Листы для пайки, покрытые флюсом - RU2334604C2
Код документа: RU2334604C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к соединению двух или более металлических объектов путем пайки. Более конкретно, настоящее изобретение относится к смеси флюса для пайки и способу получения и применения указанной смеси флюса для пайки с целью получения паяных листов.
Уровень техники
Алюминиевые сплавы используются при конструировании теплообменников, таких как испарители, излучатели, нагреватели и холодильники и т.п., благодаря их легкости и превосходным свойствам при теплопередаче. Обычно теплообменники производятся из деталей, выполненных из алюминиевого сплава, которые формуются из прокатного листа или продуктов экструзии. Затем происходит сборка, фиксация и соединение этих деталей в процессе пайки. В процессе пайки две или более деталей, каждая плакированная алюминиевым сплавом для пайки (например, алюмокремниевым сплавом), расположены таким образом, чтобы подлежащие соединению поверхности деталей находились в непосредственной близости друг к другу. Эти детали нагревают до температуры, при который расплавляется сплав для пайки, но не сплав основы на лежащих ниже деталях. Сплав для пайки с каждой детали расплавляется, и эта общая жидкая фаза заполняет просвет, который разделяет детали. При охлаждении сплав для пайки отвердевает и между деталями образуется металлургическая связь. Сплав для пайки обычно вводится на поверхность алюминиевых заготовок путем их плакирования в процессе связывания на вальцах.
Обычная практика пайки включает в себя очистку сформованных деталей с использованием подходящего растворителя, для того чтобы удалить масла и т.п. с поверхностей, которые будут спаяны после нанесения соответствующего флюса на предварительно пропаянные детали, подлежащие соединению. Детали с флюсом нагревают в контролируемой атмосфере, такой как осушенный азот, для того чтобы предотвратить окисление. Флюс используется с целью восстановления оксидов на прилегающих поверхностях деталей, которые будут соединяться пайкой.
В большинстве промышленных процессов пайки флюс наносят после изготовления отдельных деталей, подлежащих пайке, или после сборки и закрепления деталей (например, такие как излучатели, холодильники или нагреватели), или до сборки для теплообменников, имеющих внутренние спаянные соединения (например, испарители) и до пайки. Флюс может быть использован непосредственно в виде сухого порошка, или его смешивают с носителем, таким как вода или спирт, и наносят в виде суспензии на всю поверхность обрабатываемой детали. Затем, после нанесения суспензии, носитель удаляется на стадии сушки, и на поверхности деталей, подлежащих пайке, остается порошкообразный флюс.
Флюс требуется только в тех областях, в которых образуются металлургические связи или соединения. Тем не менее, в обычной практике производства флюс наносят по всему смонтированному устройству, которое часто включает крепежные детали, используемые для поддержания деталей в печи в процессе пайки. Это приводит к перерасходу флюса и появлению отходов, к необходимости очистки крепежных деталей и увеличению расходов на обслуживание печи из-за коррозийной природы флюса. Кроме того, процесс нанесения и удаления избыточного флюса является длительным и дорогостоящим. Необходимо отметить, что часто флюс в виде порошка плохо прилипает к деталям. Поэтому необходимо принимать меры, чтобы предотвратить удаление флюса при манипулировании с деталями, покрытыми флюсом, до пайки.
Альтернативой покрытию флюсом всего смонтированного устройства является нанесение флюса на металлические листы до обработки или формования листов в детали. Нанесение флюса на металлический лист до формования желаемой детали из листа является выгодным в том смысле, что флюс может быть нанесен только на плакирование сплава для пайки, где должны образоваться соединения между деталями. Области металла без плакирования, которые не надо соединять, могут оставаться без флюса. Однако покрытые флюсом листы не нашли широкого промышленного применения из-за жестких требований к покрытию флюсом. Этот флюс на листах, предварительно покрытых флюсом, должен выдерживать операции штамповки и формования, не разлагаться под действием смазки формования и не мешать процессу пайки.
Таким образом, существует потребность в смеси флюса для пайки, которая может быть нанесена на весь лист алюминиевого сплава для пайки или может быть нанесена на лист для пайки только там, где требуются металлургические связи или соединения, которая достаточно долговечна, для того чтобы выдержать технологические операции, такие как штамповка, формование и транспортировка до пайки, а также обеспечивает хорошие металлургические связи при пайке.
