,0 дтекс и более предпочтительно 5,6-6,6 дтекс. Кроме того, пористость нетканого материала среднего листа 80 предпочтительно составляет 80-98% и более предпочтительно 90-95%. Когда тонина и пористость среднего листа 80 находятся в пределах данных диапазонов, частицы 53 сверхвпитывающего полимера могут легко входить в зазор между волокнами среднего листа 80 перед впитыванием жидких выделений и во время впитывания жидких выделений при одновременном гарантировании как можно большей эластичности среднего листа 80. Следовательно, во время впитывания волокна среднего листа 80, проходящие в вогнутости 50с, обеспечивают прохождение жидкости к отдельным частицам 53 сверхвпитывающего полимера. Таким образом, даже после начала набухания частиц 53 сверхвпитывающего полимера подавляется снижение способности к обеспечению диффузии и уменьшается вероятность возникновения блокирования, вызываемого гелем. Толщина среднего листа 80 может быть определена соответствующим образом с учетом глубины 50d вогнутостей 50с, степени проникновения в вогнутости 50с и т.д. Толщина предпочтительно составляет 10% - 90% и более предпочтительно 70% - 90% от глубины 50d вогнутостей 50с. Поверхностная плотность среднего листа 80 может быть определена соответствующим образом исходя из тех же соображений и предпочтительно составляет приблизительно 25-40 г/м2 при вышеуказанном диапазоне значений толщины. Например, синтетические волокна (включая не только однокомпонентные волокна, но и также двухкомпонентные волокна, такие как волокна с ядром и оболочкой), такие как волокна на основе олефинов, такие как полиэтиленовые или полипропиленовые, волокна на основе сложных полиэфиров и волокна на основе полиамидов, регенерированные волокна, такие как вискозные и медноаммиачные, и натуральные волокна, такие как хлопковые, могут быть выбраны без ограничения в качестве составляющих волокон нетканого материала, используемого для среднего листа 80, и может быть использована их комбинация. Для увеличения пористости нетканого материала среднего листа 80 (для увеличения зазора между волокнами) предпочтительно, чтобы составляющие волокна представляли собой извитые волокна. Кроме того, когда составляющие волокна нетканого материала среднего листа 80 представляют собой гидрофильные волокна (включая гидрофобные волокна, ставшие гидрофильными с помощью гидрофилизирующего средства), удерживание воды увеличивается. Когда составляющие волокна представляют собой гидрофобные волокна, повышается способность к обеспечению диффузии. Отсутствуют особые ограничения в отношении способа скрепления волокон нетканого материала. Тем не менее, для соединения волокон в достаточной степени для обеспечения эластичности при одновременном повышении пористости (расширения зазора между волокнами) в качестве среднего листа 80 предпочтителен нетканый материал, скрепленный пропусканием воздуха насквозь, в котором волокна соединены за счет нагрева горячим воздухом.
[0050]
Когда поверхность среднего листа 80, обращенная к вогнутостям 50с, «входит» в вогнутости 50с, как проиллюстрировано на фиг.20(а) и 20(с) и фиг.21(а) - 21(с), данная поверхность предпочтительно входит в контакт с внутренними поверхностями вогнутостей 50с. Однако данная поверхность может быть отделена от них, как проиллюстрировано на фиг.20(b). Когда поверхность среднего листа 80, обращенная к вогнутостям 50с, отделена от внутренних поверхностей вогнутостей 50с, разделяющее расстояние 80s может быть определено в зависимости от конкретного случая и предпочтительно составляет 30% или менее от глубины 50d вогнутостей 50с.
[0051]
Средний лист 80 может быть приклеен к, по меньшей мере, одному из верхнего листа 51 и нижнего листа 52 посредством термоплавкого адгезива 80h как в ячейках 55, так и в скрепленных частях 54, как проиллюстрировано на фиг.20(а) - 20(с) и фиг.21(а) и 21(b), или может не прилипать ни к одному из верхнего листа 51 и нижнего листа 52, как проиллюстрировано на фиг.21(с).
[0052]
Предпочтительно, чтобы почти все (например, 95% или более) из частиц 53 сверхвпитывающего полимера не были прикреплены к верхнему листу 51, нижнему листу 52 и среднему листу 80 и были свободно перемещающимися. Тем не менее, часть или почти все (например, 95% или более) из частиц 53 сверхвпитывающего полимера могут быть прикреплены или приклеены к, по меньшей мере, одному из верхнего листа 51, нижнего листа 52 и среднего листа 80. Кроме того, частицы 53 сверхвпитывающего полимера могут быть в некоторой степени объединены в скопления. В частности, в случае, когда частицы 53 сверхвпитывающего полимера являются свободно перемещающимися в ячейках 55 и когда ячейки 55 имеют полые части, частицы 53 сверхвпитывающего полимера перемещаются в ячейках 55 во время использования. Таким образом, существует проблема, заключающаяся в том, что может создаваться шум или может возникать воспрепятствование впитыванию вследствие неравномерного распределения частиц 53 сверхвпитывающего полимера в ячейках 55. Следовательно, один предпочтительный способ решения данной проблемы состоит во вводе поверхности среднего листа 80, обращенной к вогнутостям 50с, в контакт с внутренними поверхностями вогнутостей 50с, как описано выше, другими словами, в почти полном заполнении ячеек 55, включая в себя вогнутости 50с, волокнами среднего листа 80, имеющего высокую пористость. Таким образом, частицы 53 сверхвпитывающего полимера захватываются посредством волокон среднего листа 80 или поджимаются к верхнему листу 51 или нижнему листу 52, или захватываются и поджимаются, так что вряд ли будет происходить свободное перемещение. Следовательно, можно предотвратить создание шума, обусловленного перемещением частиц 53 сверхвпитывающего полимера, и воспрепятствование впитыванию, вызываемое неравномерным распределением частиц 53 сверхвпитывающего полимера в ячейках 55, при одновременном предотвращении воспрепятствования набуханию частиц 53 сверхвпитывающего полимера.
[0053]
Когда частицы 53 сверхвпитывающего полимера находятся большей частью на верхней поверхности среднего листа 80 и их количество уменьшается по направлению к нижней стороне, как проиллюстрировано на фиг.20(а) и 20(b) и фиг.21(с), ощущение царапанья (ощущение, вызывающее дискомфорт), возникающее из-за частиц 53 сверхвпитывающего полимера, редко «передается» руке вследствие воздействия среднего листа 80, когда пользователь касается наружной поверхности подгузника, что является предпочтительным. В частности, поскольку в случае, когда средний лист 80 представляет собой объемный нетканый материал, имеющий высокую пористость, частицы 53 сверхвпитывающего полимера могут входить в зазор между волокнами среднего листа 80 перед впитыванием жидких выделений и во время впитывания жидкий выделений, скорость впитывания дополнительно увеличивается. То есть, на начальной стадии впитывания впитывание происходит на верхней поверхности среднего листа 80, на которой распределено большое число частиц 53 сверхвпитывающего полимера, и скорость впитывания ограничена. Следовательно, на начальной стадии впитывания большое количество жидких выделений проходит в средний лист 80, имеющий малое число частиц 53 сверхвпитывающего полимера, впитывается частицами 53 сверхвпитывающего полимера в среднем листе 80 и временно удерживается до впитывания частицами 53 сверхвпитывающего полимера, или происходит диффузия жидких выделений в окружающие ячейки 55. Жидкие выделения, которые подверглись диффузии в окружающие ячейки, впитываются частицами 53 сверхвпитывающего полимера в среднем листе 80, имеющемся в данных ячейках, или впитываются частицами 53 сверхвпитывающего полимера, имеющимися в большом количестве над средним листом 80. При этом в процессе, в котором каждая из частиц 53 сверхвпитывающего полимера впитывает жидкие выделения, полимер со сверхвысокой впитывающей способностью вызывает расширение зазора между волокнами и набухает при одновременном проникновении в данный зазор или сдавливании среднего листа 80. Вследствие такого механизма впитывания жидкие выделения быстро распределяются по широкой зоне впитывающего компонента 50 с ячейками 55 и находятся в состоянии их приема внутрь впитывающего компонента 50 с ячейками 55. Таким образом, не только увеличивается скорость впитывания, но и также обеспечивается очень хорошая способность к предотвращению обратного потока. Кроме того, для эффективной реализации такого механизма впитывания предпочтительно, чтобы вогнутости 50с были образованы, по меньшей мере, в части каждой ячейки 55 в верхнем листе 51.
[0054]
Степень распределения частиц 53 сверхвпитывающего полимера в ячейке 55 может быть определена соответствующим образом. В нормальном случае доля массы частиц 53 сверхвпитывающего полимера, имеющихся на верхней поверхности среднего листа 80, предпочтительно составляет 50% или более от общего количества и доля массы сверхвпитывающего полимера, удерживаемого в среднем листе 80 (то есть, не на нижнем листе 52), предпочтительно составляет 45% или более от общего количества.
[0055]
Само собой разумеется, распределение частиц 53 сверхвпитывающего полимера в ячейке 55 не ограничено этим. Следовательно, как проиллюстрировано на фиг.20(с), можно выбрать распределение, при котором частицы 53 сверхвпитывающего полимера будут находиться большей частью на верхней поверхности нижнего листа 52, и их количество будет уменьшаться в направлении вверх от нее. В альтернативном варианте, как проиллюстрировано на фиг.21(а), можно выбрать распределение, при котором число частиц 53 сверхвпитывающего полимера, имеющихся на верхней поверхности среднего листа 80 и на верхней поверхности нижнего листа 52, будет больше, чем в части между ними. Кроме того, как проиллюстрировано на фиг.21(b), можно выбрать распределение, при котором частицы 53 сверхвпитывающего полимера будут находиться большей частью в середине среднего листа 80 в направлении толщины, и их количество будет уменьшаться в направлении вверх и вниз от середины. Данный вариант может быть образован посредством формирования среднего листа 80 в виде двухслойного нетканого материала и размещения частиц 53 сверхвпитывающего полимера между слоями.
