Режущая пластина - RU2492973C2
Код документа: RU2492973C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к режущей пластине, используемой в режущем инструменте, например, фрезе.
Уровень техники
Режущий инструмент, используемый для резания металла (например, фрезерования) по существу содержит корпус инструмента и множество установленных на нем режущих пластин. Режущая пластина устанавливается на корпус инструмента непосредственно или косвенно, через кассету. Режущая пластина содержит режущие кромки, которые контактируют с деталью для ее обработки в процессе резания.
Известны режущие пластины, имеющие верхнюю поверхность, нижнюю поверхность и боковые поверхности, соединяющие верхнюю и нижнюю поверхности. Боковые поверхности образуют тупой угол с нижней поверхностью и острый угол с верхней поверхностью. Режущие пластины имеют режущие кромки, образованные на пересечении верхней поверхности и боковых поверхностей. Режущие пластины являются односторонними, где режущие кромки расположены только на их верхних поверхностях. Они обладают преимуществами, поскольку предотвращают столкновения между боковой поверхностью режущей пластины и обрабатываемой поверхностью во время фрезерования, и имеют острую режущую кромку.
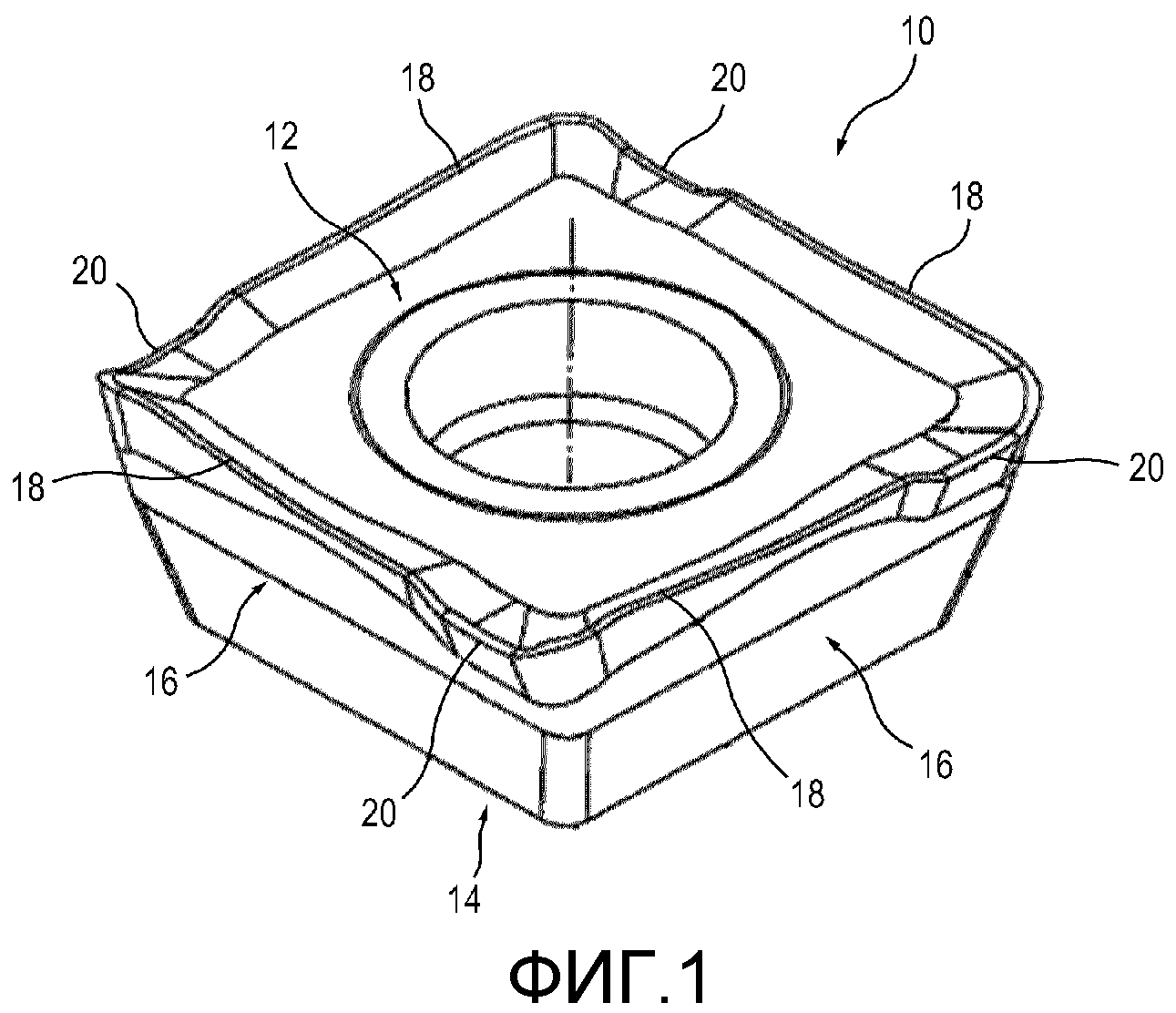
В опубликованной заявке на патент Кореи № 10-2008-0107315 раскрывается такая известная режущая пластина, показанная на фиг.1-7. Как показано на фиг.1-2, режущая пластина (10) имеет верхнюю поверхность (12), нижнюю поверхность (14) и боковые поверхности (16), соединяющие верхнюю поверхность (12) с нижней поверхностью (14). Боковые поверхности (16) образуют тупой угол с нижней поверхностью (14) и острый угол с верхней поверхностью (12). На пересечении верхней поверхности (12) и боковых поверхностей (16) образованы четыре основные режущие кромки (18) и четыре вспомогательные режущие кромки (20). Режущая пластина (10) установлена так, что основная режущая кромка (18) имеет положительный осевой передний угол и отрицательный радиальный передний угол.
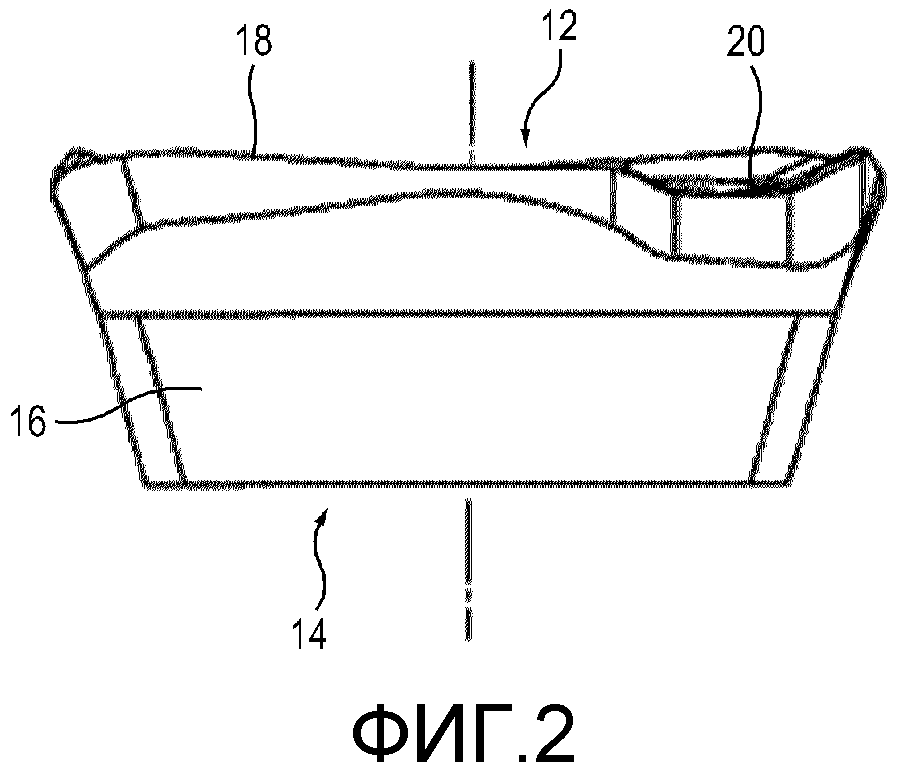
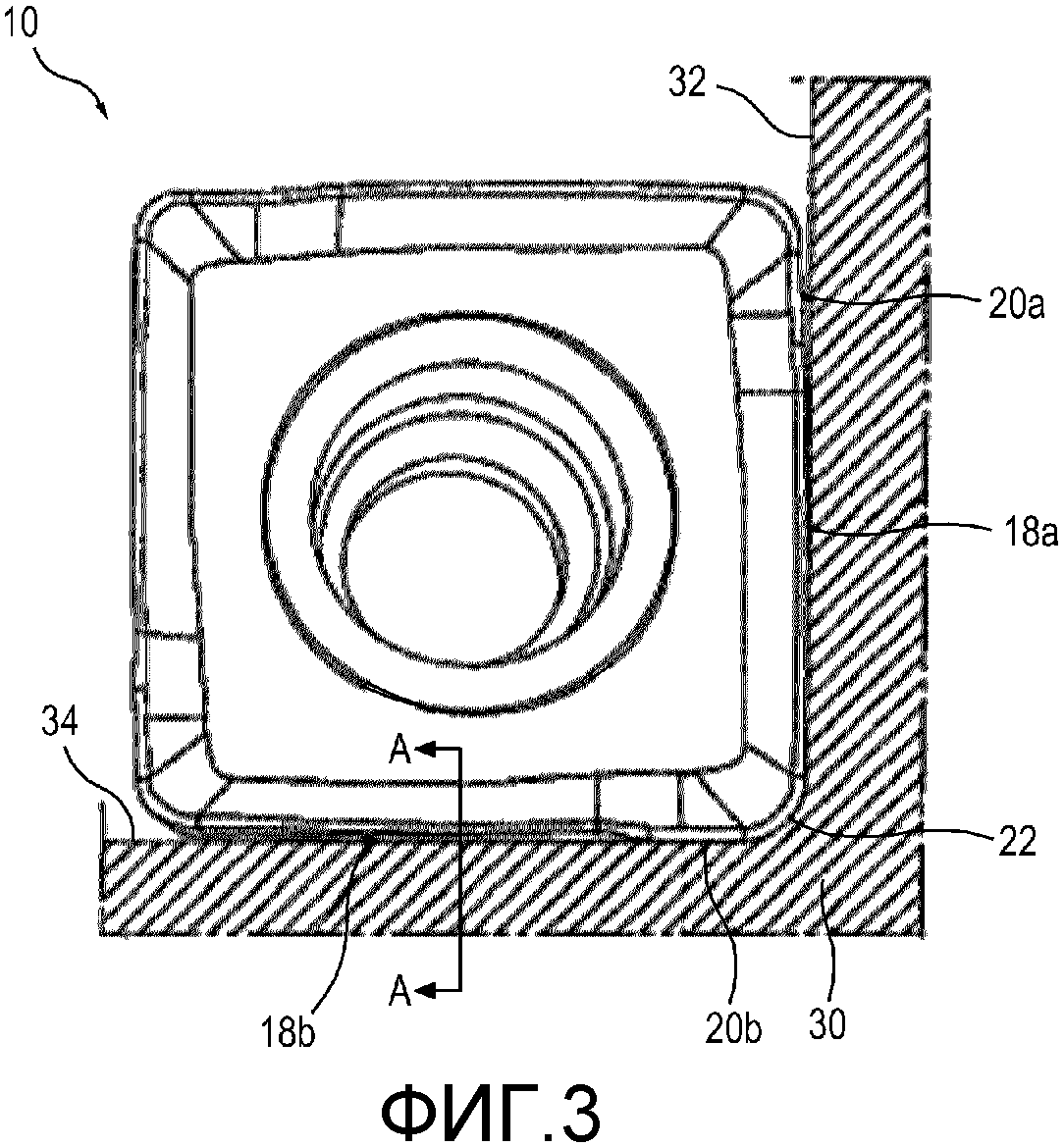
Как показано на фиг.3, когда режущая пластина (10) установлена в режущем инструменте, вертикальная стенка (32) фрезеруется перпендикулярно расположенной основной режущей кромкой (18а). Кроме того, поверхность стенки (34) основания выглаживается поперечной вспомогательной режущей кромкой (20b). Как показано на фиг.2, вспомогательная режущая кромка (20) расположена ближе к нижней поверхности (14) режущей пластины, чем основная режущая кромка (18). Поскольку боковая поверхность (16) образует тупой угол с нижней поверхностью (14), вспомогательная режущая кромка (20), расположенная ниже, чем основная режущая кромка (18), расположена внутри относительно линии, по которой проходит основная режущая кромка (18), если смотреть на режущую пластину (10) сверху. Соответственно, вспомогательная режущая кромка (20а), расположенная на линии, по которой проходит основная режущая кромка (18а), отстоит от вертикальной стенки (32), а основная режущая кромка (18b), расположенная на линии, по которой проходит вспомогательная режущая кромка (20b), отстоит от основания (34) и не участвует в резании. Однако сформировать большую разницу положений между режущей кромкой (18а, 20b), участвующей в резании, и режущей кромкой (18b, 20а), не участвующей в резании, только за счет размещения вспомогательной режущей кромки (20) ниже основной режущей кромки (18) трудно. Поэтому трудно предотвратить контакт режущей кромки (18b, 20а), не участвующей в резании, с обрабатываемой поверхностью (34, 32).
