Устройство, системы и способы для сухой изотермической обработки и сборочные приспособления для заготовок - RU2417871C2
Код документа: RU2417871C2
Чертежи






Описание
Область
Настоящее изобретение относится к держателям заготовок, первоначально обрабатываемых сухим резанием, а в частности к установкам, системам автоматического регулирования и способам непрерывно затухающих высокочастотных колебаний, препятствующим тепловыделению, в целом, в тонких сечениях, заготовок профилированной и/или сложной формы или многокомпонентных заготовок, при этом одновременно удерживающиеся заготовки изотермически стабильны при обработке и/или контроле. Патентоспособные изотермические системы крепления заготовок уменьшают погрешности обработки, возникающие из-за вибраций и коэффициента температурного расширения в результате тепловыделения при обработке, и делают возможной высокоточную обработку за более короткое время при большем выходе наудачу обработанных деталей. Патентоспособная система также применима к приспособлениям для сборки высокоточных деталей способом, существенно устраняющим смещение деталей из-за коэффициента температурного расширения, закрепляя их при сборке изотермически изолировано. Патентоспособная система также применима для предотвращения вызванных коэффициентом температурного расширения искривлений рам станка и станин фрезы вследствие чрезмерного выделения тепла линейными асинхронными двигателями. Магнитная система определения местоположения также помогает при глухом сверлении и клепке автоматическими клепочными машинами при сборке крыла и корпуса комплектующих космического аппарата.
Уровень техники
В промышленности высокоточных станков для быстрой обработки всех заготовок важно затянуть допуски размеров при высоком качестве обработки поверхности на повторяемой основе. Особый интерес представляет точное, быстрое и многократное производство больших, относительно тонких в сечении, профилированных и/или сложных заготовок. Эти виды заготовок очень трудно закрепить жестко, точно и недорого, поскольку они по своей сути подвержены вибрациям. Вибрация - это высокочастотные колебания поверхности заготовки в отношении, например, движущегося или вращающегося режущего инструмента. Вибрация вызывает индивидуальные разности высот при каждом проходе инструмента по поверхности заготовки. Когда появляются эти разности высот, создаются острые (90°) углы, в каждом из которых концентрируются статические, динамические и циклические напряжения растяжения.
В агрессивной атмосферной среде концентрация напряжений может вызвать как коррозионное растрескивание, так и коррозионную усталость. Коррозионное растрескивание под напряжением является прогрессирующим механизмом разрушения в металлах, вызванным одновременным действием агрессивных веществ и длительных напряжений растяжения за время эксплуатации. Усталость, вызванная коррозией, также может привести к несколько подобному механизму разрушения, вызывающему прогрессирующее растрескивание из-за циклических напряженных нагрузок за время эксплуатации. Любой механизм разрушения может привести к внезапному и полному отказу заготовки при обычных условиях эксплуатации.
Прежние попытки уменьшить вибрацию заготовки заключались в изменении самой заготовки, а также изменении геометрии режущего инструмента и установке заготовки. Ничто из этого не обеспечивает демпфирование вибраций заготовок с тонким сечением или регулирование температуры заготовки. Другие способы уменьшения вибрации включают использование формовочной глины, нелинейных металлических пружин, газовых и гидравлических амортизаторов, настроенных резонансных конструкций и механической предварительной нагрузки. Попытки использовать упругие материалы опираются на парциальное сжатие податливого материала, что приводит к отсутствию жесткости при креплении заготовки. Поскольку заготовка закреплена не жестко, то таким образом чем меньше глубина резания при более медленном вращении инструмента, тем меньший шаг и/или скорость подачи требуются для чистового фрезерования без образования волн или острых кромок при обработки поверхности.
Податливые или вязкоупругие материалы имеют очень низкую теплопроводность и работают в качестве теплоизоляторов, а не в качестве теплопоглотителей. Поскольку процесс обработки создает тепловую энергию, часть тепловой энергии передается от заготовки, поскольку от нее отлетает очень горячая стружка. Однако в лучшем случае только 75% тепловой энергии уносится стружкой. Оставшаяся тепловая энергия поглощается и инструментом/шпинделем, и заготовкой. Вся оставшаяся тепловая энергия, которая не переходит на инструмент/шпиндель, накапливается в заготовке. Кроме того, податливые материалы могут создавать совершенно новые частоты колебаний заготовки. Таким образом, хотя они могут демпфировать некоторые частоты колебаний, они могут создать разные, как правило, более низкие частоты колебаний, имеющие большую амплитуда движения в заготовке. Если вязкоупругий материал применяется вдоль внешней боковой кромки заготовки, либо используется недостаточное его количество, создаются другие колебания, которых не было, когда заготовка обрабатывалась без его использования. Опыт показывает, что сочетание таких способов уменьшения вибраций и увеличивает время цикла, и сосредотачивает тепло в заготовке. Из-за недостатков этих прежних антивибрационных способов крепления заготовок производится большое количество забракованных заготовок, требующих дорогостоящей ручной переделки с неудовлетворительными результатами.
И вибрация, и тепловое накопление усиливаются при "сухой" обработке, где не используется ни охладитель, ни смазка. В аэрокосмической отрасли заготовки обрабатываются "всухую", поскольку они слишком большие для обработки "мокрым" способом. Самые длинные аэрокосмических заготовки изготовлены на станке "сухим" способом из алюминия, поскольку размер детали в длину варьируется от 50 до 112 футов. Алюминий имеет высокую теплопроводность и коэффициент теплового расширения (КТР). Большие, тонкие, спрофилированные, асимметричные заготовки из алюминия в настоящее время являются размерным движущимся объектом при механической обработке. Степень расширения и сжатия могут резко изменяться от заготовки к заготовке.
Последние точные требования, изданные отечественными и зарубежными аэрокосмическими компаниями, требуют, чтобы толщина этих длинных, тонких, с фасонной поверхностью заготовок имела крайне жесткие допуски. В соответствии с новыми требованиями толщина каждой заготовки должна измеряться по многим характерным точкам с высоким допуском по точности ±0,003 дюйма. Эти измерения и местонахождения должны быть отмечены в отчете в целях выполнения требований договора. Эти новые требования приносят двойную проблему: во-первых, сам инструмент должен быть более точным и повторяемым. Во-вторых, изменения толщины заготовки из-за коэффициента температурного расширения должны контролироваться и оставаться в рамках общего допуска размеров. В настоящее время эти новые требования к качеству не удовлетворяются производителями комплектного оборудования (ПКО) при производстве компонентов несущего каркаса.
Даже после того как прошедшая контроль заготовка закрепляется вертикально между операциями, она нагревается до температуры окружающей среды. Если 50-футовая заготовка обрабатывается при температуре 50°F, при отсутствии станины станка, она нагревается, например, 68±1°F, при этом общее удлинение между торцами, вызванное коэффициентом температурного расширения, составляет примерно +0,140 дюйма. Любой размерный параметр, который первоначально входил в допуск ±0,030 дюйма, но расположен дальше, чем на 150 дюймов (12,5 футов) от базового края, расширится за допустимое расстояние от края. Заготовка, которая была приемлемой в холодном состоянии, после температурного расширения стала непригодной и должна быть обработанной повторно или отправлена в брак. Эти вопросы стали более серьезными с внедрением в авиастроении сплава повышенной прочности, Alcoa 7075-В, поскольку проблемы вибрации могут привести к более медленной обработке высокопрочного сплава Al, а из-за коэффициента температурного расширения точность станет недостижимой.
Таким образом, в отрасли остается острая, не требующая отлагательств, неудовлетворенная потребность обеспечить решение серьезных и дорогостоящих проблем расширения заготовки из-за температурного расширения при выполнении режущей обработки всухую, при этом взаимные вибрации режущего инструмента/заготовки приводят к неровностям обработки поверхности заготовок и ошибкам размерностей, не соответствующим требованиям. Существует также необходимость адаптации системы для широкого спектра операций механической обработки заготовок сложной формы, больших размеров и тонких сечений, которая проста в установке и эксплуатации, относительно недорога, может быть модифицирована для ранее установленных больших станков и может быть использована для производства высококачественных деталей, обработанных "сухим" способом, за более короткое время при большем объеме выпуска, в частности, в аэрокосмической промышленности.
ИЗОБРЕТЕНИЕ
Описание, включая объекты и преимущества
Изобретение относится к устройствам для изотермического, высокочастотного демпфирования вибраций, креплению заготовок и сборочному приспособлению, системам управления и способам действия, особенно к сухой механической обработке больших заготовок, размерная точность которых отвечает жестким требованиям.
Патентоспособная система используется при креплении заготовки, прежде всего, при сухой механической обработке для существенного и значительного уменьшения вибрации заготовки, для уменьшения ошибок из-за коэффициента температурного расширения посредством удержания заготовки при предварительно выбранной практически изотермической температуре. Более определенно, изобретение относится к устройствам, системам автоматического управления и способам непрерывного уменьшения высокочастотных колебаний и предотвращения накопления тепла в больших, с тонким поперечным сечением, фасонных и/или сложной по форме или многокомпонентных заготовках, одновременно удерживая заготовки изотермически стабильными при обработке, контроле и/или сборочных операциях. Патентоспособные изотермические системы крепления/сборки заготовок уменьшают ошибки механической обработки или/и сборки, возникающие из-за колебаний и коэффициента температурного расширения вследствие выделения тепла при механической обработке, и приводят к высокой точности механической обработки за более короткое время работы при большем выходе наудачу обработанных деталей. Особенно полезно изобретение для сухой механической обработки больших деталей, используемых в аэрокосмической промышленности, включая большие или маленькие гражданские, коммерческие и военные летательные аппараты.
Патентоспособная система включает следующее:
- держатель заготовки включает: твердый, невязкоупругий, и существенно несжимаемый, неподатливый, неэлектропроводный материал с превосходными свойствами демпфирования высокочастотных вибраций и имеющий сверхнизкую теплопроводность для жесткой, точной размерной поддержки заготовки, значительная часть удерживающего корпуса которой находится в близком контакте с по крайней мере одной поверхностью (далее "Стабилизированная поверхность") заготовки;
- устройство для зажима включает: множество механических зажимов, предпочтительно, устройство для вакуумного зажима включает: вакуумные трубопроводы, образованные или установленные в держателе, и подходящие уплотнения, коллекторы и трубы к одному или нескольким вакуумным насосам для уменьшения и поддержания стабилизированной поверхности заготовки в близком контакте с держателем, включая соответствующие клапаны, средства измерений и датчики для контроля и управления вакуумной системой во время настройки, работы и остановки;
- изотермическая система охлаждения/нагрева включает: трубки, каналы или канавки, сформированными или установленными в держателе, или вместе с поверхностью держателя, которая находится в контакте с стабилизированной поверхностью заготовки, и подходящие уплотнения, коллекторы и трубы к одному или нескольким нагревающим или охлаждающим узлам для использования с не коррозийным жидким охладителем для поддержания всей заготовки действительно изотермической при механической обработке, и включая соответствующие клапаны, средства измерений, и температурные датчики для поддержания и управления изотермической системы во время настройки, работы и остановки;
- система контроллера включает: узел программируемого контроллера, пульт оператора с вводом данных и команд, а также дисплей, различные токоподводы и токовыводы, программное обеспечение, модуль связи для дистанционного и операционного контроля, записывающее устройство с памятью, функционирующие совместно для выполнения работы и контроля всей системы;
- дополнительно система может включать: одну или более вспомогательную теплопередающую пластину, включая высокотеплопроводящий, формуемый материал, расположенный между стабилизированной поверхностью заготовки и держателя; теплопередающая(ие) пластина(ы) может включать соединения уплотнениями и трубками или канавками с одной или больше вакуумной системой и системой охлаждения, и датчики, встроенные или прикрепленные к теплопередающим пластинам, для контроля характеристик во время работы.
