Пластина с высокой водопоглощающей способностью испособ ее изготовления - RU2275891C2
Код документа: RU2275891C2
Чертежи
Описание
Область применения
Настоящее изобретение касается композитной пластины с высокой водопоглощающей способностью, в частности композитной пластины с высокой водопоглощающей способностью, в нетканой подложке которой содержится твердая смола с высокой водопоглощающей способностью, а также способа ее изготовления. Настоящее изобретение также касается гигроскопических продуктов, в которых используются такие композитные пластины с высокой водопоглощающей способностью.
В настоящем изобретении в качестве такой твердой смолы с высокой водопоглощающей способностью может использоваться любая форма твердых веществ, включая частицы, гранулы, пленку или форму нетканого материала. В настоящем описании термин «твердая смола с высокой водопоглощающей способностью» или «твердая САП» используется для обозначения любой такой формы смолы с высокой водопоглощающей способностью.
Связанные технологии
Композитная пластина с высокой водопоглощающей способностью, содержащая нетканую подложку и твердую САП, удерживающуюся в поверхностном слое нетканой подложки, использовалась в качестве гигроскопического компонента в таких впитывающих прокладках, как детские памперсы, памперсы для взрослых, гигиенические салфетки, гигиенические прокладки и прокладки для кормящих женщин. Такая композитная пластина с высокой водопоглощающей способностью описана в нескольких патентах, таких как патент США № 5147343.
До настоящего времени в этом типе композитной пластины с высокой водопоглощающей способностью фиксация твердой САП к нетканой подложке пластины осуществлялась за счет адгезионной способности термоплавкого безрастворного клея. Или же применялся способ нанесения покрытия суспензии твердой САП или суспензии смеси твердой САП с целлюлозной массой на нетканую пластину подложки. При использовании системы, содержащей твердую САП и целлюлозную массу, фиксация указанной твердой САП к нетканой подложке пластины определяется собственной адгезионной способностью целлюлозной массы.
При использовании суспензии, содержащей твердую САП, иногда может применяться такая суспензия, в которую дополнительно введены легко поддающиеся термическому расплавлению волокна связующего компонента (например, бикомпонентные волокна). Эту суспензию наносят на нетканую подложку пластины и нагревают, а затем охлаждают. При этом твердая САП и целлюлозная масса (если таковые имеются) закрепляются внутри нетканой подложки пластины с помощью указанных легко поддающихся термическому расплавлению волокон связующего компонента.
Другой метод фиксации твердой САП в нетканой подложке пластины состоит в том, что легко поддающиеся термическому расплавлению волокна или волокнистая сетка, содержащая такие легко поддающиеся термическому расплавлению волокна, изготовлены таким образом, чтобы они содержали твердую САП. Тогда посредством термической обработки указанные волокна, составляющие эту волокнистую сетку, сплавляются вместе, в результате чего происходит закрепление твердой САП внутри указанной подложки.
По обычной технологии, однако, для системы, содержащей твердую САП и смесь целлюлозной массы, в частности, трудно значительно увеличить соотношение твердая САП/целлюлозная масса («соотношение САП»), и поэтому максимальное соотношение составляло приблизительно 50 весовых %. В системе, в которой твердая САП закреплена при помощи связующего, ее способность к набуханию и вяжущая способность из-за указанного связующего противодействуют друг другу. То есть чем выше вяжущая способность твердой САП, тем в большей степени затруднено ее набухание, и наоборот, если меньше помех к набуханию, то закрепление твердой САП становится более затрудненным.
Поэтому основным объектом настоящего изобретения является обеспечение такой структуры, в которой с набуханием твердой САП одновременно происходит набухание подложки; то есть обеспечение такой структуры, в которой при том что указанная твердая САП и подложка связаны не так жестко друг с другом, а для поддержания степени свободы твердой САП, ее содержание в подложке в набухшем состоянии должно быть таким, чтобы не происходило удаления указанной твердой САП из этой подложки.
Содержание настоящего изобретения
Согласно настоящему изобретению обеспечивается обладающая высокой абсорбирующей способностью композитная пластина, включающая подложку из нетканого материала, твердую САП и легкоплавкий компонент, характеризующаяся тем, что:
- указанная нетканая подложка обладает объемной структурой;
- часть указанной твердой САП содержится внутри указанной объемной структуры, а остальная часть находится на поверхности этой нетканой подложки;
- указанный легкоплавкий компонент представляет собой термоплавкий безрастворный клей;
- указанный термоплавкий безрастворный клей образует волокнистую сетку; и
- указанная волокнистая сетка накрывает твердую САП, контактируя с ней, причем местоположение этой твердой САП зафиксировано.
Предпочтительное количество покрытия из указанного термоплавкого безрастворного клея составляет от 0,2 до 10 г/м2.
Указанный термоплавкий безрастворный клей представляет собой тип клея, не обладающего липкостью; например, наиболее предпочтителен клей, включающий в качестве главного компонента сополимер этилена и винилацетата. Содержание винилацетата в этилен-винилацетатном сополимере составляет предпочтительно от 20 до 40 весовых %, а его тепловой коэффициент текучести предпочтительно составляет от 50 до 150 г/10 мин.
Согласно настоящему изобретению обеспечивается способ изготовления композитной пластины с высокой поглощающей способностью, включающий следующие стадии:
- формирование объемной структуры путем начесывания (ворсования) нетканой подложки;
- нанесение суспензии, содержащей твердую САП, на начесанную поверхность указанной нетканой подложки с последующим удалением остатка жидкости и высушиванием, причем часть твердой САП содержится в указанной объемной структуре, а остальная ее часть находится на поверхности указанной нетканой подложки; и
- образование волокон термоплавкого безрастворного клея с помощью распыления с поливом при последующей продувке указанного клея в виде полотна и с образованием волокнистой сетки на указанной нетканой подложке и на этой твердой САП.
Процесс начесывания может быть осуществлен разными способами. Предпочтительный способ начесывания состоит в том, чтобы одну поверхность нетканой подложки привести в контакт с нагретым вальцом, а затем - с охлажденным вальцом, после чего ее удаляют от нагретого вальца.
Вся твердая САП предпочтительно содержится в объемной структуре указанной нетканой подложки, то есть в пустотах между волокнами и среди волокон, составляющих нетканую подложку. Хотя в зависимости от количества дополнительно введенной твердой САП и от объемистости используемой начесанной сети часть твердой САП может находиться на нетканой подложке, этого не происходит при достижении цели настоящего изобретения.
Однако такая находящаяся на поверхности твердая САП может превратиться в пыль и частицы по мере истирания или изгиба, если указанную нетканую подложку, содержащую твердую САП, разрезают или включают ее в изделие, хотя такая твердая смола, как оказалась, устойчива при хранении в стационарных условиях, даже если это происходит в сухом состоянии. И эта находящаяся на поверхности твердая САП может легко быть отделена от указанного композита при его набухании во влажном состоянии. Для стабилизации твердой САП в таких сухих и влажных состояниях только за счет свойств указанной нетканой подложки предпочтительно, чтобы эта нетканая подложка была сделана более объемной, а твердой САП, которая будет включена в эту подложку, должно быть меньше. Другими словами, вообще говоря, указанная нетканая подложка сама по себе вряд ли может содержать 70% твердой САП или более, а дополнительно введенное количество твердой САП едва ли может быть больше 300 г/м2.
Благодаря использованию волокнистой сетки, основанному на применении термоплавкого безрастворного клея согласно настоящему изобретению, такая нетканая подложка, которая пока не использовалась из-за ее очень частого отслаивания, например, с нетканого материала из расплава (обычно называемого «SB») или с композита, включающего нетканый материал из расплава/материал выдувного формования/нетканый материал из расплава (обычно называемого «SMS»), теперь стала пригодна к применению в качестве гигроскопической подложки.
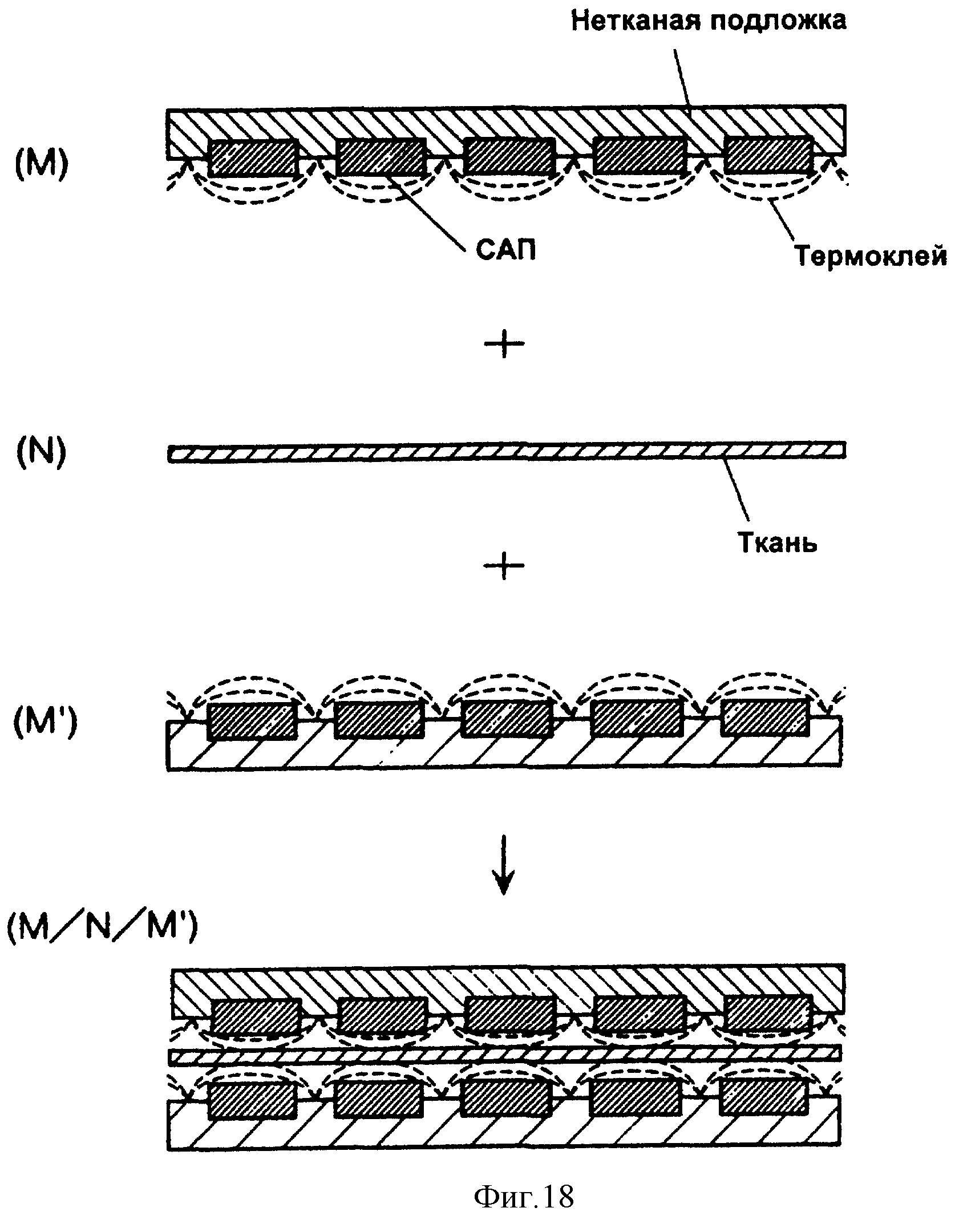
Согласно другому аспекту настоящего изобретения обеспечивается композит, обладающий высокой абсорбирующей способностью, состав которого включает абсорбирующий композит (М), содержащий нетканую подложку, слой САП и клейкий слой термоплавкого безрастворного клея, который образует волокнистую сетку, покрывающую указанный слой САП и листовой материал (N), расположенный на указанном клейком слое, причем этот абсорбирующий композит (М) и листовой материал пластины (N) связаны друг с другом при помощи слоя указанного термоплавкого безрастворного клея за счет их адгезионных свойств с образованием композитной структуры (M/N).
Вместо листового материала (N) возможно использование других композитных абсорбентов (М'), структура которых такая же, как и у указанных выше абсорбентов. Указанные композитные абсорбенты (М) накладывают на другие абсорбенты (М') таким образом, чтобы клейкие слои этого термоплавкого безрастворного клея контактировали друг с другом и чтобы между ними возникла связь за счет их адгезионных свойств с образованием композитной структуры (М/М').
Или же между указанными композитными абсорбентами (М) и (М') может быть введен дополнительный листовой материал (N), связанный с ними химическими связями за счет адгезионных свойств слоев термоклея в композитных абсорбентах (М) и (М'), при этом образуется композитная структура (M/N/M').
Другой принцип настоящего изобретения обеспечивает пластину с высокими абсорбирующими свойствами, в которой твердая САП обычно распределена слоями, почти целиком занимая одну поверхность нетканой подложки, причем часть смолы расположена в пустотах нетканого материала, а другая часть находится на поверхности, причем поверхность этого находящегося на поверхности слоя твердой САП покрыта двойной волокнистой сетчатой структурой. Последняя состоит из одной волокнистой сетки с мелкими ячейками, включающей термоплавкий безрастворный клей, и второй волокнистой сетки, которая расположена на указанной первой сетке и имеет ячейки, более крупные по сравнению с первой сеткой, и включает в себя слои термоплавкого безрастворного клея с тем, чтобы указанная пластина с высокими абсорбирующими свойствами была намного менее склонна к отслаиванию, чем это присуще обычным изделиям.
В указанной обладающей высокой абсорбирующей способностью пластине, которая покрыта, таким образом, двойной волокнистой сеткой, частицы твердой САП не обязательно должны быть связаны химической связью друг с другом с помощью тонких волокон целлюлозы.
В упомянутой выше конфигурации первая волокнистая сетка состоит из мелких ячеек, а вторая волокнистая сетка, расположенная на первой, имеет крупные ячейки, но это соотношение может быть обратным, то есть первая волокнистая сетка может иметь крупные ячейки, а вторая волокнистая сетка, расположенная на первой, может иметь мелкие ячейки.
Предпочтительно, чтобы волокна из слоя термоплавкого безрастворного клея с мелкой ячейкой были мельче, чем волокна из слоя термоплавкого безрастворного клея с крупной ячейкой.
Согласно настоящему изобретению обеспечивается способ изготовления композитной пластины с высокой абсорбирующей способностью путем обработки поверхности указанной композитной пластины с высокой абсорбирующей способностью, при котором твердая САП распределяется слоями по одной поверхности нетканой подложки, который включает сочетание:
первой стадии обработки термоклеем, при которой указанная обработка осуществляется с помощью питателя термоклея (А), который формирует первую волокнистую сетку с мелкими ячейками, содержащую термоплавкий безрастворный клей, по поверхности которого распределена указанная твердая САП; и
второй стадии обработки термоклеем, при которой указанная обработка осуществляется с помощью питателя термоклея (Б), который формирует вторую волокнистую сетку с мелкими ячейками, содержащую термоплавкий безрастворный клей, а ячейки этой волокнистой сетки крупнее, чем ячейки первой волокнистой сетки.
В предпочтительном аспекте настоящего изобретения указанная первая стадия обработки термоклеем осуществляется термоплавким безрастворным клеем, которым наносят покрытие в количестве от 0,3 г/м2 до 2 г/м2 так, чтобы образовалась первая волокнистая сетка с мелкими ячейками, а указанная вторая стадия обработки термоклеем проводится термоплавким безрастворным клеем, которым наносят покрытие в количестве от 1 от г/м2 до 10 г/м2 так, чтобы образовалась вторая волокнистая сетка с более крупными ячейками, чем при упомянутой первой стадии обработки термоклеем.
Более предпочтительно, чтобы первая стадия обработки термоклеем осуществлялась с использованием термоплавкого безрастворного клея, которым наносят покрытие в количестве от 1 г/м2 до 10 г/м2, а указанная вторая стадия обработки термоклеем осуществлялась при использовании термоплавкого безрастворного клея, которым наносят покрытие в количестве 0,3 от г/м2 до 2 г/м2 так, чтобы вторая волокнистая сетка была образована из ячеек более мелких, чем при упомянутой первой стадии обработки термоклеем.
Согласно настоящему изобретению предпочтительной формой указанного питателя термоклея являются два узла распылительного устройства с поливом для загрузчика термоклея, которые способны сформировать сетку с относительно мелкими ячейками, и эти узлы соединены последовательно по отношению к направлению перемещения указанной нетканой подложки.
Используя питатель термоклея путем распыления с поливом в качестве загрузчика термоклея на первой стадии указанного процесса может быть сформирована первая волокнистая сетка с мелкими ячейками, а используя питатель термоклея с нанесением покрытия по спирали в качестве загрузчика термоклея на второй стадии, можно получить вторую волокнистую сетку с более крупными ячейками, чем имеет указанный первый слой термоклея.
Или же, используя питатель термоклея с нанесением покрытия по спирали в качестве загрузчика термоклея на первой стадии указанного процесса, может быть сформирована первая волокнистая сетка с более крупными ячейками, а используя питатель термоклея распылением с поливом в качестве загрузчика термоклея на второй стадии, можно получить вторую волокнистую сетку, имеющую более мелкие ячейки, чем первая волокнистая сетка.
Кроме того, используя питатель термоклея распылением с поливом в качестве загрузчика термоклея на первой стадии указанного процесса, может быть сформирована первая волокнистая сетка с мелкими ячейками, а применяя питатель термоклея с нанесением покрытия по прямой в качестве загрузчика термоклея на второй стадии, можно получить вторую волокнистую сетку, имеющую более крупные ячейки, чем первая волокнистая сетка.
Или же, иногда может быть предпочтительно, чтобы при использовании в качестве питателя термоклея на первой стадии загрузчик с нанесением покрытия по прямой образовывалась первая волокнистая сетка с крупными ячейками и чтобы в качестве питателя термоклея на второй стадии использовали загрузчик термоклея распылением с поливом для образования второй волокнистой сетки с более мелкими ячейками, чем первая волокнистая сетка.
Композитная пластина с высокой абсорбирующей способностью согласно настоящему изобретению эффективно используется во впитывающих прокладках, которые содержат: верхний проницаемый для жидкости слой, абсорбирующее вещество, обладающее способностью впитывать жидкость и задерживать ее, а также нижний слой, который непроницаем для жидкости и так же, как абсорбент, обладает способностью впитывать жидкость и задерживать ее.