Поэтому целью этого изобретения является разработка смеси флюса для пайки, которая может быть нанесена на весь лист алюминиевого сплава для пайки или может быть нанесена на лист для пайки только там, где требуются металлургические связи или соединения, которая достаточно долговечна, для того чтобы выдержать технологические операции, такие как штамповка, формование и транспортировка до пайки, а также обеспечивает хорошие металлургические связи при пайке.
Дополнительные задачи и преимущества этого изобретения станут очевидны для специалистов в этой области техники из следующего ниже подробного описания некоторых особенно предпочтительных вариантов осуществления изобретения.
Раскрытие изобретения
Изобретение представляет собой смесь флюса для пайки для покрытия неформованных листов для пайки до формования листа в формованный продукт. Эта смесь состоит из флюса для пайки, связующей поливинилбутиральной смолы и органического растворителя.
Кроме того, изобретение обеспечивает способ получения смеси флюса для пайки, который включает в себя объединение флюса для пайки со связующей поливинилбутиральной смолой с образованием первой смеси; обработку со сдвигом указанной первой смеси с образованием второй смеси, имеющей равномерно распределенный флюс для пайки в указанном связующем; и объединение указанной второй смеси с органическим растворителем с образованием смеси флюса для пайки.
Кроме того, изобретение обеспечивает способ получения покрытого флюсом алюминиевого листа для пайки, который включает в себя:
а) объединение флюса для пайки со связующей поливинилбутиральной смолой и необязательно с органическим растворителем с образованием первой смеси;
б) обработку со сдвигом указанной первой смеси с образованием второй смеси, имеющей равномерно распределенные частицы флюса для пайки в указанной второй смеси;
в) объединение указанной второй смеси с органическим растворителем с образованием смеси флюса для пайки;
г) покрытие, по меньшей мере, части поверхности алюминиевого листа для пайки указанной смесью флюса для пайки;
д) сушку указанной смеси флюса для пайки на поверхности указанного алюминиевого листа для пайки.
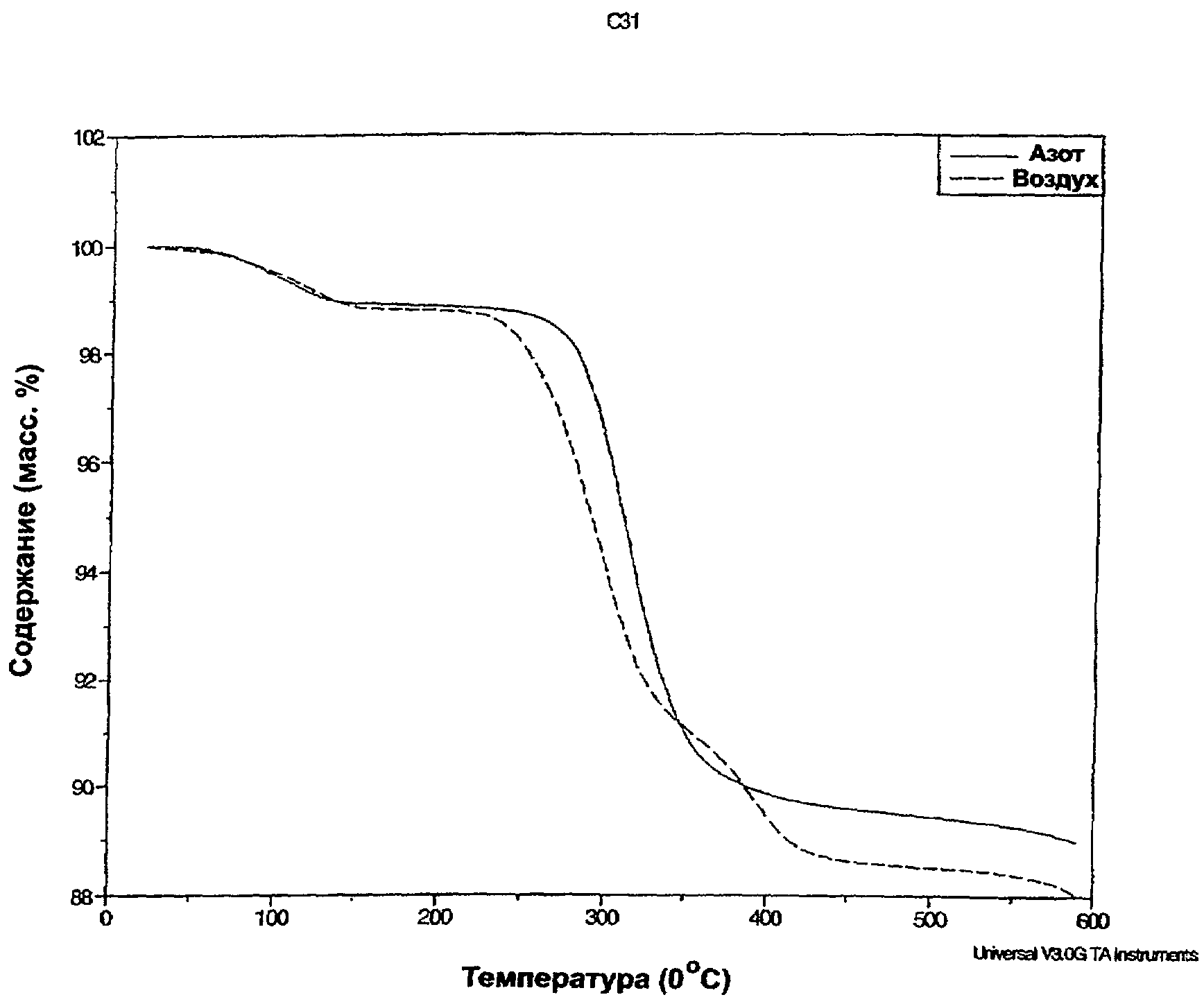
