Суперультразвуковая установка с объединенной системой подачи газа - RU2751985C2
Код документа: RU2751985C2
Чертежи



Описание
Ссылка на «родственные» заявки
Заявитель просит установить приоритет по данной заявке в соответствии с заявкой на патент США No. 13/270,401, поданной 11 октября 2011 г., содержание которой полностью включено в данное описание в качестве ссылки.
Авторские права
Все права, в том числе авторские права, на приведенный здесь материал принадлежат Заявителям настоящего изобретения. Заявители сохраняют в силе и сохраняют за собой все права на приведенный здесь материал, и разрешают воспроизводить этот материал только в связи с воспроизведением выданного патента и ни для никакой другой цели.
Предпосылки к созданию изобретения
Обработка или литье некоторых металлических изделий могут потребовать использования ванны, содержащей расплавленный металл, и поддержания этой ванны расплавленного металла при температуре в диапазоне от 700°С до 1200°С, или выше, в зависимости от специфического металла. Различные инструменты или устройства могут быть использованы в ванне расплавленного металла для производства или литья желательного металлического изделия. Существует потребность в том, чтобы эти инструменты или устройства лучше выдерживали повышенные температуры, присутствующие в ванне расплавленного металла, имели более длительный срок службы и ограниченную химическую активность или ее отсутствие при взаимодействии со специфическим расплавленным металлом.
Более того, расплавленные металлы могут иметь один или несколько газов, растворенных в них, и/или присутствующие в них примеси, причем эти газы и/или примеси могут отрицательно влиять на конечное производство и разливку желательного металлического изделия и/или на результирующие физические параметры самого металлического изделия. Попытки снижения количеств растворенных газов или примесей, присутствующих в ванне расплавленного металла, до настоящего времени не были полностью успешными. Таким образом, существует необходимость в создание усовершенствованных способов удаления газов и/или примесей из расплавленных металлов.
Краткое изложение изобретения
Это краткое изложение изобретения служит для описания в упрощенной форме выбора концепций, которые дополнительно описаны ниже в подробном описании изобретения. Это краткое изложение изобретения не предназначено для того, чтобы идентифицировать требуемые или существенные признаки настоящего изобретения. Кроме того, это краткое изложение изобретения не предназначено для того, чтобы ограничивать объем патентных притязаний настоящего изобретения.
Настоящее изобретение направлено на создание способов уменьшения количества растворенного газа (и/или различных примесей) в ванне расплавленного металла (например, за счет ультразвуковой дегазации). В одном варианте осуществления, способ может предусматривать включение ультразвуковой установки в ванне расплавленного металла, и введение газа продувки в ванну расплавленного металла в непосредственной близости от ультразвуковой установки. Например, растворенный газ может содержать водород, ванна расплавленного металла может содержать алюминий или медь (в том числе их сплавы), а газ продувки может содержать аргон и/или азот. Газ продувки может быть добавлен в ванну расплавленного металла в пределах около 50 см (или 25 см, или 15 см, или 5 см, или 2 см от кончика), или через кончик, ультразвуковой установки. Газ продувки может быть добавлен или введен в ванну расплавленного металла со скоростью в диапазоне ориентировочно от 0.1 до 150 л/мин, или же, дополнительно или альтернативно, со скоростью в диапазоне ориентировочно от 10 до 500 мл/час газа продувки на кг/час выпуска из ванны расплавленного металла.
В соответствии с настоящим изобретением предлагаются также ультразвуковые установки, и эти ультразвуковые установки могут быть использованы во многих различных применениях, в том числе при ультразвуковой дегазации и измельчении зерна. Например, ультразвуковая установка может содержать ультразвуковой измерительный преобразователь; зонд, прикрепленный к ультразвуковому измерительному преобразователю, причем зонд содержит кончик; систему подачи газа, причем система подачи газа содержит: впуск газа, проход газа через зонд, и выпуск газа на кончике зонда. В одном варианте осуществления, зондом может быть удлиненный зонд, имеющий первый конец и второй конец, причем первый конец прикреплен к ультразвуковому измерительному преобразователю, а второй конец может иметь кончик. Более того, зонд может содержать нержавеющую сталь, титан, ниобий, керамику и т.п., или комбинации любых этих материалов. В другом варианте осуществления, ультразвуковым зондом может быть унитарный (единый) сиалоновый зонд с объединенной системой подачи газа через него. В еще одном варианте осуществления, ультразвуковая установка может содержать множество узлов зонда и/или множество зондов в одном ультразвуковом измерительном преобразователе.
Как приведенное выше краткое изложение изобретения, так и последующее подробное описание изобретения содержат примеры и имеют только пояснительный характер. Таким образом, приведенное выше краткое изложение изобретения и последующее подробное описание изобретения не следует трактовать как ограничительные. Более того, различные характеристики или вариации могут быть добавлены к изложенным в них характеристикам. Например, некоторые варианты осуществления могут быть направлены на создание комбинаций и подкомбинаций характеристик, описанных в подробном описании изобретения.
Краткое описание чертежей
Сопроводительные чертежи, которые являются частью настоящего изобретения, служат для пояснения различных вариантов осуществления настоящего изобретения.
На фиг. 1 показан частичный разрез ультразвуковой установки в одном варианте осуществления настоящего изобретения.
На фиг. 2 показан частичный разрез ультразвуковой установки в другом варианте осуществления настоящего изобретения.
На фиг. 3 показан частичный разрез ультразвуковой установки в еще одном варианте осуществления настоящего изобретения.
На фиг. 4 показан частичный разрез ультразвуковой установки в еще одном варианте осуществления настоящего изобретения.
На фиг. 5 показана гистограмма, иллюстрирующая различие в процентах плотности для каждого из Примеров 1-4 в сравнении с теоретической плотностью алюминия.
На фиг. 6 показана гистограмма, иллюстрирующая содержание водорода (ррm) для каждого из Примеров 1-4.
На фиг. 7 показан график концентрации водорода в функции времени для Примеров 5-8. Подробное описание изобретения
Последующее подробное описание изобретения проведено со ссылкой на сопроводительные чертежи. Везде, где это возможно, на чертежах и в последующем описании аналогичные элементы имеют одинаковые позиционные обозначения. Несмотря на то, что описаны специфические варианты осуществления изобретения, в них могут быть введены модификации, улучшения и другие усовершенствования. Например, могут быть сделаны замены, добавки или модификации элементов, показанных на чертежах, а описанные здесь способы могут быть изменены за счет замены, переупорядочения или добавления операций к заявленным способам. Таким образом, последующее подробное описание изобретения не ограничивает объем патентных притязаний настоящего изобретения.
Использование в описании единственного числа не исключает использования множественного числа. Например, приведенные в описании термины "ультразвуковая установка," "удлиненный зонд," "газ продувки," и т.п., включают в себя комбинации, например, двух или нескольких ультразвуковых установок, двух или нескольких удлиненных зондов, и двух или нескольких газов продувки, если специально не указано иное.
Все упомянутые здесь публикации и патенты приведены для ссылки, чтобы пояснить, например, использованные в них конструкции и методики, которые могут быть использованы в настоящем изобретении. Приведены только те публикации, которые появились до даты подачи заявки на настоящее изобретение. Ничто в данном описании не следует толковать как допущение того, что Заявители не имеют права датировать более ранним числом данное описание на основании прежнего изобретения.
Заявители раскрыли несколько типов семейств (диапазонов) настоящего изобретения. Когда Заявители раскрывают или заявляют семейство любого типа, Заявители намереваются раскрыть или заявить индивидуально каждый возможный вариант, находящийся в этом диапазоне, с учетом концевых точек диапазона и любых поддиапазонов и комбинаций поддиапазонов, входящих в него. Например, в варианте осуществления изобретения, газ продувки может быть добавлен в ванну расплавленного металла со скоростью в диапазоне ориентировочно от 1 до 50 л/мин. За счет указания на то, что скорость потока (расход) лежит в диапазоне ориентировочно от 1 до 50 л/мин, Заявители хотят указать, что скорость потока может составлять около 1, около 2, около 3, около 4, около 5, около 6, около 7, около 8, около 9, около 10, около 11, около 12, около 13, около 14, около 15, около 16, около 17, около 18, около 19, около 20, около 21, около 22, около 23, около 24, около 25, около 26, около 27, около 28, около 29, около 30, около 31, около 32, около 33, около 34, около 35, около 36, около 37, около 38, около 39, около 40, около 41, около 42, около 43, около 44, около 45, около 46, около 47, около 48, около 49, или около 50 л/мин. Дополнительно, скорость потока может быть внутри любого диапазона ориентировочно от 1 до 50 л/мин (например, скорость потока лежит в диапазоне ориентировочно от 2 до 20 л/мин), и это также включает в себя любую комбинацию диапазонов ориентировочно от 1 до 50 л/мин. Все другие заявленные здесь диапазоны следует интерпретировать аналогичным образом.
В соответствии с вариантами осуществления настоящего изобретения предлагаются системы, способы и/или устройства для ультразвуковой дегазации расплавленных металлов. Такими расплавленными металлами могут быть (но без ограничения) алюминий, медь, сталь, цинк, магний, и т.п., или комбинации этих и других металлов (например, сплавы). Таким образом, настоящее изобретение не ограничено использованием какого-либо специфического металла или металлического сплава. Обработка или литье изделий из расплавленного металла может потребовать использования ванны, содержащей расплавленный металл, и эту ванну расплавленного металла необходимо поддерживать при повышенных температурах. Например, расплавленную медь необходимо поддерживать при температурах около 1100°С, в то время как расплавленный алюминий необходимо поддерживать при температурах около 750°С.
