Способ и устройство для получения бесконечных полых профилированных изделий из полимеров - RU2314919C2
Код документа: RU2314919C2
Чертежи


Описание
Настоящее изобретение касается способа получения бесконечных полых профилированных изделий из полимеров, в частности полимерных труб, а также устройства, предназначенного для осуществления способа, который состоит из нескольких технологических стадий получения труб и одной технологической стадии нанесения на их поверхность металлического покрытия.
Известна облицовка полимеров путем нанесения на их поверхность тонких покрытий, в частности, в соответствии с технологией, используемой в производстве упаковочных материалов. При этом на полимерный пленочный материал с высокой скоростью наносят одностороннее металлическое покрытие минимальной толщины. Однако этот известный способ не может быть использован для получения обладающих равномерной толщиной покрытий на поверхности полых профилированных изделий круглого сечения, в частности на поверхности труб, поскольку он пригоден лишь для нанесения односторонних покрытий на пленочные материалы.
В связи с этим в основу настоящего изобретения положена задача создания способа, посредством которого можно было бы с высокой производительностью наносить на поверхность полых профилированных полимерных изделий пригодные с технической точки зрения металлические покрытия, используя тонкослойную технологию.
Согласно настоящему изобретению указанная задача решается благодаря способу, интерпретируемому в соответствии с приведенными в п.1 формулы изобретения отличительными признаками.
В зависимых пунктах формулы изобретения заявлено расширение и дальнейшее усовершенствование изобретения.
На прилагаемых схемах в качестве примера представлено устройство для осуществления способа.
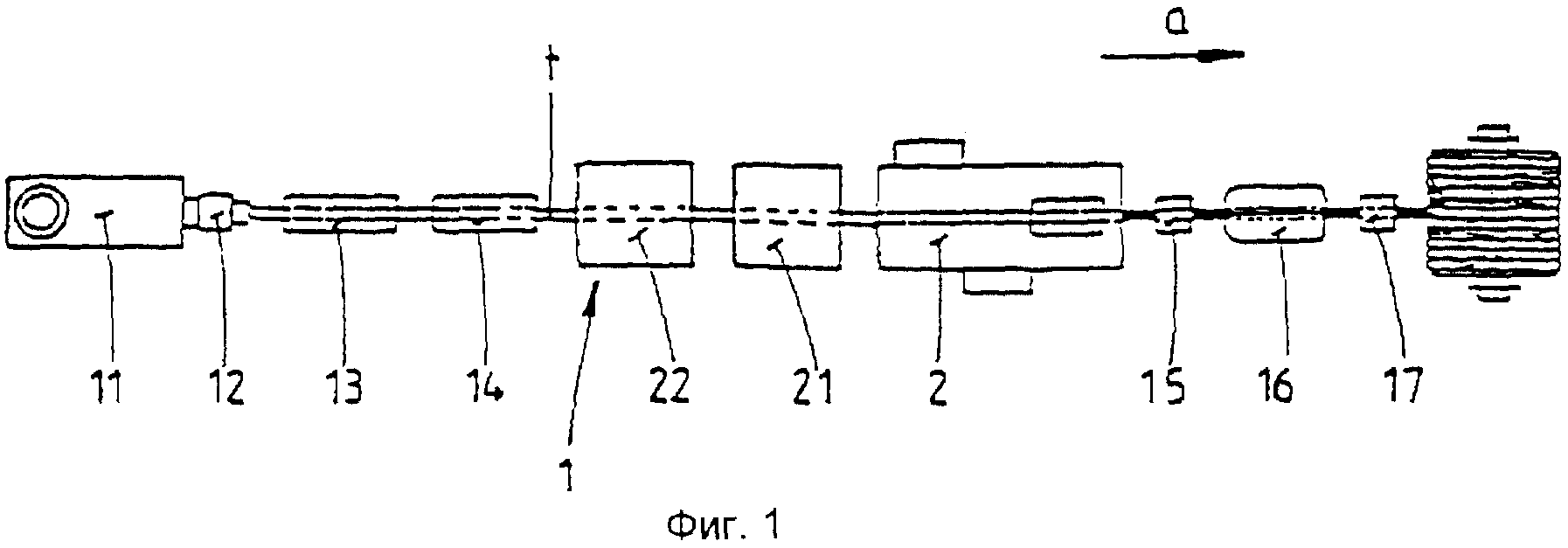
Фиг.1 - схематическое изображение установки для нанесения покрытий с выходящей из экструдера полимерной трубой.
Фиг.2 - схематическое изображение установки для нанесения покрытий со сматываемой с наматывающего валика полимерной трубой.
Фиг.3 - схематическое изображение конструкции узла нанесения металлического покрытия.
