Режущая пластина - RU2067514C1
Код документа: RU2067514C1
Чертежи





Описание
Изобретение относится к сменным твердосплавным режущим пластинам для вращающегося фрезерного режущего инструмента, в частности, к пластинам, используемым для торцового фрезерования.
Известна пластина (ЕРО269103), используемая во фрезах и имеющая базовую кромку, образованную пересечением задней и нижней опорной поверхностей, и режущую кромку, образованную пересечением задней и передней поверхностей и содержащую два плавносоединенных участка, наклоненных навстречу друг другу от смежных вершин режущей пластины, ограничивающих режущую кромку.
Однако вследствие симметричного расположения всех четырех режущих кромок такой пластины относительно оси, проходящей через центральную точку соответствующей кромки и перпендикулярно ей, режущие усилия вдоль режущей кромки распределены неоптимально, в результате чего имеют место нежелательные вибрации при резании.
Кроме того, такой режущей пластиной нельзя выполнить непрерывного прямолинейного среза, а обработанная ею поверхность не будет плоской и непрерывной.
Технической задачей изобретения является усовершенствование фрезерной пластины для фрезерной головки торцевого фрезерования, с тем, чтобы уменьшить вибрации при резании, лучшим образом распределить усилия резания вдоль режущей кромки и осуществить непрерывную обработку.
Задача достигается тем, что используют режущую пластину, предназначенную для использования во фрезах и имеющую базовую кромку, образованную пересечением задней и нижней опорной поверхностей, и режущую кромку, образованную пересечением передней и задней поверхностей и содержащую два плавносоединенных участка, наклонных навстречу друг другу от смежных вершин режущей пластины, ограничивающих режущую кромку, при этом при установке режущей пластины на фрезу осевой передний угол участка режущей кромки, прилегающего к рабочей вершине режущей пластины выбран в диапазоне 4o.30o и большим, чем осевой передний угол прилегающего к нерабочей вершине участка режущей кромки, который выбран в диапазоне ±15o, причем проекция на ось фрезы участка режущей кромки, прилегающего к рабочей вершине, составляет 0,6.0,9 от проекции всей режущей кромки на указанную ось, при этом участки режущей кромки расположены на поверхности вращения, ось которой совпадает с осью фрезы и которая при пересечении с осевой плоскостью фрезы образует прямую линию.
В другом варианте режущей пластины осевой передний угол участка режущей кромки, прилегающего к рабочей вершине, равен 25o.
Еще в одном варианте режущей пластины осевой передний угол участка режущей кромки, прилегающего к нерабочей вершине, равен 0o.
Еще в одном варианте режущей пластины проекция на ось фрезы участка режущей кромки, прилегающего к рабочей вершине, составляет 0,7 от проекции всей режущей кромки на указанную ось.
Еще в одном варианте режущей пластины участок режущей кромки, прилегающий к рабочей вершине, расположен под углом 2o.12o к нижней опорной поверхности режущей пластины.
Еще в одном варианте режущей пластины угол наклона равен 5o.
Еще в одном варианте режущей пластины участок режущей кромки, прилегающий к нерабочей вершине, расположен под углом 15o.30o к нижней опорной поверхности режущей пластины.
Еще в одном варианте режущей пластины указанный угол наклона равен 20o.
Возможен вариант режущей пластины, у которой нижняя опорная поверхность имеет форму треугольника.
Режущая пластина может также иметь скругленные вершины пластины.
Вариант фрезерной режущей пластины, соответствующей настоящему изобретению, описывается ниже путем примера и со ссылкой на прилагаемые чертежи, в которых: фиг. 1 вид в перспективе пластины, соответствующей изобретению; фиг. 2 вид сбоку фрезерной головки, показанной в процессе торцового фрезерования и несущей пластины, изображенных на фиг. 1; фиг. 3 - схематическое изображение сил, действующих на стандартную режущую пластину для фрезы, имеющую положительный осевой передний угол; фиг. 4 схематическое изображение сил, действующих на режущую пластину в случае фрезы, в соответствии с настоящим изобретением; фиг. 5 вид сверху режущей пластины, соответствующей изобретению, на котором схематически показаны различные стадии трансформации стандартной пластины в пластину, соответствующую изобретению; фиг. 6 вид сбоку пластины изображенной на фиг. 5, на котором также схематически показаны стадии трансформации стандартной пластины в пластину, соответствующую изобретению; фиг. 7 вид сбоку пластины, соответствующей изобретению, установленной в фрезерном режущем инструменте, вращающемся вокруг оси вращения; фиг. 8,а продольный разрез обрабатываемой поверхности при фрезеровании режущей пластиной, имеющей соответствующие изобретению составляющие режущие кромки, в соответствии с настоящим изобретением, но без надлежащей компенсации соответствующей задней поверхности, б вид той же обрабатываемой поверхности при фрезеровании соответствующей изобретению режущей пластиной, в которой обозначена надлежащая компенсация для задней поверхности.
Как показано на чертежах, твердосплавная режущая пластина, выполненная, например, из карбида вольфрама, имеет в целом форму параллелепипеда с центральным отверстием 1, окруженным периферийной верхней режущей передней поверхностью 2. Пластина выполнена с плоской базовой поверхностью. Кроме того, пластина имеет две пары задних поверхностей 3, и зачистные фаски 4 обычной конструкции в углах. Естественно, что углы могут быть просто скруглены и не иметь специальных зачистных фасок.
