Впитывающее изделие, имеющее формованную впитывающую сердцевину, образованную на подложке - RU2381020C2
Код документа: RU2381020C2
Чертежи







Описание
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к впитывающему изделию, имеющему впитывающую сердцевину, которая может быть образована и формована на подложке при изготовлении впитывающего изделия.
УРОВЕНЬ ТЕХНИКИ
Впитывающие изделия личной гигиены, такие как подгузники, тренировочные трусы для приучения к туалету, изделия при недержании у взрослых, впитывающая одежда для плавания, средства гигиены для женщин и т.п., обычно включают проницаемую для жидкости подкладку, обращенную к телу (иногда называемую "верхним слоем"), непроницаемое для жидкости внешнее покрытие (иногда называемое "наружным слоем") и впитывающую сердцевину между обращенной к телу подкладкой и наружным покрытием.
Впитывающая сердцевина, которую обычно формируют отдельно от других слоев, принимает и удерживает водные жидкости, такие как моча, выделения при менструации и т.д., которые выделяет пользователь. Впитывающая сердцевина обычно образована из сверхвпитывающих частиц или волокон и гидрофильных впитывающих волокон (например, целлюлозы), которые рыхло смешаны и перепутаны с образованием впитывающей основы. Иногда также включены волокна из термопластичного полимера для обеспечения усиленной матрицы. Способы изготовления обычной впитывающей сердцевины относительно сложны. Впитывающие структуры должны быть образованы, соединены, сформованы и разрезаны для образования отдельной впитывающей сердцевины, подходящей для конкретных впитывающих изделий. Соответственно, на практике не было принято объединять различные способы изготовления впитывающей сердцевины со способами, используемыми для сборки компонентов слоев впитывающих изделий.
Впитывающие сердцевины прямоугольной формы по всей ширине могут быть изготовлены поточным способом на подложке и затем отштампованы или обрезаны до нужной формы. Этот способ приводит к получению существенного количества обрезков. Если обрезки нельзя повторно использовать в процессе изготовления, такой способ становится неэкономичным. Предпочтительно производить впитывающую сердцевину готовой формы поточным способом изготовления, не требующим штамповки и, таким образом, устраняющим эти недостатки.
При сборке впитывающих изделий необходимо прикрепить отдельно образованную впитывающую сердцевину к обращенной к телу подкладке, наружному покрытию и/или промежуточному слою (слоям), используя адгезив, способ термического или ультразвукового соединения. Это прикрепление предназначено для предотвращения смещения впитывающей сердцевины относительно других слоев при изготовлении, хранении, перевозке и/или использовании впитывающего изделия. Если слой, к которому прикреплена впитывающая сердцевина, является растягиваемым или эластичным, то прикрепление впитывающей сердцевины подобным образом может снизить способность к растягиванию или эластичность этого слоя. Альтернативно растягивание наружного покрытия, обращенной к телу подкладки или другого слоя подложки может вызвать разрыв впитывающей сердцевины.
С точки зрения снижения затрат и производительности предпочтительно обеспечить впитывающую сердцевину, которая может быть образована и формована при поточном производстве в процессе сборки впитывающего изделия и не препятствовала последующему растягиванию (эластичности) слоя(слоев), к которым она присоединена.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к впитывающему изделию, включающему по меньшей мере проницаемую для жидкости подкладку, обращенную к телу, наружное покрытие и впитывающую сердцевину между ними. Впитывающая сердцевина образована и формована в поточном способе при сборке впитывающего изделия и адгезивно соединена с обращенной к телу подкладкой, наружным покрытием и/или промежуточным слоем подложки, который может быть растягиваемым. Впитывающая сердцевина не препятствует растягиванию слоя, с которым она соединена.
Впитывающая сердцевина включает комбинацию адгезивных волокон и сверхвпитывающего материала. Хотя комбинация адгезивных волокон и сверхвпитывающего материала соединена со слоем подложки, слой подложки не считается частью впитывающей сердцевины. Впитывающая сердцевина «формована», что означает, что она не прямоугольная. Впитывающая сердцевина имеет центральную область, переднюю концевую область и заднюю концевую область. Впитывающая сердцевина имеет некоторую среднюю ширину в центральной области и относительно большую среднюю ширину, по меньшей мере, в одной из концевых областей.
Впитывающая сердцевина имеет внешний край, продолжающийся за ее периметр. Поскольку впитывающая сердцевина образована в поточном способе во время сборки впитывающего изделия, как описано выше, внешний край впитывающей сердцевины является необрезанным (т.е. не подвергался обрезке) вдоль обеих боковых сторон впитывающей сердцевины. Из-за отсутствия обрезки боковые стороны впитывающей сердцевины имеют некоторую неравномерность, связанную с сужением комбинации адгезива/сверхвпитывающего материала. Эта неравномерность может привести к тому, что боковые стороны будут иметь нечеткую или зубчатую конфигурацию продолжающихся вбок пиков и впадин. Эта неравномерность характеризуется тем, что как отношение периметра к длине края ("P/EL"), так и среднее отклонение от среднего края ("MDFME") для боковых сторон впитывающей сердцевины, описанных здесь, больше, чем для обрезанной впитывающей сердцевины, имеющей тот же состав. Предпочтительно впитывающая сердцевина имеет длину, равную длине подложки, и ширину, меньшую, чем ширина подложки вдоль всей длины впитывающей сердцевины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - покомпонентный вид в перспективе впитывающего изделия по изобретению.
Фиг.2 - вид сверху смежных впитывающих сердцевин, образованных на подложке по изобретению.
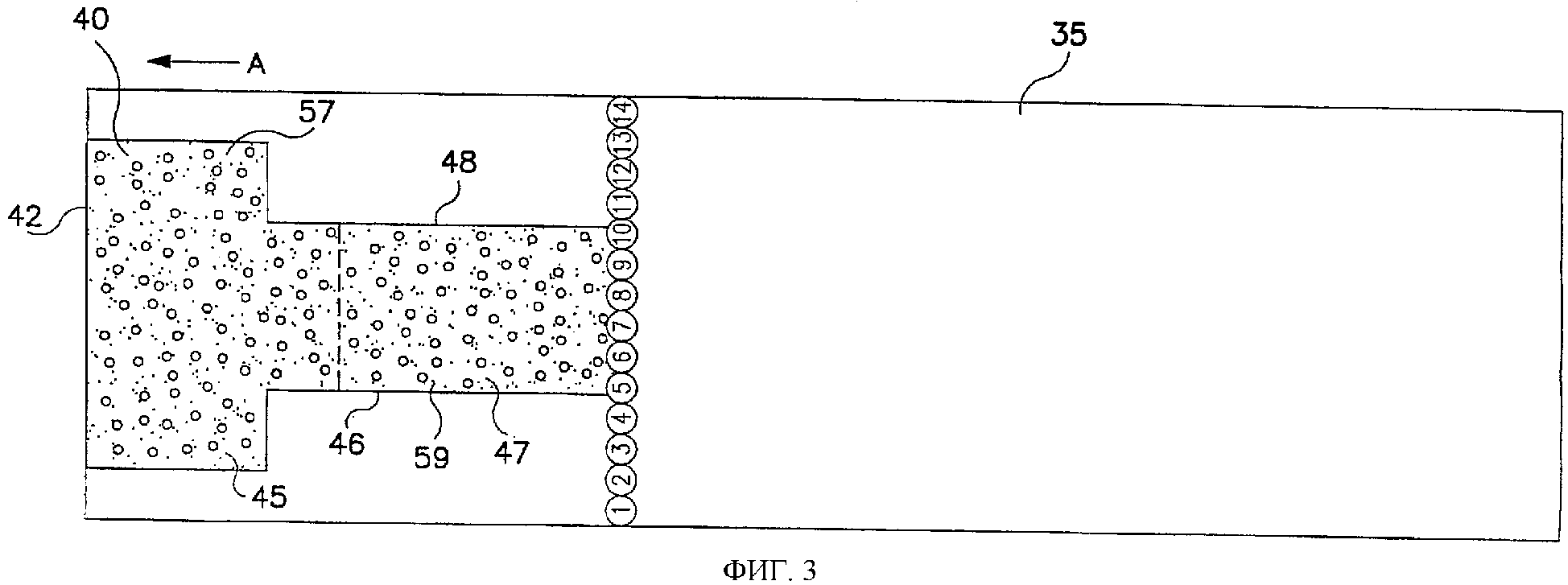
Фиг.3 - схематично показан способ образования и формования адгезивного компонента впитывающей сердцевины на подложке.
Фиг.4 - схематично показан альтернативный способ образования и формования адгезивного компонента впитывающей сердцевины на подложке.
Фиг.5 - схематично показан весь способ образования и формования впитывающей сердцевины на подложке, который может быть объединен со способом сборки слоев впитывающего изделия.
Фиг.6 - схематично показан альтернативный способ образования и формования впитывающей сердцевины на подложке.
Фиг.7 - схематично показано изображение в оттенках серого для впитывающей прокладки и расположение рассматриваемой области для определения отношения периметра к длине по краю и среднего расстояния от среднего края.
Фиг.8 - изображение в оттенках серого для рассматриваемой области для поточно сформированного края и обрезанного края, а также соответствующие сегментные изображения.
ОПРЕДЕЛЕНИЯ
Выражение "впитывающий материал" относится к материалам, таким как целлюлозные волокна, которые способны впитывать водный раствор в количестве, по меньшей мере пятикратном, но, в общем, менее чем 15-кратном собственной массе, причем этот раствор содержит 0,9 мас.% хлорида натрия. Впитывающий материал при наиболее благоприятных условиях может также включать матрицу синтетических волокон, таких как волокна фильерного способа производства, выдуваемые из расплава и соединенные кардочесанием полотна, и т.п. Сюда также включены открытые структуры, такие как соединенные в воздушном потоке кардные полотна, полотна фильерного производства с очень пушистыми двухкомпонентными волокнами, переплетенными в воздушном потоке, и другие материалы, удобные для быстрого приема жидкости.
Термин "сверхвпитывающий материал" относится к водонабухающим органическим и неорганическим материалам, которые способны впитывать, по меньшей мере, 15-кратную собственную массу 0,9% водного раствора хлорида натрия при наиболее благоприятных условиях.
Термин "впитывающее изделие личной гигиены" включает подгузники, тренировочные трусы, одежду для плавания, впитывающие трусы, изделия при недержании у взрослых, салфетки, влажные салфетки, подстилку в кровать и изделия женской гигиены, но не ограничивается ими.
Термин "медицинское впитывающее изделие" включает впитывающие медицинские подушечки, простыни, оберточные материалы, перевязочные материалы и предметы одежды, но не ограничивается ими.
Термин "прикрепленный" относится к соединению, приклеиванию, присоединению, сцеплению, по меньшей мере, двух элементов. Два элемента считаются прикрепленными один к другому, когда они прикреплены непосредственно друг к другу или опосредованно друг к другу, когда каждый из них прикреплен непосредственно к промежуточным элементам.
Термин "отрезание" относится к любому способу, используемому для срезания или обрезания боковых краев впитывающей сердцевины, чтобы сформировать впитывающую сердцевину нужной формы, обычно другой, чем форма предварительно образованного прямоугольника. Способы отрезания включают штамповку, водное отрезание, лазерное отрезание, распиливание и т.п.
Термин "в общем, перпендикулярный" означает отклонение от перпендикуляра в пределах около 15 градусов. Там, где "перпендикулярный" определено углом 90 градусов относительно направления, "в общем перпендикулярный" относится к углу около 75-105 градусов.