Патентоспособные держатели позволяют точное, жесткое, размерное крепление конструкции заготовки, в положение под любым углом относительно вертикали или горизонтали. Держатель расположен в близком поверхностном контакте по крайней мере с одной стабилизированной поверхностью заготовки. Заготовка надежно удерживается на держателе вакуумом. Т.е. вакуумная система эффективно функционирует как "система зажима всей поверхности", которая удерживает заготовку равномерно по всей области заготовки, но не с рабочей стороны. Вместо использования зажимов с зазорами, которые обеспечивают неоднородное, фактически точечное давление на заготовку, как в предшествующих способах, патентоспособный вакуумный держатель удерживает всю заготовку по всей ее поверхности на держателе заготовки. Вместо точечного удерживания или зажимания патентоспособная система обеспечивает расширенную поверхность, удерживаемую всасыванием.
Держатель для крепления заготовок охватывает значительную часть по крайней мере одной поверхности заготовки для создания стабилизированной поверхности. Держатель предпочтительно имеет фактически непрерывную поверхность, спрофилированную для поддержания близкого поверхностного контакта с заготовкой. Разные заготовки могут иметь специальные держатели, т.е. держатели, специально спрофилированные для определенной заготовки, используемой в станочном оборудовании для размещения, если необходимо, на станине станка.
В качестве альтернативы держатель может быть выполнен универсально-сборным с одним или больше удлинителями, обеспечивая подгонку для заготовок различных размеров, спрофилированных и/или фасонных. С помощью этой модульной системы некоторое количество инвентаризованных держателей заготовок можно скомбинировать или подобрать, чтобы обеспечить большую степень покрытия поверхности для полного набора заготовок.
Держатель является токонепроводящим, формуемым (например, литьем), имеет очень низкую теплопроводность и обеспечивается относительно большой теплоемкостью по сравнению с обрабатываемой заготовкой. Уплотнительные канавки с установленными в них уплотнениями, например кольцевыми уплотнениями подходящего контура, например цилиндрического, предусмотрены в держателе(ях) и удлинителе(ях) или в теплопередающих пластинах для определения на поверхности держателя и/или пластины каналов вакуумного и жидкостного охлаждения, канавок и труб. Как правило, канавки являются полукруглыми или немного более (и открытые С-образные) для удерживания кольцевых или другой формы вязкоупругих уплотнительных элементов, запрессованных в уплотнительные канавки.
Множество вакуумных трубопроводов вместе с каналами или канавками предусмотрены или установлены в держателе или теплопередающих пластинах для удаления воздуха из-под заготовки. Кроме того, система включает по крайней мере один вакуумный насос для откачки воздуха из-под заготовки через вакуумные трубопроводы и вакуумные линии передачи. Уплотнения сжимаются, чтобы установить заготовку в контакте с сопряженной поверхностью держателя, таким образом обеспечивая полный поверхностный зажим стабилизированной поверхности. Множество выступающих канавок, каналов или трубок на поверхности держателя позволяют жидкости охладителя циркулировать в близком тепловом контакте с заготовкой через теплопередающие пластины. Сочетание полного поверхностного вакуумного зажима и изотермического охлаждения на нерабочей стороне заготовки создает стабилизированную поверхность.
Однако нужно подразумевать, что патентоспособная система может использоваться с сочетанием вакуумных и механических зажимов, или изотермическая система охлаждения и держатель могут использоваться только вместе с механическим устройством для зажима. Если используется механический зажим, множество механических крепежных элементов упорядочиваются в соответствии с заготовкой для механического поддержания близкого теплового контакта между заготовкой и теплопередающей пластиной и держателем, зажимы упорядочиваются таким образом, как это необходимо для обеспечения хорошего охвата заготовки.
Теплопередающая(ие) пластина(ы), установленная на поверхности держателя или связанная с ней, выполняет передачу тепловой энергии от заготовки к циркулирующей охлаждающей жидкости. Как и вакуумные каналы или канавки, охлаждающая система содержит подходящие гибкие мягкие уплотнения, предпочтительно расположенные в канавках держателя или, наоборот, в теплопередающей пластине, чтобы изолировать и ограничить охлаждающую жидкость в охладительных канавках и трубах.
Предпочтительно, теплопередающие пластины граничат с областью охладительных канавок на поверхности держателя так, чтобы стабилизированная поверхность заготовки "смотрела" на сопряженную поверхность держателя рядов, узоров или массивов теплопередающих пластин, на нижней стороне которых расположены охладительные канавки. Теплопередающие пластины закрывают охладительные канавки так, чтобы охладитель контактировал с нижней стороной теплопередающей пластины вместо того, чтобы находиться в прямом контакте с заготовкой.
Изотермическая система включает: жидкость с высокой теплопроводностью, которая течет через трубки, которые работают на передачу тепловой энергии от заготовки к нагревателю/охладителю жидкости или, наоборот, на передачу тепла от нагревателя/охладителя жидкости к заготовке; гидравлический насос для передачи жидкости с высокой теплопроводностью от узла нагревателя/охладителя по линиям передачи жидкости к держателю заготовок; ряд линий передачи жидкости для обеспечения передачи жидкости.
Система управления включает: по крайней мере один датчик температуры для измерения прямой температуры непосредственно заготовки, чтобы обеспечить обратную связь, используемую для вычисления степени нагревания или охлаждения, которая нужна жидкости с высокой теплопроводностью для поддержания температуры заготовки изотермической в пределах примерно ±0.5-1.0°F, и прогнозирующий регулятор (ПР) для вычисления и управления объемом нагревания/охлаждения, необходимым для поддержания температуры заготовки при изотермической температуре. Подходящие пульты оператора с различными вводами и выводами снабжены всем необходимым, например дисплеями, клавиатурой, мышью, сенсорным экраном, устройствами записи данных, магнитными системами хранения и системами связи для контроля, оповещения, архивирования и управления системой от одного или более отдаленных узлов.
Таким образом, патентоспособная изотермическая система крепления заготовок, с комбинацией ее элементов и особенностей, полностью совместима с текущими операциями станка. Она не требует дорогостоящих изменений установленной инфраструктуры станка или навыков операторов, но обеспечивает существенно увеличенную производительность и более большой выпуск. Кроме того, она сравнительно масштабируема по размерам для использования с современными высокоскоростными режущими инструментами. Патентоспособная система удовлетворяет повышенным требованиям к высокоскоростной механической обработке, позволяя проводить операцию на скоростях резца до порядка 30000 оборотов в минуту, но не менее 10000 оборотов в минуту. В первом предпочтительном варианте исполнения патентоспособного устройства, заготовка жестко закрепляется в точном положении относительно держателя заготовки вакуумным или механическим зажимами или комбинацией вакуумных и механических зажимов. Такое высокоточное позиционирование и жесткая фиксация обеспечивают точную глубину резания для заготовки.
Предпочитаемый материал держателя - литейное, мелкозернистое полимерное композитное соединение, содержащее (в сухой форме): a) основу, имеющую цементирующие свойства, такие как у портландцемента, зольную пыль, и/или т.д.; b) наполнители с одним или более компонентом, волокна и/или т.д.; и c) один или более полимерных вяжущих. Различные другие добавки, такие как красители, пластификаторы, катализаторы, замедлители, армирующие волокна и т.д. могут использоваться в соединении. Соединение смешивается при комнатной температуре с водой, помещается в форму, где превращается в твердое тело. Формы могут быть специально сделаны для отдельных заготовок или могут быть базовыми "блоками", которые потом отшлифовываются под размеры и профили, включая канавки охладителя, резьбовые втулки и т.п., в случае необходимости. Предпочитаемый полимерный композитный материал, известный как "полимербетон", имеет необходимое для патентоспособной системы свойство быстрого поглощения вызванных инструментом высокочастотных колебаний посредством базовой поверхности заготовки. Каждый держатель из полимерного композитного материала - действительно «вибропоглощающий мертвый узел», в отличие от металлических, которые медленно срабатывают при ослаблении вибраций, помимо того, что представляет собой трубку для внутреннего распространения вибрации и рефлективного повторения непосредственно в пределах металлического тела. Полимерные композитные материалы, используемые в патентоспособной системе, не «звенят» как металл (сталь, чугун, алюминий, и т.д.) или стекло. Благодаря жидкотекучести и механической обрабатываемости держателей из полимерного композитного материала осуществимы точные и гладкие обработанные размеры для высокоточного профиля, сопряженного с заготовкой. Литейные полимерные композитные материалы, применимые для патентоспособных держателей, включают коммерчески доступные полимерные композитные материалы, например, от ITW Polymer Castings Inc., который содержит высокопрочную эпоксидную смолу, кварцевый заполнитель и некоторые добавки.
Высокоэффективные теплопередающие пластины, предпочтительно из сплавов меди или алюминия, прижаты к базовой поверхности заготовки для непосредственного теплового контакта. Ребра могут быть расположены на нижней стороне теплопередающей пластины. Ребра имеют такие размеры и форму, чтобы входить в канавки охладителя по поверхности держателя. Кольцевые уплотнения или другие уплотняющие элементы расположены на кромках канавок или каналов для поддержки уплотнения таким образом, чтобы охладитель не просачивался и не контактировал с заготовкой. Нужно подразумевать, что там, где используется термин «охладитель» или «охлаждение», жидкость может, если необходимо, либо нагревать, либо охлаждать заготовку.
