Устройство для линейного фрикционного соединения и способ для линейного фрикционного соединения - RU2719234C1
Код документа: RU2719234C1
Чертежи




Описание
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству для линейного фрикционного соединения (для линейного соединения трением) и способу для линейного фрикционного соединения(для линейного соединения трением).
Заявляется приоритет к японской патентной заявке № 2017–29646, зарегистрированной 21 февраля 2017 года, содержимое которой включено в данный документ по ссылке.
Уровень техники
[0002] В последние годы, в области авиационных двигателей, цельная крыльчатка (brisk) используется в качестве ротора компрессора или турбины с тем, чтобы улучшать механическую прочность и легковесность. Цельная крыльчатка имеет цельную структуру диска и лопасти. Цельная крыльчатка обычно формируется посредством вырезания материала. Однако, из–за формирования большого числа фрагментов, эффективность использования материала является плохой. Является желательным улучшать эффективность использования материала посредством объединения диска и лопасти, сформированных отдельно, посредством линейной сварки трением (линейная фрикционная сварка) (LFW). В качестве устройства для линейного фрикционного соединения, которое выполняет линейную сварку трением, например, является известным устройство для фрикционного соединения трением, описанное в патентном документе 1.
Список ссылок
Патентная литература
[0003] [Патентный документ 1] Японская нерассмотренная патентная заявка, первая публикация, № 2015–164738.
Сущность изобретения
Техническая задача
[0004] Устройство для линейного фрикционного соединения соединяет обрабатываемые детали A (первый элемент) и B (второй элемент) посредством прижатия обрабатываемой детали B с некоторой нагрузкой (нагрузкой соединения), в то же время осуществляя вибрацию обрабатываемой детали A. Перед последовательностью соединения для линейного фрикционного соединения обрабатываемые детали A и B отделяются друг от друга, и из позиции на расстоянии от обрабатываемой детали A, обрабатываемая деталь B, установленная на кондуктор, приближается и соударяется посредством управления расположением (позиционного управления) гидравлическим цилиндром (прижимающим устройством). После этого соударения, когда прижимающая нагрузка превышает предварительно определенное пороговое значение, прижимающая нагрузка переключается на управление нагрузкой и немедленно достигает нагрузки соединения, и соединение выполняется.
[0005] Обрабатываемая деталь B устанавливается на тяжелый кондуктор. В некоторых случаях, после соударения, до тех пор, пока управление расположением (позиционное управление) не переключится на управление нагрузкой, и управление нагрузкой достигает нагрузки соединения, инерционная сила (включающая в себя инерционную силу кондуктора), действующая на обрабатываемую деталь B, прикладывается, так что управление нагрузкой превышает нагрузку соединения посредством резкого увеличения прижимающей нагрузки. Когда эта чрезмерно превышающая нагрузка возникает, существует вероятность того, что обрабатываемая деталь повреждается. Кроме того, когда давление гидравлического удара формируется посредством так называемого явления гидравлического удара, в котором протекающая жидкость неожиданно останавливается вследствие внезапной остановки смещения цилиндра во время соударения, и давление в канале быстро увеличивается вследствие инерционной силы жидкости, существует вероятность того, что сервоклапан или т.п., который является точным инструментом, разрушается.
[0006] Принимая во внимание обстоятельства, описанные выше, целью настоящего изобретения является предоставление устройства для линейного фрикционного соединения и способа для линейного фрикционного соединения, приспособленных для предотвращения чрезмерного повышения прижимающей нагрузки и возникновения давления гидравлического удара вследствие инерционной силы, когда обрабатываемые детали соударяются друг с другом.
Решение проблемы
[0007] Согласно первому аспекту настоящего изобретения, предоставляется устройство для линейного фрикционного соединения, которое включает в себя: прижимающее устройство для прижатия второго элемента к первому элементу в направлении прижатия; вибратор для относительной вибрации первого элемента и второго элемента; датчик расположения (позиционный датчик), который конфигурируется, чтобы измерять величину смещения второго элемента в направлении прижатия; датчик нагрузки, который конфигурируется, чтобы измерять прижимающую нагрузку второго элемента, прижатого к первому элементу; контроллер, который конфигурируется, чтобы приводить первый элемент в соприкосновение со вторым элементом посредством управления расположением, которое зависит от результата измерения датчика расположения (позиционный датчик), чтобы переключать управление расположением на управление нагрузкой, которое зависит от результата измерения датчика нагрузки, и увеличивать прижимающую нагрузку в сторону нагрузки соединения; и регулятор времени достижения нагрузки соединения, который конфигурируется, чтобы регулировать продолжительность времени достижения нагрузки соединения, которое находится между временем, когда управление расположением переключается на управление нагрузкой, и временем, когда прижимающая нагрузка достигает нагрузки соединения.
[0008] Согласно второму аспекту настоящего изобретения, в первом аспекте, регулятор времени достижения нагрузки соединения является контроллером, который конфигурируется, чтобы регулировать длительность времени достижения нагрузки соединения согласно величине инерционной силы, действующей на второй элемент во время управления расположением.
