Абсорбирующее изделие, имеющее покрывающий слой из нетканого материала с зоной с объемным контуром - RU2238761C2
Код документа: RU2238761C2
Чертежи



Описание
Область изобретения
Данное изобретение относится к новому абсорбирующему изделию, имеющему нетканый материал в качестве обращенного к телу покрывающего слоя, причем, по меньшей мере, часть нетканого материала имеет объемный контур по толщине.
Предпосылки изобретения
Нетканые материалы широко используются в качестве обращенных к телу покрывающих слоев в одноразовых гигиенических изделиях. Такие материалы, как правило, являются сравнительно мягкими и согласуемыми по форме, обладают способностью длительно контактировать с наружными и внутренними поверхностями тела, не вызывая раздражения или аллергических реакций, а также обладают способностью пропускать выделяемые организмом текучие среды в центральный абсорбирующий элемент при сохранении сухости кожи.
Из-за желания получить одноразовые гигиенические абсорбирующие изделия с обращенными к телу материалами, которые будут чистыми и сухими при использовании, в этих изделиях используются синтетические волокна, такие как полипропиленовые, полиэтиленовые, полиэфирные и т.п. Обычные нетканые материалы представляют собой по существу плоские полотна, которые обеспечивают хорошую впитывающую способность и слабо удерживают текучую среду. Одна проблема, связанная с, по существу, плоскими полотнами, заключается в том, что текучая среда может легко стекать с баковых краев изделия. Одним из способов решения данной проблемы является выдавливание каналов в изделии для создания препятствии для протекания текучей среды.
Сущность изобретения
Задачей данного изобретения является разработка абсорбирующего изделия, в котором в качестве обращенного к телу, покрывающего слоя используется нетканый материал, причем, по меньшей мере, часть нетканого материала имеет объемный контур по толщине.
В соответствии с настоящим изобретением разработана новое абсорбирующее изделие, имеющее обращенный к телу, проницаемый для жидкости покрывающий слой, выполненный из нетканого материала, обращенный к одежде, не проницаемый для жидкости барьерный слой и абсорбирующий элемент между покрывающим слоем и барьерным слоем, причем, по меньшей мере, часть покрывающего слоя имеет объемный контур по толщине. Часть покрывающего слоя из нетканого материала, которая имеет объемный контур по толщине, имеет, по меньшей мере, три явно выраженные зоны переменной толщины: первую выпуклую зону, вторую полувыпуклую зону и третью сдавленную зону.
Выпуклая зона образует видимый выступ над и под поверхностью нетканого материала и имеет большую толщину и меньшую плотность волокон по сравнению с полувыпуклой зоной. Полувыпуклая зона имеет

Краткое описание чертежей
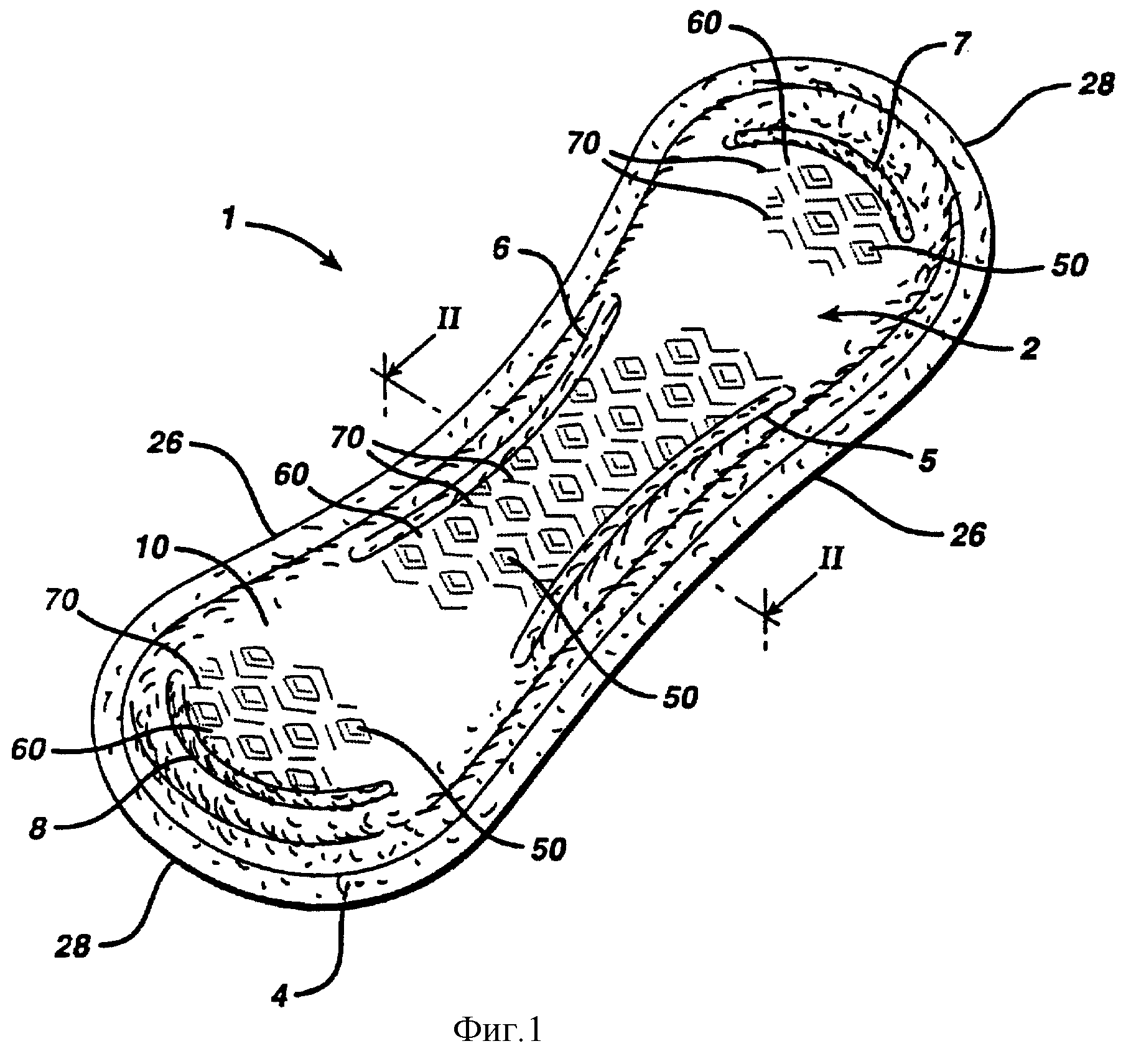
Фиг. 1 представляет собой вид сверху предпочтительного варианта осуществления абсорбирующего изделия по настоящему изобретению, предназначенного для использования женщиной в гигиенических целях.
