Торцевая фреза - RU2111092C1
Код документа: RU2111092C1
Чертежи
Описание
Изобретение относится к созданию фрезерного режущего инструмента для механической обработки с образованием стружки и к созданию кассеты, предназначенной для установки на этом инструменте, причем кассета устанавливается в соответствующие пазы на фрезерном режущем инструменте.
В связи с созданием фрез, содержащих механически закрепляемые режущие пластины, возникают трудности достижения необходимой точности установки режущих пластин с целью обеспечения чистоты поверхности обрабатываемой детали в течение всего срока службы режущего инструмента. Для достижения требуемой чистоты поверхности необходимо, чтобы режущие пластины располагались с высочайшей точностью, в особенности в осевом направлении. Если осевое положение недостаточно точное, то это приводит к образованию осевого люфта (зазора), что, в свою очередь, вызывает ухудшение чистоты поверхности.
Фрезы с мелким шагом используются, например, в двигателестроении для фрезерования блоков цилиндров и других аналогичных узлов. В таких случаях применения накладываются очень жесткие требования относительно чистоты поверхности, при этом зачастую необходимы Ra - величины не более 1, 5 мкм, Rz - величины в пределах 10 - 15 мкм, Rmax - величины порядка 10 мкм и WT - величины 5 - 8 мкм. С целью обеспечения всех указанных критериев чистоты поверхности необходимо производить установку режущих кромок с очень высокой точностью, как в абсолютных значениях, так и относительно других режущих кромок корпуса фрезы. Так, например, различие по осевой высоте между двумя режущими пластинами не должно превышать нескольких мкм. Как правило, все режущие кромки должны лежать в пределах осевого допуска 4 мкм, а преимущественно даже ниже этого допуска. Это оказалось практически недостижимым для режущих пластин с относительно толстым покрытием, когда толщина покрытия может достигать 20 мкм. В таком случае достижение очень точного осевого положения пластин при различной толщине покрытия может потребовать индивидуальной регулировки положения каждого режущего элемента. Более того, совершенно необходимо, чтобы режущие кромки сохраняли их положение и не перемещались под действием осевых сил, вызванных контактом с обрабатываемой деталью. Естественно, важно также получить точное радиальное и тангенциальное положение режущей кромки, которое также должно поддерживаться с высокой точностью в течение длительного времени использования пластины.
Известен ряд конструктивных решений для точного осевого позиционирования режущих пластин и их режущих кромок. Однако все эти решения имеют один или несколько недостатков, такие как использование усложненной конструкции с множеством отдельных деталей или неудовлетворительная точность выбора осевого положения. Далее приводится описание некоторых из этих известных решений.
В документе SE-C-1891159 раскрывается фреза, содержащая регулируемые в осевом направлении кассеты (держатели), позиционирование которых может производиться при помощи двух клиньев. Осевое позиционирование производится нажатием на кассету рукой, например, при помощи большого пальца, перемещая ее в желательное положение, после чего кассета закрепляется клиньями. Как легко понять, в этом случае недостижима высокая точность установки. Более того, этот механизм фиксации содержит по крайней мере четыре отдельные детали, что усложняет работу с ним.
В документе DE-A-3530745 описана кассета, которая может быть установлена по оси в корпусе фрезы при помощи дифференциального винта 5. Однако и эта конструкция страдает недостаточной точностью выбора осевого положения и, кроме того, изготовление корпуса такой фрезы достаточно сложно, так как пазы кассеты не идут на полную ширину корпуса фрезы. Более того, доступ к дифференциальному винту 5 закрыт, так как его головка направлена по оси в заднем направлении, а не вперед к открытой и легко доступной образующей поверхности корпуса фрезы.
Предложенное в документе DE-A-З327478 решение также обладает недостатком, связанным с тем, что пазы кассеты не идут на всю ширину корпуса фрезы. Кроме того, точность выбора осевого положения является неудовлетворительной, так как головка регулировочного винта 26 имеет слишком длинное протяжение по оси, что вызывает упругую деформацию винта и ухудшает точность установки режущей кромки.
Известна торцовая фреза, содержащая корпус, который предназначен для приведения во вращение в определенном направлении, и множество кассет, несущих режущие пластины, при этом каждая кассета размещена в пазу по периферии корпуса с возможностью закрепления при помощи двух крепежных винтов, каждый из которых размещен в сквозном отверстии кассеты, которое в определенной степени вытянуто в продольном направлении кассеты для обеспечения возможности осевого смещения кассеты под действием головки эксцентричного штифта (см. DE-A-3042050).