Кроме того, поскольку угловой участок (22) режущей пластины (10) первый контактирует с деталью (30) для начала резания при фрезеровании, наибольшее сопротивление резанию возникает в угловом участке (22) и на начальных участках вспомогательной режущей кромки (20b) и основной режущей кромки (18а), которые соединены через угловой участок (22). Однако в известной режущей пластине (10) вспомогательная режущая кромка (20) расположена ниже основной режущей кромки (18). Поэтому режущая пластина (10) на этом угловом участке (22) и на вспомогательной режущей кромке (20) является тонкой и не обладает достаточной прочностью, соответствующей высокому сопротивлению резанию.
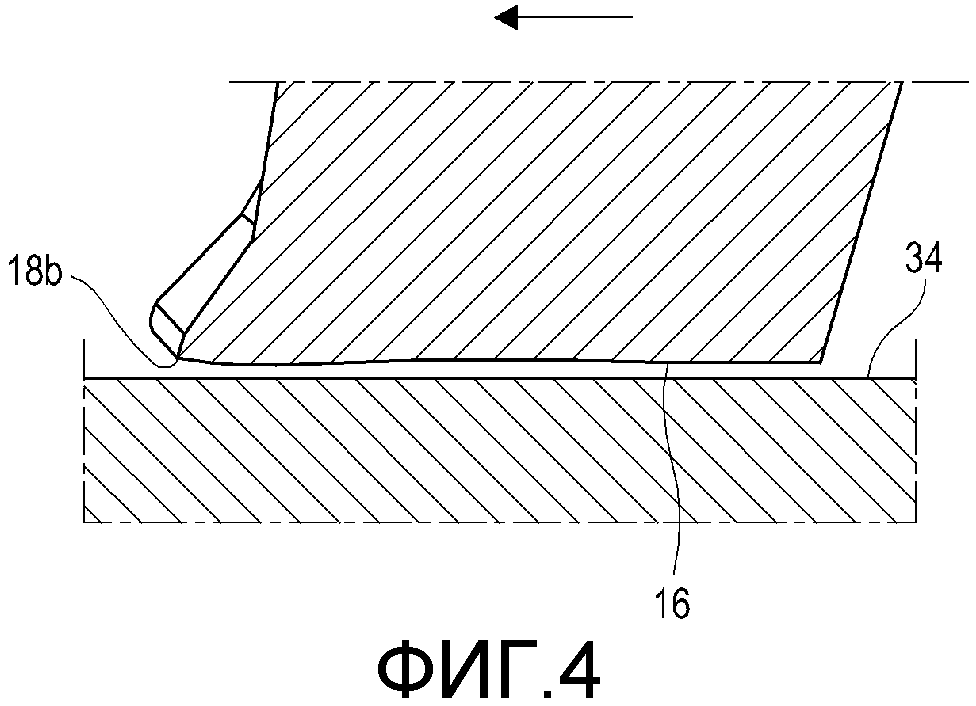
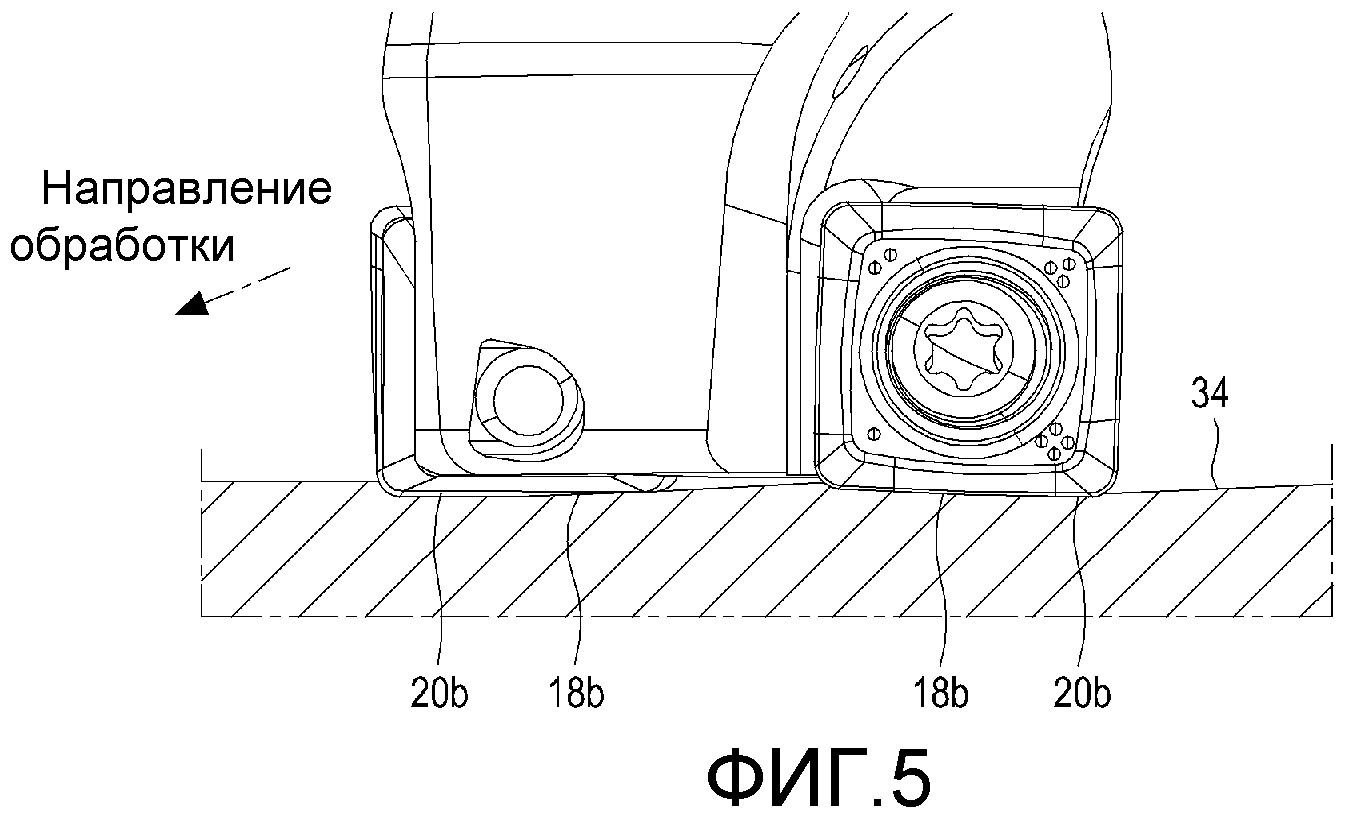
Кроме того, на фиг.5 показано, что режущая пластина (10) режет деталь (30), одновременно двигаясь в осевом и радиальном направлениях относительно оси вращения режущего инструмента. Как показано на фиг.5, основная режущая кромка (18b) также контактирует и срезает стенку (34) основания при фрезеровании наклонной поверхности. Однако основной процесс резания выполняет основная режущая кромка (18b). На основную режущую кромку (18b) действует высокое сопротивление резанию. Чтобы не снижать прочность основной режущей кромки (18b), боковая поверхность (16) под основной режущей кромкой выполнена с небольшим задним углом. Соответственно, как показано на фиг.4, боковая поверхность (16) во время процесса резания проходит почти параллельно стенке (34) основания или расположена ближе всего к ней. Когда основная режущая кромка (18b) применяется для фрезерования наклонной поверхности, между боковой поверхностью (16) под основной режущей кромкой (18b) и стенкой (34) основания легко возникают столкновения. Таким образом, трудно выполнять фрезерование наклонных поверхностей детали (30), перемещая режущую пластину (10) по предшествующему уровню техники вниз и наклонно.
Раскрытие изобретения
Техническая проблема
Задачей настоящего изобретения является решение вышеописанных проблем предшествующего уровня техники. Согласно настоящему изобретению предлагается режущая пластина, которая по существу предотвращает столкновения между обрабатываемой поверхностью и режущей кромкой, которая не участвует в резании, в то же время имеет повышенную прочность углового участка, где в процессе обработки детали возникает наибольшее сопротивление резанию. Кроме того, согласно настоящему изобретению предлагается режущая пластина, которая легко выполняет фрезерования наклонной поверхности, при котором режущая пластина движется одновременно в радиальном и осевом направлениях, а также торцовое фрезерование, при котором режущая пластина движется радиально относительно оси вращения фрезы.
Техническое решение
Для достижения вышеуказанной задачи согласно настоящему изобретению предлагается режущая пластина, содержащая верхнюю поверхность, нижнюю поверхность, множество боковых поверхностей, соединяющих верхнюю и нижнюю поверхности и образующих тупой угол с нижней поверхностью и острый угол с верхней поверхностью. Боковые поверхности содержат первую боковую поверхность и вторую боковую поверхность, которые образуют друг с другом тупой угол, если смотреть сверху. Основная режущая кромка образована на пересечении первой боковой поверхности и верхней поверхности. Тупой угол, который вторая боковая поверхность образует с нижней поверхностью, больше, чем тупой угол, который первая боковая поверхность образует с нижней поверхностью.
Согласно одному варианту настоящего изобретения, основная режущая кромка наклонена вниз от угла верхней поверхности. Наклонная режущая кромка поднимается вверх от точки встречи с основной режущей кромкой до точки встречи со вспомогательной режущей кромкой. Вспомогательная режущая кромка наклонена от точки встречи с наклонной режущей кромкой до другого угла верхней поверхности. Угол, под которым вспомогательная режущая кромка наклонена относительно нижней поверхности, меньше, чем угол, под которым наклонная режущая кромка наклонена относительно нижней поверхности.
Угол, который первая боковая поверхность образует с нижней поверхностью, увеличивается вдоль основной режущей кромки от угла верхней поверхности до точки встречи с наклонной режущей кромкой. В качестве альтернативы, первая боковая поверхность содержит первую криволинейную поверхность, которая пересекает основную режущую кромку и вторую плоскую поверхность под первой криволинейной поверхностью. Угол, который первая криволинейная поверхность образует с нижней поверхностью, увеличивается вдоль основной режущей кромки от угла верхней поверхности до точки встречи с наклонной режущей кромкой.
Верхняя и нижняя поверхности выполнены в форме треугольника. Если смотреть сверху, смежные боковые поверхности образуют прямой угол друг с другом через угловую поверхность.
Согласно другому варианту настоящего изобретения, вторая боковая поверхность содержит первую плоскую поверхность и вторую плоскую поверхность, которые образуют тупой угол друг с другом, если смотреть сверху. Наклонная режущая кромка образована на пересечении первой плоской поверхности и верхней поверхности. Вспомогательная режущая кромка образована на пересечении второй плоской поверхности и верхней поверхности. Основная режущая кромка наклонена вниз от угла верхней поверхности. Наклонная режущая кромка наклонена вверх от точки встречи с основной режущей кромкой к точке встречи со вспомогательной режущей кромкой.
Согласно другому варианту настоящего изобретения, верхняя и нижняя поверхности выполнены в форме прямоугольника. Если смотреть сверху, смежные боковые поверхности образуют тупой угол друг с другом через угловую поверхность.
Преимущества изобретения
Режущая пластина по настоящему изобретению позволяет по существу предотвратить столкновения между обрабатываемой поверхностью и режущей кромкой, не участвующей в резании, в то же время повышая прочность углового участка, на который во время процесса резания действует наибольшее сопротивление резанию. Кроме того, такая режущая пластина может легко осуществлять фрезерование наклонной поверхности, при котором режущая пластина движется одновременно в радиальном и осевом направлениях, а также торцовое фрезерование, при котором режущая пластина движется радиально относительно оси вращения фрезы.
Краткое описание чертежей
Фиг.1 представляет собой вид в перспективе режущей пластины по предшествующему уровню техники.
Фиг.2 представляет собой вид сбоку режущей пластины по фиг.1.
Фиг.3 представляет собой вид спереди режущей пластины по фиг.2 при резании вертикальной стенки и стенки основания детали.
Фиг.4 представляет собой сечение по линии А-А на фиг.3.
Фиг.5 представляет собой схематичный вид режущей пластины по предшествующему уровню техники, выполненной с возможностью осуществления резания вниз и наклонно.
Фиг.6 представляет собой вид в перспективе режущей пластины по первому варианту настоящего изобретения.