[0009] Согласно третьему аспекту настоящего изобретения, в первом или втором аспекте, регулятор времени достижения нагрузки соединения является контроллером, который конфигурируется, чтобы задавать целевую нагрузку, которая ниже нагрузки соединения, прежде достижения нагрузки соединения и постепенно увеличивать прижимающую нагрузку в сторону нагрузки соединения, во время управления нагрузкой.
[0010] Согласно четвертому аспекту настоящего изобретения, в первом или втором аспекте, регулятор времени достижения нагрузки соединения является контроллером, который конфигурируется, чтобы постепенно увеличивать скорость увеличения за единицу времени прижимающей нагрузки во время управления нагрузкой.
[0011] Согласно пятому аспекту настоящего изобретения, в первом аспекте, прижимающее устройство включает в себя кондуктор, на который загружается второй элемент, и устройство цилиндра, которое перемещает кондуктор, и регулятор времени достижения нагрузки соединения является пружинным элементом, вставленным между кондуктором и устройством цилиндра.
[0012] Согласно шестому аспекту настоящего изобретения, предоставляется способ для линейного фрикционного соединения, который включает в себя этапы: прижатия второго элемента к первому элементу в направлении прижатия; относительной вибрации первого элемента и второго элемента; измерения величины смещения второго элемента в направлении прижатия; измерения прижимающей нагрузки второго элемента, прижимаемого к первому элементу; приведения второго элемента в соприкосновение с первым элементом посредством управления расположением, которое зависит от величины смещения, переключения управления расположением на управление нагрузкой, которое зависит от результата измерения прижимающей нагрузки, и увеличения прижимающей нагрузки в сторону нагрузки соединения; и регулирования длительности времени достижения нагрузки соединения, которое находится между временем, когда управление расположением переключается на управление нагрузкой, и временем, когда прижимающая нагрузка достигает нагрузки соединения.
Полезные результаты изобретения
[0013] Согласно настоящему изобретению, в устройстве для линейного фрикционного соединения, длительность времени достижения нагрузки соединения, которое находится между временем, когда управление расположением, которое зависит от величины смещения второго элемента в направлении прижатия, переключается на управление нагрузкой, которое зависит от прижимающей нагрузки прижатия второго элемента к первому элементу, и временем, когда прижимающая нагрузка достигает нагрузки соединения, регулируется. По этой причине, является возможным предотвращать резкое увеличение прижимающей нагрузки посредством предотвращения перекрывания инерционной силы, действующей на второй элемент, с увеличением прижимающей нагрузки, вызванным управлением, когда второй элемент соударяется с первым элементом.
Следовательно, согласно настоящему изобретению, в устройстве для линейного фрикционного соединения, является возможным, предотвращать чрезмерный рост прижимающей нагрузки и возникновение давления гидравлического удара вследствие инерционной силы, когда обрабатываемые детали соударяются друг с другом.
Краткое описание чертежей
[0014] Фиг. 1 – это блок–схема, показывающая конфигурацию устройства для линейного фрикционного соединения согласно варианту осуществления и пример модификации настоящего изобретения.
Фиг. 2 – это временная диаграмма, показывающая работу устройства для линейного фрикционного соединения согласно варианту осуществления настоящего изобретения.
Фиг. 3 – это временная диаграмма, показывающая работу устройства для линейного фрикционного соединения на предшествующем уровне техники в качестве сравнительного примера.
Фиг. 4 – это блок–схема, показывающая конфигурацию устройства для линейного фрикционного соединения согласно примеру модификации варианта осуществления настоящего изобретения.
