Способ пайки алюминия и материал для пайки алюминия - RU2164460C2
Код документа: RU2164460C2
Чертежи
Описание
Изобретение относится к способу пайки алюминия и материалу для пайки алюминия, в частности к способу пайки алюминия и материалу для пайки алюминия, используемому при пайке теплообменных устройств из алюминия или алюминиевого сплава, в дальнейшем называемого металлом типа алюминия, и теплообменных трубок из материала типа алюминия.
Алюминиевые теплообменники, имеющие ребра из материала типа алюминия, напаянные на теплообменные трубки из материала типа алюминия, широко используются. Кроме того, для увеличения скорости теплообмена теплообменные трубки изготавливают в виде экструдированных лент из уплощенных трубок, выполненных из материала типа алюминия.
Для получения теплообменных аппаратов, выполненных как указано выше, то есть для спаивания ребер и экструдированных лент из уплощенных трубок, применяют способ нанесения металлического порошка для пайки на поверхность алюминия с использованием флюса для пайки. В качестве примеров такого способа пайки известен, во-первых, способ раздельного нанесения металлического порошка для пайки и порошка флюса и, во-вторых, способ смешения металлического порошка для пайки и порошка флюса с последующим нанесением на поверхность этой смеси.
Однако при осуществлении первого способа, включающего раздельное нанесение на поверхность металлического порошка для пайки и порошка флюса, возникают проблемы, связанные с чрезвычайным усложнением процесса. Кроме того, хотя второй способ, заключающийся в нанесении на поверхность смеси металлического порошка для пайки и порошка флюса, включает меньшее число стадий, чем первый способ, потенциально существует проблема, связанная с отсутствием гомогенности смеси порошков. Если смесь негомогенна в той части, которая содержит большее количество флюса, будет недостаточно материала для пайки, в результате чего после пайки останется избыток флюса с другой стороны, при избытке материала для пайки происходит локальное расплавление основы и сопутствующее снижение уровня фактической пайки из-за недостатка флюса в месте, где имеется избыток металлического порошка для пайки. Кроме того, когда размер частиц металлического порошка припоя слишком велик, происходит локальное расплавление основы из-за избытка материала для пайки в некоторых точках. С другой стороны, если размер частиц как металлического порошка для пайки, так и порошка для флюса или их обоих, слишком мал, частицы легко слипаются, вызывая неоднородность, что приводит к проблемам, аналогичным проблемам, возникающим во втором из вышеприведенных способов.
Помимо этого, в случае, когда не используется связующее, возникает проблема отшелушивания после сушки нанесенного покрытия. Более того, когда в качестве растворителя для смеси используется жидкость с низкой летучестью, например вода, возникают такие проблемы, как увеличение времени сушки, неоднородность и разность концентраций.
Известен, например, из авт.свид. СССР N 493319, 1975 материал для пайки алюминия, содержащий смесь порошка для пайки, флюса, связующего и спирта для растворения указанного связующего.
Однако гуаровая смола, используемая в известном материале в качестве связующего, разлагается при повышении температуры при пайке и оставляет отложения в виде нагара, ухудшающего качество соединения.
Известен также, например, из патента JP 06039586, 1994 способ пайки алюминия, включающий нанесение на поверхность материала смеси порошка для пайки, флюса, связующего и спирта для растворения указанного связующего, и осуществления пайки на этой поверхности.
Однако в известном способе в качестве материала для пайки используют известные материалы, обладающие указанными выше недостатками.
Задачей настоящего изобретения является создание способа пайки алюминия и материала для пайки алюминия, обеспечивающего однородную, несложную в осуществлении и надежную пайку при отсутствии нагара от связующего.
Указанная задача решается тем, что материал для пайки алюминия содержит смесь порошка для пайки, флюса, связующего и спирта для растворения указанного связующего, указанное связующее представляет собой термопластичный акриловый сополимер, способный к растворению в алифатическом спирте, содержащем от 1 до 8 атомов углерода, и испарению без разложения при повышении температуры при пайке.
В качестве порошка для пайки он может содержать металл, сам по себе используемый в качестве материала для пайки, или материал, участвующий в образовании слоя с низкой температурой плавления в результате взаимодействия с поверхностью алюминия в процессе пайки.
