Способ нанесения гидроксиапатитового покрытия на имплантаты из титанового сплава - RU2782100C1
Код документа: RU2782100C1
Чертежи
Описание
Изобретение относится к области медицины, а именно к способам нанесения биоактивных гидроксиапатитовых покрытий на имплантаты для стоматологии, травматологии и ортопедии.
Гидроксиапатитовое покрытие имплантатов обеспечивает их ускоренное и эффективное приживление в костных структурах за счет высокого уровня биологической активности поверхности.
Наиболее распространенной технологией нанесения порошковых гидроксиапатитовых покрытий является плазменное напыление, заключающееся в пропускании порошка гидроксиапатита через плазмотрон, расплавлении частиц порошка в плазменной струе с последующим их оседанием на поверхность имплантата [Бутовский К.Г. и др. Электроплазменное напыление в производстве внутрикостных имплантатов. Саратов: Сарат. гос. техн. ун-т, 2006. 200 с.; патент RU2146535, A61L27/00, A61C8/00, опубл. 20.03.2000; патент RU2134082, A61B17/60, опубл. 10.08.1999].
Однако нанесение гидроксиапатитового покрытия порошково-плазменным методом является технологически сложным процессом и характеризуется низкой экономической эффективностью расхода напыляемого материала, т.к. только 40-50% частиц гидроксиапатитового порошка оседает на поверхности обрабатываемого изделия, а остальное их количество - на стенках напылительной камеры, не попадая на изделие. При этом механическая прочность покрытия во многих случаях находится на низком уровне, часто наблюдается отскок частиц порошка от подложки при соударении с ней.
Известен способ изготовления имплантатов с биокерамическим покрытием (гидроксиапатит, биоситалл), наносимым методом плазменного напыления [патент RU2157245, A61L27/06, A61F2/28, опубл. 10.10.2000].
Недостатком данного способа является большой расход используемого порошкового материала и недостаточный для продолжительного функционирования имплантатов уровень механической прочности покрытия.
Известен способ нанесения гидроксиапатитовых покрытий, методом детанационного напыления [патент RU 2557924, A61L 27/06, A61L 27/32, A61F 2/02, опубл. 27.07.2015].
К недостаткам метода можно отнести низкую производительность - за один «выстрел» получается покрытие толщиной ~ 6 мкм. Из-за большого шума (до 140 дБ), оборудование для детонационного напыления приходится устанавливать в камере со звукоизолирующими стенами.
Известен способ изготовления биосовместимого покрытия на медицинский имплантат, включающий подготовку поверхности титанового имплантата и последующее формирование покрытия путем первоначального напыления порошка титана дисперсностью 60-150 мкм слоем толщиной 50-100 мкм на титановый имплантат и последующего напыления порошка биокерамики, в качестве которой используют порошок гидроксиапатита или порошок биоситала, дисперсностью 40-60 мкм слоем толщиной 30-50 мкм на слой титана. При этом используют плазменное напыление с использованием плазмотрона током дугового разряда, А 6-7, рабочим плазмообразующим и транспортирующим газом аргоном на дистанции от титанового имплантата, составляющей 30-40 мм [патент RU 2157245, A61L 27/06, A61F 2/02, опубл. 10.10.2000].
Основными недостатками данного способа являются невысокий уровень адгезионной прочности сцепления покрытия с титановым имплантатом как основой, что не позволяет обеспечить продолжительное функционирование имплантатов, вследствие присутствия в фазовом составе покрытия небольшого количества продуктов эрозии от медьсодержащих материалов сопла плазмотрона, и повышенный расход используемых порошковых материалов.