[0056]
Частицы сверхвпитывающего полимера, которые используются для впитывающих изделий данного типа, могут быть использованы в состоянии «как есть» в качестве частиц 53 сверхвпитывающего полимера. Отсутствуют особые ограничения в отношении размера частиц сверхвпитывающего полимера. Например, предпочтительно, чтобы доля частиц, имеющих размер частиц, составляющий более 500 мкм, составляла 30% масс. или менее, доля частиц, имеющих размер частиц, составляющий 500 мкм или менее и более 180 мкм, составляла 60% масс. или более, доля частиц, имеющих размер частиц, составляющий более 106 мкм и 180 мкм или менее, составляла 10% масс. или менее, и доля частиц, имеющих размер частиц, составляющий 106 мкм или менее, составляла 10% масс. или менее. Следует отметить, что измерение размера частиц выполняют следующим образом. То есть, стандартные сита (JIS Z8801-1:2006) (JIS - Японский промышленный стандарт) с размером ячеек, составляющим 500 мкм, 180 мкм и 106 мкм, и поддон размещают в данном порядке сверху вниз, 10 г частиц сверхвпитывающего полимера, взятых в качестве образца, помешают на сито, имеющее размер ячеек, составляющий 500 мкм, и расположенное сверху, выполняют просеивание (встряхивание в течение 5 минут), и после этого измеряют массу частиц, остающихся на каждом сите. В результате этого просеивания массовые доли частиц из образца, остающихся на соответствующих ситах с размерами ячеек, составляющими 500 мкм, 180 мкм и 106 мкм, и частиц из образца, остающихся на поддоне, по отношению к введенным количествам частиц принимают равными соответственно доле частиц с размером, превышающим 500 мкм, доле частиц с размером, составляющим 500 мкм или менее и более 180 мкм, доле частиц с размером, составляющим более 106 мкм и 180 мкм или менее, и доле частиц с размером, составляющим 106 мкм или менее.
[0057]
Материал частиц 53 сверхвпитывающего полимера может быть использован без особого ограничения, но пригодным является материал, обладающий водопоглощающей способностью, составляющей 40 г/г или более. В качестве частиц 53 сверхвпитывающего полимера могут быть использованы материал основе крахмала, материал на основе целлюлозы и материал на основе синтетического полимера, привитые сополимеры крахмала и акриловой кислоты (соли), продукты омыления сополимеров крахмала и акрилонитрила, продукты сшивания натрий-карбоксиметилцеллюлозы, полимеры акриловой кислоты (соли) и тому подобное. В качестве формы частиц 53 сверхвпитывающего полимера пригодны обычно используемые формы материалов в виде частиц, но также могут быть использованы другие формы.
[0058]
Соответственно используются частицы 53 сверхвпитывающего полимера, которые имеют скорость впитывания воды, составляющую 70 секунд или менее, в частности, 40 секунд или менее. Если скорость впитывания воды слишком медленная, существует вероятность возникновения обратного потока, в случае которого жидкость, поданная во впитывающий компонент 50, возвращается наружу из впитывающего компонента 50.
[0059]
Кроме того, предпочтительно используются частицы 53 сверхвпитывающего полимера, имеющие прочность геля, составляющую 1000 Па или более. При этом обеспечивается возможность эффективного подавления липкости после впитывания жидкости даже тогда, когда впитывающий компонент 50 является объемным.
[0060]
Поверхностная плотность частиц 53 сверхвпитывающего полимера может быть определена соответствующим образом в зависимости от впитываемого количества, которое требуется при применении впитывающего компонента 50. Следовательно, несмотря на то, что это невозможно утверждать в безусловном порядке, поверхностная плотность может составлять 50-350 г/м2. Когда поверхностная плотность полимера составляет менее 50 г/м2, трудно обеспечить впитываемое количество. Когда она превышает 350 г/м2, эффект является предельным.
[0061]
Форма каждой из ячеек 55 в плоскости может быть определена соответствующим образом и может быть задана как шестиугольная форма, ромбическая форма, квадратная форма, прямоугольная форма, круглая форма, эллиптическая форма и т.д., как проиллюстрировано на фиг.8, фиг.12, фиг.19 и т.д. Желательно образовать многоугольник для обеспечения более плотного расположения, и желательна схема расположения без зазоров, как в проиллюстрированном примере. Помимо выполнения ячеек 55, имеющих одинаковую форму и одинаковый размер, ячейки 55 могут быть выполнены посредством комбинирования множества типов ячеек 55, различающихся, по меньшей мере, по одному из параметров, представляющих собой форму и размер, как проиллюстрировано на фиг.12.
[0062]
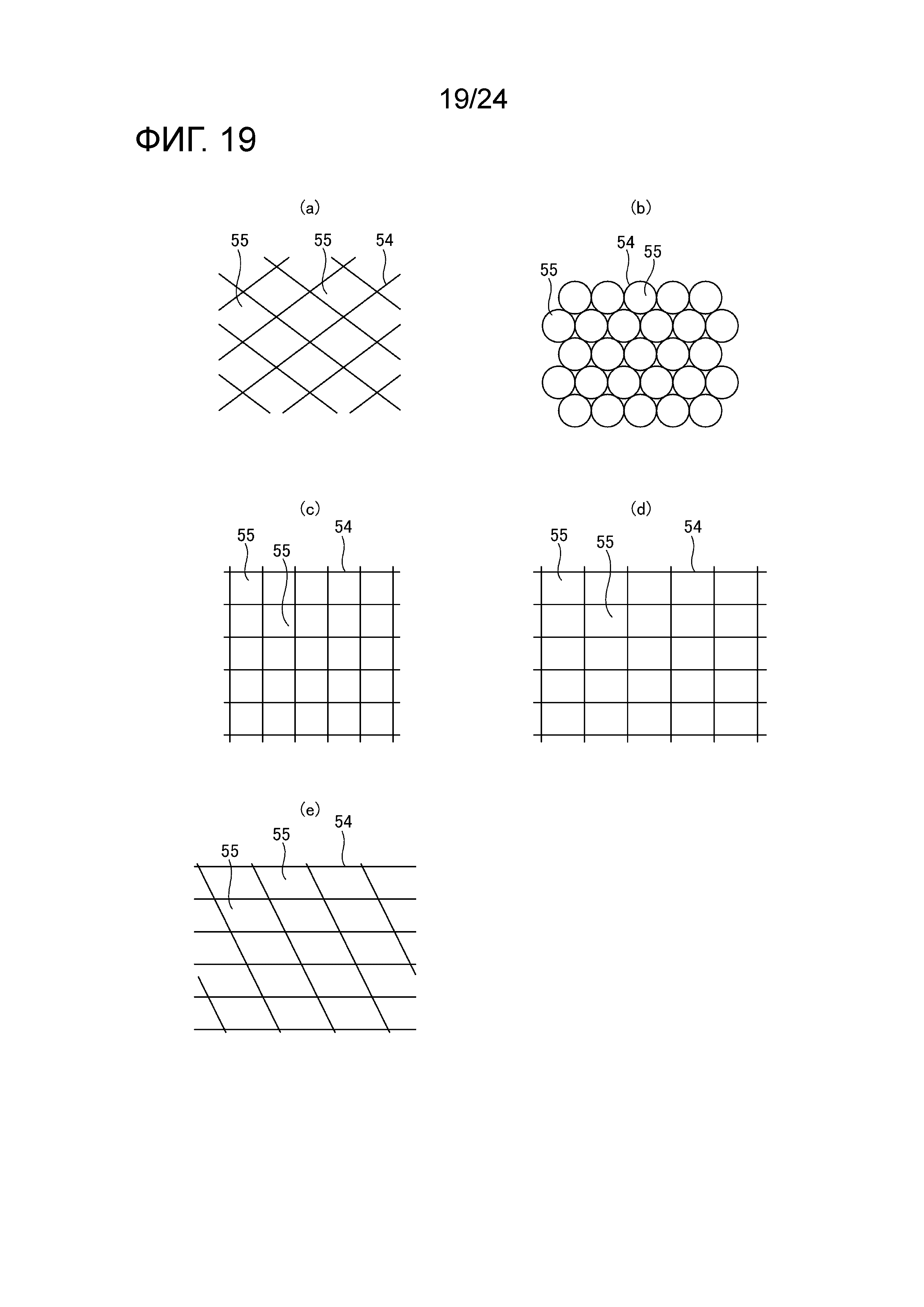
Схема расположения ячеек 55 в плоскости (то есть, то же самое относится к скоплению частиц 53 сверхвпитывающего полимера) может быть определена соответствующим образом. Предпочтительна регулярно повторяющаяся схема расположения в плоскости. Помимо формы с регулярным повторением, такой как форма косоугольной решетки, проиллюстрированная на фиг.19(а), форма гексагональной решетки, проиллюстрированная на фиг.19(b), (данные формы также упоминаются как формы с шахматным расположением), форма квадратной решетки, проиллюстрированная на фиг.19(с), форма прямоугольной решетки, проиллюстрированная на фиг.19(d), или форма решетки с параллельными элементами, проиллюстрированная на фиг.19(е), (вариант, в котором две группы, каждая из которых состоит из большого количества параллельных наклонных рядов, выполнены так, что они пересекаются друг с другом, как проиллюстрировано на фигуре) (включая те, которые имеют наклон под углом, составляющим менее 90 градусов, относительно направления возможного растягивания), можно выбрать форму, при которой группа ячеек 55 (схема расположения элементов групп может быть регулярной или нерегулярной и может соответствовать рисунку, знаку и т.д.) повторяется регулярно.
