Способы изготовления вспененного клея, содержащего закрытые поры - RU2636078C2
Код документа: RU2636078C2
Чертежи
Описание
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящая заявка частично продолжает заявку на патент США 13/246921, поданную 28 сентября 2011 г., полное описание которой настоящим включено в настоящее описание в качестве ссылки.
Это изобретение относится к способам изготовления вспененных клеев для применения в повязках для местного применения на теле, содержащих несущую подложку и вспененный клеевой слой, нанесенный на несущую подложку, в которых вспененный клеевой слой содержит множество закрытых пор, которые содержат инертный газ, расположенный в них, и которые по существу равномерно распределены во вспененном клеевом слое.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Клеи для повязок, которые можно прямо или косвенно размещать в контакте с кожей, известны в данной области техники. Такие повязки включают в себя лейкопластырные повязки для непосредственного применения в местах ран на коже, а также впитывающие прокладки, такие как гигиенические прокладки, которые косвенно размещают в контакте с кожей путем прикрепления к нижнему белью или к элементам одежды. Такие клеи включают в себя термоплавкий клей.
Термоплавкий клей наносится на несущую подложку в расплавленном виде и обычно образует слой твердого вещества на подложке после охлаждения. Такие клеящие композиции и слои обычно по существу лишены пузырьков или пор, в которых может содержаться воздух или другие газы. Другие термоплавкие клеи, например, описанные в Патенте США № 6383630, могут содержать открытые ячейки или поры и образовывать клеевые слои с открытыми порами, которые известны хорошей проницаемостью для воздуха и паров воды. Как описано в упомянутом патенте, клеящая композиция «наносится не на всю поверхность по меньшей мере одной стороны» несущей подложки. Клеевой слой предпочтительно имеет куполообразную форму. Клеевые слои повязок, приведенных в упомянутом патенте в качестве примеров, наносятся на несущую подложку методом термической трафаретной печати.
Повязки, включающие слой вспененной клеящей композиции, изготовленной способами по настоящему изобретению, позволяют уменьшить количество клеящей композиции, которое необходимо нанести на несущую подложку, что приводит к экономии средств по сравнению с повязками, в которых используется по существу такая же невспененная клеящая композиция, с сохранением клеящих и объемных свойств, необходимых для использования в таких повязках.