Использованные здесь термины "ванна," "ванна расплавленного металла," и т.п., обозначают любой контейнер, который содержит расплавленный металл, в том числе резервуар, тигель, лоток, желоб, печь, ковш, и т.п. Использованные здесь термины ванна и ванна расплавленного металла включают в себя ванну с непрерывной и полунепрерывной работой, например, такую, в которой расплавленный металл является в целом статическим (например, как это часто бывает в тигле), и такую, в которой расплавленный металл находится в движении (например, как это часто бывает в желобе).
Различные инструменты или устройства могут быть использованы для того, чтобы контролировать, проверять или модифицировать режимы расплавленного металла в ванне, а также режимы конечного производства или разливки желательного металлического изделия. Существует потребность в том, чтобы эти инструменты или устройства лучше выдерживали повышенные температуры, встречающиеся в ванне расплавленного металла, преимущественно имели более длительный срок службы и ограниченную химическую активность или ее отсутствие при взаимодействии с расплавленным металлом, когда металлом является (или когда металл содержит) алюминий, или медь, или сталь, или цинк, или магний, и т.п.
Более того, расплавленные металлы могут иметь один или несколько газов, растворенных в них, причем эти газы могут отрицательно влиять на конечное производство и разливку желательного металлического изделия и/или на результирующие физические параметры самого металлического изделия. Например, газ, растворенный в расплавленном металле, может содержать водород, кислород, азот, диоксид серы, и т.п., или их комбинации. В некоторых случаях может быть желательно удалять газ, или снижать количество газа в расплавленном металле. Например, растворенный водород может быть вреден при литье алюминия (или меди, или другого металла или сплава) и, следовательно, свойства готовых изделий, полученных из алюминия (или меди, или другого металла или сплава) могут быть улучшены за счет снижения количества водорода, увлеченного в ванну расплавленного алюминия (или меди, или другого металла или сплава). Растворенный водород в количестве свыше 0.2 ррm, свыше 0.3 ррm, или свыше 0.5 ррm, в пересчете на вес (на массу), может оказывать вредное влияние на скорости разливки и качество полученных прутков и других изделий из алюминия (или меди, или другого металла или сплава). Водород может поступать в ванну расплавленного алюминия (или меди, или другого металла или сплава) за счет его присутствия в атмосфере над ванной, содержащей расплавленный алюминий (или медь, или другой металл или сплав), или за счет его присутствия в сырьевом исходном материале, использованном для выплавки алюминия (или меди, или другого металла или сплава).
Попытки снижения количеств растворенных газов в ванне расплавленного металла, до настоящего времени не были полностью успешными. Часто в таких процессах используют дополнительное и дорогое оборудование, а также потенциально опасные материалы. Например, в процессе, использованном в литейном производстве для снижения содержания растворенного газа в расплавленном металле, могут предусматривать использование роторов, изготовленных из такого материала, как графит, причем такие роторы размещают в ванне расплавленного металла. Газообразный хлор дополнительно может быть добавлен в ванну расплавленного металла в местоположениях рядом с роторами в ванне расплавленного металла. Этот способ роторной продувки газом будет называться "традиционным" способом во всем этом описании изобретения. Несмотря на то, что традиционный способ может быть в некоторых ситуациях успешным для снижения, например, количества растворенного водорода в ванне расплавленного металла, этот традиционный способ имеет заметные недостатки, в том числе высокую стоимость, сложность и использование потенциально опасного и потенциально вредного для окружающей среды газообразного хлора.
Кроме того, расплавленные металлы могут иметь присутствующие в них примеси, причем эти примеси могут отрицательно влиять на конечное производство и разливку желательного металлического изделия и/или на результирующие физические параметры самого металлического изделия. Например, примесь в расплавленном металле может содержать щелочной металл или другой металл, который не требуется или является нежелательным в расплавленном металле. Специалистам в данной области известно, что небольшие процентные содержания некоторых металлов имеются в различных металлических сплавах, причем такие металлы не следует считать примесями. В качестве не ограничительных примеров можно указать, что примеси могут содержать литий, натрий, калий, свинец, и т.п., или их комбинации. Различные примеси могут поступать в ванну расплавленного металла (алюминия, меди, или другого металла или сплава) за счет их наличия во вводимом сырьевом исходном материале, используемом в ванне расплавленного металла.
В соответствии с вариантами осуществления настоящего изобретения предлагаются способы снижения количества растворенного газа в ванне расплавленного металла или, иначе говоря, способы дегазации расплавленных металлов. Один такой способ может предусматривать включение ультразвуковой установки в ванне расплавленного металла, и введение газа продувки в ванну расплавленного металла в непосредственной близости от ультразвуковой установки. Растворенным газом может быть или растворенный газ может содержать кислород, водород, диоксид серы, и т.п., или их комбинации. Например, растворенным газом может быть или растворенный газ может содержать водород. Ванна расплавленного металла может содержать алюминий, медь, цинк, сталь, магний, и т.п., или их смеси и/или комбинации (например, в том числе, различные сплавы алюминия, меди, цинка, стали, магния, и т.п.). В некоторых вариантах осуществления, ванна расплавленного металла может содержать алюминий, в то время как, в других вариантах осуществления, ванна расплавленного металла может содержать медь. Таким образом, расплавленным металлом в ванне может быть алюминий или, альтернативно, расплавленным металлом может быть медь.
Более того, в соответствии с вариантами осуществления настоящего изобретения предлагаются способы снижения количества примесей, присутствующих в ванне расплавленного металла, или, иначе говоря, способы удаления примесей. Один такой способ может предусматривать включение ультразвуковой установки в ванне расплавленного металла, и введение газа продувки в ванну расплавленного металла в непосредственной близости от ультразвуковой установки. Примесью может быть или примесь может содержать литий, натрий, калий, свинец, и т.п., или их комбинации. Например, примесью может быть или примесь может содержать литий или, альтернативно, натрий. Ванна расплавленного металла может содержать алюминий, медь, цинк, сталь, магний, и т.п., или их смеси и/или комбинации (например, в том числе, различные сплавы алюминия, меди, цинка, стали, магния, и т.п.). В некоторых вариантах осуществления, ванна расплавленного металла может содержать алюминий, в то время как, в других вариантах осуществления, ванна расплавленного металла может содержать медь. Таким образом, расплавленным металлом в ванне может быть алюминий или, альтернативно, расплавленным металлом может быть медь.
Газ продувки, использованный в раскрытых здесь способах дегазации и/или способах удаления примесей, может содержать (но без ограничения) один или несколько газов, таких как азот, гелий, неон, аргон, криптон и/или ксенон. Предусмотрено, что любой подходящий газ может быть использован как газ продувки, при условии, что этот газ не реагирует существенно со специфическим металлом (металлами) в ванне расплавленного металла и не растворяется в нем. Кроме того, могут быть использованы смеси или комбинации газов. В соответствии с некоторыми вариантами осуществления настоящего изобретения, газом продувки может быть или газ продувки может содержать инертный газ; альтернативно, газом продувки может быть или газ продувки может содержать благородный газ; альтернативно, газом продувки может быть или газ продувки может содержать гелий, неон, аргон, или их комбинации; альтернативно, газом продувки может быть или газ продувки может содержать гелий; альтернативно, газом продувки может быть или газ продувки может содержать неон; или, альтернативно, газом продувки может быть или газ продувки может содержать аргон. Дополнительно предусмотрено, что, в некоторых вариантах осуществления, традиционный способ дегазации может быть использован в сочетании с раскрытыми здесь способами ультразвуковой дегазации. Таким образом, в некоторых вариантах осуществления, газ продувки может дополнительно содержать газообразный хлор, причем газообразный хлор в качестве газа продувки может быть использован один или в комбинации по меньшей мере с одним газом, выбранным из группы, в которую входят азот, гелий, неон, аргон, криптон и/или ксенон.
Однако, в других вариантах осуществления настоящего изобретения, способы дегазации или снижения количества растворенного газа в ванне расплавленного металла могут быть проведены при практическом отсутствии или при полном отсутствии газообразного хлора. Здесь практическое отсутствие означает наличие не более 5% по весу газообразного хлора, в пересчете на количество использованного газа продувки. В некоторых вариантах осуществления, раскрытые здесь способы могут предусматривать введение газа продувки, причем этот газ продувки может быть выбран из группы, в которую входят азот, гелий, неон, аргон, криптон, ксенон, и их комбинации.
Количество газа продувки, введенного в ванну расплавленного металла, может варьировать в зависимости от ряда факторов. Часто, количество газа продувки, введенного в способе дегазации расплавленных металлов (и/или в способе удаления примесей из расплавленных металлов) в соответствии с вариантами осуществления настоящего изобретения, лежит в диапазоне ориентировочно от 0.1 до 150 стандартных литров в минуту (л/мин). В некоторых вариантах осуществления, количество введенного газа продувки может лежать в диапазоне ориентировочно от 0.5 до 100 л/мин, ориентировочно от 1 до 100 л/мин, ориентировочно от 1 до 50 л/мин, ориентировочно от 1 до 35 л/мин, ориентировочно от 1 до 25 л/мин, ориентировочно от 1 до 10 л/мин, ориентировочно от 1.5 до 20 л/мин, ориентировочно от 2 до 15 л/мин, или ориентировочно от 2 до 10 л/мин. Эти объемные скорости потока приведены в стандартных литрах в минуту, то есть при стандартной температуре (21.1°С) и при стандартном давлении (101 кПа).