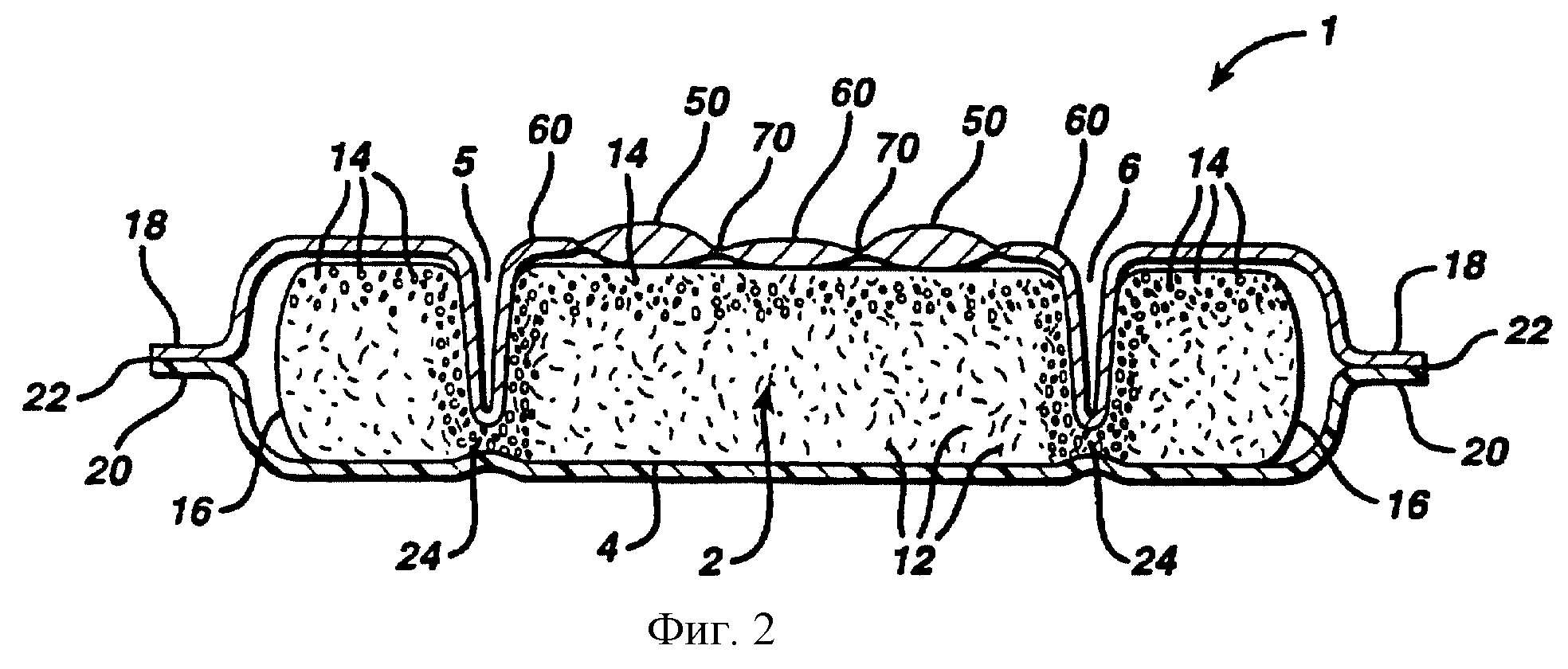
Фиг.2 представляет собой поперечное сечение, выполненное по линии II-II на фиг.1.
Фиг.3 представляет собой фотографию центральной зоны гигиенической прокладки, имеющей объемный контур.
Фиг.4 представляет собой фотографии гигиенической прокладки, показанной на фиг.3, при двукратном увеличении.
Фиг.5 представляет собой микрофотоснимок вида сверху обычного нетканого материала, имеющего рисунок склейки (схему расположения мест сцепления), который не образует линейнообразную периодическую структуру.
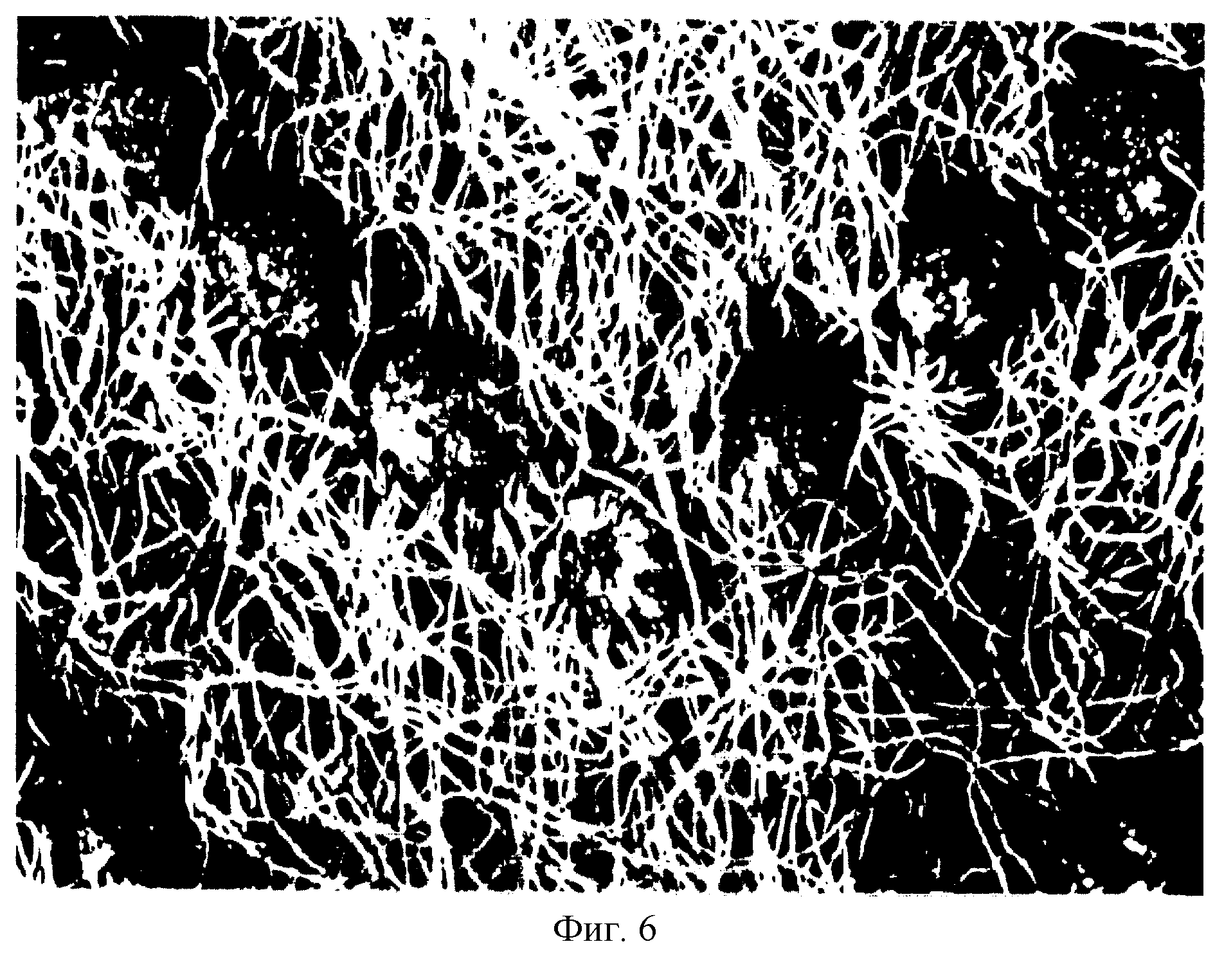
Фиг.6 представляет собой микрофотоснимок вида сверху нетканого материала по настоящему изобретению, имеющего рисунок склейки, который образует линейнообразную периодическую структуру.