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу изготовления вспененной клеящей композиции для использования в повязках, пригодных для местного применения на теле, включающему получение расплавленной клеящей композиции, совмещение инертного газа с расплавленной клеящей композицией в первом смесителе, смешивание расплавленной клеящей композиции, содержащей инертный газ, в первом смесителе в условиях, эффективных для образования первой вспененной клеящей композиции; и смешивание первой вспененной клеящей композиции во втором смесителе, который содержит средство для смешивания, в условиях, эффективных для образования второй вспененной клеящей композиции, содержащей по существу однородное распределение закрытых пор, содержащих упомянутый инертный газ. Это изобретение далее относится к вспененным клеящим композициям, изготовленным такими способами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
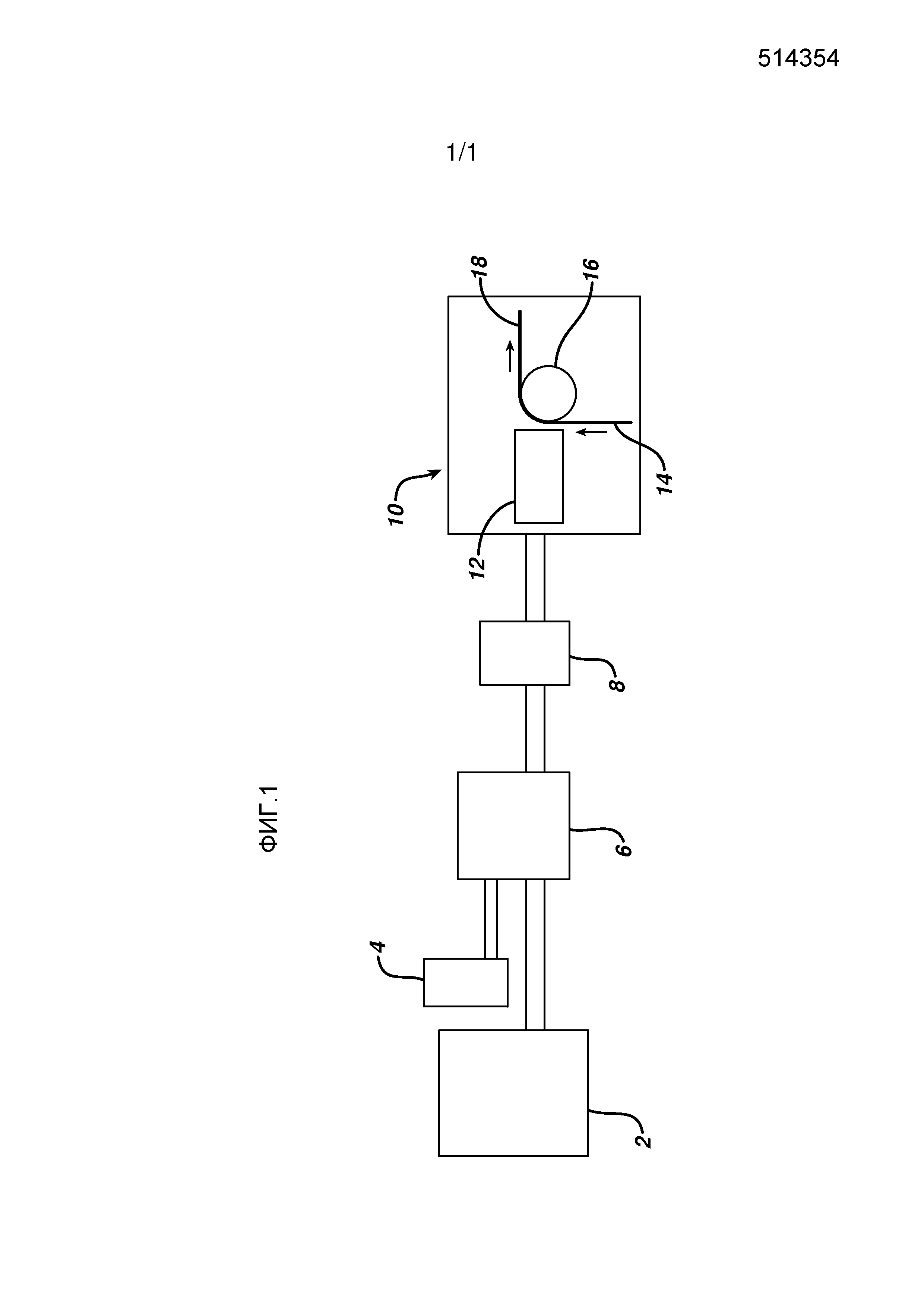
Фиг.1 представляет собой схематическое изображение процесса и оборудования в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее изобретение относится к способам изготовления вспененных клеящих композиций, пригодных для использования в повязках, предназначенных для местного применения или размещения иным образом в контакте с телом для различных целей. Такие повязки включают в себя без ограничения лейкопластырные повязки для применения в лечении ран, например для использования при порезах и царапинах на коже, и женские гигиенические защитные изделия, например прокладки и вкладыши. Такие повязки включают в себя несущую подложку, имеющую по меньшей мере одну сторону, на которую нанесена вспененная клеящая композиция, описанная в настоящем документе, для образования клеевого слоя с целью неподвижного закрепления повязки относительно тела. Клеевой слой содержит долю инертного газа, содержащуюся во множестве закрытых пор, по существу равномерно распределенных в клеевом слое.
Вспененные клеящие композиции, которые могут быть применены в таких повязках, могут представлять собой термоплавкие клеи, имеющие множество закрытых пор, которые содержат инертный газ и которые по существу равномерно рассредоточены в клее. Термин «по существу равномерно рассредоточенный» означает, что количество и объем рассредоточенных закрытых пор в любой части, например, объема, вспененной клеящей композиции или вспененного клеевого слоя приблизительно одинаков. Термин «закрытые поры» означает, что поры преимущественно отделены друг от друга и ограничены четкой/интактной границей ячеек непрерывного клеящего вещества, то есть по существу непрерывной стеной ячеек таким образом, что инертный газ оказывается герметично заключенным в оболочку и остается внутри пор.