[0063]
Размер каждой ячейки 55 может быть определен соответствующим образом, и, например, длина 55L в направлении LD вперед-назад может составлять приблизительно 8-30 мм, и длина 55W в направлении WD ширины может составлять приблизительно 10-50 мм. Площадь каждой ячейки 55 может быть задана равной приблизительно 65-1650 мм2.
[0064]
Желательно, чтобы скрепленная часть 54, предназначенная для скрепления верхнего листа 51 и нижнего листа 52, была образована посредством сварки верхнего листа 51 и нижнего листа 52, подобной ультразвуковой сварке или термосварке, но она может быть скреплена посредством термоплавкого адгезива.
[0065]
Скрепленные части 54 верхнего листа 51 и нижнего листа 52 расположены так, что они окружают каждую ячейку 55, и могут быть образованы с рисунком их расположения в виде пунктирной линии (с промежутками в направлении, в котором они окружают каждую ячейку 55), как в проиллюстрированном примере, или в виде непрерывной линии при условии, что скрепленные части 54 соответствуют границе между соседними ячейками. В случае, когда скрепленные части 54 образованы с промежутками, предпочтительно, чтобы частицы 53 сверхвпитывающего полимера отсутствовали между скрепленными частями 54 в направлении, в котором скрепленные части 54 окружают каждую из ячеек 55, или предполагается, что их количество в зоне между скрепленными частями 54 меньше их количества в ячейке 55, даже если они имеются в данной зоне. В частности, когда скрепленные части выполнены с рисунком их расположения в виде пунктирной линии (с промежутками), группа волокон среднего листа проходит между соседними скрепленными частями и проходит между большим числом ячеек. Следовательно, поскольку между соседними скрепленными частями образуется канал для диффузии жидкости, способность к обеспечению диффузии жидкости между ячейками повышается, так что увеличивается скорость впитывания.
[0066]
Как проиллюстрировано на фиг.10, скрепленные части 54 могут соответствовать непрочным скрепленным частям 54b, которые могут расслаиваться под действием сил, возникающих при набухании частиц 53 сверхвпитывающего полимера в соседних ячейках 55, или соответствовать прочным скрепленным частям 54а, которые по существу не расслаиваются под действием сил, возникающих при набухании частиц 53 сверхвпитывающего полимера в соседних ячейках 55. Для решения проблемы набухания частиц 53 сверхвпитывающего полимера до объема, равного объемам отдельных ячеек 55 или большего объема, предпочтительно, чтобы некоторые или все из скрепленных частей 54 соответствовали непрочным скрепленным частям 54b. При наличии непрочных скрепленных частей 54b ячейки 55, соседние друг с другом, при непрочных скрепленных частях 54b, расположенных между ними, могут стать одной большой ячейкой 55 за счет расслаивания и объединения вследствие впитывания и давлений, возникающих при набухании частиц 53 сверхвпитывающего полимера в ячейках 55. Сопротивление расслаиванию на поверхности контакта между верхним листом 51 и средним листом 80 и сопротивление расслаиванию на поверхности контакта между средним листом 80 и нижним листом 52 в непрочных скрепленных частях 54b могут быть определены в зависимости от конкретного случая. Однако в нормальном случае сопротивление расслаиванию предпочтительно составляет приблизительно 0,800 Н/4 см. Кроме того, сопротивление расслаиванию на поверхности контакта между верхним листом 51 и средним листом 80 и сопротивление расслаиванию на поверхности контакта между средним листом 80 и нижним листом 52 в прочных скрепленных частях 54а могут быть определены в зависимости от конкретного случая. Тем не менее, предпочтительно, чтобы данное сопротивление расслаиванию превышало в 1,1 раза или более большее из сопротивлений расслаиванию на поверхности контакта между верхним листом 51 и средним листом 80 и на поверхности контакта между средним листом 80 и нижним листом 52 в непрочных скрепленных частях 54b.
[0067]
Тем не менее, в случае, когда средний лист 80 предусмотрен между верхним листом 51 и нижним листом 52, как во впитывающем компоненте 50 с ячейками 55, при наличии - среди скрепленных частей 54 - непрочных скрепленных частей 54b, в которых верхний лист 51 и средний лист 80 первыми отделяются друг от друга, или непрочных скрепленных частей 54b, в которых средний лист 80 и нижний лист 52 первыми отделяются друг от друга, форма впитывающего компонента 50 с ячейками 55 при набухании становится неоднородной, и существует проблема, заключающаяся в том, что может иметь место воспрепятствование набуханию или может ухудшиться ощущение при ношении. Следовательно, предпочтительно, чтобы в непрочных скрепленных частях 54b сопротивление расслаиванию на одной из поверхности контакта между верхним листом 51 и средним листом 80 и поверхности контакта между средним листом 80 и нижним листом 52 было ниже, чем сопротивление расслаиванию на другой из данных поверхностей. Таким образом, расслаивание происходит преимущественно на той поверхности, на которой существует меньшее сопротивление расслаиванию, и набухание впитывающего компонента 50 с ячейками 55 становится равномерным и плавным. Например, такая структура может быть создана посредством образования соединения только на поверхности контакта между верхним листом 51 и средним листом 80 или образования соединения только на поверхности контакта между средним листом 80 и нижним листом 52 как во внутренней части ячейки 55, так и в скрепленных частях 54, посредством чего будет обеспечено более низкое сопротивление расслаиванию на одной из поверхности контакта между верхним листом 51 и средним листом 80 и поверхности контакта между средним листом 80 и нижним листом 52 в непрочных скрепленных частях 54b, не подвергнутой образованию соединения, чем сопротивление расслаиванию на другой из поверхностей контакта, подвергнутой образованию соединения. Сопротивления расслаиванию на поверхности контакта между верхним листом 51 и средним листом 80 и поверхности контакта между средним листом 80 и нижним листом 52 в непрочных скрепленных частях 54b могут быть определены в зависимости от конкретного случая. Тем не менее, в нормальном случае более высокое сопротивление расслаиванию предпочтительно составляет приблизительно 0,040-0,800 Н/4 см, и более низкое сопротивление расслаиванию предпочтительно составляет 0,5 или менее от более высокого сопротивления расслаиванию.
[0068]
В частности, в варианте, в котором частицы 53 сверхвпитывающего полимера находятся большей частью на верхней поверхности среднего листа 80 и их количество уменьшается в направлении вниз от нее, как в примерах, проиллюстрированных соответственно на фиг.20(а) и 20(b) и фиг.21(с), по соображениям, связанным с эффективной реализацией механизма впитывания, предпочтительно, чтобы сопротивление расслаиванию на поверхности контакта между верхним листом 51 и средним листом 80 было ниже сопротивления расслаиванию на поверхности контакта между средним листом 80 и нижним листом 52.
[0069]
Между тем, прочные скрепленные части 54а представляют собой части, которые по существу не расслаиваются, даже когда ячейки 55, расположенные с обеих сторон от них, осуществляют впитывание и набухают, и, следовательно, данные части обеспечивают эффекты, заключающиеся в том, что улучшается способность к обеспечению диффузии за счет непрерывной диффузии в определенном направлении, предотвращается поток материала, представляющего собой превращенные в гель частицы 53 сверхвпитывающего полимера, и уменьшается площадь контакта на стороне передней поверхности. Следовательно, при использовании данных частей вместе с непрочными скрепленными частями можно создать ячеистый впитывающий компонент, имеющий различные характеристики, как описано позднее. Следует отметить, что при расслаивании скрепленных частей 54, расположенных дальше всего от центра в направлении WD ширины, существует проблема, заключающаяся в том, что частицы 53 сверхвпитывающего полимера или превращенные в гель частицы 53 сверхвпитывающего полимера могут «вытекать» в боковом направлении наружу из впитывающего компонента 50, и, следовательно, желательно, чтобы данные скрепленные части представляли собой прочные скрепленные части 54а. По тем же соображениям предпочтительно, чтобы верхний лист 51 и нижний лист 52 в некоторой степени выступали наружу в направлении WD ширины за зону, в которой образованы ячейки 55, и чтобы краевые скрепленные части 54с были предусмотрены в выступающих частях для упрочнения.
[0070]
Различие в прочности скрепления может быть легко обеспечено посредством изменения площади каждой из скрепленных частей 54, но не ограничено этим. Например, в случае образования скрепленных частей 54 посредством термоплавкого адгезива может быть выбран способ, в котором тип термоплавкого адгезива изменяется в зависимости от мест расположения ячеек. В частности, в случае образования скрепленных частей 54 посредством сварки верхнего листа 51 и нижнего листа 52 непрочные скрепленные части 54b могут быть образованы только посредством образования скрепленных частей 54 со схемой их расположения в виде пунктирной линии и расширения интервала 54Dмежду местами скрепления. Тем не менее, поскольку скрепленные части 54 могут быть образованы на границе между соседними ячейками 55, в случае, если интервал 54D между ними становится слишком большим, увеличиваются зазоры на границе между соседними ячейками 55, что приводит к легкому перемещению частиц 53 сверхвпитывающего полимера. Следовательно, при образовании непрочных скрепленных частей 54b в виде пунктирной линии посредством комбинирования большой или малой ширины 54W скрепленных частей 54 и широкого или узкого интервала 54D между ними непрочные скрепленные части 54b, скорее всего, будут расслаиваться, несмотря на узкие зазоры.