В непрерывных или полунепрерывных операциях разливки расплавленного металла, количество газа продувки, введенного в ванну расплавленного металла, может варьировать в зависимости от объема выпуска расплавленного металла или производительности. Таким образом, количество газа продувки, введенного в способе дегазации расплавленных металлов (и/или в способе удаления примесей из расплавленных металлов) в соответствии с такими вариантами осуществления, может лежать в диапазоне ориентировочно от 10 до 500 мл/час газа продувки на кг/час расплавленного металла (мл газа продувки/ кг расплавленного металла). В некоторых вариантах осуществления, отношение объемной скорости потока газа продувки к скорости выпуска расплавленного металла может лежать в диапазоне ориентировочно от 10 до 400 мл/кг; альтернативно, ориентировочно от 15 до 300 мл/кг; альтернативно, ориентировочно от 20 до 250 мл/кг; альтернативно, ориентировочно от 30 до 200 мл/кг; альтернативно, ориентировочно от 40 до 150 мл/кг; или альтернативно, ориентировочно от 50 до 125 мл/кг. Как и раньше, объемную скорость потока измеряют при стандартной температуре (21.1°С) и стандартном давлении (101 кПа).
Способы дегазации расплавленных металлов в соответствии с настоящим изобретением позволяют эффективно удалять ориентировочно больше чем 10 вес. % растворенного газа, присутствующего в ванне расплавленного металла, то есть количество растворенного газа в ванне расплавленного металла может быть снижено ориентировочно больше чем на 10 вес. % из количества растворенного газа, присутствовавшего до использования способа дегазации. В некоторых вариантах осуществления, количество присутствующего растворенного газа может быть снижено ориентировочно больше чем на 15 вес. %, ориентировочно больше чем на 20 вес. %, ориентировочно больше чем на 25 вес. %, ориентировочно больше чем на 35 вес. %, ориентировочно больше чем на 50 вес. %, ориентировочно больше чем на 75 вес. %, или ориентировочно больше чем на 80 вес. %, из количества растворенного газа, присутствовавшего до использования способа дегазации. Например, если растворенным газом является водород, уровни водорода в ванне расплавленного металла, содержащего алюминий или медь, составляющие ориентировочно больше чем 0.3 ррm или 0.4 ррm или 0.5 ррm (в пересчете на вес (на массу)) могут быть вредными, причем часто содержание водорода в расплавленном металле может быть около 0.4 ррm, около 0.5 ppm, около 0.6 ppm, около 0.7 ppm, около 0.8 ppm, около 0.9 ppm, около 1 ppm, около 1.5 ppm, около 2 ppm, или больше чем 2 ppm. Предусмотрено, что использование способов, раскрытых в вариантах осуществления настоящего изобретения, позволяет снизить количество растворенного газа в ванне расплавленного металла до уровня ориентировочно меньше чем 0.4 ррm; альтернативно, до уровня ориентировочно меньше чем 0.3 ррm; альтернативно, до уровня ориентировочно меньше чем 0.2 ррm; альтернативно, до уровня в диапазоне ориентировочно от 0.1 до 0.4 ррm; альтернативно, до уровня в диапазоне ориентировочно от 0.1 до 0.3 ррm; или, альтернативно, до уровня в диапазоне ориентировочно от 0.2 до 0.3 ррm. В этих и других вариантах осуществления, растворенным газом может быть водород, или же растворенный газ может содержать водород, а ванной расплавленного металла может быть ванна расплавленного алюминия и/или меди, или же ванна расплавленного металла может содержать алюминий и/или медь.
В соответствии с вариантами осуществления настоящего изобретения предлагаются способы дегазации (например, способы уменьшения количества растворенного газа в ванне расплавленного металла) или способы удаления примесей, которые могут предусматривать включение ультразвуковой установки в ванне расплавленного металла. Ультразвуковая установка может содержать ультразвуковой измерительный преобразователь и удлиненный зонд, причем зонд может иметь первый конец и второй конец. Первый конец может быть прикреплен к ультразвуковому измерительному преобразователю, а второй конец может иметь кончик, причем кончик удлиненного зонда может быть изготовлен из ниобия. Особенности показанных на чертежах не ограничительных примеров ультразвуковых установок, которые могут быть использованы в раскрытых здесь способах, обсуждаются далее более подробно. Что касается способа ультразвуковой дегазации или способа удаления примесей, то газ продувки может быть введен в ванну расплавленного металла, например, в местоположении рядом с ультразвуковой установкой. Часто, газ продувки может быть введен в ванну расплавленного металла, в местоположении рядом с кончиком (кончиком зонда) ультразвуковой установки. Предусмотрено, что газ продувки может быть введен в ванну расплавленного металла в пределах около 1 м от кончика ультразвуковой установки, например, в пределах около 100 см, в пределах около 50 см, в пределах около 40 см, в пределах около 30 см, в пределах около 25 см, или в пределах около 20 см, от кончика ультразвуковой установки. В некоторых вариантах осуществления, газ продувки может быть введен в ванну расплавленного металла в пределах около 15 см от кончика ультразвуковой установки; альтернативно, в пределах около 10 см; альтернативно, в пределах около 8 см; альтернативно, в пределах около 5 см; альтернативно, в пределах около 3 см; альтернативно, в пределах около 2 см; или, альтернативно, в пределах около 1 см. В специфическом варианте осуществления, газ продувки может быть введен в ванну расплавленного металла рядом с кончиком или через кончик ультразвуковой установки.
Не желая связывать себя какой-либо конкретной теорией, все же можно полагать, что синергетический эффект может существовать между использованием ультразвуковой установки и введением газа продувки в непосредственной близости от кончика ультразвуковой установки, что приводит к резкому снижению количества растворенного газа в ванне, содержащей расплавленный металл. Заявители полагают, что ультразвуковая энергия, созданная при помощи ультразвуковой установки, позволяет создавать кавитационные пузырьки в расплаве, в которые может диффундировать растворенный газ. Причем Заявители полагают, что, в отсутствии газа продувки, многие кавитационные пузырьки могут разрушаться ранее достижения поверхности ванны расплавленного металла. Заявители полагают, что газ продувки позволяет уменьшить количество кавитационных пузырьков, которые разрушаются ранее достижения поверхности, и/или позволяет увеличивать размер пузырьков, содержащих растворенный газ, и/или позволяет увеличивать число пузырьков в ванне расплавленного металла, и/или позволяет увеличивать скорость перемещения пузырьков, содержащих растворенный газ, к поверхности ванны расплавленного металла. Вне зависимости от фактического механизма указанного взаимодействия, Заявители полагают, что использование ультразвуковой установки в сочетании с расположенным в непосредственной близости от нее источником газа продувки, позволяет создать синергетическое улучшение в удалении растворенного газа из ванны расплавленного металла, и синергетическое снижение количества растворенного газа в расплавленном металле. Также не желая связывать себя какой-либо конкретной теорией, все же можно полагать, что ультразвуковая установка позволяет создавать кавитационные пузырьки в непосредственной близости от кончика ультразвуковой установки. Например, если ультразвуковая установка имеет кончик с диаметром ориентировочно от 2 до 5 см, то кавитационные пузырьки могут находиться в пределах около 15 см, около 10 см, около 5 см, около 2 см, или около 1 см от кончика ультразвуковой установки, ранее их разрушения. Если газ продувки вводят на расстоянии, которое слишком далеко от кончика ультразвуковой установки, газ продувки не может диффундировать в кавитационные пузырьки. Таким образом, не желая связывать себя какой-либо конкретной теорией, все же можно полагать, что преимущественно следует вводить газ продувки в ванну расплавленного металла в пределах около 25 см или около 20 см от кончика ультразвуковой установки, а предпочтительнее, в пределах около 15 см, в пределах около 10 см, в пределах около 5 см, в пределах около 2 см, или в пределах около 1 см, от кончика ультразвуковой установки.
Ультразвуковая установка в соответствии с вариантам осуществления настоящего изобретения может быть в контакте с расплавленными металлами, такими как алюминий или медь, например, как это описано в патентной публикации США No. 2009/0224443, которая полностью включена в данное описание в качестве ссылки. В ультразвуковой установке для уменьшения содержания растворенного газа (например, водорода) в расплавленном металле, ниобий или его сплав могут быть использованы в качестве защитного барьера для установки, когда на нее воздействует расплавленный металл, или как компонент установки, имеющей прямое воздействие расплавленного металла.
В соответствии с вариантами осуществления настоящего изобретения, предлагаются системы и способы, позволяющие повысить срок службы компонентов, находящихся в прямом контакте с расплавленными металлами. Например, в вариантах осуществления настоящего изобретения может быть использован ниобий для уменьшения разрушения материалов, находящихся в контакте с расплавленными металлами, что приводит к значительному улучшению качества конечного продукта. Другими словами, варианты осуществления настоящего изобретения позволяют повысить срок службы или сохранить материалы или компоненты, которые находятся в контакте с расплавленными металлами, за счет использования ниобия как защитного барьера. Ниобий имеет высокую температуру плавления, что позволяет использовать его в указанных выше вариантах осуществления настоящего изобретения. Кроме того, ниобий также образует защитный оксидный барьер при воздействии температур около 200°С и выше.
Более того, в соответствии с вариантами осуществления настоящего изобретения предлагаются системы и способы, позволяющие повысить срок службы компонентов, находящихся в прямом контакте или сопряженных с расплавленными металлами. Так как ниобий имеет низкую химическая активность при взаимодействии с некоторыми расплавленными металлами, использование ниобия позволяет предотвратить разрушение материала подложки. Таким образом, варианты осуществления настоящего изобретения позволяют использовать ниобий для уменьшения разрушения материалов подложки, что приводит к значительному повышению качества конечного продукта. Таким образом, использование ниобия при его взаимодействии с расплавленными металлами позволяет комбинировать высокую температуру плавления ниобия и его низкую химическую активность относительно расплавленных металлов, таких как алюминий и/или медь.