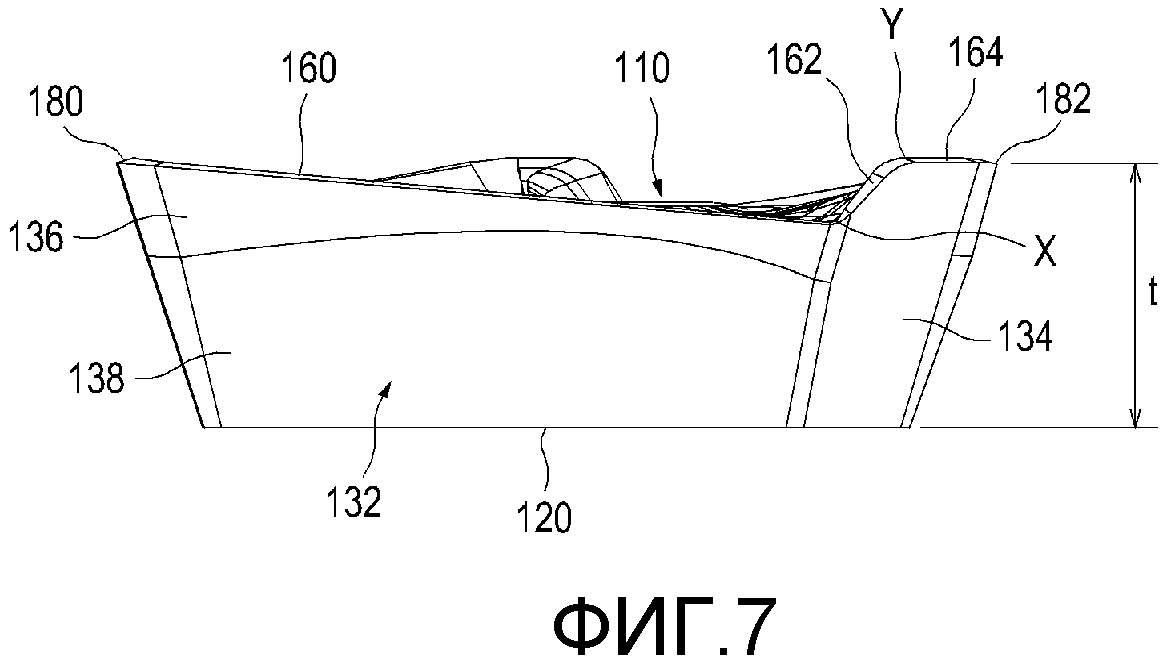
Фиг.7 представляет собой вид сбоку режущей пластины по фиг.6.
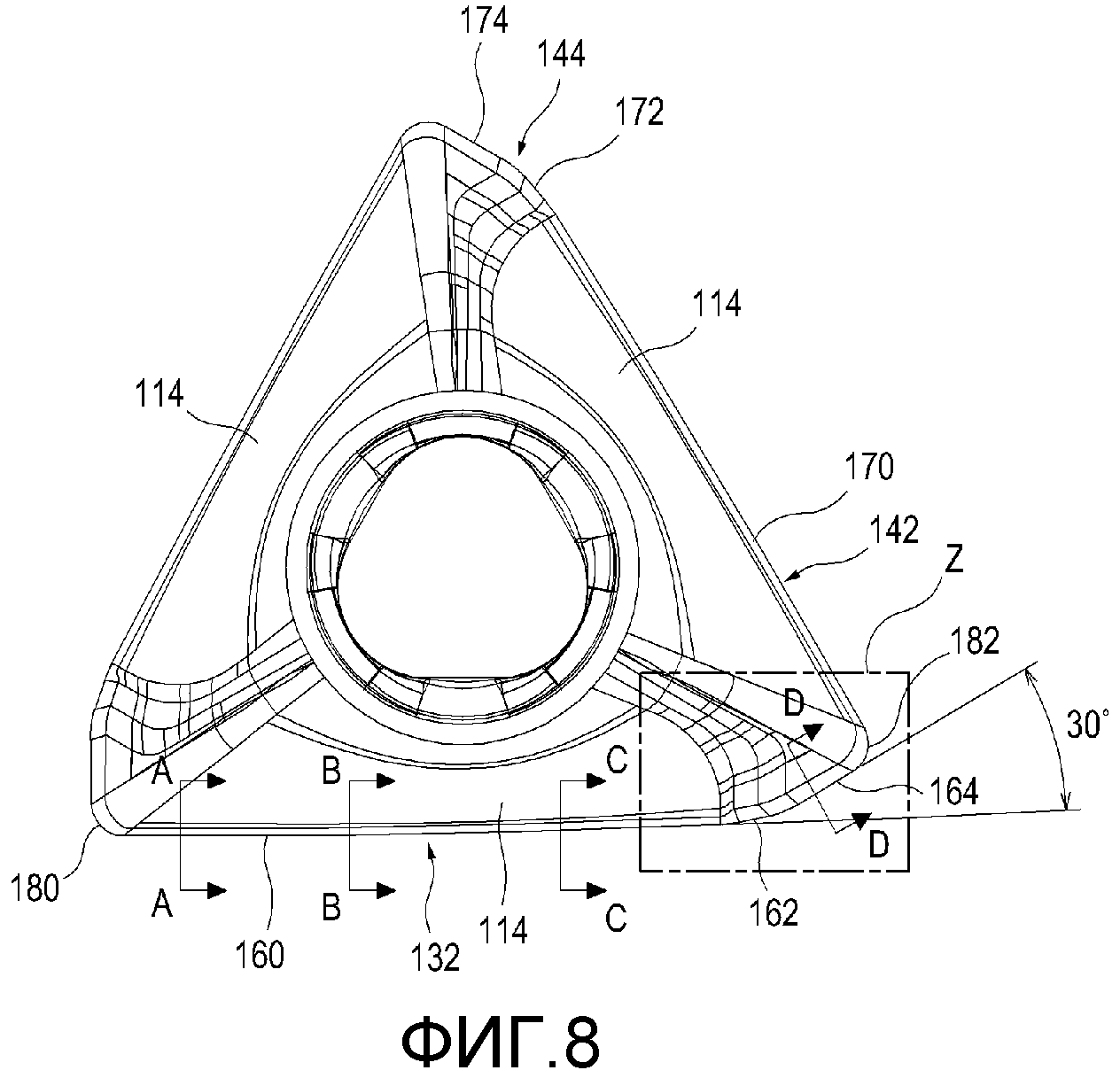
Фиг.8 представляет собой вид сверху режущей пластины по фиг.6.
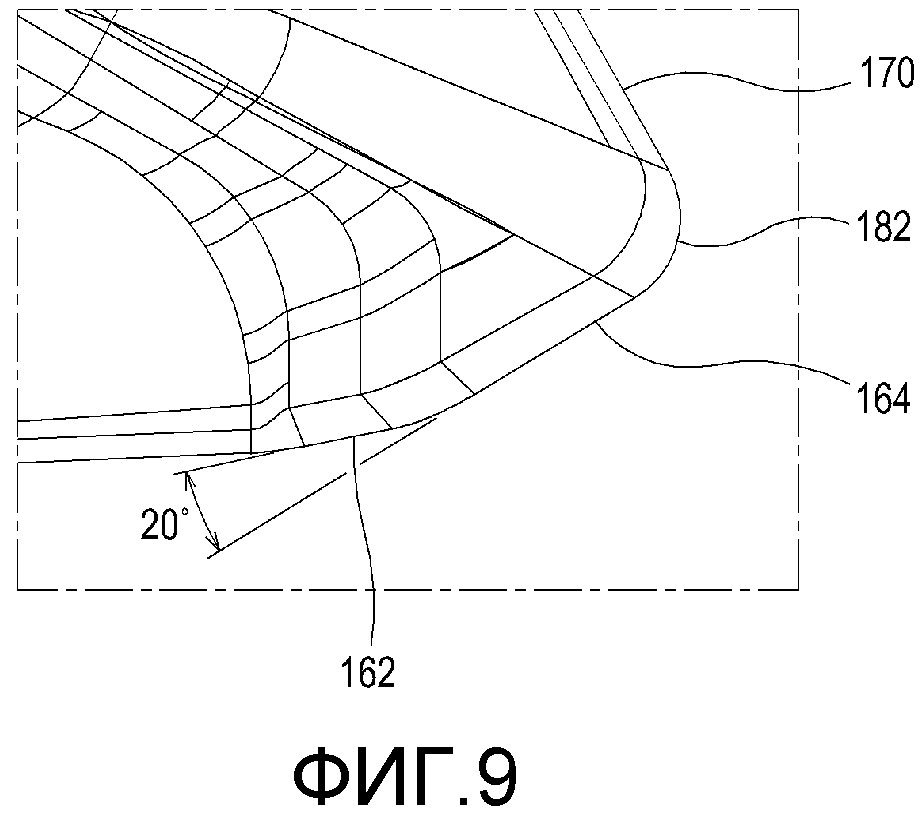
Фиг.9 представляет собой увеличенный вид части Z, показанной на фиг.8.
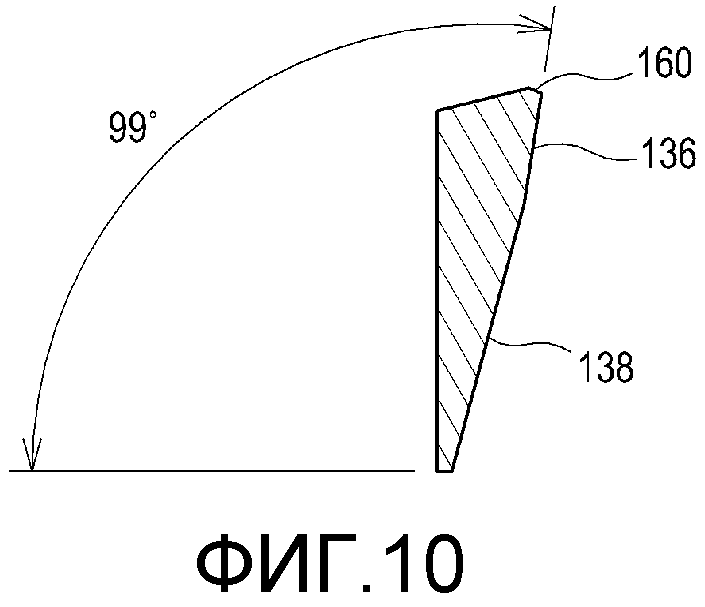
Фиг.10 представляет собой сечение по линии А-А на фиг.8.
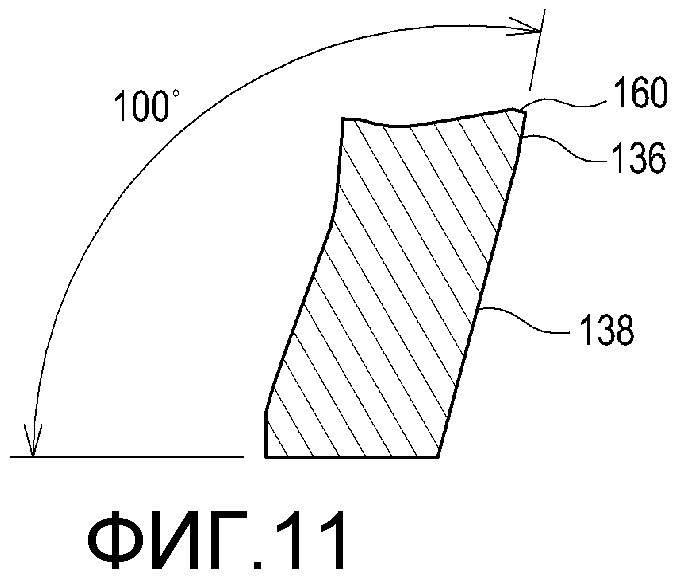
Фиг.11 представляет собой сечение по линии В-В на фиг.8.
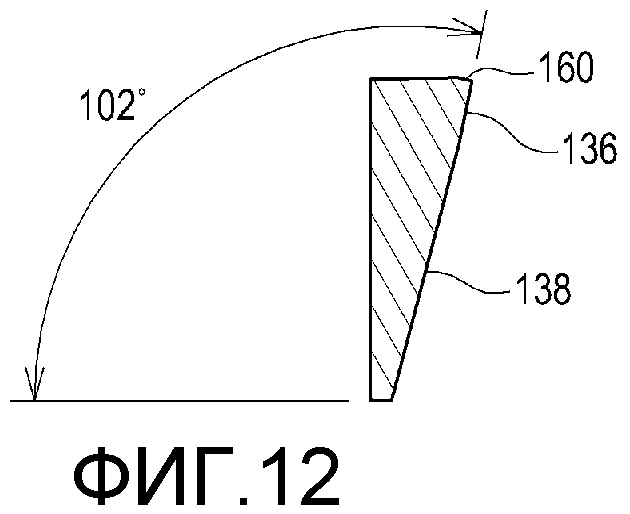
Фиг.12 представляет собой сечение по линии С-С на фиг.8.
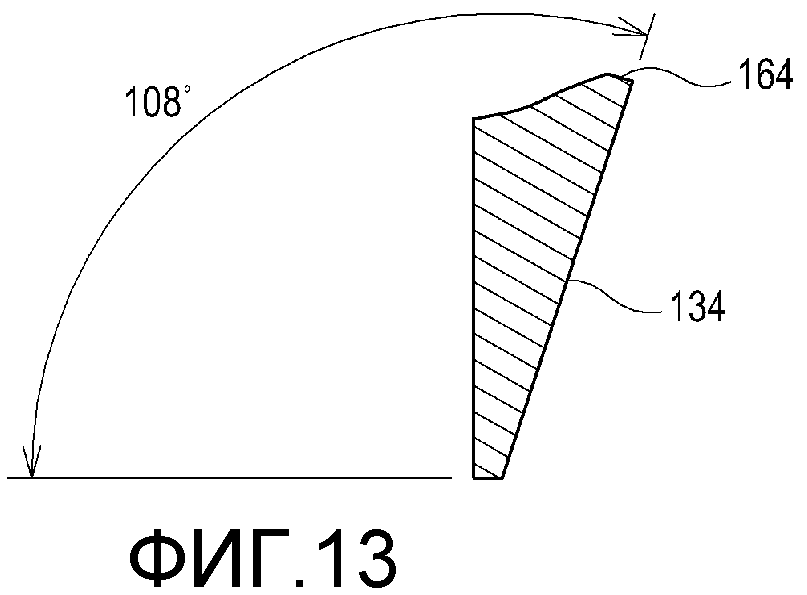
Фиг.13 представляет собой сечение по линии D-D на фиг.8.