Основной задачей изобретения является создание многозубчатой фрезы, которая позволяет осуществлять очень точную установку по оси режущих кромок.
Другой задачей изобретения является создание многозубчатой фрезы, содержащей возможно меньшее число отдельных узлов.
Следующей задачей изобретения является достижение абсолютно лишенного люфта крепления несущих режущие пластины кассет в выемках для кассет как в радиальном, так в осевом и тангенциальном направлениях.
Указанные и другие цели обеспечиваются конструкцией фрезы, которая содержит корпус, который приводится во вращение, и множество кассет, несущих режущие пластины, при этом каждая кассета размещена в пазу по периферии корпуса с возможностью закрепления в нем при помощи двух крепежных винтов, каждый из которых размещен в сквозном отверстии кассеты, которое вытянуто в продольном направлении кассеты для обеспечения возможности осевого смещения кассеты под действием головки эксцентричного штифта, и у которой на стороне кассеты, которая обращена в сторону оси фрезы, выполнена канавка и выемка, расположенная главным образом перпендикулярно оси фрезы между упомянутыми крепежными винтами, а головка эксцентричного штифта размещена в указанной ~ канавке или выемке, при этом в кассете выполнено дополнительное сквозное отверстие, расположенные с выходом в указанную канаву или выемку напротив головки эксцентричного штифта, при этом каждый крепежный винт расположен с радиальным наклоном так, что кассета прижата к радиально внутреннему замыкающему по отношению к направлению вращения углу паза корпуса.
Пазы для кассет выполнены в основном осевыми, проходящими сквозь корпус фрезы от его верхней до нижней стороны.
Режущая пластина на каждый кассете расположена с положительным передним углом относительно обрабатываемой детали. Каждое отверстие в кассете, предназначенное для ввода в него крепежного винта имеет участок большого диаметра, предназначенный для размещения головки крепежного винта, и расположено с радиальным наклоном.
Величина каждого радиально внутреннего замыкающего по отношению к направлению вращения угла кассеты составляет 90,5 - 92,5oC.
Указанные выше и другие особенности изобретения будут более ясны из последующего описания, данного в качестве иллюстрации и не имеющего ограничительного характера, приведенного со ссылкой на сопроводительные чертежи.