На чертеже показана зависимость содержания (мас.%) связующей поливинилбутиральной смолы на покрытом сплаве от температуры нагревания (0°С).
Осуществление изобретения
Настоящее изобретение представляет собой смесь флюса для пайки, которую можно наносить на весь лист алюминиевого листа для пайки или которую можно наносить на лист для пайки в тех местах, в которых требуются металлургические соединения или связи. Эта смесь флюса для пайки является достаточно долговечной, чтобы выдержать производственные операции, такие как штамповка и формование деталей из алюминиевого листа для пайки, и обеспечивает хорошие металлургические связи при пайке.
Смесь флюса для пайки содержит флюс для пайки, связующую поливинилбутиральную смолу и органический растворитель.
Флюс для пайки может представлять собой любой материал флюса, подходящий для соединения вместе двух или более объектов из алюминиевого сплава путем пайки. Предпочтительно флюс для пайки содержит фторалюминат калия (K1-3AlF4-6). Такие предпочтительные флюсы коммерчески доступны от фирмы Solvay Fluor und Derivate GmbH под торговой маркой флюса NOCOLOK®. Кроме того, подходящие флюсы для пайки могут включать такие элементы, как хлориды, цезий (Cs0,02K1-2AlF4-5), для того чтобы обеспечить повышенную стойкость в отношении магния в основном металле, цинк (KZnF3), для того чтобы обеспечить коррозионную стойкость, или кремний (K1-3AlF4-6 плюс порошок кремния), для того чтобы способствовать образованию соединения при пайке.
Связующее из поливинилбутиральной смолы этого изобретения представляет собой продукт взаимодействия поливинилового спирта и бутиральдегида. Предпочтительно связующие поливинилбутиральные смолы представляют собой связующие, которые содержат приблизительно 10-21 мас.% винилового спирта, приблизительно от 1 до 2 мас.% винилацеталя и обладают вязкостью при 10% TNV в 95%-м этиловом спирте в диапазоне от 15 до 2500 сантипуаз (сПз) при температуре 25°С. Предпочтительные связующие являются коммерчески доступными, например, смолы PIOLOFORM® BN 18 от фирмы Wacker Polymer Systems GmbH & Co. KG, Sekisui S-Lec BM5Z доступна от фирмы Synthetic Specialities Co., Middleton, New Jersey, и смолы Butvar B-75 от фирмы Solutia.