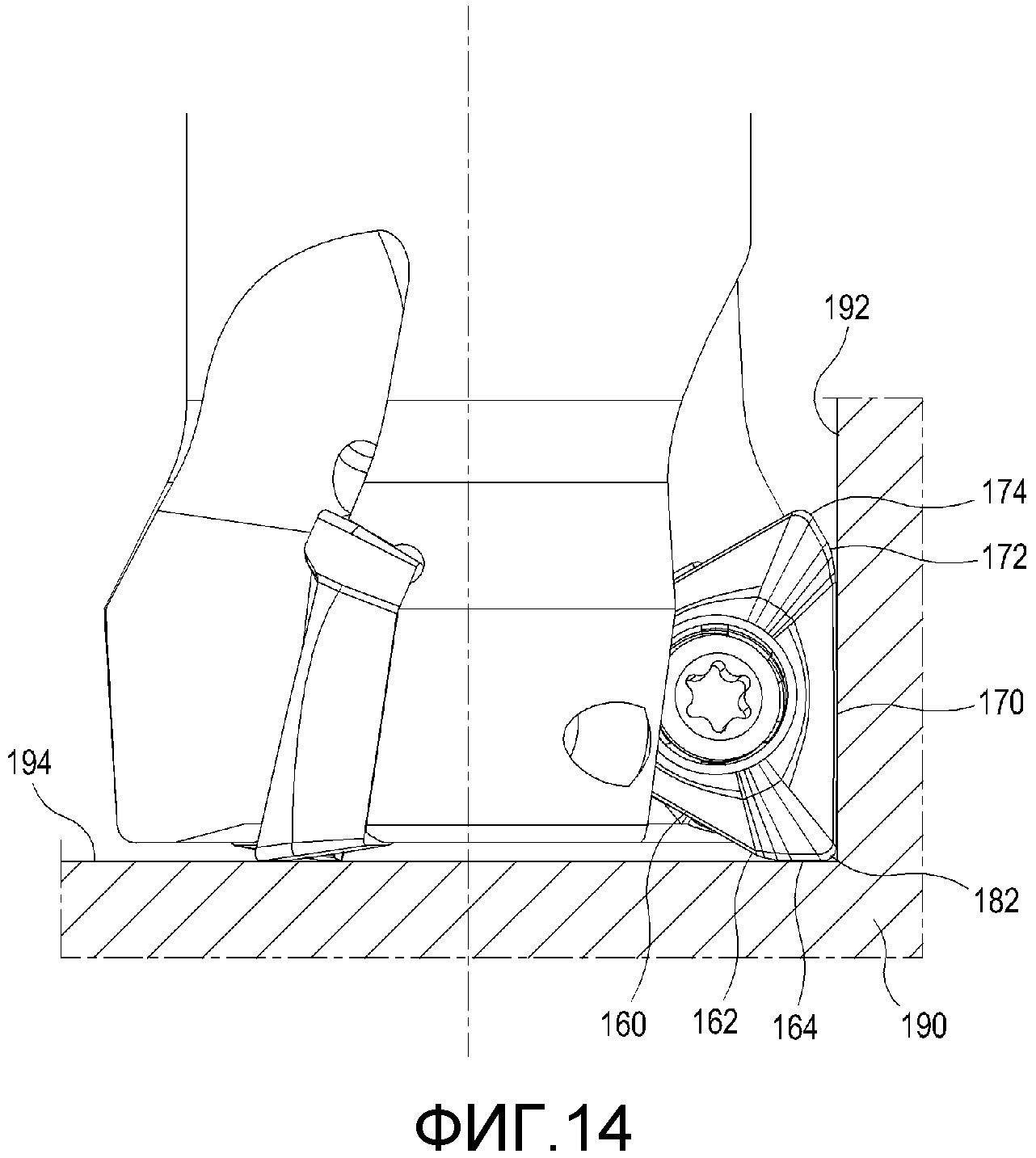
Фиг.14 представляет собой вид спереди режущей пластины по фиг.6 при резании вертикальной стенки и стенки основания детали.
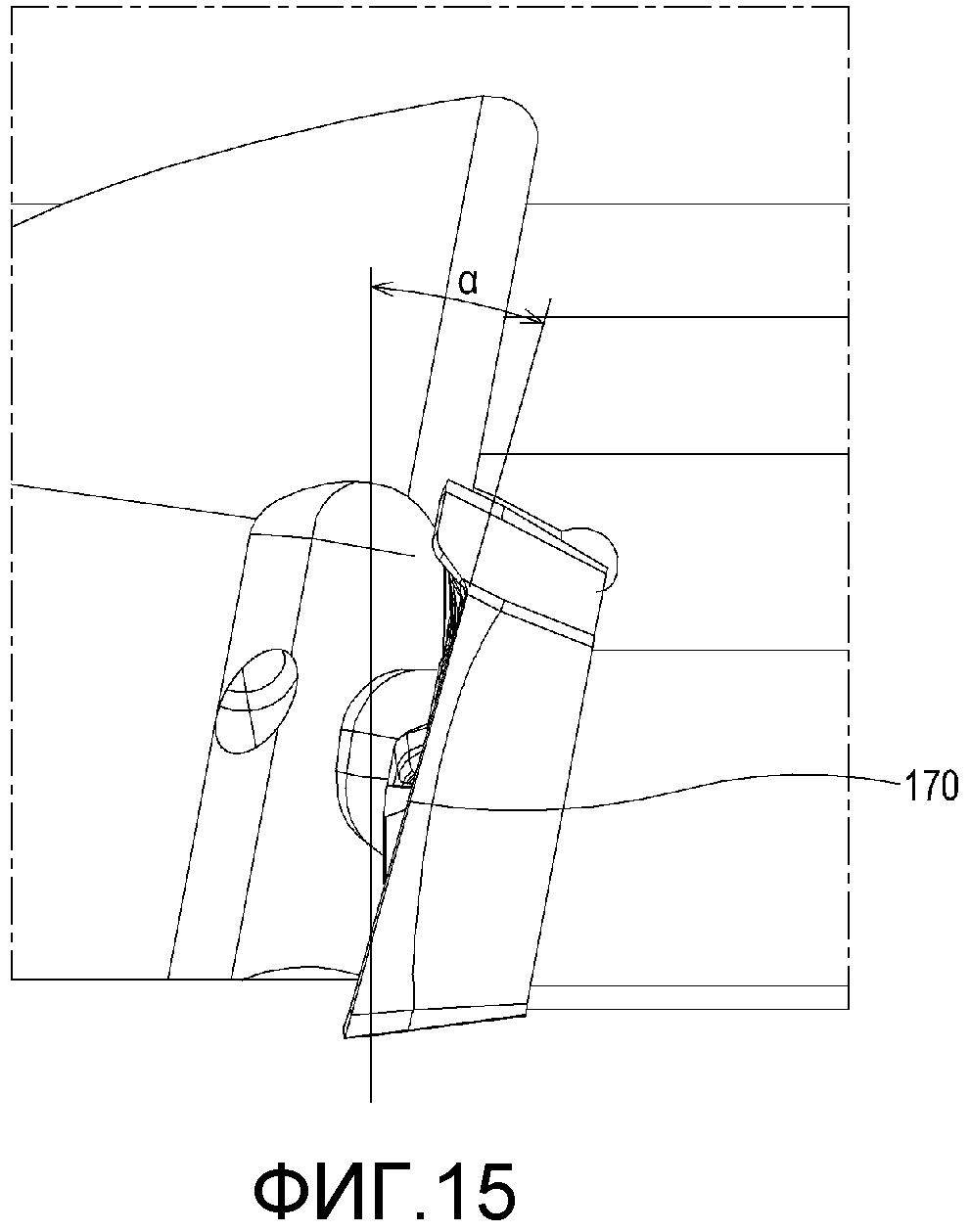
Фиг.15 представляет собой вид сбоку режущей пластины, установленной на режущем инструменте.
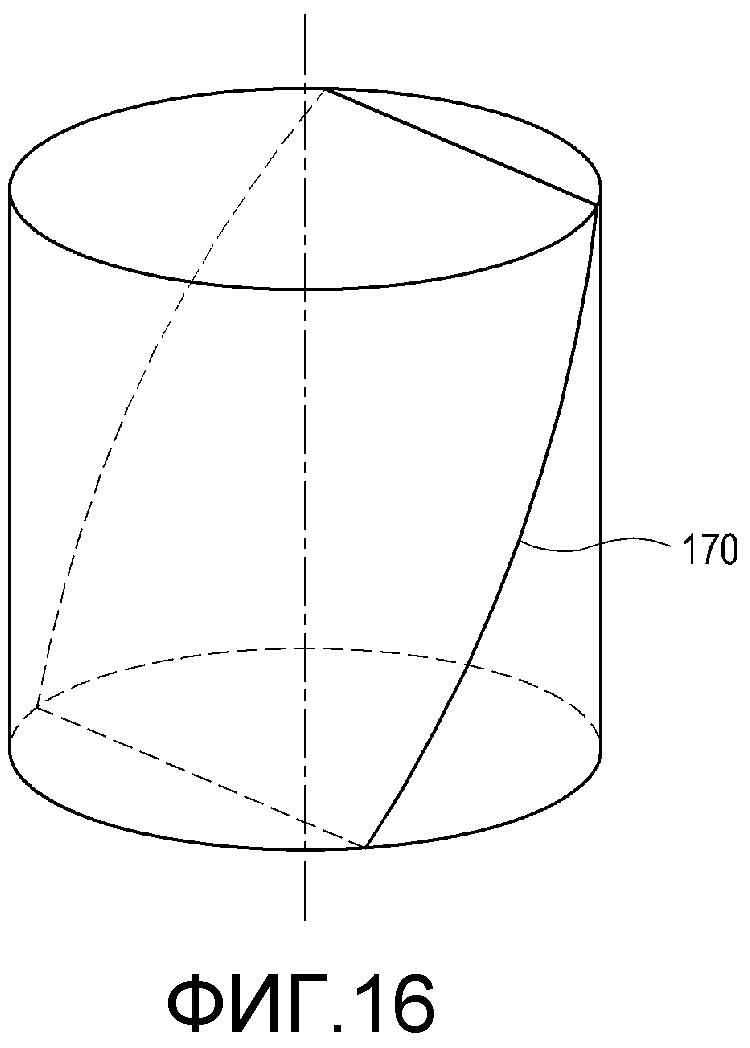
Фиг.16 представляет собой схему, иллюстрирующую длину от оси вращения режущего инструмента до основной режущей кромки во время резания.
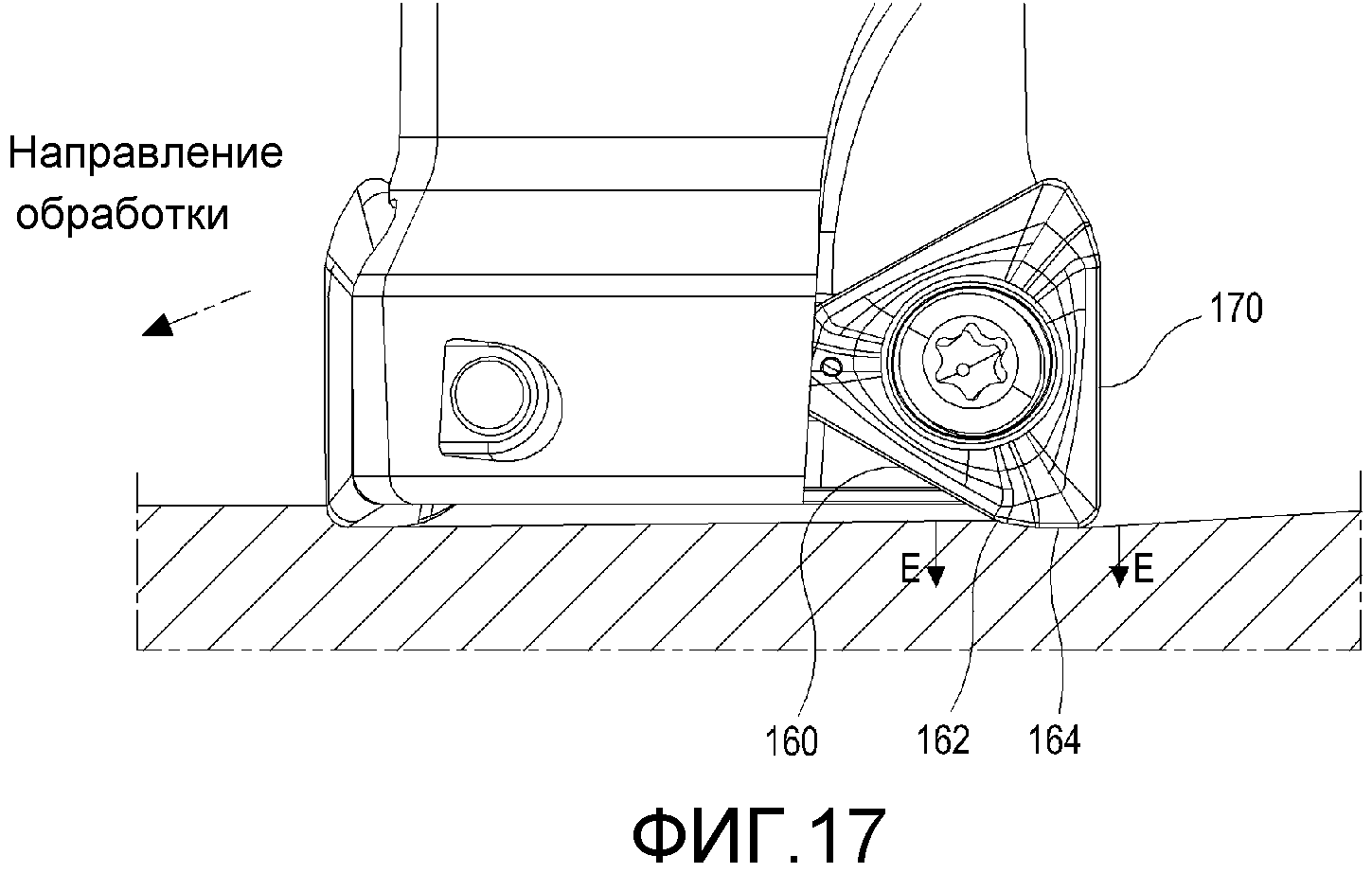
Фиг.17 представляет собой схему режущей пластины по фиг.6, выполненной с возможностью резания детали, двигаясь вниз и наклонно.