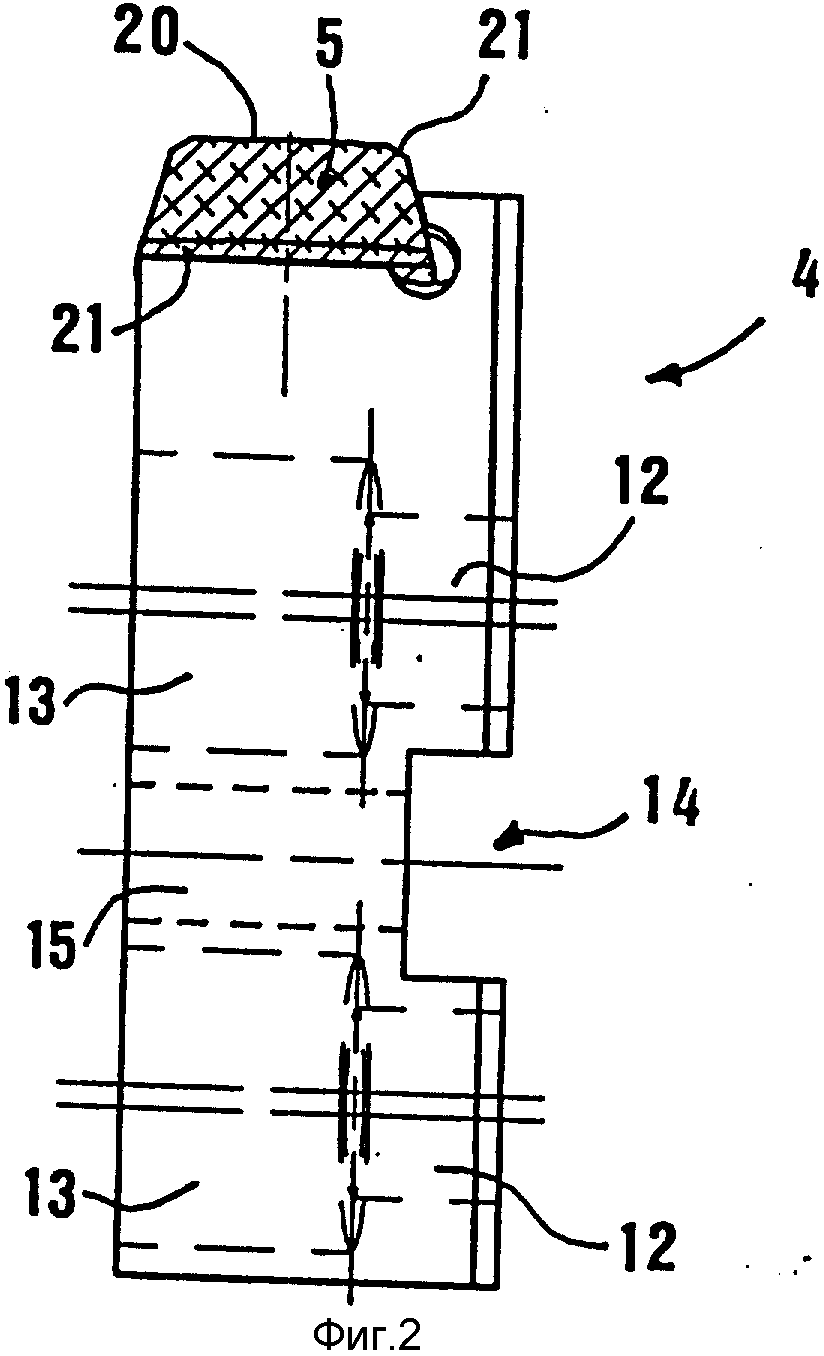
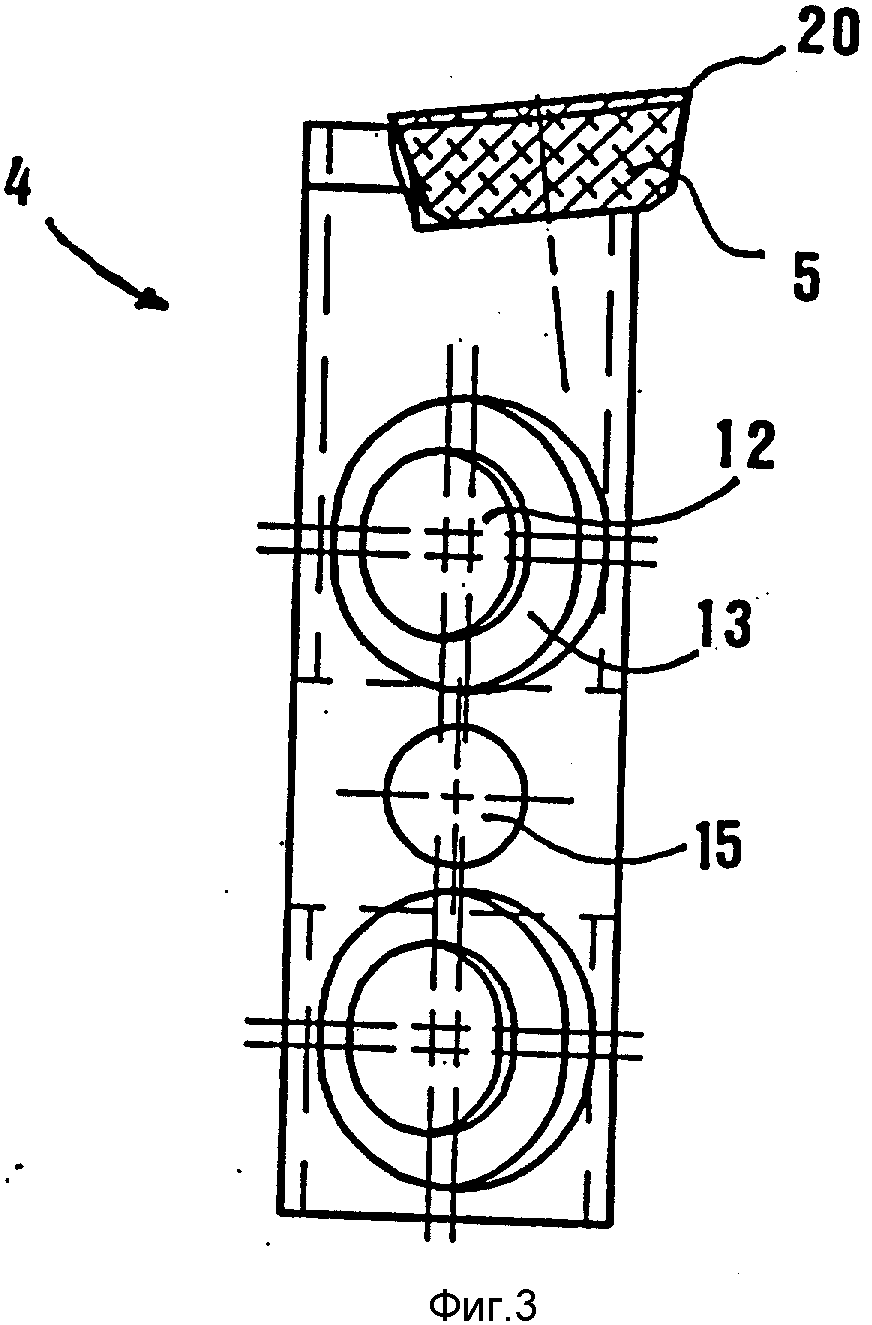
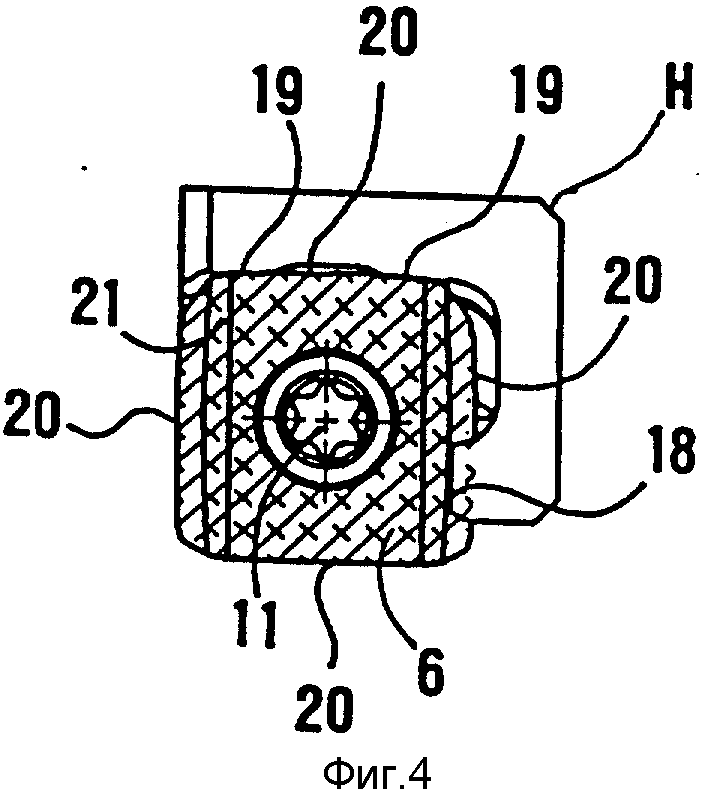
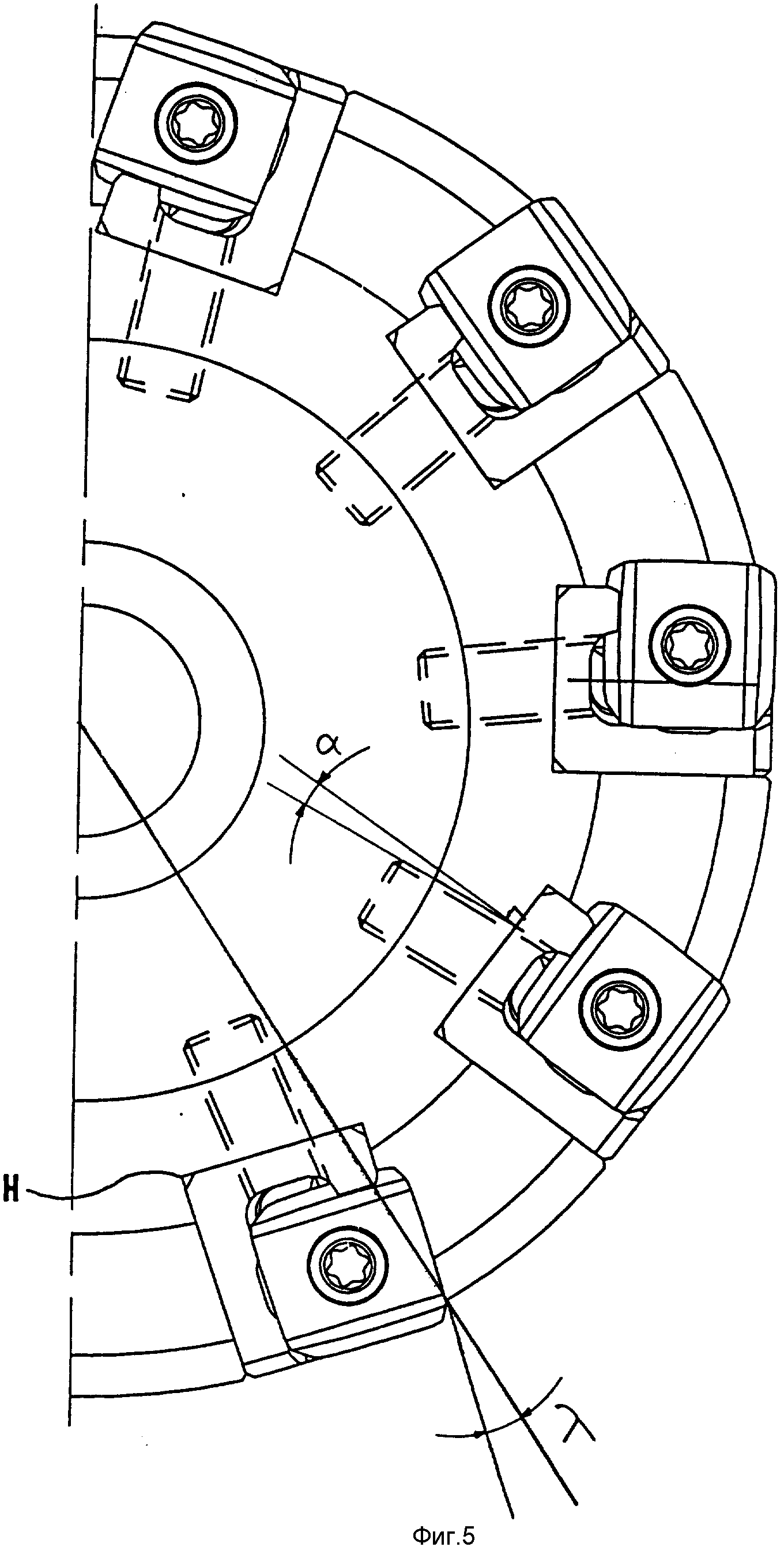
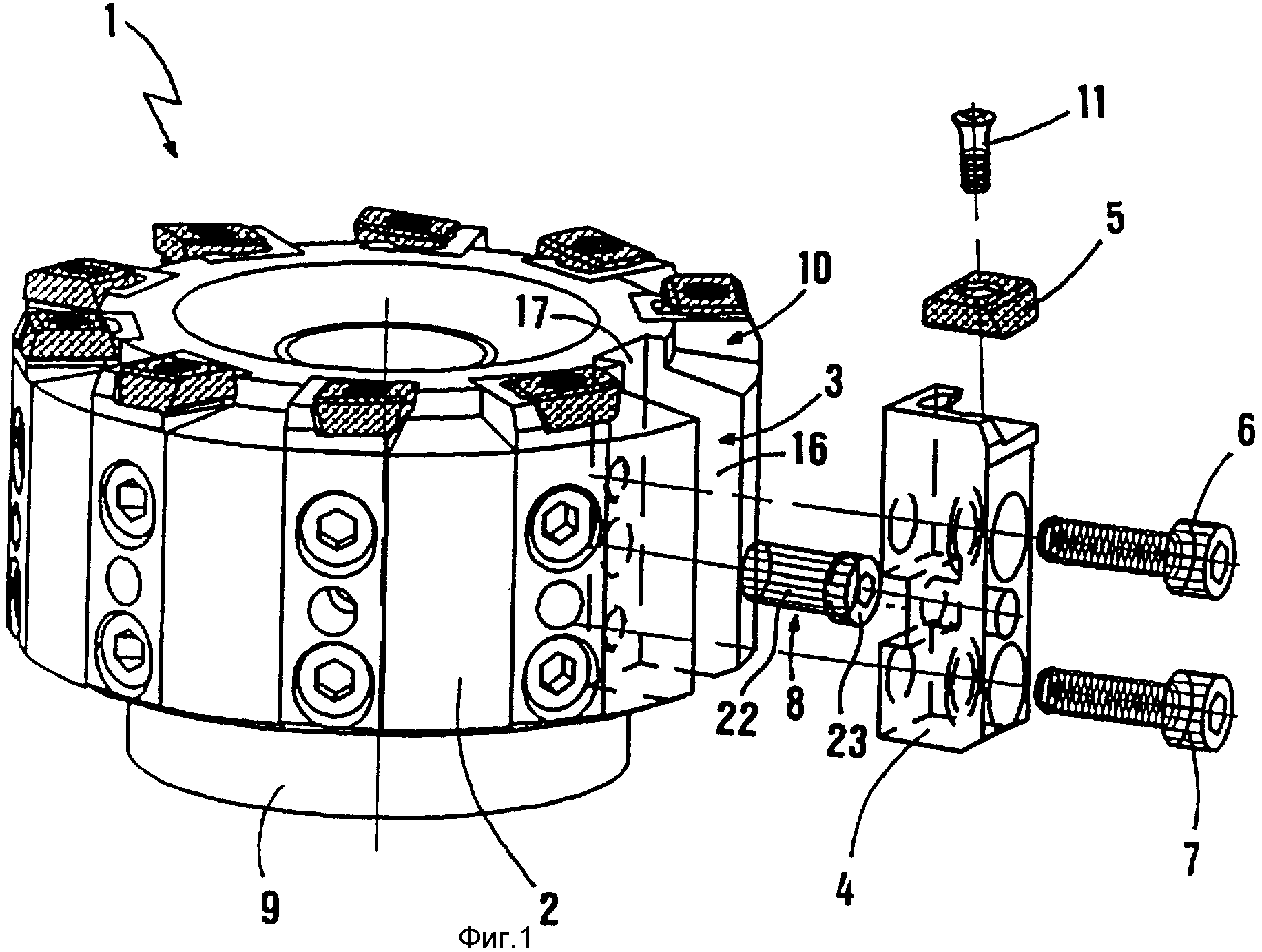
На фиг. 1 показан вид в перспективе фрезы в соответствии с настоящим изобретением, причем одна из кассет показана на чертеже в разобранном виде; на фиг. 2 - кассета, вид сбоку; на фиг. 3 - кассета, вид спереди; на фиг. 4 - кассета, вид сверху; на фиг. 5 - половинка фрезы, вид сверху.
На фиг. 1 показана фреза базовой цилиндрической формы, которая в целом обозначена позицией 1. Ее диаметр может в основном колебаться от 50 до 700 мм, желательно от 70 до 500 мм, а преимущественно, от 80 до 400 мм. Снизу корпуса фрезы предусмотрен встроенный в нее цилиндрический держатель 9, предназначенный для обеспечения связи фрезы со средствами привода ее во вращение. Корпус фрезы снабжен пазами 3 для установки кассет 4. Между двумя смежными пространствами для схода стружки 10 кассет образована верхняя сторона корпуса фрезы. По причинам, связанным с процессом изготовления, пазы для кассет 3 преимущественно сквозные и идут от верхней стороны до нижней стороны фрезы, хотя это и не является