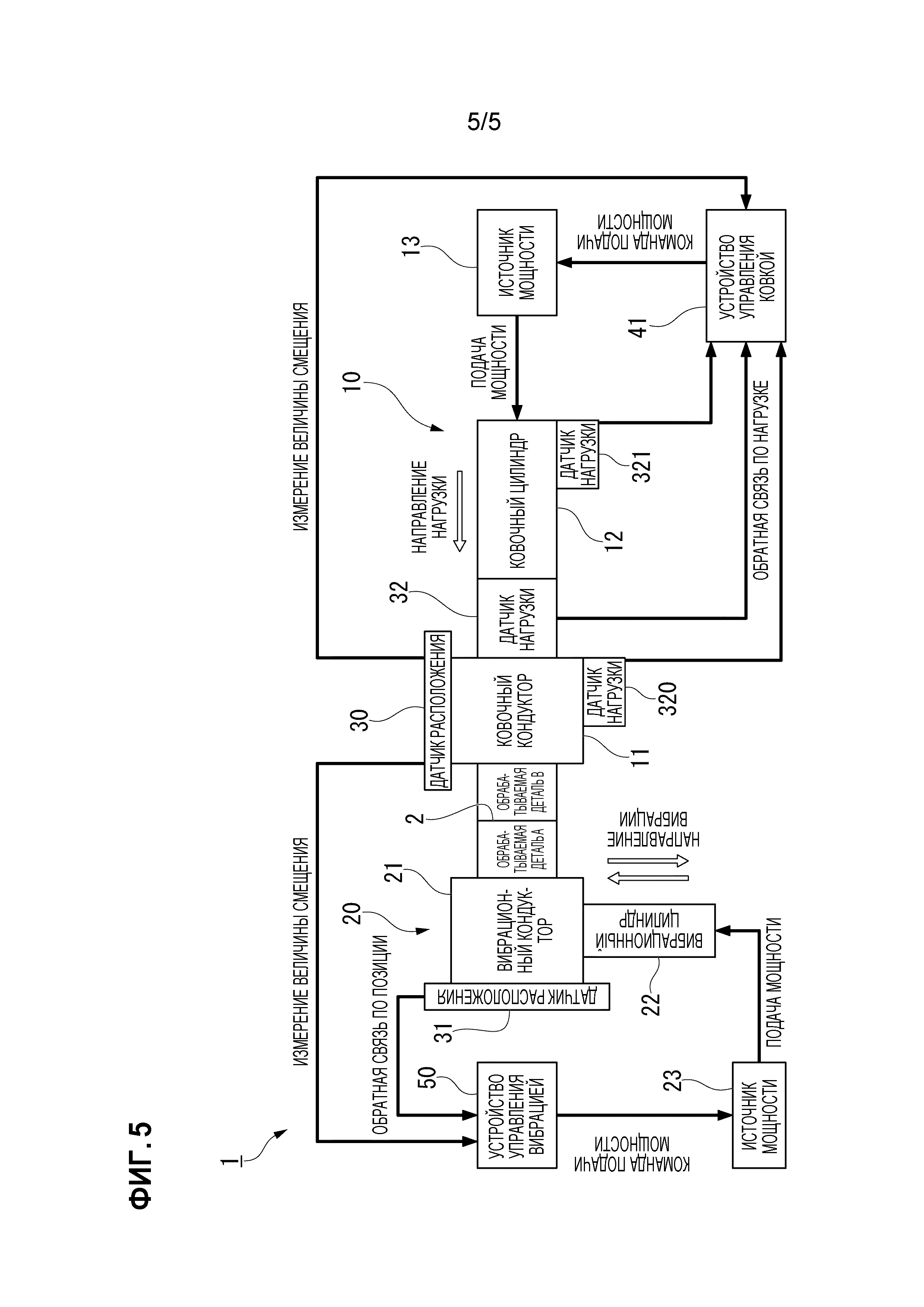
Фиг. 5 – это блок–схема, показывающая конфигурацию устройства для линейного фрикционного соединения согласно примеру модификации настоящего изобретения.
Описание вариантов осуществления
[0015] Далее в данном документе, варианты осуществления настоящего открытия будут описаны со ссылкой на чертежи.
[0016] Фиг. 1 – это блок–схема, показывающая конфигурацию устройства 1 для линейного фрикционного соединения согласно варианту осуществления настоящего изобретения.
Устройство 1 для линейного фрикционного соединения является устройством для соединения обрабатываемой детали A (первого элемента) и обрабатываемой детали B (второго элемента) и включает в себя ковочное устройство 10 (прижимающее устройство), вибратор 20, датчики 30 и 31 расположения, датчик 32 нагрузки, ковочный контроллер 40 (контроллер) и контроллер 50 вибрации.
[0017] Ковочное устройство 10 включает в себя ковочный кондуктор 11, ковочный цилиндр 12 и источник 13 мощности и прижимает обрабатываемую деталь B к обрабатываемой детали A. Ковочный кондуктор 11 включает в себя зажимной механизм для удерживания обрабатываемой детали B и конфигурируется, чтобы быть подвижным в направлении приближения или отдаления от обрабатываемой детали A. Ковочный цилиндр 12 является гидравлическим цилиндром или т.п. и прикладывает нагрузку к ковочному кондуктору 11. Это направление нагрузки является направлением, перпендикулярным поверхности 2 соединения обрабатываемой детали A и обрабатываемой детали B, и является направлением прижатия обрабатываемой детали B.
[0018] Под управлением ковочного контроллера 40 источник 13 мощности подает мощность (например, гидравлическую жидкость) ковочному цилиндру 12. На основе результата измерения датчика 30 расположения и датчика 32 нагрузки ковочный цилиндр 40 выводит команду подачи мощности источнику 13 мощности. Датчик 30 расположения измеряет позицию ковочного цилиндра 12, т.е., величину смещения обрабатываемой детали B в направлении прижатия. Датчик 32 нагрузки вставляется между ковочным кондуктором 11 и ковочным цилиндром 12 и измеряет прижимающую нагрузку обрабатываемой детали B.