краткое описание чертежей
фиг.1 - план, на котором схематично показана композитная пластина с высокой водопоглощающей способностью, представляющая собой реализацию настоящего изобретения;
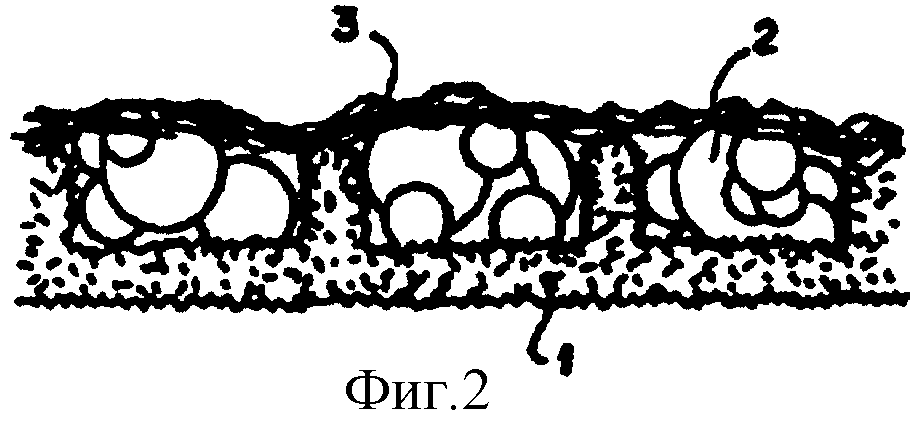
фиг.2 - разрез, сделанный по линии А-А' с фиг.1;
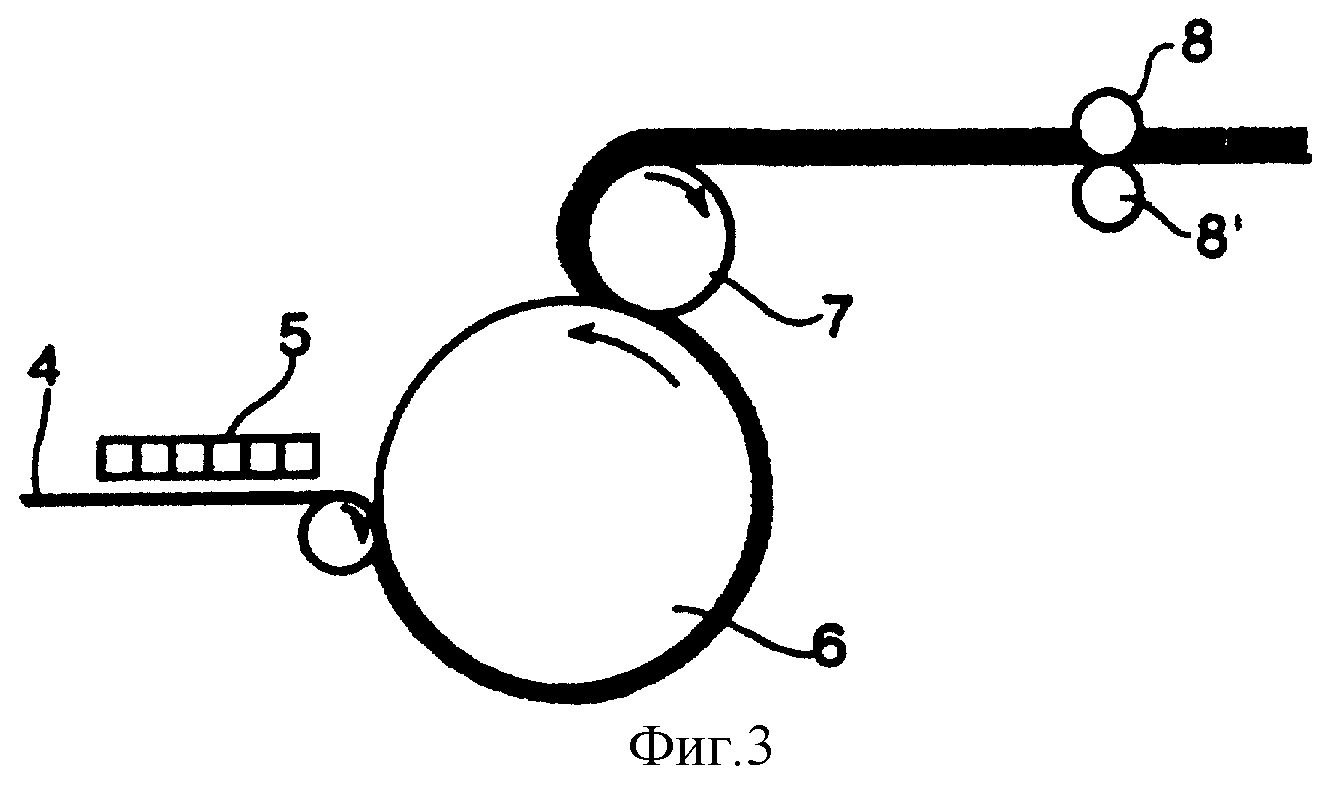
фиг.3 - схематически представленная горизонтальная проекция аппарата, который может использоваться для начесывания волокнистой ткани согласно настоящему изобретению;
фиг.4 - микрофотография частиц САП и части покровной пленки микрофибриллированной целлюлозы (МФЦ) в контакте с частицами САП (х 240);
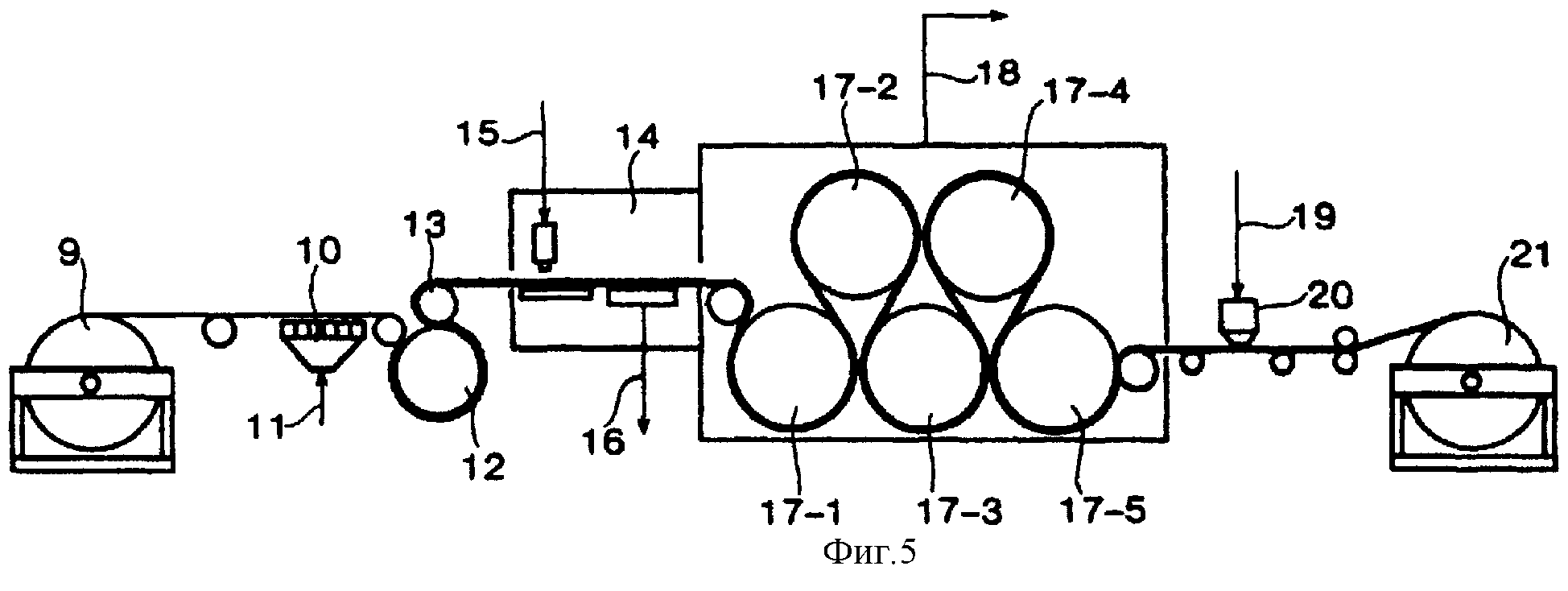
фиг.5 - карта технологического процесса на примере устройства для изготовления композитной пластины с высокой абсорбирующей способностью согласно способа настоящего изобретения;
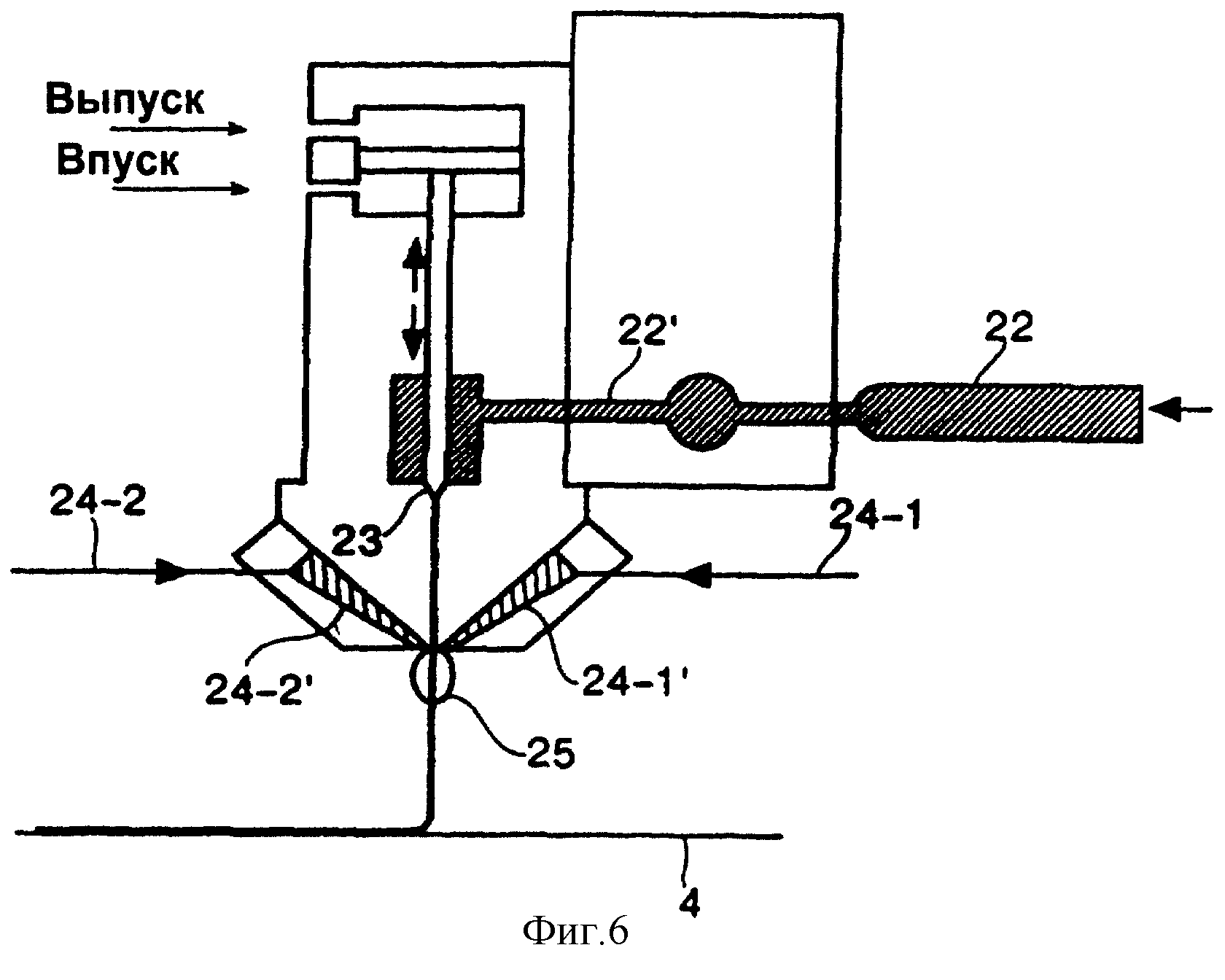
фиг.6 - разрез, схематично показывающий узел для распыления с поливом, который может применяться в устройстве с фиг.5;
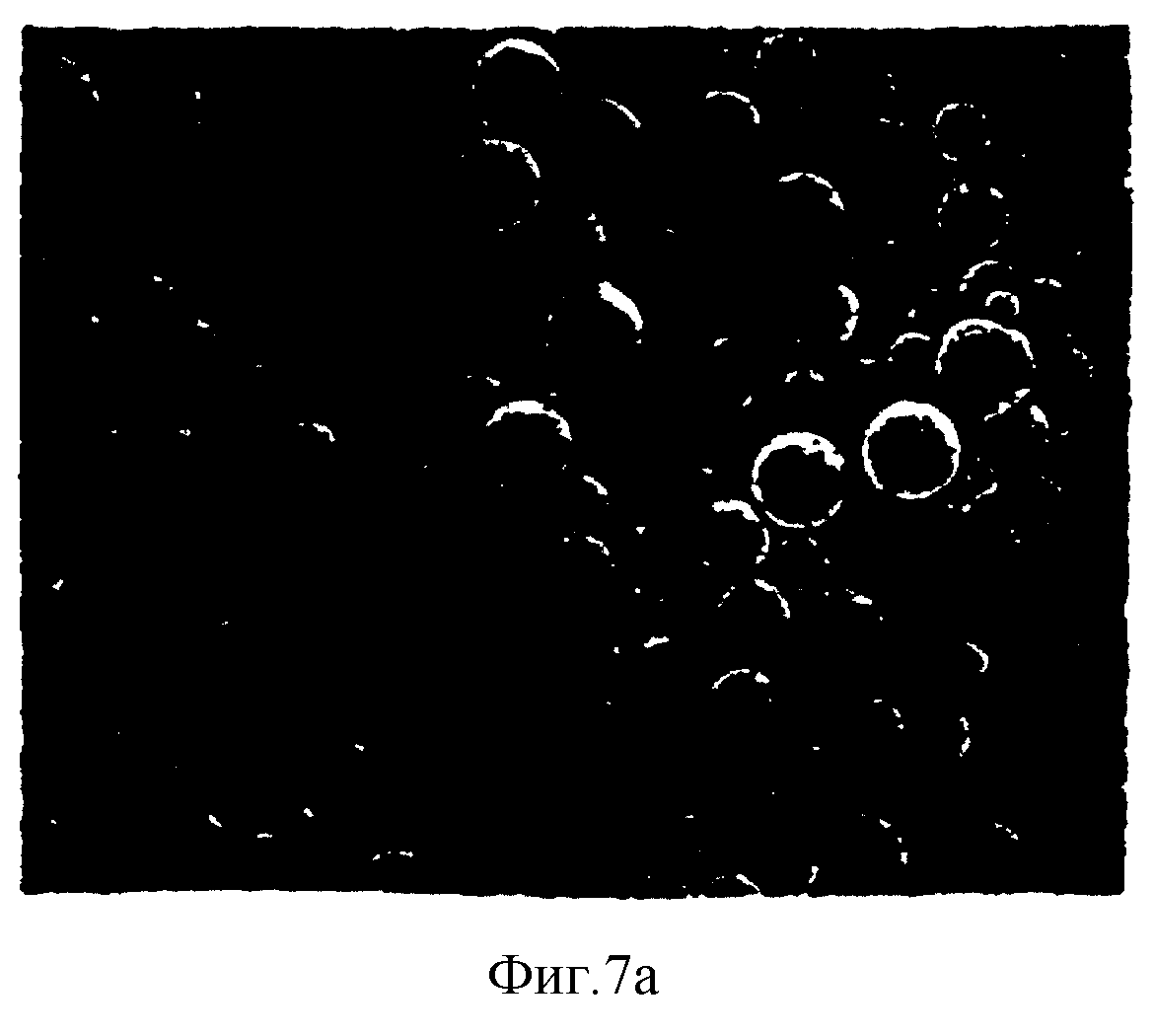
фиг.7а - микрофотография поверхности пластины, не прошедшей поверхностной обработки термоплавким безрастворным клеем (×30);
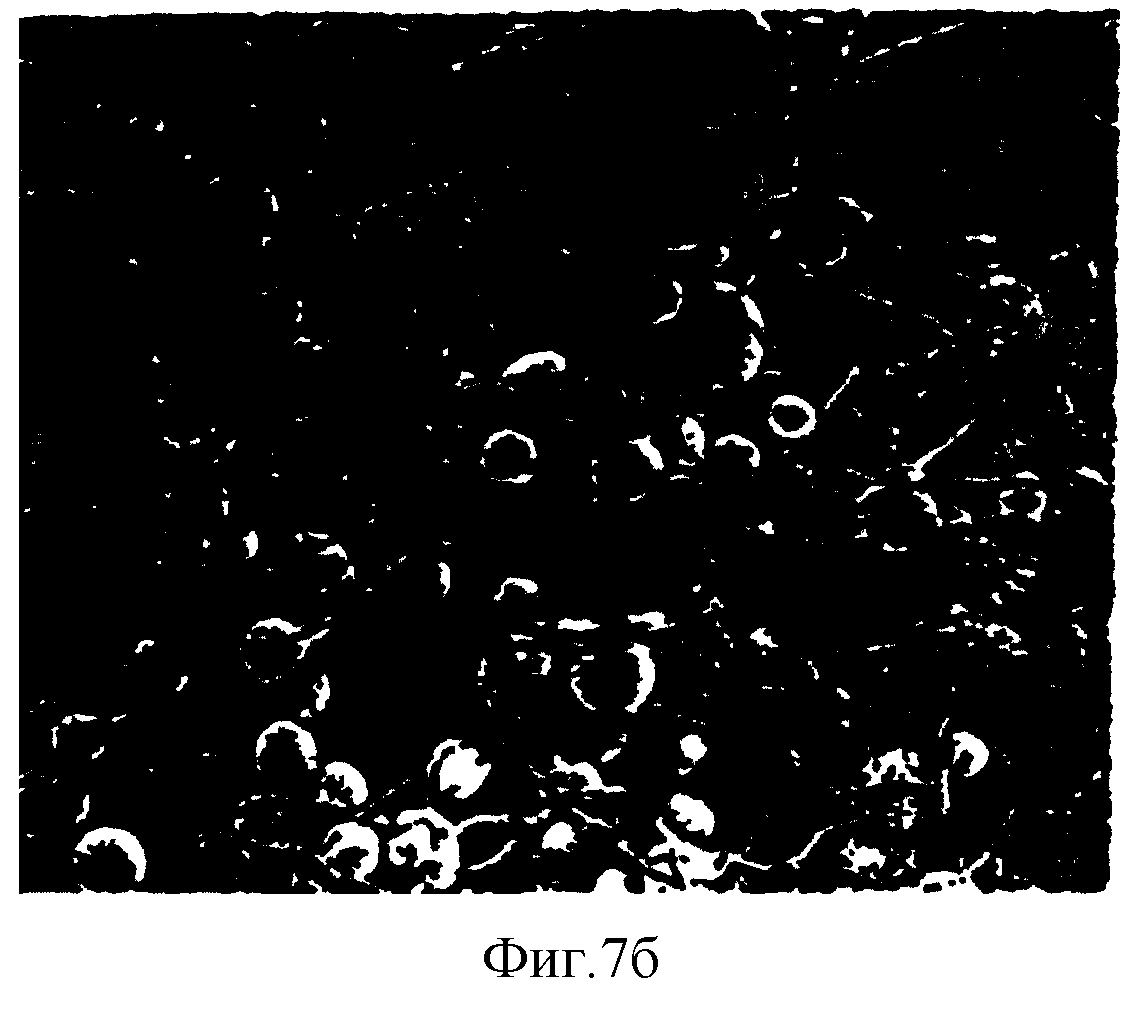
фиг.7б - микрофотография поверхности пластины, прошедшей поверхностную обработку термоплавким безрастворным клеем (×30);
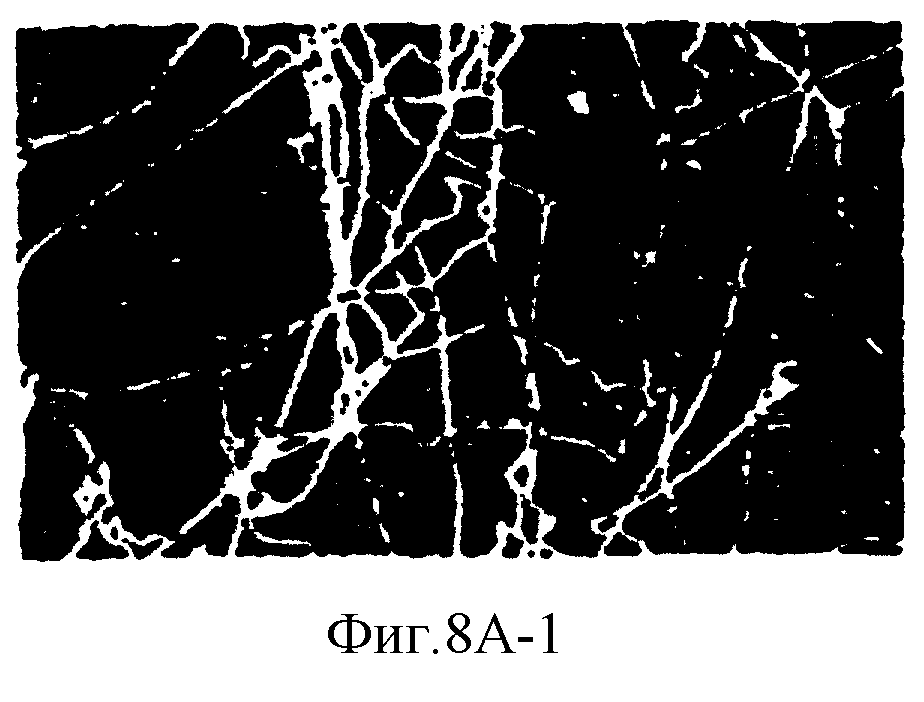
фиг.8А-1 - микрофотография, показывающая состояние волокнистой сетки, образованной на поверхности пленки, если покрытие термоплавким безрастворным клеем составляет 1 г/м2 (×30);
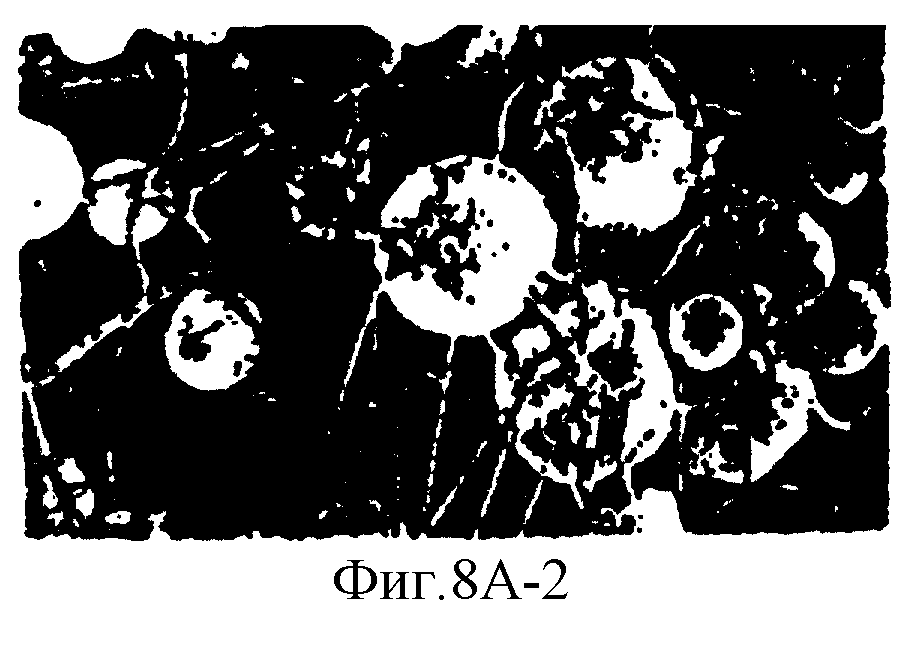
фиг.8А-2 - микрофотография, показывающая состояние волокнистой сетки, сформированной при тех же условиях, что и на фиг.8А-1 на поверхности образца, имеющего слой твердой САП на нетканой подложке (×30);
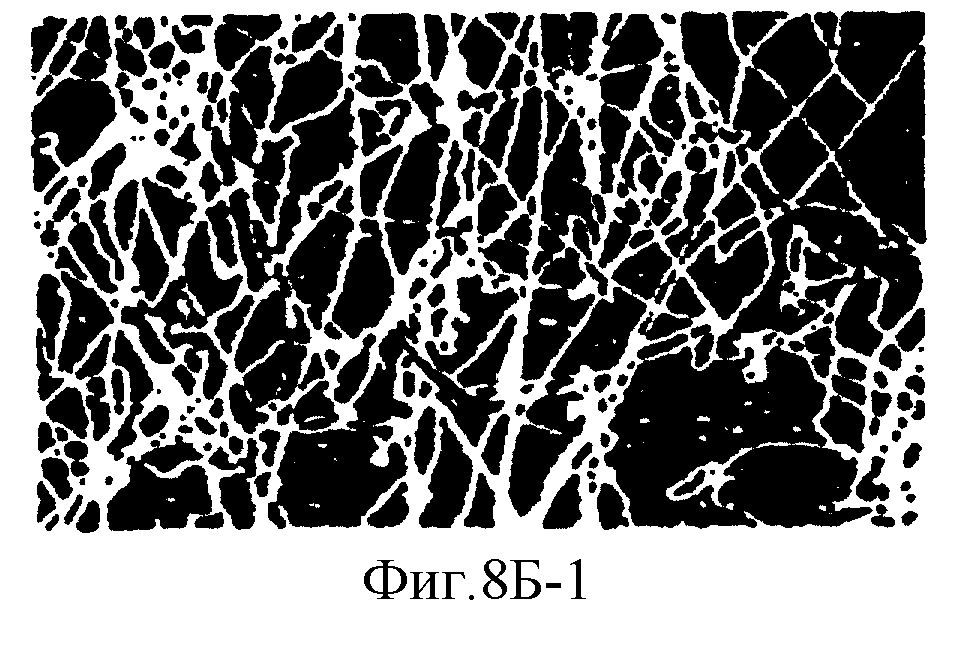
фиг.8Б-1 - микрофотография, показывающая состояние волокнистой сетки, образованной на поверхности пленки, если покрытие термоплавким безрастворным клеем составляет 2 г/м2 (×30);
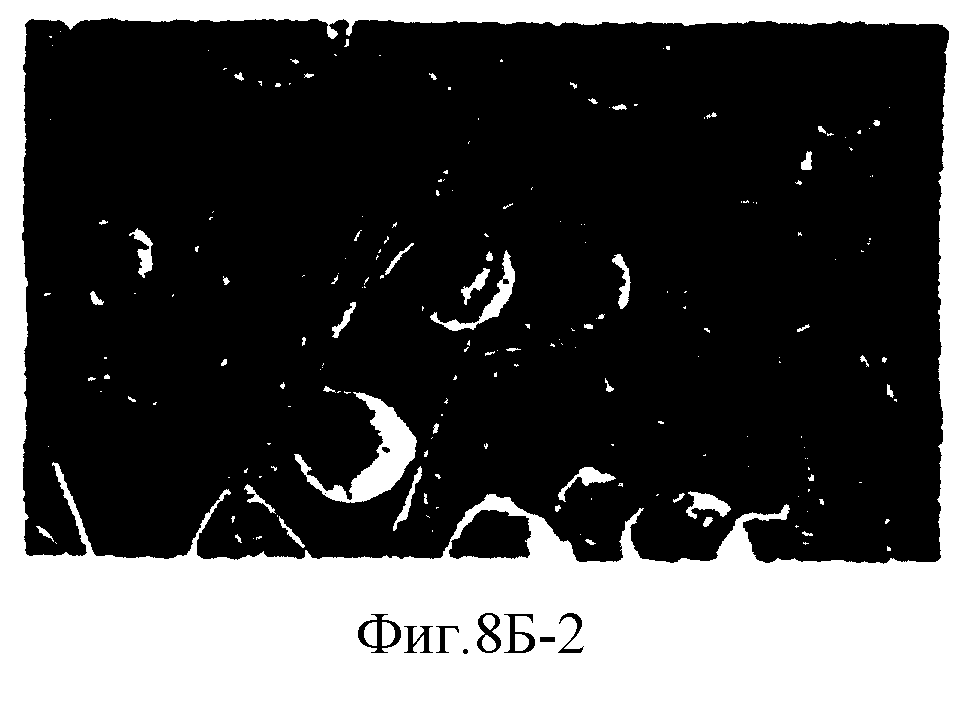
фиг.8Б-2 - микрофотография, показывающая состояние волокнистой сетки, образованной при тех же условиях, что и на фиг.8Б-1 на поверхности образца, имеющего слой твердой САП на нетканой подложке (×30);
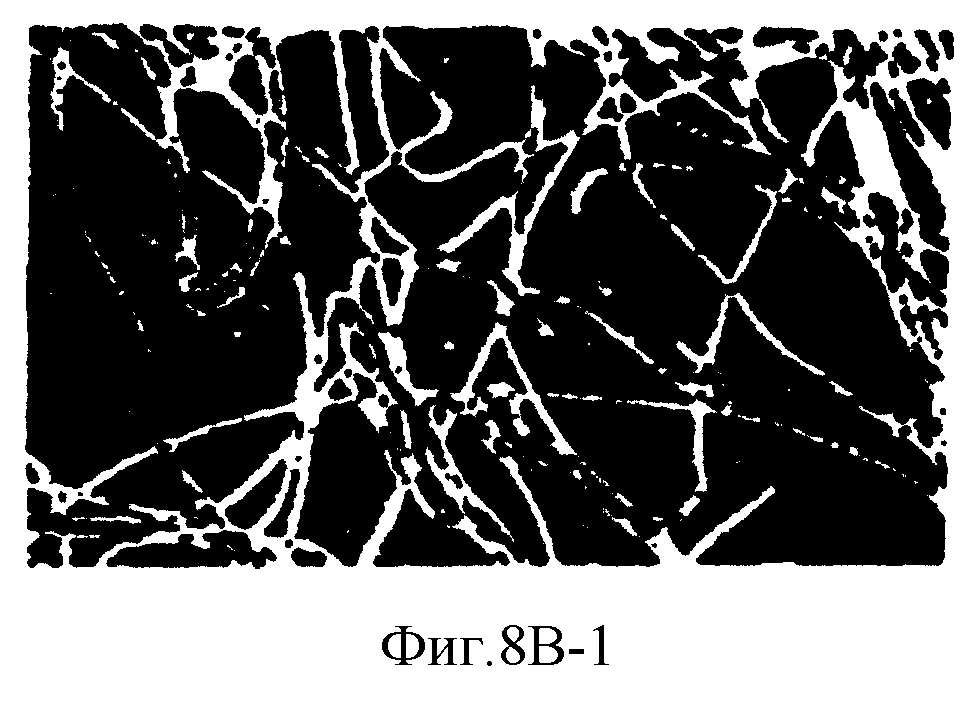
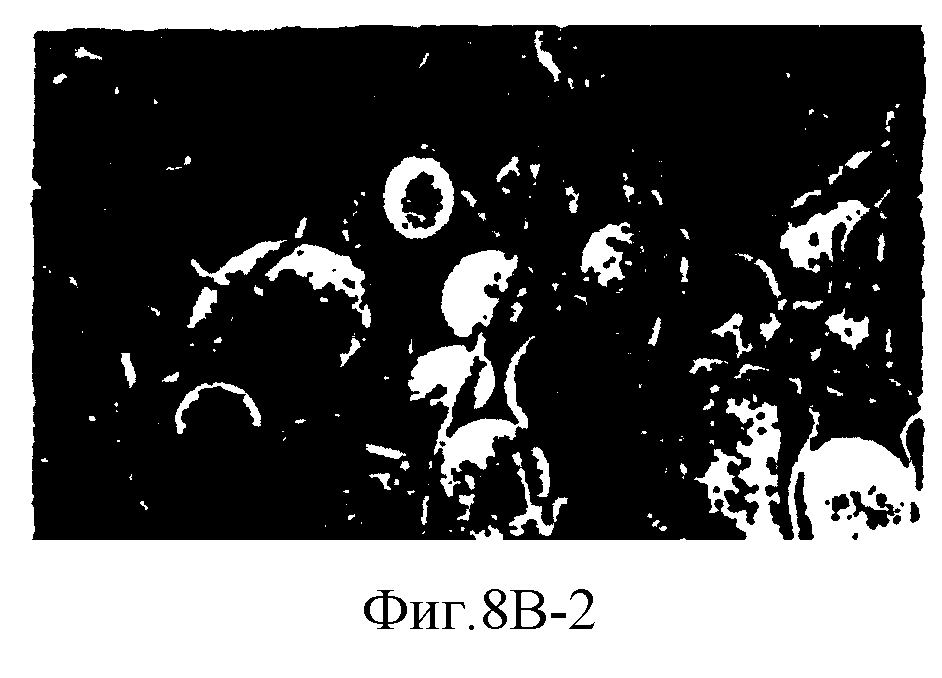