Известен способ получения биопокрытия на медицинский имплантат, включающий подготовку поверхности титанового имплантата и последующее формирование покрытия путем напыления порошка гидроксиапатита, который предварительно спекают и измельчают с микродобавками оксидов магния, кремния, никеля, титана, марганца, железа, хрома, ванадия, дисперсностью 0,1-0,5 мкм слоем толщиной 50-1000 мкм на титановый имплантат. Используют газотермическое плазменное или газоплазменное напыление, при получении адгезионной прочности сцепления покрытия с титановым имплантатом как основой, составляющей 20,5-20,7 МПа [А.с. СССР №1743024, A61F 2/00, A61F 2/02, опубл. 1995].
Однако вышеописанный способ получения биопокрытия на медицинский имплантат не обеспечивает высокую адгезионную прочность сцепления покрытия с титановой основой не только из-за большого различия характеристик металла основы и материала покрытия, но и из-за невысокой скорости частиц напыляемого материала. Кроме того, способ не позволяет обеспечить заданную шероховатость и исходный фазовый состав покрытия, так как для газоплазменного напыления характерно длительное нахождение напыляемого материала в потоке продуктов сгорания, что, как правило, приводит к перегреву напыляемого порошка и оказывает влияние на фазовый состав покрытия, а также является достаточно энергоемким, так как приводит к значительным затратам электроэнергии.
Известен способ нанесения гидроксиапатитового покрытия на имплантаты, включающий смешивание порошка гидроксиапатита с биологически совместимым связующим веществом, в качестве которого используют фосфатные связки при соотношении связки и порошка (1,0-1,5):(1,5-2,0), нанесение получаемой суспензии на поверхность имплантата, сушку и последующую термообработку, которую проводят аргоноплазменной струей при токе дуги 300-500 А, продолжительности 0,5-2,0 мин, на дистанции обработки 40-100 мм от поверхности имплантата [патент RU 2417107, A61L 27/30, B05D 7/24, A61L 27/32, 27.04.2011].
Недостатком данного способа является низкая адгезия покрытия к подложке (прочность покрытия на отрыв равна 21-24 МПа).
Известен способ нанесения биоактивного покрытия на титановую пластину для остеосинтеза, в котором смешивают порошок, состоящий из 2 мас. ч. кальций фосфата и 1 мас. ч. гидроксиапатита, с водой до получения пастообразной массы с содержанием воды 3-5 мас.%, наносят полученную пастообразную массу на поверхность титановой пластины и напрессовывают ее на титановую пластину путем прокатки между валками, причем цикл нанесения и напрессовывания повторяют 2-4 раза, уменьшая зазор между валками после каждого цикла [патент RU 2745534, A61F 2/02, A61L 27/06, B05D 7/14, опубл. 26.03.2021].
Недостатком данного способа является невозможность получения развитой поверхности покрытия.
Известен способ нанесения гидроксиапатитовых покрытий, включающий смешивание порошка гидроксиапатита со связующим веществом, в качестве которого используют фосфатные связки, взятые в массовом соотношении (1,0-1,5):(1,5-2,0), сушку и термообработку обжигом при температуре 250-600°С [патент RU 2158189, B05D 7/24, B05D 7/14, A61L 27/00, опубл. 27.10.2000]. Способ характеризуется высокоэкономичным расходом гидроксиапатитового порошка, т.к. все его частицы, предварительно закрепленные на поверхности имплантата с помощью связующего вещества, участвуют в процессе создания покрытия.
Недостатком данного способа является недостаточная механическая прочность покрытия и низкая адгезионная прочность (прочность при сдвиге составляет 1,6-3 МПа).
В настоящее время актуальным является разработка способа получения биопокрытий на имплантатах, обеспечивающих повышенную остеоинтеграцию костных клеток, благодаря пористой структуре и развитой шероховатой поверхности.
Известен способ получения модифицированного биопокрытия на имплантате из титана, включающий анодирование имплантата импульсным током в условиях искрового микроразряда в водном растворе ортофосфорной кислоты, содержащем соединения кальция и фосфора, в котором для анодирования используют электролит, в составе которого соединение кальция с фосфором с дополнительно введенными ионами цинка [патент RU 2693468, A61F 2/02, А61С 8/00, опубл. 03.07.2019]. Покрытие имеет толщину 50-55 мкм, шероховатость Ra=3, пористость 22%, адгезионную прочность 15 МПа.