Поток охлаждающей жидкости предпочтительно управляется при постоянной скорости, но может измениться при постепенном затуплении инструментов или если используются различные инструменты во время различных стадий механической обработки и производят разное количество теплоты. Если во время цикла механической обработки датчик регулятора температуры измеряет увеличение температуры, то ПР даст сигнал нагревателю/охладителю начать охлаждение теплопередающей жидкости. Поскольку эта холодная жидкость циркулирует под теплопередающими пластинами, они охлаждаются. Поскольку тепловая энергия механической обработки поднимает температуру заготовки, температурный градиент начинает расти. С ростом градиента тепловая энергия передается от более теплой заготовки к более холодным теплопередающим пластинам. Тепловая энергия продолжает переходить от пластин к более холодной жидкости, которая накачивается через канавки и отсюда через линии передачи жидкости на нагреватель/охладитель, где тепловая энергия передается окружающей атмосфере или другому теплопоглотителю (например, охлаждающей башне). С ростом температурного градиента ПР подает сигнал о все большем снижении температуры охлаждающей жидкости, которая в дальнейшем ускоряет передачу тепловой энергии. Этот процесс продолжается, пока не достигается равновесие, при котором теплота от механической обработки передается с такой скоростью, с которой она генерируется, чтобы поддержать температуру заготовки максимально близкой к предварительно выбранной величине, например 68°F. Таким образом, патентоспособная система сохраняет заготовку изотермичной в широком диапазоне разных размеров и конфигураций заготовки, резцов, скоростей, подач и глубины резания механической обработки, и различных других типов операций механической обработки.
Патентоспособная изотермическая система крепления заготовок и способ приводят к созданию гладкой поверхности обработки на заготовке, которая не требует последующей ручной доработки и связанных с ней издержек производства. Исключение ручной доработки устраняет вынужденный повторный осмотр и связанные с ним издержки производства. Патентоспособная изотермическая система крепления заготовки обеспечивает непрерывную поддержку вдоль задней стороны заготовки, которая жестко удерживает тонкое поперечное сечение заготовки и, таким образом, является очень точной при механической обработке. Таким образом, может быть достигнут очень точный контроль толщины заготовки.
В результате патентоспособная система позволяет машине брать более глубокие глубины резания при больших скоростях, таким образом уменьшая и время цикла, и затраты. Увеличивая жесткость и точность, патентоспособная система также увеличивает размерную точность заготовки и полную воспроизводимость операции механической обработки. Это увеличивает качество отдельной заготовки и улучшает стабильность прохода множества одинаковых заготовок. Патентоспособная изотермическая система крепления заготовки делает возможной механическую обработку заготовки с постоянным обеспечением или превышением размерного допуска. Другое преимущество изобретения в том, что оно - самый эффективный способ сократить издержки производства и самый надежный путь к обеспечению способа производства с наименьшей возможной стоимостью.
Другое преимущество изобретения в том, что оно поддерживает температуру заготовки постоянной (изотермической) при механической обработке. Это предотвращает температурные колебания, вызванные изменениями коэффициента теплопередачи, возникающими в результате всех возможных источников воздействия на заготовку, выталкивания заготовки за пределы допустимого размерного допуска. Изобретение является эффективным, так как оно пригодно для производства в данное время заменяемых инструментов без сложных, особых, не имеющихся в наличии компонентов. Специалист в данной области может легко понять, что компоненты патентоспособной системы подтвердили свою пригодность в другой области использования и коммерчески доступны. Кроме того, стоимость сборки, монтажа и работы патентоспособной системой минимальна по сравнению со стоимостью больших и дорогих бракованных заготовок.
Патентоспособная система может эффективно функционировать сразу после установки. После начала механической обработки заготовки нового вида или новой конфигурации, есть начальный само-«настраивающийся период» патентоспособной системы. В этот настраивающийся период позволяется единичное, временное повышение температуры на 3-5°F выше желательной изотермической основной температуры заготовки, чтобы регулятор мог определить количество и указать температурную характеристику этого типа заготовки для специфического процесса механической обработки, который применяется к ней. Так как начальные проходы используются при черновой обработке заготовки, сопровождающие изменения КТР в размерах заготовки не являются существенными и не относятся к последующим точным стадиям механической обработки.
Как только конфигурация настроена для одной заготовки, не нужно подвергать последующие подобные или идентичные заготовки прохождению начального настраивающего шага. Центральный процессор ПР получает данные профиля температур по ходу резания, и эти данные используются, чтобы указать температурную характеристику, результатом которой является один из входных каналов входов(вводов) в базе данных ПР и в алгоритме прикладной программы, который управляет работой системы охлаждения, например, цикличность откачки и объемный расход охлаждающей жидкости для поддержания заготовки в изотермических условиях. После этого, при нормальном функционировании регулятор патентоспособной системы непрерывно приспосабливается ко всем изменениям, требуемым для поддержания температуры заготовки, например, когда резцы постепенно затупляются. Этот самонастраивающийся процесс не прерывает производство, таким образом производительность увеличивается.
Хотя описание ниже имеет отношение в качестве примера к трехкоординатным машинам, нужно подразумевать, что патентоспособная система легко приспосабливается к пятикоординатной системе, в которой заготовка может вращаться по крайней мере относительно двух осей. Кроме того, в то время как патентоспособная система описана, примером, как использующая один датчик температуры, соприкасающийся с заготовкой для прямого измерения температуры с его сигналом, посылаемым регулятору, полностью представляющему тепловой профиль всей заготовки (один температурный вход разрешает использование простой системы управления), могут быть использованы несколько датчиков температуры, или датчики, контактирующие с термопреобразователем сопротивления (ТПС) или термопары, могут использоваться и могут быть предпочтительными для некоторых конфигураций заготовки.
Другое преимущество изобретения в том, что оно является легко удлиняемым в трех направлениях и любой группе форм держателя, которые могут быть необходимыми или желательными, чтобы удерживать подобные заготовки. Патентоспособная система может быть быстро сконструирована за несколько дней, вместо многонедельной задержки, в настоящее время требуемой для конструирования больших, сложных алюминиевых или стальных приспособлений в качестве держателей для больших деталей. Другое преимущество состоит в том, что набор инструментов резца будет служить дольше, так как острые края инструментов не изнашиваются из-за подвергания постоянным вибрациям. Все преимущества патентоспособной системы суммарно избавляют от необходимости ручной доработки посредством повторной обработки поверхности дефектных (бракованных) заготовок и обеспечивают избавление от дополнительного шага повторного контроля. Дальнейшие объекты и преимущества этого изобретения станут очевидными при рассмотрении чертежей и описания.
Таким образом, в отличие от предшествующих способов, патентоспособная система использует бетонполимерные держатели заготовки, обеспечивающие более быстрое формирование сложных форм, чтобы точно соответствовать большому разнообразию форм заготовки, обеспечивает точную жесткую поддержку заготовок на больших площадях, использует циркулирующую жидкость в держателе заготовки для нагрева или охлаждения высокоэффективных теплопередающих пластин в контакте с заготовкой посредством проводимости, при этом заготовка может удерживаться на месте жестко для механической обработки или множеством раздельных механических зажимов или, предпочтительно, системой вакуумного присасывания всей базовой поверхностью, и один датчик проводимости температуры контактного типа может использоваться, чтобы точно измерить температуру самой заготовки, таким образом упрощая работу изотермической системы управления охлаждения/нагревания.
Патентоспособная изотермическая система крепления заготовок также применима к изотермическим приспособлениям для сборки прецизионных аэрокосмических компонентов. В этом применении в сборочном соединении предусмотрены держатели, имеющие специальную конфигурацию для закрепления отдельных элементов в точном положении относительно друг друга (приспособлений) для сверления, клепки, клейки, сварки и т.п., используя особенности и специальных изотермических трубок, и вакуумных зажимов, раскрытых выше.
Патентоспособная изотермическая система крепления заготовок также применима к выполнению втулок, удерживающих блоков, для магнитов линейных асинхронных двигателей, используемых в больших фрезерных станках портального типа, в постоянных магнитах и в электромагнитах в станинах стационарных машин и/или в подвижных порталах. Охладительные трубки и теплопередающие пластины в комбинации с системами циркулирования охлаждающей жидкости, насосами и регуляторами эффективно отводят тепловую энергию, выделенную магнитами, препятствуя прохождению тепла через раму станка, к контрольным поверхностям и потом на заготовки.
Чтобы обратиться к проблеме воздействия изменений КТП, влияющих на сверление глухих отверстий из внешней поверхности аэрокосмического компонента, такого как обшивка крыла в поддерживающие конструкцию стрингеры, лонжероны, и т.д., раскрыта магнитная система определения местоположения, которая позволяет автоматизированным машинам клепки точно определять нахождение средних линий стрингеров, лонжеронов и других компонентов так, чтобы регулировку можно было сделать "на лету" для того, чтобы задать места сверления для компенсации расширения вследствие КТР, или сокращением деталей при сборке.
Для специалистов в данной области будет очевидно, что патентоспособная система и способы могут быть легко приспособлены к широкому диапазону определенных применений, каждое из которых может быть осуществлено в объеме этого изобретения.