[0071]
Размер скрепленной части 54, предназначенной для скрепления верхнего листа 51 и нижнего листа 52, может быть определен соответствующим образом, и, например, ширина 54W линии (размер в направлении, ортогональном к направлению, в котором скрепленные части 54 окружают ячейку 55) может составлять приблизительно 0,6-8,0 мм. Кроме того, в случае образования скрепленных частей 54 с рисунком их расположения в виде пунктирной линии (с промежутками в направлении, в котором они окружают ячейки 55), предпочтительно, чтобы длина 54L скрепленной части 54 в направлении, в котором скрепленные части 54 окружают ячейку 55, составляла приблизительно 0,6-8,0 мм и чтобы интервал 54D между ними составлял приблизительно 0,8-10,0 мм. В частности, в случае прочной скрепленной части 54а предпочтительно, чтобы ширина 54W линии составляла приблизительно 1,0-4,0 мм, длина 54L скрепленной части 54 составляла приблизительно 1,5-4,0 мм и интервал 54D между скрепленными частями 54 составлял приблизительно 0,8-2,5 мм. Кроме того, в случае непрочной скрепленной части 54b предпочтительно, чтобы ширина 54W линии составляла приблизительно 0,6-3,5 мм, длина 54L скрепленной части 54 составляла приблизительно 0,6-2,5 мм и интервал 54D между скрепленными частями 54 составлял приблизительно 1,0-4,0 мм.
[0072]
Для обеспечения возможности расслаивания непрочных скрепленных частей 54b можно задать тип и количество частиц 53 сверхвпитывающего полимера, размещенных в каждой ячейке 55, так, чтобы объем частиц 53 сверхвпитывающего полимера в ячейке 55 при впитывании до состояния насыщения становился в достаточной степени больше, чем объем ячейки 55, соседней с непрочными скрепленными частями 54b. Кроме того, для того чтобы по существу предотвратить расслаивание прочных скрепленных частей 54а, можно задать тип и количество частиц 53 сверхвпитывающего полимера, размещенных в каждой ячейке 55, так, чтобы объем частиц 53 сверхвпитывающего полимера, введенных в ячейки 55, которые могут быть соединены, при впитывании до состояния насыщения был меньше, чем суммарный объем ячеек 55, которые могут быть соединены вследствие расслаивания непрочных скрепленных частей 54b.
[0073]
Ширина скрепленной части 54 в случае, когда скрепленные части 54 образованы в виде непрерывной линии, и ширина 54W линии в случае, когда скрепленные части 54 образованы с рисунком их расположения в виде пунктирной линии, являются постоянными в направлении, в котором скрепленные части 54 окружают ячейку 55, или также могут изменяться. Кроме того, в случае, когда скрепленные части 54 образованы с рисунком их расположения в виде пунктирной линии, форма каждой скрепленной части 54 может быть определена соответствующим образом, и все скрепленные части будут иметь одинаковую форму, или скрепленные части могут иметь разные части в зависимости от места их расположения. В частности, когда каждая ячейка 55 имеет многоугольную форму, предпочтительно предусмотреть скрепленную часть 54, по меньшей мере, в одном из промежуточных мест на каждой стороне и в месте расположения каждой вершины. Кроме того, в случае прочной скрепленной части 54а предпочтительно предусмотреть ее в месте расположения каждой вершины, но в случае непрочной скрепленной части 54b предпочтительно не образовывать непрочную скрепленную часть 54b в месте расположения каждой вершины, поскольку непрочная скрепленная часть 54b может легко расслаиваться и ячейки 55 будут беспрепятственно соединяться. В случае, когда скрепленная часть 54 предусмотрена в месте расположения каждой вершины, желательно, чтобы скрепленная часть 54 имела радиальную (звездообразную) форму с выступами в направлении каждой стороны.
[0074]
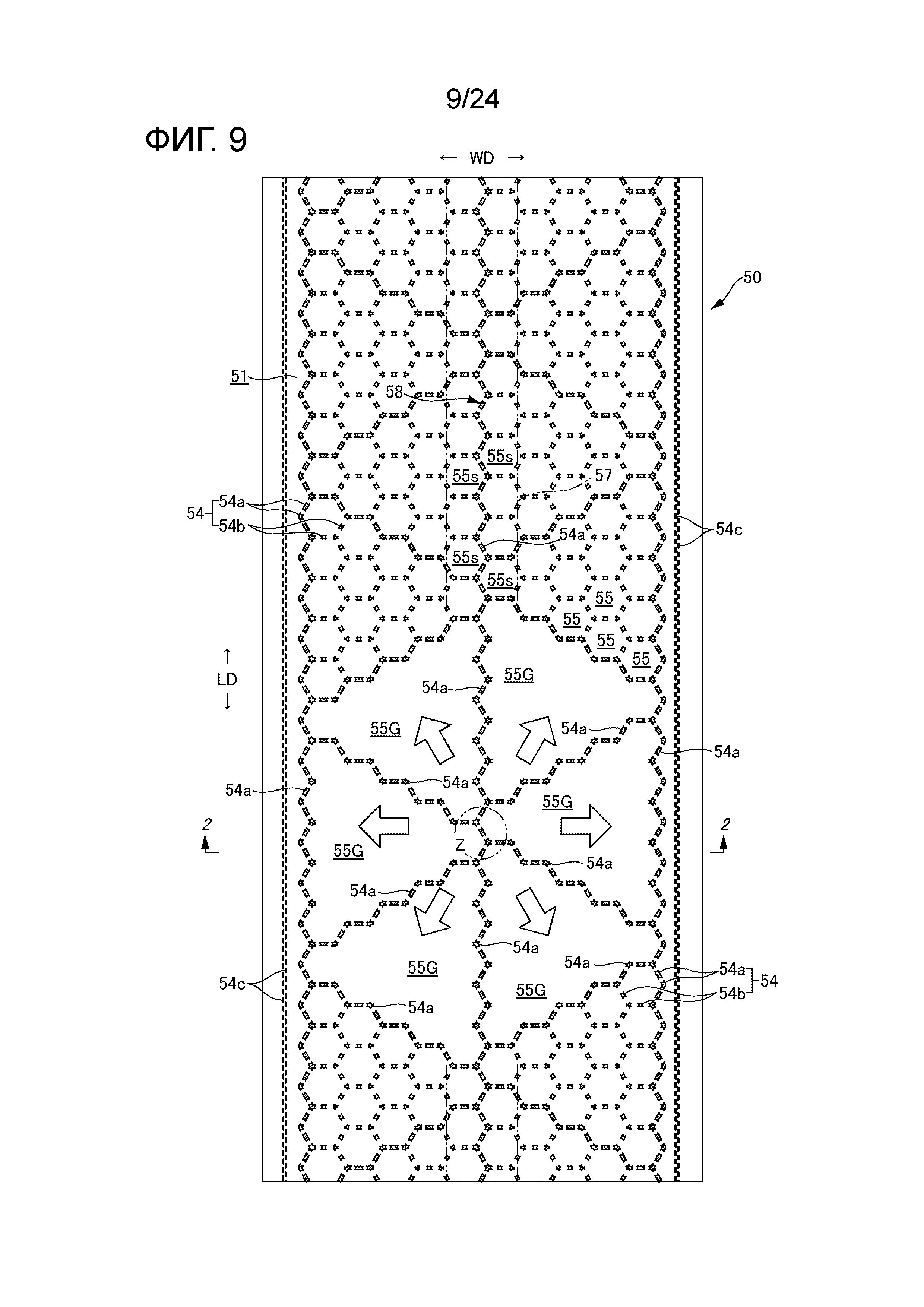
Как проиллюстрировано на фиг.8, фиг.11 - фиг.15, фиг.17 и фиг.18, предпочтительно, чтобы продольная линия 58, соответствующая прочным скрепленным частям, на которой прочные скрепленные части 54а непрерывно выровнены в направлении LD вперед-назад, и часть 57, которая повышает способность к обеспечению диффузии и включает в себя ячейки 55s с малым расширением, соседние с данной линией 58 и расположенные с ее обеих сторон, были предусмотрены в зоне впитывающего компонента 50, средней в направлении WD ширины. Ячейки 55s с малым расширением в части 57, повышающей способность к обеспечению диффузии, имеют меньшее количество содержащихся в них частиц 53 сверхвпитывающего полимера на единицу площади по сравнению с ячейками 55, соседними с обеими сторонами части 57, повышающей способность к обеспечению диффузии, и скрепленные части 54 между ячейками 55s с малым расширением и ячейками 55, соседними с обеими сторонами части 57, повышающей способность к обеспечению диффузии, соответствуют непрочным скрепленным частям 54b. В этом случае, как проиллюстрировано на фиг.10, в начале впитывания жидких выделений вследствие различия в степени набухания между частью 57, повышающей способность к обеспечению диффузии, и частью, окружающей ее, образуется широкая канавка, имеющая часть 57, повышающую способность к обеспечению диффузии, в качестве дна, и данная канавка способствует диффузии жидкости. Данное состояние сохраняется до тех пор, пока непрочные скрепленные части 54b, расположенные между ячейками 55s с малым расширением, предусмотренными в части 57, повышающей способность к обеспечению диффузии, и ячейками 55, расположенными с обеих сторон данной части 57, не подвергнутся расслаиванию под действием сил, возникающих при набухании частиц 53 сверхвпитывающего полимера, имеющихся в ячейках 55, расположенных вокруг части 57, повышающей способность к обеспечению диффузии. Прочные скрепленные части 54а не расслаиваются после расслаивания непрочных скрепленных частей 54b. Таким образом, даже несмотря на то, что ширина канавки уменьшается, остаются канавки, имеющие прочные скрепленные части 54а в качестве их доньев, и сохраняется способность к обеспечению диффузии. Другими словами, на начальной стадии впитывания, на которой диффузия большого количества жидких выделений имеет важное значение, ширина канавки является большой. После этого, даже несмотря на то, что ячейки 55s с малым расширением, имеющиеся в части 57, повышающей способность к обеспечению диффузии, соединяются с окружающими ячейками 55, не возникает такая проблема, как блокирование, вызываемое гелем, канавки остаются за счет прочных скрепленных частей 54а, и сохраняется эффект повышения способности к обеспечению диффузии.