Закрытые поры во вспененной клеящей композиции могут иметь овальную, сферическую или круглую структуру. Закрытая пора во вспененном клее обычно имеет максимальный размер поры, например максимальный средний диаметр поры, приблизительно 10 микрон или приблизительно 5 микрон. Размер поры может быть в диапазоне от приблизительно 1 до приблизительно 10 микрон или от приблизительно 2 до приблизительно 5 микрон в зависимости от конкретного применения. Хотя вспененные клеящие композиции могут включать в себя некоторый, сравнительно незначительный уровень открытых пор, объем пор в клеящей композиции преимущественно состоит из закрытых пор. Как правило, общее количество пор в клеящей композиции и/или клеевом слое содержит менее 10% открытых пор и приблизительно 90% или более закрытых пор и еще более предпочтительно содержит приблизительно 95% или более закрытых пор.
Граница поры предотвращает свободный поток инертного газа из закрытой поры во вспененном клее, допуская только минимальное проникновение. Кроме того, из-за закрытой структуры пор инертный газ не может легко выходить из закрытых пор при приложении давления, связанного с наложением повязки на несущую подложку. К тому же характер закрытых пор вспененного клея обеспечивает очень эффективный воздушный барьер, низкую проницаемость паров влаги и превосходную водонепроницаемость.
Вспененные клеящие композиции, изготовленные по настоящему изобретению, могут быть основаны на материалах, которые используются для приготовления клеев, используемых в обычных повязках, включая, без ограничений, природные и/или синтетические каучуки и/или основанные на других синтетических полимерах, таких как акрилаты, метакрилаты, полиуретаны, полиолефины, поливиниловые производные, сложные полиэфиры, или силиконы, или их смеси. Клеящие композиции могут также включать в себя соответствующие добавки, такие как адгезионные смолы, пластификаторы, стабилизаторы и другие вспомогательные компоненты, где это необходимо или желательно.
Газы, применяемые для получения клеящих композиций, используемых в настоящем изобретении, могут быть инертными газами, выбранными из группы, состоящей из азота, диоксида углерода, инертных газов, углеводородов и воздуха. В случае воздуха антиоксиданты могут быть добавлены в клей. Из-за природы инертных газов реакции между клеящими композициями и газами вo вспененных клеях не происходит.
Для поддержания объемных адгезионных свойств вспененного клея, которые являются эффективными для использования в повязках по настоящему изобретению с целью предполагаемого использования, и для поддержания необходимых адгезионных свойств вспененный клей должен быть приготовлен с соответствующей степенью вспенивания. Степень вспенивания, т.е. доли газа, например, объема, рассредоточенного и распределенного по всей клеящей композиции, является эффективной для обеспечения клеевого слоя необходимыми адгезионными свойствами. Степень вспенивания во вспененных клеящих композициях, используемых в повязках в соответствии с настоящим изобретением, может составлять от приблизительно 15% до 70% по объему, или от приблизительно 20% до приблизительно 60% по объему, или приблизительно от 20% до 40% по объему. Плотность вспененных клеящих композиций, используемых в повязках по настоящему изобретению, может варьироваться приблизительно от 0,14 до 0,80 г/см3, или от приблизительно 0,19 до приблизительно 0,55 г/cм3, или от приблизительно 0,19 до приблизительно 0,38 г/cм3.
Вспененные клеи получают при температуре чуть выше размягчения клеящего материала. Температура может находиться в диапазоне от приблизительно 135°C (275°F) до приблизительно 191°C (375°F) или от приблизительно 149°C (300°F) до приблизительно 157°C (315°F). Как правило, температура обработки вспененных клеев, которые будут использоваться в повязках для использования в уходе за раной, находится в интервале от приблизительно 149°C (300°F) до приблизительно 177°C (350°F), а для вспененных клеев, которые будут использоваться в повязках для использования в гигиенической защите, температура несколько ниже. Смешивание проходит на сравнительно высокой скорости. В дополнение к температуре и скорости смешивания, другие условия получения вспененных клеящих композиций с закрытыми порами должны быть эффективными, чтобы обеспечить структуры с закрытыми порами по существу равномерно рассредоточенными в ней.