Краткое описание фигур
Объекты, свойства и преимущества настоящего изобретения раскрываются более полно при рассмотрении изобретения вместе с сопроводительными фигурами, на которых номерами позиций обозначены одинаковые или подобные части на нескольких видах, где
Фиг.1А - вид сверху держателя заготовки в соответствии с одним вариантом осуществления настоящего изобретения, при этом заготовка показана закрепленной вертикально;
Фиг.1В - схема примерной системы регулирования для патентоспособных систем крепления и сборки заготовок, при этом в данном примере, контур регулирования температуры с отрицательной обратной связью;
Фиг.2 - разрез вертикальной проекции патентоспособного держателя согласно Фиг.1А по линиям 2-2, отображающий корпус вертикального держателя, заготовку, элементы передачи тепловой энергии, внутренние вакуумные линии и крепежные элементы;
Фиг.3 - маршрутная карта, представляющая последовательность шагов, когда вертикально заготовка термостабилизована при обработке и цикле измерения размеров в соответствии с патентоспособным способом;
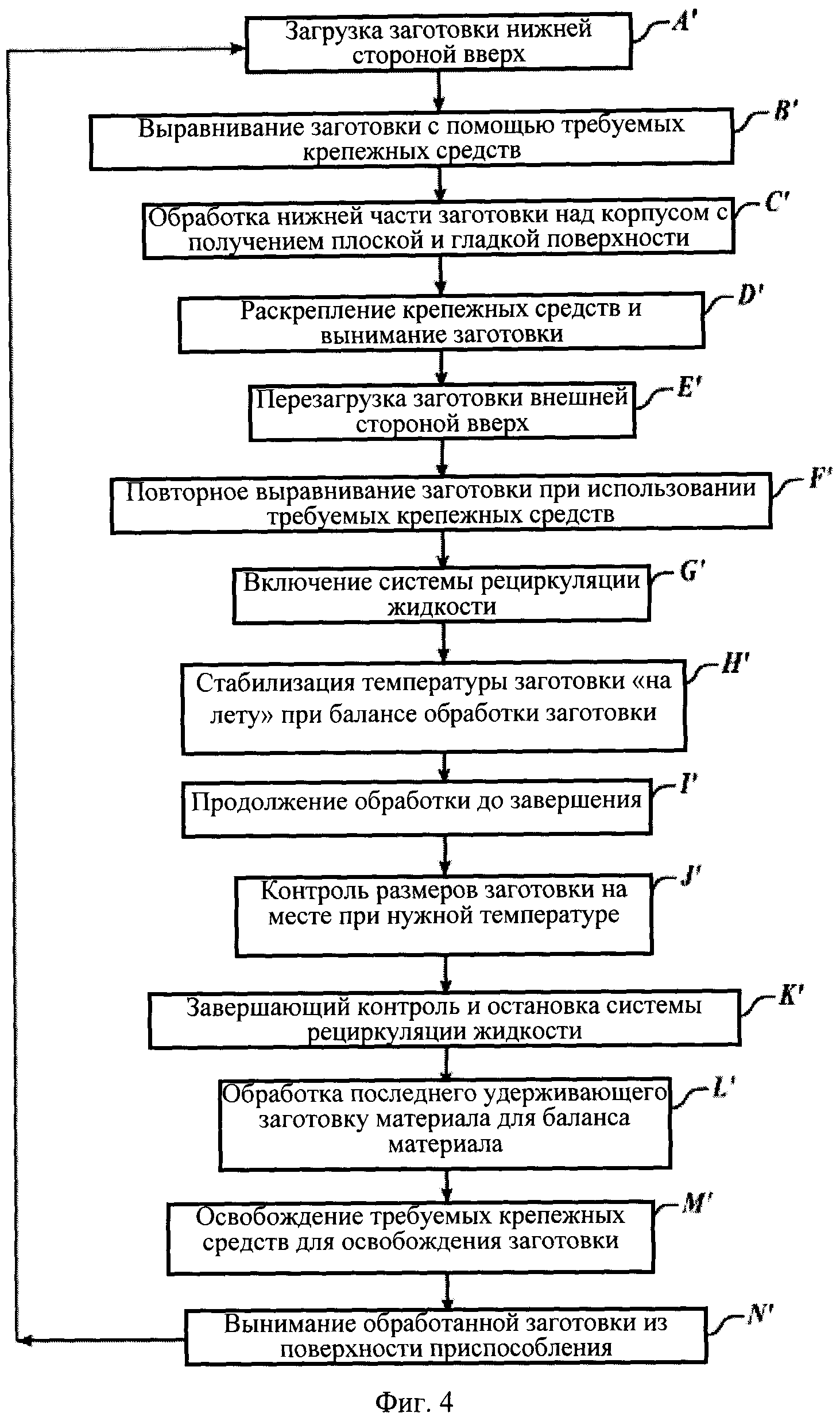
Фиг.4 - маршрутная карта, отображающая последовательность шагов, когда размещенная горизонтально заготовка термостабилизована при обработке и цикле измерения размеров в соответствии с патентоспособным способом;
Фиг.5 - вертикальный разрез по линиям 6-6 на Фиг.6 третьего альтернативного варианта исполнения настоящего изобретения с учетом изотермических аспектов сборки показывает держатель заготовки с верхним и нижним движимыми удлиняющими элементами, удерживающими вертикальную опору в положении для сборки хорд лонжеронов и ребер;
Фиг.6 - горизонтальный разрез третьего альтернативного варианта исполнения изобретения на Фиг.5 по линиям 6-6 на фиг.5 показывает держатель заготовки с движимыми удлиняющими элементами в убранном и вытянутом положении;
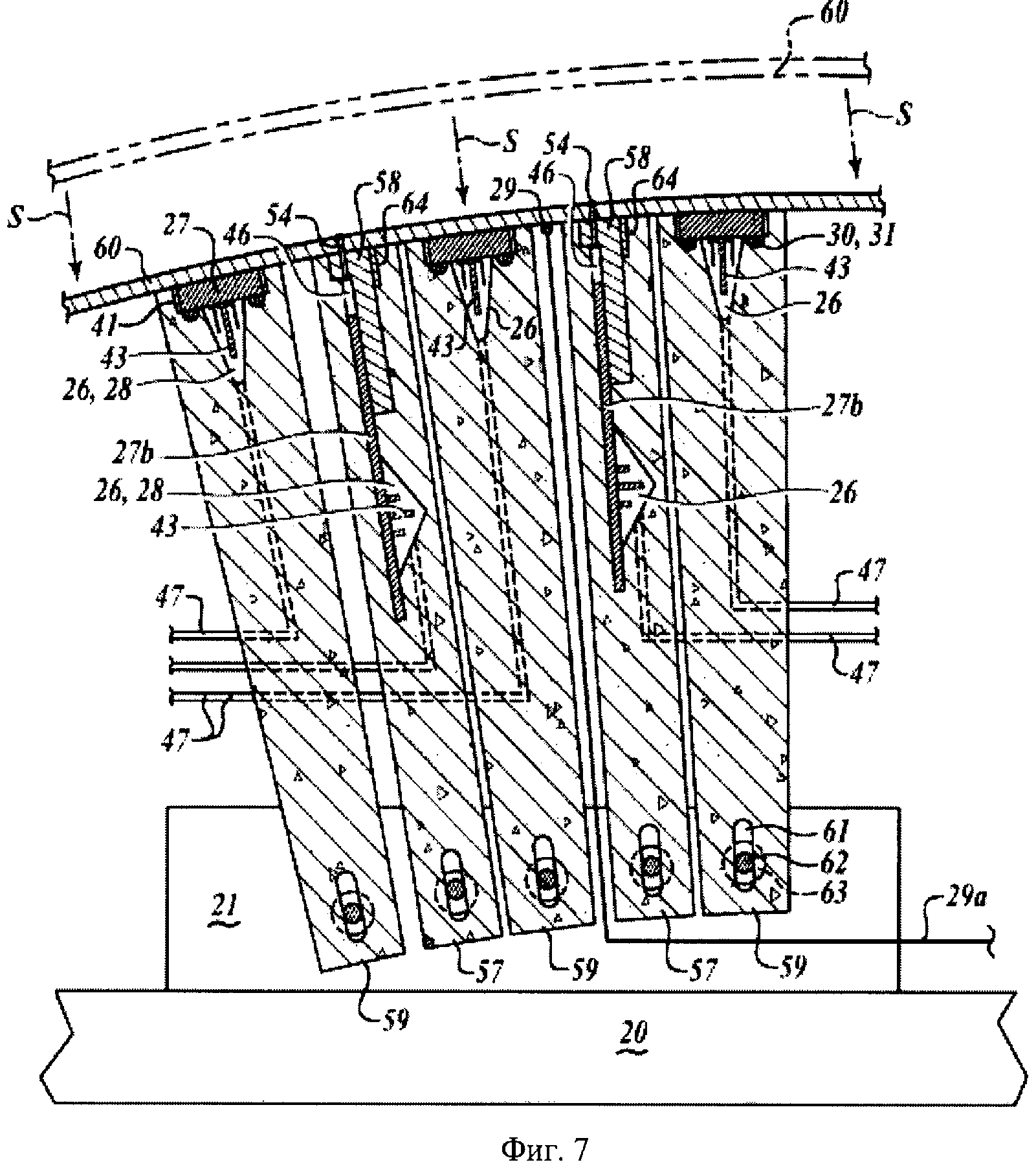
Фиг.7 - вид сбоку четвертого альтернативного варианта исполнения настоящего изобретения показывает большое количество горизонтальных балок, точно установленных на панели обшивки заготовки с помощью корпуса держателя заготовок, элементов передачи тепловой энергии и внутренних вакуумных линий;
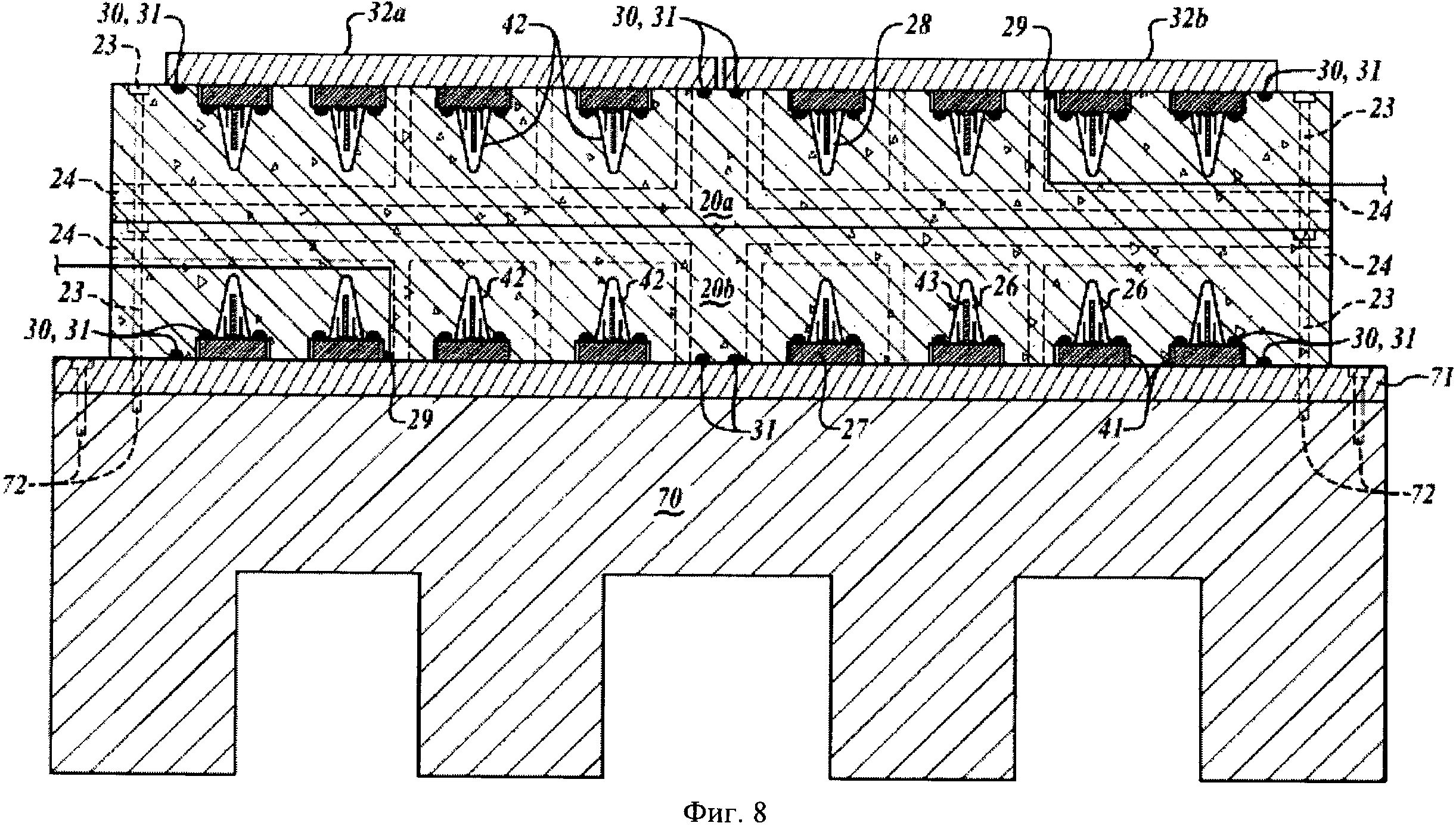
Фиг.8 - вид сбоку пятого альтернативного варианта исполнения настоящего изобретения показывает станину с такой сборкой с обратной термопередачей, что станина устройства поддерживается изотермической, это обеспечивает альтернативный вариант исполнения настоящего изобретения с удерживанием заготовки; и
Фиг.9 - вид сбоку пятого альтернативного варианта исполнения настоящего изобретения показывает элементы передачи тепловой энергии, расположенные на верхней и нижней половинах линейного асинхронного двигателя.