фиг.8В-1 - микрофотография, показывающая состояние волокнистой сетки, образованной на поверхности пленки, если покрытие термоплавким безрастворным клеем составляет 5 г/м2 (×30);
фиг.8В-2 - микрофотография, показывающая состояние волокнистой сетки, сформированной при тех же условиях, что и на фиг.8В-1 на поверхности образца, имеющего слой твердой САП на нетканой подложке (×30);
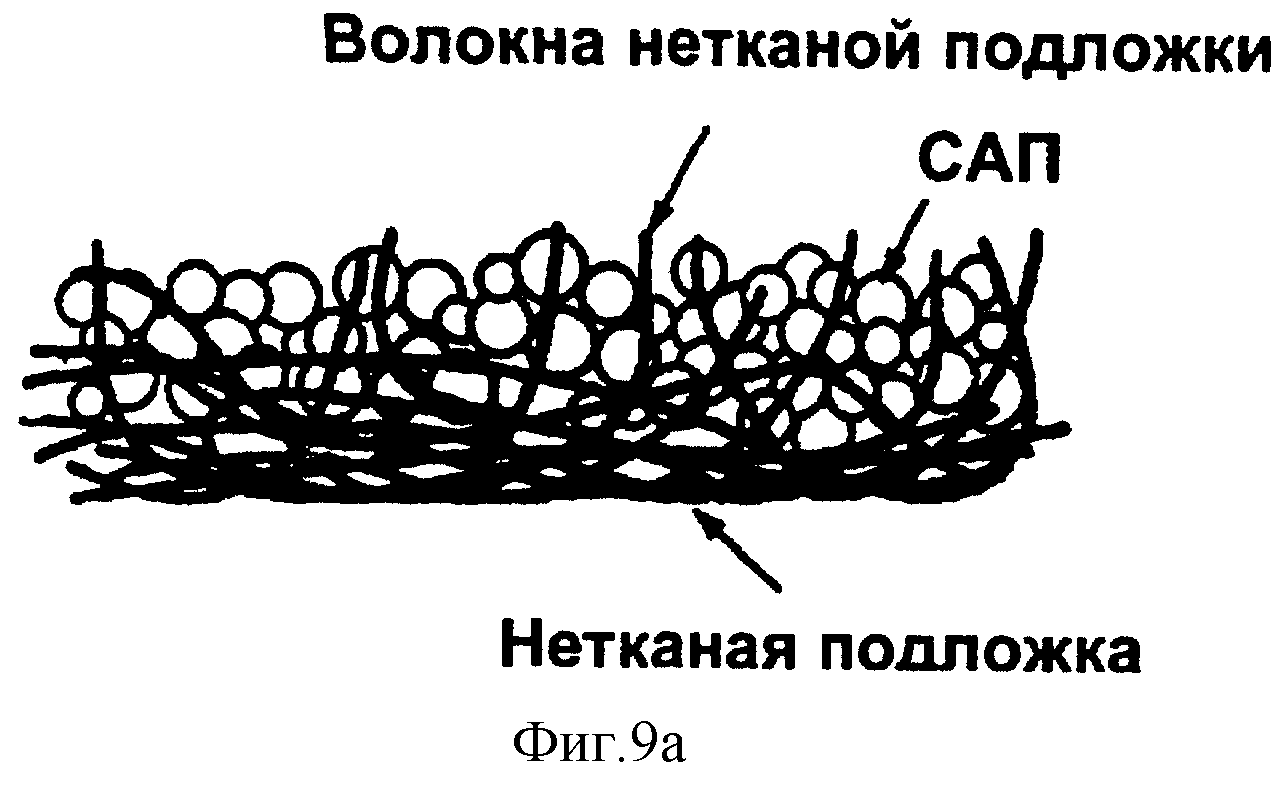
фиг.9а - вид в разрезе, на котором схематически показано, каким образом частицы САП поддерживаются на нетканой подложке, что используется в настоящем изобретении;
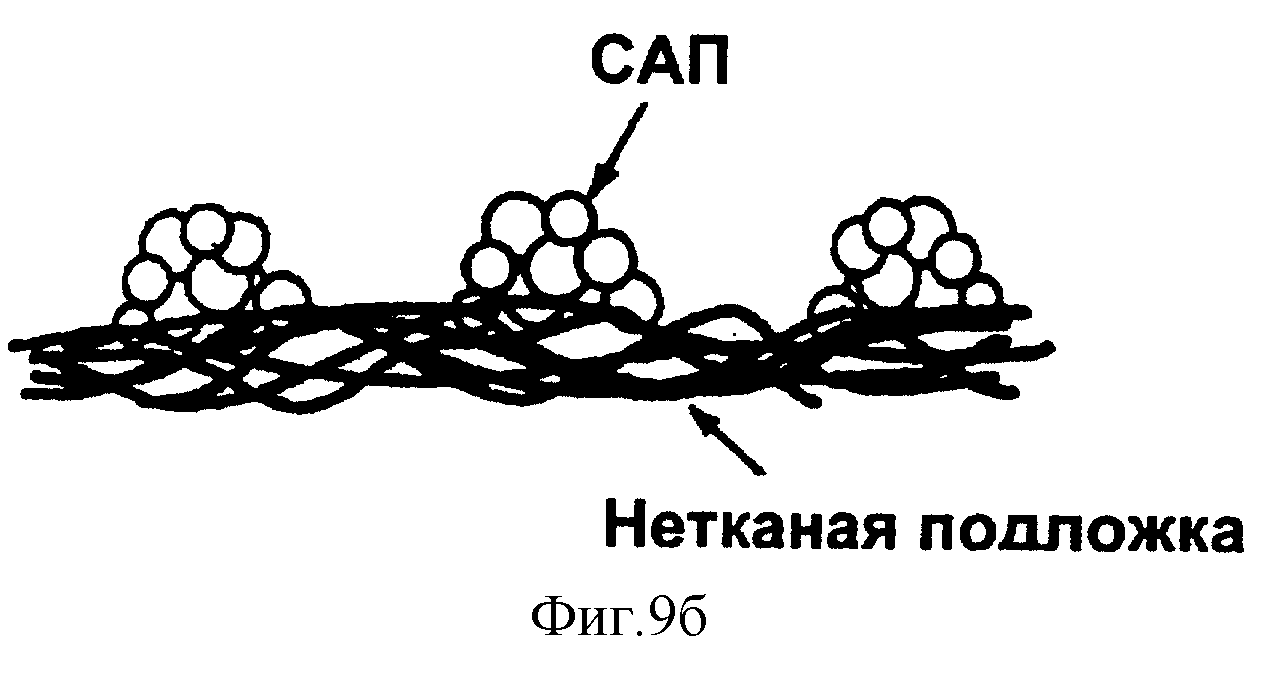
фиг.9б - вид в разрезе, показывающий другую схему того, каким образом частицы САП поддерживаются на нетканой подложке, что используется в настоящем изобретении;
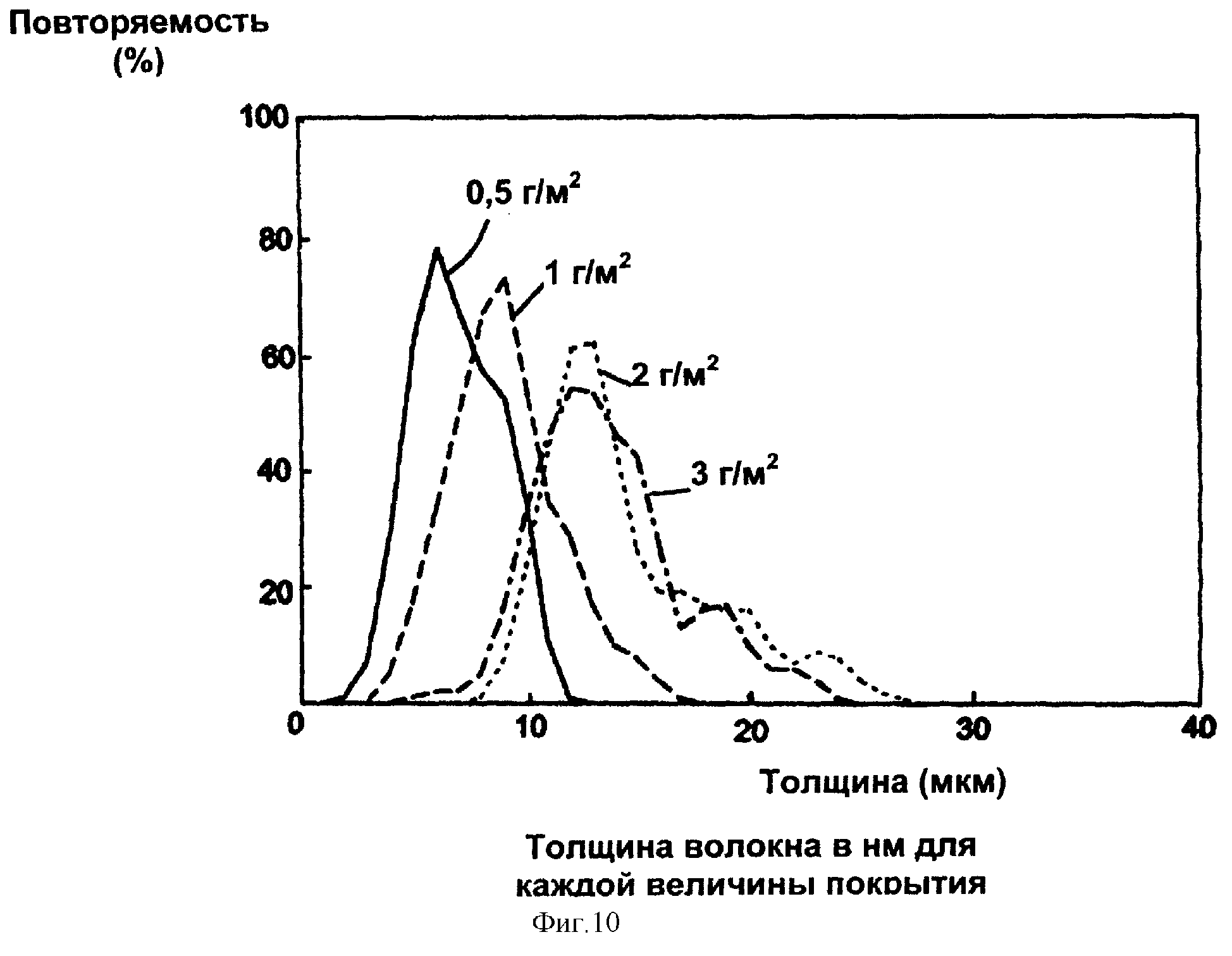
фиг.10 - график, построенный по измерениям соотношений повторяемости волокон термоклея (%) с их толщиной (мкм);
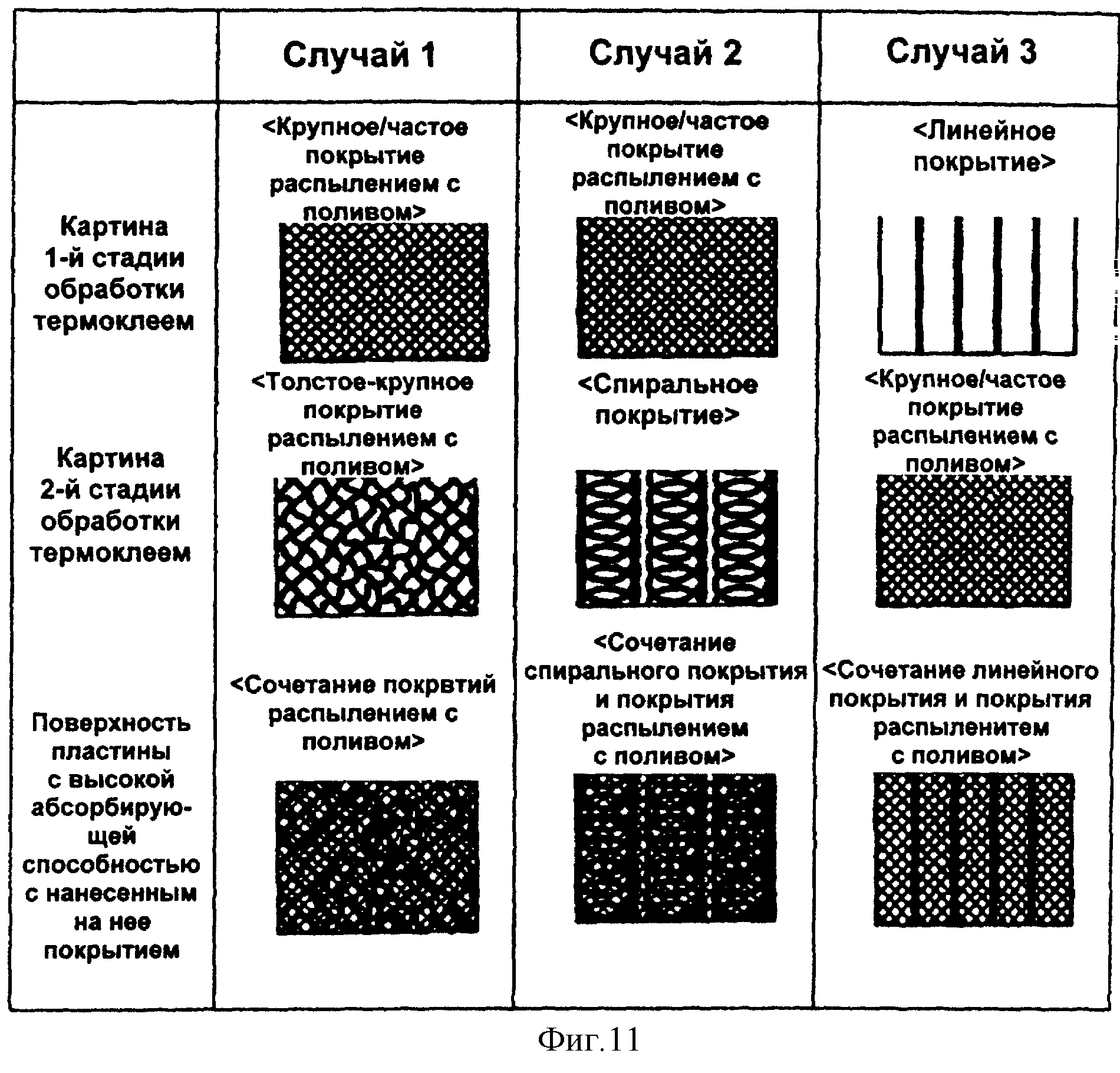
фиг.11 - схематический план, показывающий некоторые сочетания слоев термоклея с первой и второй стадий и условия, при которых пластина с высокой абсорбирующей способностью покрыта такой комбинацией из слоев;
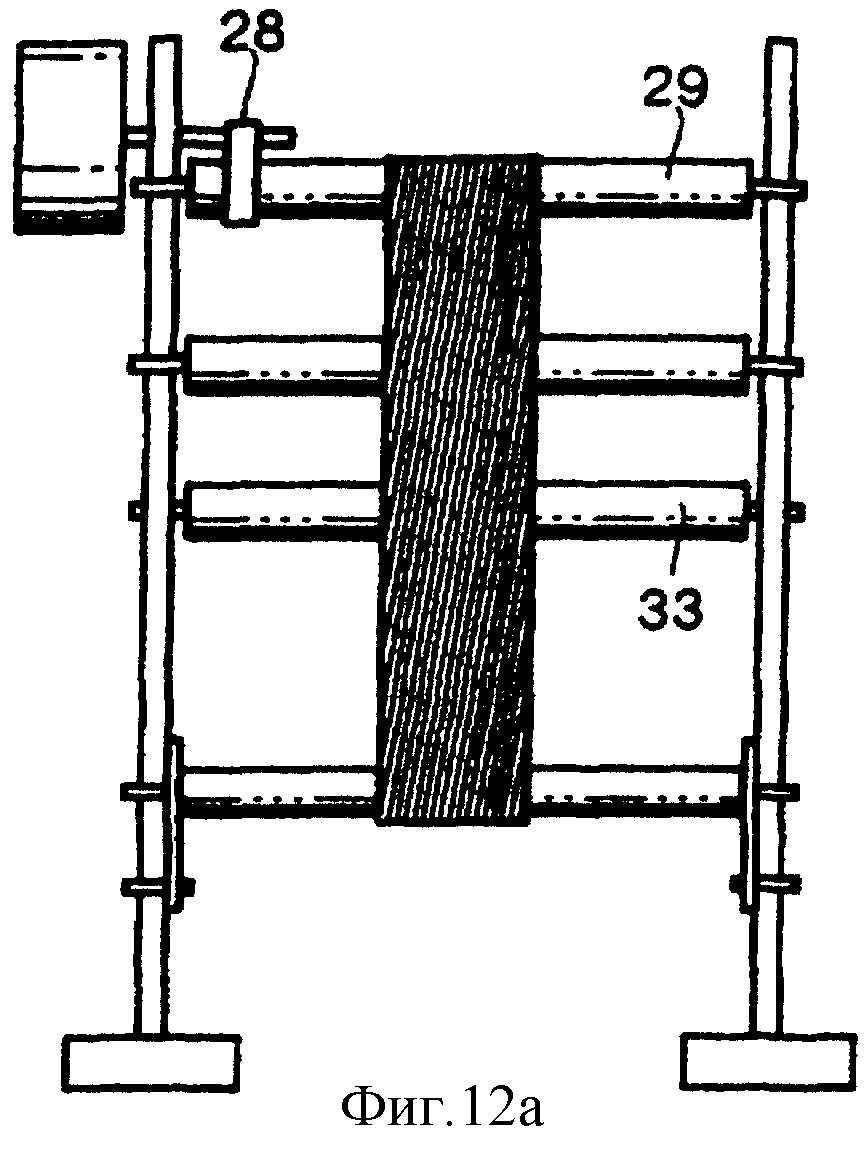
фиг.12а - вертикальная проекция испытательного механизма для оценки стабильности частиц САП;
фиг.12б - боковая проекция испытательного механизма для оценки стабильности частиц САП;
фиг.12в - схема, показывающая образцы, протестированные на испытательном механизме с фиг.12а;
фиг.12г - наклонная перспектива образцов с фиг.12в;
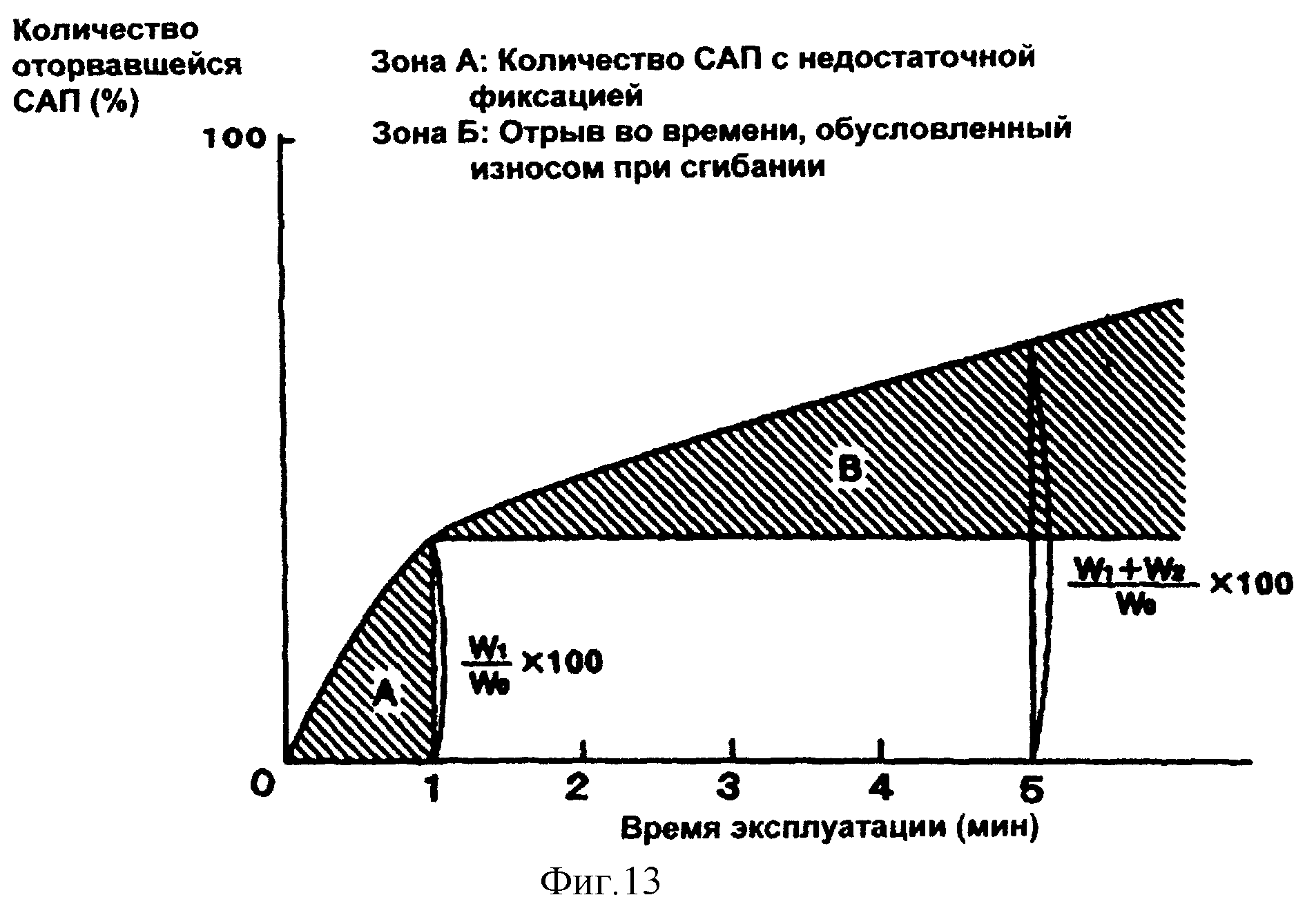
фиг.13 - график, показывающий соотношение времени испытания образца и того количества, которое образец «теряет»;
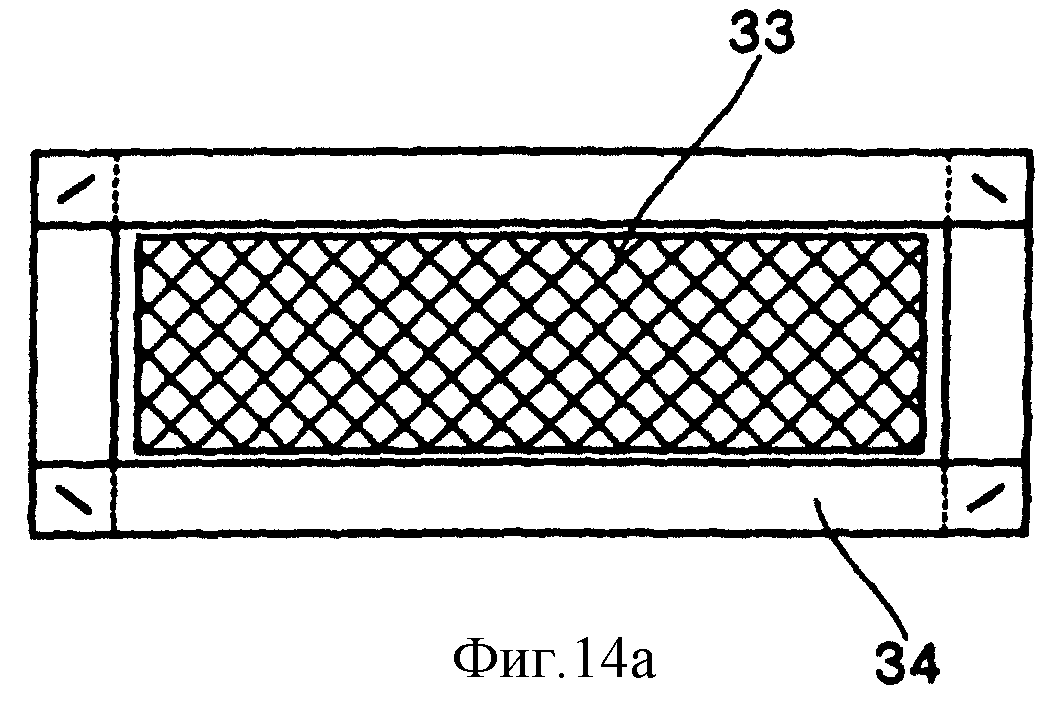
фиг.14а - вид сверху смонтированного узла для оценки абсорбента в собранном состоянии;
фиг.14б - вид в разрезе узла для оценки абсорбирующего вещества, показанного на фиг.1а;
фиг.15 - график, построенный по изменениям количества частиц САП за счет их отрыва во времени;
фиг.16 - стадии изготовления модификации композитной пластины с высокой абсорбирующей способностью, являющейся реализацией настоящего изобретения;
фиг.17 - стадии изготовления другой модификации композитной пластины с высокой абсорбирующей способностью, являющейся реализацией настоящего изобретения; и
