Торцово-цилиндрическая фреза - RU2279332C2
Код документа: RU2279332C2
Чертежи
Описание
Изобретение относится к области металлообработки, а именно к обработке внутренних поверхностей вращения крупных кольцевых заготовок диаметром более 600 мм, в частности из титановых сплавов, применяемых в авиа-, судо-, турбиностроении, а также в тяжелом машиностроении.
Ряд теоретических исследований доказывает возможность повышения производительности обработки таких заготовок фрезерованием в 2-4 раза взамен низкопроизводительного растачивания на токарно-карусельных станках.
Из уровня техники известна концевая фреза, содержащая периферийные режущие пластины с плоской поверхностью и сегментным основанием, закрепленные в пазах на корпусе, имеющем стружковыводящие канавки, при этом глубина паза выполнена ниже глубины стружковыводящей канавки (см. RU 2136452 С1, МПК7 В 23 С 5/10, 10.09.1999).
Известна торцевая фреза с универсальными гнездами для режущих пластин (см. RU 2124970 С1, МПК7 В 23 С 5/22, 20.01.1999). Фреза содержит множество режущих пластин с боковыми и поперечными режущими кромками. Корпус фрезы имеет множество снабженных выемками гнезд для режущих пластин.
Известна торцово-цилиндрическая фреза, содержащая корпус, имеющий торцевую и цилиндрическую поверхности, и зубья в виде четырехугольных режущих пластин, закрепленных в пазах корпуса, причем режущие пластины расположены на цилиндрической поверхности корпуса в один ряд тангенциально, а на торцевой поверхности - под наклоном к ней, при этом режущие пластины имеют по восемь режущих кромок и закреплены в пазах корпуса с возможностью переустановки каждой режущей пластины для смены режущих кромок (WO 97/17157, опубл. 15.05.1997). Режущие пластины на торцевой и цилиндрической поверхностях, работая поочередно, позволяют осуществлять как черновую, так и чистовую обработку.
Условия обработки внутренних поверхностей вращения заготовок большого диаметра могут быть реализованы лишь при работе фрезы с подачами не менее 1 мм/зуб, глубиной резания 15 мм за проход. Известная конструкция торцово-цилиндрической фрезы не позволяет производить обработку с такими режимами в связи с недостаточной длиной режущих кромок вдоль образующей цилиндрической поверхности и большим углом контакта фрезы с заготовкой.
Задача изобретения - разработка конструкции торцово-цилиндрической фрезы, позволяющей повысить производительность обработки за счет значительного увеличения подачи на зуб и глубины резания за проход.
Для решения данной задачи в торцово-цилиндрической фрезе, содержащей корпус с цилиндрической и торцовой поверхностью и зубья в виде режущих пластин, закрепленных в пазах корпуса, режущие пластины четырехугольной формы закреплены на торцовой и цилиндрической поверхности корпуса тангенциально. Четырехугольные режущие пластины на цилиндрической поверхности корпуса размещены в шахматном порядке и закреплены так, что режущая кромка расположена под углом к образующей, диаметр фрезы составляет 0,2-0,5 диаметра внутренней поверхности вращения заготовки, а угол контакта фрезы с заготовкой составляет 35-40 градусов.
Фреза позволяет обрабатывать внутреннюю поверхность вращения заготовок диаметром более 600 мм.