необходимым. Если пазы сквозные, то их легко изготовить при помощи фрезы или развертки. Задняя поверхность 17 паза 3 главным образом перпендикулярна двум боковым поверхностям 16. Задняя поверхность 17 образует опорную поверхность для кассеты 4, при этом боковые поверхности 16 работают как опорные поверхности для той же самой кассеты. Число пазов корпуса фрезы зависит от диаметра корпуса и от желательного шага. В показанном на чертеже варианте для фрезы с внешним диаметром 103 мм имеется десять пазов. Естественно, кассеты могут входить не во все пазы. Так, например, во избежание вибраций иногда желательно иметь асимметричное расположение.
Кассеты закрепляются в пазах 3 крепежными винтами 6 и 7, число которых может составлять от одного до четырех, а преимущественно равно двум. Каждый крепежный винт может быть снабжен шестигранным отверстием в его головке для обеспечения его завинчивания (затягивания) при помощи ключа соответствующей формы. Каждая кассета имеет сквозные отверстия 12 для ввода крепежных винтов 6 и 7. Далее, каждое отверстие 12 содержит участок 13 большего диаметра, чем остальная часть отверстия. Участок 13 предназначен для входа в него головок винтов.
Как это лучше всего видно на фиг. 5, режущие кромки в соответствии с показанным вариантом осуществления изобретения, имеют отрицательные радиальные углы λ . Они могут составлять от < 0 до -20o, желательно от -3 до -17o, а преимущественно, от -7 до -13o, причем все они имеют преимущественно равную ширину. Отрицательный радиальный угол режущей кромки преимущественно получен изготовлением выемок 3 кассет с определенным радиальным наклоном, при этом краевые стороны режущей пластины 5 главным образом параллельны краевым сторонам кассеты 4.
На стабильность крепления кассет в корпусе фрезы очень положительно влияет тот факт, что крепежные винты 6 и 7 идут в радиальном направлении под углом относительно радиального протяжения кассеты и пазы кассеты. На фиг. 5 этот угол обозначен как α . Он также может быть выражен как угол между нормалью к поверхности основания 17 и осевым направлением крепежного винта. За счет такого углового положения кассета прижата в направлении угла H. Аналогичным образом отверстия 12 и 13 в кассете проточены под тем же самым углом относительно боковых поверхностей кассеты. Угол α составляет 1 - 13o, желательно 2 - 10o, а преимущественно, 4 - 8o.