[0075]
Количествочастиц 53 сверхвпитывающего полимера, содержащихся в ячейках 55s с малым расширением, предпочтительно составляет 1/3 или менее от количества частиц 53 сверхвпитывающего полимера в соседних ячейках 55, в весовом отношении, и особенно предпочтительно, чтобы частицы 53 сверхвпитывающего полимера вообще не содержались в ячейках 55s с малым расширением.
[0076]
В частности, как проиллюстрировано на фиг.13, когда непрочные скрепленные части 54е, расположенные между ячейками 55s с малым расширением, имеющимися в части 57, повышающей способность к обеспечению диффузии, и ячейками 55, соседними с обеими сторонами части 57, повышающей способность к обеспечению диффузии, имеют более высокую прочность соединения по сравнению с другими непрочными скрепленным частями 54f и более низкую прочность соединения по сравнению с прочными скрепленными частями 54а, уменьшается вероятность расслаивания непрочных скрепленных частей 54е, расположенных между ячейками 55s с малым расширением, имеющимися в части 57, повышающей способность к обеспечению диффузии, и ячейками 55, соседними с обеими сторонами части 57, повышающей способность к обеспечению диффузии, и канавка, образованная посредством части 57, повышающей способность к обеспечению диффузии, сохраняется в широком состоянии в течение более продолжительного времени, что является предпочтительным. Следует отметить, что на фиг.8, фиг.11 - фиг.15, фиг.17 и фиг.18 прочные скрепленные части 54а и непрочные скрепленные части 54е, имеющие относительно высокую прочность соединения, показаны жирными пунктирными линиями, остальные непрочные скрепленные части 54b и 54f показаны тонкими пунктирными линиями, и ячейки 55, содержащие частицы 53 сверхвпитывающего полимера (то есть ячейки 55, не включающие ячейки 55s с малым расширением и пустые ячейки 56, описанные позднее), заштрихованы.
[0077]
Часть 57, повышающая способность к обеспечению диффузии, может быть предусмотрена на максимальной длине впитывающего компонента 50, как проиллюстрировано на фиг.8 и фиг.11 - фиг.15, или предусмотрена только в части, промежуточной в направлении LD вперед-назад (в частности, в зоне, включающей в себя промежностную часть и проходящей как с ее передней, так и с ее задней сторон), как проиллюстрировано на фиг.17 и фиг.18. Кроме того, помимо выполнения части 57, повышающей способность к обеспечению диффузии, в одном месте в центре в направлении WD ширины, как проиллюстрировано на фиг.8, фиг.11 - фиг.15 и фиг.17, часть 57, повышающая способность к обеспечению диффузии, может быть предусмотрена в множестве мест с интервалами в направлении WD ширины, как проиллюстрировано на фиг.18.
[0078]
Для увеличения ширины части 57, повышающей способность к обеспечению диффузии, как проиллюстрировано на фиг.15, две продольные линии 58, соответствующие прочным скрепленным частям, могут быть предусмотрены вдоль обоих боковых краев ячеек 55, расположенных в направлении LD вперед-назад, и ячейки 55, расположенные между продольными линиями 58, соответствующими прочным скрепленным частям, и соседние с ними в направлении WD ширины с их обеих сторон, могут быть выполнены в виде ячеек 55s с малым расширением. Ширина части 57, повышающей способность к обеспечению диффузии, может быть дополнительно увеличена посредством увеличения числа продольных линий 58, соответствующих прочным скрепленным частям, и числа ячеек 55s с малым расширением.
[0079]
Когда ячейки 55 могут соединяться друг с другом на всей протяженности впитывающего компонента 50 в направлении LD вперед-назад, превращенный в гель материал частиц 53 сверхвпитывающего полимера, набухающих во время впитывания, может в значительной степени перемещаться в направлении LD вперед-назад в соединенных ячейках 55, и существует проблема, заключающаяся в том, что материал, превращенный в гель, может скапливаться в низком месте, таком как промежностная часть, что вызывает ухудшение ощущения при ношении. Следовательно, как проиллюстрировано на фиг.8, фиг.11, фиг.14 - фиг.16 и фиг.18, предпочтительно, чтобы множество поперечных линий 59, которые соответствуют прочным скрепленным частям и на каждой из которых прочные скрепленные части 54а непрерывно или с промежутками выровнены в направлении WD ширины или в наклонном направлении, были предусмотрены с интервалами в направлении LD вперед-назад. Таким образом, можно предотвратить перемещение превращенного в гель материала частиц 53 сверхвпитывающего полимера в направлении LD вперед-назад посредством прочных скрепленных частей 54а, которые по существу не расслаиваются во время впитывания, посредством чего предотвращается сплющивание впитывающего компонента 50. Само собой разумеется, как проиллюстрировано на фиг.12, фиг.13 и фиг.17, можно выбрать вариант, не имеющий таких поперечных линий 59, соответствующих прочным скрепленным частям. Как проиллюстрировано на фиг.14, ячейки 55, соседние с поперечными линиями 59, соответствующими прочным скрепленным частям, и расположенные как с их передней, так и с их задней сторон, могут быть выполнены в виде ячеек 55s с малым расширением для получения части 57, которая повышает способность к обеспечению диффузии и проходит в поперечном/боковом направлении.
[0080]
В частности, когда продольные линии 58, которые соответствуют прочным скрепленным частям и на которых прочные скрепленные части 54 непрерывно выровнены в направлении LD вперед-назад на максимальной длине впитывающего компонента 50, предусмотрены с обеих сторон, определяемых в направлении WD ширины, вдоль боковых краев ячеек 55, расположенных дальше всего от центра в направлении WD ширины, и предусмотрены в середине в направлении WD ширины, и поперечные линии 59, соответствующие прочным скрепленным частям, представляют собой части, проходящие непрерывно в направлении WD ширины и в наклонном направлении так, что они проходят между продольными линиями 58, которые соответствуют прочным скрепленным частям и являются соседними в направлении WD ширины, как в вариантах, проиллюстрированных на фиг.8, фиг.11, фиг.14, фиг.15 и фиг.18, ячейки 55 не соединяются с частью 55G, которая образуется при максимальном увеличении и окружена прочными скрепленными частями 54а. Таким образом, превращенный в гель материал частиц 53 сверхвпитывающего полимера, набухающих во время впитывания, не перемещается к наружной стороне части 55G, образующейся при максимальном увеличении, и существует возможность эффективного предотвращения сплющивания впитывающего компонента 50 во время впитывания. Кроме того, способность к обеспечению диффузии жидкости в продольном направлении повышается за счет продольных линий 58, которые соответствуют прочным скрепленным частям и на каждой из которых прочные скрепленные части 54а расположены непрерывно в направлении LD вперед-назад, и способность к обеспечению диффузии жидкости в боковом/поперечном направлении повышается за счет поперечных линий 59, которые соответствуют прочным скрепленным частям и на каждой из которых прочные скрепленные части 54а расположены непрерывно в направлении WD ширины или наклонном направлении. Например, если предположить, что в варианте осуществления, проиллюстрированном на фиг.8, моча выделяется в месте, обозначенном ссылочной позицией Z, происходит диффузия мочи к периферии вокруг данного места, как показано на фиг.9, и моча впитывается в частицы 53 сверхвпитывающего полимера в каждом месте. При этом, как проиллюстрировано на фиг.9 и 10, поскольку в каждой ячейке 55 увеличивается давление, вызываемое набуханием частиц 53 сверхвпитывающего полимера, находящихся внутри нее, непрочные скрепленные части 54b, окружающие ячейку 55, не могут противодействовать давлению, возникающему при набухании, и ячейка 55 соединяется с соседними ячейками 55. Это соединение с образованием одного целого может продолжаться до тех пор, пока непрочные скрепленные части 54b могут расслаиваться вследствие набухания частиц 53 сверхвпитывающего полимера при впитывании, и продолжается, пока не «дойдет» до ячеек 55, имеющих прочные скрепленные части 54а, расположенные с их сторон.
[0081]
Размер, форма, конфигурация (то есть, схема расположения прочных скрепленных частей 54а) части 55G, образующейся при максимальном увеличении, могут быть определены соответствующим образом, но в случае, если часть 55G, образующаяся при максимальном увеличении, слишком мала, выполнение прочных скрепленных частей 54а становится несущественным, и даже если будет предусмотрено большое число ячеек 55, при образовании удлиненной части, образующейся при максимальном увеличении, после объединения ячеек 55 часть, образующаяся при максимальном увеличении, будет иметь форму, при которой расширение ячеек затруднено. Например, когда ячейка 55 представляет собой правильный шестиугольник, как в проиллюстрированном примере, предпочтительно, чтобы, как проиллюстрировано на фиг.11, фиг.14, фиг.15 и фиг.18, в части 55G, образующейся при максимальном увеличении, семь или более ячеек были расположены в двух или более направлениях, и при этом периферийный край части, образующейся при максимальном увеличении, образует замкнутую конфигурацию, образованную посредством соединения сторон ячеек 55 вдоль их периферийного края, при этом происходит соединение от двух до четырех следующих друг за другом сторон каждой ячейки 55. В результате ячейки 55 могут последовательно соединяться и плавно увеличиваться в размере до части 55G, образующейся при максимальном увеличении, и часть 55G, образующаяся при максимальном увеличении, становится легко расширяющейся. Когда ячейки 55 при объединении увеличиваются в размере до части 55G, образующейся при максимальном увеличении, увеличение объема ячейки 55 по отношению к числу соединенных ячеек 55 становится очень хорошим. Следует отметить, что термин «правильный шестиугольник» охватывает деформированный шестиугольник, растягивающийся и стягивающийся на ±5% в направлении вперед-назад вследствие растягивания и стягивания верхнего листа 51 и нижнего листа 52 во время изготовления.