В соответствии с некоторыми вариантами осуществления, ниобий или его сплав могут быть использованы в ультразвуковой установке, которая содержит ультразвуковой измерительный преобразователь и удлиненный зонд. Удлиненный зонд может иметь первый конец и второй конец, причем первый конец может быть прикреплен к ультразвуковому измерительному преобразователю, а второй конец может иметь кончик. В соответствии с этим вариантом осуществления, кончик удлиненного зонда может быть изготовлен из ниобия (или из его сплава). Ультразвуковая установка может быть использована в описанном здесь выше способе ультразвуковой дегазации. Ультразвуковой измерительный преобразователь позволяет генерировать ультразвуковые волны, а зонд, прикрепленный к преобразователю, позволяет передавать ультразвуковые волны в ванну, содержащую расплавленный металл, такой как алюминий, медь, цинк, сталь, магний, и т.п., или их смеси и/или их комбинации (например, содержащие различные сплавы алюминия, меди, цинка, стали, магния, и т.п.).
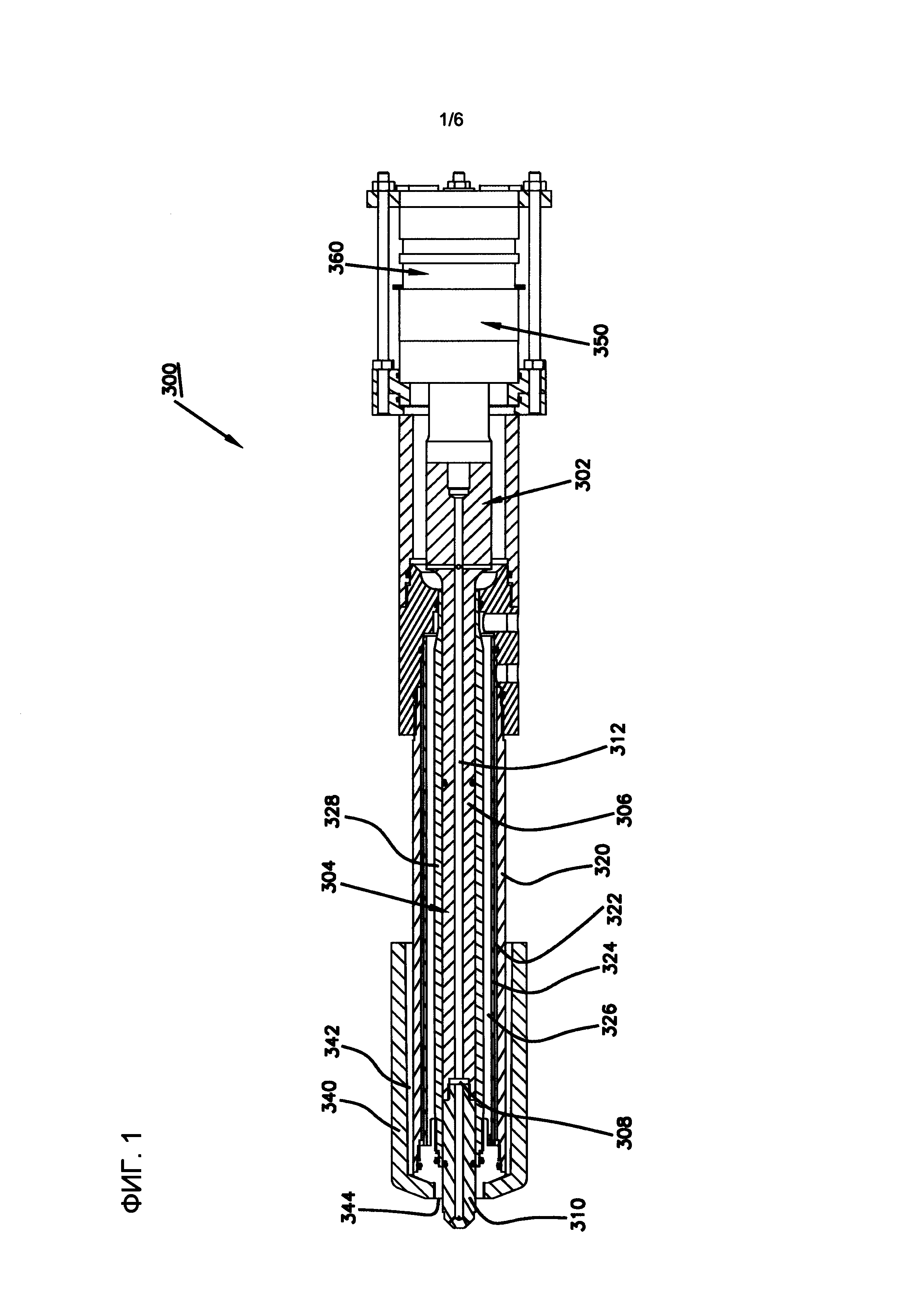
На фиг. 1 показано использование ниобия и других материалов в ультразвуковой установке 300, которая может быть использована для снижения содержания растворенного газа в расплавленном металле. Ультразвуковая установка 300 может иметь ультразвуковой измерительный преобразователь 360, усилитель 350 для усиления выходного сигнала, и узел 302 ультразвукового зонда, прикрепленный к преобразователю 360. Узел 302 ультразвукового зонда может содержать удлиненный ультразвуковой зонд 304 и ультразвуковой материал 312. Ультразвуковая установка 300 и ультразвуковой зонд 304 обычно могут быть цилиндрическими по форме, однако это не является обязательным. Ультразвуковой зонд 304 может иметь первый конец и второй конец, причем первый конец содержит вал 306 ультразвукового зонда, который прикреплен к ультразвуковому измерительному преобразователю 360. Ультразвуковой зонд 304 и вал 306 ультразвукового зонда могут быть изготовлены из различных материалов. В качестве примерных материалов можно привести (но без ограничения) нержавеющую сталь, титан, ниобий, керамику (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония, и т.п.) и т.п., или их комбинации. Второй конец ультразвукового зонда 304 может иметь кончик 310 ультразвукового зонда. Кончик 310 ультразвукового зонда может содержать ниобий. Альтернативно, кончик 310 может быть главным образом изготовлен из ниобия или полностью изготовлен из ниобия. Может быть использован сплав ниобия с одним или несколькими другими металлами, или может быть использован слой ниобия, нанесенный на базовый слой другого материала Например, кончик 310 может иметь внутренний слой и внешний слой, причем внутренний слой может содержать керамический материал или материал с металлическими свойствами (например, титан), а внешний слой может содержать ниобий. В этом варианте осуществления, толщина внешнего слоя, содержащего ниобий, может составлять ориентировочно меньше чем 25 мкм, или ориентировочно меньше чем 10 мкм, или, альтернативно, лежать в диапазоне ориентировочно от 2 до 8 мкм. Например, толщина внешнего слоя, содержащего ниобий, может лежать в диапазоне ориентировочно от 3 до 6 мкм.
Вал 306 ультразвукового зонда и кончик 310 ультразвукового зонда могут быть соединены при помощи соединителя 308. Соединитель 308 является средством соединения вала 306 и кончика 310. Например, вал 306 и кончик 310 могут быть соединены болтами или спаяны вместе. В одном варианте осуществления, соединитель 308 выполнен за счет того, что вал 306 имеет внутреннюю резьбу, а кончик 310 ввинчивают в резьбу вала 306. Предусмотрено, что вал 306 ультразвукового зонда и кончик 310 ультразвукового зонда могут содержать различные материалы. Например, вал 306 ультразвукового зонда может быть изготовлен из титана и/или ниобия или может содержать титан и/или ниобий, в то время как кончик 310 ультразвукового зонда может быть изготовлен из ниобия или может содержать ниобий. Альтернативно, вал 306 ультразвукового зонда может быть изготовлен из титана и/или керамики или может содержать титан и/или керамику (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония, и т.п.), в то время как кончик 310 ультразвукового зонда может быть изготовлен из керамики или может содержать керамику (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония, и т.п.).
В других вариантах осуществления, ультразвуковой зонд 304 может быть единой деталью, при этом вал 306 ультразвукового зонда и кончик 310 ультразвукового зонда образуют единую деталь. В таких случаях, ультразвуковой зонд может содержать, например, ниобий или его сплав, керамику (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония, и т.п.), или другой подходящий материал.
Вновь обратимся к рассмотрению фиг. 1, на которой показана ультразвуковая установка 300, которая может содержать внутреннюю трубку 328, центральную трубку 324, внешнюю трубку 320 и защитную трубку 340. Эти трубки могут окружать по меньшей мере участок ультразвукового зонда 304 и обычно могут быть изготовлены из любого подходящего металла или керамического материала. Предполагается, что кончик 310 ультразвукового зонда будет введен в ванну расплавленного металла Однако, также предполагается, что участок защитной трубки 340 также может быть погружен в расплавленный металл. При этом, защитная трубка 340 может содержать титан, ниобий, керамический материал (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония, и т.п.), или комбинации нескольких этих материалов. Внутри трубок 328, 324, 320 и 340 могут находиться флюиды 322, 326 и 342, как это показано на фиг.1. Флюидом может быть жидкость или газ (например, аргон), причем флюид используют для охлаждения ультразвуковой установки 300 и, в частности, кончика 310 ультразвукового зонда и защитной трубки 340.