Подробное описание лучших вариантов осуществления изобретения, известных в настоящее время
Следующее подробное описание иллюстрирует изобретение в качестве примера, не ограничивая объем, эквиваленты или принципы изобретения. Это описание безусловно даст возможность специалисту в данной области сконструировать и использовать изобретение и описывает несколько вариантов выполнения, адаптации, изменений, альтернатив и использования изобретения, включая лучшие в настоящее время варианты исполнения изобретения. В частности, изобретение представлено в нескольких вариантах исполнения, каждый из которых является наилучшим применением способа патентоспособной системы и способа применительно к специальным задачам обработки или типа операции.
В связи с этим изобретение проиллюстрировано несколькими чертежами, но, что очень важно, много деталей, взаимосвязей и комбинаций просто не могут быть полностью проиллюстрированы в чертеже патентного типа. Для упрощения и краткости некоторые чертежи показаны схематически, упуская части, которые не важны в чертеже для описания отдельной особенности, аспекта или принципа раскрытого изобретения. Таким образом, наилучший способ варианта исполнения одной особенности может быть представлен на одном чертеже, а наилучший способ варианта исполнения другой особенности - на другом.
Первый вариант осуществления, обработка заготовок простой и сложной форм
Фигуры 1А, 1В и 2 показывают патентоспособную систему крепления заготовок 10, удерживающую перевернутую L-образную заготовку 32 в вертикальном положении для обработки (фрезерный станок и режущий инструмент не показаны). Патентоспособная система включает удерживающий корпус в сборе 12, вакуумное/механическое устройство для зажима 14 и контур регулирования температуры 16.
Удерживающий узел 12 включает платформу 20, применяемую для закрепления и защиты движущейся или неподвижной станины 71 фрезерного станка болтами 102 с заготовкой 32, расположенной на его ножке 32а торцом типа ласточкин хвост 32b. Торец 32b удерживается зажимом типа ласточкин хвост 25, прикрепленным к платформе болтом 33. Удерживающий корпус 21 и удлинитель корпуса 22 парно расположены один над другим и упираются торцами в поверхность 32с ножки. В зависимости от конфигурации заготовки удлинитель может состоять из нескольких частей, с корпусом 20, когда и 21, и 22 - удлинители. Корпус 21 и удлинитель корпуса 22 имеют ряд неотъемлемых скрытых сквозных отверстий 23, предоставляющих место анкерным болтам (для упрощения не показано) для закрепления в резьбовых втулках 23а, отлитых или установленных в станине 20. Платформа, корпус и удлинители вместе надежно и жестко удерживают перевернутую L-образную заготовку 32 в вертикальном положении.
Удерживающий корпус 21 и удлинитель 22 удерживают ножку 32а с помощью вакуумного и/или механического устройства для зажима 14. Вакуумный зажим осуществляется с помощью ряда вакуумных трубопроводов 24, отлитых как одно целое с обеими деталями. Ряд уплотнительных канавок 31, как правило, полукруглых в сечении, полученных механической обработкой или установленных в деталях 21, 22, примыкает к боковым кромками и имеет мягкие уплотнения 30. Эти уплотнения 30, 31 формируют периметр вокруг ряда теплопередающих пластин 27. Работая вместе, мягкие цилиндрические втулки 30, цилиндрические уплотнительные канавки 31, вакуумные трубопроводы 24 и вакуумный коллектор 24a, 24b, 24c, 24d и 24e позволяют вакуумному насосу 44 откачивать воздух из задней части заготовки 32. Зажимная планка 25 также помогает удерживать заготовку 32 на месте. Таким образом, ряд вакуумных и механических крепежных элементов размещен вдоль хотя бы одной горизонтальной протяженности заготовки 32.
Изотермическая сборка с замкнутым контуром включает ряд жидкостных канавок, трубок или каналов 26 в корпусе 21 и удлинителе 22. Эти жидкостные каналы, в качестве примера показанные с V-образными канавками, расположены горизонтально, параллельно и разнесенно. Открытая поверхность каждой канавки закрыта теплопроводящей или теплопередающей пластиной 27, внешняя поверхность которой, 27а, поддерживается в плотном непосредственном контакте с поверхностью заготовки 32с давлением жидкости или вакуумным зажимом. Теплопередающие пластины 27 могут иметь одно или несколько ребер 43, выступающих в канавку для способствования теплопередачи. Жидкость с высокой теплопроводностью 28 циркулирует через каждую из жидкостных трубок 26, все термоизлучающие элементы 43 и все теплопередающие пластины 27. Линии переноса жидкости 47 и циркуляционный насос 45 формируют замкнутый контур циркуляции жидкости, который непрерывно перемещает жидкость через нагреватель/охладитель 40 для термического нагревания/охлаждения жидкости 28 для поддержания заготовки 32 при изолированной температуре. Истинная температура заготовки в реальном масштабе времени контролируется температурным датчиком 29 (сенсором), который шлет входной сигнал на узел 96 температурного регулятора 95 (см. Фиг.1В).
Устройство для вакуумного зажима и система нагревания/охлаждения с замкнутым контуром жестко и изотермически стабилизируют заготовку; поверхность 32с называется стабилизированной поверхностью. Противоположная поверхность 32d является рабочей поверхностью, фрезерованной инструментом. Это приспособление является приспособлением, известным в отрасли как приспособление с «сосредоточенной нагрузкой». После загрузки заготовки в этом положении выполняются все фрезерные операции последовательно на нескольких поверхностях одной заготовки. Таким образом, поверхность 32d фрезеруется примерно на 1/3 от верхнего угла в 90 градусов. Маленькая поверхность 32е или дальняя кромка, перпендикулярные к 32с, тоже фрезеруются.
Фиг.1B является схематической блок-схемой типовой системы регулирования для патентоспособной системы крепления заготовок как при механообработке, так и при сборке. В примере на фиг.1B показан контур регулирования температуры с отрицательной обратной связью, состоящий из заданного значения требуемой температуры, например 68°F, как указано стрелкой на левой стороне. Суммирующее соединение 96, выдающее сигнал, отображает разницу между заданным значением температуры и температурой заготовки, снятой с датчика 29 по линии 29b. Сигнал о разности температур посылается на вход прогнозирующего регулятора 95, который обрабатывает и отправляет модулирующий управляющий сигнал на нагреватель/охладитель 40. Нагреватель/охладитель 40 или нагревает, или охлаждает жидкость с высокой теплопроводность 28, протекающую через циркуляционный насос 45 через жидкостные трубы 47 в каналы 26 и из них к заготовке 20. Теплопередающие пластины 27 контактируют с заготовкой, обеспечивая ее изотермичность. Температурный датчик 29 посылает сигнал вдоль 29а назад на суммирующее соединение 96. Вакуумные линии, удерживающие заготовку 32 в положении для обработки, для ясности не показаны. Регулятор также направляет на насос 45 соответствующие сигналы вкл/выкл/скорость откачки. Поскольку сигналы температуры и смещенного заданного значения продолжают поступать, контроллер 95 продолжает модулировать сигналы для нагревателя/охладителя 40 и насоса 45 для поддержания температуры заготовки 32 как можно более близкой к изотермической. Конечно, специалист в области контроля признает, что применение любой из ряда коммерчески доступных систем регулирования к патентоспособной системе является действием "в лоб" и что такие системы скомпонованы или спроектированы для данного конкретного применения.
Фиг.2 - вертикальный разрез устройства согласно Фиг.1, с указанием корпуса 20 и удлинителя корпуса 21, удерживающих заготовку 32 в вертикальном положении. В качестве иллюстрации показан только один набор зажимных элементов. Зажимный блок 25 типа ласточкин хвост (блок обратной стороны) удерживается болтом 33 в соответствующем положении по отношению к обратной стороне поверхности типа ласточкин хвост 32b. Цилиндр 34, в платформе 20, вытягивает или втягивает вал 35, который перемещает шаровой шарнир 36. Эти элементы поворачивают переднюю сторону зажимного кронштейна типа ласточкин хвост 38 относительно скругленного шарнирного утолщения 37 за внешней поверхностью типа ласточкин хвост 32b для завершения зажима с лицевой стороны (слева на Фиг.1). Корпус 21 имеет ряд скрытых сквозных отверстий 23, позволяющих произвести зажим болтами (для наглядности не показаны) для закрепления держателя 20 на корпусе. Также показан температурный датчик 29 (расположенный в канавке 29а), измеряющий температуру заготовки 32.
Функционирование
В функционировании способ в соответствии с настоящим изобретением для обработки вертикальных поверхностей L-образных вытянутых алюминиевых заготовок 32 для самолета показан в качестве примера со ссылкой на фиг.1А, 1В и 2, для устройства, а также фиг.3 и 4 для шагов способа.
Как подготовительный шаг, задняя поверхность 32с (Шаги А-С) и/или нижняя поверхность 32b (см. также фиг.4) заготовки 32 отфрезерованы до плоского состояния и служат в качестве исходных базовых поверхностей для обработки остальных поверхностей. Такая базовая обработка может проводиться не изотермически, но при изотермическом охлаждении/нагревании эти плоские поверхности становятся стабилизирующими поверхностями, как определено выше. Размер «вытянутых» поверхностей заготовки 32 L-образной формы не является достаточно точным, чтобы принимать их за базовую поверхность, без обработки в соответствии с требованиями. Кроме того, одна выемка 32 одинакового размера обычным путем выфрезерована в разных размерах стрингеров. Таким образом, поверхность 32с после механической обработки станет базовой поверхностью, поскольку обработка проводится с помощью патентоспособного приспособления в положении одной нагрузки. Соответственно, поверхность 32с сначала должна быть обработана базово.