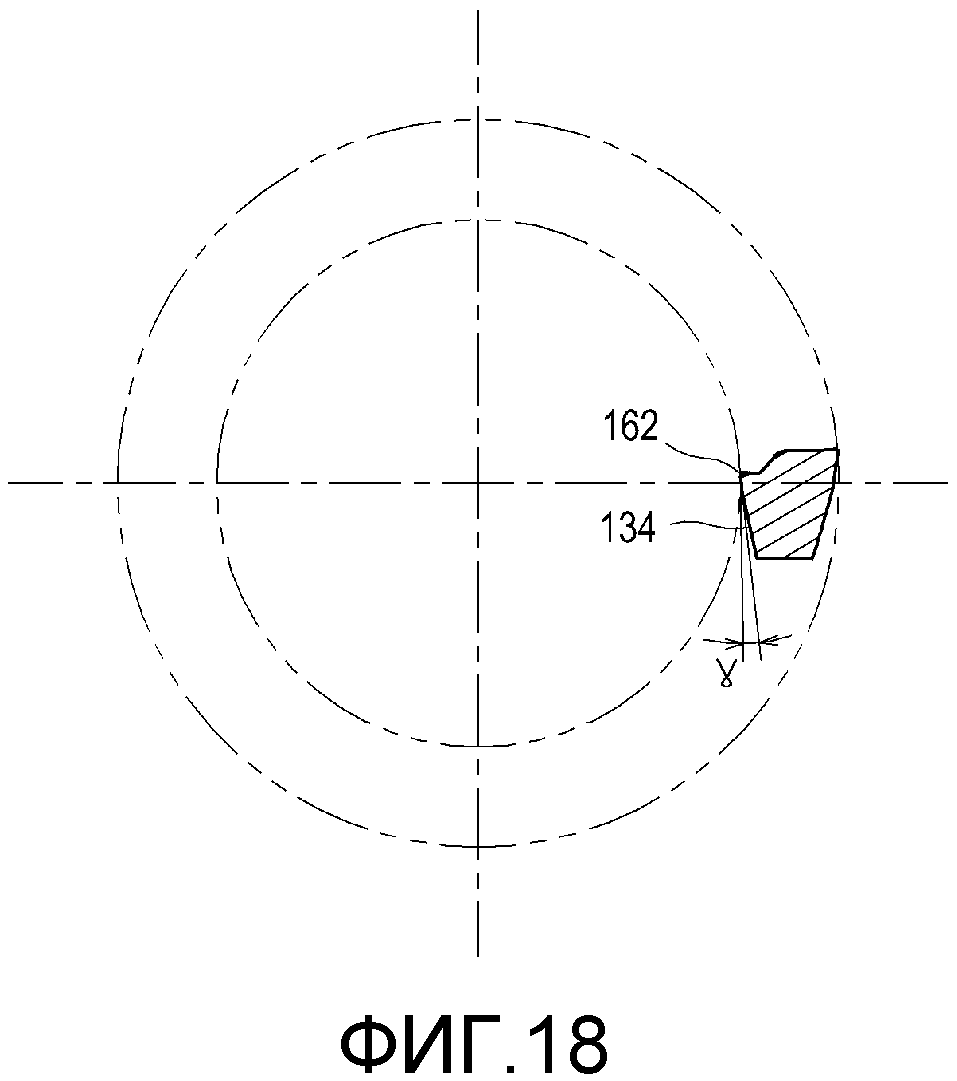
Фиг.18 представляет собой сечение по линии Е-Е на фиг.17.
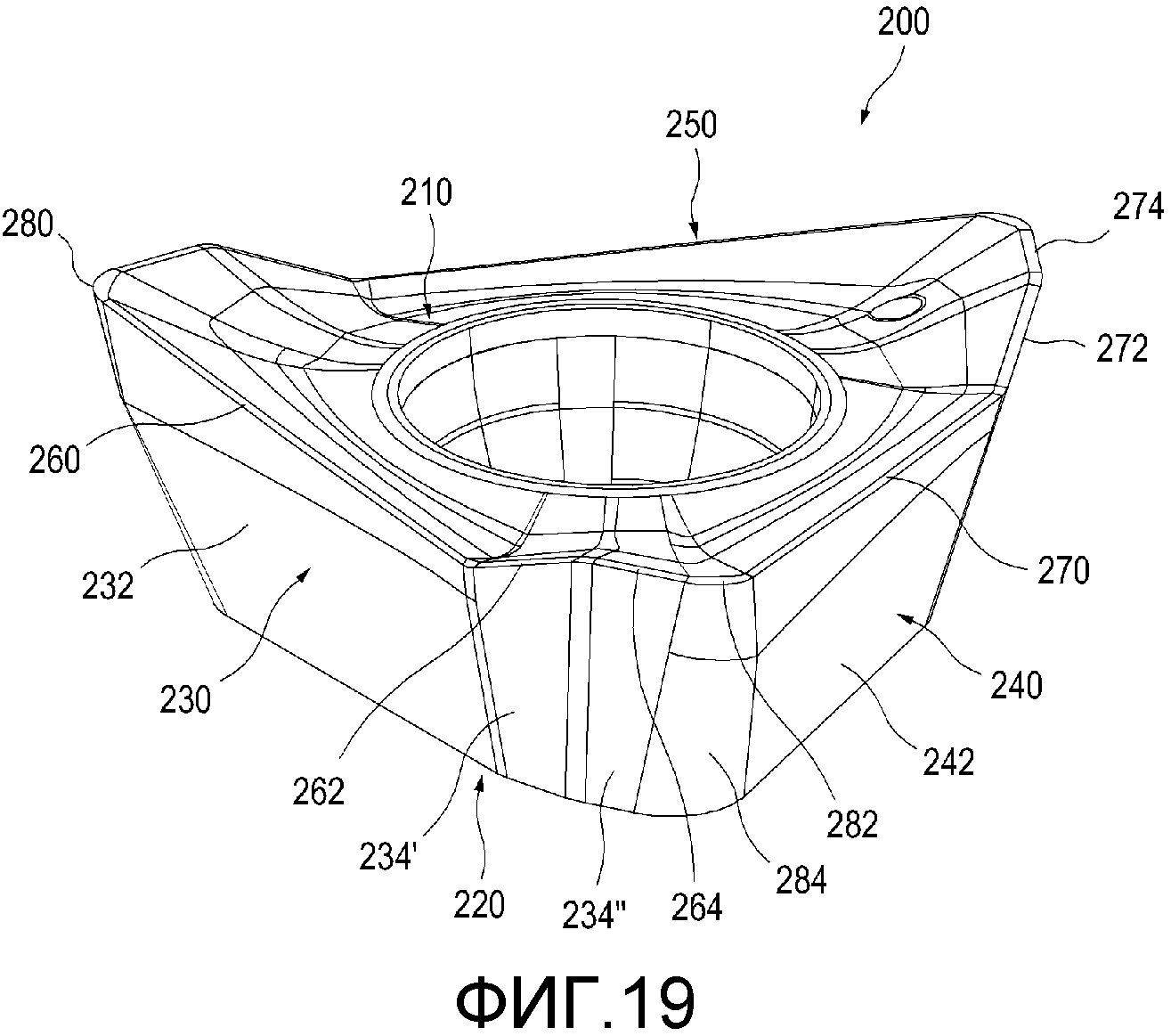
Фиг.19 представляет собой вид в перспективе режущей пластины по второму варианту настоящего изобретения.
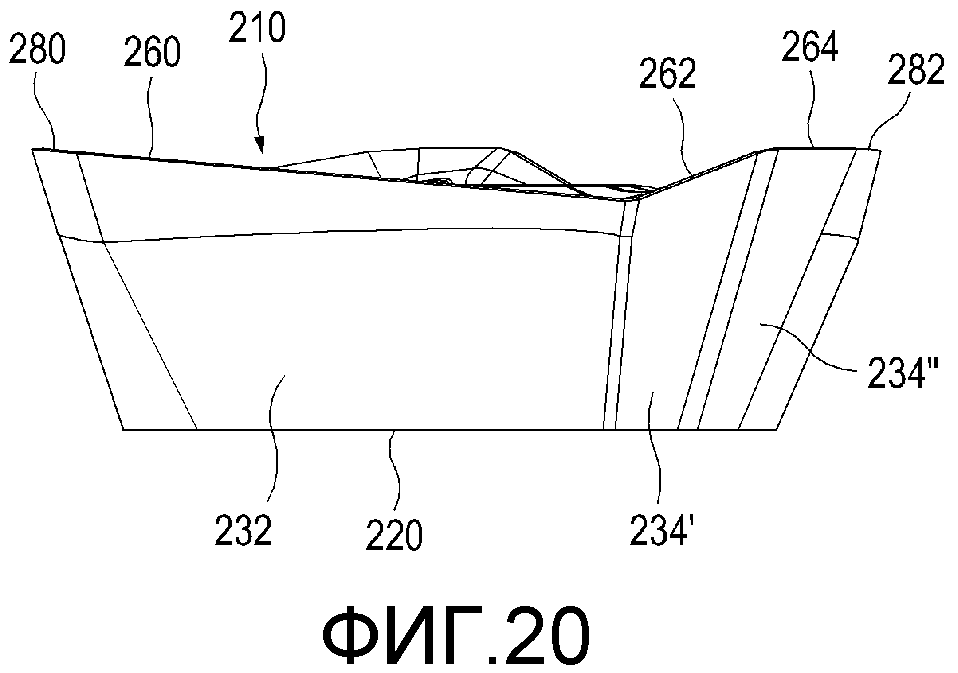
Фиг.20 представляет собой вид сбоку режущей пластины по фиг.19.
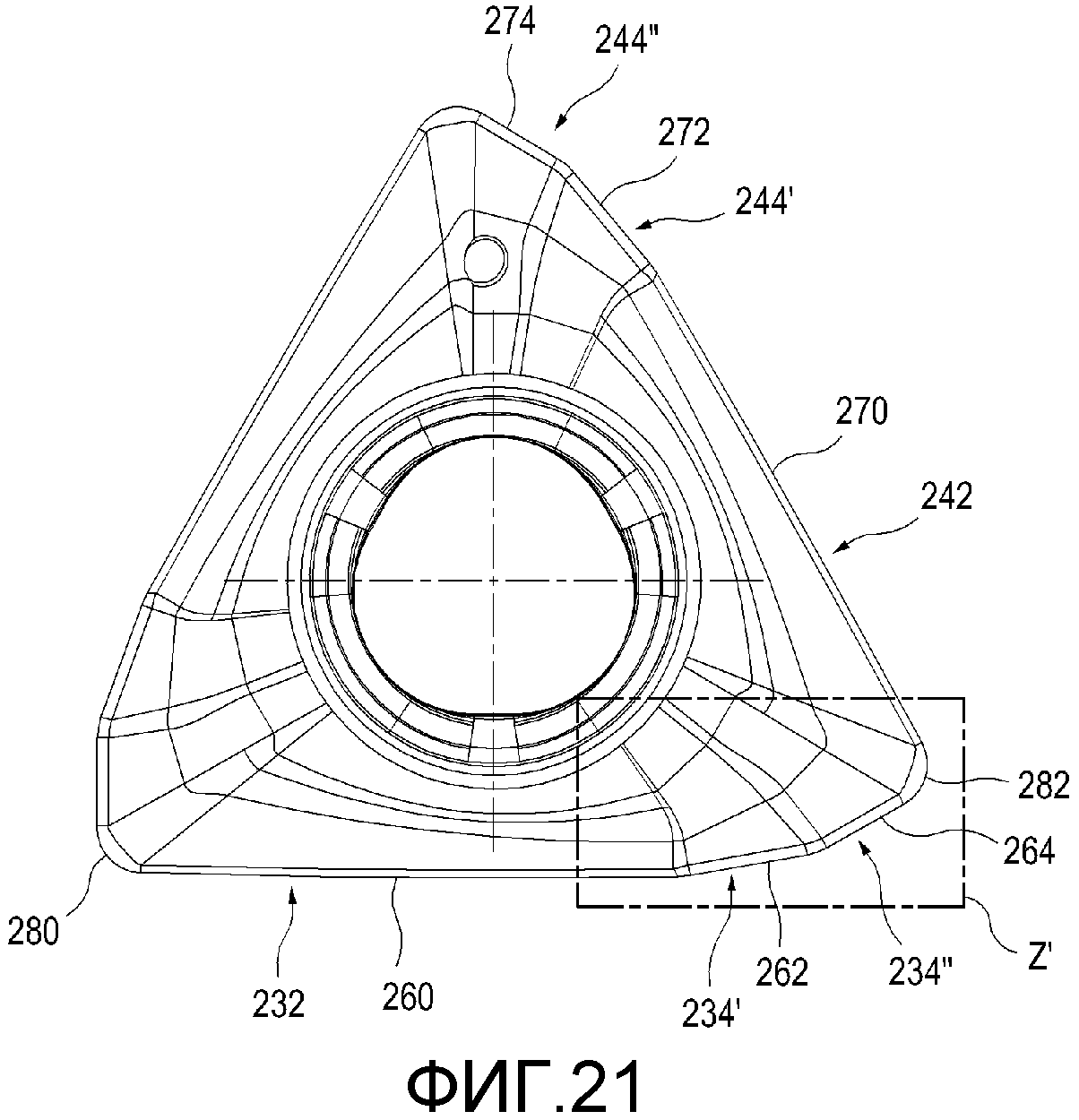
Фиг.21 представляет собой вид сверху режущей пластины по фиг.19.