Для того чтобы получить вспененный клей с преимущественно закрытыми порами, как описано выше, используется особенно подходящий способ получения вспененных клеев, как описано здесь. В этом процессе чувствительный к давлению клей сначала плавят при температуре выше точки плавления клея с образованием расплавленной клеящей композиции. Расплавленный клей затем смешивают в первом смесителе, содержащем средство для смешивания расплавленного клея и газа, например вращающуюся смешивающую лопатку, с сухими инертными газами, такими как азот, воздух или двуокись углерода, в различных пропорциях по объему, например, 10-80%, при высоких давлениях с образованием первой вспененной клеящей композиции. Газ, например N2, закачивают в расплавленный клей под высоким давлением, например от приблизительно 3 447 до приблизительно 10 342 кПа (от приблизительно 500 до приблизительно 1500 фунтов на квадратный дюйм), таким образом, что давление в клее составляет приблизительно 2 068-4 137 кПа (300-600 фунтов на квадратный дюйм) в первом смесителе, где происходит грубое смешивание. Такие первые вспененные клеящие композиции и способы их получения, обычные и дополнительные условия смешивания для формирования первой вспененной клеящей композиции будут очевидны для специалистов в данной области как составляющие преимущество настоящего изобретения.
Первую вспененную клеящую композицию затем закачивают во второй смеситель, также содержащий средство для перемешивания первой вспененной клеящей композиции, например вращающуюся лопатку или другую конструкцию для перемешивания, с тем, чтобы продолжить тонкое перемешивание с получением второй вспененной клеящей композиции, содержащей по существу однородное распределение закрытых пор. Специалистам в данной области техники будет понятно, что средства для смешивания вспененных клеевых композиций могут включать в себя другие конструкции, кроме вращающихся смешивающих лопаток. Во второй смеситель может, но необязательно, добавляться дополнительный газ. При необходимости могут быть использованы дополнительные смесители. Внешнее давление, т.е. давление в экструдере, поддерживают на уровне от приблизительно 1379 кПа (200 фунтов на квадратный дюйм) до приблизительно 2758 кПа (400 фунтов на квадратный дюйм).
Условия перемешивания во вторичном смесителе должны быть эффективными для получения клеящей композиции, содержащей равномерное распределение закрытых пор, содержащих инертный газ, расположенный в них. Такие условия включают в себя, без ограничения, скорость закачивания, т.е. скорость вращающейся смесительной лопатки, и разность давлений (dP) между внутренним давлением в первой клеящей композиции, входящей во второй смеситель, и внешним давлением второй вспененной клеящей композиции, выходящей из второго смесителя. Внутреннее давление первой вспененной клеящей композиции, вводимой во второй смеситель, больше, чем внешнее давление второй вспененной клеящей композиции, выходящей из второго смесителя, тем самым обеспечивается перепад давления (dP). Как правило, внутреннее давление первой вспененной клеящей композиции, вводимой во второй смеситель, может быть от приблизительно 2758 до приблизительно 2930 кПа (от приблизительно 400 до приблизительно 425 фунтов на квадратный дюйм), а внешнее давление второй вспененной композиции, выходящей из второго смесителя, может составлять от приблизительно 1207 кПа (175 фунтов на квадратный дюйм) до приблизительно 2241 кПа (325 фунтов на квадратный дюйм), или от приблизительно 1241 кПа (180 фунтов на квадратный дюйм) до приблизительно 2068 кПа (300 фунтов на квадратный дюйм).
Минимальный dP должен быть эффективным, чтобы обеспечить присутствие закрытых пор во второй клеящей композиции. Однако чрезмерный dP может привести к неустойчивости пены в клеящей композиции. Перепад внутреннего и внешнего давлений второго смесителя, как правило, будет приблизительно 793 кПа (115 фунтов на квадратный дюйм) или более и может находиться в диапазоне от приблизительно 793 кПа (115 фунтов на квадратный дюйм) до приблизительно 2068 кПа (300 фунтов на квадратный дюйм), или от приблизительно 2586 кПа (375 фунтов на квадратный дюйм) до приблизительно 3103 кПа (450 фунтов на квадратный дюйм).
Скорость закачивания, т.е. скорость смешивающей лопатки, зависит от оборудования, но она должна быть достаточно высокой для получения по существу однородного распределения закрытых пор, содержащих газ в клее. Одним из таких смесителей является GP 200 производства Nordson®, который включает разрубной нож. При использовании GP 200 от Nordson® скорость вращения смесительной лопатки может составлять от приблизительно 20 до приблизительно 30 оборотов в минуту. Специалисту в данной области техники будет понятно, что другие смесители могут использовать различные скорости перемешивания. Кроме того, для поддержания закрытого характера пор вязкость расплавленных клеев должна быть в диапазоне от 1 000-50 000 сПз при температуре, которая при смешивании газов и расплавленных клеев обеспечивает существование закрытых пор.