Ультразвуковая установка 300 может содержать торцевую заглушку 344. Торцевая заглушка может перекрывать зазор между защитной трубкой 340 и кончиком 310 зонда и может снижать проникновение или предотвращать поступление расплавленного металла в ультразвуковую установку 300. Аналогично защитной трубке 340, торцевая заглушка 344 может содержать, например, титан, ниобий, керамический материал (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония, и т.п.), или комбинацию нескольких этих материалов.
Кончик 310 ультразвукового зонда, защитная трубка 340 или торцевая заглушка 344, или все они, могут содержать ниобий. Может быть использован чистый ниобий или сплав ниобия с одним или несколькими другими металлами, или же ниобий может быть нанесен в виде слоя на базовый слой другого материала Например, кончик ультразвукового зонда 310, защитная трубка 340, или торцевая заглушка 344, или все они, могут содержать внутренний слой и внешний слой, причем внутренний слой может содержать керамический материал или материал с металлическими свойствами, а внешний слой может содержать ниобий. Можно ожидать, что наличие ниобия на частях ультразвуковой установки позволяет повысить срок службы установки, или позволяет обеспечивать низкую химическую активность или ее отсутствие при контакте с расплавленными металлами, а также позволяет обеспечивать прочность при температуре расплавленного металла, и позволяет излучать ультразвуковые волны. Проведенные исследования показали, что когда кончик 310 ультразвуковой установки не содержит ниобий, тогда кончик будет иметь эрозию или признаки разрушения всего только ориентировочно через 15-30 минут нахождения в ванне расплавленного металла (например, алюминия или меди). В отличие от этого, когда кончик ультразвуковой установки содержит ниобий, кончик будет иметь минимальную эрозию или признаки разрушения по меньшей мере через 1 час или больше, например, отсутствие эрозии или признаков разрушения по меньшей мере через 2 часа, по меньшей мере через 3 часа, по меньшей мере через 4 часа, по меньшей мере через 5 часов, по меньшей мере через 6 часов, по меньшей мере через 12 часов, по меньшей мере через 24 часа, по меньшей мере через 48 часов, или по меньшей мере через 72 часа
В другом варианте осуществления, кончик 310 ультразвукового зонда, защитная трубка 340, или торцевая заглушка 344, или все они, может содержать керамический материал, такой как сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, и/или диоксид циркония, и т.п.. Кроме того, вал 306 ультразвукового зонда может содержать керамику или, альтернативно, титан.
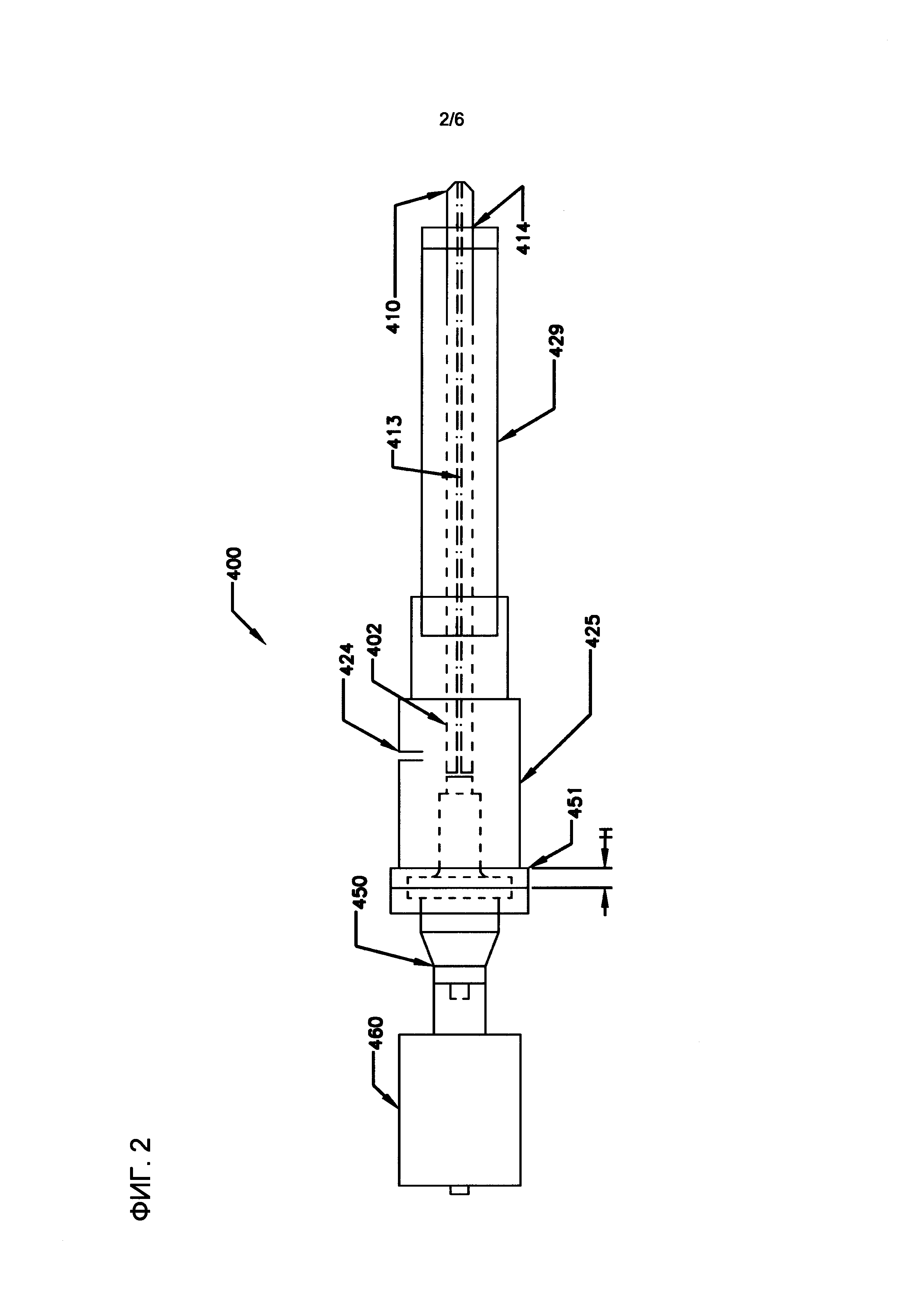
На фиг. 2 показана другая ультразвуковая установка 400, которая может содержать ниобий, керамический материал, такой как сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, и/или диоксид циркония, или другой подходящий материал. Ультразвуковая установка 400 может содержать ультразвуковой измерительный преобразователь 460, усилитель 450 для усиления выходного сигнала, и узел 402 ультразвукового зонда, прикрепленный к преобразователю 460. Усилитель 450 может иметь повышенный выходной сигнал при уровнях усиления ориентировочно больше чем 1:1, например, ориентировочно от 1.2:1 до 10:1, или ориентировочно от 1.4:1 до 5:1. Может быть использован узел 451 зажима усилителя, имеющий высоту Н, причем высота Н может варьировать в соответствии с необходимостью, чтобы учитывать различные длины ультразвуковых зондов. Узел 402 ультразвукового зонда может содержать удлиненный ультразвуковой зонд, такой как показанный на фиг. 1, и кончик 410 ультразвукового зонда. Ультразвуковой зонд и кончик могут быть сконструированы из различных материалов, как уже было указано здесь выше, в том числе (но без ограничения) из нержавеющей стали, титана, ниобия, керамики, и т.п., или их комбинации, содержащей их смеси, их сплавы и их покрытия.
Ультразвуковая установка 400 может содержать средство для ввода газа продувки (например, в ванну расплавленного металла) в местоположении поблизости от ультразвуковой установки 400. Предусмотрено, что система введения внешнего газа продувки (не показана) может быть расположена в ванне расплавленного металла, причем местоположение ввода газа может находиться поблизости от ультразвуковой установки, показанной на фиг. 1 и/или на фиг. 2. Альтернативно, ультразвуковая установка может содержать выпуск газа продувки, так что газ продувки может быть выпущен в непосредственной близости от кончика ультразвуковой установки. Например, газ продувки может быть выпущен через торцевую заглушку ультразвуковой установки и/или через зонд ультразвуковой установки. Вновь обратимся к рассмотрению фиг. 2, на которой показана ультразвуковая установка, которая может содержать впускное отверстие 424 газа продувки и нагнетательную камеру 425, соединенную с каналом 413 подачи газа продувки. Газ продувки может быть подан в диффузор 414 газа продувки и выпущен через диффузор 414 газа продувки, расположенный поблизости от кончика 410 ультразвуковой установки 400. Предусмотрено, что диффузор 414 газа продувки или выпуск газа продувки может находиться на расстоянии в пределах около 10 см от кончика 410 ультразвуковой установки 400, например, в пределах около 5 см, в пределах около 3 см, в пределах около 2 см, в пределах около 1.5 см, в пределах около 1 см, или в пределах около 0.5 см, от кончика ультразвуковой установки.