С целью придания кассете, а следовательно и режущей кромке, возможно более точного положения, кассета образована с (геометрическим) углом, который в некоторой степени превышает (геометрический) угол в угле H. Более того, в соответствии с показанным на чертежах вариантом, этот угол снабжен угловой фаской. Однако в соответствующем угле выемка 3 кассеты имеет главным образом прямой угол. Так как задняя часть кассеты приводится в упор с нижней частью 17 пазы, то образуется небольшой клиновой зазор между выемкой кассеты и самой кассетой, причем самая широкая часть клина располагается в угле H и идет на конус до полного исчезновения в радиальном направлении наружу. При этом получают линейный упор по образующей поверхности фрезы, вдоль радиально внешнего края кассеты и, одновременно, ее заднего края, если смотреть по направлению вращения, а также по задней (по направлению вращения) боковой поверхности 16 пазы кассеты. Подобным образом достигается статически определенный и четко ограниченный выбор положения кассеты: при затягивании винтов 6 и 7 обеспечивается контакт, с одной стороны, с нижней поверхностью 17 пазы 3, при расположении ее опорных поверхностей над и под выемкой для головки 23 эксцентрического отверстия, и, с другой стороны, в зоне образующей поверхности фрезы при линейном упоре. Естественно, "линейный" упор обладает некоторой шириной, однако его можно в основном рассматривать как линейный. Обычно ширина линейного упора не превышает 0, 5 мм. Угол (геометрический) в угле кассеты H составляет от > 90 (например, 90, 05) до 92, 5 , желательно 90,1 до 91,5o, а преимущественно, 90,1 - 90,5o. Если угол кассеты полностью перпендикулярный, что соответствует известным ранее решениям, то легко может возникать зазор и статическая неопределенность положения.
Отверстия 12 и 13 преимущественно круглые, однако имеют некоторое уширение в осевом направлении кассеты по сравнению с направлением, перпендикулярным к этому направлению. Это уширение отверстия предназначено, естественно, для осуществления возможности осевого перемещения кассеты, которое может быть осуществлено поворотом эксцентрического штифта 8. Этот эксцентрический штифт содержит гладкую цилиндрическую часть 22 и головку 23, которая эксцентрически смещена относительно части 22. При установке эксцентрическая головка 23 располагается в удлиненной выемке или в сквозной канавке 14 в задней части кассеты. Ширина этой пазы соответствует главным образом диаметру эксцентрической головки 23. Кроме того, кассета имеет сквозное отверстие 15, которое заканчивается в канавке 14 напротив эксцентрической головки 23. Во избежание выпадания эксцентрического штифта через сквозное отверстие 15, последнее имеет диаметр меньше эксцентрической головки. Подобным образом эксцентрический штифт эффективно и надежно удерживается в соответствующем отверстии корпуса фрезы, причем одновременно обеспечивается легкий доступ к нему при помощи ввода шестигранного ключа в отверстие 15.
Аксиальное позиционирование кассеты достигается, во-первых, ослаблением крепежных винтов 6 и 7, а затем поворотом эксцентрического штифта 8 до достижения желательной осевой высоты режущей кромки. Эта высота измеряется при помощи микрометра. В зависимости от эксцентричности эксцентрической головки 23 кассета в принципе может перемещаться от 0 до 5 мм, желательно, от 0, 05 до 3 мм, а преимущественно, от 0, 05 до 1 мм. Когда заранее определенная осевая высота достигнута, вновь производят затягивание винтов 6 и 7. Указанным простым образом может производиться осевая установка режущих кромок в диапазоне точности менее 2 мкм. Это позволяет обеспечить очень высокую степень чистоты обрабатываемой поверхности. Так, например, при глубине резания около 0, 5 мм при подаче на зуб 0,05 - 0,25 мм, можно обеспечить Ra-величину 0, 6 мкм. Ранее такие низкие Ra -величины можно быть обеспечить только шлифованием.
На верхней стороне кассеты предусмотрено гнездо режущей пластины, в котором режущая вставка 5 может быть закреплена винтом 11. Преимущественно, гнездо имеет три опорные поверхности 18, 19, 19, что обеспечивает четко определенное статическое положение режущей пластины. Преимущественно, режущие пластины устанавливаются по оси (аксиально), как это можно видеть на чертежах. Это улучшает доступ при проведении установки, так как головки винтов 11 располагаются напротив свободной верхней поверхности корпуса фрезы.