Продолжение на фиг.3, шаги А-С, заготовка 32 загружена и прикреплена к корпусу 20 с помощью зажимов типа ласточкин хвост 25, 30, которые прижимают ее к теплопроводящей пластине 27 и эластичным цилиндрическим уплотнениям 30 корпуса 21. Далее включается вакуумный насос 44, чтобы расположить заготовку 32 в правильном положении по отношению к корпусу 21 по каналам 24. Нижняя часть передней поверхности 32d заготовки 32 теперь обработана чистовым образом, чтобы соответствовать конфигурации высокоточным техническим требованиям и стать базовым размером для всех последующих обработок.
Вакуумный зажим закрыт или ослаблен, шаг D. Удлинение корпуса 22 находится на верхней части корпуса 21 для упрощения присоединения болтами 21 к корпусу, шаг Е. И корпус 21, и удлинитель 22 имеют вдоль своей длины ряд одинаковых интегрированных скрытых сквозных отверстий, 23, расположенных через одинаковые промежутки, чтобы увеличить число жестких механических соединений. Болты (не показаны) вставляются через эти скрытые сквозные отверстия 23 и затягиваются гайками 23а, установленными в корпусе 20. Фронтальная поверхность удлинителя корпуса 22 расширяет размерную базовую плоскость корпуса 21. Теперь вакуум дополнительно направляется по вакуумным линиям к большому количеству вакуумных каналов 24, интегрированных в удлинитель корпуса 22. Вакуумный насос 44 перезапускается для прочного закрепления поверхности справочных размеров заготовки 32 по отношению к размерной базовой плоскости удлинителя корпуса 22 для баланса цикла обработки, шаг F. Зажимы закреплены, шаг G. Циркуляционный насос 45 в жидкостной системе 16 включен для непрерывного циркулирования жидкости с высокой теплопроводностью 28, а остальная механическая обработка и контроль детали на станке осуществляются без передвижения заготовки 32, шаг Н, фиг.3.
На шаге I, когда тепловая энергия механической процесса начинает разогревать заготовку 32, датчик температуры 29 показывает соответствующее увеличение температуры. Сигнал увеличения температуры от датчика температуры 29 подключается удаленно к ПР, «регулятору», обеспечивающему выходной сигнал на нагреватель/охладитель 40 для инициирования охлаждения и откачки жидкости с высокой теплопроводностью 28 через ряд линий 47 и каналы 26. Как только температура заготовки 32 постепенно поднимается выше заданного значения 68.0°F больше, чем на +1°F, контроллер подает сигнал на нагреватель/охладитель 40 о постепенном снижении температуры жидкости с высокой теплопроводностью 28 и/или увеличении скорости потока охлаждающей жидкости. В связи с температурной разницей между более теплой заготовкой 32 и более холодной теплопередающей пластиной 27 тепловая энергия передается от более теплого к более холодному, отводя энергию от заготовки 32. Этот процесс продолжается до тех пор, пока не достигается равновесие, при котором поток тепловой энергии от заготовки 32 равен потоку тепловой энергии от охладительного змеевика нагревателя/охладителя 40 в атмосферу.
На шаге J, поскольку процесс обработки переходит от черновой обработки к чистовой, резцом выделяется значительно меньше тепловой энергии, поэтому поток тепловой энергии к заготовке 32 постепенно уменьшается. В то же время тепловая энергия продолжает поступать от еще теплой заготовки 32 к более холодным теплопередающей пластине 27, теплоизлучающим элементам 43, к нагревателю/охладителю 40 до тех пор, пока температура заготовки 32 станет ниже, чем на 1.0°F выше заданного значения. На этой стадии температура жидкости с высокой теплопроводностью 28, циркулирующей через жидкостные каналы 26 и проходящей через нагреватель/охладитель 40, практически равна температуре заготовки 32, температура которой почти равна нулевой разности температур, тем самым постепенно уменьшается перенос тепловой энергии. На этой стадии вся обработка закончена, но в замкнутом контуре системы рециркуляции жидкости 16 изотермическая жидкость продолжает циркулировать при 68°F от нагревателя/охладителя 40 для поддержания температуры заготовки 32 изотермической до контроля.
На шаге К, после осмотра заготовки 32 насос 16 замкнутого контура системы рециркуляции жидкости отключается, шаг L. Производится последний проход, практически отделяющий заготовку 32 от лишнего материала ласточкиного хвоста, шаг М. Вакуумный насос отключается, удлинитель корпуса 22 открепляется и убирается, шаг N, а заготовка 32 отсоединяется от оставшегося материала ласточкиного хвоста, поддерживающего ее, шаг О. Оставшийся лишний ласточкин хвост 22 открепляется и убирается вместе с оставшейся стружкой, шаг П.
Операционный способ для горизонтальной заготовки показан на фиг.4, На шаге А' нижняя часть заготовки 32 обрабатывается до плоского состояния для использования в качестве базовой поверхности для обработки всех последующих поверхностей. Заготовка 32 загружается на верхнюю часть системы крепления нижней стороной вверх. Затем положение заготовки 32 выравнивается затягиванием боковых зажимов, размещенных соответственно, шаг В'. Далее включается вакуумный насос 44, чтобы притянуть заготовку 32 к теплопередающим пластинам 27. Теперь обрабатывается до плоского состояния, прямо и гладко нижняя сторона, повернутая вверх, шаг С'. Вакуумный насос 44 отключается, боковые зажимы раскрепляются и заготовка вынимается из системы, шаг D'. Заготовка 32 перезагружается вверх верхней стороной, шаг Е', касаясь плоской, прямой и гладкой стороной удерживающего корпуса 21. Далее заготовка 32 выравнивается перезатягиванием боковых зажимов, шаг F'. Вакуумный насос 44 снова включается. На шаге G' циркуляционный насос 45 включен для постоянного охлаждения обрабатываемой детали при механической обработке и цикл измерений выполняется без перемещения заготовки 32. Регулирование температуры и последовательность станочной обработки, описанные выше на фиг.1-3 повторяются как шаги Н'-N'.
Патентоспособная изотермическая система крепления способна стабилизировать температуру заготовки "на лету" путем нагревания или охлаждения, при необходимости, при механической обработке, как показано на блок-схемах фиг.3, шаги J-Р и фиг.4, шаги I'-N'. Температура заготовки, платформы всего механизма (станка) и сборочных приспособлений для заготовок может контролироваться для предотвращения нежелательной конденсации на деталях. Как правило, температуры 68°F недостаточно, чтобы вызвать значительную конденсацию, но в условиях повышенной влажности и/или высокой относительной влажности, заданное значение температуры может быть поднято для предотвращения или уменьшения конденсации, которая может помешать операциям обработки. В качестве альтернативы при механической операции можно использовать влагопоглотители. Обычно, система достигает теплового равновесия при абсолютном заданном значении температуры 68.0°F или ближайшем к нему.
Еще одно преимущество и функция патентоспособной системы крепления заготовок заключаются в быстром демпфировании колебаний заготовки 37, которые вызывают вибрации. Платформа держателя 20, корпус 21 и удлинитель корпуса 22 наиболее предпочтительно выполняются из жесткого материала с высокой демпфирующей способностью. Предпочитаемый полимерный композитный материал является образцовым из материалов, имеющих необходимые свойства, но не является единственным, а следовательно, ограничивающим материалом. Подходящий полимербетон доступен в компании ITW / Филадельфия Resins Corporation, Монтгомеривиль, Пенсильвания. Аналогичные составы в рамках общей категории полимербетонов продаются под различными торговыми наименованиями, в том числе PoIyCAST. Эксперт в данной области признает этот класс в качестве материала, используемого в конструкции оснований и опор для станков, прецизионных контрольно-измерительных машин, оптических столов, опор полупроводникового лазерного литографского оборудования, и подставок для лазерной оптики, и высокоэнергетических оптических исследований. Тем не менее, до сих пор они не были использованы в качестве вспомогательных устройств для заготовок и в непосредственном контакте с ними. Предпочитаемый класс полимербетонов может быть использован в самых разнообразных конфигурациях формы таким же способом, что и бетон нулевой осадки, если объем и вес не являются ограничивающими факторами. При нагрузке сжатия (но не при натяжении), прочность на сжатие бетона аналогична прочности на сжатие плотного мелкозернистого чугуна Meehanite.
Альтернативные зажимные системы могут быть использованы в настоящем изобретении, например составные стержни локатора могут быть использованы вместе с механическими зажимами в соответствии с изобретением для закрепления заготовок. Также стержни локатора могут быть использованы вместе с вакуумными зажимами или в любой комбинации этих вариантов.
Второй вариант осуществления - применение в обработке и сборке лонжеронов аэрокосмического крыла
Во втором варианте осуществления изобретения, в качестве первого шага (см. фиг.1-4), все заготовки, включая хорду лонжерона крыла 50 и перемычек крыла 52, последовательно обрабатываются патентоспособной системой демпфирования вибраций и изотермического крепления заготовок.
На фиг.5 и 6 патентоспособная система крепления настроена как приспособление изотермической сборки для сохранения точного механического расположения каждой отдельной перемычки 52 к хорде лонжерона 50а, 50b и опор ребер 51 к фланцам 51а, в то время как временные крепления 54 автоматически установлены автоматизированной машиной клепки (не показаны). Подвергнуто растяжению меньшее, чем обычно, число временных крепежей 54 для поддержки опор перемычек и лонжеронов. Заметьте, что хорды лонжеронов 50а, b и опора 52 скреплены вакуумными каналами и охлаждаются термоохлаждающей системой 26, 27 в верхнем и нижнем корпусах крепления заготовки 21U, 21L и подвижными задними опорами заготовки 55. Это патентоспособное сборочное устройство поддерживает заготовки изотермическими и точно расположенными независимо от номинальных температурных колебаний окружающей среды. Свойство вибродемпфирования бетонполимера обеспечивает точное стабильное натяжения крепежей автоматизированной машиной клепки. Это осуществление устраняет порядка 95% и более изменений номинального коэффициента расширения, вызванных отклонениями температуры окружающей среды.
Таким образом, дополнительным преимуществом осуществления изотермической системы и способа крепления заготовок является устранение, по оценкам, 80% стоимости ручной установки временно прикрепленных крепежей и их проблематичного, неточного ручного съема.