Вторая вспененная клеящая композиция затем передается через изолированные (т.е. с контролем температуры) трубки на распределительную станцию и распределяется через щелевую экструзивную головку, например, по несущей подложке. Щелевая экструзивная головка может быть предназначена для нанесения различных рисунков на поверхность подложки или во всей ее поверхности, или только по части.
За счет оптимизации условий перемешивания во втором смесителе и образования второй вспененной клеящей композиции, содержащей равномерное распределение закрытых пор, плотность клеящей композиции уменьшается таким образом, что во вспененных композициях используется меньше клея по весу и при этом сохраняются адгезивные свойства, необходимые для эффективного функционирования по назначению. Снижение расчетной плотности второй вспененной клеящей композиции, т.е. снижение весовых процентов клея в постоянном объеме второй вспененной клеящей композиции, может находиться в диапазоне от приблизительно 10 процентов до приблизительно 50 процентов или от приблизительно 20 процентов до приблизительно 40 процентов.
Как показано на Фиг.1, один способ по настоящему изобретению использует накопитель клея 2, который подает расплавленный клей в смеситель первичного смешивания 6. Накопитель инертного газа 4, например азота, подает азот в смеситель первичного смешивания 6, связанный с ним, где образуется первый вспененный клей. Первый вспененный клей затем передается из смесителя первичного смешивания 6 в смеситель вторичного смешивания 8, где в результате дальнейшего смешивания производится вторая вспененная клеящая композиция, содержащая по существу равномерное распределение закрытых пор, содержащих азот, заключенный в них. Вторая вспененная клеящая композиция затем передается из вторичного смесителя 8 в систему нанесения 10. Система нанесения 10 содержит аппликатор клея 12, который наносит вспененные клеи, смешанные во вторичном смесителе 8, на ткань подложки 14 без покрытия, которая поддерживается валиком для нанесения покрытия 16, подающим тканевую подложку 18 с покрытием.
Вспененный клей в соответствии с настоящим изобретением может быть нанесен на тканевую подложку 14 без покрытия с помощью кисти. В альтернативном варианте осуществления вспененный клей может быть нанесен на тканевую подложку 14 без покрытия путем распыления. Тем не менее, в другом варианте осуществления вспененный клей в соответствии с настоящим изобретением может наноситься на тканевую подложку 14 без покрытия путем наливания по каплям. Специалист в данной области техники сможет легко установить другой механизм нанесения, который может быть использован при наличии преимуществ настоящего изобретения.
Несущие подложки, используемые в повязках, могут представлять собой любую подложку, обычно используемую в применениях, в которых могут быть использованы повязки. Вспененный клей наносят на подложку для фиксации повязки на месте по отношению к поверхности тела, на которую накладывают повязку. Несущие подложки имеют первую сторону и вторую сторону, противоположную первой стороне, на которую наносят вспененную клеящую композицию с образованием вспененного клеевого слоя. Клеевой слой может быть непрерывным, т.е. покрывать по существу всю площадь второй стороны подложки, на которую он наносится. Клеевой слой также может быть прерывистым и в этом случае вспененный клей может быть нанесен в виде рисунка или по периферии второй стороны подложки и т.п., тем самым образуются липкие участки и нелипкие участки. Общая площадь клея должна быть достаточной, чтобы обеспечить фиксирование повязки на месте.
В случае лейкопластырных повязок вторая сторона подложки, имеющая вспененный клеевой слой на ней, будет размещена непосредственно на коже, с фиксацией повязки непосредственно на коже. Абсорбирующая прокладка может быть применена на поверхности клеевого слоя, обращенного к коже, и в этом случае клеевой слой может служить для приклеивания повязки на кожу, а также для приклеивания абсорбирующей прокладки на несущей подложке, например в каркасном слое, который обычно используется в лейкопластырных повязках.