Геометрия режущей пластины не относится к отличительным характеристикам настоящего изобретения. Однако с целью уменьшения сил резания передний угол должен быть положительным и должен быть гарантирован достаточный зазор (по заднему углу). Достаточный зазор обычно обеспечивается наклоном нижней поверхности гнезда пластины в направлении радиальной плоскости через фрезу. В соответствии с фиг. 3 указанным образом может быть получен задний угол 5 - 15o, а преимущественно 7o вне зависимости от того, что верхняя и нижняя стороны режущей пластины плоские и параллельные, а передний угол составляет 5 - 20o, а преимущественно около 8o.
Таким образом, в соответствии с изложенным, хотя применение отрицательных передних углов возможно, предпочтительным представляется использование положительных геометрий. Это обеспечивает многочисленные преимущества, такие как минимизация повреждений кромки, малые силы резания и низкое выделение тепла, также как и возможность механической обработки тонкостенных деталей. Среди прочих преимуществ можно указать на то, что зажимные приспособления имеют малые размеры, что уменьшает цену станочного оборудования.
Радиальный угол режущей кромки может варьировать от положительного до отрицательного, однако является преимущественно отрицательным. При отрицательных радиальных углах стружка отводится проще, так как при этом она выбрасывается наружу. При положительных радиальных углах стружка может выталкиваться внутрь, и это может приводить к ее накоплению и, в результате, к нарушению процесса резания, что может приводить к ухудшению чистоты поверхности обрабатываемой детали.
В соответствии с вариантом, показанным на чертежах, режущая пластина 5 представляет собой двухстороннюю режущую пластину, имеющую две режущие кромки 20 на каждой стороне. Эти две режущие кромки на одной и той же стороне расположены на противоположных краях. Эти две режущие кромки одной и той же стороны смещены на 90o относительно двух режущих кромок на другой стороне, так что пластина должна повернуться на четверть оборота при ее вращении, для подачи новой режущей кромки в ее рабочее положение. Пластина в соответствии с иллюстрируемым вариантом исполнения имеет также угловые стороны 21. Важным преимуществом данной режущей пластины является то, что она содержит четыре рабочие режущие кромки, что в значительной степени улучшает экономику резания.
Так как каждая индивидуальная рабочая режущая кромка может быть с высокой точностью установлена в определенное осевое положение, то настоящее изобретение хорошо подходит для использования режущих пластин с различной толщиной. Так, например, пластины с толстым покрытием и/или с покрытием при помощи физического осаждения из газовой фазы, когда толщины могут отличаться на 20 - 30 мкм, хорошо подходят для использования в соответствии с настоящим изобретением. Для использования в соответствии с настоящим изобретением также подходят восстановленные (перезаточенные) пластины, пластины с алмазным покрытием и пластины с элементами из кубического нитрида бора.
С учетом изложенного, настоящее изобретение позволяет обеспечить выбор осевого положения режущих кромок с очень высокой точностью при минимальном числе отдельных конструктивных элементов. Если не принимать во внимание необходимые винты и режущие пластины, без которых не обойтись во всех известных конструкциях, то единственным необходимым элементом является сама кассета. Несмотря на подобное упрощение можно получить чистоту поверхности с Ra-величиной 0,6 мкм, при хорошей воспроизводимости результатов, причем можно добиться даже Ra-величины 0, 3 мкм.
Другим преимуществом настоящего изобретения является то, что осевое позиционирование (выбор положения) режущих кромок ни в какой степени не влияет на их радиальное позиционирование. Это обеспечивает благоприятный эффект, заключающийся в том, что режущие кромки вокруг корпуса фрезы работают одинаково эффективно и срезают одинаково толстую стружку, что благоприятствует равномерному износу и оптимальному сроку службы.
Реферат
Изобретение относится к созданию фрезерного режущего инструмента для механической обработки с образованием стружки. Основная задача изобретения - создание многозубной фрезы с высокоточной установкой режущих кромок в осевом направлении. Другой задачей настоящего изобретения является создание многозубной фрезы, содержащей возможно меньшее число отдельных узлов. Следующая задача - достижение абсолютно лишенного люфта крепления несущих режущие пластины кассет в выемках корпуса как в радиальном, так и в осевом направлении. Режущие пластины установлены в корпусе фрезы на кассетах, каждая из которых размещена в пазу по периферии корпуса и закреплена при помощи двух крепежных винтов. В осевом направлении кассета смещается под действием головки эксцентричного штифта, взаимодействующей с канавкой или выемкой на стороне кассеты, обращенной к оси фрезы. При этом в кассете выполнено дополнительное сквозное отверстие, расположенное с выходом в указанную канавку или выемку напротив головки эксцентричного штифта. 5 з.п. ф-лы, 5 ил.
Комментарии