Понятие "гидрофильный" описывает волокна или поверхности волокон и других материалов, которые смачиваются водными жидкостями при контакте с этими волокнами. Степень смачивания этих материалов может, в свою очередь, быть описана через углы смачивания и коэффициенты поверхностного натяжения соответствующих жидкостей и материалов. Оборудование и способы, применимые для измерения смачиваемости конкретных волокнистых материалов или комбинаций волокнистых материалов, могут быть обеспечены системой анализа силы поверхностного натяжения Cahn SFA-222, или, по существу, эквивалентной системой. При измерении с использованием этой системы волокна с углами смачивания менее 90° обозначают как "смачиваемые" или гидрофильные, а волокна с углами смачивания больше 90° обозначают как "несмачиваемые" или гидрофобные.
Термин "слой" при использовании в единственном числе может иметь двойственное значение одиночного элемента или множества элементов.
Понятие "влагонепроницаемый" при использовании для описания слоя или многослойного материала означает, что жидкие отходы тела человека, такие как моча, не проходят через этот слой или многослойный материал при обычных условиях использования в направлении, в общем, перпендикулярном плоскости этого слоя или многослойного материала в точке контакта с жидкостью.
Термин "влагопроницаемый" относится к любому материалу, который не является влагонепроницаемым.
Выражение "выдуваемый из расплава" относится к волокнам, образованным путем экструдирования расплавленного термопластичного материала через множество тонких, обычно круглых, капилляров штампа в виде расплавленных нитей или волокон в сходящиеся на высокой скорости потоки газа (например, воздуха), в общем, нагретого, которые утончают нити расплавленного термопластичного материала для уменьшения их диаметра. Затем выдуваемые из расплава волокна переносятся потоком газа на высокой скорости и выкладываются на накопительной поверхности, чтобы создать полотно из распределенных произвольным образом выдуваемых из расплава волокон. Такой способ раскрыт, например, в патенте США 3, 849, 241, Butin et al.
Способы выдувания из расплава можно использовать для изготовления волокон различного размера, включая макроволокна (со средним диаметром от около 40 до около 100 микрон), волокна текстильного типа (со средним диаметром от около 10 до 40 микрон) и микроволокна (со средним диаметром менее около 10 микрон). Способы выдувания из расплава, в частности, подходят для изготовления микроволокон, включая сверхтонкие микроволокна (со средним диаметром около 3 микрон или менее). Описание способа изготовления сверхтонких микроволокон можно найти, например, в патенте США No. 5, 213, 881, Timmons et al.
Выдуваемое из расплава волокно может быть неразрывным или разрывным и, в основном, самоприклеивающимся при выкладывании на поверхность для накопления. Выдуваемые из расплава волокна, используемые в настоящем изобретении, в значительной степени неразрывны по длине.
Понятие "нетканый", используемое при упоминании материала, полотна или ткани, относится к такому материалу, полотну или ткани, имеющим структуру из отдельных волокон или нитей, которые переплетаются, но не правильным или идентифицируемым образом, как в тканом материале. Нетканые материалы, ткани или полотно, полученные многочисленными способами, такими как, например, выдувание из расплава, фильерный способ производства, укладка воздухом и соединение волокон кардочесанием. Основная масса нетканого волокна обычно выражена в унциях материала на квадратный ярд (osy) или граммах на квадратный метр (г/м2), а диаметр волокна обычно выражен в микронах. (Отметьте, что для преобразования osy в г/м2 следует умножить osy на 33,91.)
Выражение "волокна фильерного производства" означает волокна меньшего диаметра, которые обычно получены путем экструдирования расплавленного термопластичного материала в виде нитей из множества тонких, обычно круговых капилляров фильеры с быстро уменьшающимся диаметром выдавливаемых нитей, как описано, например, в патенте США 4, 340, 563, Appel et al., и патенте США 3, 692, 618, Dorschner et al., патенте США 3, 802, 817, Matsuki et al., патенте США 3, 338, 992 и 3341394, Kimey, патенте США 3, 502, 763, Hartmann, патенте США 3, 502, 538, Levy, и патенте США 3, 542, 615, Dobo et al. Волокна фильерного производства быстро охлаждают, и они, в общем, не липкие, когда их выкладывают на поверхность для накопления. Волокна фильерного способа производства, в общем, непрерывные и имеют средний диаметр часто больше 7 микрон, более конкретно между около 10 и 20 микронами.
Понятие "соединенные кардочесанием полотна" или "BCW" относится к нетканым полотнам, полученным способом кардочесания, известным специалистам и описанным дополнительно, например, в патенте США 4, 488, 928, Alikhan и Schmidt, который включен сюда полностью посредством ссылки. Кратко, процессы кардочесания начинают со смешивания, например, штапельных волокон со связывающими волокнами или другими связывающими компонентами в объемную подкладку, которую очесывают или иначе обрабатывают для обеспечения, в общем, однородного веса основы. Это полотно нагревают или иначе обрабатывают для активации адгезивного компонента, что дает единый, обычно пушистый нетканый материал.
Выражение «укладка в воздушном потоке» или «уложенный в воздушном потоке» относится к способу, посредством которого может быть образован волокнистый нетканый слой. При способе укладки в воздушном потоке пучки небольших волокон с типичной длиной в диапазоне от около 3 до около 19 мм разделяют и переносят подаваемым воздухом, а затем размещают на формовочной сетке обычно с помощью вакуума. Произвольно разложенные волокна соединены одно с другим с помощью, например, горячего воздуха или распыленного адгезива.
Понятие "частица" "частицы,", «материал в виде частиц», «материалы в виде частиц» и т.п. относится к сверхвпитывающему материалу, в общем, в форме отдельных блоков. Эти блоки могут содержать гранулы, порошки, сферы, распыляемые материалы или аналогичные, а также их комбинации. Частицы могут иметь любую нужную форму, такую как, например, кубическая, форма стержня, многогранника, сферическую или полусферическую, закругленную или полукруглую, угловую, неправильную и т.д. Формы, имеющие большое отношение наибольшего и наименьшего размера, типа игл, чешуек и волокон также предполагаются включенными в этот список. Понятие "частица" или "материал в виде частиц" может также включать агломерат, состоящий из более чем одной отдельной частицы, материала в виде частиц и т.п. Кроме того, частица, материал в виде частиц или любой нужный их агломерат может быть составлен из более чем одного типа материала. Например, сверхвпитывающие частицы обычно включают сердцевину, оболочку, сшивающий агент, противопылевую обработку и т.д. и могут включать один или несколько сверхвпитывающих полимеров.
Понятие "растягиваемый" относится к материалам, которые при приложении растягивающего усилия могут растягиваться до растянутого размера, который составляет, по меньшей мере, 150% исходного размера (т.е., по меньшей мере, на 50% больше исходного, нерастянутого размера) в одном или нескольких направлениях без разрыва. Понятие "эластичный" относится к материалам, которые являются растягиваемыми и которые при высвобождении растягивающего усилия сокращаются (восстанавливаются) на, по меньшей мере, 50% разности между растянутым размером и исходным размером. Например, материал с исходным размером 20 см является растягиваемым, если он может быть растянут до размера, по меньшей мере, 30 см без разрыва. Тот же материал является эластичным, если после растягивания до 30 см он сокращается в размере до 25 см или менее, когда устранено растягивающее усилие. Здесь приводятся условия и способ испытаний, посредством которого определены понятия "растягиваемый" и "эластичный".
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг.1 показано впитывающее изделие 25 личной гигиены по изобретению, в данном случае одноразовый подгузник. Одноразовый подгузник 25 включает обращенную к телу пропускающую жидкость подкладку 50, слой 43 материала для приема жидкости, впитывающую сердцевину 40 и наружное покрытие 30. Показанная впитывающая сердцевина 40 имеет форму I-образную форму и включает передний поясной конец 42, задний поясной конец 44 и противоположные боковые стороны 46 и 48. Для целей изобретения впитывающая сердцевина 40 не ограничивается I-образной формой и может иметь форму песочных часов или другую подходящую форму. В каждом случае впитывающая сердцевина 40 имеет переднюю концевую область 45, центральную область 47 и заднюю концевую область 49, каждая из которых занимает около одной трети продольной длины впитывающей сердцевины. Впитывающая сердцевина имеет первую среднюю ширину в передней концевой области 45, вторую среднюю ширину в центральной области 47 и третью среднюю ширину в задней концевой области 49. По меньшей мере одна из первой или третьей средней ширины превышает вторую среднюю ширину. Слой приема жидкости и другие слои также могут иметь различную форму и размер.
Слой приема жидкости 43 и обращенная к телу подкладка 50 изготовлены из хорошо пропускающих жидкость (в основном не впитывающих) материалов. Эти слои переносят жидкость от пользователя во впитывающую сердцевину. Подходящие пропускающие жидкость материалы включают пористые тканые материалы, пористые нетканые материалы, пленки с отверстиями, пенопласт с открытыми порами и вату. Примеры включают любые гибкие пористые листы полиолефиновых волокон, таких как полипропиленовые, полиэтиленовые или полиэфирные волокна; полотно из полипропиленовых, полиэтиленовых или полиэфирных волокон фильерного производства; полотна из вискозных волокон; соединенные кардочесанием полотна из синтетических или натуральных волокон или их комбинации, но не ограничиваются ими. Патент США 5, 904, 675, выданный 18 мая 1999 г. Laux et al., обеспечивает дополнительные примеры пригодных материалов для приема жидкости. Обращенная к телу подкладка и слой приема жидкости могут состоять из, по существу, гидрофобных материалов и могут быть обработаны поверхностно-активным веществом или другим способом обработки для придания желаемого уровня смачиваемости и гидрофильности.
Обращенная к телу подкладка 50 обычно лежит поверх впитывающей сердцевины 40 и слоя приема жидкости 43 и может иметь другие размеры, чем наружное покрытие 30. Обращенная к телу подкладка предпочтительно является деформируемой, мягкой на ощупь и не вызывающей раздражения кожи пациента. Обращенная к телу подкладка и слой приема жидкости могут быть менее гидрофильными, чем впитывающая сердцевина, чтобы создать сухую поверхность для пользователя и облегчить проникновение жидкости во впитывающую сердцевину. Обращенная к телу подкладка и слой приема жидкости могут состоять из, по существу, гидрофобных материалов и могут быть обработаны поверхностно-активным веществом или иным способом обработки для придания требуемого уровня гидрофильности.
В особенно предпочтительном варианте выполнения обращенная к телу подкладка 50 является растягиваемой или эластичной. Например, в одном варианте выполнения обращенная к телу подкладка 50 может быть нетканым полипропиленовым материалом фильерного производства, которая была растянута с сужением до около 40% от ее исходной ширины. Пряди эластомерного материала KRATON® G2760 могут быть адгезивно соединены с суженным материалом фильерного производства. Поверхность материала может быть обработана оперативным количеством поверхностно-активного вещества, такого как около 0,45% поверхностно-активного вещества AHCOVEL® Base N 62, предлагаемого компанией Uniqema, отдел ICI, предприятием, имеющим офисы, расположенные в Нью-Кастле, Делавер. Поверхностно-активное вещество может быть нанесено любыми традиционными способами, такими как распыление, печать, нанесение кистью или тому подобное.
В других вариантах выполнения растягиваемая обращенная к телу подкладка 50 может включать эластичные пряди или сетку, эластичные материалы LYCRA®, литые или выдуваемые эластичные пленки, нетканые эластичные полотна, выдуваемые из расплава или фильерные эластомерные волокнистые полотна, а также их комбинации. Примеры пригодных эластомерныхм материалов включают эластомеры KRATON®, HYTREL®, эластомерные полиуретаны ESTANE® (предлагаемые компанией B.F.Goodrich and Company, расположенной в Кливленде, штат Огайо), эластомеры РЕВАХ® и эластомерные полиолефины, такие как VISTAMAXX™ (предлагаемые компанией Exxon Mobil Corporation, Ирвинг, Техас), AFFINITY® (предлагаемый компанией Dow Chemical, Мидланд, Мичиган) и т.п. Обращенная к телу подкладка 50 может включать смеси или многослойные материалы из волокон, холста, полотна, волокна, соединенные с сужением полотна и пленки с перфорациями, отверстиями, крепированием, тепловой активацией, выдавливанием, микрорастяжением, химической обработкой или т.п., а также их комбинации, включая гомогенные волокна, бикомпонентные волокна с конфигурацией оболочка/сердцевина или расположенные сторона к стороне или двухкомпонентное волокно, содержащее смеси полимеров, в которых составные нити проявляют способность к растягиванию или эластичности.