Здесь, ковочный контроллер 40 может быть хорошо известным компьютером, включающим в себя CPU, RAM, ROM и т.п., которые могут выполнять управление, описанное выше. Подробности управления посредством ковочного контроллера 40 могут быть определены программным обеспечением, которое может быть произвольно изменено или обновлено пользователем. Как показано на фиг. 1 или фиг. 5, которые должны быть описаны ниже, ковочный контроллер 40 электрически или электронным образом соединяется с датчиками 32, 320 и 321 нагрузки и датчиком 30 расположения и электрически или электронным образом соединяется с источником 13 мощности, с тем, чтобы иметь возможность передавать сигнал (команду подачи мощности), требуемый для ковочного контроллера 40, чтобы управлять источником 13 мощности согласно входным данным обратной связи по нагрузкам от датчиков 32, 320 и 321 нагрузки и величине смещения, измеренной посредством датчика 30 расположения.
[0019] Вибратор 20 включает в себя вибрационный кондуктор 21, вибрационный цилиндр 22 и источник 23 мощности и осуществляет вибрацию обрабатываемой детали A относительно обрабатываемой детали B. Вибрационный кондуктор 21 включает в себя зажимной механизм для удерживания обрабатываемой детали A и конфигурируется, чтобы быть подвижным в направлении, ортогональном направлению прижатия обрабатываемой детали B. Вибрационный цилиндр 22 является гидравлическим цилиндром или т.п. и осуществляет вибрацию вибрационного кондуктора 21. Это направление вибрации является направлением, параллельным поверхности 2 соединения обрабатываемой детали A и обрабатываемой детали B, и является направлением, ортогональным направлению прижатия (направлению нагрузки) обрабатываемой детали B.
[0020] Под управлением контроллера 50 вибрации источник 23 мощности подает мощность (например, гидравлическую жидкость) вибрационному цилиндру 22. Источник 23 мощности включает в себя сервоклапан или т.п. и осуществляет вибрацию вибрационного цилиндра 22 с высокой скоростью. Согласно результату измерения датчиков 30 и 31 расположения, контроллер 50 выводит команду подачи мощности источнику 23 мощности. Датчик 31 расположения измеряет позицию цилиндра 22 вибрации в направлении вибрации.
Таким же образом, что и ковочный контроллер 40, контроллер 50 вибрации может быть хорошо известным компьютером, включающим в себя CPU, RAM, ROM и т.п., которые могут выполнять управление, описанное выше. Подробности управления посредством контроллера 50 вибрации могут быть определены программным обеспечением, которое может быть произвольно изменено или обновлено пользователем. Как показано на фиг. 1 или фиг. 5, которая должно быть описана ниже, контроллер 50 вибрации электрически или электронным образом соединяется с источником 23 мощности, с тем, чтобы иметь возможность передавать сигнал (команду подачи мощности), требуемый для того, чтобы контроллер 50 вибрации управлял источником 23 мощности, согласно входным данным о величине смещения и обратной связи о позиции, измеренной из датчиков 30 и 31 расположения, которые электрически или электронным образом соединяются с контроллером 50 вибрации.
[0021] После того как ковочный контроллер 40 согласно настоящему варианту осуществления приводит обрабатываемую деталь B в соприкосновение с обрабатываемой деталью A посредством управления расположением, которое зависит от результата измерения датчика 30 расположения, ковочный контроллер 40 переключает управление расположением на управление нагрузкой, которое зависит от результата измерения датчика 32 нагрузки, и ковочный контроллер 40 управляет ковочным цилиндром 12 (источником 13 мощности) так, чтобы увеличивать прижимающую нагрузку в сторону нагрузки соединения. Ковочный контроллер 40 является регулятором времени достижения нагрузки соединения, который конфигурируется, чтобы регулировать продолжительность времени достижения нагрузки соединения, которое находится между временем, когда управление расположением переключается на управление нагрузкой, и временем, когда прижимающая нагрузка достигает нагрузки соединения.
[0022] Далее в данном документе конкретная работа (способ линейного фрикционного соединения, далее в данном документе называемый настоящим способом) устройства 1 для линейного фрикционного соединения, имеющего конфигурацию, описанную выше, будет описана со ссылкой на фиг. 2 и 3.
Фиг. 2 – это временная диаграмма, показывающая работу устройства 1 для линейного фрикционного соединения согласно варианту осуществления настоящего изобретения. Фиг. 3 – это временная диаграмма, показывающая работу устройства 1 для линейного фрикционного соединения на предшествующем уровне техники в качестве сравнительного примера.
[0023] "Позиция ковки", показанная в части (a) на фиг. 2 и части (a) на фиг. 3, соответствует результату измерения датчика 30 расположения. Кроме того, "целевая нагрузка", показанная в части (b) на фиг. 2 и части (b) на фиг. 3, соответствует значению команды управления ковочного контроллера 40. Кроме того, "измеренная нагрузка", показанная в части (c) на фиг. 2 и части (c) на фиг. 3, соответствует результату измерения датчика 32 нагрузки. Кроме того, "давление подачи", показанное в части (d) на фиг. 2 и части (d) на фиг. 3, соответствует результату измерения датчика давления (не показан), предусмотренного внутри канала между ковочным цилиндром 12 и источником 13 мощности.