фиг.18 - стадии изготовления еще одной модификации композитной пластины с высокой абсорбирующей способностью, являющейся реализацией настоящего изобретения.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Композитная пластина с высокой абсорбирующей способностью согласно настоящему изобретению описана со ссылкой на прилагаемые чертежи.
На фиг.1 показан вид сверху композитной пластины с высокой абсорбирующей способностью, которая является реализацией настоящего изобретения, а фиг.2 изображает сечение фиг.1 по линии А-А'. На каждом из этих чертежей цифрой 1 обозначена нетканая подложка, цифрой 2 - твердая САП, а цифрой 3 обозначена волокнистая сетка, образованная термически легкоплавким компонентом (термоплавкий безрастворный клей).
Как видно из фиг.2, в изображенной на нем композитной пластине с высокой абсорбирующей способностью поверхность нетканой подложки 1 в основном покрыта слоем твердой САП, но остающиеся участки поверхности контактируют с волокнистой сеткой 3 и связаны с ней химической связью. Другими словами, указанная композитная пластина с высокой абсорбирующей способностью включает одни зоны, в которых частицы твердой САП (2) контактируют с волокнистой сеткой 3, и другие зоны, в которых указанная нетканая подложка 1 имеет непосредственный контакт с волокнистой сеткой 3. Первые зоны составляют область распределения, и вторые зоны - область обнаружения (захвата).
Нетканая подложка 1 при ее использовании в композитной пластине с высокой абсорбирующей способностью согласно настоящему изобретению предпочтительно представляет собой нетканый материал, содержащий натуральное волокно, химическое или синтетическое волокно, древесную массу, пористый материал или его аналог и объемный и имеющий такое большое количество полостей материал, что он обладает замечательными свойствами в отношении дисперсии жидкостей. В качестве такого нетканого материала применяться сетка, сделанная объемной путем общеизвестного способа (такого, как начесывание сети, перфорация иглой, скрепление скрученной тесьмой и свертывания сети). Из таких сетей наиболее предпочтителен нетканый материал, полученный начесыванием волокон сетки, и такая сетка имеет начесанную объемную структуру. В частности, предпочтителен такой нетканый материал, который относительно легок и, кроме того, объемен (например, его вес составляет от 10 от г/м2 до 100 г/м2, и кажущаяся плотность менее 0,2 г/м2).