Известное устройство 1, предназначенное для получения трубы «t» из полимерного материала, например из полиэтилена, состоит из экструдера 11, формующего инструмента 12, секции калибровки 13, секции охлаждения 14, при необходимости, секции нанесения печати 15, приемной секции 16, предназначенной для протягивания полимерной трубы «t» в указанном стрелкой «а» направлении, отрезного приспособления 17 и наматывающего валика 18, предназначенного для наматывания обладающих большой длиной кусков трубы.
В соответствии с настоящим изобретением предпочтительно между секцией охлаждения 14 и секцией нанесения печати 15 монтируют систему, включающую три секции, предназначенные для нанесения на полимерную трубу «t» металлического покрытия.
Поверхность выходящей из формующего инструмента 12 трубы «t»обладает неровностями в виде раковин, и поэтому непригодна для непосредственного нанесения металлического покрытия. В связи с этим трубу «t» сначала пропускают через секцию выравнивания поверхности 22, в которой на поверхность трубы наносят жидкий полимер, а затем пропускают ее через сушилку 21, в которой осуществляют сушку слоя жидкого полимера. После такой обработки поверхность трубы становится пригодной для нанесения металлического покрытия.
Вместо нанесения покрытия, состоящего из жидкого полимера, поверхность трубы может быть выровнена путем ее обработки пламенем.
Далее подвергнутую предварительной обработке указанным выше способом трубу «t» пропускают через секцию нанесения металлического покрытия 2, внутреннее устройство которой схематически изображено на фиг.3. В состав этой секции входят, например, четыре челнока 231, 232, 233 и 234, предназначенные для обработки поверхности полимерной трубы «t» пламенем, которые для более равномерного нанесения металлического покрытия располагаются под углом 90° по отношению друг к другу. Челноки могут быть также смонтированы на подшипниках, благодаря чему в процессе нанесения металлического покрытия они могут вращаться вокруг трубы «t». Челноки нагревают посредством электрического тока, в результате чего происходит испарение используемого для получения покрытия металла, например алюминия или меди, его переход в паровую фазу и последующее осаждение на поверхности трубы «t». Секцию нанесения металлического покрытия 2 предпочтительно эксплуатируют при пониженном внутреннем давлении. Благодаря высокой гладкости поверхности трубы «t» отсутствует необходимость в дорогостоящей герметизации внутреннего объема секции 2.
Герметизация секции 2 посредством гидравлических затворов, аналогичных тем, которые используют в емкостях, предназначенных для осуществления непрерывных технологических процессов при пониженном давлении, страдала бы существенным недостатком, заключающимся в том, что поверхность трубы утратила бы пригодность для нанесения металлического покрытия из-за ее смачивания используемой в гидравлических затворах жидкостью. Поэтому для герметизации секции 2 используют сальники 241 и 242, изготовленные из эластичных полимерных материалов.
При включении в состав устройства 1 секции выравнивания поверхности 22, сушилки 21 и секции нанесения металлического покрытия 2 длины этих секций следовало бы рассчитывать в соответствии с пропускаемыми через устройство 1 полимерными трубами «t» таким образом, чтобы при заданных эксплуатационных параметрах (производительности устройства 1 и скорости экструзии) указанные секции обладали бы способностью выполнить те технологические операции, для которых они предназначены.
На фиг.2 представлено устройство с готовой, намотанной на наматывающий валик 18 полимерной трубой «t», на поверхность которой должно быть нанесено металлическое покрытие, для чего достаточно лишь пропустить трубу через секции 22, 21 и 2. В этом случае скорость пропускания трубы через эти секции уже не зависит от производительности описанного выше устройства 1, и ее расчет может быть осуществлен только с учетом способности секций 22, 21 и 2 реализовать те технологические операции, для выполнения которых они предназначены.
Целесообразно объединить все три секции 22, 21 и 2 в общую систему, благодаря чему могут использоваться только два уплотняющих сальника.
Перечень обозначений
Реферат
Изобретение относится к способу получения бесконечных полых профилированных изделий из полимеров, в частности полимерных труб. Способ включает стадии производства полимерной трубы, стадию выравнивания поверхности трубы и стадию нанесения металлического покрытия. На стадии выравнивания поверхности трубы сначала выравнивают поверхность трубы, а затем наносят выравнивающий слой. Металл покрытия наносят путем испарения в вакууме. В качестве материала для выполнения выравнивающего слоя используют жидкий полимер, который на стадии сушки сушат для превращения жидкого полимера в твердое состояние. Полимер вместе с прочно соединенным с ним металлическим слоем образуют газонепроницаемый слой. Технический результат заключается в повышении производительности получения полых профилированных изделий. 2 н.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ металлизации подложки из фторопласта
Комментарии