[0024] Перед последовательностью соединения для линейного фрикционного соединения обрабатываемые детали A и B отделяются друг от друга. В этом состоянии контроллер 50 вибрации приводит в действие вибрационный цилиндр 22 для вибрации с предварительно заданной нормальной амплитудой вибрации. В частности, контроллер 50 вибрации сравнивает целевое значение позиции (нормальную амплитуду вибрации) с обратной связью о позиции, измеренной посредством датчика 31 расположения, и отправляет команду управления источнику 23 мощности. Когда приведение в действие вибрационного устройства 20 начинается, ковочный контроллер 40 приводит в действие ковочный цилиндр 12, с тем, чтобы перемещать обрабатываемую деталь B ближе к обрабатываемой детали A с постоянной скоростью посредством управления расположением, которое зависит от результата измерения датчика 30 расположения (этап S1).
[0025] Когда обрабатываемая деталь B соприкасается с обрабатываемой деталью A посредством приведения в действие ковочного цилиндра 12, как показано в части (c) на фиг. 2 и части (c) на фиг. 3, нагрузка вызывается соприкосновением (этап S2). Когда обратная связь по прижимающей нагрузке, измеренной посредством датчика 32 нагрузки, достигает предварительно заданной нагрузки переключения, ковочный контроллер 40 переключает управление расположением на управление нагрузкой, которое зависит от результата измерения датчика 32 нагрузки (этап S3). Выше в данном документе, настоящий способ является таким же, что и способ на предшествующем уровне техники.
[0026] В способе на предшествующем уровне техники, показанном на фиг. 3, как показано в части (b) на фиг. 3, целевая нагрузка для управления нагрузкой задается в нагрузку соединения с самого начала. Нагрузка соединения является постоянной нагрузкой (нагрузкой от сил трения), которая должна сохраняться во время трения для того, чтобы соединять обрабатываемые детали A и B. По этой причине, непосредственно после переключения на управление нагрузкой, ковочный контроллер 40 способа на предшествующем уровне техники приводит в действие ковочный цилиндр 12 для прижатия посредством нагрузки соединения. В частности, ковочный контроллер 40 сравнивает нагрузку соединения с обратной связью по прижимающей нагрузке, измеренной посредством датчика 32 нагрузки, и отправляет команду подачи мощности источнику 13 мощности.
[0027] Здесь, обрабатываемая деталь B устанавливается на тяжелый ковочный кондуктор 11 (например, приблизительно 1 тонна). В некоторых случаях, пока обрабатываемая деталь B не столкнется с обрабатываемой деталью A посредством перемещения с постоянной скоростью для управления расположением, и управление нагрузкой достигает целевой нагрузки (нагрузки соединения), инерционная сила ковочного кондуктора 11 прикладывается к обрабатываемой детали B. Когда инерционная сила, действующая на обрабатываемую деталь B во время управления расположением (перемещение с постоянной скоростью), перекрывается с резким увеличением (контролируемым увеличением) прижимающей нагрузки во время переключения с управления расположением на управление нагрузкой, как показано в части (c) на фиг. 3, прижимающая нагрузка превышает нагрузку соединения (указано символом a). Кроме того, когда протекающая жидкость неожиданно останавливается вследствие внезапной остановки перемещения ковочного цилиндра 12 во время соударения обрабатываемой детали B, и давление в канале быстро увеличивается вследствие инерционной силы жидкости, как показано в части (d) на фиг. 3, возникает давление гидравлического удара (указанное символом b).
[0028] По этой причине, как показано в части (b) на фиг. 2, устройство 1 для линейного фрикционного соединения согласно настоящему варианту осуществления включает в себя регулятор времени достижения нагрузки соединения (ковочный контроллер 40), который регулирует продолжительность времени t достижения нагрузки соединения, которое находится между временем, когда управление расположением переключается на управление нагрузкой, и временем, когда прижимающая нагрузка достигает нагрузки соединения. Ковочный контроллер 40 может задавать время t достижения нагрузки соединения в качестве параметра управления. Время t достижения нагрузки соединения является временем достижения от нагрузки переключения до нагрузки соединения, и ковочный контроллер 40 программируется так, что линия L, имеющая уклон, соответствующий времени t достижения нагрузки соединения, автоматически чертится между нагрузкой переключения и нагрузкой соединения, если время t достижения нагрузки соединения задано.
[0029] Следовательно, если время t достижения нагрузки соединения задается в большей степени, уклон командного значения от ковочного контроллера 40 становится пологим. Таким образом, поскольку время замедления ковочного цилиндра 12 становится дольше, и ускорение замедления обрабатываемой детали B становится меньше, возможно уменьшать негативное влияние вследствие инерционной силы, действующей на обрабатываемую деталь B. Наличие или отсутствие превышающей нагрузки определяется так, что журнал датчика 32 нагрузки записывается и после испытания соударением, проверяется, существует ли значение, большее, чем нагрузка соединения, в записанном журнале. Кроме того, что касается давления гидравлического удара, таким же образом, наличие или отсутствие давления гидравлического удара определяется согласно записанному журналу датчика давления. Когда превышающая нагрузка или давление гидравлического удара существуют, возможно задавать самое подходящее время t достижения нагрузки соединения, увеличивая время t достижения нагрузки соединения и выполняя испытание снова.