На фиг.3 изображен пример аппарата для изготовления нетканого материала, имеющего объемную структуру за счет равномерного начесывания волокнистой сетки.
На фиг.3 волокнистую сетку 4 подогревают в подогревателе 5 так, как это требуется (зона подогрева) для ее последующего использования в качестве исходного материала. Затем волокнистую сетку 4 нагревают до температуры, при которой происходит размягчение ее волокон, герметизируют на поверхности нагревающего вальца 6 при его вращении по мере перемещения в направлении, показанном стрелкой на фиг.3, и при движении вместе с этой поверхностью сетка нагревается (зоны нагрева и герметизации). Указанная волокнистая нагретая и герметизированная сетка 4 приводится в контакт с поверхностью охлаждающего вальца 7, который вращается в направлении, противоположном направлению нагревающего вальца 6 так, что эта сетка 4 снимается с поверхности нагрева нагревающего вальца 6 (зона съема). Затем при перемещении вместе с поверхностью охлаждающего вальца 7 волокнистая сетка 4 охлаждается. Эта волокнистая сетка 4 при ее герметизации в полураеплавленном состоянии на поверхности нагрева нагревающего вальца 6 охлаждается и снимается за счет контактирования с вальцем 7, при этом поверхность волокнистой сети 4, граничащая с поверхностью охлаждающего вальца 7, начесывается. Волокнистая сеть 4 после прохождения через охлаждающий валец 7 через решетчатые вальцы 8, 8 ' направляется к внешней стороне системы.
Ниже будет описана твердая САП. В качестве САП пригодны: карбоксиметилцеллюлоза, полиакриловая кислота и ее соли, сшитые акрилатные полимеры, привитые сополимеры крахмала и акриловой кислоты, гидролизуемые вещества привитых сополимеров крахмала и акрилонитрила, сшитый полиоксиэтилен, сшитая карбоксиметилцеллюлоза, соединения типа полисульфоновой кислоты, окись полиэтилена, полимеры, составление частично путем сшивания набухающих от воды полимеров (типа полиакриламида) и полимерных смол, обладающих способностью образовывать гидратированный гель (типа сополимеров изобутилена и малеиновой кислоты). При высушивании в качестве исходного материала любой из этих смол может быть получена полимерная смола. В дальнейшем ее используют после обработки для увеличения плотности сшитой поверхности одной из указанных сыпучих смол, при этом одновременно добавляют антиадгезив, чтобы подавить тенденцию порошка к закупорке из-за поглощенной им влаги.
Кроме того, в качестве САП для настоящего изобретения пригодны: полимерная смола с высокой абсорбирующей способностью, полученная в качестве продукта инкубирования исходя из Alcalizenes Lotus, или сшитая аминокислота, сшитый аминокислотный полимер аспарагиновой кислоты, способный разлагаться под действием микроорганизмов.
Примерами предпочтительных форм САП являются частицы, гранулы, пленка, волокна или нетканый материал. В частности, более предпочтительны способные равномерно распределиться в дисперсионной среде частицы, гранулы, хлопья, шарики, волокна (длиной 10 мм или менее) и короткие игольчатые кристаллы. В настоящем описании термин «частицы САП» используют для обозначения в целях удобства, он включает САП самых разнообразных форм. Кроме того, размер частиц САП обозначают их диаметром в случае сферы и длиной самой длинной из его частей для любой другой формы. В настоящем изобретении предпочтительный диапазон размера частиц САП составляет от 100 до 1000 мкм.
Предпочтительно, чтобы частицы САП во всех случаях содержались в объемной структуре нетканой подложки, то есть в пустотах, образованных между составляющими ее волокнами. В зависимости от количества добавленной смолы и объема волокнистой сетки часть САП, однако, может находиться вне поверхности нетканой подложки. Это объясняется тем, что такая смола, находясь в сухом состоянии, остается связанной химически посредством водородных связей тонких волокон целлюлозы. Такая находящаяся на поверхности смола, однако, может превратиться в пудру или в порошок, если нетканая подложка истерта или согнута при процессе обработки, а когда смола влажная, то часть ее может быть удалена из подложки. Количество смолы, содержащееся в нетканой подложке, должно сохраняться на уровне 50 весовых % или более, а предпочтительно - 70 весовых % или более. С этой точки зрения можно сказать, что если требуется более высокая концентрация содержащейся в подложке смолы, то соответственно следует использовать более объемную нетканую подложку.
Кроме того, в последнее время оценили важность таких полимерных смол, которые обладают улучшенными свойствами по стабильности геля, то есть предпочтительными являются так называемые сухие полимерные смолы. Таким образом, происходило интенсивное обсуждение качеств САП относительно таких параметров, как поглощение под грузом (AUL), рабочие характеристики под грузом (PUL) и проницаемость для жидкости набухшего геля (SFC). (Патент США № 5599335; Goldman и другие). Однако для использования САП в настоящем изобретении обычно применяют общедоступные полимерные смолы с относительно низкой степенью сшивания, если эти смолы устойчивы к выделениям и крови человека и животного. Следовательно, без проблем можно использовать такие смолы, поглощением под грузом для которых равно 15 г/г (в терминах AUL) или более.
Далее будут описаны тонкие волокна целлюлозы. В качестве тонких волокон целлюлозы может использоваться, прежде всего, мелко измельченная целлюлозная масса и волокна целлюлозы различных размеров, но предпочтительно микрофибриллированная целлюлоза (в дальнейшем называемая «МФЦ»), особенно хороша целлюлоза, имеющая коэффициент влагозадержания, по крайней мере равный 250 весовых %.
Такие тонкие волокна целлюлозы во время процесса изготовления композитной пластины с высокой абсорбирующей способностью согласно настоящему изобретению играют роль стабилизатора дисперсии, предназначенного для предотвращения оседания частиц САП и их коагуляции друг с другом, и одновременно после изготовления указанной композитной пластины с высокой абсорбирующей способность - роль связующего в целях соединения частиц САП друг с другом и частиц САП с нетканой подложкой.
Тонкие волокна целлюлозы, предпочтительные для настоящего изобретения, имеют среднюю длину волокон от 0,01 до 0,1 мм и средний диаметр волокон, составляющий 0,1 мкм. Микрофибриллированную целлюлозу из микротонких волокон, которая имеет кажущуюся толщину 0,01 денье или менее, получают, разрывая при значительных усилиях сдвига древесную массу; улучшенную модификацию такой микрофибриллированной целлюлозы, то есть микрофибриллированную целлюлозу высшего качества («S-MFC») получают дальнейшим разрыхлением такой МФЦ, бактериальную целлюлозу («ВС») получают, используя микроорганизмы и такие тонкие волокна целлюлозы, полученные при разделении любого из этих волокон, в качестве исходного материала. Каждое из этих тонких волокон имеет очень небольшой размер и обладает преимуществом по высокой степени влагозадержания, поскольку эти волокна содержат воду. Предпочтительный пример такого тонкого волокна для настоящего изобретения имеет коэффициент влагозадержания по крайней мере 250 весовых % согласно измерениям по способу испытаний Tappi (Техническая ассоциация бумагоделательной промышленности США). Такой тип волокна подробно описан в выложенных открытых патентных заявках Японии Hei 08-284090 и Hei 11-170414.
Далее будет описан пример связывания микрофибриллированной целлюлозы с частицами САП по настоящему изобретению.
Воду и этиловый спирт добавили к водной дисперсии супермикрофибриллированной целлюлозы S-MFC (приготовленной Tokushu Paper Mfr. Co., Ltd. под торговым названием «Super Microfibrill Cellulose») с концентрацией 2,15 весовых % так, чтобы получилась дисперсия воды и этанола (при соотношении вода/этанол = 60 частей/40 частей) с концентрацией микрофибриллированной целлюлозы, составляющей 0,8 весовых %. Отметим, что коэффициент влагозадержания используемой микрофибриллированной целлюлозы составлял 320 весовых %.
К этой дисперсии добавили САП (приготовленный Mitsubishi Chemical Co., Ltd. под торговым названием «Aqua Pearl US-40») для того, чтобы приготовить двухкомпонентную суспензию, содержащую 30 весовых % САП и 0,6 весовых % микрофибриллированной целлюлозы.
Затем указанную суспензию наносят на поверхность нетканой подложки, которая имеет сравнительно объемную структуру; это осуществляют с помощью установки для нанесения покрытий таким образом, чтобы количество указанной суспензии в покрытии составляло 150 г/м2. Сразу же после того, как произошло всасывание и удаление оставшейся жидкости, указанную подложку с нанесенной на ней суспензией нагревают, несколько минут герметизируют нагревающим вальцом, нагретым до 180°С, а затем высушивают в горячем воздухе так, чтобы получить композит, в котором частицы САП находились бы внутри объемной структуры нетканой подложки.
Фиг.4 представляет собой микрофотографию типичного примера, очевидно, показывающего состояние микрофибриллированной целлюлозы, находящейся в контакте с поверхностью таких частиц и хорошо закрывающих частицы. Как показано на фиг.4, в композите, полученном так, как это описано выше, микрофибриллированная целлюлоза, находясь в контакте с поверхностью, покрывает частицы САП, поскольку она находится в форме частично ворсоподобной пленки.
Ниже будет описан термически легкоплавкий компонент, используемый для настоящего изобретения:
В настоящем изобретении волокнистая сетка сформирована из термически легкоплавкого компонента.
Далее будет описан эффект «покрытия» волокнистой сеткой:
Прежде всего, когда частицы САП покрывают волокнистой сеткой, то в дальнейшем эти частицы САП держатся на нетканой подложке указанного композита, что предотвращает их отслаивание и отрыв от этого композита. Например, предотвращается отслаивание и отрыв частиц САП, когда во время изготовления указанного композита, его нарезки узкими полосками, внедрения или сборки в абсорбирующий продукт, эти частицы сухие. Кроме того, если частицы САП влажные и набухшие, то волокнистая сетка служит для поддержания удерживающей способности нетканой подложки, даже когда частицы САП и нетканая подложки набухли, в результате чего предотвращается отслаивание и отрыв частиц САП. Кроме того, когда указанный композит намотан на валец или если его хранят намотанным на вальце, то волокнистая сетка служит, чтобы предотвратить любое закупоривание, происходящее на поверхности абсорбирующего слоя (слоя САП) этого композита и на тыльной стороне нетканой подложки, граничащей с абсорбирующим слоем при их контакте друг с другом.
Термически легкоплавким компонентом согласно настоящему изобретению является термоплавкий безрастворный клей. Как было описано выше, термически легкоплавкий компонент находится в виде тонкой и мелкопористой пленки, волокна, а предпочтительно - в виде хорошо фибриллированной формы, и он закрывает поверхность частиц САП. Такие предпочтительные формы указанного термически легкоплавкого компонента называют «волокнистыми».
В настоящем изобретении для повышения способности образования липких нитей (в дальнейшем называемой «способностью формирования нитей») и способности к растяжению термоплавкого безрастворного клея дополнительно могут быть введены эластомерные компоненты, такие как сополимер этилена и винилацетата (EVA), сополимер стирола и изобутиленстирола (SIS), и сополимер стирола, бутадиена, этилена и стирола (SEBS). В результате этого эффект покрытия частиц САП становится еще лучше. То есть волокнистый термоплавкий безрастворный клей вытягивается по мере формирования из него нитей, так как частицы САП находятся в набухшем состоянии. В результате набухание частиц САП не предотвращено, а предотвращается отслаивание и отрыв таких набухших частиц САП с указанного композита.
В этом случае в качестве термоплавкого безрастворного клея используется такой клей, который не образует складок и который в дополнение к фибриллированию легко превращается в волокна. Особенно предпочтителен термоплавкий безрастворный клей, который содержит сополимер этилена и винилацетата в качестве основного компонента. Содержание винилацетата в сополимере этилена и винилацетата очень существенно для формирования из него нитей и их переработки в волокна, а молекулярная масса винилацетата в значительной степени определяет его расход и переработку в волокна. Чем выше содержание винилацетата в сополимере этилена и винилацетата, тем результат по этим параметрам будет лучше. Например, содержание винилацетата должно составлять 15 весовых % или более, а предпочтительно - от 20 до 40 весовых %. Молекулярная масса, которая является индикатором расхода жидкости, выраженным в единицах теплового коэффициента текучести (ТКТ, в г/10 мин), составляет от 200 до 400 г/10 мин для обычного типа термоплавкого безрастворного клея - сополимера этилена с винилацетатом, а в настоящем изобретении величина ТКТ составляет 200 г/10 мин или менее, а предпочтительно - от 50 до 150 г/10 мин.
Далее будет приведен конкретный пример способа изготовления композитной пластины с высокой абсорбирующей способностью согласно настоящему изобретению, описание сделано со ссылкой на фиг.5.
Нетканую подложку, т.е. волокнистую сетку, снимают с разматывателя 9. По мере необходимости для предварительного подогрева указанной волокнистой сетки, снимаемой с разматывателя 9, ее с помощью подогревателя 10 обдувают горячим воздухом, подаваемым по линии горячего воздуха 11. За счет такого подогрева (зона подогрева) эта волокнистая сетка, которая была сжатой, становится набухшей и объемной.
Предварительно нагретую таким образом волокнистую сетку нагревают при ее контакте с нагревающим вальцом 12, а затем путем контактирования с охлаждающим вальцом 13 охлаждают. Как и в описанном выше случае с фиг.3, поверхность волокнистой сетки, приведенная в контакт с нагревающим вальцом 12, начесывается (зона нагрева и охлаждения).
Начесанная таким образом волокнистая сетка направляется к установке для нанесения покрытия 14, куда по линии 15, осуществляющей питание суспензией САП, подается эта суспензия, наносимая на начесанную поверхность волокнистой сетки. После этого жидкость, находящаяся в этой сетке, вместе с атмосферным газом всасывается через отсасывающий трубопровод 16 и образуется еще не высушенная композитная пластина с высокой абсорбирующей способностью (зона покрытия). Отметим, что указанная суспензия САП образуется описанным выше способом.
Затем невысушенную композитную пластину с высокой абсорбирующей способностью нагревают при ее последовательном пропускании через ряд высушивающих вальцов (с 17-1 по 17-5), а пары воды и растворителя, испаряющиеся из пластины, выводятся из системы по линии выпуска 18 (зона высушивания горячего воздуха).
Термоплавкий безрастворный клей, подаваемый по линии термоклея 19, наносится при продувке с помощью аппарата 20 для распыления с поливом на поверхность композитной пластины с высокой абсорбирующей способностью, которая, таким образом, высушивается горячим воздухом, содержащим частицы САП; при этом образуется волокнистая сетка термоплавкого безрастворного клея. Указанная композитная пластина с высокой абсорбирующей способностью, имеющая покрытие, подается на мотальную машину 21.
В настоящем изобретении в качестве устройства для нанесения покрытий из термоплавкого безрастворного клея предпочтительно такое устройство, которое способно сформировать тонкие волокна при небольшом количестве термоплавкого безрастворного клея путем их продувки на поверхности содержащей частицы САП композитной пластины с высокой абсорбирующей способностью таким образом, чтобы эта поверхность была надежно образовавшейся в результате волокнистой сеткой. В частности, предпочтительно устройство безконтактного типа например, распылитель, спиральный распылитель и устройство типа продувки расплава. Более предпочтительным устройством является устройство типа продувки расплава, способное к распространению термоплавкого безрастворного клея при помощи горячего воздуха так, чтобы указанный термоплавкий безрастворный клей с помощью насадки превращался в тонкие струи и волокна. Таким устройством типа продувки расплава называют также распылитель поливного типа или распылитель щелевого типа. Ниже на фиг.6 изображен пример распылителя 20 поливного типа для термоплавкого безрастворного клея.
Устройство этого типа снабжено входным отверстием 22 и входным патрубком 22' для термоплавкого безрастворного клея, клапаном 23 для ввода термоплавкого безрастворного клея, распределительной форсункой для термоплавкого безрастворного клея (не показана), большим количеством воздухозаборников 24-1, 24-2, входными патрубками 24-1', 24-2' и выпускным отверстием 25, предназначенным для потока смеси волокно/воздух.
Указанный клапан 23 для ввода термоплавкого безрастворного клея расположен на верхней части входного патрубка 22', он управляет потоком термоплавкого безрастворного клея, который поступает из указанного патрубка 22'.
Указанная распределительная форсунка для термоплавкого безрастворного клея размещена рядом с клапаном 23 для ввода термоплавкого безрастворного клея, и, распределяя и подавая этот термоплавкий безрастворный клей в направлении ширины покрытия, она формирует пленку из этого клея, подаваемого через указанный клапан 23 ввода.
Воздухозаборники 24-1' и 24-2' расположены (при наличии распределительной форсунки для термоплавкого безрастворного клея) между устройством для обдувки горячим воздухом наружных поверхностей указанной пленки термоплавкого безрастворного клея. Воздух пропускают через воздухозаборники 24-1'и 24-2', для того чтобы он превратил эту пленку в туманоподобную форму и волокна.
Указанный термоплавкий безрастворный клей, превращенный таким способом в волокна, преобразуется в форму наподобие полотна и размещается на волокнистой сетке 4.
Фиг.7а представляет собой микрофотографию, на которой показан композитный абсорбент, поверхность которого не обработана термоплавким безрастворным клеем, а фиг.7б - микрофотографию, на которой показано состояние термоплавкого безрастворного клея, расположенного на абсорбирующей композитной пластине, поверхность которой обработана термоплавким безрастворным клеем.
Было проведено несколько экспериментов для исследования соотношения количества покрытия термоплавким безрастворным клеем и состоянием волокнистой сетки, полученной в результате этого. Случай, когда количество покрытия составляет 1 г/м2 приведен на фиг.8А-1; случай, когда количество покрытия составляет 2 г/м2 - на фиг.8Б-1; случай, когда это количество составляет 5 г/м2 - на фиг.8В-1. Состояние, при котором на поверхности волокнистой сетки имеется покрытие частицами САП и количество этого покрытия составляет 1 г/м2, показан на фиг.8А-2; состояние, при котором количество покрытия составляет 2 г/м2 показано на фиг.8Б-2; а состояние, при котором количество покрытия составляет 5 г/м2, показано на фиг.8В-2.
По мере увеличения количества покрытия термоплавким безрастворным клеем растет плотность полученной в результате волокнистой сетки и диаметр составляющих ее волокон становится больше. Количество покрытия термоплавким безрастворным клеем обычно составляет от 0,2 до 10 г/м2, а предпочтительно - от 0,2 до 5 г/м2. В случае если количество покрытия менее 0,2 г/м2, то волокна, из которых образована указанная сетка, становятся более разреженными, и наоборот, если количество покрытия более 10 г/м2, то волокна частично становятся прозрачными.
Вернемся к фиг.1. В композитной пластине с высокой абсорбирующей способностью согласно настоящему изобретению поверхность нетканой подложки очень надежно закрывают не только частицы САП, на ней также в смешанном виде находятся многочисленные закрытые участки и множество незакрытых участков. Указанная волокнистая сетка, полученная с помощью термоплавкого безрастворного клея. образует волокнистые покрытия, которые частично находятся на поверхности, а частично формируют композит, включающий частицы САП и нетканую подложку.
Обычно сила химической связи подложки с термоплавким безрастворным клеем выше, чем сила связи частиц САП с термоплавким безрастворным клеем. В результате, поскольку при увлажнении частицы САП набухают, то волокна термоклея также удлиняются, но закрепленная неподвижно часть, образованная за счет связывания подложки с термоплавким безрастворным клеем служит для поддержания устойчивости частиц САП. То есть при набухании частиц САП волокна термоклея поддерживают частицы САП таким образом, чтобы было возможным до некоторой степени их передвижение. В этом случае, однако, важным элементом становится сродство термоплавкого безрастворного клея к нетканой подложке. То есть если сродство термоплавкого безрастворного клея к нетканой подложке увеличивается, то удерживание частиц САП меняется. В случае когда термоплавкий безрастворный клей представляет собой сополимер этилена и винилацетата, предпочтительными подложками являются полиэтилентерефталат (ПЭТФ), полиэтилен/ПЭТФ и вискозное волокно.