Фиг.7 представляет собой график, иллюстрирующий сравнение скорости абсорбции для обычного нетканого материала и нетканого материала по настоящему изобретению.
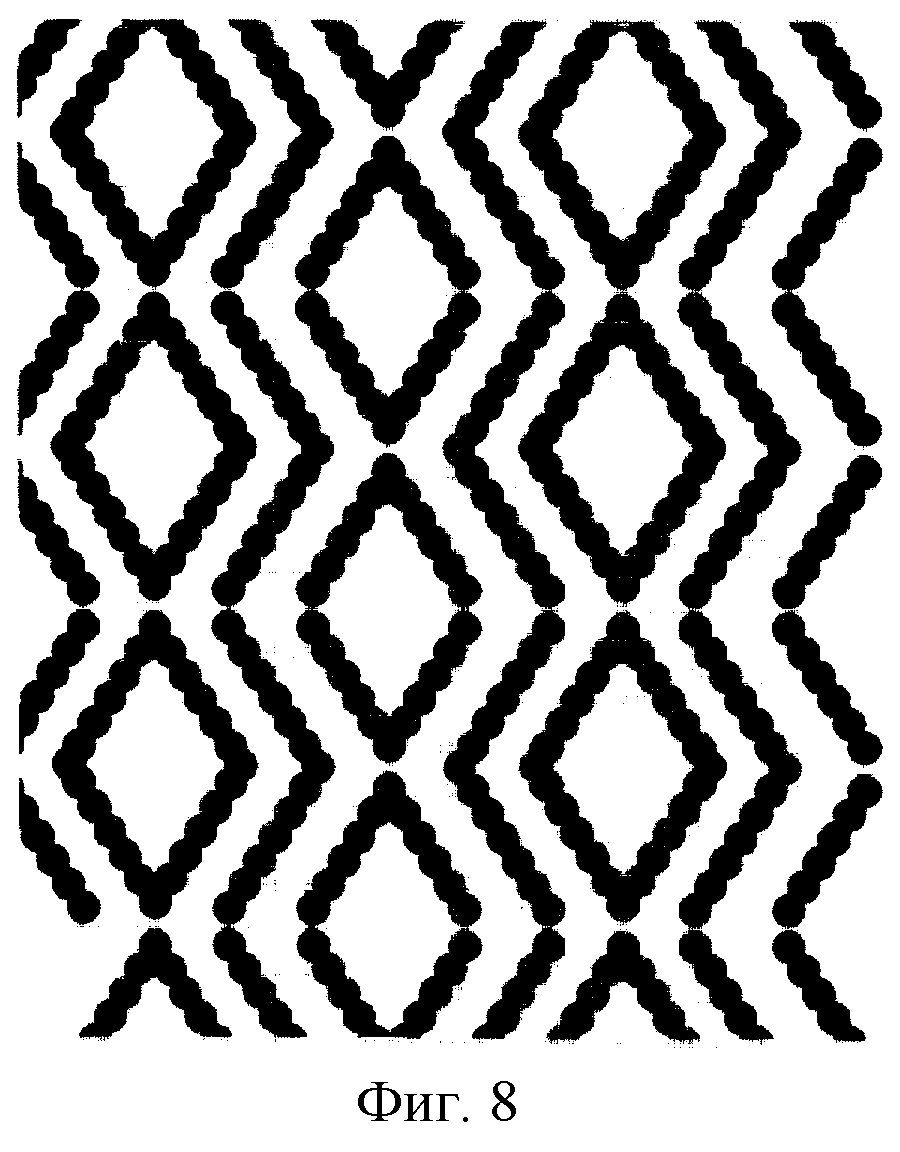
Фиг.8 представляет собой иллюстрацию предпочтительного рисунка склейки в виде множества точек, образующих линейнообразную периодическую структуру.
Описание предпочтительных вариантов осуществления
Настоящее изобретение направлено на новое абсорбирующее изделие, которое пригодно для абсорбирования выделяемых организмов текучих сред, такое, как одноразовые подгузники, гигиенические прокладки, прокладки для трусов, приспособления, используемые при недержании, и т.п. Абсорбирующие изделия по настоящему изобретению имеют обращенный к телу, проницаемый для жидкости покрывающий слой, обращенный к одежде, не проницаемый для жидкости барьерный слой и абсорбирующий элемент между покрывающим слоем и барьерным слоем. Покрывающий слой содержит нетканый материал, образованный из взаимосвязанной сетки термопластичных полимерных штапельных волокон. По меньшей мере, часть покрывающего слоя из нетканого материала имеет объемную структуру. В используемом здесь смысле термин "объемный (трехмерный, пространственный)" относится к нетканому материалу, который отличается тем, что он имеет, по меньшей мере, три зоны переменной толщины: первую выпуклую (рельефную) зону, вторую полувыпуклую зону и третью сдавленную зону.
Выпуклая зона имеет толщину, которая превышает толщину непосредственно окружающих ее зон нетканого материала и отличается тем, что она представляет собой выступ, который образован путем перегруппировки волокон (с выдавливанием их) из плоскости нетканого материала, то есть в направлении 'z' в системе координат 'x,y,z'. Плотность волокон выпуклой зоны меньше плотности волокон полувыпуклой зоны, и полувыпуклая зона имеет меньшую плотность волокон по сравнению со сжатой зоной.