В варианте осуществления гигиенической прокладки несущая подложка может быть использована в сочетании с другими впитывающими салфетками или слоями, с тем, чтобы обеспечить необходимую абсорбцию жидкостей организма. Вторая сторона несущей подложки, имеющая вспененный клеевой слой, нанесенный на нее, затем контактирует с бельем или другим предметом одежды, чтобы зафиксировать прокладку на месте.
Подложки могут быть изготовлены из тканых или трикотажных тканей, эластичных или неэластичных материалов, пластмассовых пленок, бумаги, нетканых тканей, вспененных материалов или их ламинатов. Полимерные материалы, которые могут быть использованы при подготовке несущей подложки, включают в себя, без ограничения, полиэтилен, полиолефиновые пленки, полученные путем совместной экструзии полиолефиновых пленок, полиуретановые пленки и пенистые каркасы из ПУ/ПВХ. В некоторых вариантах осуществления лейкопластырных повязок несущая подложка может представлять собой гладкую поверхность или перфорированную пленку, например, моно- или со-экструдированные полиолефиновые пленки, например, полиэтилена или полипропилена, полиуретана или других тонких пленок. Другие подложки включают в себя грубые, текстурированные поверхности/рельефы, такие как сделанные из тканых или нетканых эластичных тканей, изготовленных из, например, природного или синтетического волокна, такого как хлопок, вискоза, ПЭТ, нейлон, полиуретан и т.д. В вариантах осуществления, в которых повязка представляет собой гигиеническую прокладку, подложка может представлять собой пленку, например полиэтилен, или нетканый материал, например полипропилен.
Вспененные клеевые композиции, имеющие закрытые поры, распределенные в них, наносятся на ту сторону несущей подложки, которая обеспечивает фиксацию повязки по настоящему изобретению по отношению к телу. Как отмечалось выше, сторона, содержащая вспененный клеевой слой, фиксирует лейкопластырю повязку на коже, в то время как сторона, содержащая вспененный клеевой слой гигиенической прокладки или вкладыша, фиксирует последнюю к предмету одежды.
Как и во вспененной клеящей композиции, закрытые поры, распределенные во вспененном клеевом слое, имеют размер пор, которые могут варьироваться от приблизительно 1 до приблизительно 10 микрон или от приблизительно 2 до приблизительно 5 микрон. В некоторых вариантах осуществления изобретения закрытые поры могут быть удлиненными по своей структуре за счет нанесения вспененной клеящей композиции на подложку. В этом случае размер поры может быть представлен длиной и/или шириной поры. В других вариантах осуществления закрытая пора может иметь овальную, сферическую или круговую форму. В этом случае размер поры может быть представлен средним диаметром поры. В некоторых вариантах осуществления пора имеет максимальный размер приблизительно 10 микрон, или в других вариантах осуществления пора имеет максимальный размер приблизительно 5 микрон.
Толщина вспененного клеевого слоя может составлять от приблизительно 20 до приблизительно 200 микрон или от приблизительно 30 до приблизительно 100 микрон. Отношение толщины вспененного клеевого слоя к среднему размеру пор может составлять от приблизительно 0,005 до приблизительно 0,50, или от приблизительно 0,03 до приблизительно 0,1. Вспененный клеевой слой может иметь основную массу в диапазоне от приблизительно 20 до приблизительно 150 г/м2, или от приблизительно 30 до приблизительно 100 г/м2, или от приблизительно 30 до приблизительно 60 г/м2. Плотность вспененного клеевого слоя может быть от приблизительно 0,14 до приблизительно 0,80 г/см3, или от приблизительно 0,19 до приблизительно 0,55 г/см3, или от приблизительно 0,19 до приблизительно 0,38 г/см3.
При подготовке повязок, изготовленных в соответствии со способами по настоящему изобретению, вспененную клеящую композицию, как описано здесь, наносят на сторону несущей подложки, которая фиксирует повязку на месте по отношению к телу.
Лейкопластырные повязки, изготавливаемые в соответствии с настоящим изобретением, обладают рядом преимуществ. Во-первых, количество клея, необходимого для использования в клеевом слое значительно снижается в присутствии закрытых пор, заполненных газами, без отрицательного воздействия на адгезионные свойства и объемные свойства клеевого слоя. Это обеспечивает значительную экономию для производителя в связи с уменьшением количества клеящей композиции, которое фактически приходится использовать. Кроме того, вспененный клеевой слой придает ощущение мягкости и гладкости при ношении лейкопластырной повязки, обеспечивая улучшенный комфорт при применении.