Применяемый в этом изобретении органический растворитель может быть любым органическим растворителем, который способствует равномерному смешиванию флюса для пайки и связующей поливинилбутиральной смолы. В качестве растворителей могут быть использованы сложные эфиры, такие как этилацетат, н-бутилацетат, н-пропилацетат и кетоны, такие как ацетон и циклогексанон. Походящими растворителями являются смеси спиртов и ароматических углеводородов, таких как толуол, несмотря на то что ароматические углеводороды в чистом виде не являются хорошими растворителями для поливинилбутиральных смол. Предпочтительными растворителями этого изобретения являются спирты, такие как этиловый спирт, изопропиловый спирт, н-бутиловый спирт, пропиловый спирт и диацетоновый спирт. Кроме того, предпочтительными растворителями изобретения являются простые гликолевые эфиры и ацетаты гликолевого эфира, такие как монометиловый эфир дипропиленгликоля и метиловый эфир ацетата пропиленгликоля. Наиболее предпочтительными растворителями являются смеси или метилового эфира ацетата пропиленгликоля, и этилацетата или монометилового эфира дипропиленгликоля, изопропилового спирта и этилацетата.
Смесь флюса для пайки получают, объединяя флюс для пайки со связующей поливинилбутиральной смолой с последующим перемешиванием объединенного флюса и связующего с органическим растворителем. Предпочтительный способ объединения флюса и связующего заключается в действии обработки со сдвигом на смесь флюса и связующего. Могут быть использованы любые устройства сдвига, известные специалистам в этой области техники, такие как высокоскоростные смесители, измельчители среды или двухвалковые мельницы. Предпочтительным способом сдвига является сочетание флюса для пайки и связующей поливинилбутиральной смолы в двухвалковой мельнице. Двухвалковая мельница включает в себя два цилиндрических валка, которые вращаются с различными скоростями в противоположном направлении относительно друг друга. Сдвиг происходит, когда смесь флюса и связующего проходит между валками.
Для облегчения процедуры сдвига, до сдвига или в процессе сдвига, в сочетание флюса и связующего может быть добавлен органический растворитель, такой как спирт, ацетат, эфир гликоля или их смеси, которые уже описаны выше. Наиболее предпочтительным растворителем при сдвиге является изопропиловый спирт.
Количество связующего, подходящее для этого изобретения, представляет собой количество, которое достаточно для поддержания адгезии флюса на поверхности объекта, подлежащего пайке, в ходе операций транспортировки, штамповки и формования, однако оно не должно препятствовать образованию соединения при пайке. Композиция флюса со связующим, подвергаемая сдвигу, содержит приблизительно от 5 до 30 мас.% связующего, приблизительно от 70 до 95 мас.% флюса, и необязательно, приблизительно до 10 мас.% органического растворителя, для того чтобы довести суммарное содержание до 100 мас.%. Наиболее предпочтительно композиция флюса со связующим, подвергаемая сдвигу, содержит приблизительно от 5 до 15 мас.% связующего, приблизительно от 85 до 95 мас.% флюса, и необязательно, приблизительно до 10 мас.% органического растворителя, для того чтобы довести суммарное содержание до 100 мас.%.
Операция сдвига равномерно распределяет флюс в связующем и способствует равномерному распределению размера частиц флюса внутри смеси. Авторы изобретения полагают, что размер частиц флюса этого изобретения обеспечивает покрытие флюса, которое может быть равномерно нанесено на объект, подлежащий пайке, и улучшает адгезию сухого флюса на металлическом объекте. Хотя размер частиц флюса будет изменяться в зависимости от интенсивности сдвига, прилагаемого к смеси, вязкости смеси и состава, авторы изобретения полагают, что предпочтительный размер частиц составляет приблизительно 1 мкм или меньше.
Затем композицию флюса со связующим растворяют в полярном органическом растворителе или смеси полярных органических растворителей с образованием смеси, подходящей для покрытия алюминиевого листа для пайки.
Количество растворителя в смеси этого изобретения представляет собой количество, которое достаточно для простого распределения флюса со связующим на поверхности металла. Предпочтительно, количество растворителя составляет приблизительно от 10 до 70 мас.% растворителя и от 30 до 90 мас.% композиции флюса со связующим. Наиболее предпочтительное количество растворителя в смеси составляет приблизительно от 30 до 60 мас.% растворителя и от 40 до 70 мас.% композиции флюса со связующим.
Наиболее предпочтительные смеси для пайки настоящего изобретения содержат приблизительно 62 мас.% флюса - фторалюмината калия, приблизительно 6,9 мас.% связующей поливинилбутиральной смолы, около 27,5 мас.% смеси метилового эфира ацетата пропиленгликоля и монометилового эфира дипропиленгликоля, приблизительно 2,3 мас.% изопропилового спирта и около 1,3 мас.% этилацетата.