Наружное покрытие 30 в общем является по существу непроницаемым для жидкости, чтобы не допустить утечки выделений организма из впитывающего изделия 25 и намокания таких предметов, как простыни и одежда, а также попадания выделений на пользователя и ухаживающего за ним человека. Наружное покрытие 30 может быть изготовлено из одного слоя непроницаемого для жидкости материала или более удобно оно может быть многослойной ламинированной структурой, в которой, по меньшей мере, один из слоев является непроницаемым для жидкости. Например, наружное покрытие 30 может включать проницаемый для жидкости внешний слой и непроницаемый для жидкости внутренний слой, соединенные вместе адгезивом для многослойного материала или посредством ультразвуковых соединений, термических соединений или подобного. В таком варианте выполнения внутренний слой наружного покрытия 30 может быть непроницаемым и для жидкости, и для паров или он может быть непроницаемым для жидкости и проницаемым для пара. Например, внутренний слой может быть изготовлен из тонкой полимерной пленки, хотя могут быть использованы другие гибкие непроницаемые для жидкости материалы.
Альтернативные конструкции наружного покрытия 30 могут содержать слой волокнистого тканого или нетканого полотна, который полностью или частично состоит или обработан для придания ему нужного уровня проницаемости для жидкости для выбранных областей, которые смежны или находятся вблизи впитывающего состава. Например, наружное покрытие может включать проницаемый для газа слой нетканого материала, ламинированный со слоем полимерной пленки, которая может быть газопроницаемой или газонепроницаемой. Другие примеры волокнистых материалов наружного покрытия типа ткани могут содержать многослойные материалы, растянутые с утонением или растянутые термически.
В особенно предпочтительном варианте выполнения наружное покрытие 30 является растягиваемым, и даже более предпочтительно наружное покрытие является эластичным. В качестве примера наружное покрытие 30 может состоять из одного слоя, нескольких слоев, многослойных материалов, материалов фильерного производства, пленок, выдуваемых из расплава материалов, эластичной сетки, микропористого полотна, соединенных кардочесанием полотен или пенопластов, состоящих из эластомерных или полимерных материалов. Эластомерные нетканые многослойные полотна могут включать нетканый материал, соединенный с одним или более собираемыми в складки неткаными полонами, пленками или пенопластами. Многослойные материалы, соединенные с растягиванием (SBL) и многослойные материалы, соединенные с сужением (NBL) являются примерами эластомерных составов. Примерами подходящих нетканых материалов являются материалы со слоями фильерного производства, выдуваемыми из расплава, материалы со слоями фильерного производства, выдуваемые из расплава-фильерного производства, материалы фильерного производства или многослойные материалы из таких материалов с пленками, пенопластом или другими неткаными полотнами.
Подходящие эластомерные материалы могут включать литые или полученные выдуванием пленки, пенопласты или выдуваемые из расплава материалы, состоящие из эластомерных сополимеров полиэтилена, полипропилена или полиолефина, а также их комбинаций. Эластомерные материалы могут включать эластомер РЕВАХ® (предлагаемый компанией AtoChem, расположенной в Филадельфии, штат Пенсильвания), эластомерный полиэфир HYTREL® (предлагаемый компанией Е.I.DuPont de Nemours, Вилмингтон, штат Делавер), эластомер KRATON® (предлагаемый компанией Kraton Polymers, Хьюстон, штат Техас), или пряди эластомера LYCRA® (предлагаемого компанией Е.I.DuPont de Nemours, расположенной в Вилмингтоне, штат Делавер), или т.п., а также их комбинации. Наружное покрытие 30 может включать материалы, имеющие эластомерные свойства благодаря механической обработке, печати, нагрева и/или химической обработки. Например, такие материалы могут быть снабжены отверстиями, крепированы, растянуты с сужением, активированы нагревом, выдавливанием и микронатяжением.
К наружному покрытию 30 прикреплены поясные эластичные элементы 26, ножные эластичные элементы 31 и закрепляющие язычки 28, которые могут иметь любую традиционную структуру. Поясные эластичные элементы 26 могут включать множество эластичных полос, соединенных с поддерживающим листом и помещенных между двумя полотнами фильерного производства. Ножные эластичные элементы 31 могут включать поддерживающий лист 32 и отдельные эластичные полоски 34. Закрепляющие язычки 28 могут включать закрепляющие ленты или механические застегивающие элементы, такие как крючок-петля Велкро. Поясные эластичные элементы 26 и ножные эластичные элементы 31 могут быть соединены с наружным покрытием 30, или, альтернативно, с обращенной к телу подкладкой 50, или с обоими, вдоль соответствующих отверстий для ног и поясных краев впитывающего изделия 25.
Обращенная к телу подкладка 50 и наружное покрытие 30 подходящим образом прикреплены одна к другому, например, посредством прямого соединения одной с другим путем фиксированного присоединения наружного покрытия 30 непосредственно к подкладке 50 или путем опосредованного прикрепления друг к другу, такого как фиксация обращенной к телу подкладки к промежуточным компонентам впитывающего изделия 25, которые, в свою очередь, фиксированно прикреплены к наружному покрытию. Обращенная к телу подкладка 50 и наружное покрытие 30 могут, например, быть присоединены друг к другу вдоль, по меньшей мере, участка их периферии посредством адгезива, ультразвукового соединения, термического соединения или любого другого пригодного способа соединения, известного специалистам.
В варианте выполнения по Фиг.1 впитывающая сердцевина может быть образована с использованием любого из смежных слоев (например, обращенная к телу подкладка 30 и/или слой 43 приема жидкости) в качестве подложки. Альтернативно впитывающая сердцевина 40 может быть образована на промежуточном слое подложки (не показана на Фиг.1), таком как разделительный слой между впитывающей сердцевиной 40 и наружным покрытием 30 или другим слоем подложки. На Фиг.2 показан непрерывный слой 35 подложки, на которой может быть непрерывно образовано множество впитывающих сердцевин 40 одна за другой по мере перемещения подложки 35 в направлении, указанном стрелкой "А". Передняя концевая область 45 каждой впитывающей сердцевины переходит в центральную область 47 вдоль воображаемой линии "L." Центральная область 47 каждой впитывающей сердцевины переходит в заднюю концевую область 49 вдоль воображаемой линии "LL." Первоначально, перед разделением, передний конец 42 каждой впитывающей сердцевины соединен с задним концом 44 непосредственно предшествующей впитывающей сердцевины вдоль воображаемой линии разреза "С", представляющей место следующего разреза после образования каждой впитывающей сердцевины 40.
Впитывающая сердцевина 40 включает комбинацию сверхвпитывающих частиц 51 и адгезивных волокон 53, образованных выкладыванием на слой 35 подложки. Под действием адгезива впитывающая сердцевина прикреплена к подложке вдоль всей верхней или нижней поверхности впитывающей сердцевины. Сверхвпитывающие частицы 51 и адгезивные волокна 53 могут быть нанесены по отдельности или вместе. Например, адгезивные волокна 53 могут сначала быть нанесены на слой 35 подложки в узоре, представляющем собой форму впитывающей сердцевины 40. Затем сверхвпитывающие частицы 51 могут быть нанесены непосредственно поверх адгезивных волокон 53. Альтернативно сверхвпитывающие частицы 51 могут предварительно быть объединены с адгезивным материалом, и эта комбинация может быть нанесена на слой 35 подложки в узоре, представляющем собой форму впитывающей сердцевины 40. Альтернативно адгезивные волокна 53 и сверхвпитывающие частицы 51 могут быть нанесены в виде нескольких чередующихся слоев. В любом случае впитывающая сердцевина 40 может включать около 40-99 мас.% сверхвпитывающих частиц и около 1-60 мас.% адгезива, предпочтительно около 80-98 мас.% сверхвпитывающих частиц и около 2-20 мас.% адгезива, более конкретно около 85-95 мас.% сверхвпитывающих частиц и около 5-15 мас.% адгезива. Впитывающая сердцевина 40 может также включать волокна целлюлозы и другие компоненты.
Сверхвпитывающие частицы 51 во впитывающей сердцевине 40 могут быть частицами любого сверхвпитывающего материала, который соответствует требованиям впитываемости, указанным выше. Более конкретно сверхвпитывающий материал является набухаемым в воде, нерастворимым в воде материалом, который впитывает, по меньшей мере, около приблизительно в 15 раз больше собственного веса, предпочтительно, по меньшей мере, в 25 раз массу водного раствора, содержащего 0,9 мас.% хлорида натрия, при наиболее благоприятных условиях. Сверхвпитывающий материал может быть выбран из натуральных, синтетических и модифицированных натуральных полимеров. Сверхвпитывающий материал может включать неорганические материалы, такие как силикагель, или органические соединения, такие как сшитые полимеры. Термин "сшитые" относится к любым средствам эффективного превращения обычно растворимых в воде материалов в, по существу, нерастворимые в воде, но способные набухать. Такие средства могут включать, например, физическое перепутывание, кристаллические домены, ковалентные связи, ионные комплексы и ассоциации, гидрофильные ассоциации, такие как водородные связи, и гидрофобные ассоциации или силы Ван-дер-Ваальса. Примеры пригодных синтетических полимеров сверхвпитывающих материалов включают соли щелочного металла и аммония поли(акриловой кислоты) и поли(метилакриловой кислоты), поли(акриламиды), поли(виниловые эфиры), гидролизованные сополимеры малеинового ангидрида с виниловыми эфирами и альфа-олефины, поли(винил пирролидон), поли(винилморфолмон), поли(виниловый спирт) или основные соли или хлориды и гидроксиды поливинил амина, полиамин поличетвертичный аммоний, полиамин, гидролизованный полиамид и их смеси и сополимеры. Эти сверхвпитывающие материалы, по меньшей мере, частично сшиты.
Другие подходящие сверхвпитывающие полимерные материалы включают натуральные и модифицированные натуральные полимеры, такие как гидролизованный крахмал с привитым акрилонитрилом, крахмал с привитой акриловой кислотой, метил целлюлоза, хитозан, карбоксиметил целлюлоза, гидроксипропил целлюлоза и природная камедь, такая как альгинаты, ксантановая смола, смола плодоворожкового дерева и т.д. Смеси природных и полностью или частично синтетических впитывающих полимеров могут также использоваться в настоящем изобретении. Дополнительные подходящие сверхвпитывающие материалы раскрыты в патенте США 3,901,236, выданном 26 августа 1975 г., и способы подготовки синтетических впитывающих гелеобразующих полимеров раскрыты в патенте США 4,076,663, выданном 28 февраля 1978 г., и патенте США 4,286,082, выданном 25 августа 1981 г.
Подходящие сверхвпитывающие материалы промышленно выпускаются различными поставщиками. Например, SXM 9543 и FAVOR 880 являются подходящими сверхвпитывающими материалами, предлагаемыми компанией Stockhausen, Inc., Гринсборо, штат Северная Каролина, США, и DRYTECH2035 является подходящим сверхвпитывающим материалом, предлагаемым компанией Dow Chemical Company, Мидланд, штат Мичиган, США. Другим пригодным сверхвпитывающим материалом является многокомпонентный гель на базе сверхвпитывающих частиц компании BASF, Людвигсхафен, Германия, обозначенный Е1231-99. Частицы многокомпонентного сверхвпитывающего геля и способы их подготовки раскрыты в патентах США 5,981,689; 6,072,101; 6,087,448; 6,121,409; 6,159,591; 6,194,631; 6,222,091; 6,235,965; 6,342,298; 6,376,072; 6,392,116; 6,509,512 и 6,555,502; публикациях патентов США 2001/01312; 2001/07064; 2001/29358; 2001/44612; 2002/07166; 2002/15846 и 2003/14027; и РСТ публикациях WO 99/25393; WO 99/25745; WO 99/25748; WO 00/56959; WO 00/63295; WO 02/10032; WO 03/18671 и WO 03/37392; описания которых включены сюда посредством ссылки в той степени, в которой они соответствуют настоящему изобретению. Сверхвпитывающие материалы могут также быть получены полимеризацией на месте (in situ) на подложке.