Кроме того, ультразвуковая установка 400 может содержать систему 429 охлаждения, которая позволяет поддерживать ультразвуковой кончик и/или ультразвуковой зонд и/или узел ультразвукового зонда при температуре близкой к комнатной температуре (например, эта температура может лежать в диапазоне ориентировочно от 15°С до 75°С, или ориентировочно от 20°С до 35°С), в отличие от повышенной температуры расплавленного металла, воздействующей на внешнюю поверхность кончика 410 ультразвуковой установки. Предусмотрено, что система охлаждения может не потребоваться, если ультразвуковой зонд и узел ультразвукового зонда содержат ниобий, керамический материал, такой как сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, и/или диоксид циркония, или другой подходящий материал. Показанная на фиг. 2 система 429 охлаждения может быть аналогична системе, показанной на фиг. 1, и может содержать, например, внутреннюю трубку 328, центральную трубку 324, внешнюю трубку 320, защитную трубку 340, и использовать флюиды 322, 326, и 342, позволяющие охлаждать ультразвуковую установку и/или регулировать ее температуру. Флюидом может быть жидкость или газ, причем предусмотрено, что флюидом может быть такой же газ, как газ продувки.
На фиг. 3 показана еще одна ультразвуковая установка 500, которая может содержать ниобий, керамический материал, такой как сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, и/или диоксид циркония, или другой подходящий материал. Ультразвуковая установка 500 может содержать ультразвуковой измерительный преобразователь 560, усилитель 550 для усиления выходного сигнала, и узел 510 ультразвукового зонда, прикрепленный к преобразователю 560. Усилитель 550 может иметь повышенный выходной сигнал при уровнях усиления ориентировочно больше чем 1:1, например, ориентировочно от 1.2:1 до 10:1, или ориентировочно от 1.4:1 до 5:1. Ультразвуковой зонд 510 может быть выполнен в виде единой детали, или ультразвуковой зонд 510 может содержать вал ультразвукового зонда и факультативный (и заменяемый) кончик 511 ультразвукового зонда, аналогичный показанному на фиг. 1. Ультразвуковой зонд и кончик могут быть сконструированы из разных материалов, как уже было указано здесь выше, в том числе (но без ограничения) из нержавеющей стали, титана, ниобия, керамики, и т.п., или их комбинации, содержащей их смеси, их сплавы и их покрытия.
Ультразвуковая установка 500 может содержать средство для ввода газа продувки (например, в ванну расплавленного металла) в местоположении поблизости от ультразвуковой установки 500 и/или поблизости от кончика 511 ультразвукового зонда. Как и ранее, предусмотрено, что система введения внешнего газа продувки (не показана) может быть расположена в ванне расплавленного металла, причем местоположение ввода газа может находиться поблизости от ультразвуковой установки, показанной на фиг. 3. Альтернативно, ультразвуковая установка может содержать выпуск газа продувки, так что газ продувки может быть выпущен в непосредственной близости от кончика ультразвуковой установки. Например, газ продувки может быть выпущен через зонд/ кончик ультразвуковой установки. Вновь обратимся к рассмотрению фиг. 3, на которой показана ультразвуковая установка, которая может содержать впускное отверстие 522 газа продувки в камере с усилителем 550, верхний кожух 520, нижний опорный кожух 521, и крышку 523 нижнего опорного кожуха Верхний кожух 520 может быть газонепроницаемым и/или герметизированным. Впускное отверстие 522 газа продувки может быть соединено с каналом 524 подачи газа продувки, который может находиться внутри ультразвукового зонда 510. Газ продувки может быть доставлен к точке 525 ввода (вдувания) газа продувки (или к выпускному отверстию газа продувки), и выпущен через нее, причем точка вдувания газа продувки расположена у кончика 511 ультразвуковой установки 500. Таким образом, в этом варианте осуществления, ультразвуковая установка 500 может содержать ультразвуковой зонд 510, содержащий систему ввода газа продувки с точкой ввода газа продувки у кончика ультразвукового зонда.
Факультативно, ультразвуковая установка 500 может содержать систему охлаждения, такую как описанная здесь выше со ссылкой на фиг. 1 и/или на фиг. 2, однако это не является обязательным.
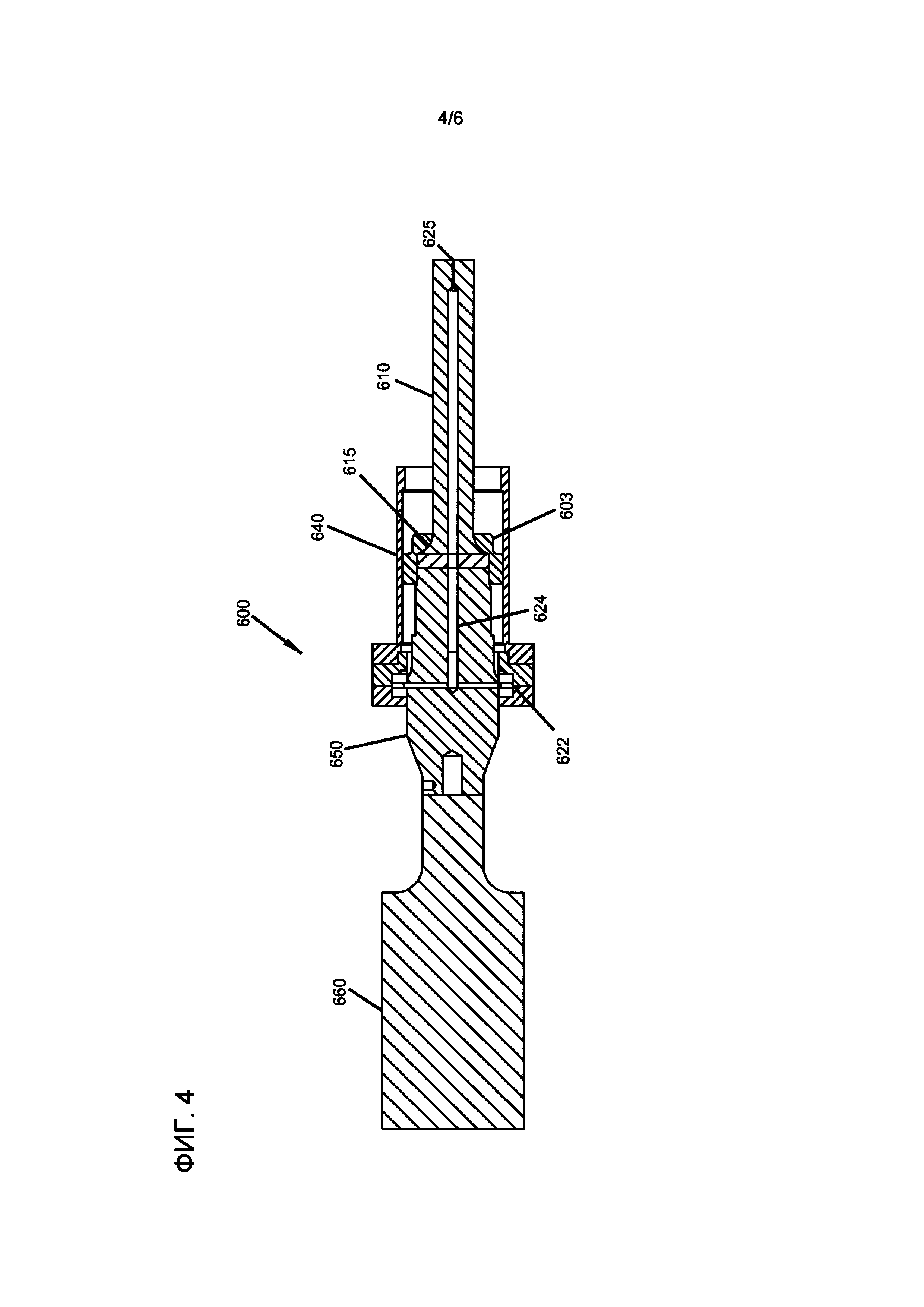
Еще одна ультразвуковая установка показана на фиг. 4. Ультразвуковая установка 600 может содержать ультразвуковой измерительный преобразователь 660, усилитель 650 для усиления выходного сигнала, и ультразвуковой зонд 610, прикрепленный к преобразователю 660 и усилителю 650. Усилитель 650 может иметь связь с преобразователем 660, и может иметь повышенный выходной сигнал при уровнях усиления ориентировочно больше чем 1:1, например, ориентировочно от 1.2:1 до 10:1, или ориентировочно от 1.4:1 до 5:1. В некоторых вариантах осуществления, усилитель может быть изготовлен из металла или может содержать металл, такой как титан. Ультразвуковой зонд 610 выполнен в виде единой детали, или ультразвуковой зонд 610 может содержать вал ультразвукового зонда и факультативный (и заменяемый) кончик ультразвукового зонда, аналогичный показанному на фиг. 1. Ультразвуковой зонд 610 по конфигурации и конструкции не обязательно должен соответствовать удлиненному зонду (например, в целом цилиндрическому), один конец которого прикреплен к преобразователю 660 и/или к усилителю 650, а другой конец содержит кончик зонда. В одном варианте осуществления, зонд может быть в целом цилиндрическим, однако средний участок зонда может быть прикреплен к преобразователю/ усилителю при помощи зажима или другого механизма крепления, так что зонд имеет два кончика, ни один из которых не прикреплен непосредственно к преобразователю/ усилителю. В другом варианте осуществления, зонд может иметь другую геометрическую форму, например, сферическую, или цилиндрическую со сферическим участком на кончике, и т.п.