Сдавленные зоны нетканого материала имеют плотность волокон в диапазоне от приблизительно 0,05 г/см до приблизительно 0,17 г/см3, предпочтительно от приблизительно 0,01 г/см3 до приблизительно 0,12 г/см3. Это обычно соответствует толщине от приблизительно 0,005 мм до приблизительно 0,06 мм. Полувыпуклые зоны нетканого материала имеют плотность волокон от приблизительно 0,04 г/см3 до приблизительно 0,11 г/см3, предпочтительно от приблизительно 0,6 г/см3 до приблизительно 0,9 г/см3. Это обычно соответствует толщине, превышающей толщину сдавленных зон приблизительно в 1,5-40 раз, предпочтительно превышающей толщину сдавленных зон приблизительно в 8-30 раз. Выпуклые зоны нетканого материала имеют платность волокон от приблизительно 0, 027 г/см3 до приблизительно 0,07 г/см3, предпочтительно от приблизительно 0,4 г/см3, до приблизительно 0,6 г/см3, что обычно соответствует толщине, превышающей толщину сдавленных зон приблизительно в 6-800 раз, предпочтительно превышающей толщину сдавленных зон приблизительно в 10-50 раз. Выпуклые зоны всегда имеют большую толщину по сравнению с полувыпуклыми зонами, обычно их толщина превышает толщину полувыпуклых зон в 1-40 раз и предпочтительно в 1,5-2,5 раза.
Выпуклые зоны, полувыпуклые зоны и сдавленные зоны предпочтительно образуют структуру в виде повторяющегося рисунка на значительной части покрывающего слоя из нетканого материала, чтобы создать внешний вид, подобный ткани

Нетканые материалы, пригодные для использования в настоящем изобретении, изготавливают из взаимосвязанной сетки термопластичных полимерных волокон, предпочтительно штапельных волокон. В предпочтительном варианте осуществления нетканый материал образован из однородной смеси штапельных волокон с высоким весовым номером волокна и штапельных волокон с низким весовым номерам волокна. Эти штапельные волокна, как правило, будут иметь весовой номер волокна (титр волокна) в диапазоне от 1, 5 денье до 15 денье и предпочтительно имеют весовой номер волокна в диапазоне от 3 денье до 6 денье. Штапельные волокна с высоким весовым номером волокна и штапельные волокна с низким весовым номером волокна предпочтительно отличаются по весовому номеру волокна, по меньшей мере, на один денье и предпочтительно отличаются на два денье. В предпочтительном варианте осуществления штапельные волокна с низким весовым номером волокна имеют весовой номер волокна от приблизительно 1,5 до 4 денье и предпочтительно имеют весовой номер волокна приблизительно 3 денье. Штапельные волокна с высоким весовым номером волокна имеют весовой номер волокна от приблизительно 4 до 15 денье и предпочтительно имеют весовой номер волокна приблизительно 5 денье. Содержание штапельных волокон с высоким весовым номером волокна в нетканом материале составляет от 10 до 90 весовых процентов, предпочтительно составляет от 30 до 70 весовых проце.нтов и наиболее предпочтительно в диапазоне от 40 до 60 весовых процентов. Содержание штапельных волокон с низким весовым номерам волокна в нетканом материале составляет от 90 до 10 весовых процентов, предпочтительно составляет от 30 до 70 весовых процентов и наиболее предпочтительно составляет от 40 до 60 весовых процентов от общего веса нетканого материала.
В соответствии с данным вариантом осуществления настоящего изобретения волокнистый нетканый материал (ваточный холст) может быть образован путем получения однородной смеси волокон с высоким и низким весовым номером волокна. Штапельные волокна с высоким весовым номером волокна и штапельные волокна с низким весовым номером волокна могут быть рациональным образом смешаны с получением однородной смеси в воздушной смесительной камере и затем или прочесаны для образования ваточного холста (из слоев прочеса), или уложены случайным образом на перфорированную формирующую (опорную) конструкцию для образования волокнистого нетканого материала (ваточного холста).
Волокна, пригодные для использования в настоящем изобретении, включают в себя синтетические полимерные волокна, образованные из термопластичных смол, таких как полипропилен, сложный полиэфир, полиэтилен, полиакрилат и т.п., и их комбинаций, но не ограничиваются этими материалами. Предпочтительным синтетическим полимерным волокном является полипропиленовое. Как было отмечено выше, волокна, используемые для образования нетканого материала по настоящему изобретению, представляют собой штапельные волокна и, как правило, имеют длину волокна в диапазоне от 1 дюйма до 4 дюймов (от 25,4 мм до 101,6 мм) и предпочтительно имеют длину волокна в диапазоне от 1,25 дюйма до 3 дюймов (от 31,74 мм до 76,2 мм).
Нетканые материалы по настоящему изобретению могут быть получены с помощью обычных процессов образования нетканых материалов, которые хорошо известны в данной области, включая процессы формирования нетканых материалов путем сухой укладки, процессы формирования нетканых материалов путем прочесывания, процессы формирования нетканых материалов путем пневматической укладки, процессы формирования нетканых материалов из расплава и т.п., но процессы образования нетканых материалов по настоящему изобретению не ограничиваются вышеуказанными. При всех этих технологических процессах важно, чтобы большая часть волокон была сориентирована по существу в одном и том же направлении (часто называемом "машинным" направлением). Как правила, любой процесс, при котором используется перемещающаяся перфорированная поверхность, позволяет получить ваточный холст (нетканый материал) с ориентированными волокнами. Предпочтительным способом получения пригодных нетканых материалов является процесс образования прочеса (ваточного холста из слоев прочеса). Получающиеся в результате его нетканые материалы имеют более высокий предел прочности при растяжении в продольном "машинном" направлении нетканого материала по сравнению с пределом прочности при растяжении в поперечном направлении (которое по существу перпендикулярно машинному направлению).