Частицы 51 сверхвпитывающего материала, используемого при создании впитывающей сердцевины 40, могут быть любой желаемой конфигурации, такой как спиральные или полуспиральные, кубические, стержневидные, многогранные, произвольной формы, сферические (например, бусинки), игольчатые, чешуйки, волокна, пористые частицы и вспененные частицы. Конгломераты частиц сверхвпитывающего материала могут также быть использованы при формировании впитывающей сердцевины 40. В качестве примера в особенно предпочтительном варианте выполнения частицы сверхвпитывающего материала имеют средний размер частиц в диапазоне от около 20 микрометров до около 1 миллиметра. Понятие "Размер сухих частиц", использованное здесь, означает взвешенное среднее самого малого размера отдельных частиц, когда они находятся в сухом состоянии.
В одном варианте выполнения настоящего изобретения адгезивные волокна 53 образованы из адгезива горячего плавления. Такой адгезив обычно включает один или более полимеров для обеспечения силы сцепления (например, алифатические полиолефины, такие как этилен-пропилен сополимеры, полиэфирамиды, сополимеры простого и сложного эфира и их комбинации; сополимеры этилен винил ацетата; сополимеры стирен-бутадиена или блок-сополимеры стирен-изопрена и т.д.); каучук или аналогичный материал (иногда называемый реагентом, придающим клейкость) для обеспечения силы сцепления (например, углеводороды, извлеченные из продуктов перегонки нефти; канифоль и/или эфиры канифоли; терпены, полученные, например, из древесины или цитрусовых и т.д.); возможные воски, пластификаторы или другие материалы для изменения вязкости (например, минеральное масло, полибутен, парафиновые масла, сложноэфирные синтетические масла и тому подобное); и/или другие добавки, включая антиоксиданты или другие стабилизаторы, но не ограничиваясь ими.
В качестве примера адгезив горячего плавления может содержать от около 15 до около 50 мас.% полимера или полимеров, обеспечивающих силу сцепления, от около 30 до около 65 мас.% каучука или другого реагента или реагентов, придающих клейкость, от выше нуля до около 30 мас.% пластификатора или другого модификатора вязкости и, возможно, менее около 1 мас.% стабилизатора или другой добавки. Возможны другие составы адгезивов горячего плавления, включая различные массовые проценты этих компонентов. Адгезив может быть либо гидрофильным, либо гидрофобным, без отхода от объема настоящего изобретения.
В особенно предпочтительном варианте выполнения адгезив имеет вязкость менее окол 10000 сантипуаз (сП) при температуре менее или равной окол 400° F (204°С), более предпочтительно при температуре менее или равной около 300°F (149°С) и еще более предпочтительно при температуре менее или равной около 250°F (121°С). В другом варианте выполнения адгезив имеет вязкость в диапазоне от около 1000 сП до около 8000 сП при температуре около 300°F (149°С) и еще более предпочтительно в диапазоне от около 2000 сП до около 6000 сП при температуре около 300°F (149°С).
Используемое здесь понятие "вязкость" адгезива определена как вязкость, определенная с помощью испытания на вязкость, описанного здесь далее. Использование адгезива относительно низкой вязкости способствует достаточному контакту со сверхвпитывающим материалом в виде частиц (например, с покрытием), таким образом обеспечивая более легкий захват и удержание частиц сверхвпитывающего материала.
Адгезивы низкой вязкости могут быть обработаны, т.е. расплавлены и нанесены на слой 35 подложки или другие компоненты слоев впитывающего изделия 25, как описано далее, при более низких температурах обработки, таким образом, способствуя простоте производстве. Более низкая температура обработки также снижает риск термической деградации подложки (например, наружного покрытия 30 или другого слоя 35 подложки), на которой формируется впитывающая сердцевина 40. В качестве примера адгезив предпочтительно обрабатывать при температурах в диапазоне от около 200°F (93°С) до около 400°F (204°С) и более предпочтительно в диапазоне от около 250 до около 360°F (от около 121 до около 182°С). Адгезив имеет вязкость менее около 10000 сантипуаз, предпочтительно около 1000-8000 сантипуаз, более конкретно около 2000-6000 сантипуаз при температуре обработки.
Адгезив также имеет соответствующий низкий коэффициент хранения (G') - Коэффициент хранения адгезива, в общем относится к способности адгезива (после его отверждения или иного высушивания, например после охлаждения) деформироваться, как при изгибании наружного покрытия 30 или другой подложки 35, на которой формируется впитывающая сердцевина 40, без существенных потерь целостности адгезива. Путем использования адгезива с относительно низким коэффициентом хранения впитывающая сердцевина 40, сформированная на подложке, является, соответственно, в общем, мягкой и гибкой, что позволяет изгибать впитывающую сердцевину 40 вместе с подложкой. Более конкретно, коэффициент хранения является коэффициентом эластичности, представляющим собой отношение реакции на напряжение по мере деформации адгезива при динамической нагрузке.
Как используется здесь, коэффициент хранения адгезива сообщают при измерении согласно реологическим испытаниям, изложенным более подробно здесь далее. В качестве примера коэффициент хранения (G') адгезива, определенный по реологическим испытаниям, предпочтительно меньше или равен около 1,0×107 дин/см2 при температуре 25°С, более предпочтительно в диапазоне от около 1,0×104 до около 1,0×107 дин/см2 при температуре 25°С и еще более предпочтительно в диапазоне от около 1,0×105 до около 1,0×106 дин/см2 при температуре 25°С.
Адгезив также соответственно имеет температуру стеклования (Tg) в диапазоне от около - 25°С до около 25°С и более предпочтительно в диапазоне от около - 10°С до около 25°С. "Температура стеклования", используемая в настоящем документе, относится, в общем, к молекулярной подвижности адгезива. Например, когда температура адгезива ниже температуры стеклования (Tg), он имеет тенденцию становиться более жестким и хрупким, и, когда температура адгезива выше температуры стеклования (Tg), адгезив имеет большую тенденцию к растеканию. Однако в случае, когда температура адгезива существенно превышает его температуру стеклования (Tg), адгезив может иметь существенно сниженные адгезивные свойства. Таким образом, температура стеклования адгезива должна быть предпочтительно близка к температуре, при которой должен использоваться адгезив (например, комнатная температура). Температура стеклования (Tg) адгезива, используемая здесь, относится к температуре стеклования, измеренной по реологическим испытаниям, приведенным здесь далее.
Некоторые примеры пригодных адгезивов для использования при создании впитывающего состава 44 являются термоплавкими адгезивами, поставляемыми компанией National Starch and Chemical Co., Бриджвотер, штат Нью-Джерси, под обозначениями 34-5610 и 34-447А. Другими примерами пригодных адгезивов являются поставляемые компанией Bostik-Findley, Милуоки, штат Висконсин, с обозначениями НХ 4207-01, НХ 2773-01, Н2525А и Н2800. Другие пригодные адгезивы можно использовать альтернативно или дополнительно без отклонения от объема настоящего изобретения. Кроме того, понятие "адгезив", используемое здесь, не предназначено для исключения материалов, веществ, композиций и т.п., обозначаемых другим понятием помимо "адгезив" или "адгезивная композиция", но имеющих характеристики и функционирование, соответствующие описанным здесь адгезивам.
Ссылаясь снова на Фиг.2, впитывающая сердцевина 40 (включающая сверхвпитывающие частицы 51 и адгезивные волокна 53) может быть сформирована на слое 35 подложки (или другой подложке) с весом основы около 20-1500 грамм на квадратный метр (г/м2), предпочтительно около 50-1000 г/м2, более конкретно около 100-750 г/м2. Адгезивный компонент впитывающей сердцевины 40 может иметь вес основы около 1-100 г/м2, предпочтительно около 4-75 г/м2. Остальной вес основы впитывающей сердцевины 40 может состоять из сверхвпитывающих частиц. Сверхвпитывающие частицы во впитывающей сердцевине 40 могут иметь вес основы около 10-1400 г/м2, предпочтительно около 40-1000 г/м2. В зависимости от объемной плотности впитывающей сердцевины 40 и ее веса основы впитывающая сердцевина 40 может иметь толщину в диапазоне от менее одного миллиметра до нескольких миллиметров.
Поскольку впитывающая сердцевина 40 образована и сформирована на слое 35 подложки или другой подложки, впитывающая сердцевина 40 имеет боковые стороны 46 и 48, которые не обрезаны и которые имеют многочисленные боковые выступы 55, за счет которых боковые стороны выглядят нечеткими. Каждый нечеткий край характеризуется отношением периметра/длины по краю (P/EL), которое превышает отношение для впитывающей сердцевины идентичного состава, имеющей вырубленный край. Обычно P/EL для боковых сторон 46 и 48 больше или равно 1,25 и предпочтительно больше или равно 1,50, или 2,0, или 4,0, или 6,0, или 8,0, или 10,0, или 12,0, или 14,0. Каждый нечеткий край дополнительно характеризуется средним отклонением от среднего края (MDFME), которое больше, чем для впитывающей сердцевины идентичного состава, имеющей вырубленный край. Обычно MDFME для боковых сторон 46 и 48 больше или равно 0,7 мм и предпочтительно больше или равно 1,0 мм, или 1,5 мм, или 2,0 мм.
Впитывающая сердцевина 40 и образуется, и формуется на слое 35 подложки или другой подложке. Понятие "формуется" означает, что, по меньшей мере, одна концевая область 45 или 49 впитывающей сердцевины 40 имеет среднюю ширину (в боковом направлении), которая превышает среднюю ширину в центральной области 47. Средняя ширина, по меньшей мере, в одной концевой области может быть, по меньшей мере, на около 5% больше, предпочтительно, по меньшей мере, на около 10% больше, более конкретно, по меньшей мере, на около 25% больше или, по меньшей мере, на около 50% больше, чем средняя ширина в центральной области 47. В одном варианте выполнения впитывающей сердцевины 40 обе концевые области (45 и 49) имеет среднюю ширину больше, или, по меньшей мере, на около 5% больше, или, по меньшей мере, на около 10% больше, или, по меньшей мере, на около 25% больше, или, по меньшей мере, на около 50% больше, чем средняя ширина центральной области 47. Впитывающая сердцевина 40 может иметь I-образную форму, как показано на чертеже, "T”-образную форму, форму песочных часов, гантелеобразную форму, грибовидную форму или любую другую подходящую форму.
Как показано на Фиг.2, впитывающая сердцевина 40 может быть сформирована от края до края слоя 35 подложки и затем отделена разрезанием как материала впитывающей сердцевины, так и и материала положки вдоль линии "С" разреза. Полученная впитывающая сердцевина 40 имеет длину, равную длине 35 подложки, и ширину, более узкую, чем ширина 35 подложки по всей длине впитывающей сердцевины 40. Альтернативно впитывающие сердцевины 40 могут быть сформированы с промежутками между ними.