В частности, опора крыла 52 удерживается в точном вертикальном расположении относительно двух расположенных выше и ниже хорд лонжеронов крыла 50а, 50b, которые также удерживаются в расположении с опорами ребра крыла 51 и их фланцами 51а, расположенных вниз по длине крыла. Главные корпусы крепления заготовок 21U и 21L расположены вдоль верхнего и нижнего предельных краев опоры крыла 52 для поддержки хорд 50а, 50b в точном расположении. Элементы корпуса держателя заготовок 21U, 21L удерживаются на месте с помощью основания 20, втулки и болты для наглядности не показаны. Ряд 55L-a…55-H (см. фиг.6) горизонтально подвижных элементов удерживающего корпуса 55U и 55L прикреплен к крайним сторонам платформы 20, к ним самим, и, альтернативно, к охватывающим верхним и/или нижним удерживающим корпусам 21U, 21L с помощью ползунков 100 (см. схематическое изображение на фиг.6).
Желательно, но необязательно, в по крайней мере некоторых частях сборки удерживающего корпуса 20, 21, 55 по длине опоры крыла обеспечить посередине свободный доступ 56. Эти подвижные элементы 55 могут полностью или частично занимать место между корпусами 21U и 21L. Эти подвижные части 55U, 55L расположены в местах, где необходим доступ к задней стороне опоры 52 для обеспечения доступа к крепежам 54, и их выдвигание делает возможным повторно необходимый доступ. Стрелка с буквой V показывает соединение вакуумного канала 24 с вакуумной системой. Большинство жидкостных каналов 26 с теплопередающими пластинами 27 контактируют с заготовкой для ее охлаждения или нагревания по мере необходимости. Охладитель 28 циркулирует по каналам 26, контактируя с ребрами 43 и теплопередающими пластинами 27. Пластины 27 поддерживаются в тепловом контакте с соответствующими хордами лонжеронов крыла 50а, 50b с помощью вакуума. Большинство элементов уплотнения и канавок 30, 31 установлены рядом с внешними кромками поверхностей корпуса 21, контактирующими с хордами лонжеронов 50а, 50b.
Датчик температуры 29 измеряет температуру каждой верхней и нижней хордах лонжерона 50а, 50b и его вывод 29а направляется на контроллер (не показан). Обе части, верхняя и нижняя 55U, 55L, удерживающего корпуса 21 оснащены мощными, надежными скользящими механизмами (промышленные прочные скользящие механизмы ящичного типа), отлитыми в корпусы и в крайнюю сторону платформы держателя 20. Это позволяет отдельным подвижным задним опорам 55 поддерживать точное расположение с каждым удерживающим корпусом 21, а также переместить по одной оси (здесь по горизонтали) к задней стороне опоры 52 для обеспечения ее положения для последующих операций. На передней поверхности каждой подвижной задней опоры 55 имеются неотъемлемые воздушные полости, или карманы 49, позволяющие крепежу выступать в них, не теряя при этом вакуумных уплотнений при установке крепежей 54.
Иллюстративная последовательность шагов патентоспособного сборочного способа заключается в следующем: все движущиеся задние опоры 55 убираются из основной плоскости, чтобы обеспечить простой ввод опоры 52 к верхней и нижней поверхностям каждого удерживающего корпуса 21. Затем, движущиеся задние опоры 55 перемещаются на свои высокоточные положения, а для перемещения опор 52 к поверхностям движущихся опор 55 применяется вакуум. Охладитель прокачивается через каналы 26. Далее нижняя хорда лонжерона 50а перемещается в положение, выровненное по отношению к основной плоскости нижнего заднего края корпуса 21 до тех пор, пока она не войдет в контакт с вакуумным уплотнением по всей длине, так что вакуум будет надежно отделять хорду лонжерона 50а от основной измерительной плоскости корпуса 21а для остальной части цикла сборки.
Теперь предыдущие четыре шага последовательности сборки повторяются для верхней хорды лонжерона 50b без перемещения нижней хорды лонжерона 50а. Далее, каждая опора ребра 51 устанавливается с помощью временных креплений 54, по мере необходимости могут быть использованы легкоснимающиеся прокладки 53. После просверливания и рассверливания точных отверстий в их окончательном выровненном положении, зажимы, держащие опоры ребер, снимаются, и вакуум, удерживающий хорду лонжерона 50а и 50b, сбрасывается. Это позволяет заготовкам иметь большой зазор между собой при подготовке к следующему шагу.
Затем, эта движущаяся задняя опора (опоры) 55 выдвигается вперед и вакуум вновь применяется для восстановления выравнивания опоры 52 во всех частях сборки.
Как указано на фиг.6, эти два последних шага теперь последовательно повторяются для следующих соседних единичных движущихся задних опор 55, начиная с 55L-a и переходя к каждой 3-й или 4-й опоре 55L-c/d до 55U-h и так далее последовательно для выбранных единичных движущихся задних опор 55U вниз по длине всей сборки. Вакуум первого набора движущихся задних опор 55 сбрасывается, и они убираются. Автоматизированное сборочное устройство рассверливает все остальные открытые отверстия, вставляет крепеж, а затем затягивает все остальные крепежи 54, включая те, которые удерживают ребра опоры 51 и хорды лонжеронов 50а, 50b в первой части. Оно также убирает два последних конических штифта, рассверливает отверстия до нужного размера и вставляет последние два постоянных крепежа 54 в этой части. Первый набор движущихся задних опор 55 вытянут и снова применяется вакуум для восстановления выравнивания. Теперь эти последние 5 шагов последовательно повторяются с каждой секцией движущихся задних опор 55 вниз по длине сборки. Наконец, циркуляционный насос 45 и вакуумный насос 44 выключаются, весь вакуум сбрасывается, все движущиеся задние опоры 55 отводятся назад и завершенная сборка вынимается из патентоспособной системы демпфирования вибраций и изотермического крепления заготовок.
Третий вариант осуществления - применение при изготовлении панелей обшивки самолетов
В порядке пояснения, исторически, крылья самолета собираются креплением заклепками больших, гибких, спрофилированных внешних панелей (называемых обшивкой) к лонжеронам. Весь процесс выполняется за три отдельные стадии.
- На стадии 1 все заготовки вручную загружаются на зажимы, которые держат все заготовки в приблизительном взаимном расположении, в пределах ±0,030 дюйма по оси Y и ±0.060 дюйма по оси X. Далее сборщики вручную сверлят отверстия, чтобы установить первые 10-15% всех крепежей для установки временных крепежей (называемых соединительными крепежами), чтобы прикрепить каждый стрингер к обшивке крыла.
- На стадии 2 начинается автоматизированный режим сборки. Автоматизированная система клепки, которая использует систему визуального наведения, находит местоположение первого соединительного крепежа на внешней стороне обшивки. Клепочная машина использует это местоположение как контрольную точку для подгонки положения сверления отверстий для постоянных крепежей вдоль стрингеров.
- Далее на стадии 3 рабочие перемещают полуготовые сборки на участок погрузки заготовок, где временные крепежи удаляются из неудобной, труднодоступной стороны стрингеров (внутренняя сторона крыла). Они вручную вставляют и натягивают постоянные крепежи в ранее просверленные отверстия для соединительных крепежей, но бывает обычная ситуация, когда неопытный или утомленный рабочий может повредить нижнюю сторону сборки. Исправление такого повреждения может быть очень дорогостоящим, а может и невозможным. На стадии 3 очень дорогие сборки крыла обычно бракуются из-за таких ошибок рабочего.
Проблемы неточного совмещения стрингера и обшивки рассматриваются и решаются изобретением в форме устройства сборочного приспособления и способа, который точно поддерживает совмещение всех стрингеров с панелью обшивки, с автоматической установкой всех крепежей. Изобретение исключает неточное совмещение всех частей, поддерживая все заготовки изотермическими, независимо от номинального изменения температуры окружающей среды. Любые остающиеся незначительные температурные отклонения приводят только к очень маленьким изменениям коэффициента температурного расширения. Способность демпфирования вибрации устройства обеспечивает точное, повторяемое натяжение крепежей автоматизированными машинами.
Фиг.7 - вид сбоку патентоспособного сборочного приспособления для заготовок для точного крепления обшивки крыла к стрингерам, сформированного опорами стрингеров 57, которые удерживают стрингеры 58 в точном положении, и сборкой опор спрофилированной обшивки 59, которые удерживают обшивку 60 в, как правило, горизонтальном положении. Обе эти опоры выполнены из полимерного композитного материала для крепежей заготовок, описанных выше. Как показано, есть главная структура, опора или корпус 21, который точно удерживает опору стрингеров 57 и опору обшивки 59, совмещенными относительно друг друга посредством множества пазов 61 (в стрингерах и опорах обшивки) и поперечных штифтов 62, которые вкручиваются во втулки 63, установленные или отлитые вдоль длины держателя 21. Платформа держателя 20 показана как держатель, поддерживающий заготовку 21. Специалист в данной области может легко осуществить сборку консольных или верхних промежуточных опор для поддержки корпуса в любом желаемом положении. Отдельные пазы 61 каждой опоры стрингера 57 и каждая опора обшивки 59 расположены на разной высоте, чтобы соответствовать профилю данного отдельного участка обшивки 60. Множество пазов 61, каждый из которых имеет резьбовой поперечный штифт 62, имеющий плечи для соответствия ширине паза 61, который вкручивается в резьбовую втулку 63, литую или устанавливаемую в корпусе 21 так, чтобы когда поперечный штифт затянут, стрингеры и опоры обшивки 57, 59 остаются в надлежащем совмещении. Множество вакуумных трубопроводов 24 на внутренней стороне опоры стрингера 57 и опоры обшивки 59 не показаны из-за масштаба чертежа. Эти вакуумные трубопроводы 24 такие же, как описанные выше. Жидкостная трубка 26 в каждой опоре стрингера 57 и опоре обшивки 59 расположена в соответствии с каждой теплопередающей пластиной 27, расположенной вверху опоры обшивки 59, и около верхней части опоры стрингера 57.
Как и прежде, охладитель охлаждает стрингеры 58 и обшивку 60, поскольку их вес опирается на пластины 27. Физическое местоположение опор стрингеров 57 и магнитного датчика 64 положения, встроенного в опору стрингера 57, обеспечивают точную ориентацию для позиционирования автоматизированной машины для сверления, вставки и натяжения большинства временных крепежей на передней стороны обшивки 60.
Заметьте, что каждая из опор стрингера 57, теплопередающие пластины 27b удлинены, чтобы расширить одну сторону стрингера 58, для прижимания основания L-образного стрингера 58 к задней стороне обшивки 60 (которая будет на внутренней стороне крыла по завершению сборки). Теплопередающая пластина имеет отметку 46 координат с местоположением крепежа (заклепка) 54, установленного автоматической машиной клепки, чтобы обеспечить зазор головке заклепки.