Волокнистый ваточный холст может быть стабилизирован в нетканый материал с помощью обычных процессов, например путем термосклеивания, склеивания с помощью смол, формования с сшивкой штапельных волокон или т.п. Предпочтительно, чтобы для стабилизации волокнистого прочеса использовался процесс термосклеивания. При обычном процессе термосклеивания прочес из волокон подают на позицию каландрования, оснащенную нагретым опорным валком и валком для тиснения, имеющим сформированный на нем рельеф, причем на данной позиции одновременно происходит сдавливание и термосклеивание волокон для стабилизации прочеса в нетканый материал. Альтернативный процесс термосклеивания предусматривает нагнетание нагретого воздуха через прочес, и такой процесс обычно называют процессом склеивания с помощью пропускаемого через материал воздуха. При процессе склеивания с помощью смол волокнистый прочес (ваточный холст) образуют, как указано выше, и пропускают через формирующий барабан, оснащенный рядом водораспылительных сопел (то есть имеющих давление около 200 фунтов на кв. дюйм (1378,95 кПа), которые обладают способностью спутать (переплести) волокна в незначительной степени. Спутанный прочес затем обезвоживают и подают на позицию нанесения связующего, на которой материал пропитывают связующим. Пропитанный связующим материал затем высушивают и термофиксируют в сушильной камере. В альтернативном варианте на волокнистый прочес можно распылить порошковые смолы в вакууме, и затем в сушильной камере можно склеить этот материал с помощью пропускаемого через него воздуха. В завершение, при процессе формования с сшивкой (переплетением) однородную смесь штапельных волокон с низким и высоким номером волокна пропускают через ряд сопел для распыления воды под большим давлением, то есть имеющих давление от 500 до 1500 фунтов на кв. дюйм (от 3447,38 до 10342,14 кПа), чтобы спутать волокнистый прочес в сильной степени с получением стабилизированного материала. После этого материал обезвоживают и высушивают. Все вышеописанные процессы хорошо известны обычным специалистам в данной области, и предпочтение одного процесса другому само по себе не имеет решающего значения для изобретения, естественно, при условии, что получающийся в результате нетканый материал будет иметь достаточную структурную целостность, чтобы обеспечить возможность использования его в качества покрывающего материала для абсорбирующих изделий. Обычно нетканый материал имеет достаточную структурную целостность, когда предел прочности при растяжении составляет примерно один фунт на дюйм (0,01786 кг/мм). Достаточная структурная целостность достигается, когда зона склеивания составляет от 10 до 40 процентов общей площади нетканого материала и предпочтительно находится в диапазоне от 15 до 30 процентов общей площади материала, и наиболее предпочтительно в диапазоне от 20 до 26 процентов общей площади материала. Предпочтительно, чтобы нетканые материалы по настоящему изобретению представляли собой прочес, образованный с помощью процесса термосклеивания при использовании нагретых каландров с образованным на них рельефным рисунком.
Способность нетканого материала маскировать абсорбированные текучие среды, в частности менструальную жидкость, представляет собой важное обстоятельство при разработке обращенных к телу покрывающих материалов для абсорбирующих изделий. Соответственно волокна по настоящему изобретению предпочтительно предусмотрены с красителем. Предпочтительным цветом является белый цвет, который предпочтительно создается путем введения диоксида титана в волокна, используемые для образования нетканого материала. Содержание диоксида титана в волокнах должно быть таким, чтобы придать достаточную непрозрачность (укрывистость) волокну и тем самым обеспечить хорошее маскирование абсорбированных текучих сред. Содержание диоксида титана предпочтительно составляет приблизительно от 1 до 6 весовых процентов и наиболее предпочтительно находится в диапазоне от 2 до 2,5 весового процента. Альтернативным красителем является карбонат кальция, который может присутствовать в волокнах в количестве от 50 до 20 весовых процентов. Также можно использовать смеси карбоната кальция и диоксида титана.
Как правило, желательно, чтобы обращенный к телу покрывающий слой имел долговечное гидрофильное покрытие с тем, чтобы часть абсорбирующего изделия, находящаяся в контакте с кожей пользователя, оставалась гидрофильной после многократных введений в нее текучей среды. Гидрофильные покрытия обеспечивают усиленный перенос выделяемой организмом текучей среды от носителя, что способствует перемещению выделяемых организмам текучих сред в расположенный ниже абсорбирующий элемент. Волокна по настоящему изобретению могут быть обработаны долговечным гидрофильным поверхностно-активным средством, например, таким как неионогенное поверхностно-активное вещество, которое поставляется на рынок под торговым названием ATMER™ фирмой ICI Polymer Additives, New Castle, Делавер. Другие пригодные гидрофильные поверхностно-активные вещества включают в себя натриевые соли диоктил-сульфосукцината (поставляемые на рынок под названием AEROSOL ОТ), неионногенный полиэтиленоксидсорбитановый монолауринат (поставляемый на рынок под названием TWEEN 20™ ) или т.п., но не ограничиваются указанными веществами. Долговечное гидрофильное покрытие может быть нанесено на поверхность волокон путем погружения волокон в водный раствор желательного поверхностно-активного вещества или путем распыления водного раствора желательного поверхностно-активного вещества на наружную поверхность и последующего высушивания волокон. Поверхностно-активное вещество можно наносить на нетканый материал с помощью валика, который был смочен водным раствором поверхностно-активного вещества и который перемещают по внутренней поверхности нетканого материала с тем, чтобы нанести поверхностно-активное вещество рядом с внутренней поверхностью и на нее, в то время как наружная поверхность остается в основном гидрофобной. В альтернативном варианте внутренние гидрофильные поверхностно-активные вещества или смачиватели (увлажнители) могут быть включены непосредственно в термопластичный полимер во время изготовления волокон. Пригодными смачивателями для этой цели являются неионогенные поверхностно-активные вещества, основанные на эфирах этиленоксидных жирных спиртов, этоксилированных продуктах присоединения пропиленоксида к пропиленгликолю, жирных сложных эфирах или сорбите и глицерине и т.п.
Нетканые материалы по настоящему изобретению, как правило, имеют удельный вес в диапазоне от 20 граммов на квадратный метр (г/см) до 50 г/см2, предпочтительно в диапазоне от 30 г/см до 35 г/см и имеют объемность (толщину) предпочтительно от приблизительно 10 до 40 мил (от приблизительно 254 до 1016 мкм), предпочтительно, от приблизительно 15 до 35 мил (от приблизительно 381 до 889 мкм) и наиболее предпочтительно от 20 до 30 мил (от 508 до 762 мкм).
Нетканый материал может иметь рисунок склейки, который образован сплошными линиями склейки или может представлять собой ряд прерывающихся зон склейки, и предпочтительно представляет собой прерывистый ряд отдельных точек. Важно, чтобы рисунок склейки представлял собой линейнообразную упорядоченную или периодическую структуру. То есть схема расположения зон ' склейки должна иметь вид множества регулярных периодических структур, образующих или криволинейную, или прямолинейную линейнообразную упорядоченную конфигурацию, которой, по меньшей мере, часть мест сцепления (точек склейки) в пределах определенной линейнообразной периодической структуры находится ближе к соседним местам сцепления в пределах той же линейнообразной периодической структуры, чем к местам сцепления в соседних линейнообразных периодических структурах. Между сдавленными местами сцепления, формирующими регулярную периодическую структуру, образуются несклеенные (несцепленные) зоны. Зоны сцепления, образующие линейнообразную конфигурацию, предпочтительно равномерно расположены по всему нетканому материалу, чтобы создать зоны сцепления, имеющие большую плотность и расположенные линейнообразно и упорядоченно, и соседние зоны несцепленных полувыпуклых областей между зонами сцепления, имеющими большую плотность. Несмотря на то, что зоны сцепления предпочтительно равномерно расположены по всему нетканому материалу, средняя плотность расположения мест сцепления, как правило, не однородна по поверхности нетканого материала и может изменяться в широких пределах в зависимости от конкретной схемы расположения зон сцепления. Важным признаком настоящего изобретения является то, что рисунок линейнообразных периодических структур, образованных местами сцепления, был сориентирован в направлении, которое ни параллельно, ни перпендикулярно ориентации термопластичных волокон в нетканом материале. Как было рассмотрено выше, нетканые материалы, пригодные для использования в данном изобретении, образованы из ваточного холста с ориентированными волокнами. В соответствии с данным признаком настоящего изобретения рисунок, образованный местами сцепления, не должен быть сориентирован ни параллельно, ни перпендикулярно направлению ориентации волокон, в особенности в той зоне, где желательно образование объемного контура.