Как объяснено выше, подложка, на которую наносят впитывающую сердцевину 40, может быть наружным покрытием, обращенной к телу подкладкой, слоем приема жидкости или другим промежуточным слоем. Совместно подложка может быть пленкой, пленкой с отверстиями, волокнистым полотном, вспененным слоем или комбинацией вышеупомянутых материалов. Волокнистые нетканые полотна и комбинации с включением волокнистого нетканого полотна особенно предпочтительны. Волокнистые нетканые полотна включают полотна фильерного способа производства, выдуваемые из расплава полотна, многослойные полотна, полученные фильерным способом - выдуванием из расплава - фильерным способом (SMS), многослойные полотна, полученные фильерным способом производства - выдуванием из расплава (SM), соединенные кардочесанием полотна, гидравлически перепутанные полотна, полотна, уложенные воздухом и тому подобное, но не ограничивается ими. Подложка волокнистого нетканого полотна может иметь вес основы около 5-100 г/м2, предпочтительно около 10-50 г/м2.
Слой подложки является предпочтительно растягиваемым и более конкретно предпочтительно эластичным. Слои растягиваемой подложки могут при приложении растягивающей силы быть способны удлиняться до растянутого размера (по меньше мере, в одном направлении), который составляет, по меньшей мере, 150% исходного размера, предпочтительно, по меньшей мере, 200% исходного размера, в частности, по меньшей мере, 250% исходного размера, без разрыва. Эластичные слои подложки растягиваются и будут, когда устранена растягивающая сила, сокращаться на, по меньше мере, 50% разности между растянутой длиной и исходной (нерастянутой) длиной, соответственно, на, по меньшей мере, 75% разности или, по существу, на всю разность. Растягиваемые и/или эластичные слои подложки могут обнаруживать эти свойства только в одном направлении, или более чем в одном направлении, или в любом направлении.
Растягиваемые и эластичные слои подложки могут быть сформированы из растягиваемого или эластичного полимера, включая эластомерные полиолефины (например, сополимеры олефинов, полученные с помощью катализатора с одним центром), полиэфир амиды (например, эластомеры РЕВАХ®, указанные выше), сополимеры сложного и простого эфира (например, эластомеры HYTREL®, указанные выше), эластомеры блок-сополимеров стирен-олефинов (например, эластомеры KRATON®, указанные выше) и комбинации, включающие растягиваемый или эластичный полимер, но не ограничиваясь ими. Растягиваемые и эластичные слои подложки могут быть также сформированы из материалов, которым придана эластичность путем механической обработки, включая растянутые с сужением волокнистые нетканые полотна, многослойные материалы, соединенные с сужением, включая волокнистые нетканые полотна, растянутые с сужением, и растягиваемый или эластичный слой, гофрированное нетканое полотно, крепированное нетканое полотно, выборочно механически предварительно натянутые нетканые полотна и пленки и нетканые полотна и пленки с выборочно выполненными отверстиями, но не ограничиваясь ими.
На Фиг.3 схематически показан способ выдувания из расплава, используемый для нанесения адгезивного компонента впитывающей сердцевины 40, показанной на Фиг.2. Четырнадцать сопел для выдувания из расплава, пронумерованные последовательно с 1 по 14, расположены над подложкой 35 и пересекают ее по ширине по мере перемещения подложки 35 в направлении стрелки "А." Каждая из четырнадцати сопел может быть запрограммирована по отдельности на постоянное включение "вкл," постоянное отключение "выкл" или периоды чередования включения "вкл" и выключения "выкл". Адгезив будет наноситься на слой подложки 35 из отдельного сопла, только когда это сопло включено "вкл". Когда программирование завершено для конкретной конфигурации впитывающей сердцевины 40, отдельное сопло будет автоматически включено "вкл" и/или отключено "выкл," по необходимости, и будет синхронизировано с перемещением слоя подложки 35.
Чтобы изготовить впитывающую сердцевину 40, показанную на Фиг.2 и 3, концевые сопла 1 и 14 должны быть постоянно выключены "выкл." Шесть средних сопел 5, 6, 7, 8, 9 и 10 должны быть постоянно включены "вкл." Остальные сопла 2, 3, 4, 11, 12 и 13 должны быть включены "вкл" около 50% времени и отключены "выкл" около 50% времени. Причина состоит в том, что каждая из концевых областей 45 и 49 впитывающей сердцевины 40 включает расширенный участок 57, который продолжается на около 25% длины впитывающей сердцевины. Каждая впитывающая сердцевина 40 также включает боле узкий участок 59, продолжающийся на около 50% ее длины. Поскольку впитывающие сердцевины изготавливают последовательно, встык, как показано на Фиг.2, непрерывное изготовление впитывающих сердцевин 40 требует включения "вкл" сопел 2, 3, 4, 11, 12 и 13 в течение 50% времени, затем выключения "выкл" 50% времени, с периодами чередования. Если впитывающие сердцевины 40 изготавливают с промежутками между ними, то все сопла с 1 по 14 могут иметь короткие периоды выключения "выкл", чтобы обеспечить эти промежутки.
Путем примера, если слой подложки 35 перемещается с линейной скоростью 200 м/мин и каждая впитывающая сердцевина 40 имеет длину 40 сантиметров, то потребуется 0,12 секунд для сопел с 1 по 14, чтобы перекрыть единичную длину впитывающей сердцевины. Сопла 2, 3, 4, 11, 12 и 13 будут, таким образом, включены "вкл" и отключены «выкл» в течение периодов чередования 0,06 секунд каждый. Если расширенные области 57 совокупно охватывают только одну треть длины впитывающей сердцевины 40 (вместо 50%, как показано на чертежах), то сопла 2, 3, 4, 11, 12 и 13 будут включены "вкл" и выключены «выкл» в течение периодов чередования 0,04 секунды "вкл" и 0,08 секунды "выкл".
Расширенные области 57 могут быть изготовлены более широкими путем программирования концевых сопел 1 и 14 на переключения "вкл" и «выкл» в течение периодов времени чередования. Расширенные области 57 могут быть изготовлены более узкими путем удержания сопел 1, 2, 13 и 14 в постоянном положении "выкл". Расширенные области 57 могут быть изготовлены более длинными или более коротким путем изменения относительной продолжительности чередования периодов "вкл" и "выкл". Расширенные области 57 могут иметь различную форму (например, треугольную, трапецеидальную, параболическую или полукруглую) путем изменения продолжительности периодов "вкл" и "выкл" для различных сопел. Например, сопла 4 и 11 могут иметь более длительный период включения "вкл" и более короткий период "выкл", чем сопла 3 и 12, которые, в свою очередь, могут иметь более длительный период "вкл" и более короткий период "выкл", чем сопла 2 и 13.
Число и размер сопел для выдувания из расплава может также меняться. Сопла не требуется располагать по прямой линии, как показано на Фиг.3, но вместо этого они могут быть расположены относительно друг друга в шахматном порядке. Сопла могут также быть запрограммированы для подачи различных потоков адгезива (относительно других сопел), так что впитывающая сердцевина 40 может иметь формованный профиль в направлении "Z" (перпендикулярно чертежу), а также в направлениях "X" и "Y" (в плоскости чертежа). Периоды "вкл" и "выкл" сопел 2, 3, 4, 11, 12 и 13 и/или вырезание впитывающих сердцевин 40 из непрерывно движущегося полотна, показанного на Фиг.2 и 3, может быть синхронизировано для получения расширенных областей 57 в любой одной или в обеих концевых областях 45 и 49 впитывающей сердцевины 40. Сопла 1-14 могут также быть запрограммированы для обеспечения центральной области 47 (и более узкой области 59) впитывающей сердцевины 40 с изогнутой конфигурацией или конфигурацией другой формы (например, вогнутой). Может также присутствовать более одного ряда сопел для нанесения адгезива, как описано со ссылкой на Фиг.5. Сверхвпитывающие частицы 51 могут быть скомбинированы и нанесены вместе с адгезивными волокнами 53 или могут быть нанесены в качестве одного или нескольких отдельных слоев, как описано со ссылкой на Фиг.5 и 6.
На Фиг.4 схематически показан альтернативный способ нанесения адгезивных волокон 53, со сверхвпитывающими частицами 51 или без них, на непрерывно движущуюся подложку 35. В показанном способе распыляющие адгезив сопла с 1 по 14 могут быть расположены в шахматном порядке под углом от поперечного направления "С" подложки 35 и более не перпендикулярны к машинному направлению (которое является направлением стрелки "А"). Совмещение распыляющих сопел с 1 по 14 может меняться от 0 до 80 градусов в любом направлении от поперечного направления "С," предпочтительно от около 5 до 60 градусов в любом направлении от поперечного направления "С."
В способе по Фиг.4 сопла с 1 по 14, каждое, могут подавать непрерывный поток адгезива и быть непрерывно включенными "вкл." В альтернативном варианте некоторые сопла (например, сопла 2-13) могут быть постоянно включены «вкл», а остальные сопла (например, сопла 1 и 14) постоянно выключены "выкл." Вместо использования периодических импульсов адгезива для формования впитывающей сердцевины 40 формование обеспечено одним или несколькими воздушными соплами "60" на обеих сторонах подложки 35.
Воздушные сопла 60 подают струи воздуха на заданной скорости, достаточной для форсирования непрерывных струй адгезива от, по меньшей мере, наружных сопел для адгезива (например, сопла 1-4 и 11-14) внутрь и по направлению к подложке 35 с периодическими интервалами. На периодические интервалы подачи воздуха может оказывать воздействие периодическое переключение воздушных сопел 60 "вкл" и "выкл" или периодическая блокировка воздушных сопел 60, так что они не управляют потоками адгезива или управляют потоками адгезива в меньшей степени, с периодическими интервалами. Одно или несколько воздушных сопел 60 могут быть расположены на обеих боковых сторонах подложки 35 и направлены к потокам адгезива, испускаемым из сопел 1-14 для адгезива. Воздушные сопла 60 могут иметь диаметр отверстия около 0,5-5 мм, предпочтительно около 1-3 мм, в зависимости от размера впитывающей сердцевины 40, линейную скорость, количество воздушных сопел, давление воздуха, вес основы адгезива и другие технологические параметры.
Ссылаясь на вышеописанный пример, в котором слой 35 подложки перемещается со скоростью 200 м/мин, каждая впитывающая сердцевина 40 имеет длину 40 см и расширенные области 57 впитывающей сердцевины 40 в совокупности составляют 50% ее длины, потребуется период времени 0,12 секунды, чтобы сопла для адгезива 1-14 перекрыли длину одной впитывающей сердцевины. Воздушные сопла 60 должны, таким образом, быть включены "вкл" (и не блокированы) в течение 0,06 секунды с последующим выключением «выкл» (или блокировкой) на время 0,06 секунд с чередующимися периодами. Если расширенные области 57 вместо этого совокупно охватывают одну треть длины впитывающей сердцевины 40, то воздушные сопла воздуха 60 должны быть включены "вкл" (и не блокированы) с последующим выключением "выкл" (или блокировкой) в течение чередующихся периодов 0,04 секунды и 0,08 секунд соответственно.
Одним из следствий использования воздушных струй для придания формы впитывающей сердцевине 40, вместо изменения объема адгезива и сверхвпитывающего материала, является то, что более узкая область 59 полученной впитывающей сердцевины 40 имеет более высокий вес основы, чем одна из двух более широких областей 57. Это обусловлено тем, что количество адгезива и сверхвпитывающего материала не меняется по всей длине впитывающей сердцевины 40, но вместо этого перераспределено по более широкой и более узким областям.
Использование расположенных в шахматном порядке сопел 1-14 не ограничено способом по Фиг.4 и может также быть применено со способом, описанным в связи с Фиг.3. При использовании в связи с Фиг.3 расположение в шахматном порядке сопел 1-14 влияет на точную синхронизацию времени, когда промежуточные сопла (например, сопла 2-4 и 11-13) включены "вкл" и выключены "выкл", при этом сопла выше по потоку включают "вкл" с опережением и выключают "выкл" раньше сопел, расположенных ниже по потоку. Длительность периодов, во время которых эти сопла включены "вкл" и выключены "выкл", не зависит от способа расположения в шахматном порядке.