Здесь, запись в журнале датчика 32 нагрузки указывает, что нагрузки, измеренные посредством датчика 32 нагрузки, сохраняются во временной последовательности параллельно с данными. Таким же образом, записывается журнал датчика давления.
[0030] Таким образом, согласно настоящему варианту осуществления, продолжительность времени t достижения нагрузки соединения, которое находится между временем, когда управление расположением, которое зависит от величины смещения обрабатываемой детали B в направлении прижатия, переключается на управление нагрузкой, которое зависит от прижимающей нагрузки для прижатия обрабатываемой детали B к обрабатываемой детали A, и временем, когда прижимающая нагрузка достигает нагрузки соединения, регулируется. По этой причине, является возможным предотвращать резкое увеличение прижимающей нагрузки посредством управления временем t достижения нагрузки соединения, так что инерционная сила, действующая на обрабатываемую деталь B, не перекрывается с увеличением прижимающей нагрузки посредством управления, когда инерционная сила, действующая на обрабатываемую деталь B, сталкивает ее с обрабатываемой деталью A. Следовательно, в настоящем варианте осуществления, является возможным предотвращать чрезмерное повышение прижимающей нагрузки и возникновение давления гидравлического удара вследствие инерционной силы, когда обрабатываемые детали A и B соударяются друг с другом.
[0031] Следующий процесс линейного фрикционного соединения происходит следующим образом. Сначала, когда процесс соединения обрабатываемых деталей A и B проходит посредством управления нагрузкой, грат выпускается в боковом направлении (направлении вибрации) обеих обрабатываемых деталей A и B, и длина обрабатываемой детали в направлении прижатия уменьшается (так называемое выгорание). Когда величина выгорания достигает предварительно определенного порогового значения, контроллер 50 вибрации управляет вибрационным устройством 20, с тем, чтобы прекращать вибрацию обрабатываемой детали A. Когда вибрация обрабатываемой детали A прекращается, ковочный контроллер 40 приводит в действие ковочный цилиндр 12 для прижатия посредством нагрузки, большей, чем нагрузка соединения. Нагрузка является нагрузкой (ковочной нагрузкой) для стабилизации соединения обеих обрабатываемых деталей A и B после трения обрабатываемых деталей A и B.
[0032] После прижатия обрабатываемых деталей A и B на предварительно определенное время ковочный контроллер 40 прекращает прижатие посредством ковочного цилиндра 12. В частности, ковочный контроллер 40 выводит команду управления с тем, чтобы прекращать подачу мощности от источника 13 мощности к ковочному цилиндру 12, и прекращает приведение в действие ковочного цилиндра 12.
Как описано выше, процесс линейного фрикционного соединения посредством устройства 1 для линейного фрикционного соединения завершается.
[0033] Таким образом, настоящий вариант осуществления, описанный выше, раскрывает устройство 1 для линейного фрикционного соединения, включающее в себя ковочный цилиндр 12, который прижимает обрабатываемую деталь B к обрабатываемой детали A, и вибрационный цилиндр 22, который осуществляет вибрацию обрабатываемой детали A относительно обрабатываемой детали B. Устройство 1 для линейного фрикционного соединения включает в себя датчик 30 расположения, который измеряет величину смещения обрабатываемой детали B в направлении прижатия, датчик 32 нагрузки, который измеряет нагрузку прижатия обрабатываемой детали B, прижатой к обрабатываемой детали A, и ковочный контроллер 40, который приводит обрабатываемую деталь B в соприкосновение с обрабатываемой деталью A посредством управления расположением, которое зависит от результата измерения датчика 30 расположения, переключает управление расположением на управление нагрузкой, которое зависит от результата измерения датчика 32 нагрузки, и увеличивает прижимающую нагрузку в сторону нагрузки соединения. Дополнительно, устройство 1 для линейного фрикционного соединения включает в себя регулятор времени достижения нагрузки соединения, который регулирует продолжительность времени t достижения нагрузки соединения, которое находится между временем, когда управление расположением переключается на управление нагрузкой, и временем, когда прижимающая нагрузка достигает нагрузки соединения. Применяя такую конфигурацию, является возможным предотвращать чрезмерное повышение прижимающей нагрузки и возникновение давления гидравлического удара вследствие инерционной силы, когда обрабатываемые детали A и B соударяются друг с другом.
[0034] Хотя вариант осуществления настоящего изобретения описывается со ссылкой на сопровождающие чертежи, настоящее изобретение не ограничивается вариантом осуществления. Различные формы и сочетания или т.п. компонентов, описанных в варианте осуществления, являются просто примерами, и различные модификации могут быть выполнены согласно проектному требованию или т.п. в рамках настоящего изобретения, описанного в формуле изобретения.