Далее будет описано другое воплощение настоящего изобретения:
В этом воплощении композитная пластина с высокой абсорбирующей способностью согласно настоящему изобретению сделана композитной путем объединения одной поверхности нетканой подложки с твердым слоем САП, как это описано выше; существует две модели такой структуры.
На фиг.9 применительно к настоящему изобретению показаны примеры таких моделей удерживания частиц САП на нетканой подложке.
<Образец №1>
Образец №1, изображенный на фиг.9, представляет собой такое состояние, при котором большая часть частиц САП содержится в пустотах, образованных указанными волокнами нетканого материала и частью волокон, составляющих волокнистый слой нетканого материала, находящегося на поверхности, и часть частиц САП также находится на поверхности. В случае такой объемной нетканой подложки между волокнами и среди них в основном находится 50% частиц САП или большее их количество.
<Образец №2>
С другой стороны, в образце №2, показанном на фиг.9б, большая часть частиц САП находится на поверхности нетканого материала и слои, составленные из частиц САП, сосуществуют с участками нетканого материала, не содержащего частиц САП. Нетканая подложка этого типа обычно относительно плоская, а количество частиц САП, содержащихся между волокон нетканого материала и среди них, обычно составляет менее 50 весовых %.
Образцы №1 и №2 отличаются от друг друга состоянием материала термоклея, превращенного в волокна. То есть в образце №1 материал термоклея, переработанный в волокна, устойчиво связан химической связью с веществом, находящимся на поверхности волокон, которые составляют волокнистый слой указанной нетканой подложки, так как материал термоклея покрывает частицы САП. С другой стороны, в образце №2 материал термоклея, переработанного в волокна, покрывает находящиеся на поверхности частицы САП; и в то же самое время связан устойчивой химической связью с частью нетканой подложки, не содержащей никаких частиц САП, и следовательно, стабильность состояния покрытия определяется связыванием слоя указанного термоклея и нетканой подложки.
Настоящее изобретение применимо к структурам, показанным на обоих образцах. В любой из этих структур поверхность нетканой подложки, содержащая частицы САП, покрыта двойной волокнистой сеткой из слоев термоклея. Причем первый слой термоклея образован волокнистой сеткой с мелкими ячейками, а второй слой термоклея - волокнистой сеткой с ячейками более крупными, чем ячейки первого слоя термоклея; это более эффективно, чем наличие единственного слоя термоклея.
Ниже будут объяснены различные состояния слоев термоклея в применении к настоящему изобретению:
(1) Относительно мелкозернистости ячеек волокнистой сетки слоя термоклея.
В настоящем изобретении термин «волокнистая сетка» используется для обозначения сетки, в которой слои термоклея состоят из многочисленных волокон, перепутанных друг с другом, в то время как при общепринятой обработке термоклеем слои термоклея предназначены для того, чтобы создать пленкоообразное покрытие. Такая волокнистая сетка означает наличие однородного покрытия, которое не предотвращает проникновение жидкости и набухание частиц САП.
Предпочтительная степень мелкозернистости волокнистой сетки зависит от размера используемых частиц САП и условия их существования. То есть предпочтительная степень мелкозернистости определяется типами используемых частиц САП и состоянием этих частиц, а именно, сухие они или влажные. Диаметр частиц САП, когда эти частицы сухие, небольшой для сферических частиц САП, полученных методом суспензионной полимеризации с обращенной фазой и для частиц САП, полученных измельчением, он в частности, обычно составляет приблизительно от 50 мкм до 300 мкм. Диаметр хлопьевидных частиц САП или пакетированных частиц составляет от 300 мкм до 1000 мкм. При таком значении диаметра частиц САП он увеличивается примерно втрое, если эти частицы набухают, впитывая мочу. Соответственно диаметр сферических частиц САП составляет от 150 мкм до 1000 мкм, и диаметр хлопьевидных частиц САП или пакетированных частиц - от 1000 мкм до 3000 мкм.
Для достижения поверхностной стабильности частиц САП, то есть для того чтобы предотвратить отслаивание находящихся на поверхности частиц САП небольшого диаметра или предотвратить их отрыв, вызванные истиранием поверхности или изгибом указанной композитной пластины с высокой абсорбирующей способностью, скорее более эффективна структура мелкозернистой волокнистой сетки, состоящей из тонких волокон, чем высокая прочность волокон в слое термоклея. С другой стороны, чтобы предотвратить отслаивание набухших частиц САП (если они влажные) или их отрыв, более важно наличие крупных волокон, то есть высокая прочность волокон, даже если указанная волокнистая сетка состоит из крупных ячеек.
При однократной обработке термоклеем непросто достичь взаимно противоречивых требований. В настоящем изобретении вышеупомянутые противоречивые требования удовлетворяются за счет объединения устройства подачи термоклея для изготовления мелкоячеистой сетки из тонких волокон (А) и устройства подачи термоклея для изготовления крупноячеистой сетки из грубых волокон (Б), причем поверхность может быть обработана частицами САП, которые намного меньше подвержены отслаиванию или отрыву независимо от того, влажные ли эти частицы или сухие. Диаметр насадки для подачи термоклея, частота подачи и количество подаваемого материала определяют, являются ли волокна, составляющие волокнистую сеть термоклея, крупными или нет, и крупные или нет ячейки составляют структуру волокнистой сетки термоклея. Если диаметр насадки и интервал подачи неизменны, то эти факторы определяются количеством подаваемого материала и количеством нагнетаемого воздуха.
В устройстве (в дальнейшем называемом устройством «А») для формирования волокнистой сетки с мелкими ячейками и тонкими волокнами количество покрытия составляет от 0,3 г/м2 до 2 г/м2, а предпочтительно - приблизительно от 0,5 г/м2 до 1 г/м2. Если это количество менее 0,3 г/м2, то покрытие не может быть однородным, а если оно превышает 2 г/м2, то скорее всего образуется сетка из крупных волокон.
С другой стороны, в устройстве для формирования волокнистой сети с крупными ячейками и крупными волокнами (в дальнейшем называемом устройством «Б») количество покрытия составляет от 1 г/м2 до 10 г/м2, а предпочтительно - от 1 г/м2 до 5 г/м2. Если это количество превышает 10 г/м2, то термоклея становится настолько много, что это может препятствовать набуханию частиц САП.
Фиг.10 представляет собой график, построенный исходя из измерений соотношения покрытия из термоклея и средней величины толщины нити (в денье) волокон, полученных, когда тот же самый термоклей дополнительно вводят при аналогичных условиях. По оси абсцисс на фиг.10 отложена повторяемость волокон, находящихся в единице длины, она выражена в процентах и приблизительно пропорциональна количеству покрытия из вещества термоклея. По оси ординат указан средний диаметр волокон термоклея (в мкм) для каждого количества покрытия.
Из сделанных измерений выявилось, что по мере увеличения количества покрытия полученные в результате этого крупные волокна термоклея становятся крупнее.
Термином «мелкая волокнистая сетка», используемым в настоящем изобретении, обозначают волокнистую сетку, состоящую из волокон с диаметром приблизительно от 3 мкм до 10 мкм (согласно измерениям, сделанным при помощи увеличения под микроскопом), а термином «крупная волокнистая сетка», используемым в настоящем изобретении, обозначают волокнистую сетку, состоящую из волокон с диаметром приблизительно от 10 мкм до 50 мкм. Однако указанные волокна волокнистой сетки не похожи на крученые синтетические волокна и в отличие от этих волокон у них отсутствует одинаковый диаметр и распределение величин этого диаметра в широком диапазоне. Поэтому приведенные выше значения представляют собой лишь средние величины.
(2) Роль первой и второй стадий поверхностной обработки термоклеем
Выше были описаны эффекты поверхностной обработки термоклеем при объединении питателей термоклея (А) и (Б). Такого типа поверхностная обработка термоклеем может быть осуществлена в три или более стадий, так что может быть достигнут еще лучший результат. Однако с точки зрения экономической эффективности во многих случаях достаточно двухступенчатой обработки.
В указанном объединении питателей термоклея (А) и (Б), согласно которому на первой стадии обработки предполагается изготовить мелкоячеистую или крупноячеистую волокнистую сеть, то есть порядок сочетания мелкозернистости и крупнозернистости зависит от состояния нетканой подложки и вида термоклея. Принимая в рассмотрение различные условия, следует соответственно отобрать порядок изготовления мелких и крупных волокон в волокнистой сетке.
(3) Используемые типы материала термоклея
Требования к используемому материалу термоклея состоят в том, чтобы, во-первых, настолько легко, насколько это возможно, указанный материал мог быть превращен в волокнистую сеть, во-вторых, чтобы этот процесс был лишен неявных проблем, и в-третьих, чтобы настолько легко, насколько это возможно, указанный материал мог быть связан химической связью с нетканой подложкой и компонентами, ее составляющими.
Поскольку легкость изготовления волокнистой сетки зависит от таких факторов, как степень полимеризации и индекс расплава используемого полимера, то выбор соответствующих полимеров очень важен. Проблема, связанная с клейкостью, является проблемой, которая свойственна обработке этого типа; и если эта проблема возникает в случае, когда сложено большое количество композитных пластин с высокой абсорбирующей способностью, то такие пластины, расположенные рядом друг с другом, связаны посредством химической связи по тыльной стороне своих нетканых подложек, то есть имеет место так называемое явление закупоривания. Поэтому предпочтительно отбирают термоклейные материалы со сниженными клеящими свойствами. При объединении первой и второй стадий обработки желательно, чтобы термоклейный материал для второй стадии обработки обладал сниженной клеящей способностью, но аналогичные требования к термоклейкому материалу для первой стадии обработки (относительно его клеящей способности) могут быть менее строгими, так как поверхность этого материала покрыта слоем термоклея с первой стадии.
Представителями термоклейких материалов со сниженной клеящей способностью являются материалы типа E.V.A., то есть сополимеры этилена и винилацетата. Для формирования нитей и изготовления из них волокон содержание винилацетата очень важно. Кроме того, молекулярная масса винилацетата в значительной степени влияет на расход и на переработку в волокна. Чем больше количество винилацетата в сополимере этилена и винилацетата, тем выше полученные в результате рабочие характеристики. Например, количество винилацетата составляет 15 весовых %, а предпочтительно - от 20% до 40 весовых %. Молекулярная масса для определения расхода жидкости выражена в единицах теплового коэффициента текучести (ТКТ, в г/10 мин), составляет от 200 до 400 г/10 мин для термоклейкого материала из обычного сополимера этилена и винилацетата. В настоящем изобретении молекулярная масса составляет 200 г/10 мин или менее, а предпочтительно - от 50 до 150 г/10 мин.
К таким термоклейким материалам, которые применимы, даже если они имеют тенденцию к склеиванию, можно добавить такие олефины, как аморфный полиэтилен и полипропилен, а также компоненты эластомеров, такие как блок-сополимер стирола, этилена и бутадиенстирола (S.E.B.S.), блок-сополимер стирола и изобутиленстирола (S.I.S.).
(4) Сродство нетканой подложки к слою термоклея
В настоящем изобретении целями обработки поверхности композитной пластины с высокой абсорбирующей способностью или нетканой подложки с двойным слоем термоклея являются: во-первых, равномерное покрытие волокнистым слоем термоклея поверхности композитной пластины с высокой абсорбирующей способностью и, во-вторых, надежное связывание указанного слоя покрытия из термоклея с поверхностью нетканой подложки или с волокнами, составляющими этот нетканый материал.
Для достижения первой цели, как это сказано выше, образуется двойная сетчатая структура, содержащая мелкие и крупные ячейки. Чтобы достичь вторую цель, важно реализовать достаточное сродство указанного слоя термоклея к нетканой подложке или к волокнам, ее составляющим. Чтобы получить идеальное связывание, лучше, чтобы компоненты термоклейного материала и нетканой подложки были идентичными. Например, с хорошими результатами на полипропиленовой нетканой подложке используется термоклейный материал типа полипропилена.
Однако, как это бывает обычно, компонент термоклейного материала отличается от волокнистого компонента, и поэтому желательно подобрать совместимую их комбинацию. Например, если используется термоклейный материал типа сополимера этилена и винилацетата (ЭВС), то полиэфирное волокно и нейлоновая нить могут быть надежно связаны химической связью. Если такой термоклейный материал используется для связывания с волокнами полипропилена, то может быть достигнута относительно сильное связывание. Однако при связывании полиэтилена и волокон целлюлозы результат может быть довольно слабым, если не осуществлено достаточного сжатия. В таком случае желательно предпринять шаги для стабилизации связи путем перемешивания полиэфирного волокна с полиэтиленом или волокнами целлюлозы.
Далее будут описаны примеры объединения слоев термоклея:
Несколько случаев объединения слоев термоклея с первой и второй стадий и полученное в результате этого состояние покрытия показаны соответственно в примерах 1, 2 и 3 и на фиг.11.
Случай 1 представляет собой пример, в котором распыление с поливом применяют и на первой, и на вторая стадиях, причем для поверхностной обработки тонкие волокна термоклея с первой стадии плотно объединены, а крупные волокна термоклея со второй стадии соединены без сцепления.
Случай 2 представляет собой пример, в котором объединены густое и плотное распыление с поливом на первой стадии с нанесением крупнозернистого и неплотного покрытия (методом нанесения покрытия спирального типа) на второй стадии.
Случай 3 представляет собой пример, в котором на первой стадии упрочняющая линия образована из волокон термоклея по линии покрытия, а на второй стадии объединены густое и плотное распыление с поливом.
Для того чтобы объективно установить степень устойчивого удерживания частиц САП без их отслаивания с композитной пластины с высокой абсорбирующей способностью, поверхность которой была обработана согласно настоящему изобретению, и без отрыва от этой пластины при различных ее состояниях, авторы настоящего изобретения создали прибор для испытания стабильности, который показан на фиг.12а-12г. Используя этот прибор, была измерена стабильность частиц САП, содержащихся в нетканой подложке. В примерах, которые будут в этом описании приведены ниже, величины, обозначенные как «стабильность САП», - это величины, измеренные испытательным прибором.
На фиг.12а-12в числом 26 обозначен двигатель, числом 27 - предназначенный для определения качества образец композитной пластины с высокой абсорбирующей способностью, 28 - приводной валок, 30 - клейкая лента, 31 - поверхность образца с покрытием, 32 - тыльная сторона образца с покрытием, 33 - натяжной валок.
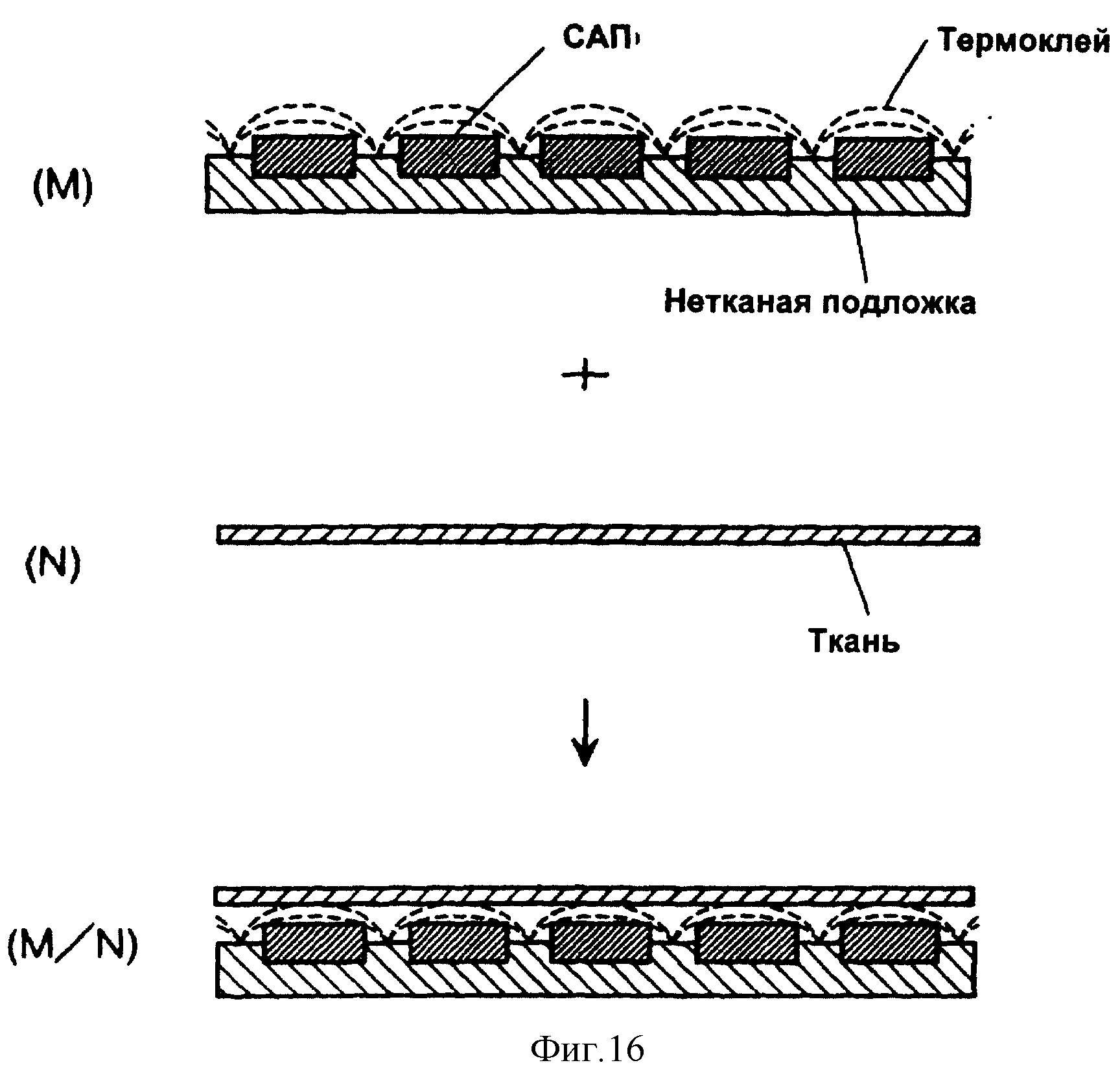
Ранее были описаны САП, нетканый материал, а также поверхностная обработка термоклеем композитного абсорбента. Нанесение термоплавкого безрастворного клея, используемого для обработки поверхности композитного абсорбента в целях полного связывания с другими материалами, также является важным воплощением настоящего изобретения. Первая модификация этого воплощения может использоваться как средство присоединения на стадии превращения композитного абсорбента согласно настоящему изобретению в абсорбирующий продукт в целях полного связывания той поверхности, на которой находится САП, с другим материалом (типа ткани, диффузионной пластины, слоя «захвата», верхней пластины или нижней пластины). В таком случае любой из упомянутых выше материалов помещен в свернутом виде на поверхности, на которой находится САП и которая обработана не образующим складок термоклеем, нагрета и сжата таким образом, что происходит полное связывание. Такое полное связывание иногда достигается при проведении поверхностной обработки термоклеем на стадии изготовления композитного абсорбента согласно настоящему изобретению. В этом случае необязательно, чтобы используемый термоклей был таким типом клея, который не образует складок. Это может быть клей эластомерного типа, обладающий липкостью при комнатной температуры. Фиг.16 приведен, чтобы проиллюстрировать эту первую модификацию полного связывания на примере связывания ткани (N) с композитным абсорбентом (М) таким образом, чтобы при использовании термоклея, находящегося на поверхности (М), можно было получить структуру (M/N).