Когда нетканый материал по настоящему изобретению подвергается воздействию растягивающего усилия, приложенного в направлении, которое по существу перпендикулярно направлению ориентации волокон в нетканом материале, по меньшей мере, часть полувыпуклых зон будет объемно расширяться вверх и вниз от плоскости нетканого материала с образованием выпуклых зон, имеющих более низкую плотность волокон по сравнению с полувыпуклыми зонами и сдавленными зонами склейки. Более точно, когда нетканый материал подвергается воздействию растягивающего усилия, полувыпуклые зоны расширяются в вертикальном направлении от плоскости материала с образованием множества выпуклых зон, имеющих большую толщину по сравнению с соседними зонами. Это приводит к получению нетканого материала, имеющего зоны, которые в том случае, если они не подвергаются воздействию растягивающего усилия, будут включать в себя только зоны сцепления, имеющие высокую плотность и окруженные соседними, менее плотными, полувыпуклыми зонами с низкой плотностью сцепления, и другие зоны, которые при подвергании их воздействию растягивающего усилия образуют зону, имеющую объемный контур с тремя различными (явно выраженными) зонами различной толщины и плотности волокон. Эти три различные зоны включают в себя сравнительно плотные зоны сцепления (склейки), менее плотные полувыпуклые зоны и выпуклые зоны низкой плотности, имеющие самую низкую плотность волокон. Таким образом, объемный материал имеет три различные зоны, каждая из которых имеет толщину и плотность волокон, которые отличаются от толщины и плотности волокон в соседней зоне. Зоны линейнообразных мест сцепления образуют множество сдавленных зон, имеющих высокую плотность волокон и малую толщину материала. Несцепленные (непроклеенные) зоны образуют множество полувыпуклых зон или выпуклых зон, естественно, в зависимости от того, подверглась ли эта часть нетканого материала воздействию растягивающего усилия, причем выпуклые зоны имеют более низкую плотность волокон по сравнению с полувыпуклыми зонами и полувыпуклыми сдавленными зонами.
Расстояние между линейнообразными периодическими структурами, образованными местами сцепления, может широко изменяться в зависимости от характера конкретного выбранного рисунка склейки. Если рассматривать расстояние между местами сцепления в рамках рисунка, образованного смежными местами сцепления, расположенными линейнообразно, то минимальная величина этого расстояния может составлять 0,5 мм, а максимальная - несколько сантиметров. Если рассматривать расстояние между соседними линейнообразными упорядоченными структурами (рядами), то это расстояние, как правило, составляет от приблизительно 2 мм до 15 мм и предпочтительно составляет от приблизительно 7 мм до 10 мм.
Плотности расположения мест сцепления могут изменяться в широких пределах, естественно, в зависимости от желательно и общей прочности нетканого материала. В том случае, когда места сцепления имеют форму точек (пятнышек), плотности расположения мест сцепления, как правило, варьируются от приблизительно 1 места сцепления на квадратный сантиметр до приблизительно 1300 мест сцепления на квадратный сантиметр, предпочтительно от 3 мест сцепления на квадратный сантиметр до 300 мест сцепления на квадратный сантиметр, и наиболее предпочтительно - от 10 мест сцепления на квадратный сантиметр до 200 мест сцепления на квадратный сантиметр. Величина диаметра отдельных мест сцепления для точечных мест сцепления может изменяться от приблизительно 0,1 мм до приблизительно 5 мм. Расстояние между точечными местами сцепления в пределах линейнообразного упорядоченного массива может изменяться от приблизительно 0,05 мм до приблизительно 5 мм, предпочтительно от приблизительно 0,2 мм до приблизительно 0,3 мм. Площади отдельных пятнышек могут изменяться от приблизительно 0,1 мм2 до приблизительно 80 мм2, предпочтительно от приблизительно 5 мм2 до приблизительно 15 мм2 и наиболее предпочтительно (составляют) приблизительно 5 мм. Плотность точек (пятнышек) может изменяться от приблизительно 1 точки на см2 до приблизительно 1500 точек на см2, предпочтительна от приблизительно 3 точек на см2 до приблизительно 300 точек на см2 и наиболее предпочтительно от приблизительно 10 точек на см2 до 200 точек на см2. Что касается линий сцепления (склейки), то ширина зоны сцепления составляет от приблизительно 1 мм до 5 мм, а длина - от приблизительно 10 мм до приблизительно 300 мм. Также можно предусмотреть сочетания точек и линий.
Растягивающее усилие, прикладываемое к нетканому материалу, может быть приложено путем растягивания нетканого материала или перед, или во время, или после его включения в абсорбирующее изделие. Растягивающее усилие может быть приложено с помощью любого известного растягивающего средства. Примером способа приложения растягивающего усилия может служить использование расположенных под углом валиков, которые обеспечивают приложение направленного наружу бокового растягивающего усилия к продольным боковым краям непрерывной ленты из нетканого материала по мере ее перемещения вдоль конвейерной системы, или поддержание фиксированного расстояния между продольными боковыми краями нетканого материала при одновременном воздействии на материал с целью преобразования его в объемную структуру, или создание одного или более выдавленных каналов на верхней поверхности абсорбирующего изделия для образования одного или более углублений на верхней поверхности абсорбирующего изделия, тем самым вызывая растяжение покрывающего слоя из нетканого материала и образование объемного контура. Величина растягивающего усилия, приложенного к нетканому материалу, может изменяться в широких пределах, естественно, в зависимости от предела прочности на растяжение нетканого материала и сама по себе не имеет решающего значения для изобретения, естественно, при условии, что величина растягивающего усилия достаточна для придания желательного уровня объемности без повреждения материала. Обычно считается, что материал растянут в достаточной степени, если нетканый материал растянут так, что его ширина в растянутом состоянии приблизительно на 5%, предпочтительно на 10% и наиболее предпочтительно на 15-20% превышает его ширину в нормальном нерастянутом состоянии.