В качестве материала, участвующего в образовании слоя с низкой температурой плавления, он может содержать кремний, медь или германий.
Средний размер частиц порошка для пайки может составлять от 2 до 60 мкм.
Соотношение удельного веса указанного порошка для пайки и удельного веса указанного флюса может составлять от 0,7 до 1,3.
Соотношение размера частиц указанного порошка для пайки и размера частиц указанного флюса может составлять от 0,7 до 1,3.
Указанная задача решается также тем, что в способе пайки алюминия, включающем нанесение на поверхность материала смеси порошка для пайки, флюса, связующего и спирта для растворения указанного связующего, и осуществления пайки на этой поверхности, в качестве смеси используют предложенный в данном изобретении материал.
В качестве порошка для пайки можно использовать порошок кремния, средний размер частиц которого составляет от 2 до 60 мкм.
Можно использовать порошок кремния, соотношение размера частиц которого и размера частиц флюса составляет от 0,7 до 1, 3.
Можно использовать порошок кремния, соотношение размера частиц которого и удельного веса флюса составляет от 0,7 до 1,3.
В качестве порошка можно использовать порошок цинка, порошок меди или порошок германия, причем средний размер частиц порошка может составлять от 2 до 60 мкм.
Соотношение размера частиц указанного порошка и размера частиц указанного флюса может составлять от 0.7 до 1,3.
Соотношение удельного веса указанного порошка и удельного веса указанного флюса составляет от 0,7 до 1,3.