[0035] Например, ковочный контроллер 41 (контроллер), показанный на фиг. 5 согласно первому примеру модификации настоящего изобретения, может быть регулятором времени достижения нагрузки соединения, который конфигурируется, чтобы регулировать продолжительность времени t достижения нагрузки соединения согласно величине инерционной силы, действующей на обрабатываемую деталь B во время управления расположением. Величина инерционной силы, действующей на обрабатываемую деталь B во время управления расположением, зависит от весов обрабатываемой детали B и ковочного кондуктора 11. Например, существует случай, когда вес ковочного кондуктора 11 является постоянным, а вес обрабатываемой детали B приспособлен изменяться вследствие цели линейного фрикционного соединения. В этом случае, посредством снабжения ковочного кондуктора 11 вторым датчиком 320 нагрузки, который измеряет вес обрабатываемой детали B, загруженной на ковочный кондуктор 11, ковочный кондуктор 11 может быть запрограммирован так, чтобы автоматически регулировать продолжительность времени t достижения нагрузки соединения согласно результату измерения второго датчика 320 нагрузки. Кроме того, поскольку величина инерционной силы, действующей на обрабатываемую деталь B, зависит от ускорения замедления от постоянной скорости перемещения до нулевой скорости во время управления расположением, ковочный контроллер 41 может быть регулятором времени достижения нагрузки соединения, который конфигурируется, чтобы регулировать продолжительность времени t достижения нагрузки соединения согласно скорости во время управления расположением. В этом случае, например, согласно результату измерения датчика 30 расположения, ковочный контроллер 41 может вычислять скорость обрабатываемой детали B. В случае, когда вес ковочного кондуктора 11 изменяется в результате замены ковочного кондуктора 11 согласно форме обрабатываемой детали B, например, регулятор времени достижения нагрузки соединения может быть выполнен с возможностьюизмерения веса ковочного кондуктора 11 посредством предоставления третьего датчика 321 нагрузки в ковочном цилиндре 12, и ковочный контроллер 41 регулирует продолжительность времени t достижения нагрузки соединения согласно результату измерения третьего датчика 321 нагрузки.
[0036] Ковочный контроллер 42 (контроллер), показанный на фиг. 1 согласно второму примеру модификации настоящего изобретения, может быть регулятором времени достижения нагрузки соединения, который конфигурируется, чтобы задавать целевую нагрузку, которая ниже нагрузки соединения, перед установкой нагрузки соединения во время управления нагрузкой и постепенно увеличивать прижимающую нагрузку в сторону нагрузки соединения. Т.е., линия L, имеющая уклон согласно времени t достижения нагрузки соединения, показанная в части (b) на фиг. 2, может быть запрограммирована так, чтобы иметь ступенчатую форму. С этой конфигурацией, поскольку нагрузка управляется, чтобы прижиматься с целевой нагрузкой меньше нагрузки соединения непосредственно после того, как управление расположением переключается на управление нагрузкой, является возможным предотвращать резкое увеличение прижимающей нагрузки непосредственно после изменения. Следовательно, в настоящем варианте осуществления, является возможным предотвращать чрезмерное повышение прижимающей нагрузки и возникновение давления гидравлического удара вследствие инерционной силы, когда обрабатываемые детали A и B соударяются друг с другом.
[0037] Ковочный контроллер 43 (контроллер), показанный на фиг. 1 согласно третьему примеру модификации настоящего изобретения, может быть регулятором времени достижения нагрузки соединения, выполненным с возможностью постепенного увеличения скорости увеличения за единицу времени прижимающей нагрузки во время управления нагрузкой. Т.е., линия L, имеющая уклон согласно времени t достижения нагрузки соединения, показанная в части (b) на фиг. 2, может быть запрограммирована так, чтобы быть квадратичной функцией, синусоидальной кривой, алгебраической функцией, кубической функцией или т.п. С этой конфигурацией, поскольку прижимающая нагрузка с трудом увеличивается непосредственно после того, как управление расположением переключается на управление нагрузкой и после этого, скорость увеличения прижимающей нагрузки постепенно увеличивается, является возможным предотвращать резкое увеличение прижимающей нагрузки непосредственно после переключения. Следовательно, в настоящем варианте осуществления, является возможным предотвращать чрезмерное повышение прижимающей нагрузки и возникновение давления гидравлического удара вследствие инерционной силы, когда обрабатываемые детали A и B соударяются друг с другом.