На фиг.1 показано абсорбирующее изделие, предназначенное для использования женщиной в гигиенических целях и выполненное согласно данному изобретению. Изделие 1 состоит из, как правило, прямоугольного абсорбирующего элемента 2, лежащего на барьерном слое 4 из сплошной пленки. Изделие имеет уплотненные стабилизирующие зоны, которые имеют вид уплотненных выдавленных каналов 5, 6, 7, 8, расположенных рядом с продольными боковыми сторонами и концами изделия и внутри по отношению к ним. Проницаемый для жидкости, обращенный к телу покрывающий слой 10 покрывает абсорбирующий элемент 2 и образует верхнюю поверхность изделия. Покрывающий слой 10 имеет три отчетливо выраженные зоны, которые имеют объемный контур, при этом одна зона расположена рядом с первым поперечным концом, вторая зона - рядом с противоположным поперечным концом и третья зона расположена в центральной части изделия. Объемный контур включает в себя выпуклую зону 50, полувыпуклую зону 60 и сдавленную зону 70.
Как показано на фиг.2, выпуклая зона 50 имеет


Выдавленные каналы 5, 6, 7, 8 могут иметь любую форму или конфигурацию и могут включать в себя непрерывающиеся участки, прерывающиеся участки, прямолинейные участки, криволинейные участки или их комбинации. Предпочтительно, чтобы каждый соответствующий выдавленный канал представлял собой криволинейный, непрерывающийся участок. Если выдавленные каналы образованы прерывающимися участками, предпочтительно, чтобы эти участки были удалены друг от друга на расстояние не более 0,25 дюйма (6,35 мм), чтобы постоянно создавать препятствие для протекания текучей среды, обеспечить регулируемую деформацию абсорбирующего изделия и придать ему устойчивость к сбиванию в "кучу" (сваливанию). Предпочтительно, чтобы выдавленные каналы в зонах поперечных концов имели, по меньшей мере, один перпендикулярный участок, который по существу перпендикулярен участку, проходящему в боковом направлении, и по существу параллелен центральной продольной оси абсорбирующего изделия, при этом данный перпендикулярный участок должен быть расположен ближе к продольному краю, чем к центральной продольной оси. Перпендикулярный участок не обязательно должен быть строго перпендикулярен участку, проходящему в баковом направлении. Он также может проходить под некоторым острым или тупым углом к участку, проходящему в боковом направлении, и может проходить в направлении поперечного края, в направлении центральной зоны или в направлении обоих этих элементов.
Важно, чтобы выдавленный канал был расположен внутри по отношению к краям зоны поперечного конца абсорбирующего изделия, и предпочтительно, чтобы он был удален внутрь от краев каждой соответствующей поперечной концевой зоны на расстояние, приблизительно составляющее от 0,125 дюйма до 2,5 дюйма (от 3,175 мм до 63,5 мм). Предпочтительно, чтобы выдавленные каналы 5, 6, 7, 8 были сдавлены в достаточной степени для обеспечения плотности, измеренной в зоне дна 24 - наиболее плотного участка канала, не менее приблизительно 0,5 г/см2, в более предпочтительном варианте плотность составляет от 0,5 г/см2 до 1,3 г/см2.
Как показано на фигурах, абсорбирующий элемент 2 находится между передним или покрывающим слоем 10 изделия и барьерным слоем 4. Нетканый покрывающий слой 10 и барьерный слой 4 предпочтительно простираются за края 16 абсорбирующего элемента для образования периферийных удлинений 18 покрывающего слоя и удлинений 20 барьерного слоя. Эти периферийные удлинения 18 покрывающего слоя и удлинения 20 барьерного слоя присоединены друг к другу для образования фланцевого шва (уплотнения) 22 вокруг наружных краев изделия. Фланцевый шов может быть образован с помощью любого средства, обеспечивающего получение герметичного соединения и известного в данной области, включая, без ограничения, термосваривание, сварку ультразвуком, образование герметичного соединения с помощью клея или механических средств. Несмотря на то, что предпочтительное изделие по данному изобретению выполнено с фланцевым швом, такой способ герметичного соединения краев изделия не обязателен для изобретения. Края изделия также могут быть герметично соединены друг с другом с помощью обертывания краев покрывающим слоем, барьерным слоем или обоими слоями.
Обращенный к телу покрывающий слой 10 и обращенный к одежде, не проницаемый для текучей среды барьерный слой 4 обычно имеют, по существу, одинаковую протяженность и соединены друг с другом вокруг периферии абсорбирующего элемента 2 с помощью термосплавления, клея или каким-либо другим рациональным образом, чтобы тем самым образовать наружные края абсорбирующего изделия. При желании абсорбирующий элемент 2 можно прикрепить к обращенному к одежде, не проницаемому для текучей среды, барьерному слою с помощью клея, нанесенного вдоль одной или более линий.
Не проницаемый для текучей среды, обращенный к одежде барьерный слой может представлять собой любой гибкий материал, который предотвращает проход текучей среды (жидкости), но не обязательно предотвращает проход газов. Широко используемыми материалами являются полиэтиленовые или полипропиленовые пленки. Другие пригодные полимерные пленочные материалы, которые можно использовать в качестве непроницаемых барьеров, включают в себя полиэфиры, полиамиды, полиэтиленвинилацетат, поливинилхлорид или поливинилиденхлорид и т.п. и комбинации этих материалов, но не ограничиваются указанными материалами. Можно использовать совместно экструдированные и многослойные (ламинированные) комбинации вышеуказанных материалов в том случае, когда химические и физические свойства пленки позволяют получить такие комбинации. Также можно использовать не проницаемые для текучей среды вспененные материалы и бумагу, обработанную репеллентом. Можно использовать пленки, которые являются барьерами для жидкости, но допускают просачивание газов, то есть "проницаемые пленки". Такие пленки могут быть выбраны из полиуретановых пленок и из микропористых пленок, в которых микропористость создается с помощью ионизирующего излучения или путем выщелачивания растворимых включений с использованием водных или неводных растворителей. В качестве проницаемых для газов барьеров также можно использовать материалы, поверхностям которых были приданы отталкивающие свойства или поры которых малы вследствие плотной упаковки волокон, или поры которых уменьшены в размере за счет закрывания больших пор, пропускающих жидкость, причем такие материалы можно использовать отдельно или вместе с проницаемыми пленками.
Пригодным листовым материалом подложки может быть непрозрачный полиолефиновый, например, полиэтиленовый нетканый материал, не проницаемый для выделяемых организмом текучих сред и имеющий толщину приблизительно 0,001 дюйма (0,0254 мм). Другим пригодным листовым материалом для этой цели является полиэфирный нетканый материал, например, полиэтилентерефталат, с толщиной приблизительно 0,0005 дюйма 0,0127 мм).