В данном изобретении путем нанесения на поверхность, которая должна быть спаяна, смеси порошка для пайки, флюса, связующего и спирта для растворения связующего процессы нанесения флюса и порошка для пайки могут осуществляться одновременно, и, более того, при использовании связующего можно избежать возникновения проблемы отслаивания покрытия, состоящего из смеси порошка для пайки и флюса, после сушки.
Краткое описание рисунков
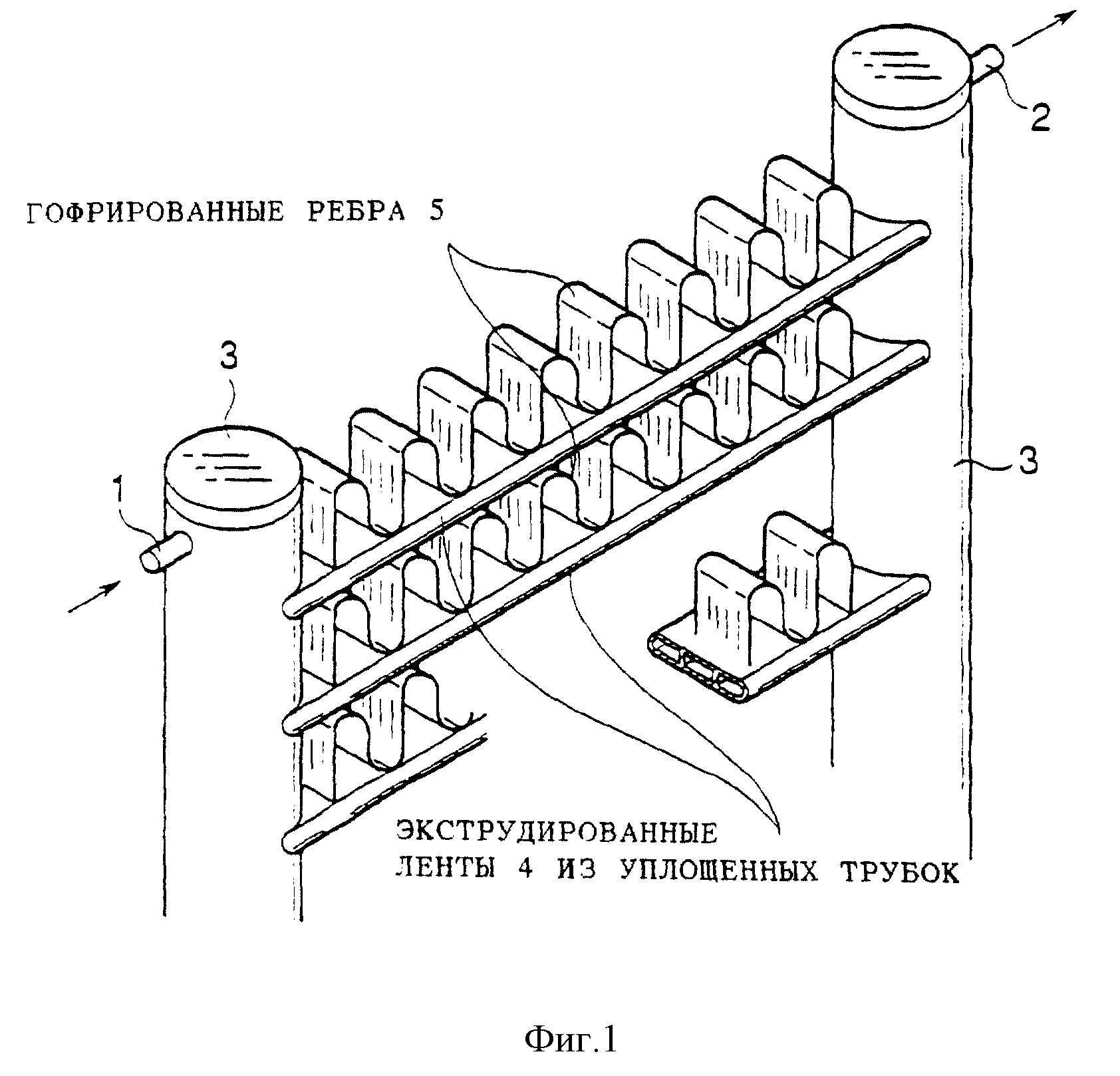
На фиг. 1 представлен схематический аксонометрический чертеж примера паяного теплообменного устройства в связи со способом пайки, предлагаемым
данным изобретением.
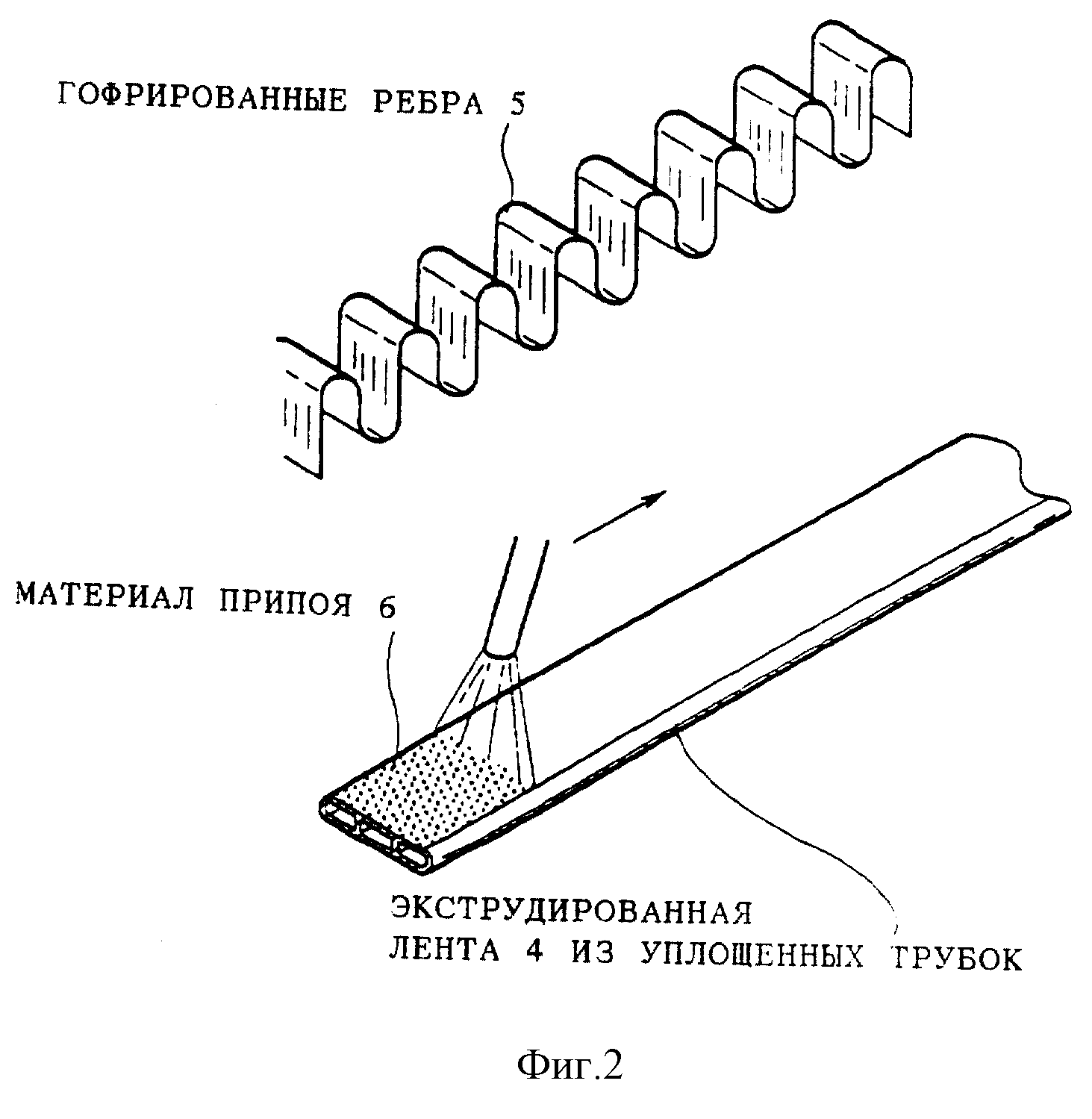
На фиг. 2 изображен аксонометрический чертеж экструдированной уплощенной трубчатой ленты и ребер, которые должны быть спаяны друг с другом с использованием способа пайки настоящего изобретения.
Ниже данное изобретение поясняется на основе приведенных рисунков. Пояснения даны для случая, когда данное изобретение используется для теплообменного устройства из металла типа алюминия.
Как показано на фиг. 1, теплообменное устройство содержит две коллекторные трубки 3, одна из которых имеет вход 1, а другая выход 2 для теплоносителя, экструдированные уплощенные трубчатые ленты 4 в качестве трубок теплообменника, соединенные последовательно и присоединенные к коллекторным трубкам 3, а также гофрированные ребра 5, расположенные между экструдированными уплощенными трубчатыми лентами 4. Коллекторные трубки 3 и экструдированные уплощенные трубчатые ленты 4 выполнены методом экструзии из алюминиевого сплава, а гофрированные ребра 5 изготовлены путем изгиба листа из алюминиевого сплава. Коллекторные трубки 3, эктрудированные уплощенные трубчатые ленты 4 и гофрированные ребра 5 спаивают друг с другом с получением теплообменного устройства способом пайки с использованием материала для пайки согласно данному изобретению.