Аналогично, использование струй воздуха, как описано в отношении Фиг.4, также возможно с соплами для адгезива 1-14, выровненными перпендикулярно машинному направлению, как показано на Фиг.3. Точное управление нанесением адгезива может оказаться затрудненным, поскольку струи воздуха будут сводить несколько потоков адгезива вместе перед их контактом с подложкой 35.
На Фиг.5 и 6 показаны альтернативные способы объединения сверхвпитывающих частиц 51 с адгезивными волокнами 53, чтобы сформировать впитывающую сердцевину 40 на подложке 35. В способе 100 по Фиг.5 сверхвпитывающие частицы и адгезивные волокна объединяют перед контактом с подложкой. При способе 200 по Фиг.6 адгезивные волокна и сверхвпитывающие частицы наносят в качестве чередующихся слоев. Любой из этих способов может быть внедрен с использованием управляемого нанесения адгезива для формирования впитывающей сердцевины, как описано в отношении Фиг.3, или струй воздуха для формирования узора адгезива (и впитывающей сердцевины), как описано в отношении Фиг.4.
Со ссылкой на Фиг.5, подложку 35 разматывают из рулонного узла 135 и передают на конвейерный узел 140, где она проходит под средством 114 нанесения термоплавкого адгезива, которое включает множество сопел для адгезива, установленных в ряд, как описано выше. Средство 114 для нанесения адгезива может быть расположено перпендикулярно машинному направлению подложки 35 или смещено под углом, как показано. Адгезив из сетчатого расплавителя 116 или другого источника непрерывно подается к средству 114 для нанесения (аппликатору), которое наносит адгезивные волокна 53 на подложку 35, в соответствии с любым описанным выше способом.
Сверхвпитывающие частицы 51 непрерывно подают от весового питателя 118, который может быть питателем K-TRON®, через желоб 120 на распределитель или вибрационный лоток 122. Вибрационный лоток 122 размещает сверхвпитывающие частицы непосредственно в потоке воздуха, который переносит выдуваемые из расплава адгезивные волокна 53 на подложку, или в отдельный поток воздуха, который переносит сверхвпитывающие частицы в выдуваемые из расплава адгезивные волокна. Путем размещения сверхвпитывающих частиц 51 в любой поток воздуха сверхвпитывающие частицы 51 смешиваются и объединяются с адгезивными волокнами 53, так что сверхвпитывающие частицы 51 и адгезивные волокна 53 наносятся одновременно на подложку 35, образуя впитывающие сердцевины 40.
Если способ по Фиг.5 используют в сочетании со способом селективного нанесения адгезива по Фиг.3, то появятся избыточные сверхвпитывающие частицы 51, которые не смешиваются с адгезивными волокнами 53 и не становятся частью впитывающей сердцевины 40. Для формирования однородного сочетания сверхвпитывающих частиц и адгезивных волокон по всей ширине впитывающей сердцевины 40 нужно непрерывно направлять сверхвпитывающие частицы 51 с вибрационного лотка 122 через всю ширину средства 114 для нанесения адгезива. Однако, как пояснено в отношении Фиг.3, поток адгезива от нескольких сопел периодически прерывается, чтобы привести к формированию впитывающей сердцевины. Этим формированием можно управлять с помощью сигнализирующего устройства (не показано), которое посылает сигналы от конвейера 140 на контроллер для средства 114 нанесения адгезива. Нанесение сверхвпитывающих частиц 51 будет продолжаться на свободные от адгезива области подложки 35, причем на него влияют перерывы в подаче адгезива, что приводит к потере сверхвпитывающих частиц.
Камера 124 вакуумирования и вакуумный насос 128 обеспечены вдоль конвейера 140 для накопления и повторного использования потерянных сверхвпитывающих частиц 51. Непрерывное полотно впитывающих сердцевин 40, сформированных на подложке 35 проходит вакуумные линии 126, через камеру вакуумирования 124, а затем на станцию разрезания (не показана), которая разрезает движущееся полотно на отдельные впитывающие сердцевины 40, каждая из которых сформирована на секции подложки 35. Камера вакуумирования 124 направляет потерянные сверхвпитывающие частицы на коллектор для повторного использования.
Альтернативы камеры вакуумирования 124, такие как воздуходувки, вибрационные лотки или тому подобное, также могут быть применены для повторного использования потерянных сверхвпитывающих частиц. Кроме того, если способ по Фиг.5 использован вместо этого в комбинации со способом нанесения адгезива по Фиг.4, то струи воздуха, использованные для формования впитывающей сердцевины, будут влиять на нанесение сверхвпитывающих частиц, а также адгезивных волокон и будет удерживать их в состояния смешивания. Тогда будет мало, если они вообще будут, потерянных сверхвпитывающих частиц, и система повторного использования может не потребоваться.
На Фиг.6 показан другой способ 200 изготовления впитывающей сердцевины 40 путем нанесения чередующихся слоев адгезивных волокон и сверхвпитывающих частиц. Слой подложки 35 разматывается из рулонного узла 235 и переносится на конвейерный узел 240, где он проходит множество чередующихся средств для нанесения термоплавкого адгезива 214 и устройств 251 для выдачи сверхвпитывающих частиц. Каждое средство 214 для нанесения термоплавкого адгезива и устройство 251 для выдачи частиц могут быть расположены перпендикулярно машинному направлению подложки 35 или смещены под углом. Адгезив с барабанного разгрузочного транспортера и расплавителя 216 или другого источника непрерывно подается к средствам 214 для нанесения адгезива, которые наносят адгезивные волокна 53 на подложку 35, в соответствии с любым описанным выше способом.
Сверхвпитывающие частицы 51 непрерывно подают от загрузочного контейнера 218 через линию устройства подачи 220 на разделитель 222, который распределяет сверхвпитывающие частицы на несколько дозаторов 251. Каждый дозатор 251 снабжен дозирующим механизмом для регулировки расхода сверхвпитывающих частиц 51 от дозатора. Сверхвпитывающие частицы 51 наносят от каждого устройства для выдачи на подложку 35.
Как показано на Фиг.6, адгезивные волокна 53 наносят в виде первого слоя на подложку 35 от первого средства 214 для нанесения адгезива. Затем сверхвпитывающие частицы 51 от второго устройства 251 для выдачи наносят в виде второго слоя на первый слой адгезивных волокон 53. Затем адгезивные волокна наносят в виде третьего слоя от второго средства 214 для нанесения адгезива. Затем сверхвпитывающие частицы наносят в виде четвертого слоя от второго устройства 251 для выдачи. Способ, показанный на Фиг.6, может быть использован для формирования впитывающей сердцевины с от одного до четырех или более слоями адгезивных волокон и от одного до четырех или более слоями сверхвпитывающих частиц, в зависимости от нужного веса основы и толщины формируемых впитывающих сердцевин 40. Порядок слоев может быть обратным или изменен каким-либо образом.
Камера вакуумирования 224 обеспечена вдоль конвейера 240 для сбора и повторного использования потерянных сверхвпитывающих частиц 51. Камера вакуумирования 224 снабжена всасывающим вентилятором 226, который поднимает потерянные сверхвпитывающие частицы в циклонный сепаратор 228, для повторного использования в принимающем накопителе 218. Другие способы подачи потока воздуха, такие как воздуходувка или сжатый воздух, также могут быть применены для повторного использования потерянных сверхвпитывающих частиц. Способ по Фиг.6 может быть использован в сочетании с любым способом нанесения адгезива, описанным в связи с Фиг.3 и 4. Как пояснено относительно Фиг.5, если струи воздуха используют для формования впитывающих сердцевин 40, то не может быть какого-либо значительного количества потерянных сверхвпитывающих частиц. В этом случае камера вакуумирования или другая система повторного использования может не понадобиться.
При способе по Фиг.6 вторую подложку 235 наносят поверх впитывающей сердцевины 40, оставляя каждую впитывающую сердцевину 40 расположенной между слоями 35 и 235. Слои 35, 40 и 235 уплотнены вместе с помощью узла 232 зажимов. Весь многослойный материал затем проходит на станцию 234 разрезания, на которой разделяют отдельные впитывающие сердцевины 40, которые сформированы встык, и также разрезают слои 35 и 235. Каждая впитывающая сердцевина 40, таким образом, обеспечена между двумя подложками, в структуре типа сэндвича.
В одном варианте выполнения впитывающая сердцевина 40 не является растягиваемой или является растягиваемый до меньшей степени, чем слой 35 подложки. Когда слой 35 подложки растягивается, впитывающая сердцевина может либо разорваться, либо частично отсоединиться от слоя 35 подложки. В другом варианте выполнения впитывающая сердцевина 40 может быть растягиваемой, без разрыва, по меньшей мере, до той же степени, что и слой(слои) подложки, на которую она нанесена, или до большей степени. Впитывающая сердцевина 40 обычно не эластичная. Обычно комбинация впитывающей сердцевины и подложки может быть растянута, по меньшей мере, на от 50% до, по меньшей мере, 150% исходной длины, по меньшей мере, в одном направлении, без разрыва какого-либо слоя.
Если подложка является наружным покрытием, впитывающая сердцевина не должна препятствовать растягиванию наружного покрытия. Если подложка является обращенной к телу подкладкой, впитывающая сердцевина не должна препятствовать растягиванию обращенной к телу подкладки. То же самое справедливо, когда подложка является слоем приема жидкости, разделительным слоем или любым другим слоем. Впитывающее изделие является растягиваемым и может быть эластичным. Поэтому решены предыдущие проблемы, связанные с тем, что впитывающая сердцевина препятствует растягиванию или эластичному восстановлению впитывающих изделий.
Способность к растягиванию впитывающей сердцевины 40 может быть определена с помощью разных факторов, включая а) относительно низкий коэффициент накопления адгезива, b) относительно низкий вес основы адгезива, с) низкую процентную долю адгезива относительно сверхвпитывающих частиц во впитывающей сердцевине и d) нанесение адгезива в виде волокон, в частности, в виде тонких, выдуваемых из расплава волокон. Другим способствующим фактором является то, что впитывающая сердцевина необязательно содержит целлюлозное волокно или другие волокна, которые не являются ни растягиваемыми, ни эластичными. Впитывающую сердцевину 40 можно использовать в широком спектре впитывающих изделий для обеспечения личной гигиены и медицинских впитывающих изделий, и, в частности, она удобна для впитывающих изделий, которые предполагаются как растягиваемые или эластичные.
ПРОЦЕДУРЫ ИСПЫТАНИЙ
Следующие процедуры испытаний можно использовать для измерения свойств адгезивов, применимых во впитывающей сердцевине по изобретению.
ИСПЫТАНИЕ НА ВЯЗКОСТЬ
Испытание на вязкость проводят в соответствии со способом испытаний ASTM D3236-88, под названием "Стандартный способ испытаний на кажущуюся вязкость термоплавких адгезивов и материалов для покрытий," полное описание которого приводится в настоящем документе в качестве ссылки, со следующими параметрами. Использованный вязкозиметр был изготовлен компанией Brookfield Engineering Laboratories, Мидлборо, штат Массачусетс, США, в виде модели RVDV III. Номер валка для использования при проведении испытаний по способу ASTM - SC4-27. Размер образца должен составлять около 10,5 г адгезива. Скорость валка (об/мин) устанавливается на значение, которое приводит к показаниям крутящего момента в диапазоне от 20% до 80%. Показания необходимо считывать каждые несколько минут в течение около 15 минут или пока значения вязкости не стабилизируются, после чего записать окончательные показания вязкости (в сантипуазах).
Некоторые примеры описанных выше адгезивов обладают следующей вязкостью (сантипуаз) при следующих температурах.
РЕОЛОГИЧЕСКИЕ ИСПЫТАНИЯ
Реологические испытания используют для определения коэффициента накопления и температуры стеклования термоплавких адгезивов. Реологические испытания проводят обычно в соответствии со способом испытаний ASTM D4440-01, озаглавленным "Стандартный способ испытаний для пластмасс: Реология расплава динамических механических свойств," полное описание которого включено сюда посредством ссылки до степени, в которой оно соответствует настоящему изобретению.