Ультразвуковой зонд 610 может быть изготовлен из различных материалов, как уже было указано здесь выше, в том числе (но без ограничения) из нержавеющей стали, титана, ниобия, керамики, и т.п., или их комбинации, содержащей их смеси, их сплавы и их покрытия. В некоторых вариантах осуществления, ультразвуковой зонд 610 может быть изготовлен из керамического материала или может содержать керамический материал. Например, ультразвуковой зонд может содержать сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония, или их комбинации; альтернативно, может содержать сиалон; альтернативно, может содержать карбид кремния; альтернативно, может содержать карбид бора; альтернативно, может содержать нитрид бора; альтернативно, может содержать нитрид кремния; альтернативно, может содержать нитрид алюминия; альтернативно, может содержать оксид алюминия; или альтернативно, может содержать диоксид циркония. В некоторых вариантах осуществления, ультразвуковой зонд 610 может быть выполнен в виде единой детали, например, зонд может быть унитарной деталью, имеющей одинаковую конструкцию или структуру от конца, прикрепленного к преобразователю/ усилителю, до кончика зонда.
Типичными сиалонами, которые могут быть использованы в раскрытых здесь вариантах осуществления, являются керамические сплавы, содержащие кремний (Si), алюминий (А1), кислород (О) и азот (N). Более того, специалистам в данной области известны марки А-сиалона и Р-сиалона Ультразвуковой зонд 610 может содержать сиалон, причем, по меньшей мере 20% (по весу) которого составляет А-сиалон (или Р-сиалон). Не желая связывать себя какой-либо конкретной теорией, все же можно полагать, что использование по меньшей мере 20% (по весу), или 30% (по весу), или ориентировочно от 20% до 50%, Р-сиалона позволяет повысить прочность и долговечность ультразвукового зонда (например, сделать его менее склонным к поломкам).
Ультразвуковая установка 600 может содержать средство для ввода газа продувки (например, в ванну расплавленного металла) в местоположении поблизости от ультразвуковой установки 600 и/или поблизости от кончика ультразвукового зонда. Как и ранее, предусмотрено, что система введения внешнего газа продувки (не показана) может быть расположена в ванне расплавленного металла, причем местоположение ввода газа может находиться поблизости от ультразвуковой установки, показанной на фиг. 4. Альтернативно, ультразвуковая установка может содержать такую систему подачи газа, что этот газ может быть выпущен поблизости от кончика ультразвуковой установки. Например, газ может быть выпущен через зонд/ кончик ультразвуковой установки. Вновь обратимся к рассмотрению фиг. 4, на которой показана ультразвуковая установка 600, которая может содержать впускное отверстие 622 газа продувки в камере с усилителем 650. Впускное отверстие 622 газа продувки может быть соединено с каналом 624 подачи газа продувки, который может идти от усилителя 650 до кончика 610 ультразвукового зонда Впускное отверстие 622 газа продувки и часть усилителя 650 могут находиться внутри газонепроницаемого и/или герметизированного кожуха Газ продувки может быть доставлен к точке 625 ввода (вдувания) газа продувки (или к выпускному отверстию газа продувки), и выпущен через нее, причем точка вдувания газа продувки расположена у кончика ультразвукового зонда 610. Таким образом, в этом варианте осуществления, ультразвуковая установка 600 может содержать ультразвуковой зонд 610, содержащий систему ввода газа продувки с точкой вдувания газа продувки у кончика ультразвукового зонда.
Канал 624 подачи газа продувки показан на фиг. 4 как имеющий более широкий проход в усилителе 650 и участке ультразвукового зонда 610, ближайшем к усилителю, и более узкий проход в точке 625 вдувания газа, хотя это и не является обязательным требованием. Например, размер канала 624 подачи газа может быть по существу таким же, как размер (например, с допуском+/-10-20%) от впускного отверстия 622 газа до точки 625 вдувания газа у кончика ультразвукового зонда 610.
Не желая связывать себя какой-либо конкретной теорией, все же можно полагать, что более узкий проход (например, имеющий меньшую площадь поперечного сечения) в точке вдувания газа, по сравнению с площадью поперечного сечения ультразвукового зонда, позволяет улучшить дегазацию за счет более высокой скорости газа при его выходе из зонда, В некоторых вариантах осуществления, отношение площади поперечного сечения ультразвукового зонда к площади поперечного сечения канала подачи газа (в точке вдувания газа или у выпуска газа) лежит в диапазоне ориентировочно от 30:1 до 1000:1, ориентировочно от 60:1 до 1000:1, или ориентировочно от 60:1 до 750:1. В других вариантах осуществления, отношение площади поперечного сечения ультразвукового зонда к площади поперечного сечения канала подачи газа (в точке вдувания газа или у выпуска газа) может лежать в диапазоне ориентировочно от 60:1 до 700:1, ориентировочно от 100:1 до 700:1, или ориентировочно от 200:1 до 1000:1. В этих и других вариантах осуществления, отношение длины к диаметру (L/D) ультразвукового зонда (например, унитарного удлиненного зонда) может лежать в диапазоне ориентировочно от 5:1 до 25:1, ориентировочно от 5:1 до 12:1, ориентировочно от 7:1 до 22:1, ориентировочно от 10:1 до 20:1, или ориентировочно от 11:1 до 18:1.
В вариантах осуществления, направленных на создание ультразвуковых зондов, содержащих керамический материал, такой как сиалон, может быть полезно использовать крепежную гайку 603 в качестве средства крепления ультразвукового зонда 610 к усилителю 650 и преобразователю 660. Крепежная гайка 603 часто может иметь повышенную прочность и больший срок службы по сравнению с керамическими креплениями горячей посадки. Крепежная гайка 603 может быть изготовлена из различных материалов, например, таких как титан, нержавеющая сталь, и т.п., и может иметь внутреннюю резьбу с малым шагом для прочного крепления, что позволяет отказаться от резьбы в керамическом зонде, который более склонен к поломкам. Более того, усилитель 650 может иметь внешнюю резьбу, на которую плотно навинчивают крепежную гайку 603 (и, таким образом, присоединяют зонд 610). Обычно также является желательным снижение размера и/или веса крепежной гайки, пока это является механически выполнимым, чтобы не оказывать вредного влияния на ультразвуковые вибрационные свойства зонда
В некоторых вариантах осуществления, зонд 610 может иметь большой радиус 615 кривизны на стороне крепления зонда. Не желая связывать себя какой-либо конкретной теорией, все же можно полагать, что меньший радиус кривизны на стороне крепления зонда (например, поблизости от крепежной гайки) может приводить к повышению частоты поломок зонда, особенно при более высоких ультразвуковых мощностях и/или амплитудах, которые могут потребоваться для повышения кавитации и улучшения удаления растворенного газа в процессе дегазации. В рассматриваемых здесь специфических вариантах осуществления, радиус 615 кривизны может составлять по меньшей мере около 1/2'', по меньшей мере около 5/8'', по меньшей мере около 3/4'', по меньшей мере около 1'', и т.д. Такие радиусы кривизны могут быть желательными вне зависимости от фактического размера зонда (например, от различных диаметров зонда).
Факультативно, ультразвуковая установка 600 может содержать систему охлаждения, такую как описанная здесь выше со ссылкой на фиг. 1 и/или на фиг. 2, однако это не является обязательным. Вновь обратимся к рассмотрению фиг.4, на которой показана ультразвуковая установка 600, которая, альтернативно, может факультативно иметь кожух 640 тепловой защиты. Этот кожух обычно может быть изготовлен из любого подходящего металла и/или керамического материала. В том случае, когда ультразвуковой зонд 610 вводят в ванну расплавленного металла, тогда кожух тепловой защиты может быть использован для экранирования участка усилителя 650, крепежной гайки 603 и участка ультразвукового зонда 610 от чрезмерного нагрева. По желанию, охлаждающая среда может циркулировать внутри и/или вокруг кожуха 640 тепловой защиты. Охлаждающей средой может быть жидкость (например, вода) или газ (например, аргон, азот, воздух, и т.п.).
Раскрытые здесь ультразвуковые установки, в том числе показанные на фиг. 1-4, могут работать в диапазоне заданных мощностей и частот. В случае ультразвуковых установок с диаметрами зондов около 1'' или меньше, рабочая мощность часто может лежать в диапазоне ориентировочно от 60 до 275 Вт. Например, может быть использована рабочая мощность в диапазонах ориентировочно от 60 до 120 Вт для диаметров зондов 3/4'', и рабочая мощность в диапазонах ориентировочно от 120 до 250 Вт для диаметров зондов 1''. Не желая связывать себя какой-либо конкретной теорией, все же можно полагать, что ультразвуковые установки могут быть использованы, и ультразвуковые способы дегазации могут быть типично проведены на частоте в диапазоне ориентировочно от 10 до 50 КГц, ориентировочно от 15 до 40 КГц, или около 20 КГц.
В то время как были описаны некоторые предпочтительные варианты осуществления настоящего изобретения, следует иметь в виду, что возможны и другие варианты осуществления настоящего изобретения. Более того, любые раскрытые здесь операции способа могут быть модифицированы любым возможным образом, в том числе за счет переупорядочения операций и/или введения или удаления операций, не выходя за рамки настоящего изобретения. В то время как в описании приведены примеры, следует иметь в виду, что объем патентных притязаний не ограничивается этими примерами, а определяется приложенной формулой изобретения. Более того, несмотря на то, что в описании использована специфическая терминология для изложения структурных характеристик и/или методологических актов, формула изобретения не ограничена описанными здесь выше характеристиками или актами. Скорее, описанные здесь выше специфические характеристики и акты следует понимать как приведенные для пояснения вариантов осуществления настоящего изобретения.