Эта смесь на основе растворителя обеспечивает хорошее смачивание поверхности алюминиевого листа для пайки, однако в зависимости от покрываемого алюминиевого продукта также может быть желательным очищать лист для пайки до нанесения покрытия смеси флюса для пайки согласно изобретению. Для листа, который получен в процессе отпуска Н1Х и содержит остаточную смазку прокатки, находящуюся на поверхности, очистка может улучшить адгезию смеси согласно изобретению. Для продуктов, которые получены в процессах отпуска -О или Н2Х и в которых смазку прокатки можно выжечь в ходе окончательного отжига, очистка листа для пайки до нанесения покрытия смеси флюса для пайки согласно изобретению оказывает более слабый эффект на адгезию смеси. Подходящие очищающие растворы включают органические растворители и водные моющие средства.
Смесь флюса для пайки согласно изобретению может быть нанесена на алюминиевый лист для пайки в традиционных процессах покрытия при прокатке, с помощью процессов погружения, в процессах распыления, путем покрытия вручную, таким как нанесение кистью или т.п. В зависимости от требований пайки лист может быть покрыт полностью или покрыт частично на одной или на обеих сторонах. После покрытия лист может быть нагрет, для того чтобы выделить таким путем компонент растворителя смеси согласно изобретению и ускорить сушку. В зависимости от требований пайки количество сухого флюса, остающееся на поверхности листа, изменяется в пределах приблизительно от 2 до 40 граммов флюса на квадратный метр листа для пайки (г/м2). Предпочтительно количество флюса составляет приблизительно 3-20 г/м2 и наиболее предпочтительно приблизительно от 3 г/м2 до 10 г/м2 листа для пайки.
Для облегчения идентификации материалов в рецептуру покрытия может быть добавлен подходящий цветной пигмент, чтобы получить окрашенное покрытие. Подходящие пигменты включают пигмент Blue 15 Phthalo Blue, Thalocyanine Blue 15:4, Пигмент Red 52 В в Red, Bon Red 52, Пигмент Green 7 Phthalo Green и Thalocyanine Green 7.
Любой алюминиевый лист для пайки может быть использован с покрытием флюса для пайки этого изобретения. Предпочтительно алюминиевый лист для пайки содержит плакирование 3ХХХ, 5ХХХ, или 6ХХХ алюминиевого внутреннего сплава, по меньшей мере, на одной стороне сплава для пайки серии 4ХХХ. Кроме того, авторы изобретения полагают, что флюсовое покрытие согласно изобретению может быть использовано на неплакированном алюминиевом листе для пайки и продуктах экструзии.
Теперь это изобретение будет описано дополнительно со ссылкой на ряд конкретных примеров, которые следует рассматривать только как иллюстративные и не ограничивающие объем настоящего изобретения.
Пример 1
Покрытие С31 было получено путем объединения 10 мас.% поливинилбутираля с 90 мас.% фторалюминат-калиевого флюса NOCOLOK® и обработки этой смеси в процессе диспергирования с интенсивным сдвигом, используя двухвалковый измельчитель. Затем объединяют 68,9 мас.% сильно диспергированной смеси поливинилбутираля и флюса NOCOLOK® и смешивают с 31,1 мас.% монометилового эфира дипропиленгликоля.
Это покрытие равномерно наносят на обе стороны образцов алюминиевого листа для пайки, сделав сужение присадочным прутком Meyer #6, #7, #8. Использовался алюминиевый лист для пайки того типа, который применяется в промышленном производстве автомобильных теплообменников (например, испарителей) и имеет сердцевину из алюминиевого сплава 3ХХХ, содержащего приблизительно 1% марганца, 0,3% меди и 0,15% титана. Плакирующий алюминиевый сплав 4ХХХ для пайки, находящийся на каждой стороне сердцевины, составлял около 10% от общей толщины листа и содержал приблизительно 10% кремния. Алюминиевый лист имел толщину около 0,43 мм (0,017 дюйм) и был полностью отожжен в процессе отпуска -О. Покрытие сушат, поместив лист в печь при температуре 260°С (500°F) на время 15 секунд, для того чтобы испарить растворитель. В зависимости от типа использованного прутка Meyer для того чтобы сделать сужение, вес сухого покрытия на каждой стороне образцов алюминиевого листа для пайки варьировался от 5 до 11 г/м2, а толщина сухого покрытия изменялась приблизительно от 5 до 16 мкм (от 0,0002 до 0,0006 дюйм).