Для поддержания обшивки в правильном положении относительно стрингеров множество узлов цилиндрических уплотнений 30, 31 сформированы/установлены на внешних кромках верхней поверхности каждой опоры обшивки 59. Внешние кромки формируют периметр уплотнения вокруг периферии каждой теплопередающей пластины 27 на поверхности опоры обшивки 59. Альтернативно, но не предпочтительно, как, по сути, ненужные, для опор стрингеров 57 могут использоваться узлы уплотнений и канавок, делающие возможным вакуумный зажим стрингеров. Это проще и менее дорогостояще только относительно к механическому зажиму стрингера. Датчик температуры 29 измеряет температуру нижней стороны обшивки 60.
Шаги точного изготовления крыла сборки обшивки 60 и стрингеров 58 следующие
Вся конструкция опоры узла крепления изотермической заготовки, включая точно расположенные опоры стрингеров 57 и опор обшивки 59, устанавливается с помощью надлежащего размещения опор и затягивания штифтов 62 в пазы 61. Затем, охлаждающая жидкость непрерывно циркулирует во время всего цикла сборки через магистраль трубопроводов 47 и каналы 26. Каждый обработанный с высокой точностью стрингер 58 размещен напротив теплопередающих(ей) пластин(ы) 27, и верхней поверхности опоры лонжерона 57. Эти шаги повторяются для всех стрингеров 58, необходимых для данной сборки.
После того как все стрингеры 58 точно расположены, обшивка 60 осторожно опускается на опору обшивки 59, как показано стрелками S. С изотермически обработанными и охлажденными стрингерами 58, точно примыкающими к нижней поверхности панели 60 с регулируемой температурой, автоматизированная система клепки может теперь сканировать магнитный датчик положения 64, установленный рядом с одной кромкой стрингера 58 вплоть до обшивки 60. Магнитные датчики положения 64 сканируются через немагнитную алюминиевую обшивку 60 из передней стороны обшивки. Магнитный датчик положения 64 теперь служит абсолютным положением отсчета для точного и повторяемого положения для сверления отверстий осевой линии крепежей стрингеров. После точного высверливания отверстий видеосистема автоматизированной системы клепки размещает и устанавливает постоянные крепежи в каждом отверстии. После монтажа всех крепежей и заклепок выключается охладительный(е)/вакуумный(е) насос(ы). Законченная сборка профиля крыла теперь перемещается на следующую сборочную станцию, используя специальное поднимающее приспособление.
Четвертый вариант осуществления, применяемый для поддерживания стальной станины станка изотермической
Исторически, станина и несущий каркас станков были сконструированы из различных комбинаций чугуна, стальных поковок и листовой стали и полимерного бетона для основания опоры новых маленьких станков. Однако для очень больших или очень длинных станков, особенно от 30 до 200 футов, обычный материал для станины и структурной рамы был листовой сталью. Однако, любая стальная станина или стойка станка передают колебания от инструмента к заготовке очень эффективно. Коэффициент температурного расширения стали относительно высок, хотя составляет только приблизительно половину КТР алюминиевых аэрокосмических сплавов. Если температура длинной стальной конструкции, такой как станина станка, изменяется из-за изменений температуры воздуха окружающей среды, это скажется на длине и следовательно на абсолютной повторяемости рабочих характеристик станка.
Этот 4-й вариант исполнения изобретения включает сборку устройства удержания заготовок и способ, который поддерживает стальную станину станка изотермической независимо от номинального изменения температуры окружающей среды, чтобы обеспечить повторяемые точные измерения. Функция демпфирования вибрации патентоспособного устройства также помогает создать гладкие обработанные поверхности заготовки.
Фиг.8 - вид с торца показывает внутреннее поперечное сечение типичной горизонтальной станины из листовой стали 71 вертикального шпиндельного фрезерного станка с подвижным порталом. Верхние портал, шпиндели и т.д. опущены для упрощения. Две разные и отдельные системы крепления заготовок установлены друг на друга с перевернутой нижней системой. Они закреплены болтами друг к другу и к станине из листовой стали 71. Первый, более низкий держатель корпуса 20b, перевернут. Множество теплопередающих пластин 27, образующих закрывающую поверхность треугольных каналов 42, теперь находится в тепловом контакте со станиной из листовой стали 71 вертикального шпиндельного фрезерного станка с подвижным порталом. Теплопередающая пластина 27 расположена так, чтобы быть непосредственно между существующими болтовыми отверстиями станины 72, чтобы максимизировать тепловую передачу к станине из листовой стали 71, установленной на раме/опоре станка 70, и от нее.
Корпус 20b служит как первая, более изотермическая система демпфирования вибраций. Зенкованные сквозные отверстия 23 стратегически расположены, чтобы закрепить их со станиной 71. Один температурный датчик 29 размещен приблизительно по центру, чтобы контролировать температуру станины 71. Дополнительно, есть также множество соответственно расположенных вакуумных трубопроводов 24 и внешних мягких цилиндрических уплотнений 31 на нижней поверхности, чтобы обеспечить тепловой контакт корпуса со станиной 71.
Второй, верхний корпус изотермической системы демпфирования вибраций 20а является, по существу, копией нижнего корпуса 20b, но ориентирован правой стороной вверх. Он включает множество зенкованных сквозных отверстий 23 и обычные вакуумные трубопроводы 24, и теплопередающие пластины 27, чтобы удерживать и входить в контакт с заготовками 32а, 32b. Таким образом, верхний и низкий корпусы 20а, 20b скреплены, чтобы действовать как единый, твердый держатель заготовок на изотермической станине станка 71.
Пятый вариант осуществления - применение при изотермическом охлаждении линейного асинхронного двигателя
Исторически сложилось так, что станки управляются линейно электрическими роторными или линейными двигателями. Так как они приводятся в действие током, то линейные двигатели имеют электрическую I2R потерю тепла, которая создает ненужную высокую температуру, проводимую в конструкцию станка. Количество тепла связано непосредственно с тем, сколько тока идет через двигатели. Для большого станка может быть необходим двигатель с мощностью 6-10 кВт, чтобы двигать большие порталы весом в 90000 фунтов, при этом они генерируют 40000 БТЕ (Британская тепловая единица) отходящего тепла. Это отходящее тепло искажает раму станка, что в свою очередь ухудшает повторяемую точность из-за влияния температурного коэффициента расширения на тепловое расширение станка. 5-й вариант исполнения патентоспособного демпфирования вибрации, изотермическая система крепления заготовок задерживает отходящее тепло, которое выходит из электромагнитов линейного двигателя в структуру машины, и сохраняет абсолютную точность установки станка.
Фиг.9 - вид сбоку показывает подробное внутреннее поперечное сечение типичного линейного двигателя, установленного внутри рамы оси станка. При обычном применении линейного двигателя, нижняя половина рамы станка 80, поддерживает установленные линейные рельсы 90. Линейные вращающиеся скользящие блоки 89 катятся наверх и прикрепляются к неподвижному линейному рельсу 90 боковыми фланцами 89b. Верхняя половина рамы станка 81 крепится болтами через зенкованные сквозные отверстия 23 к вершине линейного блока скольжения вращения 89 с обеих сторон. Магнитный линейный модулятор 92 обеспечивает данные о положении и о скорости верхней половины рамы станка 81 относительно нижней половины рамы 80. При нормальном функционировании и нижние магниты линейного двигателя 82 и верхние магниты линейного двигателя 83 отдают отходящее тепло. В зависимости от конфигурации линейного двигателя один из 82 и 83 является постоянным магнитом, а другой - электромагнитом.
В этом варианте исполнения, верхняя и нижняя системы теплопередачи 84, 87 расположены в близком тепловом контакте с верхним и нижним магнитами 83, 82 линейного двигателя соответственно. Верхний и нижний датчики температуры 86, 85 контролируют температуры обоих наборов магнитов. Поскольку отходящее тепло, произведенное магнитами, увеличивает их температуру, теплопередающая пластина 27 передает отходящее тепло на термоизлучающий элемент 43, который в свою очередь проводит тепло к жидкости с высокой теплопроводностью 28. Это отходящее тепло переносится через жидкостные трубки 26 к системе циркуляции с замкнутым контуром 16 на нагреватель/охладитель 40, где отходящее тепло передается на внешний вентиляционный канал вне здания (см. Фиг.1А, 1В).
Промышленная применимость
Ясно, что изобретенные способ и система демпфирования вибрации и изотермического крепления заготовок будет широко применяться в промышленности, особенно в области производства аэрокосмического и высокоточного оборудования, поскольку они обеспечивают систему для сухой механической обработки без контакта жидкого охладителя с заготовкой, минимизируют вибрирование заготовки, минимизирует разность высот между проходами смежных инструментов, что в свою очередь минимизирует концентрацию напряжений вызванных обработкой и являющихся первопричиной напряжений коррозионного растрескивания и коррозионной усталости, которые могут вызвать катастрофический отказ. Различные модификации в рамках этого изобретения могут быть сделаны человеком с обычными навыками в данной области, без отступления от замысла без неуместного экспериментирования. Поэтому это изобретение должно быть определено объемом приложенной формулы так широко, насколько возможно в данной области, и, принимая во внимание спецификацию, если потребуется, включая полный диапазон текущих и будущих его эквивалентов.
Реферат
Изобретение относится к машиностроению и может быть использовано для крепления заготовок с высоким коэффициентом теплового расширения на станке для прецизионной сухой механической обработки заготовок для их точной сборки. Для этого используются держатели, демпфирующие вибрации, с низкой теплопроводностью, с низким коэффициентом теплового расширения из полимерного композитного материала для демпфирования колебаний станка и вибрации при точном жестком удерживании заготовки в положении вакуумными и/или механическими зажимами во время механической обработки. Каналы охлаждающей жидкости, имеющие пластины с высокой теплопроводностью в контакте с заготовкой, передают тепловую энергию от нее/к ней для поддержания ее изотермической при механической обработке, контроле и сборке, устраняя размерные изменения и увеличивая воспроизводимость процесса. Система использует вакуумный и жидкостный насосы, нагреватель(и)/охладитель, температурный(е) датчик(и) и регулятор(ы) для достижения механической обработки с высокоточным размерным допуском, которая уменьшает ошибочное расположение и затраты на сборку. Система также применима для охлаждения линейного асинхронного двигателя станка. Обеспечивается сокращение времени цикла обработки и улучшение чистовой обработки поверхности, которая исключает ручную доработку. 4 н. и 13 з.п. ф-лы, 10 ил.
Формула
a) указанная теплопередающая пластина выполнена из меди или алюминия,
b) указанная теплопередающая пластина установлена на фланцах, выполненных на корпусе, вдоль боковой кромки указанного канала,
c) для предотвращения утечки теплопередающей жидкости из каналов предусмотрены соответствующие им уплотнительные элементы,
d) теплопередающая пластина имеет по меньшей мере одно ребро, входящее в указанный канал для увеличения площади поверхности контакта с указанной жидкостью для быстрой эффективной передачи тепловой энергии к указанной жидкости или от нее.
Документы, цитированные в отчёте о поиске
Гидравлическая система
Комментарии