Конструкция предлагаемого режущего инструмента поясняется чертежами:
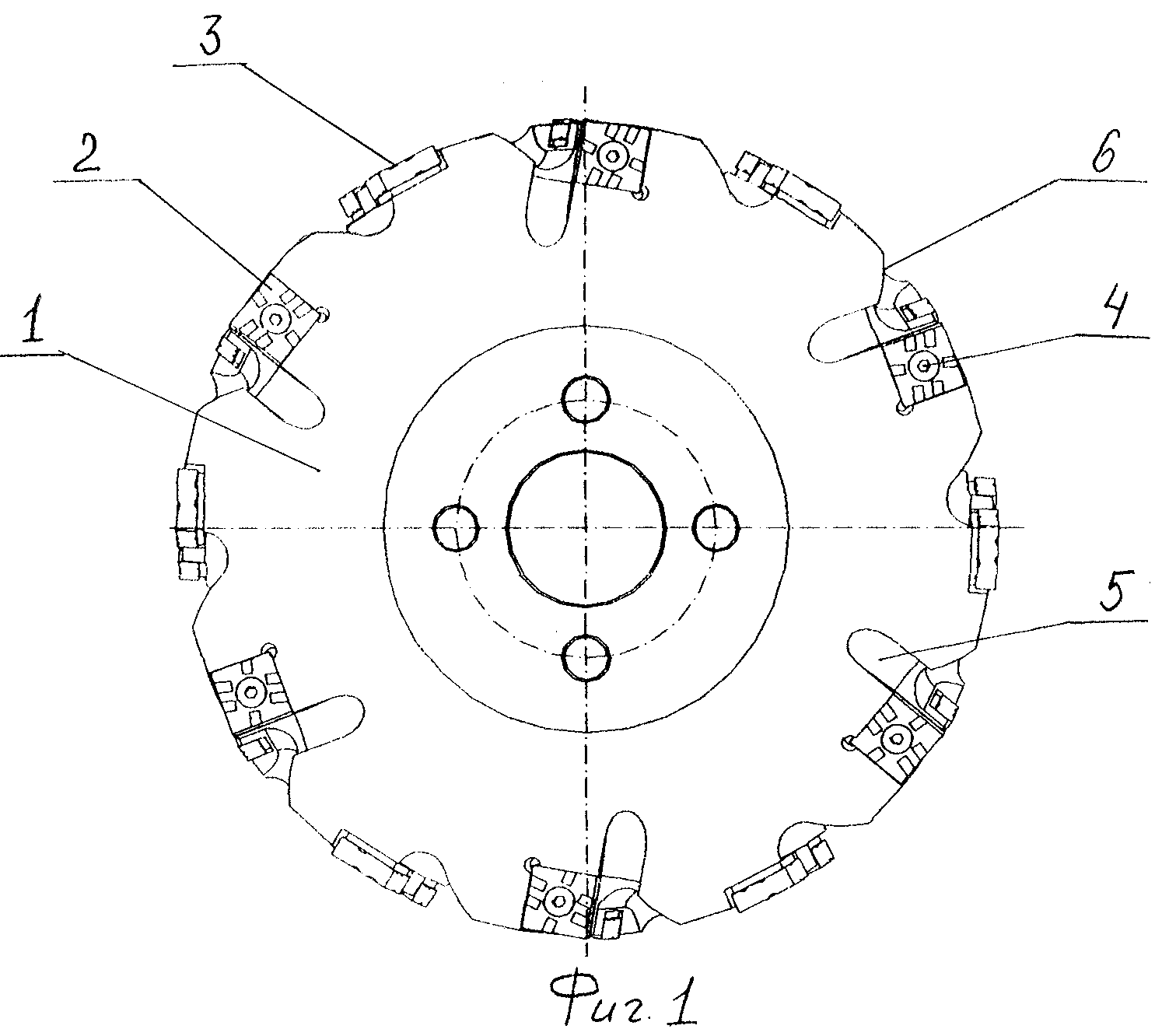
фиг.1 - вид фрезы со стороны торцевой поверхности,
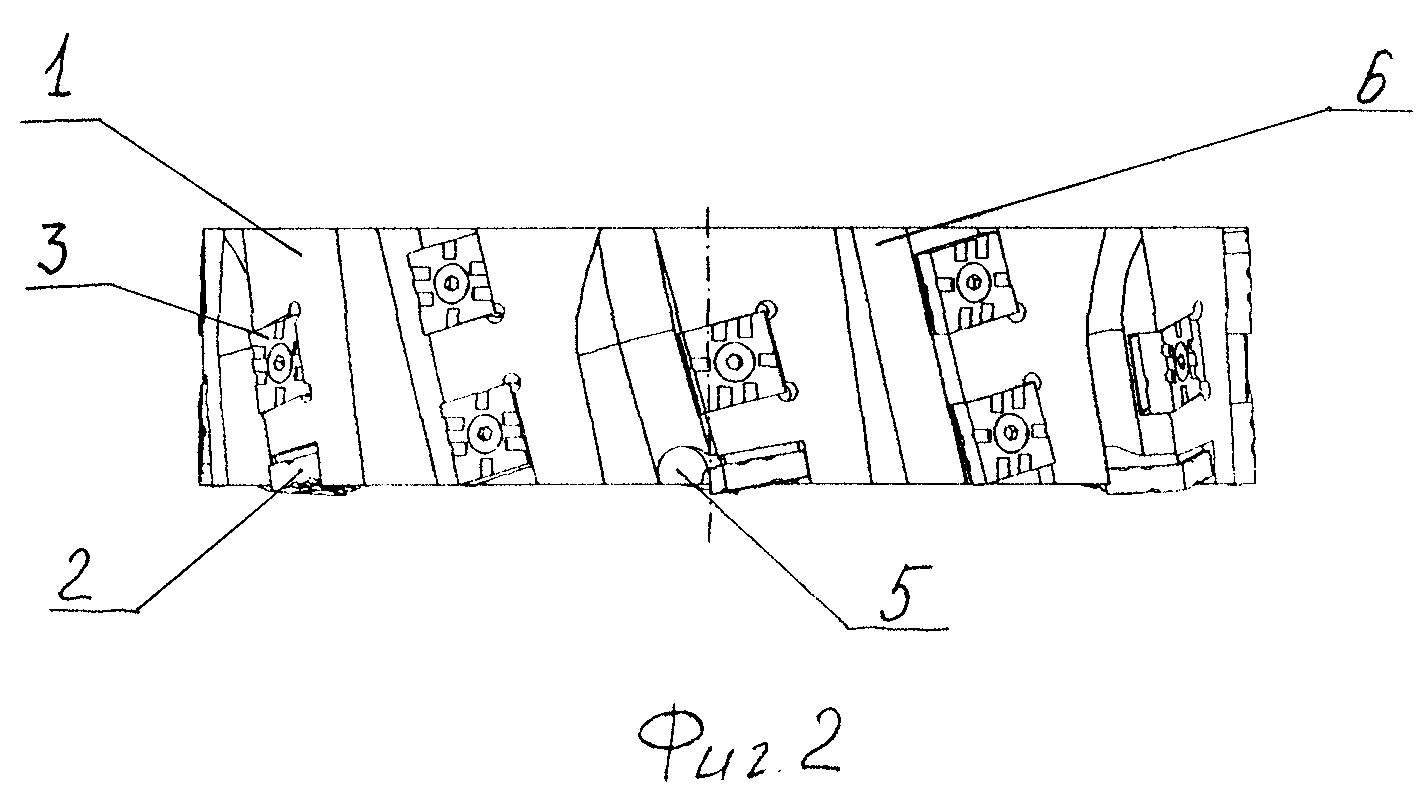
фиг.2 - вид фрезы сбоку,
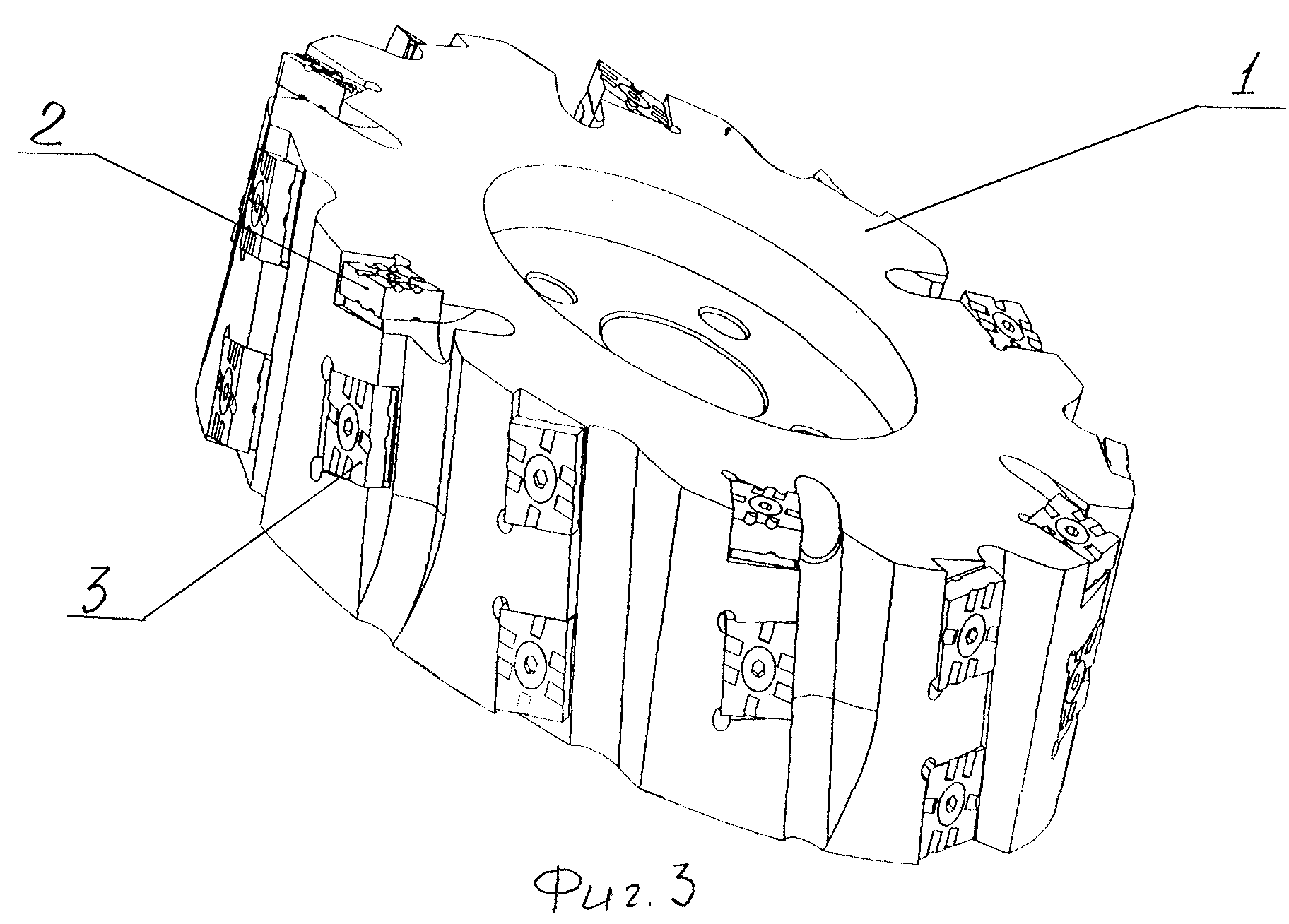
фиг.3 - общий вид фрезы,
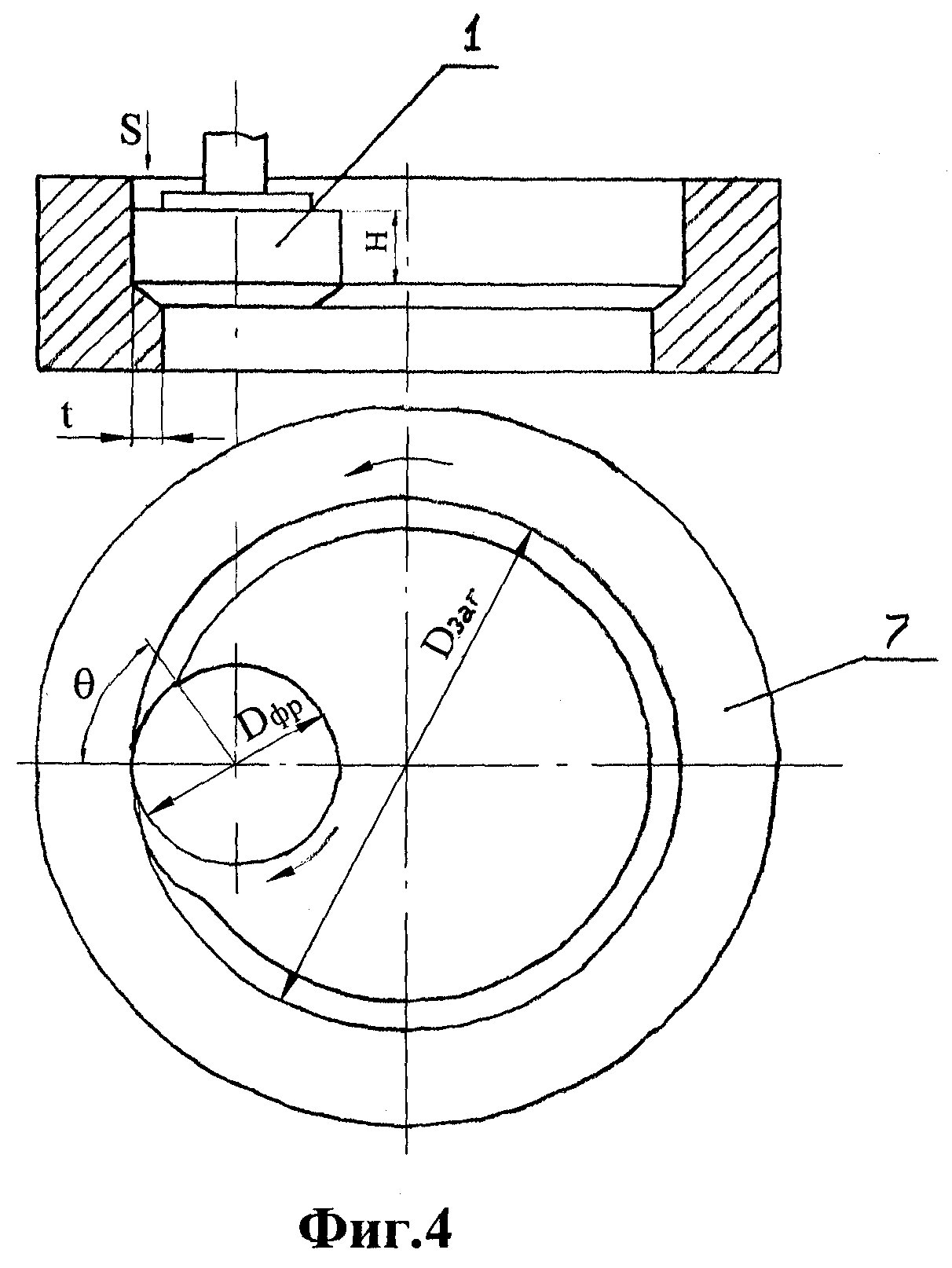
фиг.4 - схема обработки кольцевой заготовки, на которой обозначены: Dфр - диаметр фрезы, Dзаг - диаметр заготовки, Н - высота цилиндрической части фрезы, S - вертикальная осевая подача, θ - угол контакта фрезы и детали, t - глубина резания.
Фреза содержит корпус 1, изготовленный из закаленной поковки, в котором устанавливаются зубья из отдельных твердосплавных четырехугольных режущих пластин 2 и 3, имеющих восемь рабочих кромок. Выбор такого типа пластины определяется возможностью удаления максимальной величины припуска за проход при «резании под корку» при черновой обработке титановых сплавов, удобством замены, которая производится без снятия фрезы со станка. Кроме того, стружколомающие канавки на пластине способствуют устойчивому стружкодроблению и снижению сил резания. По мере износа режущих пластин их отвинчивают, поворачивают неизношенными режущими кромками и снова закрепляют. Каждую пластину можно повернуть четыре раза.