Недостатками известного способа являются низкая адгезионная прочность и небольшая толщина получаемого покрытия, низкая производительность и необходимость использования электрохимической обработки.
Наиболее близким по достигаемому техническому результату, по мнению авторов, является способ получения кальций-фосфатного биоактивного покрытия на имплантате из титана, заключающийся в нанесении покрытия микродуговым оксидированием, в котором перед нанесением покрытия поверхность титанового имплантата подвергают механической и химической обработке, затем проводят микродуговое оксидирование с получением многоуровневой пористой структуры покрытия, обеспечивающей остеоинтеграцию костных клеток [патент RU 2385740, A61L 27/54, A61F 2/02, А61С 8/00, опубл. 10.04.2010]. Кальций-фосфатные покрытия имеют толщину 10-40 мкм, пористость 35-50%, шероховатость Ra >2,5 мкм (5 класс), адгезионную прочность до 35 МПа. Данное изобретение выбрано в качестве прототипа.
Недостатками прототипа являются небольшая толщина покрытия, недостаточно высокая адгезионная прочность, низкая производительность процесса.
Технической проблемой является разработка простого способа получения гидроксиапатитового (далее ГА) покрытия на медицинский имплантат, обеспечивающего повышенную остеоинтеграцию костных клеток и высокую адгезионную прочность сцепления покрытия с имплантатом.
В одном аспекте решения технической проблемы раскрыт способ нанесения гидроксиапатитового покрытия на имплантаты из титанового сплава, включающий нанесение гидроксиапатита на поверхность имплантата, сушку и последующую термообработку при температуре 450-600°С, в котором нанесение гидроксиапатита осуществляют на пневмоструйной установке, при этом поверхность имплантата подвергают обдувке сначала абразивным порошком, затем при давлении воздуха не менее 6 атмосфер смесью гидроксиапатита и нержавеющей литой дроби при содержании дроби в смеси 30-70 мас.%.
В дополнительных аспектах изобретения раскрыто, что диаметр частиц нержавеющей литой дроби составляет 0,4-0,8 мм, обдувку поверхности имплантата смесью гидроксиапатита и нержавеющей литой дроби ведут при давлении воздуха 6-8 атмосфер в течение 1,5-2,5 минут, перед сушкой имплантат с покрытием обезжиривают, например, раствором кальцинированной соды и промывают водой, сушку проводят при температуре 65-70°С в течение 10 минут, термообработку ведут в печи сопротивления в течение 15-25 минут.
Признаки, упомянутые в различных зависимых пунктах формулы, а также реализации, раскрытые в различных частях описания, могут быть скомбинированы с достижением полезных эффектов, даже если возможность такого комбинирования не раскрыта явно.
Технический результат заключается в получении пористостого ГА-покрытия на имплантате, характеризующегося высокой адгезионной прочностью не менее 50 МПа, шероховатостью Ra = 2,2-2,8 мкм.
Сущность изобретения заключается в следующем.
В предлагаемом способе перед нанесением биопокрытия поверхность имплантата сначала подвергают обдувке абразивным порошком на пневмоструйной установке для формирования шероховатой поверхности, чтоспособствует улучшению сцепления покрытия с подложкой. Покрытие наносят также на пневмоструйной установке путем обдувки обработанной поверхности имплантата смесью, состоящей из ГА и нержавеющей литой дроби, при давлении воздуха не менее 6 атмосфер. При обдувке поверхности под большим давлением воздуха ГА вылетает из сопла воздушного пистолета с высокой скоростью и соударяется с подложкой, при этом происходит шаржирование ГА в тело подложки с формированием покрытия. Дробь, при этом служит фактором кинетической энергии, с помощью которой происходит "втирание" гидроксиапатита в тело подложки, что обеспечивает высокую адгезию покрытия. Использование нержавеющей дроби позволяет исключить шаржирование ионов железа в тело подложки, что предотвращает нежелательную коррозию. Давление воздуха менее 6 атмосфер не позволит создать достаточное ударное воздействие композиции на поверхность подложки. Оптимальное содержание дроби составляет 30-70 мас.%. Увеличение содержания дроби более 70 мас.% приведет к получению неравномерного по толщине покрытия из-за малого содержания ГА, а при содержании дроби менее 30 мас.% снизится адгезионная прочность покрытия.