Например, для того чтобы спаять вышеуказанные экструдированные уплощенные трубчатые ленты 4 и гофрированные ребра 5, как показано на фиг. 2, материал 6 для пайки согласно данному изобретению можно нанести на поверхность экструдированных лент 4 из уплощенных трубок и на них могут быть напаяны гофрированные ребра 5.
Материал 6 для пайки представляет собой смесь металлического порошка для пайки на алюминиевой основе, флюса, связующего и спирта для растворения связующего. В этом случае используется связующее, удовлетворяющее следующим требованиям: связующее должно быть термопластичным акриловым сополимером, таким как PARALOID B-67 производства фирмы Rohm and Hass Company; оно должно смешиваться с алифатическим спиртом, содержащим от 1 до 8 атомов углерода, и должно испаряться без разложения при повышении температуры до температуры пайки алюминия, то есть до 600oC.
В качестве примеров спирта для растворения связующего можно назвать метанол (метиловый спирт), этанол (этиловый спирт), пропанол (изопропиловый спирт), бутанол (бутиловый спирт) и пентанол (амиловый спирт).
Кроме того, металлический порошок для пайки алюминия должен представлять собой металл, который может быть использован для пайки сам по себе, или же металл, который может участвовать в процессе пайки, образуя металлический слой с низкой температурой плавления путем взаимодействия с алюминиевой основой. Примерами металлов, которые могут использоваться для пайки сами по себе, являются Al-Si, Al-Cu, Al-Zn, Al-Si-Cu, Al-Cu-Zn, Al-Si-Zn и Zn. Примерами металлов, которые могут участвовать в процессе пайки, образуя металлический слой с низкой температурой плавления, реагируя с поверхностью алюминия, являются Si, Cu и Ge.