Лейкопластырные повязки обычно имеют статический сдвиг, который составляет от приблизительно 20% до приблизительно 80% статического сдвига адгезивной повязки, включающей по существу то же самое или же такую же несущую подложку и слой невспененной нелипкой композиции, которая по существу аналогична вспененной клеящей композиции. В некоторых вариантах изобретения повязки по настоящему изобретению имеют статический сдвиг, который составляет приблизительно 60% или приблизительно 80% статического сдвига адгезивной повязки, включающей по существу то же самое или же такую же несущую подложку и слой невспененной нелипкой композиции, которая по существу аналогична вспененной клеящей композиции. Повязки могут иметь статический сдвиг приблизительно 100 минут или более, или 300 минут или более, или приблизительно 500 минут или более, или приблизительно 1500 минут или более, каждый, как определено способами, на которые ссылается и описаны в настоящем документе ниже, со статической нагрузкой в 500 г. Как изложено в формуле изобретения, все статические значения сдвига определяются по методикам, описанным в ASTM 6463 со статической нагрузкой 500 г.
ПРИМЕР 1
Термоплавкая клеящая композиция без вспенивания была нанесена на две различные подложки, одна из которых была сделана из эластичного тканого ПЭТ-материала (Контроль C1), а другая - из полиолефиновой пленки, имеющей внешние пленки из ПЭ и пленку из PЭ/акриловой смеси, расположенной между наружными пленками (Контроль C2). Термоплавкие клеящие композиции различной степени вспенивания наносили на такие же подложки, как были использованы в C1 и C2, соответственно. Термоплавкие клеи применяли на различных подложках приблизительно при 160°С. Полученные покрытые подложки C1, C2, 1A, 1B, 1C и 1D затем были протестированы на адгезию под углом 90° и статический сдвиг с использованием стандартных методов испытаний ASTM 3330 F и ASTM 6463, соответственно. Результаты испытаний приведены в Таблице 1.
Как показывает результат, тканый материал, имеющий вспененный клеевой слой, содержащий приблизительно 30 и 50% вспененности (по объему), показал статический сдвиг в 308 и 195 минут при статической нагрузке 500 г соответственно. Полиолефиновые пленки с такими же клеевыми слоями продемонстрировали статические сдвиги, которые невозможно было измерить.
ПРИМЕР 2
Серия вспененных клеящих композиций, содержащих однородное распределение закрытых пор, содержащих азот, была изготовлена в соответствии с настоящим изобретением с применением Прецизионного насоса GP 200 производства Nordson®, как описано выше. Параметры процесса для каждого прогона приведены в Таблице 2. Как показано в Таблице 2, расчетное уменьшение плотности для различных параметров процесса составило от приблизительно 10% до приблизительно 40%.
Реферат
Изобретение относится к способу изготовления вспененных клеящих композиций для использования в адгезивных повязках, пригодных для местного применения на теле. Способ включает: стадии получения расплавленной клеящей композиции, совмещения инертного газа с расплавленной клеящей композицией в первом смесителе, смешивания расплавленной клеящей композиции, содержащей инертный газ, в первом смесителе в условиях, эффективных для образования первой вспененной клеящей композиции; и смешивания первой вспененной клеящей композиции во втором смесителе, в условиях, эффективных для образования второй вспененной клеящей композиции, содержащей по существу однородное распределение закрытых пор, содержащих инертный газ. При этом внутреннее давление первой вспененной клеящей композиции, поступающей во второй смеситель, больше, чем внешнее давление второй вспененной клеящей композиции, выходящей из второго смесителя. Внутреннее давление составляет 2586-3103 кПа, а внешнее давление составляет 1207-2241 кПа. Обеспечивается уменьшение количества клеящей композиции, которое необходимо нанести на несущую подложку, с сохранением клеящих и объемных свойств. 2 н. и 10 з.п. ф-лы, 1 ил., 2 табл., 2 пр.
Формула
Документы, цитированные в отчёте о поиске
Устройство, система и способ смешивания
Уплотняющая лента для клеевого соединения пароизоляционных пленок и парозадерживающих пленок и способ ее изготовления
Комментарии