Корпус 1 один имеет плоскую торцевую поверхность с пазами, в которых размещены режущие пластины 2, и с выемками 5, над которыми размещены рабочие кромки режущих пластин 2. Режущие пластины 2 расположены таким образом, что образуют малый острый угол (не более 15°) с торцевой поверхностью, так что рабочая кромка слегка выступает над торцевой поверхностью, а противоположная ей кромка расположена в пазу ниже торцевой поверхности.
Боковая поверхность корпуса имеет цилиндрическую форму, пазы для размещения режущих пластин 3 и выемки 6, расположенные под углом к образующим, к которым обращены рабочие кромки режущих пластин 3.
Режущие пластины 2 и 3 расположены на цилиндрической поверхности корпуса фрезы тангенциально, а на торцевой - под острым углом не более 15°, т.е. воздействие главной составляющей силы резания направлено вдоль пластины, а не поперек в отличие от традиционного радиального расположения. Тангенциальное расположение пластин значительно снижает опасности поломки благодаря отсутствию нагрузки изгиба на пластину, улучшает условия теплоотвода и соответственно позволяет работать с большими толщинами среза.
Базирование пластин 2 и 3 осуществляется по двум боковым граням в пазах корпуса, а закрепление производится через центральное отверстие винтами 4. При этом вся передняя поверхность свободна для схода стружки.
Режущие пластины 3, расположенные на цилиндрической поверхности корпуса фрезы, располагаются в шахматном порядке с перекрытием вершин и стружечных канавок, что позволяет равномерно разделять снимаемый припуск между зубьями, улучшать отвод стружки.
Кроме того, для увеличения длины активной режущей кромки, уменьшения вибрации при резании, а также для обеспечения необходимой геометрии режущего инструмента пластины 3 на цилиндрической поверхности располагаются под углом относительно образующей.
Режущие пластины 2 фрезы, расположенные на торцовой поверхности, работают как зачистные и служат для предотвращения затирания режущих кромок цилиндрической поверхности фрезы при осевой подаче и обеспечивают работу с необходимой глубиной резания (до 25 мм) при врезании.
Под режущие пластины устанавливаются стальные подкладные пластины для предохранения корпуса фрезы при случайных поломках пластин. Это исключает недостаток ряда конструкции концевых и торцевых фрез, в которых невозможна установка подкладных пластин в связи с их малым диаметром.
Основные размерные параметры конструкции фрезы связаны непосредственно с условиями обработки, размерами заготовки 7 и режимами резания. Расположение режущих пластин на цилиндрической поверхности в шахматном порядке позволяет повысить суммарную длину активной режущей кромки для увеличения осевой подачи и обеспечения устойчивого резания. Так, соотношение диаметра фрезы Dфр и внутреннего диаметра заготовки Dзаг в диапазоне 0,3-0,5 обеспечивает наименьший угол θ контакта фрезы и заготовки 35-40°, в отличие от известных конструкций торцевых и концевых фрез, что позволяет значительно увеличить подачу на зуб фрезы до 1-1,2 мм/зуб и, соответственно, производительность обработки, не выходя за критические значения толщины среза. Кроме того, малый угол контакта обеспечивает большой холостой ход зубьев фрезы, их охлаждение и уменьшение силового и теплового воздействия (до 30%) и глубины наклепа обработанной поверхности.
Реферат
Изобретение относится к области металлообработки, обработке внутренних поверхностей вращения крупных заготовок диаметром более 600 мм из титановых сплавов. Фреза содержит корпус, имеющий торцовую и цилиндрическую поверхности, и зубья в виде режущих пластин четырехугольной формы, закрепленных в пазах корпуса на торцовой и цилиндрической поверхности тангенциально. При этом на цилиндрической поверхности режущие кромки расположены под углом к образующим. Для повышения производительности обработки за счет повышения подачи на зуб и глубины резания на цилиндрической поверхности корпуса режущие пластины размещены в шахматном порядке, диаметр фрезы выбран 0,3-0,5 от диаметра внутренней поверхности вращения заготовки, а угол контакта фрезы с заготовкой выбран 35-40°. Под режущими пластинами могут быть установлены стальные подкладные пластины для предохранения орпуса при поломке режущих пластин. 1 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Торцевая фреза
Комментарии