В качестве флюса можно использовать флюсы фторидного или натриевого типа, при этом предпочтителен антикоррозионный флюс фторидного типа. Примерами флюсов фторидного типа являются фторид алюминия, фториды щелочных металлов, фториды щелочноземельных металлов, а также следующие соединения фтора: KalF4; K2AlF5 · H2O; K3AlF6; AlF3; LiF; CaF2; NaF; LiAlF6; RbF; CsF; BaF2; KF; BaF2 или же флюс, который имеет один или более из этих соединений в качестве основного компонента.
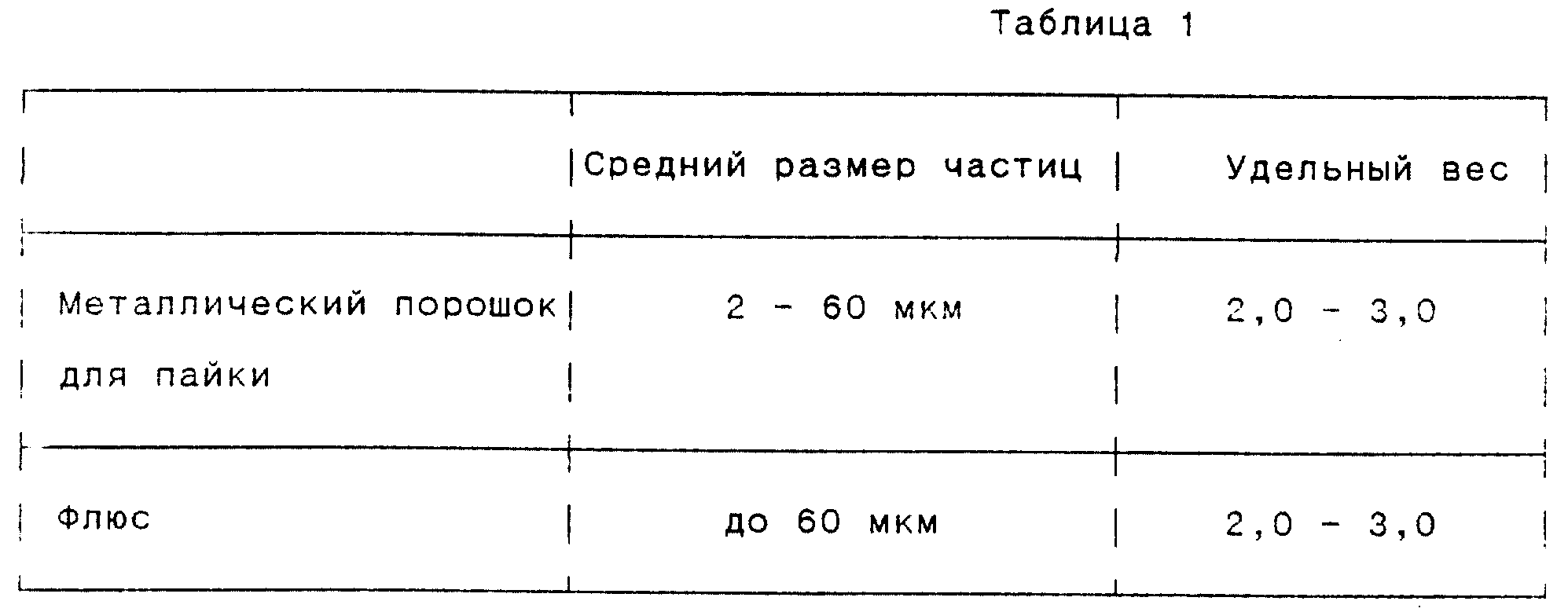
Далее, средний размер частиц и удельный вес указанного металлического порошка для пайки и порошка флюса должны находиться в пределах, указанных в табл. 1.
Кроме того, соотношение удельного веса металлического порошка для пайки и удельного веса флюса должно удовлетворять приведенному ниже уравнению 1, а соотношение размера частиц металлического порошка и размера частиц флюса должно удовлетворять приведенному ниже уравнению 2.