[0082]
На периферийном крае части 55G, образующейся при максимальном увеличении, часть, соединяющая две следующие друг за другом стороны на каждую ячейку 55, может представлять собой линейную часть, и часть, соединяющая три следующие друг за другом стороны на каждую ячейку 55, может представлять собой линейную или угловую часть (загибающуюся часть) с внутренним углом, составляющим 120°, и часть, соединяющая четыре следующие друг за другом стороны на каждую ячейку 55, может представлять собой загибающуюся часть с внутренним углом, составляющим 60° или 180°. Следовательно, при комбинировании данных линейных частей и угловых частей формы периферийных краев (схемы расположения прочных скрепленных частей 54а) частей 55G, образующихся при максимальном увеличении, могут быть образованы по существу в виде форм равносторонних треугольников, как проиллюстрировано на фиг.11, по существу в виде форм параллелограммов, как проиллюстрировано на фиг.14 и 15, или по существу в виде форм четырехугольников, как проиллюстрировано на фиг.18.
[0083]
В вариантах, проиллюстрированных на фиг.8-11, продольные линии 58, соответствующие прочным скрепленным частям, предусмотрены соответственно в центре и на обеих боковых сторонах, определяемых в направлении WD ширины впитывающего компонента 50, и поперечные линии 59, соответствующие прочным скрепленным частям, образованы с зигзагообразной формой по отношению к направлению вперед-назад и неоднократно изгибаются влево и вправо между продольной линией 58, которая соответствует прочным скрепленным частям и расположена в центральной части, и каждой из продольных линий 58, которые соответствуют прочным скрепленным частям и расположены в обеих боковых частях. В результате часть 55G, образующаяся при максимальном увеличении и имеющая по существу треугольную форму с одной из вершин, расположенной на продольной линии 58, которая соответствует прочным скрепленным частям и расположена в центральной части, и часть 55G, образующаяся при максимальном увеличении и имеющая по существу треугольную форму с одной из вершин, расположенной на каждой из продольных линий 58, которые соответствуют прочным скрепленным частям и расположены в обеих боковых частях, образуются с повторением и попеременно в направлении вперед-назад. Когда поперечные линии 59, соответствующие прочным скрепленным частям, образованы с зигзагообразной формой, как описано выше, это является предпочтительным, поскольку это может эффективно способствовать диффузии жидкости в боковом направлении при малом числе поперечных линий 59, соответствующих прочным скрепленным частям, и часть 55G, образующаяся при максимальном увеличении, имеет по существу треугольную форму и легко расширяется, и увеличение объема ячеек 55 по отношению к числу соединенных ячеек 55 является очень хорошим.
[0084]
Можно использовать только продольные линии 58, соответствующие прочным скрепленным частям, без образования ячеек 55s с малым расширением. В этом случае прочные скрепленные части 54а не расслаиваются во время впитывания жидких выделений, и, таким образом, остаются канавки, имеющие прочные скрепленные части 54а в качестве доньев, посредством чего повышается способность к обеспечению диффузии.
[0085]
С другой стороны, как проиллюстрировано на фиг.8 и т.д., также можно предусмотреть пустые ячейки 56, которые содержат меньшее количество частиц 53 сверхвпитывающего полимера на единицу площади, чем другие ячейки. На фиг.8, фиг.11 - фиг.15, фиг.17 и фиг.18, ячейки 55, содержащие частицы 53 сверхвпитывающего полимера (то есть, ячейки 55, не включающие ячейки 55s с малым расширением и пустые ячейки 56, описанные позднее), заштрихованы. Зона с данными ячейками, имеющая конфигурацию с линиями штриховки на фиг.8, базируется на предположении в отношении зоны 53А распределения частиц 53 сверхвпитывающего полимера при изготовлении, и, таким образом, в ячейках 55 рядом с периферийным краем имеются части, которые не «охвачены» линиями штриховки. Действительно, в случае, когда частицы 53 сверхвпитывающего полимера могут перемещаться в каждой ячейке 55, места расположения частиц 53 сверхвпитывающего полимера не являются фиксированными в состоянии, когда они находятся в изделии, и частицы 53 сверхвпитывающего полимера могут распределяться по всем ячейкам 55 так же, как проиллюстрировано на других фигурах. Масса частиц 53 сверхвпитывающего полимера, содержащихся в пустой ячейке 56, предпочтительно составляет 1/2 или менее от их массы в остальных ячейках, и особенно предпочтительно, чтобы частицы 53 сверхвпитывающего полимера вообще не содержались в пустой ячейке. Например, поскольку передний конец и задний конец впитывающего компонента 50 образуют при изготовлении посредством разрезания на отдельные впитывающие компоненты 50, в случае, если частицы 53 сверхвпитывающего полимера содержатся в частях, в которых выполняется разрезание, существует проблема, заключающаяся в том, что срок службы ножа резального устройства может уменьшаться. Следовательно, желательно, чтобы, по меньшей мере, ячейки 55, расположенные в местах, через которые проходят передний и задний концы впитывающего компонента 50, представляли собой пустые ячейки 56. Кроме того, во впитывающем компоненте 50, полученном посредством смешивания частиц 53 сверхвпитывающего полимера с гидрофильными короткими волокнами, такими как вспушенная измельченная целлюлоза, и формирования скопления из них в виде ваты, как правило, часть, промежуточная в направлении LD вперед-назад, образована с узкой формой для размещения ее вдоль ног. Тем не менее, также и в случае впитывающего компонента 50 с ячейками 55 при выполнении ячеек 55, расположенных с обеих сторон в части, промежуточной в направлении LD вперед-назад, в виде пустых ячеек 55 часть, промежуточная в направлении LD вперед-назад, будет расширяться в меньшей степени даже после впитывания, и, следовательно, впитывающий компонент 50 имеет форму, которая обеспечивает прилегание вокруг ног даже после впитывания.
[0086]
Поскольку в случае изготовления впитывающего компонента 50 с ячейками 55 трудно точно распределить заданное количество частиц 53 сверхвпитывающего полимера по отдельным ячейкам 55, предпочтительно, чтобы частицы 53 сверхвпитывающего полимера были равномерно распределены по всей зоне, в которой должны содержаться частицы 53 сверхвпитывающего полимера, (зоне, не включающей в себя части, которые должны стать пустыми ячейками 56) на верхнем листе 51 или нижнем листе 52, и после это были образованы скрепленные части 54 для скрепления верхнего листа 51 и нижнего листа 52 в виде одного целого и для удерживания частиц 53 сверхвпитывающего полимера в каждой ячейке 55. В этом случае затруднено распределение частиц 53 сверхвпитывающего полимера так, чтобы форма зоны их распределения точно соответствовала периферийному краю ячеек 55, в частности, в случае ячеек 55, расположенных на периферийном крае зоны, в которой должны содержаться частицы 53 сверхвпитывающего полимера. Следовательно, как можно видеть из формы зоны 53А распределения, которая задана для распределения частиц 53 сверхвпитывающего полимера и показана в виде конфигурации с линиями штриховки на фиг.8, желательно распределить частицы 53 сверхвпитывающего полимера так, чтобы периферийный край зоны 53А распределения проходил через середину ячеек 55, расположенных рядом с периферийным краем зоны, содержащей частицы 53 сверхвпитывающего полимера. В этом случае количество частиц 53 сверхвпитывающего полимера, содержащихся в ячейках 55, расположенных рядом с периферийными краями зоны, в которой должны содержаться частицы 53 сверхвпитывающего полимера, будет меньше количества частиц 53 сверхвпитывающего полимера в ячейках 55, расположенных с внутренней стороны по отношению к ячейкам 55, расположенным рядом с периферийными краями зоны, в которой должны содержаться частицы 53 сверхвпитывающего полимера. Кроме того, в случае наличия ячеек 55, расположенных снаружи по отношению к ячейкам 55, расположенным рядом с периферийными краями зоны, в которой должны содержаться частицы 53 сверхвпитывающего полимера, данные наружные ячейки 55 становятся пустыми ячейками 56, которые по существу не содержат частиц 53 сверхвпитывающего полимера.
[0087]
В вышеприведенном примере только частицы 53 сверхвпитывающего полимера содержатся в ячейках 55, но также существует возможность того, что частицы 53 сверхвпитывающего полимера будут содержаться вместе с другими материалами в виде частиц, отличными от частиц сверхвпитывающего полимера, такими как частицы дезодоранта.