С целью оценки сопротивления царапанию на покрытом листе проводятся измерения стержневой твердости. Стержневая твердость возрастает в ряду 3В, 2В, В, НВ, F.
С целью оценки адгезии покрытия и подготовки к испытаниям пайки моделируются тарелки мини-испарителя после штамповки реальных тарелок технологического испарителя из покрытого листа на пятиступенчатом штампе последовательного действия с использованием имеющейся в продаже смазки. Draw Lube 485 от фирмы Circle-Prosco Inc., Bloomington, Indiana. Штампованные тарелки были натерты пальцем, и потеря покрытия была визуально обследована и оценена следующим образом.
Удовлетворительно: Покрытие способно выдерживать процесс формовки с минимальной потерей покрытия в областях интенсивной формовки штампованной тарелки. Неудовлетворительно: Покрытие не способно выдерживать процесс формовки, происходит существенная потеря покрытия с штампованной тарелки.
Были изготовлены мини-испарители для испытаний пайки путем попеременного пакетирования тарелок, штампованных из покрытого листа и непокрытых ребер из сплава 3003 в соответствующем зажимном приспособлении, для того чтобы удержать детали на месте. Затем зафиксированные детали помещаются в печь и спаиваются путем нагревания приблизительно до 600°С в подходящей атмосфере газообразного азота. Использовались следующие ниже критерии способности к пайке.
Удовлетворительно: паяное соединение представляет собой хорошо сформированный шов валиком, причем на поверхности очень мало черного остатка (или он отсутствует). Неудовлетворительно: паяное соединение является маленьким и незавершенным или на поверхности содержится значительное количество черного остатка.
Результаты испытаний сопротивления царапанию, адгезии покрытия и способности к пайке обобщены ниже в Таблице 1.
Пример 2
Были проведены исследования потери веса, для того чтобы оценить совместимость покрытия и двух промышленных смазок для формовки. Взвешенные образцы листа размером 63,5×127 мм (2,5 дюйм×5 дюйм), покрытые с использованием прутка #9 Meyer, при комнатной температуре погружали в стаканы, содержащие две промышленные смазки для формовки, Circle-Prosco Inc. Draw Lube 485 и Calvary Industries Inc. CAL Lube 180-M+. Через 5 суток образцы удаляли из стаканов со смазкой, смазку термически удаляли путем нагревания приблизительно до 232°С (450°F) и взвешивали повторно. Весьма незначительное различие начального и конечного веса (смотри ниже табл.2) демонстрирует, что покрытие совместимо с двумя промышленными смазками для формовки.
Пример 3
На высушенных образцах покрытия были проведены термогравиметрические исследования. Покрытие образцов непрерывно взвешивалось при нагревании со скоростью 10°С/мин от комнатной температуры до приблизительно 600°С как в атмосфере воздуха, так и в азоте. Результаты испытания, показанные на чертеже, демонстрируют, что испарение связующей поливинилбутиральной смолы практически завершается ко времени достижения температуры покрытия 500°С.