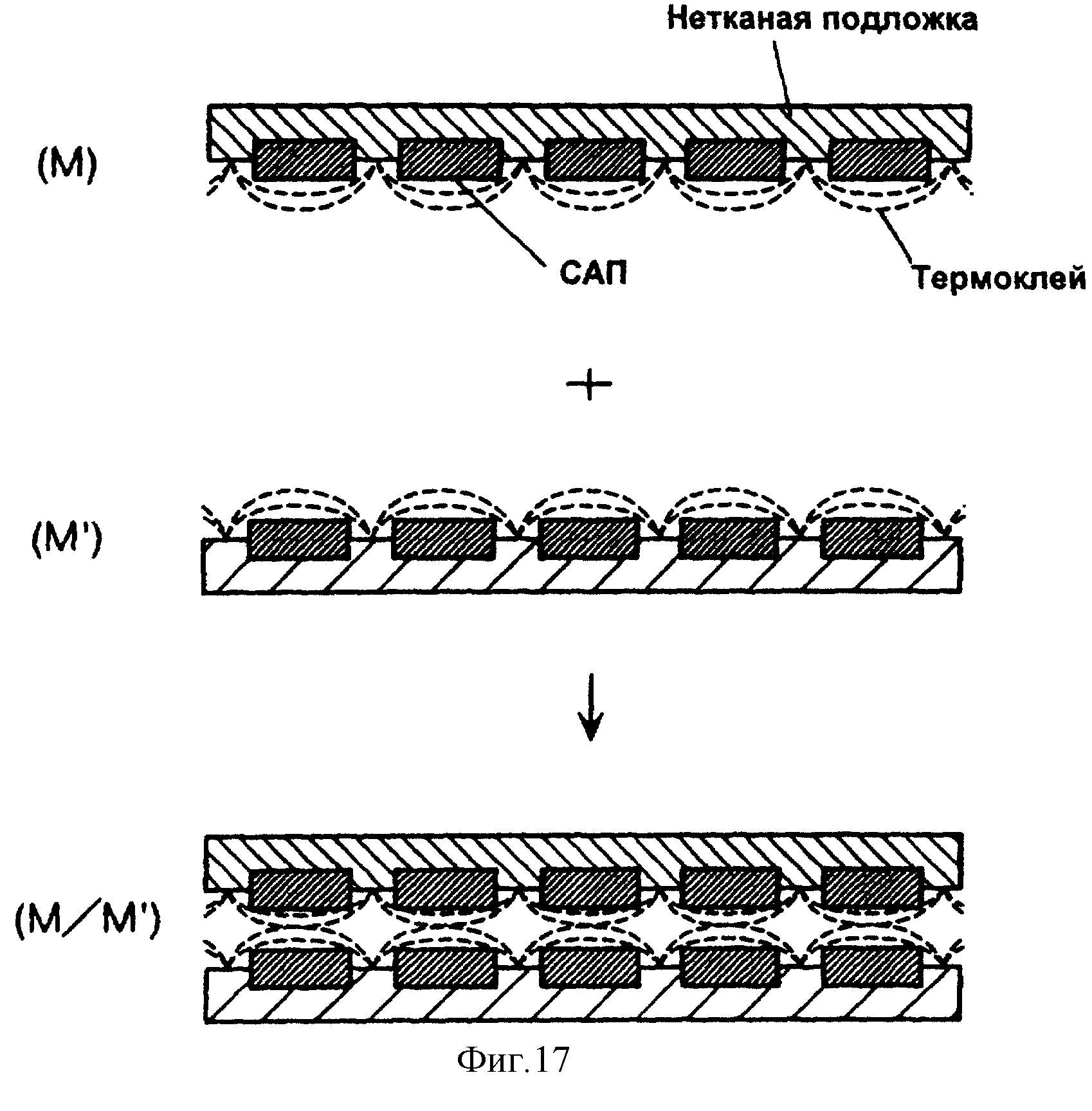
Второй модификацией настоящего изобретения является полное связывание друг с другом композитных абсорбентов, поверхность которых была обработана безрастворным термоклеем. Оно реализуется на тех поверхностях композитных абсорбентов, на которых находятся указанный термоклей и САП, таким образом, что может быть получен композитный абсорбент, содержащий большее количество частиц САП улучшенного качества. То есть, как показано на фиг.17, объединяя в качестве первого слоя композитный абсорбент (М), а в качестве второго слоя композитный абсорбент (М') при использовании термоклея, находящегося на их поверхностях, и за счет нагревания, сцепления и сжатия может быть получен композит с высокой абсорбирующей способностью и имеющий структуру (М/М'). Частицы САП, а также компоненты нетканого материала (М) и (М') могут иметь одинаковые или различные свойства. Кроме того, как показано на фиг.18, при наличии диффузионной пластины или ткани (N) в промежутке между первым слоем композитного абсорбента (М) и вторым слоем композитного абсорбента (М') полученный в результате композитный абсорбент может иметь структуру (M/N/M').
1. Подготовка образцов
1) Размеры образцов
В качестве основного вырезали образец с размерами 10 см × 80 см. Шириной была выбрана единица повторяемости структуры в зависимости от вида образца. Эта ширина составила приблизительно от 10 до 30 см.
2) Предварительная сушка
Для того чтобы содержание влаги поддерживать постоянным в течение всего процесса анализа, проводилась предварительная сушка. Она осуществлялась до тех пор, пока содержание влаги не стало равным 10 весовым % или меньше. В целях предотвращения повреждения образцов температуру сушки выдерживали на уровне 60°С или ниже.
3) Выдержка
Образцы выдерживали в течение по крайней мере 12 ч при такой температуре и влажности, которые обеспечили влагосодержание, составляющее 10 весовых %. Образец, поверхность которого имела покрытие, находился в комнате или в камере при постоянной температуре и влажности.
2. Оценка фиксации частиц САП с помощью испытательного прибора
1) Измерение веса образцов (использовались электронные весы с чувствительностью в 1 мг).
Количество САП в виде покрытия на образце было рассчитано, вычитая вес подложки из веса образца (W0).
2) Образец был помещен на упомянутый выше испытательный прибор. Внешняя сторона поверхности с покрытием и поверхности подложки с обоих концов образца были соединены с помощью клейкой лентой 30 (фиг.12г).
3) К образцу, используя натяжной ролик, приложили нагрузку, величина которой составила 1 кг/10 см ширины.
4) Включение
Для того чтобы собрать частицы САП, отслоившиеся или оторванные, заранее под местом, где проходила протяжка образца, был помещен лист черной бумаги. Затем путем включения двигателя был запущен испытательный прибор. Рабочую скорость образца установили равной 30 м/мин.
5) Анализ количества частиц САП, оторвавшихся в течение одной минуты эксплуатации.
Количество оторвавшихся частиц САП как количество недостаточно зафиксированных частиц (зона А) контролировали после запуска на протяжении одной минуты эксплуатации.
Фиг.13 представляет собой график, показывающий соотношение продолжительности эксплуатации с уменьшением количества частиц САП.
Количество недостаточно зафиксированных частиц САП контролировали по уменьшенному количеству частиц САП в течение одной минуты эксплуатации после запуска (W1).
6) Анализ количества частиц САП, оторвавшихся в течение 4 мин после повторного запуска.
Поскольку количество оторвавшихся частиц САП во времени определяется истиранием при изгибе (зона Б), то анализируют количество частиц САП, оторвавшихся в течение 4 мин после повторного запуска (W2).
7) Вычисление количества оторвавшихся частиц САП
Количество частиц, оторвавшихся в течение 1 мин после запуска (количества частиц САП, недостаточно зафиксированных) = (W1/W2)×100.
Количество частиц, оторвавшихся в течение 5 мин после запуска (общее количество частиц САП, оторвавшихся в течение 5 мин после старта = [(W1+W2)/W0]×100.
Ниже будут описаны примеры настоящего изобретения.
Пример 1
Получение композитной пластины
По описанной ниже методике была получена композитная пластина со слоем САП для осуществления поверхностной обработки термоплавким безрастворным клеем.
Приготовление объемной нетканой подложки
Волокнистую сетку получили складыванием кардованной сетки (весом 20 г/м2) из вискозного волокна (1,5×42 мм), (Р слой); кардованной сетки (весом 30 г/м2) из полиэтилентерефталатного волокна (6d×51 мм) (Q слой); и пластины ткани (весом 20 г/м2) N технической целлюлозы (R слой) в следующем порядке: Р слой, Q слой и R слой с последующим сшиванием со стороны R слоя. В этой волокнистой сетке волокна между слоями Р и Q спутаны, а волокна R слоя примешаны к указанному Q слою. Кажущийся удельный вес для формы объемного нетканого материала составил 0,07.
Получение композита путем дополнительного введения САП
Использовался САП в виде хлопьев (изготовленных Sanyo Chemical Co., Ltd., торговая марка «Sunwet IM-500»). Эти хлопья равномерно вводили в процессе вибрации на вибрационном поддоне, так чтобы вес САП на R слое указанной волокнистой сетки составил 200 г/м2. После включения указанных частиц САП в эту сетку проводили распыление воды так, чтобы содержание этих частиц составляло 30-40 весовых %. Затем указанную сетку подвергли сжатию и стабилизации с получением эталонного образца №1.
Поверхностная обработка термоклеем, преобразованным в волокна
<Устройство для нанесения покрытия термоклеем>
Был использован аппликатор поливочного типа, который изображен на фиг.6 (произведен фирмой Sun Tool Co., Ltd.). Термоплавкий безрастворный клей из этилен-винилового сополимера (называемого здесь и далее «ЭВС») нанесли на поверхность пластины композита, предназначенную для обработки, в количестве 1 г/м2. Композитная пластина образца 2 до обработки термоклеем имеет структуру, показанную на фиг.7а, а после указанной обработки - структуру, приведенную на фиг.7б.
<Используемый термоплавкий безрастворный клей>
В качестве термоплавкого безрастворного клея был использован клей Moresco Melt S-1396 D (произведенный Matsumura Oil Co., Ltd.), основным компонентом которого являлся этилен-виниловый сополимер (ЭВС). Свойства указанного термоплавкого безрастворного клея, приведенные ниже в таблице 1, показывают, что при его использовании возникали незначительные проблемы по приклеиванию или их не было совсем.
Оценка свойств композита
Свойства композита, полученного по описанной выше методике, оценивали по упомянутой ранее методике. В приведенной далее таблице 2 показаны результаты измерения стабильности в сухих условиях и удерживающего эффекта во влажных условиях. Этими результатами было доказано, что эффект покрытия термоплавким безрастворным клеем был крайне высок.
Пример 2
Получение композитной пластины
По описанной ниже методике была получена композитная пластина со слоем САП для осуществления поверхностной обработки термоплавким безрастворным клеем.
Приготовление объемного нетканого субстата
Сухую скрученную сеть из нетканого материала получили, продувая под высоким давлением поток воды. Это осуществлялось для сплетения кардованной сетки (весом 35 г/м2), состоящей на 50 весовых % из вискозного волокна (1,5d×42 мм) и на 50 весовых % из бикомпонентного волокна, включающего: полиэтилен/ПЭТФ оболочка/ядро (3d×51 мм).
Указанную скрученную тесьму из нетканого материала обработали с помощью устройства, снабженного нагревающим вальцом и охлаждающим вальцом, как это показано на фиг.3. Был получен нетканый материал толщиной 2,5 мм и обладающий кажущимся удельным весом в 0,03 г/см3 при нагрузке 0,1 г/м2.
Получение композита путем дополнительного введения САП
Диспергируемая жидкая микрофибриллированная целлюлоза (МФЦ), концентрация в которой МФЦ составила 0,8 весовых % по весу, а весовое соотношение этанола и воды - 70/30, была получена при разбавлении водной дисперсии 4% (по весу) геля микрофибриллированной целлюлозы (целлюлоза S-MFC была изготовлена Tokushu Paper Mfg. Co., Ltd.) этанолом и частицами САП (произведенными Mitsubishi Chemical Co., Ltd. под торговым названием «Aquapearl 211 D»). Отметим, что влагозадержание используемой супермикрофибриллированной целлюлозы составило 300%.
Объединенную дисперсию суспензии САП и МФЦ с содержанием САП в 25 весовых %, получили при диспергировании частиц САП в указанной дисперсионной жидкости. Затем эту совместно диспергируемую суспензию наносили на поверхность указанного нетканого материала при перемешивании с помощью устройства для нанесения покрытий в тонкослойной хроматографии.
Полученный в результате этого лист с покрытием высушили сначала на воздухе, а затем проглаживания его утюгом, после чего был удален оставшийся растворитель. Так получили эталонный образец композиционной пластины. Содержание САП в указанном композите составило 200 г/м2.
Поверхностная обработка термоклеем, превращенным в волокна
С помощью аппликатора для нанесения покрытий поливочного типа (изготовленного Sun Tool Co., Ltd.), использованного в примере 1, и использованного в примере 1 термоплавкого безрастворного клея (Matsumura Oil Co., Ltd.) на поверхность композита, предназначенную для обработки САП, нанесли покрытие термоплавким безрастворным клеем. Его концентрации составляли 1 г/м2, 2 г/м2, и 5 г/м2.
Состояния указанного термоплавкого безрастворного клея, переработанного в волокна, и полученной в результате сетки приведены на фиг.8А-1, 8Б-1 и 8В-1 соответственно. Состояния поверхности САП, имеющей покрытие и служащей покрытием, приведены на фиг.8А-2 (образец 4), 8Б-2 (образец 5) и 8В-2 (образец 6).
Анализ свойств
Был исследован композит, полученный согласно описанной методике. В таблице 2 показана стабильность САП в сухих условиях и удерживающая способность во влажных условиях. Образцы 4, 5 и 6 имели значительно более высокую поверхностную стабильность в сухих условиях по сравнению с эталонным образцом 3. Помимо этого была существенно повышена фиксация в этих образцах, что свидетельствует о том, что выросла удерживающая способность САП во влажных условиях.
Пример 3
Приготовление нетканой подложки
Нетканая подложка, имеющая состоящую из двух частей структуру, была получена при обработке струей воды под высоким давлением двухслойной сетки, включающей в качестве первого слоя кардованную сетку из полиэфирного волокна (6d×51 мм) и кардованную сетку из вискозного волокна (1,5d×38 мм) в качестве нижнего слоя. Указанный верхний слой был объемный, а нижний слой имел сравнительно высокую плотность и кажущийся средний удельный вес, составляющий 0,06 г/см3.
Получение пластины, имеющей высокую абсорбирующую способность
Была приготовлена водно-этанольная дисперсионная жидкость (весовое соотношение в ней воды и этанола составляло 60/40), концентрация в которой микрофибриллированной целлюлозы была 0,67%; эта жидкость была получена добавлением воды и этанола в 2,5% водный раствор микрофибриллированной целлюлозы (супермикрофибриллированная целлюлоза S-MFC была произведена Tokushu Paper Mfg. Co., Ltd.). Путем добавления к этой дисперсионной жидкости САП со средним размером частиц 200 мкм (произведены Mitsubishi Chemical Co., Ltd. под торговым названием «Aquapearl АР-21 ID») была получена суспензия, содержание в которой САП составило 25 весовых %. Эту суспензию с помощью устройства для нанесения покрытий нанесли на поверхность объемного верхнего слоя двухслойной структуры, в состав которого входят полиэфирные волокна указанной нетканой подложки. Процесс был осуществлен таким образом, чтобы образовалась полосатая линия, которая закрывала участки шириной покрытия в 7 мм и чтобы без покрытия оставались участки шириной в 3 мм, причем пластина с высокой абсорбирующей способностью имела покрытие из частиц САП при их среднем количестве 200 г/м2.
Поверхностная обработка слоем термоклея
Поверхность пластины с высокой абсорбирующей способностью и с покрытием частицами САП подвергли поверхностной обработке путем дополнительного введения термоклейного материала типа сополимера этилена и винилацетата E.V.A. (произведенного Matsumura Oil Co., Ltd. под торговым названием «Morescomelt S-1396D»). Обработку проводили при использовании и на первой и на второй стадиях метода распыления с поливом, причем количество указанного термоклейного материала варьировалось. Количество термоклейного материала, вводимого на первой стадии, составило на первой стадии 0,5 г/м2, а на второй - 1,0 г/м2, так что используя их комбинацию, было получено три образца: 1, 2 и 3. Также был приготовлен сравнительный образец, который для сравнения был обработан только на одной стадии путем дополнительного введения термоклея в количестве 3 г/м2; этот образец предназначался для сравнения с образцами, которые обрабатывали на протяжение двух стадий. Отметим, что основной состав материала, использованного в этом примере, был следующим:
Анализ результатов стабильности
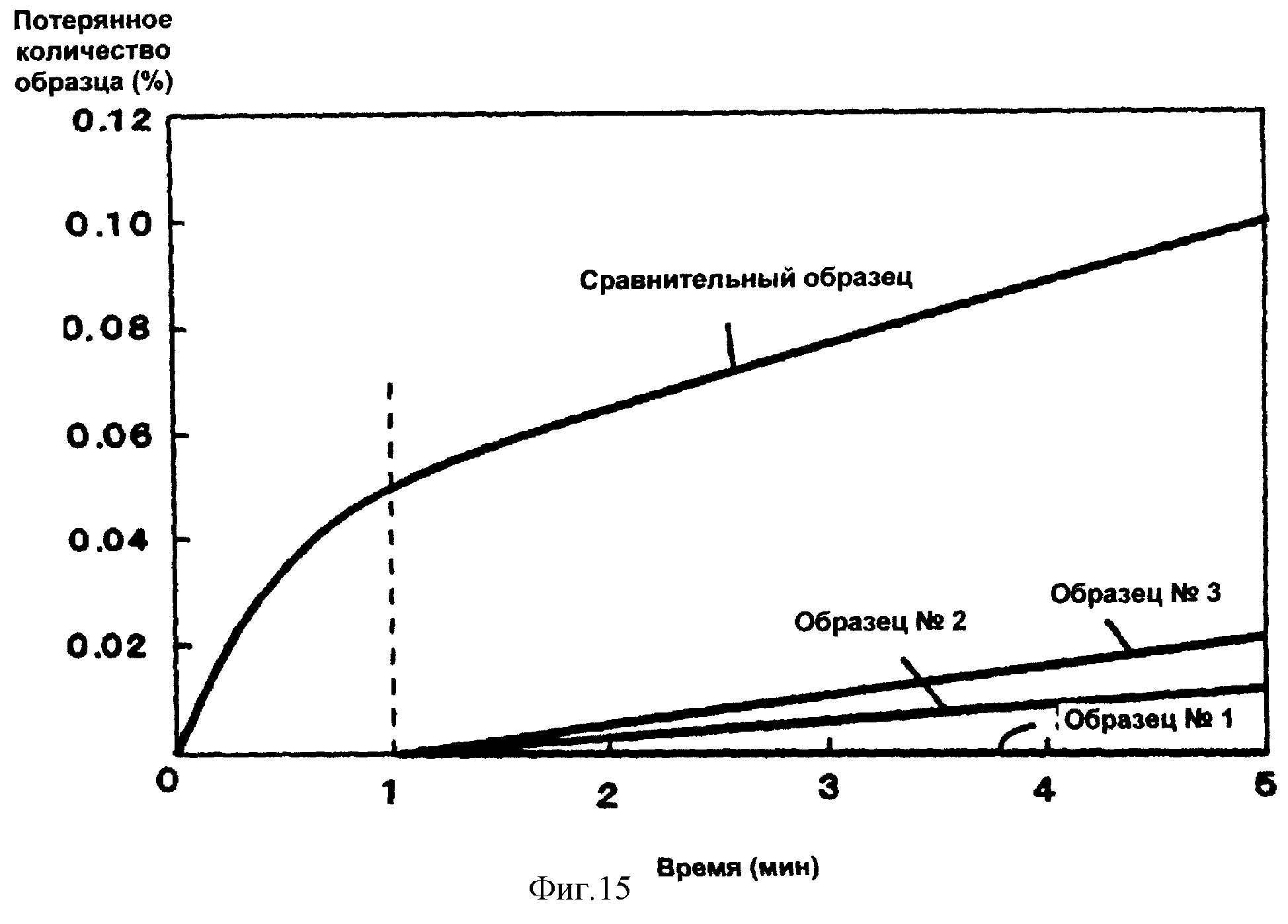
Была исследована стабильность в сухих условиях и в условиях поглощения пластин с высокой абсорбирующей способностью, поверхность которых была обработана на первой и на второй стадиях так, как это описано выше. Что касается стабильности в сухих условиях, то количество оторвавшихся частиц САП было измерено в процентах от времени, при этом использовали устройство, представленное на фиг.12а-12г. По результатам измерений была построена кривая, приведенная на фиг.15, она показывает изменение количества оторвавшихся частиц САП во времени. Эти величины были определены также спустя 1 мин и 5 мин после начала измерений. Стабильность во влажных условиях (условия поглощения) показана как степень фиксации в процентах. Полученные результаты приведены в указанной ниже таблице 3.