Уд. вес.мет.порошка/ уд.вес флюса = 0,7 -1,3 (1)
Размер частиц мет. порошка/размер частиц флюса = 0,7 - 1,3 (2)
Выше
изобретение было пояснено на примере описания теплообменного аппарата прямоточного типа, имеющего ряд экструдированных лент 4 из уплощенных трубок, расположенных параллельно между парой коллекторных
труб 3, и гофрированные ребра 5, расположенные между экструдированными лентами 4 из уплощенных труб; однако теплообменный аппарат может также представлять собой теплообменное устройство типа змеевика,
имеющее в качестве теплообменных трубок экструдированные ленты из уплощенных труб, изогнутые в виде змеевика и соединенные с коллекторными трубками, и имеющие ребра, расположенные так же, как и
гофрированные ребра 5, в промежутках между экструдированными лентами из уплощенных труб.
Далее приведено описание эксперимента, включающего нанесение слоя и пайку на поверхности алюминия, при варьировании перечисленных ниже условий для материала для пайки в соответствии с настоящим изобретением.
Условия:
Материал для пайки
Связующее:
термопластичный акриловый сополимер
Название продукта: PARALOID B-67 (Rohm and Hass Company)
Растворитель для связующего: изопропиловый спирт
Металлический порошок для
пайки: Al-12%Si
Флюс: KAlF6 - K3AlF6
Состав смеси (% вес.)
Связующее - 8
Изопропиловый спирт - 77
Al - 12%Si - 5
Флюс - 10
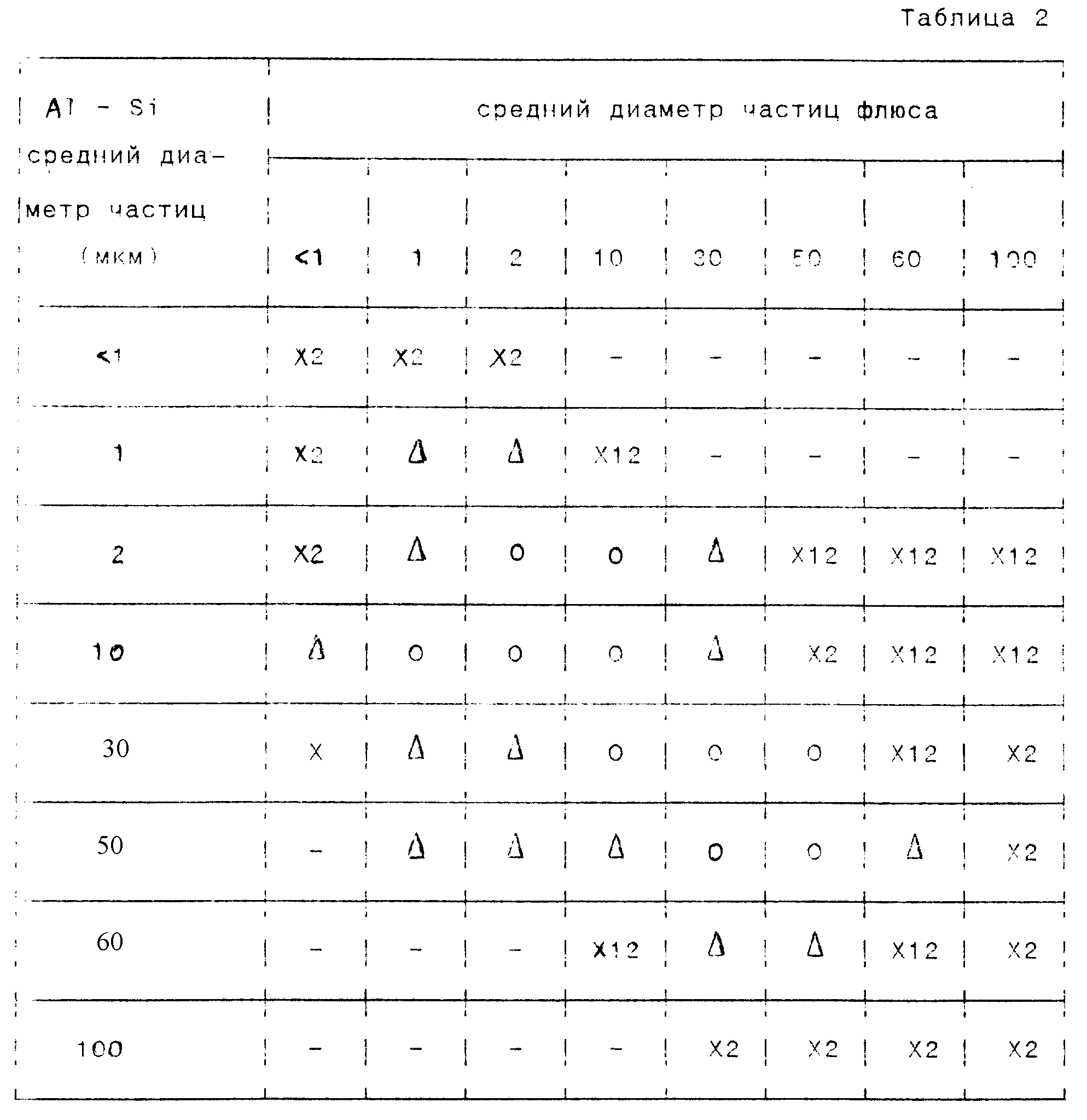
Размер частиц (флюса и металлического порошка для пайки) < 1, 1, 2, 10, 30, 50, 60 и 100 мкм
Результаты, приведенные в табл. 2, были получены при указанных ниже
условиях эксперимента при использовании вышеупомянутого материала для пайки.