Абсорбирующий элемент может представлять собой вспушенную прокладку из ваточного холста, вырезанную из сравнительно рыхлого холстика из нетканых волокон, имеющего сравнительно высокую абсорбционную способность. Абсорбирующий элемент обычно имеет прямоугольную форму, и в качестве возможного варианта ему может быть придана более сложная форма, так что он будет иметь изогнутые внутрь боковые края по типу песочных часов. Абсорбирующий элемент имеет несколько меньшие размеры по сравнению с листом подложки (задним листом) и нетканым покрывающим материалом, обращенным к телу. Абсорбирующий материал также может представлять собой волокнистый валяльный холст, образованный из целлюлозных волокон.
В качестве возможного варианта абсорбирующее изделие может содержать многослойную абсорбирующую структуру, которая в дополнение к абсорбирующему элементу может содержать передающий слой, который представляет собой слой, имеющий низкую плотность, предназначенный для приема и выпуска текучей среды и обычно расположенный между абсорбирующим элементом и проницаемым, обращенным к телу покрывающим слоем. Передающий слой может состоять из сравнительно менее гидрофильных материалов и структур по сравнению с теми, которые содержатся в абсорбирующем элементе, например, из нетканых материалов из полипропиленовых или полиэфирных волокон, полученных аэродинамическим способом из расплава. Такие нетканые материалы могут содержать древесную целлюлозу, захваченную внутрь этих материалов. Передающие слои также могут состоять из имеющих низкую плотность, высокообъемных (пушистых) нетканых материалов, состоящих из древесной целлюлозы и синтетических волокон, таких как полиэтиленовые, полиэфирные, полипропиленовые, полиамидные и полиакрилонитрильные волокна. Такие высокообъемные нетканые материалы могут быть проклеены с помощью химических связующих или с помощью термических средств, например, путем проклеивания с помощью проходящего сквозь них воздуха.
Толщина абсорбирующей структуры, как правило, находится в диапазоне от нескольких миллиметров для изделий "ультратонкого" типа до приблизительно 10-15 миллиметров для более традиционных "толстых" изделий. Толщина изделий может быть в основном равномерной по всей длине и ширине абсорбирующего элемента или может уменьшаться в определенных направлениях, придавая конусообразную форму изделию, причем в последнем случае центральная зона абсорбирующего элемента будет иметь

Обращенный к одежде, не проницаемый для текучей среды барьерный листовой материал может быть приклеен к обращенному к телу, покрывающему слою в зоне фланцевого шва, проходящего от боковых сторон абсорбирующего элемента. При приклеивании обращенного к телу покрывающего слоя и обращенного к одежде барьерного слоя друг к другу с образованием фланцевого шва обращенный к телу слой может дополнительно быть обернут по периметру фланцевого шва вокруг обращенного к одежде слоя; или обращенный к одежде слой может дополнительно быть обернут по периметру фланцевого шва вокруг обращенного к телу слоя.
Примеры
Для нетканого материала по настоящему изобретению в зоне, имеющей объемный контур по толщине, проводили оценку таких параметров, как скорость пропускания текучей среды, скорости проступания при многократном увлажнении и воздухопроницаемость, по сравнению с обычным нетканым материалом, имеющим тот же базовый (удельный) вес и весовой номер волокна. Результаты этой оценки приведены ниже в таблицах 1-3. В таблице 1 приведены данные по воздухопроницаемости (измеренные в кубических футах воздуха в минуту на квадратный ярд материала) [в кубических дециметрах воздуха в минуту на квадратный метр материала] для обычного нетканого материала и для объемного материала по настоящему изобретению при приложении к нему растягивающего усилия такой величины, которая достаточна для удлинения нетканого материала в поперечном направлений (CD - cross direction) на 10% и 20% (до достижения 110% и 120% исходной ширины материала).
Как видно из вышеприведенных данных, нетканый материал по настоящему изобретению (объемное покрытие) обеспечивает повышенную воздухопроницаемость по сравнению с обычным нетканым материалом (стандартное покрытие).
Гигиеническую прокладку, имеющую покрывающий слой из обычного нетканого материала, сравнивали с гигиенической прокладкой, имеющей нетканый материал по настоящему изобретению, в отношении ее способности обеспечивать возможность прохода текучей среды через нее в расположенный ниже абсорбирующий элемент. Ниже в таблице 2 приведены результаты для покрывающего слоя из обычного нетканого материала, а в таблице 3 - для нетканого материала по настоящему изобретению.
Как следует из вышеприведенных таблиц, нетканый материал по настоящему изобретению обеспечивает более высокие скорости проникновения текучей среды. Вышеприведенные скорости проникновения текучей среды показаны графически на фиг.7, где линия MDC характеризует скорости для покрывающего слоя из традиционного нетканого материала, а линия UDL характеризует скорости для объемного нетканого материала по настоящему изобретению. Разность между скоростью пропускания (проникновения) текучей среды для обычного нетканого материала и объемного материала по настоящему изобретению представляет собой повышение скорости абсорбции.
Надписи к таблицам 2, 3 и фиг.7
Таблицы 2, 3
1 - тест на пропускание текучей среды
2 - многократное проступание
3 - сек
4 - куб. см (см3)
5 - среднее значение
6 - стандартное отклонение
7 - минимальное значение
8 - максимальное значение
Фиг.7
1 - скорость абсорбции (впитывания) (см3/с)
2 - повышение скорости абсорбции (%)
3 - число излияний текучей среды (жидкости) объемом 2,0 см3
4 - повышение скорости абсорбции
Фиг.1
абсорбирующее изделие 1
абсорбирующий элемент 2
барьерный слой 4 пленки
уплотненные выдавленные каналы 5, 6, 1, 8
продольные боковые стороны 26
поперечные концы 28
обращенный к телу покрывающий слой 10
выпуклая зона 50
полувыпуклая зона 60
сдавленная зона 70
Фиг.2
абсорбирующий элемент 2
целлюлозные волокна 12
частицы 14 суперабсорбирующего полимера
выдавленные каналы 5, 6, 7, 8
дно 24
барьерный слой 4
края 16 абсорбирующего элемента
периферийные удлинения 18 покрывающего слоя
удлинения 20 барьерного слоя
фланцевый шов 22
выпуклая зона 50
полувыпуклая зона 60
сдавленная зона 70



Реферат
Описано абсорбирующее изделие, имеющее обращенный к телу покрывающий слой, обращенный к одежде барьерный слой и абсорбирующий элемент между покрывающим слоем и барьерным слоем, покрывающий слой представляет собой нетканый материал, образованный из взаимосвязанной сетки термопластичных полимерных волокон, по меньшей мере, часть нетканого материала является объемной и имеет множество выпуклых зон, полувыпуклых зон и сдавленных зон, причем выпуклые зоны имеют меньшую плотность волокон по сравнению с полувыпуклыми зонами, полувыпуклые зоны имеют меньшую плотность волокон по сравнению со сдавленными зонами. 17 з.п.ф-лы, 3 табл., 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Абсорбирующая полимерная композиция
Комментарии