Морфология покрытий и их шероховатость играют важную роль при формировании покрытий медицинского назначения. Считается, что оптимальной шероховатостью является шероховатость 4-5 класса (ГОСТ 2789-73), что способствует остеоиндукции и интеграции с костной тканью. Известно, что на успех остеоинтеграции также влияет пористая структура, которая способствует интенсивному врастанию костной ткани в поверхность имплантата, что обеспечивает его надежную фиксацию.
Предлагаемый способ обеспечивает формирование шероховатого пористого ГА покрытия. После удара каждой дробинки на поверхности наносимого покрытия появляются небольшие забоины (поры). В результате формируется шероховатая и пористая поверхность. При этом кристаллическая решетка ГА на месте удара уплотняется, что увеличивает прочность наносимого покрытия.
Изобретение иллюстрируется следующими фигурами:
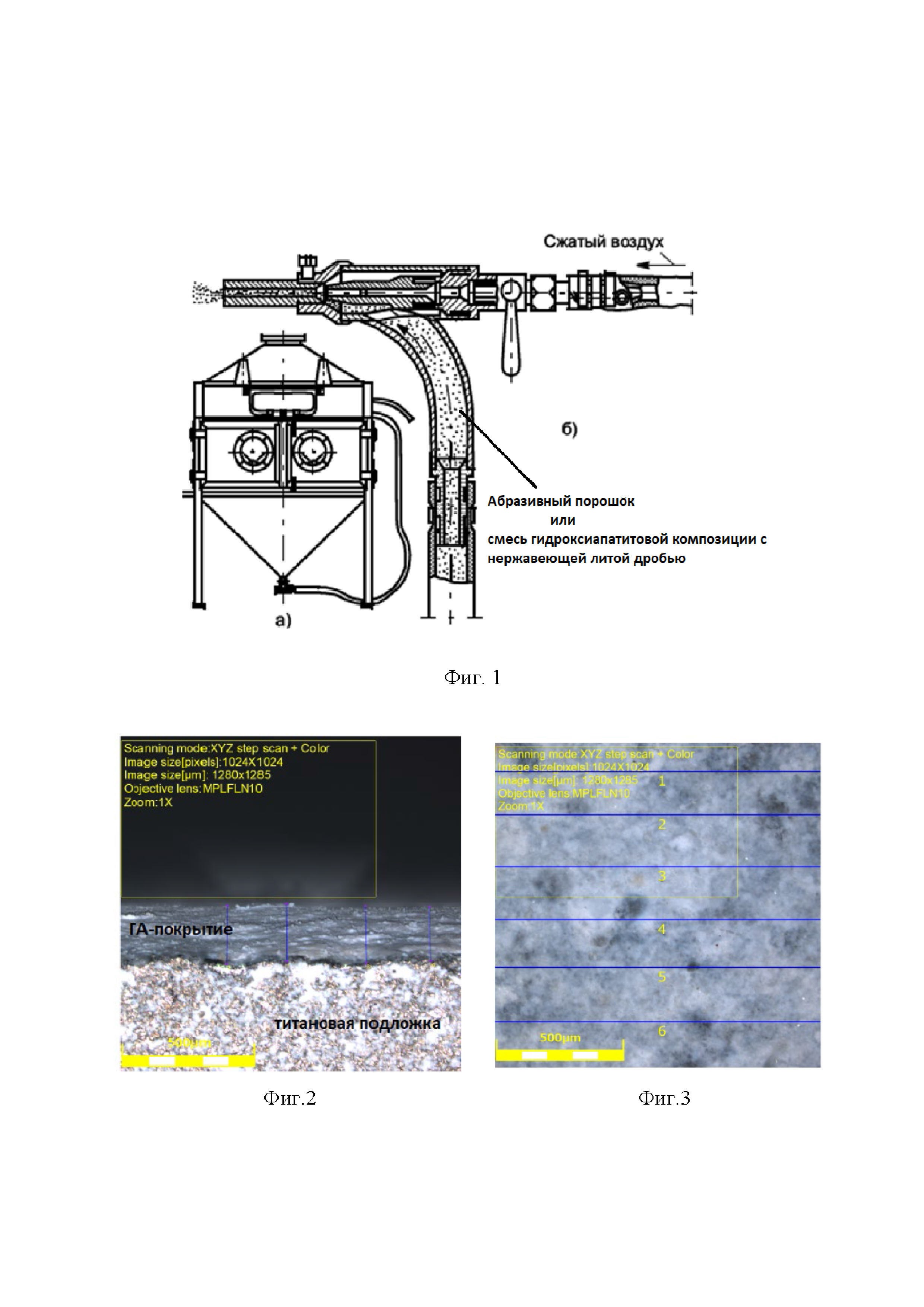
на фиг. 1 приведена схема пневмоструйной установки, включающей камеру для сухой пневмоструйной обработки поверхности (а) и эжекционный воздушный пистолет (б),
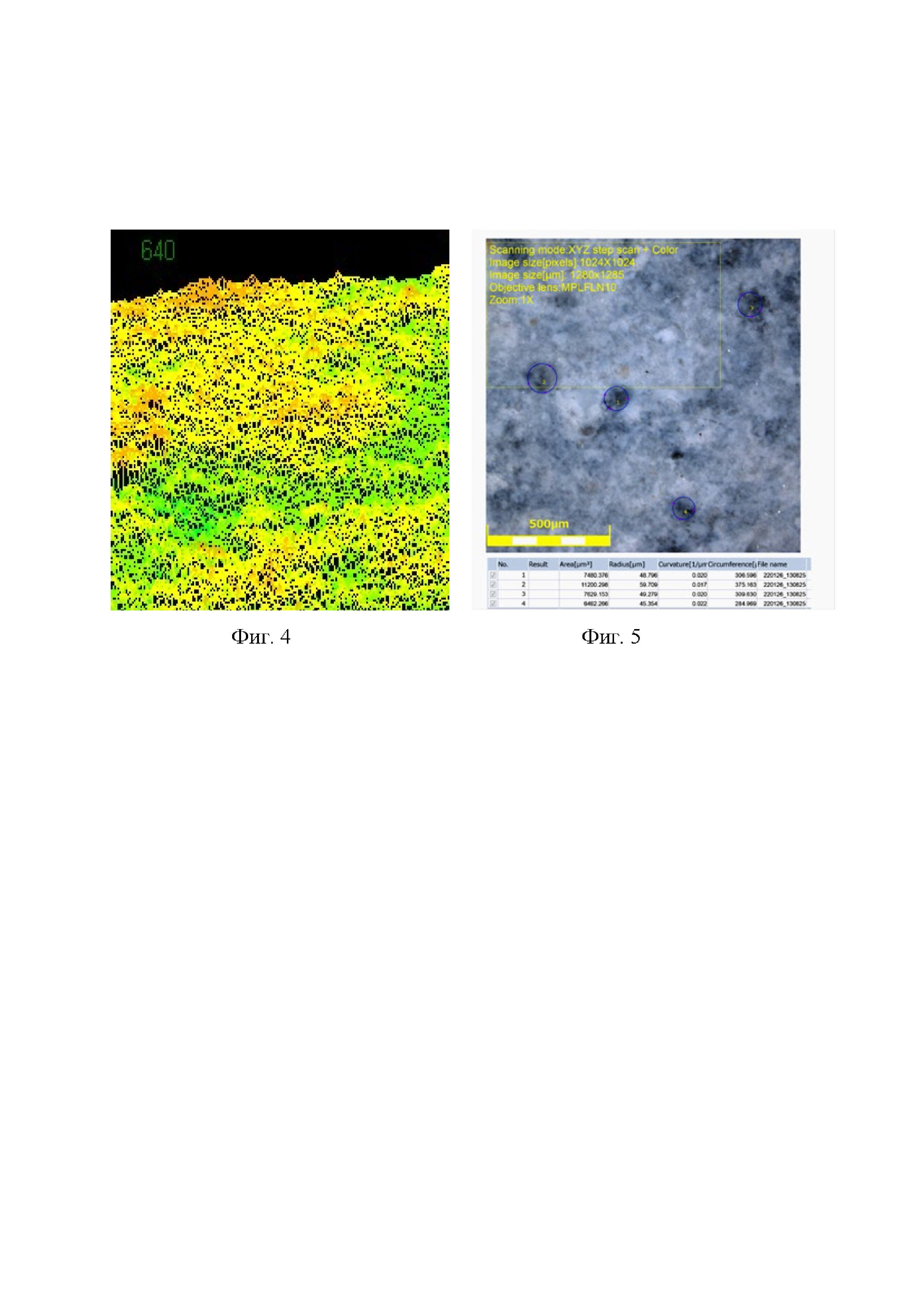