Реологические испытания проводят с использованием Улучшенного реометра системы реометрического расширения (ARES), предлагаемого компанией ТА Instruments, Нью-Кастл, штат Делавер, США. Реометр ARES снабжен датчиком, предлагаемым компанией ТА Instruments, модели no. 2KFRTN1, и программным обеспечением, которое также предлагается компанией ТА Instruments с торговым названием ORCHESTRATOR, версия 6.5.1. Реометр ARES также использует 8 мм параллельные пластины, которые предлагает компания ТА Instruments.
8 мм пластины установлены в реометре ARES сначала с использованием кнопок управления платформой реометра для подъема платформы, чтобы таким образом обеспечить достаточное пространство для установки пластин. С включенным электродвигателем и в динамическом режиме верхняя и нижняя пластины установлены на валах привода реометра. Крутящий момент и нормальная сила оба зануляются нажатием кнопки XDCR ZERO (Ноль) на интерфейсе пользователя. Затем платформу опускают до точки, в которой пластины сближены, но не соприкасаются. Используя кнопку ZERO FIXTURE (Ноль установочной платформы) в установленной функции управления зазором/прибором в меню управления программы, пластины сводят вместе и определяют для пластин нулевую точку. Платформу затем поднимают, чтобы развести пластины на достаточное расстояние для загрузки между ними испытуемого образца.
Испытуемый образец адгезива должен быть больше, чем каждая 8 мм пластина (например, первоначально сформированная или иным образом отрезанная от большего образца), и должен иметь толщину, по меньшей мере, 2 мм. Образец адгезива помещают на нижнюю пластину и платформу опускают, пока не будет создана сила сжатия приблизительно от 50 до 100 г. Образец адгезива затем нагревают до его точки размягчения. Показания зазора на пользовательском интерфейсе должны составлять между 0,5 и 5 мм и предпочтительно между 1 и 3 мм. При необходимости платформу можно поднять или опустить для регулировки зазора. Излишек адгезива (например, внешняя часть периферийных краев пластин) удаляют горячим паяльником.
Условия испытаний, задаваемые в программе, следующие.
Управление температурой установлено в связи с использованием жидкого азота.
Геометрия установлена для 8 мм пластин
Зазор установочной платформы испытаний: "Вкл"
Режим испытаний: Быстрое динамическое изменение температуры по линейному закону
Частота: 6,28 радиан/секунду
Скорость линейного изменения: 3 град/мин
Исходная температура: - 20°С
Окончательная температура: 100°С
Натяжение: 0,5%
Время на одно измерение: 5 с
Автоматическая регулировка растяжения: "Вкл"
Исходная статическая сила: 300 г
Автоматическая чувствительность к растяжению: 300 г
В программе ORCHESTRATOR, меню Control (Управление), выберите EDIT/START TEST (Редактировать/запустить испытания), а затем выберите BEGIN TEST (Начать испытания) для запуска испытаний. Когда испытание образца проведено, программу используют для построения графика коэффициента накопления (G'), в динах/квадратный сантиметр, по первичной оси у; тангенс дельта по вторичной оси у и температура, °С, по оси x. Коэффициент накопления (G') при температуре 25°С для образца адгезива определяют по этому графику. Температура стеклования (Tg) - это температура (на графике), при которой возникает максимальный пик на кривой зависимости тангенса дельта от температуры.
Примеры некоторых адгезивов, описанные ниже, имеют следующий коэффициент накопления (G') при температуре 25°С и следующую температуру стеклования, °С.
Следующая процедура испытаний определяет, является ли впитывающее изделие, или компонент слоя, “растягиваемым” или "эластичным”, как описано выше.
ИСПЫТАНИЯ НА УДЛИНЕНИЕ И ВОССТАНОВЛЕНИЕ
Испытания на удлинение и восстановление представляют собой три цикла испытаний на удлинение и восстановление, используемых для измерения характеристик удлинения и восстановления впитывающего изделия и, в частности, испытуемого образца, включающего впитывающую сердцевину, прикрепленную к одной или нескольким подложкам или другим компонентам. В частности, испытания могут быть использованы для определения того, как влияет, если влияет, прикрепление впитывающей сердцевины к подложке(ам) на ее характеристики удлинения и восстановления. При испытаниях измеряют значения нагрузки испытуемого образца, помещенного при определенном натяжении (например, удлиненного на определенную величину). Такие значения нагрузки определяют во время стадий и удлинения, и восстановления испытаний, и во время каждого из трех циклов. Восстановление каждого испытуемого образца определяют степенью постоянного удлинения после падения значения нагрузки до 3,3 грамм силы (г-силы) на дюйм ширины образца на стадии восстановления. Испытания проводят на образце (например, впитывающая сердцевина, закрепленная на подложке(ах)), а также на подложке(ах) независимо от впитывающей сердцевины и эти результаты сравнивают.
Подготовка образца
Шесть образов испытуемого изделия должны быть подвергнуты испытаниям на удлинение и восстановление, три образца всего материала и три образца подложки(жек) независимо от (например, после отделения) впитывающей сердцевины испытуемого изделия, и результаты для каждого набора из трех образцов усредняют. Каждый образец должен составлять около 3 дюйма (76 мм) в ширину на, по меньшей мере, 5 дюймов (127 мм) в длину и предпочтительно, по меньшей мере, 6 дюймов (152 мм) в длину. Когда образец взят из изготовленного изделия, имеющего ширину больше 3 дюймов, образцы должны быть отрезаны от средней части испытуемого материала, т.е. следует избегать образцов, которые включают края по ширине изделия, чтобы снизить риск того, что краевые эффекты могут вызвать неправильные результаты при испытаниях.
Образец не должен быть присоединен ни к какому другому компоненту изделия, который может присутствовать, такому как ножные или поясные эластичные элементы, непроницаемые наружные покрытия или подкладки (если они не изготовлены фиксированно с впитывающим составом) и т.д., по меньшей мере, в области, используемой в качестве образца. Несвязанные компоненты могут присутствовать на продольных концах образца (например, на концах, которые удерживаются в зажимах прибора для испытаний, как описано здесь далее) только при следующих обстоятельствах: 1) они существенно не влияют на толщину образца и не приводят к увеличению эффективной длины измерительного прибора (т.е. конец образца внутри зажима размещен при натяжении из-за неравномерной толщины образца), и 2) они не влияют на внешний вид или характеристики области испытуемого образца (например, приводят к складкам или сокращению образца или препятствуют удлинению какой-либо части испытуемого образца).
Когда данный экземпляр для испытаний не позволяет подготовить образцы нужного размера (например, 3 дюйма в ширину на, по меньшей мере, 5 дюймов в длину), длина выбранного образца должна быть как можно больше, чтобы позволить зажать в приборе для измерения натяжения достаточные концы материала (например, по меньшей мере, половину (1/2) дюйма (13 мм)). Все образцы данного экземпляра должны быть испытаны при одной и той же длине. Раздвижение измерительного прибора установлено, чтобы поддерживать отношение размеров, по меньшей мере, 1:1, предпочтительно 1,33:1, относительно длины образца. Не следует использовать образцы с длиной 1 дюйм или менее или шириной 1 дюйм или менее.
Когда образцы должны быть взяты из уже изготовленного изделия, подложка(и), к которой прикреплена впитывающая сердцевина, для испытаний должна быть отделена от впитывающей сердцевины. Этого можно достичь одним из следующих способов. Следует быть осторожным, чтобы не допустить растягивания подложки(жек) при отделении. Изделие (например, подложка(и) и впитывающая сердцевина, прикрепленная к ней), от которого должна быть взята подложка(и), должно быть разрезано по нужному размеру образов перед проведением одного из следующего для отделения подложки(жек) от впитывающей сердцевины.
1) Изделие можно заморозить, например, с помощью жидкого азота, чтобы позволить отделить подложку(и) от впитывающего состава; или
2) В зависимости от химического состава адгезива изделие можно обработать раствором, выбранным для растворения адгезива впитывающей сердцевины без воздействия на структуру или свойства подложки(жек).
Когда впитывающая сердцевина испытуемого экземпляра прикреплена к более чем одной подложке, используемой для поддержания или охвата впитывающей сердцевины (например, одна к каждой основной поверхности впитывающей сердцевины), подложки должны накладываться друг на друга (в той же ориентации, что и в изделии) без удлинения какой-либо из подложек или других компонентов и испытаны вместе как один образец.
Устройства и материалы для испытаний
Следующие устройства и материалы для испытаний используют для проведения испытаний на удлинение и восстановление.
1) Постоянная скорость прибора для измерения удлинения при натяжении (CRE): прибор для измерения натяжения MTS модели SYNERGIE 200 TEST BED, предлагаемый компанией MTS Systems Corporation, Рисерч Триангл Парк, Северная Каролина, США.
2) Динамометрический датчик: Предпочтителен датчик, выбранный таким образом, чтобы большинство значений пиковой нагрузки попадало в рекомендованные изготовителем диапазоны значений полной шкалы динамометрического датчика. Предпочтителен динамометрический датчик модели 100 N, предлагаемый компанией MTS Systems Corporation.
3) Системное программное обеспечение и система сбора данных: MTS TESTWORKS для программного обеспечения Windows версия 4, предлагаемое компанией MTS® Systems Corporation.
4) Зажимы: зажимы пневматического действия, верхний и нижний, идентифицированные как часть номер 2712-003, предлагаемый компанией Instron Corporation, Кантон, штат Массачусетс, США.
5) Опорные плоскости: 25 мм на 100 мм.
Условия испытаний
Для испытаний образца следует использовать предпочтительные внешние условия, такие как около 73+/-2°F (около 23°С) и относительная влажность 50+/-2%. Если образцы хранятся при по существу других условиях, образцы следует измерять после их уравновешивания с лабораторными условиями.
Приборы должны быть откалиброваны, как описано в инструкции изготовителя для каждого прибора.
Условия для динамометра следующие:
Чувствительно к разрыву: 60%
Порог разрыва: 200 грамм-силы
Частота отбора данных: 100 Гц
Предварительная нагрузка?: Нет
Удлинение при замедлении: 0 мм
Скорость при испытаниях: 508 мм/мин
Нагрузка полной шкалы: 10000 грамм-силы
Длина измерительного прибора: 4 дюйма (102 мм)
Число циклов: 3
Метод испытаний
Откалибровать динамометрический датчик с помощью программы TESTWORKS в начале каждого сеанса работы. С помощью регуляторов кнопки растяжимого модуля положение ползуна, переместить захваты для обеспечения длины измерительного устройства (расстояние между захватами) 4 дюйма (102 мм). Откалибровать программу на исходную длину измерительного устройства. Поместить испытуемый образец в продольном направлении таким образом, чтобы он был центрирован между захватами, удерживался в центрированном положении в пределах каждого захвата и правильно ориентирован (например, с размером по ширине, проходящим поперечно между захватами), например, с вертикальными (например, боковыми) краями образца, перпендикулярными поверхностям захватов. Сомкнуть захваты на образце, удерживая образец таким образом, чтобы минимизировать провисание образца, когда он размещен без натяжения.
Убедиться, что нагрузка в этой точке меньше ±3,3 г на дюйм ширины образца. Если нагрузка больше 3,3 г на дюйм по ширине, отпустить нижний захват и занулить динамометр. Повторно сомкнуть нижний захват, повторно убедившись, что образец не находится ни при натяжении, ни изогнут с чрезмерным провисанием. Продолжить проверять начальную нагрузку и соблюдать вышеуказанную процедуру, пока начальная нагрузка попадает в пределы нужного диапазона.