[0088]
Впитывающий компонент 50 может быть обернут оберточным листом (непроиллюстрированным). В этом случае один оберточный лист может быть намотан с цилиндрической формой так, чтобы он окружал впитывающий компонент со сторон передней и задней поверхностей и обеих боковых поверхностей впитывающего компонента 50, и впитывающий компонент также может быть обернут двумя оберточными листами так, что они будут закрывать впитывающий компонент как со стороны передней поверхности, так и со стороны задней поверхности. В качестве оберточного листа могут быть использованы тонкая бумага, в частности, крепированная бумага, нетканый материал, нетканый материал, соединенный посредством ламинирования с полиэтиленовым листом, лист с малыми отверстиями и тому подобное. Тем не менее, желательно, чтобы оберточный лист представлял собой лист, через который не проходят частицы сверхвпитывающего полимера. При использовании нетканого материала в качестве оберточного листа особенно подходящим является гидрофильный нетканый материал со структурой SMS (SMS, SSMMS и т.д.), и в качестве материала может быть использован полипропилен и композиционный материал из полиэтилена/полипропилена. Поверхностная плотность нетканого материала, используемого в качестве оберточного листа, желательно составляет 5-40 г/м2, особенно желательно 10-30 г/м2. Когда впитывающий компонент 50 обернут оберточным (-и) листом (-ами), целлюлозные волокна могут скапливаться с одной стороны из стороны передней поверхности и стороны задней поверхности ячеистого впитывающего компонента, и ячеистый впитывающий компонент вместе с целлюлозными волокнами может быть совместно обернут оберточным (-и) листом (-ами).
[0089]
<Изготовление впитывающего компонента>
Вышеописанный впитывающий компонент 50 может быть изготовлен посредством перемещения непрерывного лентообразного первого листа в направлении непрерывного перемещения, последовательного образования большого числа углублений с интервалами в направлении CD (поперечном направлении) на первом листе в процессе его перемещения, подачи материала в виде частиц, содержащего частицы сверхвпитывающего полимера, в углубления первого листа в зоне, расположенной дальше по ходу по отношению к местам образования углублений, наложения лентообразного второго листа, непрерывного в направлении MD (машинном направлении), на первый лист в зоне, расположенной дальше по ходу по отношению к месту подачи материала в виде частиц, прикрепления части, расположенной между углублениями первого листа, ко второму листу в зоне, расположенной дальше по ходу по отношению к месту, в котором накладывают второй лист, для последовательного образования непрерывного элемента из впитывающих компонентов, в которых образовано большое число ячеек, включающих в себя материал в виде частиц, разрезания непрерывного элемента из впитывающих компонентов на отдельные впитывающие компоненты с интервалами в направлении MD и прикрепления лентообразного третьего листа, непрерывного в направлении MD, ко второму листу перед подачей материала в виде частиц. Предпочтительно, чтобы первый лист представлял собой верхний лист 51 и второй лист представлял собой нижний лист 52 в вышеописанном впитывающем компоненте 50, но также возможна противоположная ситуация. Третий лист соответствует среднему листу 80, описанному выше. Третий лист может быть прикреплен ко второму листу перед подачей материала в виде частиц или прикреплен к первому листу перед подачей материала в виде частиц вместе с прикреплением ко второму листу или вместо прикрепления ко второму листу.
[0090]
Фиг.22 иллюстрирует конкретный пример устройства для изготовления ячеистого впитывающего компонента. В данном устройстве для изготовления используется опорный валик 70, приводимый во вращение вокруг горизонтальной оси вращения, и данное устройство для изготовления включает в себя средство подачи первого листа (непроиллюстрированное), средство 90 для образования углублений, устройство подачи материала в виде частиц (непроиллюстрированное) и средства 150 подачи второго и третьего листов в порядке от стороны, расположенной ближе по ходу в направлении вращения, в зоне в направлении вращения, которая соответствует верхней половине опорного валика 70. Кроме того, средство 160 сварки предусмотрено со стороны, расположенной дальше по ходу в направлении вращения по отношению к средству 150 подачи второго и третьего листов.
[0091]
Опорный валик 70 имеет на наружной периферийной поверхности большое число вогнутостей 71, расположенных с интервалами, и выступов 72, предусмотренных в частях между вогнутостями 71 и окружающих соответствующие вогнутости 71. Вогнутости 71 на наружной периферийной поверхности опорного валика 70 сообщаются с внутренним пространством, разделенным на часть 73, в которой осуществляется всасывание, и часть 74, в которой не осуществляется всасывание, в направлении вращения, и всасывающее устройство, такое как всасывающий вентилятор (непроиллюстрированный), соединено с частью 73, в которой осуществляется всасывание, во внутреннем пространстве опорного валика 70, так что всасывающая сила может действовать на внутренние стороны вогнутостей 71. Кроме того, всасывающее отверстие и вытяжное отверстие не образованы в части между вогнутостями 71 на наружной периферийной поверхности опорного валика 70.
[0092]
Средство подачи первого листа обеспечивает подачу непрерывного лентообразного первого листа 201, образованного из проницаемого для жидкостей, нетканого материала, в направлении вращения опорного валика 70 так, чтобы данный первый лист 201 проходил вдоль наружной периферийной поверхности опорного валика 70, и включает в себя различные устройства, такие как направляющий валик и приводной валик на пути от исходного рулона (непроиллюстрированного) листового материала для образования первого листа 201 до наружной периферийной поверхности опорного валика 70.
[0093]
Средство 90 для образования углублений в проиллюстрированном примере расположено напротив опорного валика 70, имеет вталкивающие стержни 91, входящие в соответствующие вогнутости 71 опорного валика 70, и служит в качестве валика для вталкивания, который обеспечивает образование вогнутостей 201с на первом листе 201 при прохождении непрерывного лентообразного первого листа 201 в направлении вращения опорного валика 70 между средством 90 для образования углублений и опорным валиком 70 и вталкивании первого листа 201 в вогнутости 71 посредством использования вталкивающих стержней 91. Тем не менее, может применяться тиснение другого типа.
[0094]
Устройство подачи материала в виде частиц может быть использовано без особого ограничения при условии, что материал 203 в виде частиц, содержащий частицы 53 сверхвпитывающего полимера, подается посредством опускания. В данном случае подача посредством опускания/сбрасывания включает не только свободное падение под действием собственного веса, но и также опускание со скоростью, превышающей скорость свободного падения. В качестве устройства 100 подачи материала в виде частиц можно использовать как устройство, которое непрерывно выпускает материал в виде частиц на всей протяженности в направлении CD в месте опускания, так и устройство, которое может выполнять периодическую подачу для, по меньшей мере, части выпускного отверстия для опускания, определяемой в направлении CD.
[0095]
Средства 150 подачи второго и третьего листов расположены дальше по ходу в направлении вращения по отношению к месту подачи материала 203 в виде частиц. Средства 150 подачи второго и третьего листов обеспечивают прикрепление третьего листа 280 (упоминаемого как средний лист 80, описанный выше), имеющего высокую пористость, к поверхности непрерывного лентообразного второго листа 202, образованного из проницаемого для жидкостей, нетканого материала, со стороны, обращенной к первому листу 201, и после этого обеспечивают подачу листа в направлении вращения опорного валика 70 вдоль наружной периферийной поверхности опорного валика 70. Средства 150 подачи второго и третьего листов включают в себя различные устройства, такие как направляющий валик и приводной валик на пути от исходного рулона листового материала для образования второго листа 202 и исходного рулона для образования третьего листа 280 (непроиллюстрированных) до наружной периферийной поверхности опорного валика 70. В средствах 150 подачи второго и третьего листов в проиллюстрированном примере сначала термоплавкий адгезив наносят из насадки 153 на прикрепляемую поверхность третьего листа 280, и затем третий лист 280 и второй лист 202 накладывают друг на друга и скрепляют посредством скрепляющего валика 152. Термоплавкий адгезив может быть нанесен на второй лист 202 вместо третьего листа 280. После этого второй лист 202 и третий лист 280, объединенные в одно целое посредством данного скрепления, подают к опорному валику 70. В данном случае направляющая пластина 151, приближающаяся вдоль направления касательной, размещена до зоны вблизи наружной периферийной поверхности опорного валика 70, и второй лист 202 и третий лист 280 проходят над направляющей пластиной 151, загибаются в зоне ее верхнего конца и затем подаются в направлении вращения вдоль наружной периферийной поверхности опорного валика 70. По этой причине верхний конец направляющей пластины 151 имеет криволинейную дугообразную поверхность вдоль направления, в котором направляются второй лист 202 и третий лист 280.
[0096]
Средство 160 сварки не имеет особых ограничений при условии, что средство 160 сварки обеспечивает сварку первого листа 201, второго листа 202 и третьего листа 280. Помимо использования сонотрода устройства для ультразвуковой сварки, как в проиллюстрированном примере, может быть использован нагревательный валик (непроиллюстрированный).
[0097]
При изготовлении первый лист 201 подают к опорному валику 70 с помощью средства подачи первого листа, и вогнутости 201с последовательно образуют в первом листе 201 с помощью средства 90 для образования углублений. Степень вдавливания/вталкивания при обработке для формирования вогнутостей 201с и обработке для получения волнообразной формы посредством вталкивающего валика может быть определена в зависимости от конкретного случая. В нормальном случае желательно, чтобы глубина 91d вталкивания первого листа 201 посредством вталкивающих стержней 91 составляла 2-10 мм.
[0098]
Первый лист 201, на котором образованы вогнутости 201с, вращается и перемещается, будучи намотанным вокруг опорного валика 70, к последующей позиции, соответствующей месту расположения устройства 100подачи материала в виде частиц. Поскольку в этом случае вогнутости 71 расположены в части 73, в которой осуществляется всасывание, и сохраняется всасывающее воздействие в вогнутостях 71, начиная со стадии образования вогнутостей 201с, вогнутости 201с прочно удерживаются в вогнутостях 71 без изменения с момента образования. Это всасывание сохраняется, по меньшей мере, до последующей позиции подачи второго листа 202, предпочтительно до места сварки. Материал 203 в виде частиц опускается и подается из устройства 100 подачи материала в виде частиц в вогнутости 201с первого листа 201. Материал 203 в виде частиц может подаваться непрерывно или периодически, по меньшей мере, на части протяженности в направлении CD.