на фиг. 2 - фотография образца с ГА-покрытием, полученная методом лазерной микроскопии с торца, на которой показана толщина и рельеф получаемого покрытия;
на фиг. 3 - фотография образца с ГА-покрытием, полученная методом лазерной микроскопии сверху, где синим цветом показаны линии определения шероховатости поверхности,
на фиг. 4 - изображение 3D-модели микрорельефа полученного покрытия,
на фиг. 5 - фотография образца с ГА-покрытием, полученная методом лазерной микроскопии сверху, где синим цветом показаны точки, по которым определяли значения площади и радиусов пор.
Изобретение иллюстрируется следующими примерами.
Покрытие наносили на титановую заготовку из титана ВТ1-0.
Обдувку поверхности имплантата осуществляли на пневмоструйной установке VDK-82090. Для обработки поверхности имплантата использовали сухую струйно-абразивную обдувку, которую производили в камере с применением пистолета эжекциоиного типа (фиг. 1). Процесс вели вручную. Сжатый воздух обязательно должен быть сухим и очищенным от примесей.
Для предварительной обработки поверхности в качестве абразивного порошка в примерах использовали порошок карбида кремния, но может быть использован любой другой абразивный порошок.
Использовали фракцию нержавеющей литой дроби с размером частиц 0,4-0,8 мм. Выбор фракции был обусловлен размерами сопла эжекционного пистолета.
Обдувку производили при давлении воздуха 6-8 атмосфер, что было обусловлено возможностями установки.
Предлагаемый способ позволяет получать покрытие различной толщины, которая зависит от времени обдувки поверхности имплантата смесью ГА и нержавеющей литой дроби Оптимальное время обработки составило от 1,5 до 2,5 минут, за это время формируется покрытие толщиной порядка 200-250 мкм. В зависимости от требуемой толщины покрытия может быть выбрано другое время обдувки.
Пример 1
Предварительную обдувку поверхности титановой заготовки проводили карбидом кремния при давлении 6 атм в течение 1,5 мин (шероховатость поверхности составила Ra=2,5 мкм). Затем проводили обдувку смесью, состоящей из 30 мас.% ГА и 70 мас.% нержавеющей литой дроби при давлении воздуха 8 атм в течение 1,5 мин. Далее образец с нанесенным покрытием обезжиривали в растворе кальцинированной соды и промывали в проточной воде. Сушили в сушильном шкафу при температуре 65°С в течение 10 минут, а затем выдерживали в печи сопротивления при температуре 450°С в течение 25 минут.