[0038] Как и в четвертом примере модификации настоящего изобретения, показанном на фиг. 4, регулятор времени достижения нагрузки соединения может быть механически сконфигурирован. Фиг. 4 – это блок–схема, показывающая конфигурацию устройства 1A для линейного фрикционного соединения согласно четвертому примеру модификации настоящего изобретения. Как показано на фиг. 4, ковочное устройство 10 включает в себя ковочный кондуктор 11, на который загружается обрабатываемая деталь B, и ковочный цилиндр 12, который перемещает ковочный кондуктор 11. Регулятор времени достижения нагрузки соединения является пружинным элементом 60, вставленным между ковочным кондуктором 11 и ковочным цилиндром 12. Часть (a) на фиг. 4 показывает управление расположением, часть (b) на фиг. 4 показывает обрабатываемые детали A и B, касающиеся друг друга, и часть (c) на фиг. 4 показывает управление нагрузкой. Поскольку прижимающая нагрузка может постепенно увеличиваться посредством введения пружинного элемента 60 между ковочным кондуктором 11 и ковочным цилиндром 12, является возможным предотвращать резкое увеличение прижимающей нагрузки непосредственно после того, как управление расположением переключается на управление нагрузкой. Следовательно, в варианте осуществления, даже с помощью способа предшествующего уровня техники, показанного на фиг. 3, является возможным механически предотвращать чрезмерное повышение прижимающей нагрузки и возникновение давления гидравлического удара вследствие инерционной силы, когда обрабатываемые детали A и B соударяются друг с другом. Т.е., регулятор времени достижения нагрузки соединения согласно настоящему изобретению может иметь другую конфигурацию, отличную от ковочных контроллеров 40, 41, 42 и 43.
Поскольку фиг. 4 является схемой для отображения только отличия от фиг. 1, ковочный контроллер 40 и источник 13 мощности, включенный в ковочное устройство 10, контроллер 50 вибрации, источник 23 мощности и датчик 31 расположения, включенные в вибрационное устройство 20, и датчик 30 расположения, предусмотренный в ковочном кондукторе, показанный на фиг. 1, пропускаются.
Т.е., в четвертом примере модификации, после того как ковочный контроллер 40 приводит обрабатываемую деталь B в соприкосновение с обрабатываемой деталью A посредством управления расположением, которое зависит от результата измерения датчика 30 расположения, ковочный контроллер 40 переключает управление расположением на управление нагрузкой, которое зависит от результата измерения датчика 32 нагрузки, и ковочный контроллер 40 управляет ковочным цилиндром 12 (источником 13 мощности) с тем, чтобы увеличивать прижимающую нагрузку в сторону нагрузки соединения. Кроме того, в четвертом примере модификации, регулятор времени достижения нагрузки соединения является пружинным элементом 60.
[0039] Дополнительно, например, в варианте осуществления и примере модификации, описанных выше, конфигурация, в которой обрабатываемая деталь B прижимается к обрабатываемой детали A, и обрабатываемая деталь A вибрирует относительно обрабатываемой детали B, является иллюстративным примером, но обрабатываемая деталь A может быть закреплена, и обрабатываемая деталь B может прижиматься и вибрировать на обрабатываемой детали A, например.
[0040] Кроме того, например, настоящее изобретение не ограничивается случаем линейного фрикционного соединения диска лопасти ротора или статорной лопатки и лопасти и может быть широко применено к случаю соединения трением обрабатываемой детали A и обрабатываемой детали B.
Промышленная применимость
[0041] Согласно настоящему изобретению, в устройстве для линейного фрикционного соединения, является возможным, предотвращать чрезмерный рост прижимающей нагрузки и возникновение давления гидравлического удара вследствие инерционной силы, когда обрабатываемые детали соударяются друг с другом.
Список номеров ссылок
[0042] 1, 1A устройство для линейного фрикционного соединения
11 ковочный кондуктор (кондуктор)
12 ковочный цилиндр (устройство цилиндра)
30, 31 датчик расположения
32, 320, 321 датчик нагрузки
40, 41, 42, 43 ковочный контроллер (контроллер, регулятор времени достижения нагрузки соединения)
60 пружинный элемент (регулятор времени достижения нагрузки соединения)
A обрабатываемая деталь (первый элемент)
B обрабатываемая деталь (второй элемент)
t время достижения нагрузки соединения.
Реферат
Изобретение относится к устройству (1) для линейного соединения трением. Устройство содержит прижимающее устройство (10) для прижатия второго элемента (B) к первому элементу (A) в направлении прижатия и вибратор (20) для относительной вибрации первого элемента (A) и второго элемента (B). Контроллер (40) сконфигурирован с возможностью приведения второго элемента (B) в соприкосновение с первым элементом (A) посредством управления расположением, которое зависит от результата измерения датчиков (30 и 31) расположения, переключения управления расположением на управление нагрузкой зависит от результата измерения датчиков нагрузки (32, 320 и 321), и увеличения прижимающей нагрузки в сторону нагрузки соединения. Регулятор (40, 42, 43 и 60) времени достижения нагрузки соединения сконфигурирован с возможностью регулирования продолжительности времени (t) достижения нагрузки соединения, которое находится между временем, когда управление расположением переключается на управление нагрузкой, и временем, когда прижимающая нагрузка достигает нагрузки соединения. Изобретение предотвращает чрезмерное повышение прижимающей нагрузки. 2 н. и 4 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство и способ линейной сварки трением
Комментарии