Пример 4
Были исследованы другие связующие, отличающиеся от поливинилбутиральной смолы. Были испытаны образцы, содержащие оба типа, RS и SS, нитроцеллюлозы, в том числе сорта с вязкостью от 10 до 15 сПз и от 60 до 80 секунд. С целью улучшения адгезии покрытия и сопротивления царапанию к нитроцеллюлозе были добавлены модификаторы, которые представляли собой сополимеры бутилакрилата и винилизобутилового эфира, бутилбензилфталата и диоктиладипината в количестве от 1 до 100 мас.%. Экспериментальные связующие смешивали с флюсом NOCOLOK® (фторалюминат калия) в различных соотношениях, для того чтобы получить 31 покрытие, которые описаны в Таблице 3. С целью улучшения перемешивания и уменьшения размера частиц флюса смеси флюс-связующее подвергали обработке в нескольких аппаратах дисперпирования различного типа, в том числе в высокоскоростном смесителе Cowles, мельнице со стальной дробью и двухвалковой мельнице со сдвигом. В последующем смеси флюс-связующее объединяли с различными растворителями, включающими изопропилацетат, этилацетат, бутилацетат, метоксипропанолацетат, монометиловый эфир дипропиленгликоля, изопропиловый спирт и этиловый спирт. В некоторые рецептуры покрытий добавляли поливинилпирролидон в качестве суспендирующего агента с целью снижения осаждения флюса. В некоторые рецептуры покрытий добавляли полиэтилен, для того чтобы улучшить смазывающую способность покрытия. Эти покрытия равномерно наносили на образцы алюминиевого листа для пайки, сделав сужение различными присадочными прутками Meyer, которые варьировали от #3 до #22. Были использованы алюминиевые листы для пайки, которые применяются в промышленном производстве автомобильных теплообменников (например, испарителей), имеют сердцевину из алюминиевого сплава 3ХХХ, содержащего приблизительно 1% марганца, 0,3% меди и 0,15% титана. Плакирующий алюминиевый сплав 4ХХХ для пайки, находящийся на каждой стороне сердцевины, составлял около 10% от общей толщины листа и содержал приблизительно 10% кремния. Алюминиевый лист имел толщину около 0,43 мм (0,017 дюйм) и был полностью отожжен в процессе отпуска -О. Покрытие сушат, поместив лист в печь при температуре 260°С (500°F) на время 15 секунд, для того чтобы испарить растворитель. В зависимости от типа использованного прутка Meyer для того чтобы сделать сужение, вес сухого покрытия на каждой стороне образцов алюминиевого листа для пайки варьировался от 5 до 35 г/м2, а толщина сухого покрытия изменялась приблизительно от 5 до 30,5 мкм (от 0,0002 до 0,0012 дюйм).
С целью оценки сопротивления покрытия царапанию покрытый лист подвергали царапанию ногтем пальца. Листы оценивали как удовлетворительные или неудовлетворительные.
С целью оценки адгезии покрытия образцы в виде малых чашек или тарелок мини-испарителя моделируются после штамповки реальных тарелок технологического испарителя из покрытого листа на пятиступенчатом штампе последовательного действия с использованием имеющейся в продаже смазки, Draw Lube 485 от фирмы Circle-Prosco Inc. Штампованные тарелки были натерты пальцем, и потеря покрытия была визуально обследована и оценена следующим образом.
Удовлетворительно: Покрытие способно выдерживать процесс формовки с минимальной потерей покрытия в областях интенсивной формовки штампованной тарелки. Неудовлетворительно: Покрытие не способно выдерживать процесс формовки, происходит существенная потеря покрытия со штампованной тарелки.
Способность листа к пайке оценивают с помощью пайки стандартных образцов "Т-соединения" или путем пайки мини-испарителей, изготовленных путем попеременного пакетирования тарелок, штампованных из покрытого листа и непокрытых ребер из сплава 3003. Испытуемые образцы помещаются в печь и спаиваются путем нагревания приблизительно до 600°С в подходящей атмосфере газообразного азота. Использовались следующие ниже критерии способности к пайке.
Удовлетворительно: паяное соединение представляет собой хорошо сформированный шов валиком, причем на поверхности очень мало черного остатка (или он отсутствует). Неудовлетворительно: паяное соединение является маленьким и незавершенным или на поверхности содержится значительное количество черного остатка.
Результаты испытаний сопротивления царапанию, адгезии покрытия и способности к пайке обобщены ниже в Таблице 3.
Из Таблицы 3 четко видно, что только покрытие смесью флюса для пайки, содержащее флюс для пайки, связующее из поливинилбутиральной смолы и органический растворитель, обеспечивает покрытие флюс-связующее на металлическом объекте, которое является достаточно долговечным, чтобы сохранить адгезию на металлическом объекте в процессе штамповки и формования, а также обеспечивает подходящие связи при пайке.
Пример 5
Были приготовлены рецептуры покрытий с целью оценки влияния вязкости поливинилбутиральной смолы и соотношения флюс/связующее на характеристики покрытия. Были приготовлены десять покрытий, описанных в Таблице 4, путем сочетания образцов поливинилбутиральной смолы, имеющихся в продаже, с различной вязкостью с флюсом NOCOLOK® (фторалюминат калия) в различных соотношениях, и эти смеси подвергают интенсивному диспергированию со сдвигом с использованием двухвалковой мельницы. В последующем интенсивно диспергированные смеси поливинилбутиральной смолы и флюса NOCOLOK® объединяют и смешивают с различными количествами монометилового эфира дипропиленгликоля.