Примеры 2-12 аналогичны примеру 1, варьировали соотношение ГА : дробь и условия обработки.
У полученных образцов определяли следующие показатели:
- толщину покрытия определяли методом лазерной микроскопии, измерение производили по 4 точкам по линиям, показанным на фиг. 2 синим цветом, и рассчитывали среднее значение;
- шероховатость поверхности определяли методом лазерной микроскопии, измерение проводили вдоль выбранных линий, показанных на фиг. 3 синим цветом и рассчитывали среднее значение;
- площадь и размеры пор определяли методом лазерной микроскопии по точкам, обозначенным на фиг. 5 синим цветом и рассчитывали среднее значение;
- адгезионную прочность покрытия определяли методом испытания на отрыв по ГОСТ 9.304-87 «Единая система защиты от коррозии и старения. Покрытия газотермические. Общие требования и методы контроля». К противоположным поверхностям плоского образца с покрытием с помощью высокопрочного клея ЭД-20 приклеивали цилиндры, основания которых располагались строго параллельно к исследуемой поверхности. При отрыве цилиндров от поверхности измеряли усилие отрыва.
Результаты испытаний приведены в таблице.
Исследования морфологии поверхности образцов, после нанесения покрытия, методом лазерной микроскопии показали, что поверхность имеет ярко выраженный рельеф (фиг. 2), явно видны многочисленные поры (фиг. 3). По результатам измерения шероховатости была построена 3D-модель микрорельефа полученного покрытия (фиг. 4). На модели покрытия прослеживаются гребни и впадины, что подтверждает развитость покрытия, нанесенного заявленным способом. Как видно из фиг. 3 площадь поверхности пор в среднем составила 7200 мкм2, среднее значение радиуса пор - 47 мкм. Полученные данные свидетельствуют об образовании пористой поверхности.

Как видно из табличных данных изменение соотношения ГА и дроби не оказывает существенного влияния на шероховатость покрытия и его толщину, но влияет на адгезионную прочность. При этом исследования показали, что во всех примерах прочность на отрыв составила не менее 50 МПа.
Необходимо отметить, что варианты осуществления не ограничиваются описанными здесь вышеуказанными вариантами, специалисту в области техники на основе информации, изложенной в описании, и знаний уровня техники станут очевидны и другие варианты осуществления изобретения, не выходящие за пределы сущности и объема данного изобретения.
Предлагаемый способ позволяет получить пористое гидроксиапатитовое покрытие на имплантате, характеризующееся высокой адгезионной прочностью сцепления покрытия с титановым имплантатом как основой и развитой шероховатостью. Способ является простым и не требует специального оборудования.
Реферат
Изобретение относится к медицине, а именно к способу нанесения биоактивного гидроксиапатитового покрытия на имплантаты из титанового сплава. Способ характеризуется тем, что нанесение гидроксиапатита осуществляют на пневмоструйной установке, при этом поверхность имплантата подвергают обдувке сначала абразивным порошком, затем при давлении воздуха не менее 6 атмосфер обдувке смесью гидроксиапатита и нержавеющей литой дроби при содержании дроби в смеси 30-70 мас.% с последующей сушкой и термообработкой при температуре 450-600°С. Достигается получение пористого ГА-покрытия на имплантате, характеризующегося высокой адгезионной прочностью не менее 50 МПа, шероховатостью Ra = 2,2-2,8 мкм. 6 з.п. ф-лы, 5 ил., 1 табл., 12 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ нанесения биоактивного покрытия на титановую пластину для остеосинтеза
Способ нанесения биоактивного покрытия на титановые имплантаты
Комментарии