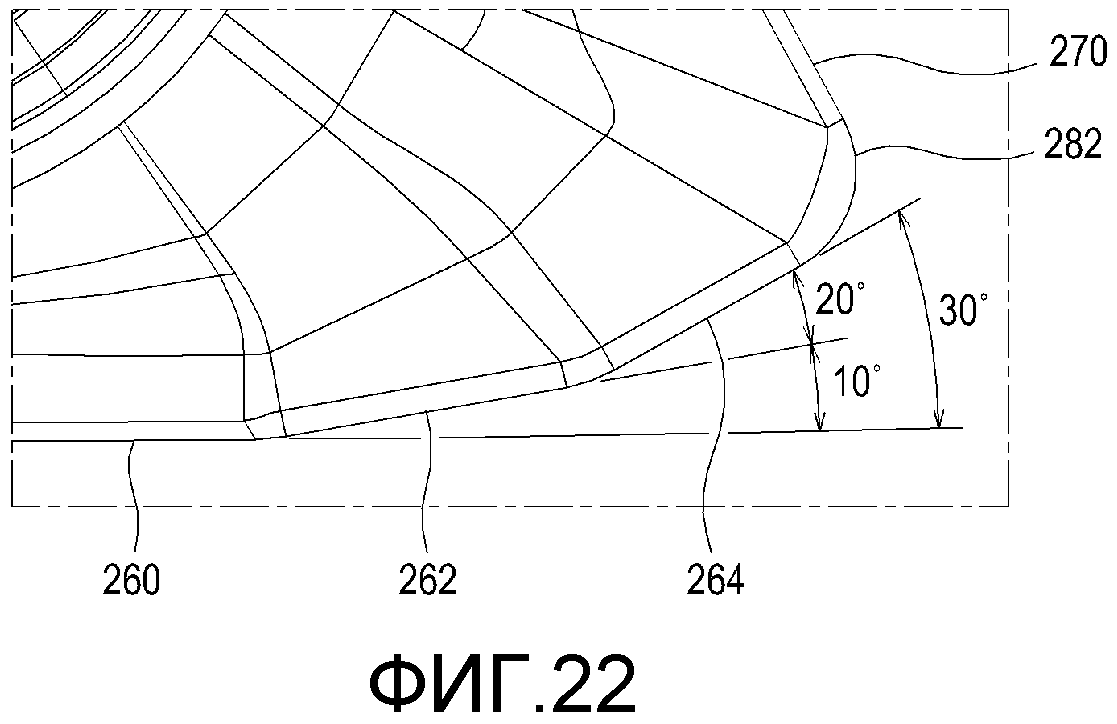
Фиг.22 представляет собой увеличенный вид части Z', показанной на фиг.21.
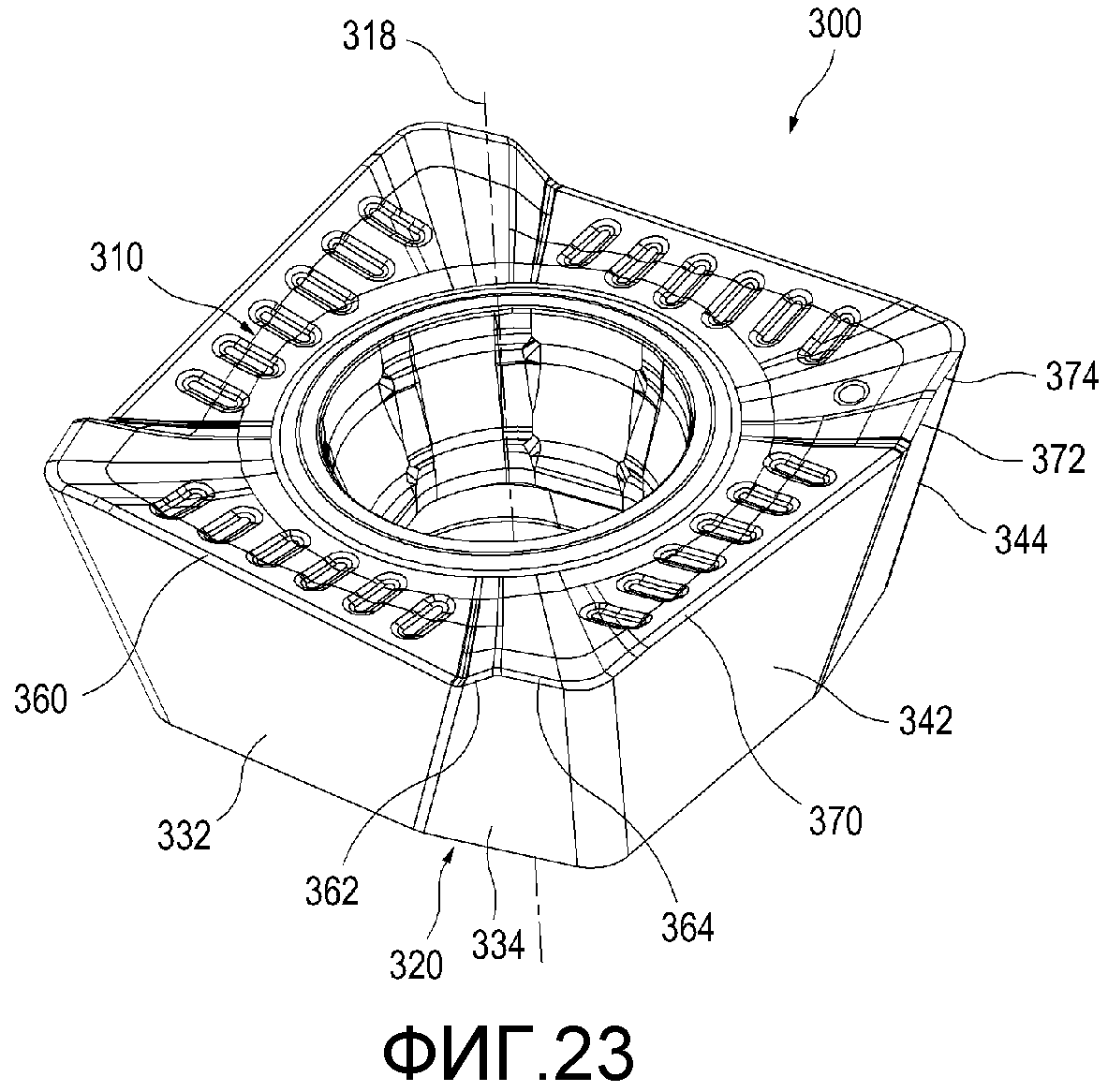
Фиг.23 представляет собой вид в перспективе режущей пластины по третьему варианту настоящего изобретения.
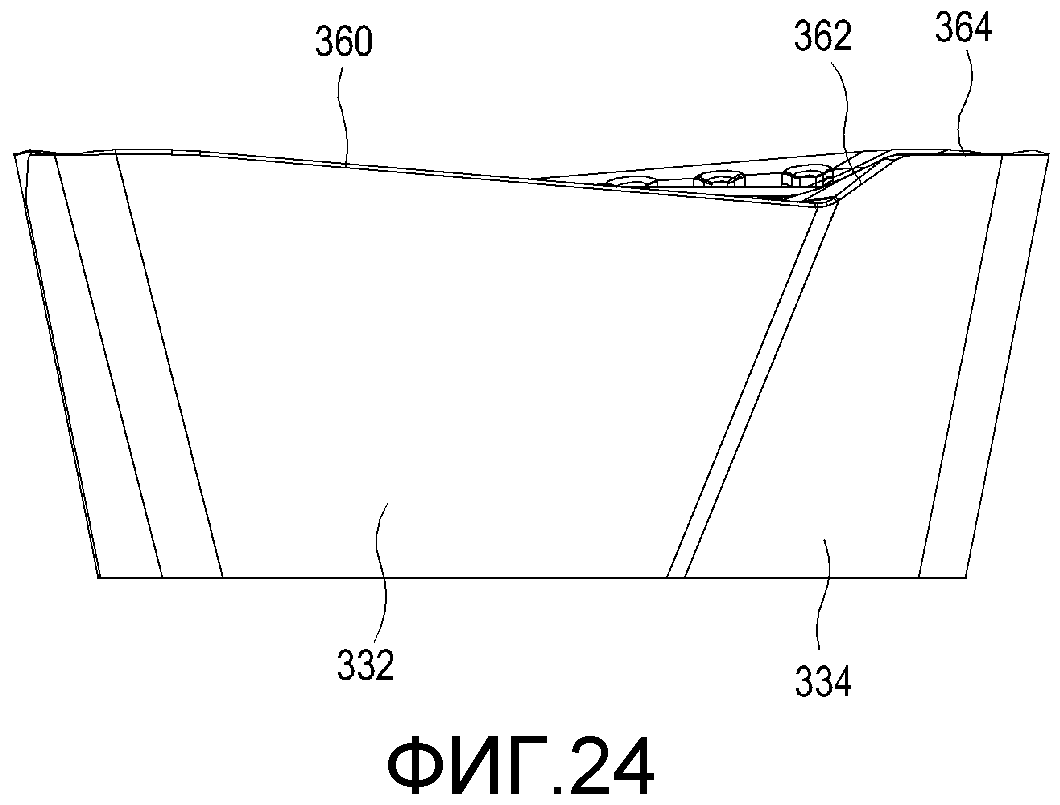
Фиг.24 представляет собой вид сбоку режущей пластины по фиг.23.
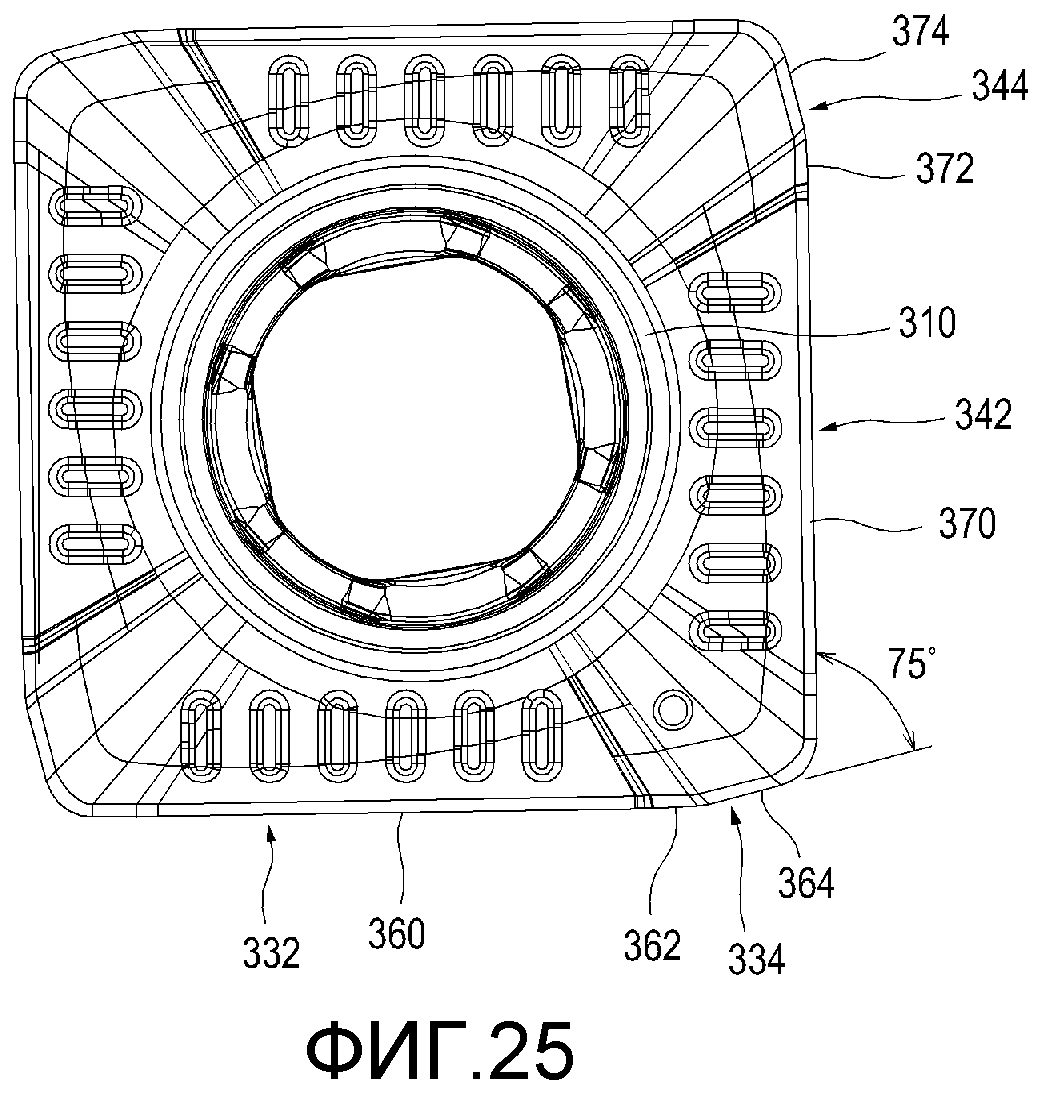
Фиг.25 представляет собой вид сверху режущей пластины по фиг.23.