Те образцы, которые проходили обработку в течение двух стадий, показали лучшие результаты по стабильности в сухих условиях по сравнению с образцами, обработанными только на одной стадии. Было показано, что самые лучшие результаты продемонстрировал тот образец, который обработали термоклеем в количестве 0,5 г/м2 на первой стадии и количеством в 0,5 г/м2 на второй стадии. Образец, обработанный только на одной стадии при нанесении термоклея в количестве 3 г/м2, был самым худшим. Это показывает, что сетка, включающая такие мелкие и плотные ячейки, что в них удерживаются даже еще более мелкие частицы САП, гораздо более важный фактор стабильности в сухих условиях, и что при количестве термоклея в 3 г/м2 создается такая сетка из крупных и просторных ячеек, что частицы САП сравнительно легко могут выпасть из нее.
По стабильности во влажных условиях каждый из образцов, прошедших обработку на обеих стадиях, был качественнее по скорости удержания, чем образцы, обработанные только на одной стадии, даже если в первые образцы было дополнительно введено меньшее количество термоклейного материала. В частности, образец, обработанный на первой стадии термоклеем в количестве 1 г/м2, и на второй стадии термоклеем в количестве 1 г/м2 дал самые лучшие результаты. Это показывает, что поскольку размеры частиц САП увеличиваются при увлажнении и набухании, то крупность волокон, составляющих указанную волокнистую сетку, должна в сильной степени влиять на стабильностью после того, как произошло поглощение воды, поскольку крупные волокна действительно труднее разрушались при набухании, чем волокна сетки, состоящей из мелких и плотных структур.
Пример 4
Приготовление нетканой подложки
Для приготовления подложки использовали нетканый вискозно-целлюлозный материал весом 40 г/м2 и кажущимся удельным весом в 0,14 г/см3(изготовленный Futamura Chemical Co., Ltd. под торговым названием «TCP 4042»).
На поверхность указанной подложки наносили: суспензию САП (изготовленного Mitsubishi Chemical Co., Ltd. под торговым названием "Aquapearl 211 D"), дисперсионную жидкость, в которой содержание САП составляло 20%, а содержание супермикрофибриллированной целлюлозы - 0,6%, причем весовое соотношение этанола и воды составляло 70/30. Процесс был осуществлен таким образом, чтобы образовалась полосатая линия, которая закрывала участки шириной покрытия в 10 мм, и чтобы без покрытия оставались участки шириной в 5 мм. Таким образом была получена пластина с высокой абсорбирующей способностью, количество покрытие которой частицами САП составило 150 г/м2.
Поверхностная обработка слоями термоклея
В этом примере была использована вискозная целлюлоза. Поскольку связывание подложки из вискозной целлюлозы с этилен-винилацетатным сополимером (ЭВС) нельзя назвать хорошим, то на первой стадии применяли термоклейный материал (Morescomelt ME-125), в котором полипропилен сравнительно легко связывается с целлюлозой, хотя это сопровождается склеиванием. На второй стадии использовали Morescomelt S, который в качестве основного компонента содержал ЭВС. Процесс проводили аналогично тому, как это описано выше в примере 3. Основными компонентами Morescomelt ME-125 являются следующие:
Описанная первая стадия направлена на эффект закрепления в целях повышения сродства к подложке и на обработку термоклеем в таком режиме, чтобы добавляемый грубый и сыпучий термоклейный материал вводился линиями с интервалом в 7 мм. Следили за тем, чтобы указанный термоклейный материал поступал на участки без покрытия.
Вторая стадия была направлена на то, чтобы сформировалось покрытие из мелкозернистой и плотной сетки и чтобы при обработке распылением с поливом получить образец 4.
Оценка стабильности
Для того чтобы сравнить какое влияние оказывает сочетание первой и второй стадий обработки, были взяты сравнительные образцы. То есть был использован сравнительный образец, который подвергли линейной обработке только на первой стадии, и сравнительный образец, прошедщий обработку распылением с поливом только на второй стадии. Результаты оценок стабильности приведены ниже в таблице 4:
В случае применения только линейной обработки тенденция к отрыву частиц САП в сухих условиях, а также и удерживающая способность этих частиц во влажных условиях и при набухании крайне низки. Это неудивительно, т.к. большая часть частиц САП не имеют покрытия слоем термоклея.
При применении только одной обработки методом распыления с поливом тенденция частиц САП к отрыву и удерживающая способность частиц САП была слабее, чем предполагалось. Это возможно, потому что даже если сетка состоит из мелких и плотных ячеек, то сродство слоя термоклея к волокнам целлюлозы низкое, и следовательно, связывание между ними также плохое. Поэтому часть слоя термоклея может остаться в той зоне, где он контактирует с подложкой, поглощая влагу и набухая вследствие этого.
С другой стороны, если слои термоклея с первой и второй стадий объединяют так, как это происходит в настоящем примере, то линейный слой термоклея с первой стадии действует как закрепляющий, и поэтому указанный слой надежно связан со слоем термоклея со второй стадии. Благодаря этому тенденция частиц САП к отрыву в сухих условиях, а также удерживающая способность этих частиц во влажных условиях и при набухании очень высоки.
Пример 5
Приготовление нетканой подложки
Нетканый рельефный материал был получен при перегибании свзанной прошиванием иглой сетки (весом 40 г/м2). Последняя была получена при равномерном перемешивании полиэфирного волокна (5d×65 мм) и бикомпонентного волокна (3d×41 мм), имеющего наружный слой и ядро из полиэтиленовых и полиэфирных волокон при их соотношении 50/50, в сетеподобной ткани (весом 50 г/м2) из вискозного волокна. Вес этого нетканого материала составил 80 г/м2, а его кажущийся удельный вес равен 0,1 г/см3. Следовательно, этот материал был очень рыхлый.
Получение пластины с высокой абсорбционной способностью
Было приготовлено два типа частиц САП, которые должны содержаться в подложке и которые она должна удерживать. В качестве частиц САП-1 использовались частицы САП, средний диаметр которых составлял 200 мкм (произведены Mitsubishi Chemical Co., Ltd. под торговым названием "Aquapearl 21 ID"), а в качестве частиц САП-2 были использованы частицы хлопьевидной формы со средним диаметром 400 мкм (произведены Sanyo Chemical Co., Ltd. под торговым названием "Sunwet IM-5000").
Частицы САП-1 в количестве 150 г/м2 добавляли к указанной подложке в процессе ее вибрации на вибрационном поддоне настолько равномерно, насколько это было возможно. Затем поверх частиц САП-1 были дополнительно введены частицы САП-2 в количестве 200 г/м2. Таким образом была получена пластина с высокой абсорбирующей способностью, эта пластина содержала и удерживала 350 г/м2 САП. Большая часть частиц САП была внедрена в рельефную сетку, но когда поверхность этой сетки, удерживающей частицы САП, повернули вниз, то почти все эти частицы САП оторвались от этой сетки. Когда указанную сетку погрузили в физиологический раствор, для того чтобы оценить ее стабильность во влажных условиях и при набухании, то почти все эти частицы САП оторвались от этой сетки вскоре после начала ее набухания, поэтому такой образец не мог быть использован для измерений. Таким образом, указанный образец был применен в качестве сравнительного.
Поверхностная обработка термоклейным материалом
На поверхность пластины с высокой абсорбирующей способностью с покрытием из частиц САП наносили термоклейный этилен-винилацетатный сополимер E.V.A. ("Morescomelt S139602"), который аналогичен материалу, использованному в приведенном выше примере 3. Процесс приготовления образца 5 проводили в две стадии с применением устройства для распыления термоклея с поливом.
В целях сравнения был приготовлен сравнительный образец 4, который был испытан аналогично испытаниям образца 5. При приготовлении этого образца использовали только одну стадию обработки (метод распыления с поливом).
Для образца 5 и для сравнительных образцов 3 и 4 были проведены испытания по стабильности. Эти испытания были аналогичны испытаниям, проведенным в примере 3. Полученные результаты представлены ниже в таблице 5:
Пример 6
Приготовление нетканой подложки
Нетканый материал был получен при обработке кардованной сетки, содержащей 60% полиэфирного волокна (3d×51 мм), смешанного с 40% вискозного волокна (1,5d×35 мм). Обработка проводилась с помощью струи воды под высоким давлением. Кажущийся удельный вес этого нетканого материала составил 0,08 г/см3.
Получение пластины с высокой водопоглощающей способностью
Раствор А получили, добавив 57,3 весовых частей водного (48,5 весовых %) раствора гидроксида натрия, 6,4 весовых частей воды, 0,15 весовых частей сшивающего агента (N, N'-метилен-бис-акриламида) и 5,0 весовых частей водного (30 весовых %) раствора перекиси водорода (в качестве окислителя) к 125 весовым частям водного (80 весовых %) раствора акриловой кислоты. Концентрация мономера в растворе А составила 60 весовых %, а степень его нейтрализации - 50 мол. %.
Отдельно добавлением 57,3 весовых частей водного (48,5 весовых %) раствора гидроксида натрия, 9,9 весовых частей воды, 0,15 весовых частей сшивающего агента (N,N'-метилен-бис-акриламида) и 1,5 весовых частей L-аскорбиновой кислоты (в качестве восстановителя) к 125 весовым частям водного (80 весовых %) раствора акриловой кислоты был приготовлен раствор Б. Концентрация мономера и степень нейтрализации раствора Б были такими же, как и у раствора А.
Были использованы две фильеры, каждая с внутренним диаметром 0,13 мм (изготовлены Ikeuchi Co., Ltd.). Угол между ними был сделан равным 30 градусам, а расстояние между этими двумя фильерами - 4 мм. Указанные растворы А и Б, нагретые до 40°С, загружали из одной и другой фильеры с одинаковой скоростью, равной 5 м/с.
Растворы А и Б объединялись сразу же после их выхода из указанных фильер, при этом образовывался столбик жидкости с приблизительным диаметром в 10 мм, а потом эта жидкость в виде капель падала в поток поднимающегося воздуха с температурой 60°С. Указанные капли были получены с помощью нетканой подложки, размещенной на 100 см ниже наконечников этих фильер. Указанную подложку обдували насыщенным водяным паром с температурой 120°С в течение 10 с для того, чтобы вызвать ее испарение. Затем подложку высушили до 10% влажности. Таким образом получили пластину с высокой поглотительной способностью, которая удерживает частицы САП при их концентрации в 220 г/м2.
Поверхностная обработка термоклейным материалом
На одну сторону пластинцу с высокой поглотительной способностью, которая удерживат частицы САП и включает их в себя, методом распыления с поливом распыляли термоклейный материал типа этилен-винилацетатного сополимера E.V.A. (Morescomelt S) в количестве 0,5 г/м2. Процесс осуществляли с использованием на первой стадии устройства для распыления с поливом для введения термоклейного материала (изготовитель устройства Sun Tool Co., Ltd.), а на второй стадии тот же термоклейный материал наносили с помощью устройства для нанесения спирального покрытия (изготовитель устройства Sun Tool Co., Ltd.), термоклейный материал вводили в количестве 2 г/м2.
Полученная в результате обработанная термоклеем композитная пластина с высокой поглотительной способностью имеет поверхностную структуру, на фиг.11 она изображена такой, какой ее наблюдают под электронным микроскопом. Указанная пластина не содержала никаких частиц или пятен порошка при испытаниях в сухих условиях, после поглощения или набухания она продемонстрировала удерживающую способность частиц САП на уровне 85% или выше.
Пример 7
Получение композитного абсорбента (М). поверхность которого обработана термоплавким безрастворным клеем
В качестве подложки был приготовлен нетканый материал из вискозного волокна (1,5 d, 30 г/м2) (изготовленный Daiwabo Co., Ltd.).
САП (торговое название "АР50Х", изготовлен Mitsubishi Chemical Co., Ltd.) дополнительно вводили на указанную подложку линиями шириной примерно в 8 мм через приблизительные интервалы, равные 3 мм. Для этого использовали питатель САП, имеющий несколько патрубков и снабженный вибратором. Термоплавкий безрастворный клей (торговое название "Moresco TN-288"), обладающий клейкостью при комнатной температуре, был введен дополнительно путем его подачи из распылительного устройства с поливом в таком количестве, чтобы обеспечить концентрацию 5 г/м2 и закрыть указанные частицы САП, находящиеся на отмеченных линиях. Затем полученный в результате материал был спрессован на охлаждающем силиконовом вальце с целью получения композитного абсорбента, структура которого соответствует структуре М с фиг.18. Вес САП составил 150 г/м2.
Получение композитного абсорбента (М'), поверхность которого обработана термоплавким безрастворным клеем
Объемный нетканый материал (изготовленный Toyobo Co., Ltd.) с низкой плотностью в 50 г/м2, полученный при перфорации иглой, был сделан в виде подложки, т.к. он содержал бикомпонентное полое полиэфирное волокно (8d×51 мм), поверхность которой сделали гидрофильной.
САП (торговое название "AP211D", изготовлен Mitsubishi Chemical Co., Ltd.) дополнительно вводили на указанную подложку линиями шириной примерно в 10 мм через приблизительные интервалы, равные 5 мм. Для этого использовали указанный выше питатель САП, имеющий несколько патрубков. Термоплавкий безрастворный клей Moresco TN-288, обладающий клейкостью при комнатной температуре, был дополнительно введен путем его подачи из распылительного устройства с поливом в таком количестве, чтобы обеспечить концентрацию 10 г/м2 и закрыть частицы САП, находящиеся на отмеченных линиях. Затем полученный в результате материал был спрессован на охлаждающем силиконовом вальце с целью получения композитного абсорбента, структура которого соответствует структуре М' с фиг.18. Вес САП составил 200 г/м2.
Приготовление ткани из древесной массы (N)
Ткань с плотностью 30 г/м2 и доступная на рынке была подготовлена для использования ее в качестве оберточной для абсорбента.
Получение абсорбента с высокой поглотительной способностью (M/N/M')
Композит с высокой поглотительной способностью, имеющий структуру M/N/M', был получен многослойным дублированием указанных выше материалов М, М' и N таким образом, чтобы материал N оказывался между материалами М и М' (как это показано на фиг.18) с последующим их сдавливанием с помощью нагретого утюга. Общий вес такого композита с высокой поглощающей способностью составил 475 г/м2, а содержание САП в нем было 350 г/м2. Было подтверждено, что указанный композит с высокими поглощающими свойствами представляет собой композит, обладающий и свойствами захвата, и диффузионными свойствами.
Реферат
Изобретение касается композитной пластины с высокими абсорбирующими свойствами, в которой нетканая подложка имеет объемную структуру, а твердый САП частично находится внутри указанной объемной структуры, а остальная его часть находится на поверхности указанной нетканой подложки; легкоплавкий компонент, представляющий собой термоплавкий безрастворный клей, причем этот термоплавкий безрастворный клей образует волокнистую сетчатую структуру и покрывает ей указанный твердый САП и мелкие волокна целлюлозы в контакте с твердым САП, при котором одинарная или двойная сетчатая структура удерживает твердый САП в определенном положении. Указанный термоплавкий безрастворный клей не обладает липкостью. 8 н. и 15 з.п. ф-лы, 5 табл., 18 ил.
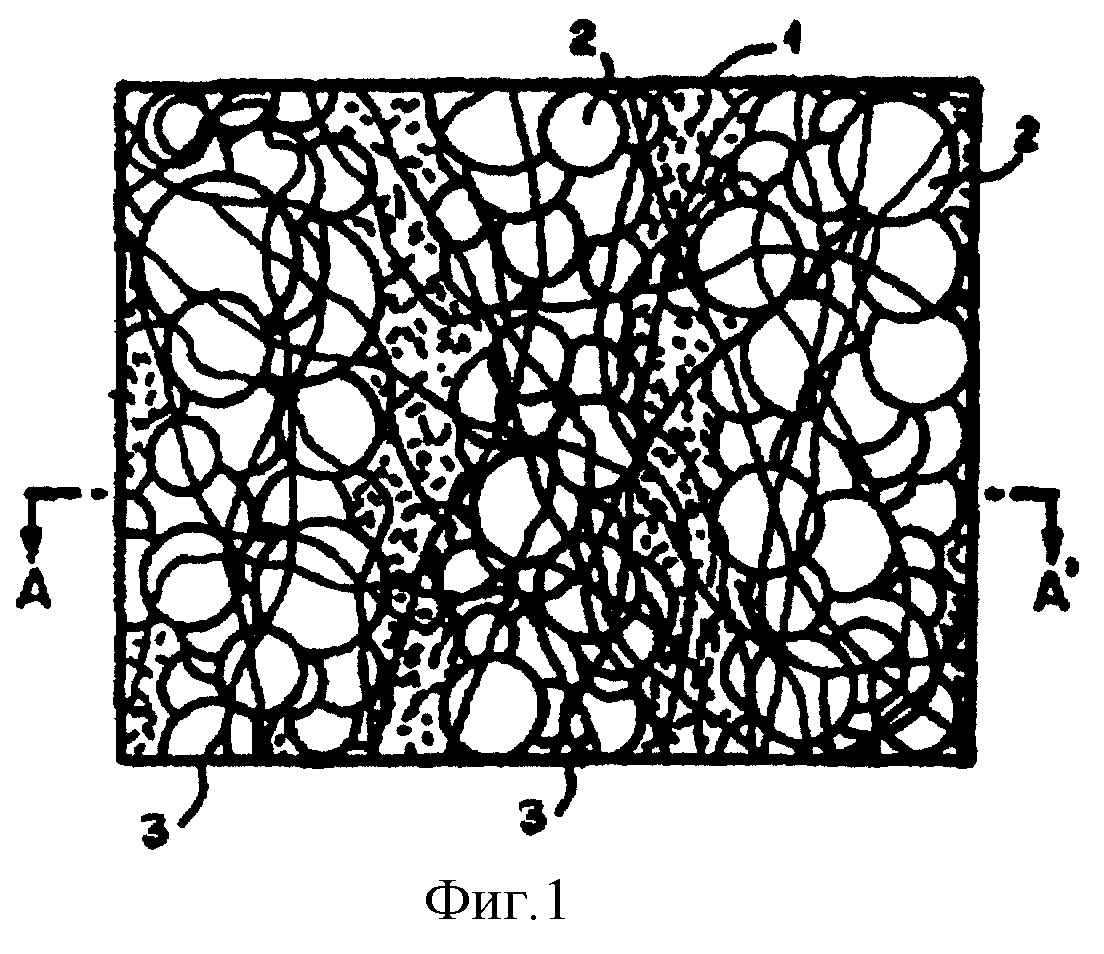
Формула
Документы, цитированные в отчёте о поиске
Поглощающее изделие или материал для приема, распределения и удержания выделяемых из организма жидкостей
Абсорбентный элемент и абсорбентное изделие на основе этого элемента
Комментарии