[0099]
Третий лист 280 и второй лист 202 сразу наматываются вокруг наружной стороны первого листа 201, в вогнутости 201с которого подан материал 203 в виде частиц, с помощью средств 150 подачи второго и третьего листов, при этом второй лист 202 будет закрывать первый лист 201, по меньшей мере, в его зоне, определяемой в направлении CD, которая имеет вогнутости 201с, и третий лист 280 будет размещен между первым листом 201 и вторым листом 202. Во время намотки данных первого листа 201, второго листа 202 и третьего листа 280 вокруг опорного валика 70 участки первого листа 201 между вогнутостями 201, второй лист 202 и третий лист 280, расположенный между первым листом 201 и вторым листом 202, сразу подвергают сварке и скрепляют в местах расположения точечных выступов 72 опорного валика 70 с помощью средства 160 сварки, так что последовательно образуется непрерывный элемент 200 из впитывающих компонентов 50, в которых образовано большое число ячеек 55, включающих в себя материал 203 в виде частиц. Непрерывный элемент 200 из впитывающих компонентов 50 отводят от опорного валика 70 и затем разрезают на отдельные впитывающие компоненты 50 с интервалами в направлении MD посредством резального устройства (непроиллюстрированного).
[0100]
<Разъяснение терминов, используемых в данном документе>
В случае, когда нижеуказанные термины используются в описании, они имеют нижеприведенные значения, если иное не указано в описании.
“MD” и “CD” означают направление (MD) потока в производственном оборудовании и боковое направление (CD), ортогональное к направлению потока, и любое одно из них представляет собой направление вперед-назад изделия, и другое из них представляет собой направление ширины изделия. Направление MD нетканого материала представляет собой направление ориентации волокон нетканого материала. Направление «ориентации волокон» представляет собой направление, вдоль которого проходит волокно нетканого материала, и ориентацию волокон определяют, например, посредством метода измерения, соответствующего методу испытания для определения ориентации волокон на основе прочности при растяжении при нулевом расстоянии между зажимами согласно TAPPI T481 (TAPPI - Техническая ассоциация целлюлозно-бумажной промышленности), и простого метода измерения для определения направления ориентации волокон исходя из отношения прочности при растяжении в направлении вперед-назад к прочности при растяжении в направлении ширины.
[0101]
«Расправленное состояние» означает плоское расправленное состояние без стягивания или провисания.
[0102]
«Степень растяжения» означает величину, полученную, когда длина в естественном состоянии принята равной 100%.
[0103]
«Искусственную мочу» получают посредством смешивания 2% масс. мочевины, 0,8% масс. хлорида натрия, 0,03% масс. двуводного хлорида кальция, 0,08% масс. семиводного сульфата магния и 97,09% масс. ионообменной воды, и их используют при температуре 37°С, если не указано иное.
[0104]
«Прочность геля» определяют следующим образом: 1,0 г сверхвпитывающего полимера добавляют к 49,0 г искусственной мочи, и смесь перемешивают мешалкой. Получающийся в результате гель оставляют на три часа в термогигростате с температурой 40°С и относительной влажностью (RH) 60% и после этого охлаждают до температуры внутри помещения. Прочность геля определяют посредством плотномера (Curdmeter-MAX ME-500, производимого компанией I. Techno Engineering).
[0105]
«Поверхностную плотность» определяют следующим образом. После предварительной сушки образца или испытательного образца обеспечивают возможность его выстаивания в испытательной лаборатории или устройстве при нормальных условиях (в месте испытания температура составляет 23±1°С, относительная влажность составляет 50±2%) до получения постоянной массы. Предварительная сушка предназначена для доведения массы образца или испытательного образца до постоянной массы в среде с температурой 100°С. Волокна, имеющие стандартную влажность в процентах от веса абсолютно сухого материала, составляющую 0,0%, не требуют предварительной сушки. Из испытательного образца, имеющего постоянную массу, вырезают образец, имеющий размеры 100 мм Ч 100 мм, используя шаблон для вырезания образцов (100 мм Ч 100 мм). Образец взвешивают, и массу умножают на 100 для получения массы на один квадратный метр. Полученное в результате значение определяют как поверхностную плотность.
[0106]
«Толщину» измеряют автоматически при нагрузке, составляющей 0,098 Н/см2, на площади приложения давления, составляющей 2 см2, используя автоматическое устройство для измерения толщины (прибор KES-G5 с доступной программой измерения сжатия).
[0107]
«Пористость» определяют нижеуказанным методом. То есть, из части, отличной от скрепленных частей среднего листа, вырезают прямоугольник, который используют в качестве образца. Измеряют длину, ширину, толщину и массу образца. Используя плотность исходного материала, предназначенного для получения нетканого материала, рассчитывают виртуальную массу при пористости, составляющей 0%, и при таком же объеме, как объем образца. Пористость определяют, подставляя массу образца и виртуальную массу в нижеприведенное выражение.
Пористость = [(виртуальная масса - масса образца)/виртуальная масса] Ч 100
[0108]
«Водопоглощающую способность» определяют в соответствии со стандартом JIS К7223-1996 “Testing method for water absorption capacity of super absorbent polymers” («Метод испытаний для определения водопоглощающей способности полимеров со сверхвысокой впитывающей способностью»).
[0109]
«Скорость впитывания воды» представляет собой «время, которое проходит до конечной точки», когда измерения выполняют в соответствии со стандартом JIS К7224-1996 “Testing method for water absorption rate of super absorbent polymers” («Метод испытаний для определения скорости впитывания воды полимерами со сверхвысокой впитывающей способностью»), используя 2 г сверхвпитывающего полимера и 50 г физиологического солевого раствора.
[0110]
«Сопротивление расслаиванию» определяют следующим образом: То есть, как проиллюстрировано на фиг.23, испытательный образец 500 с размерами 350 мм в направлении MD Ч 40 мм в направлении CD вырезают из впитывающего компонента 50. Затем заданный лист (вышеописанный верхний лист 51 и средний лист 80 или средний лист 80 и нижний лист 52) в части с длиной 100 мм от одного конца в направлении MD до многоконцевой стороны испытательного образца 500, расслаивают для образования хвостовой части 501 для удерживания, каждую хвостовую часть 501 для удерживания зажимают посредством верхнего и нижнего зажимов машины для испытаний на растяжение, и оставшуюся часть 502 для измерений расслаивают, как проиллюстрировано на фиг.24, при расстоянии между зажимами, составляющем 40 мм, и скорости растягивания, составляющей 300 мм/мин, и при этом измеряют растягивающее усилие (сН/25 мм), требуемое для расслаивания. Наблюдают за состоянием части, предназначенной для измерений, при расслаивании. В случае разрушения по поверхности раздела (расслаивания по поверхности раздела) и когезионного разрушения на графике результатов измерений, построенном при вертикальной оси, соответствующей растягивающему усилию, первые пять вершин и первые пять нижних точек выбирают из волнообразной части после начала расслаивания (после которой имеет место полный подъем кривой), и среднее значение из растягивающих усилий в соответствующих точках принимают в качестве измеренного значения. Кроме того, в случае разрушения материалов (разрушения основы) в качестве измеренного значения используют максимальное значение растягивающего усилия. Вышеуказанное измерение выполняют три раза, и среднее значение определяют как сопротивление расслаиванию. Следует отметить, что в случае, в котором размер заданного места для испытания является малым и размер испытательного образца в направлении CD составляет менее 40 мм, сопротивление расслаиванию, полученное посредством выполнения испытания таким же образом, преобразуют в значение, соответствующее приблизительно 40 мм.
[0111]
В случае, когда окружающие условия при испытаниях и измерениях не описаны, подразумевается, что испытания и измерения должны выполняться в испытательной лаборатории или в устройстве при нормальных условиях (в месте испытания температура составляет 23±1°С и относительная влажность составляет 50±2%).
[0112]
Размер каждой части означает размер не в состоянии естественной длины, а в расправленном состоянии, если не указано иное.
Перечень ссылочных позиций
[0113]
Реферат
Обеспечивается повышение скорости впитывания во впитывающем изделии, включающем в себя ячеистый впитывающий компонент.Вышеуказанная проблема решается посредством впитывающего изделия, включающего в себя впитывающий компонент 50, имеющий множество ячеек 55, окруженных скрепленными частями 54 верхнего листа 51 и нижнего листа 52, причем верхний лист 51 и нижний лист 52 не скреплены в ячейках, и материал в виде частиц, включающий в себя частицы 53 сверхвпитывающего полимера, содержащиеся в ячейках 55, причем по меньшей мере один из верхнего листа 51 и нижнего листа 52 образован с вогнутостями 50с в ячейках 55, вдавленными по направлению к наружным сторонам ячеек 55, в расправленном состоянии, при этом между верхним листом 51 и нижним листом 52 расположен средний лист 80, образованный из нетканого материала, и средний лист 80 сдавлен в направлении толщины в скрепленных частях 54 и расширяется по направлению к внутренним сторонам вогнутостей 50с в частях, находящихся внутри ячеек 55. 5 з.п. ф-лы, 24 ил.
Формула
Документы, цитированные в отчёте о поиске
Впитывающее изделие, имеющее формованную впитывающую сердцевину, образованную на подложке
Комментарии