ПРИМЕРЫ
Примеры 1-4
В Примерах 1-4, ряд испытаний был проведен, чтобы продемонстрировать снижение количества растворенного водорода в ванне расплавленного алюминия, которое может быть достигнуто при помощи заявленных способов. Контрольный образец алюминия был отобран и проверен ранее использования какой-либо техники дегазации (Пример 1). В ванне расплавленного алюминия поддерживали температуру около 1350°F (732°С). Затем была использована традиционная техника дегазации, а именно, роторная продувка газом, чтобы определить эффективность традиционных способов удаления водорода (Пример 2). В Примере 3 использовали раскрытый здесь способ ультразвуковой дегазации, а именно, использовали ультразвуковую установку в комбинации с введением газа продувки. В Примере 3, ультразвуковая установка имеет кончик из ниобия, причем кончик ультразвуковой установки был введен в ванну расплавленного алюминия. Ультразвуковая установка работала на частоте 20,000 Гц в ванне расплавленного алюминия. При работе ультразвуковой установки, аргон в качестве газа продувки был введен в ванну расплавленного металла с расходом около 4.7 стандартных литров в минуту (л/мин). Аргон вдували вдоль кончика ультразвуковой установки (расстояние между точкой введения и кончиком составляло ориентировочно меньше чем 2 см). В Примере 4 использовали заявленный способ ультразвуковой дегазации в комбинации с традиционной техникой дегазации.
Алюминиевые образцы Примера 1 (без дегазации), Примера 2 (после традиционной дегазации), Примера 3 (после ультразвуковой дегазации) и Примера 4 (после ультразвуковой и традиционной дегазации) охлаждали, а затем они застывали в вакууме. После этого отбирали кубики объемом один кубический сантиметр (1 см3=1 мл) от каждого образца, измеряли массу и, соответственно, определяли плотность алюминия каждого образца. Алюминий имеет теоретическую плотность 2.7 г/см3, а наличие газообразного водорода в алюминии будет снижать эту плотность. На фиг. 5 показано отличие в процентах для каждого из Примеров 1-4 по сравнению с теоретической плотностью алюминия. На фиг. 5, чем ближе к теоретической плотности алюминия находится плотность образца (то есть чем меньше процент ниже плотности алюминия), тем более эффективной является процедура дегазации. Как это показано на фиг. 5, ультразвуковая процедура (Пример 3) была (практически) такой же эффективной, как традиционная техника (Пример 2), а использование их комбинации (Пример 4) позволяет получить небольшое дополнительное улучшение.
Алюминиевые образцы Примеров 1-4 также исследовали на содержание водорода (ррm, в пересчете на массу). Разлитые образцы охлаждали, а затем они застывали в вакууме. После этого образцы исследовали на содержание водорода. Результаты анализа приведены на фиг. 6, причем, чем ниже содержание водорода (ррm), тем более эффективной является процедура дегазации. Как это показано на фиг. 6, ультразвуковая процедура (Пример 3) является более эффективной для удаления водорода, чем традиционная техника (Пример 2), причем их использование в комбинации (Пример 4) не дает никакого дополнительного эффекта. Данные на фиг. 6 (относительно Примера 4) следует считать недостоверными. Заявители полагают, что в этом случае произошла ошибка в определении содержания водорода (ррm).
Примеры 5-8
В Примерах 5-8, ряд испытаний был проведен, чтобы определить относительную скорость, при которой растворенный водород в ванне расплавленного алюминия может быть дегазирован в соответствии с раскрытыми здесь способами. Прежде всего, небольшое количество алюминия расплавляли в ванне металла и затем выдерживали при температуре около 1350°F (732°С). Блок Alspek был использован для определения базовой линии содержания водорода (мл/100 г). В блоке Alspek используется принцип сравнения парциальных давлений в половинах электролитической ячейки для определения количества растворенного водорода в расплавленном алюминии. Кончик ультразвуковой установки вводили в ванну расплавленного алюминия, и аргон в качестве газа продувки вдували в ванну расплавленного металла с расходом около 1 стандартного литра в минуту (л/мин). В Примерах 5-7, ультразвуковая установка работала с усилителем 3:1 и при частоте 20,000 Гц, однако следует иметь в виду, что может быть использована частота до 40,000 Гц, или больше. В Примере 5 была использована базовая амплитуда ультразвуковой вибрации и базовый уровень ультразвуковой мощности (Вт). В Примере 6, амплитуду ультразвуковой вибрации увеличили в 2 раза, и уровень ультразвуковой мощности увеличили в 1.9 раза В Примере 7, амплитуду ультразвуковой вибрации увеличили в 3 раза, и уровень ультразвуковой мощности увеличили в 3.6 раза В Примере 8, ультразвуковую установку не использовали, а добавляли только аргон в качестве газа продувки. Содержание водорода контролировали все время и записывали с использованием блока Alspek. Между всеми испытаниями, водород добавляли в ванну расплавленного алюминия, и определяли базовую линию ранее добавки газообразного аргона
В Примерах 5-8 была использована ультразвуковая установка, аналогичная показанной на фиг. 3. Ультразвуковая установка не имеет системы охлаждения, и газ продувки вводили через кончик ультразвукового зонда. Ультразвуковой зонд имеет диаметр 1'' (2.5 см), причем как зонд, так и кончик (выполненные в виде единой детали) были изготовлены из сплава ниобия, содержащего гафний и титан.
На фиг. 7 показан график концентрации водорода, в мл водорода на 100 г алюминиевого сплава, в функции времени после добавления аргона в качестве газа продувки (и после включения ультразвуковой установки, если ее используют). На фиг. 7 показано, что в каждом из Примеров 5-7 удаление водорода из алюминия происходит значительно быстрее (с использованием газа продувки и ультразвуковой установки), чем в Примере 8, в котором используют только газ продувки, но не ультразвуковую установку. В Примерах 6-7 получены немного лучшие результаты, чем в Примере 5, в котором используют меньшую амплитуду ультразвуковой вибрации и меньший уровень подведенной ультразвуковой мощности.
Примеры 9-10
Примеры 9-10 представляют собой испытания в крупном масштабе для определения эффективности использования газа продувки и ультразвуковой установки для удаления водорода и примесей литий/ натрий при непрерывной разливке алюминиевого сплава 5154 (содержащего магний). Температуру ванны расплавленного металла поддерживали на уровне около 1350°F (732°С).
Концентрации натрия и лития (вес. %) в расплавленном алюминиевом сплаве определяли с использованием спектрометра, а концентрации водорода определяли с использованием анализатора Alscan. Пример 9 представляет собой контрольный эксперимент, причем концентрации натрия и лития в расплавленном алюминиевом сплаве в Примере 9 составляют соответственно 0.00083% (8.3 ррm) и 0.00036% (3.6 ррm). Концентрация водорода в Примере 9 составляет 0.41 мл/100 г.
Ультразвуковая установка Примеров 5-8 была использована в Примере 10 на частоте 20,000 Гц. В сочетании с работой ультразвуковой установки, в Примере 10, газообразный аргон добавляли в ванну расплавленного металла с объемной скоростью потока около 80-85 мл/час на кг/час расплавленного металла (то есть 80-85 мл газа продувки/ кг расплавленного металла). После использования ультразвуковой установки и аргона в качестве газа продувки, концентрация натрия в расплавленном алюминиевом сплаве стала ниже минимального предела обнаружения 0.0001% (1 ррm), а концентрация лития в расплавленном алюминиевом сплаве составила 0.0003% (3 ррm). Концентрация водорода в Примере 10 составила 0.35 мл/ 100 г, что соответствует снижению ориентировочно на 15%.
Пример 11
В Примере 11, было проведено испытание для определения срока службы ультразвуковой установки с унитарным сиалоновым зондом, аналогичной показанной на фиг. 4, работающей в желобе, содержащем расплавленный алюминий при температуре около 1300°F (700°С).
Ультразвуковая установка и зонд работали непрерывно, за исключением 3-х часового перерыва на обслуживание, не связанного с ультразвуковой установкой. Удлиненный зонд диаметром 3/4'' был изготовлен из сиалона, и работал на частоте около 20 КГц (19.97 КГц). Уровни мощности составляли от 60 до 90 Вт.Длину зонда измеряли до и после испытания с использованием цифрового средства измерения. Кончик зонда был погружен в течение времени около 50 часов в желоб, содержащий расплавленный алюминий, при этом ультразвуковая установка работала на частоте около 20 КГц. Во время этого эксперимента газ продувки не использовали, так как он не является необходимым. После прогона в течение 50 часов, измеренная эрозия составила 0.0182''. Это соответствует скорости эрозии 3.64×104'' в час. Обычно, ультразвуковой зонд может выдерживать эрозию до 1/4'' до момента, когда он становится непригодным для использования. Это позволяет получить теоретический срок службы свыше 686 часов, или свыше 28 дней, непрерывной работы керамического зонда Примера 11.
Этот срок службы зонда намного больше срока службы других металлических и керамических ультразвуковых зондов, которые не спроектированы, не выполнены или не сконструированы в соответствии с настоящим изобретением.
Реферат
Использование: для дегазации расплавленных металлов и удаления примесей из расплавленных металлов. Сущность изобретения заключается в том, что ультразвуковая установка содержит ультразвуковой измерительный преобразователь; зонд, прикрепленный к ультразвуковому измерительному преобразователю, причем зонд содержит кончик; и систему подачи газа, причем система подачи газа содержит: впуск газа, проход газа через зонд и выпуск газа на кончике зонда; причем зонд состоит из керамики. Технический результат: обеспечение возможности создания устройства для дегазации расплавленных металлов и удаления примесей из расплавленных металлов, выдерживающего повышенные температуры, присутствующие в ванне расплавленного металла, а также имеющего более длительный срок службы и ограниченную химическую активность или ее отсутствие при взаимодействии со специфическим расплавленным металлом. 3 н. и 17 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ ультразвуковой обработки расплава заэвтектических силуминов
Комментарии