Подробное описание изобретения
Далее следует подробное описание режущих пластин по настоящему изобретению со ссылками на чертежи.
На фиг.6 представлен вид в перспективе режущей пластины по первому варианту настоящего изобретения. Как показано на фиг.6, режущая пластина (100) содержит верхнюю поверхность (110), нижнюю поверхность (120) и множество боковых поверхностей, которые соединяют верхнюю поверхность (110) с нижней поверхностью (120). Верхняя и нижняя поверхности (110, 120) обращены друг к другу, имеют по существу треугольную форму и расположены параллельно. Боковые поверхности (130, 140, 150) наклонены под тупым углом к нижней поверхности (120) и под острым углом к верхней поверхности (110). Каждая боковая поверхность (130, 140) состоит из первой боковой поверхности (132, 142) и второй боковой поверхности (134, 144). Первая боковая поверхность (132, 142) состоит из первой криволинейной поверхности (136, 146), которая прилегает к верхней поверхности (110), и второй плоской поверхности (138, 148), расположенной под ней. Хотя на чертеже не показано, боковая поверхность (150) также состоит из первой боковой поверхности и второй боковой поверхности, как и другие боковые поверхности (130, 140).
Основная режущая кромка (160, 170) образована на пересечении первой боковой поверхности (132, 142) и верхней поверхности (110). Наклонная режущая кромка (162, 172) и вспомогательная режущая кромка (164, 174) образованы на пересечении второй боковой поверхности (134, 144) и верхней поверхности (110). Основная режущая кромка (160, 170), наклонная режущая кромка (162, 172) и вспомогательная режущая кромка (164, 174) соединены в указанном порядке для образования непрерывной режущей кромки. Вторая боковая поверхность (134) соединена с первой боковой поверхностью (142) другой смежной боковой поверхности (140) через угловую поверхность (184). Режущая кромка также образована на углу (182), который является пересечением между угловой поверхностью (184) и верхней поверхностью (110). Режущая пластина (100) имеет вращательную симметрию на 120° относительно оси (118), проходящей через соответствующие центры верхней и нижней поверхностей (110, 120). Все края верхней поверхности (110) имеют режущие кромки и могут использоваться как режущие кромки путем изменения ориентации при установке режущей пластины (100).
Верхняя поверхность (110) содержит переднюю поверхность (114), проходящую внутрь к нижней поверхности (120) от режущей кромки. Передняя поверхность (114) облегчает сход стружки, создаваемой режущей кромкой в процессе резания, и позволяет сходящей стружке иметь воображаемый диаметр по меньшей мере 10 мм. В центре режущей пластины (100) выполнено крепежное отверстие (116), проходящее через верхнюю поверхность и нижнюю поверхность. Через крепежное отверстие (116) проходит винт для крепления режущей пластины (100) на корпусе инструмента или на кассете, хотя изобретение этим не ограничивается. Режущую пластину можно крепить на корпусе инструмента разными способами.
На фиг.7 показан вид сбоку режущей пластины по фиг.6. Как показано на фиг.7, основная режущая кромка (160) наклонена вниз под углом приблизительно от 3° до 10°, проходя от угла (180) до другого угла (182) верхней поверхности (110). Наклонная режущая кромка (162) наклонена вверх под углом приблизительно от 15° до 50° от точки (X) встречи с основной режущей кромкой (160) до точки (Y) встречи со вспомогательной режущей кромкой (164). Вспомогательная режущая кромка (164) проходит параллельно нижней поверхности (120) от точки (Y) встречи с наклонной режущей кромкой (162) до другого угла (182) верхней поверхности (110). Однако, в отличие от иллюстрации, вспомогательная режущая кромка (164) может быть наклонена вверх или вниз на угол приблизительно 10° от точки (Y) встречи с наклонной режущей кромкой (162) до другого угла (182) верхней поверхности (110).
На фиг.8 показан вид сверху режущей пластины по фиг.6, где режущая пластина (100) видна сверху. Хотя основная режущая кромка для удобства показана в форме прямой линии, фактически она выгнута наружу с большим радиусом кривизны. Как показано на фиг.8, если смотреть сверху, режущая пластина (100) образована так, чтобы между первой боковой поверхностью (132, 142) и второй боковой поверхностью (134, 144) был образован тупой угол. То есть вторая боковая поверхность (134, 144) имеет угол приблизительно 30° относительно прямой, продолжающей первую боковую поверхность (132, 142). Соответственно, вспомогательная режущая кромка (164, 174), образованная на второй боковой поверхности (134, 144), имеет угол, приблизительно равный 30° относительно прямой, продолжающей основную режущую кромку (160, 170), образованную на первой боковой поверхности (132, 142). Вторая боковая поверхность (134) соединена с первой боковой поверхностью (142) другой смежной боковой поверхности (140) приблизительно под прямым углом через угловую поверхность (184). Таким образом, вспомогательная режущая кромка (164), образованная на второй боковой поверхности (134), соединена с основной режущей кромкой (170), образованной на первой боковой поверхности (142) другой смежной боковой поверхности (140) приблизительно под прямым углом через режущую кромку угла (182).
Вторая боковая поверхность (134) режущей пластины (100), на которой образованы наклонная режущая кромка (162) и вспомогательная режущая кромка (164), наклонена под тупым углом к нижней поверхности (120). Наклонная режущая кромка (162) наклонена вверх относительно нижней поверхности (120) от точки (X) встречи с основной режущей кромкой (160) до точки (Y) встречи со вспомогательной режущей кромкой (164), а вспомогательная режущая кромка (164) параллельна нижней поверхности (120). Таким образом, если смотреть на режущую пластину (100) сверху, как показано на фиг.9, наклонная режущая кромка (162) уходит внутрь от линии, продолжающей вспомогательную режущую кромку (164) под углом приблизительно 20°. Кроме того, вспомогательная режущая кромка (164) не параллельна нижней поверхности (120) и может быть наклонена относительно нижней поверхности (120) на меньший угол, чем угол наклона наклонной режущей кромки (162) относительно нижней поверхности (120). В таком случае, хотя углы могут быть разными, это то же самое, когда наклонная режущая кромка (162) отходит внутрь от линии, продолжающей вспомогательную режущую кромку (164), если смотреть на режущую пластину (100) сверху.
На фиг.10-13 показаны сечения по линиям А-А, В-В, С-С и D-D на фиг.8. Как показано на фиг.10-12, первая криволинейная поверхность (136) первой боковой поверхности (132) расположена под углом приблизительно 99°, 100° и 102° относительно нижней поверхности (120), соответственно. Угол, который первая криволинейная поверхность (136) образует относительно нижней поверхности (120), увеличивается по мере отхода основной режущей кромки (160) от угла (180) верхней поверхности (110) и прохождения до наклонной режущей кромки (162). Кроме того, вторая плоская поверхность (138) образует постоянный угол с нижней поверхностью (120). Режущую пластину можно легко и стабильно закрепить на корпусе фрезы, используя планарную вторую плоскую поверхность (138). Как показано на фиг.13, вторая боковая поверхность (134) образует угол приблизительно 108° относительно нижней поверхности (120). Тупой угол, который вторая боковая поверхность (134) образует относительно нижней поверхности (120), больше, чем тупой угол, который первая боковая поверхность (132) образует относительно нижней поверхности (120).
Далее следует описание преимуществ режущей пластины по первому варианту настоящего изобретения, когда она установлена в периферийный карман режущего инструмента и выполняет резание.
На фиг.14 показано, что режущая пластина (100), установленная во фрезу, осуществляет фрезерование вертикальной стенки (192) и стенки (194) основания детали (190), которые перпендикулярны друг другу. Вертикальная стенка (192) фрезеруется перпендикулярно расположенной основной режущей кромкой (170). Стенка (194) основания фрезеруется поперечно расположенной вспомогательной режущей кромкой (164), которая образует прямой угол с основной режущей кромкой (170). Основной процесс резания выполняется основной режущей кромкой (170), вспомогательная режущая кромка (164) выполняет зачистку для сглаживания поверхности стенки (194) основания, которая фрезеруется основной режущей кромкой (170). Кроме того, если смотреть на режущую пластину (100) сверху, основная режущая кромка (160) проходит внутрь под углом приблизительно 30° к линии, продолжающей вспомогательную режущую кромку (164). Более того, наклонная режущая кромка (162) проходит внутрь под углом приблизительно 20° к линии, продолжающей вспомогательную режущую кромку (164). Соответственно, наклонная режущая кромка (172) и вспомогательная режущая кромка (174), которые соединены от вертикально расположенной основной режущей кромки (170) к корпусу инструмента, отстоят от вертикальной стенки (192). Наклонная режущая кромка (162) и основная режущая кромка (160), которые соединены от поперечно расположенной вспомогательной режущей кромки (164) к центральной оси режущего инструмента, отнесены от стенки (194) основания. Поэтому режущие кромки режущей пластины (100), не участвующие в резании, никак не могут контактировать с поверхностью детали. Хотя на фиг.14 процесс резания выполняется основной режущей кромкой (170) и вспомогательной режущей кромкой (164), тот же процесс резания могут выполнять другая основная режущая кромка и другая вспомогательная режущая кромка, если изменить ориентацию установки режущей пластины (100).
Кроме того, поскольку наклонная режущая кромка (162) режущей пластины (100) наклонена вверх от точки (X) встречи с основной режущей кромкой (160) до точки (Y) встречи со вспомогательной режущей кромкой (164), режущая кромка (100) имеет достаточную толщину (t) на участке вспомогательной режущей кромки (164) и угла (182). То есть, как показано на фиг.7, вспомогательная режущая кромка (164) является наиболее удаленной от нижней поверхности (120) и является самым толстым участком. Таким образом, появляется возможность повысить прочность участка, на котором возникает самое большое сопротивление резанию и который подвержен излому, поскольку этот участок изначально контактирует с деталью (190) при начале резания в процессе фрезерования.
По существу режущие пластины изготавливают прессованием, при котором порошку придают в прессе требуемую форму, а затем прессуют и спекают. Поскольку плоскостность поверхности после спекания не адекватна, требуется полировка нижней поверхности режущей пластины. Когда вспомогательная режущая кромка (164) параллельна нижней поверхности (120), как показано на фиг.7, режущую пластину (100) можно стабильно поддерживать, используя вспомогательную режущую кромку (164) верхней поверхности (110) как базу процесса, тем самым облегчая полировку нижней поверхности (120) режущей пластины.
На фиг.15 показан вид сбоку режущей пластины, установленной в режущий инструмент. Режущая пластина (100) установлена так, что основная режущая кромка (170) имеет положительный осевой передний угол (α) относительно оси вращения инструмента, а вспомогательная режущая кромка (164) имеет отрицательный радиальный передний угол (не показан) относительно прямой в радиальном направлении инструмента. Поскольку основная режущая кромка (170) режущей пластины (100) наклонена вниз от угла (182) верхней поверхности (110), это увеличивает осевой передний угол (α) основной режущей кромки (170) без соответствующего наклона режущей пластины (100). Таким образом, сопротивление резанию на основной режущей кромке (170) уменьшается. Сход стружки облегчается. Режущая пластина (100) может прочно крепиться в гнездо, поскольку отсутствует необходимость в увеличении угла установочной поверхности гнезда, в которое устанавливают режущую пластину (100). Кроме того, основная режущая кромка (170) выгнута наружу, если смотреть на режущую пластину (100) сверху. Соответственно, даже если основная режущая кромка (170) установлена с положительным осевым передним углом (α) относительно оси вращения инструмента, как показано на фиг.16, длина радиуса от оси вращения будет постоянной по всей длине основной режущей кромки (170), что улучшает характеристики резания. Кроме того, угол, который первая криволинейная поверхность (146), расположенная под основной режущей кромкой (170), образует с нижней поверхностью (120), увеличивается по мере отхода основной режущей кромки (170) от угла (182) верхней поверхности до наклонной режущей кромки (172). Поэтому, даже если основная режущая кромка (170) установлена с положительным осевым передним углом (α) относительно оси вращения режущего инструмента, задний угол, образованный между первой криволинейной поверхностью (146) и обрабатываемой поверхностью детали, остается постоянным вдоль всей длины основной режущей кромки (170). Сопротивление резанию на режущей кромке становится равномерным и режущая кромка изнашивается равномерно и поэтому обладает высокой прочностью и увеличенным сроком службы.