Эти покрытия были равномерно нанесены на обе стороны алюминиевого листа для пайки, сделав сужение различными присадочными прутками Меуег #6, #7, #9 или #12. Были использованы алюминиевые листы для пайки, которые применяются в промышленном производстве автомобильных теплообменников (например, испарителей), имеют сердцевину из алюминиевого сплава 3ХХХ, содержащего приблизительно 1% марганца, 0,3% меди и 0,15% титана. Плакирующий алюминиевый сплав 4ХХХ для пайки, находящийся на каждой стороне сердцевины, составлял около 10% от общей толщины листа и содержал приблизительно 10% кремния. Алюминиевый лист имел толщину около 0,43 мм (0,017 дюйм) и был полностью отожжен в процессе отпуска -О. Покрытия сушат, поместив лист в печь при температуре 260°С (500°F) на время 15 секунд, для того чтобы испарить растворитель. В зависимости от типа использованного прутка Meyer, для того чтобы сделать сужение, вес сухого покрытия на каждой стороне образцов алюминиевого листа для пайки варьировался приблизительно от 3,7 до 10,7 г/м2.
С целью оценки сопротивления царапанию проводятся измерения стержневой твердости на образцах сухого покрытого листа и на образцах, смоченных водой. Стержневая твердость возрастает в ряду 3В, 2В, В, НВ, F.
С целью оценки адгезии покрытия и подготовки к испытаниям пайки моделируются тарелки мини-испарителя после штамповки реальных тарелок технологического испарителя из покрытого листа на пятиступенчатом штампе последовательного действия с использованием имеющейся в продаже смазки, Draw Lube 485 от фирмы Circle-Prosco Inc. Штампованные тарелки были натерты пальцем, и потеря покрытия была визуально обследована и оценена следующим образом.
Удовлетворительно: Покрытие способно выдерживать процесс формовки с минимальной потерей покрытия в областях интенсивной формовки штампованной тарелки.
Неудовлетворительно: Покрытие не способно выдерживать процесс формовки, происходит существенная потеря покрытия со штампованной тарелки.
Были изготовлены мини-испарители для испытаний пайки путем попеременного пакетирования тарелок, штампованных из покрытого листа и непокрытых ребер из сплава 3003 в соответствующем зажимном приспособлении, для того чтобы удержать детали на месте. Затем зафиксированные детали помещаются в печь и спаиваются путем нагревания приблизительно до 600°С в подходящей атмосфере газообразного азота. Использовались следующие ниже критерии способности к пайке.
Удовлетворительно: паяное соединение представляет собой хорошо сформированный шов валиком, причем на поверхности очень мало черного остатка (или он отсутствует).
Неудовлетворительно: паяное соединение является маленьким и незавершенным или на поверхности содержится значительное количество черного остатка.
Результаты испытаний сопротивления царапанию, адгезии покрытия и способности к пайке обобщены ниже в Таблице 4.
Хотя это изобретение было описано со ссылкой на конкретные варианты его осуществления, ясно, что многочисленные другие формы и модификации изобретения станут очевидными для специалиста в этой области техники. Прилагаемую формулу изобретения и это изобретение необходимо истолковывать как охватывающие все такие очевидные формы и модификации, которые действительно находятся в духе и объеме настоящего изобретения. После описания предпочтительных в настоящее время вариантов осуществления следует понимать, что изобретение иначе может быть осуществлено в объеме прилагаемой формулы изобретения.
После такого описания изобретения далее следуют притязания.
Реферат
Группа изобретений может быть использована для соединения двух или более формованных металлических объектов путем пайки. При получении смеси флюса для пайки проводят обработку перемешиванием со сдвигом флюса и связующей поливинилбутиральной смолы с изменением размера частиц флюса в процессе обработки до получения окончательного размера 1 мкм или менее. Затем объединяют смесь с органическим растворителем. После нанесения смеси на поверхность листа из алюминиевого сплава осуществляют ее сушку. Формуют покрытые смесью флюса листы с получением деталей заданной формы и осуществляют их пайку. Нанесенная смесь флюса достаточно долговечна, для того чтобы выдержать последующие технологические операции, а также обеспечивает хорошие металлургические связи при пайке. 5 н. и 22 з.п. ф-лы, 1 ил., 4 табл.
Формула
Документы, цитированные в отчёте о поиске
Способ пайки металлических структур
Способ пайки алюминия и материал для пайки алюминия
Комментарии