Выполнить три цикла испытаний с использованием вышеуказанных параметров, щелкнув на кнопке RUN (Запуск). Когда испытание завершено, сохранить данные в файле образцов. Удалить образец из захватов. Выполнить вышеуказанные процедуры для остальных образцов данного испытуемого экземпляра. Данные для всех образцов следует сохранять в одном файле.
Сообщить данные для каждого образца следующим образом: Средняя пиковая нагрузка при удлинении на 20, 40, 60, 80 и 100%; средняя процентная доля, установленная после каждого цикла; и среднее восстановление после каждого цикла. Испытуемый экземпляр с пиковой нагрузкой, которая превышает пределы динамометра (-10000 грамм-силы), должны иметь пиковую нагрузку, указанную, как >10000 грамм-силы. В расчете среднего для образца должно использоваться 10000 грамм-силы в качестве пиковой нагрузки для этого испытуемого экземпляра, с учетом того, что среднее занижено (низкое) из-за округления до, по меньшей мере, одного уровня пиковой нагрузки до 10000 грамм-силы.
Пиковая нагрузка должна быть нормирована делением на ширину образца для определения нормированной пиковой нагрузки на один дюйм ширины образца. Нормированная пиковая нагрузка испытуемого экземпляра считается средней нормированной пиковой нагрузкой при первом цикле удлинения. Установленное значение в процентах и величина восстановления должны быть определены путем записи длины измерительного устройства (расстояния между пластинами захватов), при котором значение нагрузки на этапе восстановления каждого цикла падает до 3,3 грамм-силы на дюйм ширины образца. Для образцов шириной 3 дюйма это значение нагрузки 10 грамм-силы.
Установленное значение в процентах для каждого образца рассчитывают по следующей формуле:

Восстановление в процентах каждого образца рассчитывается по следующей формуле:
100 - процент остаточной деформации.
Вышеприведенные процедуры испытаний проводят сначала для всех образцов полного испытуемого экземпляра (впитывающая сердцевина, закрепленная на подложке(ках)) и повторно для всех образцов подложки(жек) независимо от впитывающей сердцевины испытуемого экземпляра. Влияние закрепления впитывающей сердцевины на подложке(ах) определяют следующим образом:

ИСПЫТАНИЯ ДЛЯ ИЗМЕРЕНИЯ P/EL и MDFME
Рентгеновское исследование и анализ изображения используются в сочетании для определения отношения периметра к длине по краю, а также расстояния среднего отклонения от среднего края. Совместно эти значения указывают степень скручивания свертки края впитывающего композита, а также насколько произволен периметр по отношению к среднему положению края.
Подготовка образца
Осторожно удалить впитывающую сердцевину с подгузника с минимальным повреждением, сохраняя сердцевину в контакте с любыми слоями ткани или неткаными слоями, к которым впитывающая сердцевина может быть присоединена посредством адгезивам или который служит для поддержания целостности впитывающей сердцевины. Затем поместите впитывающую сердцевину и прилегающие нетканые слои или слои ткани к рентгеновскому аппарату. Или же, если впитывающую сердцевину нельзя полностью удалить с подгузника без значительного нарушения впитывающего и смежных слоев, затем поместить нетронутый подгузник в поле рентгеновского излучения и проанализировать всю структуру. Если есть слои в подгузнике, которые содержат компоненты с высокими атомными номерами, которые будут предпочтительно впитывать рентгеновское излучение и препятствовать анализу впитывающей сердцевины (например, СаСl2 или ТiO2 могут присутствовать в значительных количествах в пленочных слоях), затем удалить слои, содержащие компоненты с высокими атомными номерами, и выполнить рентгеновский анализ этого слоя или слоев отдельно и в цифровой форме вычесть их эффект из значений для изображения всего подгузника.
Аппарат и материалы для испытаний
Способ рентгеновского определения массы впитывающего материала во влажном или сухом состоянии, в общем, известен специалистам и описан, например, в статье, озаглавленной "Fluid Distribution: comparison of X-ray Imaging Data" by David F. Ring, Oscar Lijap and Joseph Pascente, Nonwolens World magazine, summer 1995, pages 65-70. Анализ полученного изображения в оттенках серого можно затем выполнить с использованием такого программного обеспечения, как Matlab, предлагаемого компанией Mathworks, Inc. (Натик, Миннесота).
Условия испытаний
Для испытаний образцов следует использовать предпочтительные внешние условия, такие как около 73+/-2°F (около 23°C) и относительная влажность 50+/-2%. Если образцы хранятся при по существу отличающихся условиях, образцы следует измерять после их уравновешивания с лабораторными условиями.
Используемые рентгеновский аппарат и приборы для захвата изображения должны быть откалиброваны, как описано в инструкции изготовителя для каждого прибора. Полученное рентгеновское изображение должно иметь, как минимум, 30 уровней серого (8 бит; шкала 0-255) для контраста, который зависит от настроек питания оборудования. Применимо любое рентгеновское оборудование с достаточным разрешением и полем наблюдения. Изображение в оттенках серого для впитывающей сердцевины, полученной с камеры, затем анализируют в соответствии со следующим способом.
Процедура анализа изображения
Затем анализируют изображение в оттенках серого, полученное по процедуре рентгеновского исследования, описанной выше. На Фиг.7 показана диаграмма изображения в оттенках серого для впитывающей сердцевины. Все поле доступа или область интереса (ROI) для определения отношения периметра к длине по краю или среднее отклонение от среднего края составляет 48,1 мм по оси x и 48,1 мм по оси y. На Фиг.7 показано расположение ROI 260 относительно впитывающего материала для получения области плоского края для анализа. ROI на Фиг.7 предполагается только для показа общего пространственного соотношения между краем впитывающего материала на изображении и ROI. ROI и число элементов в ROI определены ниже. Следует также понимать, что можно также проанализировать другие краевые области при условии, что они плоские и не имеют значительных искривлений, которые могут препятствовать анализу. Хотя прямой край делает этот расчет эффективным, измерения отклонения или кривизны также могут быть выполнены с точки зрения номинальной кривизны области, которая должна включать локальный край. В этих случаях, когда нет достаточно прямого участка до края материала, чтобы выполнить вышеуказанный анализ, можно аппроксимировать криволинейный край расположенными встык линейными сегментами не короче 1 см вдоль периметра. Длина края затем является суммарной длиной этих линейных сегментов. Отклонение от края будет рассчитано с использованием стандартной точки для формулы длины линии всех граничных точек для их ближайшего линейного сегмента. Расстояние от линии Ах+Ву+С=0 до точки (х2, у2) равно D=(Ax2+Bу2+C)/(+/-√(А2+В2)). В любом случае размер ROI должен оставаться фиксированным. Разрешение, или размер отдельных пикселей, которые составляют полное поле наблюдения, равен 0,36 мм в длину и ширину, что дает суммарный доступ к 17689 пикселей.
Изображение впитывающей сердцевины и подложек с использованием рентгеновской методики описано выше. Изображение с оттенками серого затем анализируют в соответствии со следующим способом. На Фиг.8а показана ROI, взята с изображения в оттенками серого для впитывающей сердцевины, сформированной в режиме онлайн между двумя подложками. ROI затем сегментируют с использованием порога интенсивности, рассчитанного как среднее значение среднего уровня серого впитывающей сердцевины плюс подложки (от края ROI, наиболее удаленного во впитывающей сердцевине плюс подложки; т.е. верхний край на Фиг.8а) и средний уровень фона серого, который соответствует только подложкам (от края ROI, наиболее удаленного вне подложек, плюс впитывающий материал; т.е. нижний край на Фиг.8а).
Сегментированное изображение является морфологически открытым и закрытым с 3×3 ядер для удаления шума и сглаживания некоторых высокочастотных структур на изображении. Сегментированное изображение, соответствующее Фиг.8а, показано на Фиг.8b. Аналогичное изображение с оттенками серого для впитывающей сердцевины со срезанным краем показано на Фиг.8с вдоль вместе с соответствующим сегментированным изображением на Фиг.8d. Граничные пикселы на сегментированных изображениях - это пикселы, которые находятся на одиночной границе раздела между самой большой белой и черной областями на черно-белом изображении. Отдельные граничные координаты используются для расчета периметра (Р) вдоль края, который затем сравнивают с длиной по краю (EL), которая представляет собой длину ROI, параллельную краю впитывающего материала. Отношение периметра к длине края (P/EL) является мерой того, насколько свернута граница, с Евклидовой прямой, имеющей P/EL=1, где неровная граница будет иметь большие значения P/EL. Отдельные координаты границы далее используются для определения среднего отклонения границы в областях впитывающего материала и фона от положения среднего края (ME). Когда край ориентирован параллельно оси х, положение ME определяется получением среднего всех положений границы по у.
Среднее отклонение от среднего края (MDFME) затем определяют расчетом среднего значения абсолютной разности между границей и средним краем в каждом положении вдоль оси х ROI. Следующее уравнение показывает MDFME:

Отрезанные образцы должны иметь более низкое MDFME, чем сформированные образцы, значения для которых приближаются к 0.
С использованием этого способа получены следующие результаты для впитывающей сердцевины и подложки с указанным составом, причем результаты приведены для отрезанного края относительно сформированного (неотрезанного):
Испытанные впитывающая сердцевина и подложка имели следующий состав:
Общий вес основы: 450 г/м2 (грамм на квадратный метр)
Содержание и тип сверхвпитывающего материала: 410 г/м2 SXM 9394, предлагаемого компанией Stockhausen, Inc. с офисами в Гринсборо, Северная Каролина.
Содержание и тип адгезива: 20 г/м2 адгезива 34-5610, предлагаемого компанией National Starch.
Ткань: 20 г/м2, предлагаемая компанией American Tissue.
Следует осознавать, что другие подложки, сверхвпитывающие материалы и адгезивы также можно использовать для получения, по существу, аналогичных результатов. Например, другие подложки (растягиваемые или нерастягиваемые), такие как нетканые, включая волокна фильерного способа производства, выдуваемые из расплава и комбинации изготовленных фильерным способом производства и выдуваемых из расплава, а также нетканые, включая плетеные эластичные материалы, все являются частью настоящего изобретения.
Эти данные показывают, что сформированный край имеет более высокое отношение P/EL, указывая, что имеется более неровный край (т.е. не четко определенный) по сравнению с отрезанным краем, который имеет отношение P/EL, близкое к единице. MDFME аналогичным образом показывает, что сформированный край имеет более высокое отклонение от среднего края, повторно указывая на то, что сформированный край не является четко определенным, как отрезанный край, позволяя, таким образом, различать подкладку, сформированную в процессе по сравнению с подкладкой, которая получена при вырезании для определения формы.
Хотя варианты выполнения изобретения, описанные здесь, являются предпочтительными в настоящее время, могут быть выполнены различные модификации и улучшения без отклонения от сущности и объема настоящего изобретения. Объем настоящего изобретения указан прилагаемой формулой изобретения, и предполагается, что все изменения, которые подпадают под значение и область эквивалентов, охвачены настоящим документом.
Реферат
Изобретение относится к медицине. Описано впитывающее изделие, которое включает растягиваемый слой подложки и впитывающую сердцевину, сформированную непосредственно на слое подложки и адгезивно прикрепленную к слою подложки. Впитывающая сердцевина включает около 40-99 мас.% сверхвпитывающих частиц и около 1-60 мас.% адгезивных волокон. Впитывающая сердцевина не препятствует растягиванию слоя подложки или впитывающего изделия. Впитывающее изделие может быть впитывающим изделием личной гигиены или медицинским впитывающим изделием и предпочтительно является растягиваемым или эластичным по меньшей мере в одном направлении. 17 з.п. ф-лы, 11 ил., 3 табл.
Формула
при этом боковые стороны впитывающей сердцевины имеют отношение P/EL выше чем или равное 1,25 и MDFME выше или равное 0,7 мм.
Документы, цитированные в отчёте о поиске
Впитывающее изделие с формованными целлюлозными полотнами
Комментарии