На фиг.17 показана деталь (190), обрабатываемая режущей пластиной (100). На фиг 17 режущая пластина (100) движется и в осевом, и в радиальном направлениях оси вращения инструмента. Другими словами, режущая пластина (100) движется вниз с заданным углом наклона. При таком фрезеровании наклонной поверхности наклонная режущая кромка (162) и вспомогательная режущая кромка (164) контактируют с нижней поверхностью (194) и выполняют резание. Если угол наклона при фрезеровании наклонной поверхности увеличить, то основная режущая кромка (160) также может войти в контакт с нижней поверхностью (194) и участвовать в резании. С другой стороны, поскольку основной процесс резания выполняется основной режущей кромкой, боковая поверхность под основной режущей кромкой образована так, чтобы иметь по существу небольшой задний угол, чтобы придать прочность основной режущей кромке. Поэтому высока вероятность столкновений боковой поверхности под основной режущей кромкой с нижней поверхностью при фрезеровании наклонной поверхности, что и происходит в устройстве по предшествующему уровню техники. Наоборот, поскольку режущая пластина (100) по настоящему изобретению содержит наклонную режущую кромку (162) на другой боковой поверхности от основной режущей кромки (160), вторую боковую поверхность (134), которая содержит наклонную режущую кромку (162), можно сформировать так, чтобы она имела больший тупой угол относительно нижней поверхности (120), чем тупой угол, образованный первой боковой поверхностью (132), содержащей основную режущую кромку (160), относительно нижней поверхности (120). За счет того, что вторая боковая поверхность (134), содержащая наклонную режущую кромку (162), имеет больший тупой угол относительно нижней поверхности (120), можно предотвратить контакт боковой поверхности под наклонной режущей кромкой (162) с нижней поверхностью, когда режущая пластина установлена на корпусе инструмента и выполняет фрезерование наклонной поверхности. Фрезерование наклонной поверхности можно выполнять, используя наклонную режущую кромку (162). Как показано на фиг.18, где приведено сечение по линии Е-Е на фиг.17, вторая боковая поверхность (134) под наклонной режущей кромкой (162) имеет задний угол (γ) с обработанной поверхностью и не входит в контакт с обработанной поверхностью. Наклонная режущая кромка (162) не участвует в резании во время торцового фрезерования, но может эффективно использоваться при фрезеровании наклонной поверхности. Таким образом, используя наклонную режущую кромку (162), режущая пластина (100) по настоящему изобретению может легко выполнять фрезерование наклонной поверхности, при котором режущая пластина одновременно движется в радиальном и в осевом направлениях, а также торцовое фрезерование, при котором режущая пластина движется радиально относительно оси вращения режущего инструмента.
Далее со ссылками на фиг.19-22 следует описание режущей пластины по второму варианту настоящего изобретения. На фиг.19 показан вид в перспективе режущей пластины по второму варианту настоящего изобретения. На фиг.20 показан вид сбоку режущей пластины по фиг.19. На фиг.21 показан вид сверху режущей пластины по фиг.19. На фиг.22 показан увеличенный вид части Z', показанной на фиг.21.
Режущая пластина (200) по второму варианту настоящего изобретения имеет по существу такую же конструкцию, что и режущая пластина (100) по первому варианту. Поэтому пояснение идентичных элементов опускается, и описаны будут только различия между режущей пластиной (200) и режущей пластиной (100). В режущей пластине (100) по первому варианту наклонная режущая кромка (162) и вспомогательная режущая кромка (164) образованы вместе на второй боковой поверхности (134). Однако в режущей пластине (200) по второму варианту вторая боковая поверхность (134) образована как две плоские поверхности (234', 234"), и наклонная режущая кромка (162) и вспомогательная режущая кромка (164) образованы на разных плоских поверхностях (234', 234"). Поскольку в режущей пластине (100) по первому варианту угол наклона наклонной режущей кромки (162) относительно нижней поверхности (120) отличается от угла наклона вспомогательной режущей кромки (164) относительно нижней поверхности (120), наклонная режущая кромка (162) отходит внутрь от линии, продолжающей вспомогательную режущую кромку (164), если смотреть на режущую пластину (100) сверху. Кроме того, поскольку в режущей пластине (200) по второму варианту изобретения боковая поверхность (234'), имеющая наклонную режущую кромку (262), образует тупой угол с боковой поверхностью (234"), имеющей вспомогательную режущую кромку (264), наклонная режущая кромка (262) отходит внутрь от линии, продолжающей вспомогательную режущую кромку (264), если смотреть на режущую пластину (200) сверху.
Несмотря на эти различия, режущая пластина (200) обеспечивает те же преимущества, что и режущая пластина (100). Если смотреть на режущую пластину (200) сверху, как показано на фиг.22, вспомогательная режущая кромка (264) отходит внутрь под углом приблизительно 30° к линии, продолжающей основную режущую кромку (260), а вспомогательная режущая кромка (264) отходит внутрь под углом приблизительно 20° к линии, продолжающей наклонную режущую кромку (262). Таким образом, режущие кромки режущей пластины (200), не участвующие в процессе резания, никак не могут войти в контакт с поверхностью детали. Кроме того, наклонная режущая кромка (262) режущей пластины (200) наклонена вверх от точки встречи с основной режущей кромкой (260) до точки встречи со вспомогательной режущей кромкой (264). Режущая пластина (200) имеет достаточную толщину (t) на участке вспомогательной режущей кромки (264) и в угле (282). Поэтому существует возможность повышения прочности того участка, на который действует наибольшее сопротивление резанию, и на котором возникает самое большое сопротивление резанию и который подвержен излому, поскольку этот участок изначально контактирует с деталью при начале резания в процессе фрезерования. Кроме того, режущая пластина (200) выполнена так, что тупой угол, образованный боковой поверхностью (234), имеющей наклонную режущую кромку (262), относительно нижней поверхности (220), больше, чем тупой угол, образованный первой боковой поверхностью (232), имеющей основную режущую кромку (260), относительно нижней поверхности (220). Таким образом, боковая поверхность под наклонной режущей кромкой (262) не может контактировать с нижней поверхностью, когда режущая пластина установлена на корпусе инструмента, и выполняет фрезерование наклонной поверхности. Кроме того, фрезерование наклонной поверхности можно выполнять, используя наклонную режущую кромку (262).
Далее со ссылками на фиг.23-25 следует описание режущей пластины по третьему варианту настоящего изобретения. На фиг.23 приведен вид в перспективе режущей пластины по третьему варианту настоящего изобретения, на фиг.24 показан вид сбоку режущей пластины по фиг.23, а на фиг.25 показан вид сверху режущей пластины по фиг.23. Режущая пластина (300) по третьему варианту имеет по существу такую же техническую конструкцию, что и режущая пластина (100) по первому варианту, поэтому описание идентичных элементов опускается, и описаны будут только различия между режущей пластиной (300) и режущей пластиной (100).
В режущей пластине (100) по первому варианту настоящего изобретения верхняя поверхность (110) и нижняя поверхность (120) имеют по существу треугольную форму с вращательной симметрией на 120° относительно оси (118), которая проходит через центры верхней поверхности (110) и нижней поверхности (120). В отличие от этого, в режущей пластине (300) по третьему варианту настоящего изобретения верхняя поверхность (310) и нижняя поверхность (320) имеют по существу прямоугольную форму и имеют вращательную симметрию на 90° вокруг оси (318), проходящей через центры верхней поверхности (310) и нижней поверхности (320). Если смотреть на режущую пластину (100) сверху, вторая боковая поверхность (134) соединена с первой боковой поверхностью (142) другой смежной боковой поверхности (140) приблизительно под прямым углом. В отличие от этого, если смотреть сверху на режущую пластину (300), вторая боковая поверхность (334) соединена с первой боковой поверхностью (342) другой смежной боковой поверхности (340) под углом приблизительно 105°. Основная режущая кромка режущей пластины 100 режет вертикальную стенку, которая проходит перпендикулярно стенке основания, тогда как основная режущая кромка режущей пластины (300) в процессе резания образует угол приблизительно 75° со стенкой основания. Несмотря на такую разницу режущая пластина (300) имеет те же признаки формы и обеспечивает те же преимущества, что и режущая пластина (100). Аналогичным образом, сохраняя признаки формы режущей пластины (200) по второму варианту, ее верхнюю поверхность (210) и нижнюю поверхность (220) можно модифицировать и придать им прямоугольную форму.
Хотя настоящее изобретения было описано на основании предпочтительных вариантов, следует понимать, что детали описания приведены только для иллюстрации и специалисты в данной области техники могут внести в настоящее изобретение различные изменения, не выходящие за рамки сущности и объема изобретения. Например, режущая пластина по одному варианту настоящего изобретения имеет режущие кромки на каждом пересечении верхней поверхности и боковой поверхности, однако режущие кромки можно формировать только на некоторых пересечениях по мере необходимости. Согласно одному варианту настоящего изобретения первая боковая поверхность режущей пластины образована первой криволинейной поверхностью и второй плоской поверхностью, расположенной под первой криволинейной поверхностью, но первая боковая поверхность может быть образована как единственная плоская поверхность. Такие модификации должны считаться очевидными для специалистов в данной области техники и подпадают под объем настоящего изобретения.
Реферат
Изобретение относится к машиностроению и может быть использовано для резания материалов режущими инструментами, например фрезами с установленными в ее корпусе режущими пластинами. Режущая пластина содержит верхнюю поверхность, нижнюю поверхность, множество боковых поверхностей, соединяющих верхнюю и нижнюю поверхности с образованием тупого угла с нижней поверхностью и острого угла с верхней поверхностью. Боковая поверхность содержит первую и вторую боковые поверхности, образующие тупой угол друг с другом, если смотреть сверху. Основная режущая кромка образована на пересечении первой боковой поверхности и верхней поверхности. Наклонная режущая кромка, предназначенная только для фрезерования наклонных поверхностей, и вспомогательная режущая кромка образованы на пересечении второй боковой поверхности и верхней поверхности. Тупой угол, образованный боковой поверхностью и нижней поверхностью, больше, чем тупой угол, который первая боковая поверхность образует с нижней поверхностью. Угол, который первая боковая поверхность образует с нижней поверхностью, увеличивается вдоль основной режущей кромки от угла верхней поверхности до точки пересечения с наклонной режущей кромкой. Приведены варианты конструктивного выполнения режущей пластины. Обеспечивается возможность обработки наклонных поверхностей детали, повышается качество обработки. 3 н. и 11 з.п. ф-лы, 25 ил.
Формула
при этом боковые поверхности содержат первую боковую поверхность и вторую боковую поверхность, которые образуют тупой угол друг с другом, если смотреть сверху, причем основная режущая кромка образована на пересечении первой боковой поверхности и верхней поверхности, а наклонная режущая кромка, предназначенная только для фрезерования наклонных поверхностей, и вспомогательная режущая кромка образованы на пересечении второй боковой поверхности и верхней поверхности,
причем тупой угол, который вторая боковая поверхность образует с нижней поверхностью, больше, чем тупой угол, который первая боковая поверхность образует с нижней поверхностью,
при этом угол, который первая боковая поверхность образует с нижней поверхностью, увеличивается вдоль основной режущей кромки от угла верхней поверхности до точки пересечения с наклонной режущей кромкой.
при этом боковые поверхности содержат первую боковую поверхность и вторую боковую поверхность, которые образуют тупой угол друг с другом, если смотреть сверху, причем основная режущая кромка образована на пересечении первой боковой поверхности и верхней поверхности, а наклонная режущая кромка, предназначенная только для фрезерования наклонных поверхностей, и вспомогательная режущая кромка образованы на пересечении второй боковой поверхности и верхней поверхности,
причем тупой угол, который вторая боковая поверхность образует с нижней поверхностью, больше, чем тупой угол, который первая боковая поверхность образует с нижней поверхностью,
при этом первая боковая поверхность содержит первую криволинейную поверхность, которая пересекает основную режущую кромку, и вторую плоскую поверхность, расположенную под первой криволинейной поверхностью, причем угол, который первая криволинейная поверхность образует с нижней поверхностью, увеличивается вдоль основной режущей кромки от угла верхней поверхности до точки пересечения с наклонной режущей кромкой.
при этом боковые поверхности содержат первую боковую поверхность и вторую боковую поверхность, которые образуют тупой угол друг с другом, если смотреть сверху, причем основная режущая кромка образована на пересечении первой боковой поверхности и верхней поверхности, а наклонная режущая кромка, предназначенная только для фрезерования наклонных поверхностей, и вспомогательная режущая кромка образованы на пересечении второй боковой поверхности и верхней поверхности,
причем тупой угол, который вторая боковая поверхность образует с нижней поверхностью, больше, чем тупой угол, который первая боковая поверхность образует с нижней поверхностью,
при этом вторая боковая поверхность содержит первую плоскую поверхность и вторую плоскую поверхность, которые образуют тупой угол друг с другом, если смотреть сверху, причем наклонная режущая кромка образована на пересечении первой плоской поверхности и верхней поверхности, а вспомогательная режущая кромка образована на пересечении второй плоской поверхности и верхней поверхности.
Документы, цитированные в отчёте о поиске
Режущая пластина
Комментарии