Эксперимент по пайке: нанесение слоя материала 6 для пайки на алюминиевую ленту 4 из уплощенных труб и пайка на нее гофрированных ребер 5.
Условия пайки:
Атмосфера: газообразный азот
Самая высокая достигаемая температура: 610oC.
Время
фиксации: 3 минуты
Технические условия:
Экструдированная лента из уплощенных труб:
A1050 20 мм(ширина) х 2 мм (толщина)
Гофрированное ребро: A3003 0,115
мм(толщина)
Нанесенное количество:
20 (г/м2) (Al - 12%Si + флюс + связующее)
Результаты эксперимента показывают, что удовлетворительная пайка была получена в тех
случаях, когда средний размер частиц металлического порошка для пайки составлял от 2 до 60 мкм, а соотношение удельного веса металлического порошка и удельного веса флюса и соотношение размера частиц
металлического порошка и размера частиц флюса находилось в пределах между 0,7 и 1,3.
Кроме того, подобный же размер был получен, когда в качестве растворителя связующего для вышеупомянутого материала для пайки использовали вместо изопропилового спирта алифатические спирты, содержащие от 1 до 8 атомов углерода. Причиной использования алифатического спирта, молекула которого содержит от 1 до 8 атомов углерода, является то, что в тех случаях, когда количество атомов углерода превышает 9, растворимость падает и возникает тенденция к выпадению спирта в осадок в водной среде. Сходный положительный результат был получен, когда в качестве материала для пайки использовали иные металлы, помимо Al-12%Si, такие как Al-Cu или Al-Zn, или когда использовали такие металлы, как Si или Cu, участвующие в образовании металлического слоя с низкой температурой плавления, после реакции с поверхностью алюминия; или же когда использовали иной флюс, помимо KAlF4-K3AlF6, например KF-AlF3.
В итоге, согласно данному изобретению, процессы нанесения флюса и металлического порошка для пайки можно проводить одновременно, а время и затраты труда, связанные с процессом пайки, могут быть сокращены, поскольку на поверхность, на которую осуществляется пайка, наносят смесь металлического порошка для пайки алюминия, флюса, связующего и спирта для растворения связующего. Кроме того, благодаря использованию связующего, можно избежать отслаивания нанесенного слоя после сушки и в то же время получить гомогенное и прочное покрытие.
Реферат
Изобретения могут быть использованы при изготовлении изделий из алюминиевых сплавов, в частности, для припаивания ребер к паяным теплообменным трубкам теплообменников. Материал содержит смесь порошка для пайки алюминия, алифатический спирт и термопластичный акриловый сополимер. Сополимер способен к растворению в алифатическом спирте и испарению без разложения при повышении температуры при пайке. Алифатический спирт содержит от 1 до 8 атомов кислорода. На поверхность детали наносят смесь указанного материала и производят пайку. Процесс пайки с применением указанного материала позволяет обеспечить однородную, надежную в осуществлении и надежную пайку при отсутствии нагара от связующего. 2 с. и 11 з.п.ф-лы, 2 табл., 2 ил.
Комментарии