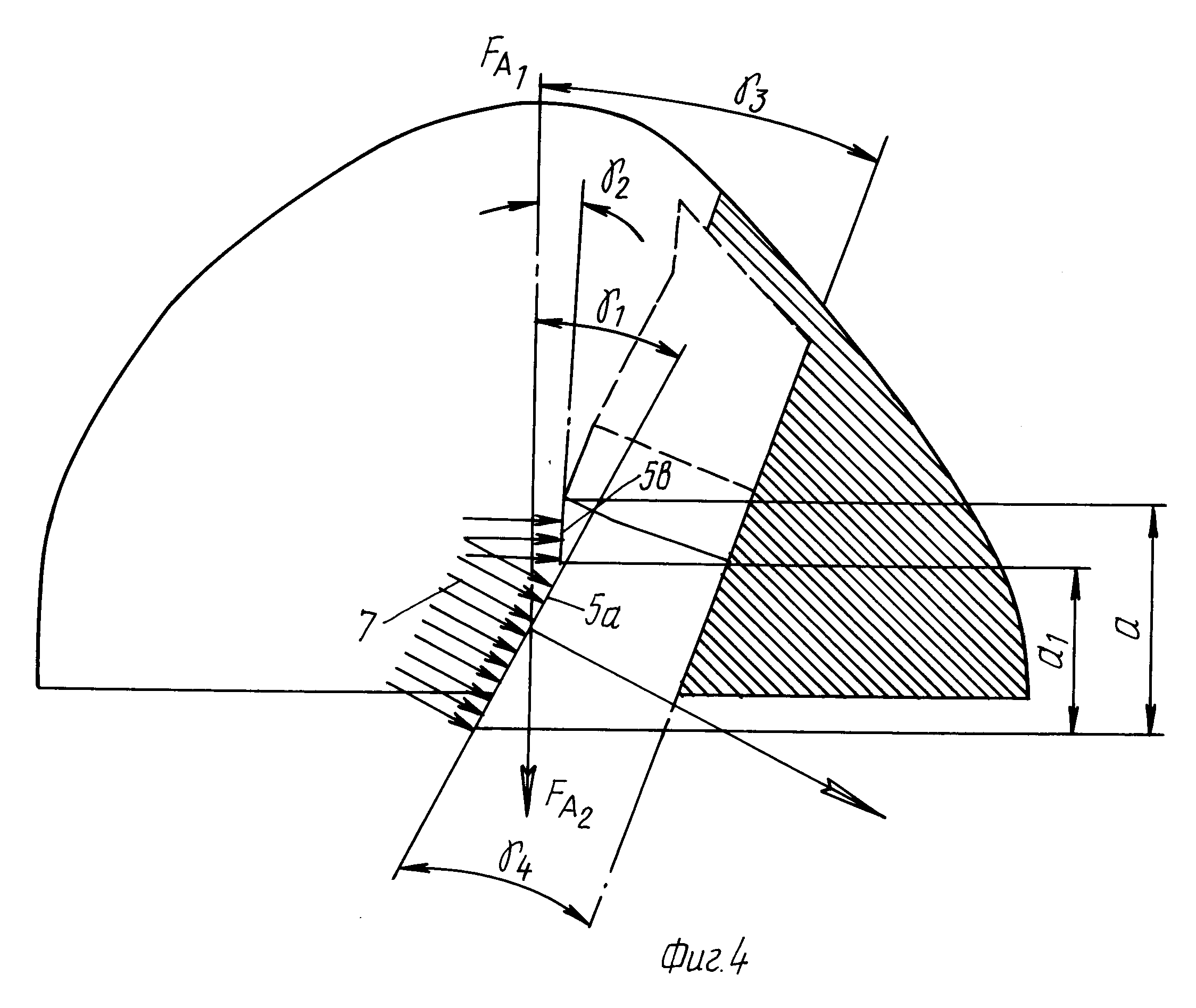
Между каждой задней поверхностью 3 и передней режущей передней поверхностью 2 образована режущая кромка 5, содержащая составляющие 5а и 5b режущей кромки. Как можно видеть из чертежей и, в частности из фиг. 2 и 4, пластине приданы такие формы и расположение в державке 6, что составляющая 5а режущей кромки образует большой положительный осевой передний угол γ1, а составляющая 5b режущей кромки образует осевой передний угол γ2, который значительно меньше γ1 и в показанном примере по существу равен нулю.
Далее, как можно видеть из фиг. 2 и 4, в то время продольная протяженность всей режущей кромки по отношению к оси вращения равна


Если теперь рассмотреть и сравнить ситуации, представленные на фиг. 3 и 4, соответственно, а именно ситуации, в которых используются, соответственно, стандартная режущая пластина и режущая пластина, соответствующая изобретению, то можно видеть (на фиг. 3), что осевой передний угол, образованный режущей кромкой стандартной режущей пластины, γ3 меньше, чем осевой передний угол γ1,, образованный составляющей 5а режущей кромки пластины, соответствующей изобретению. В случае стандартной режущей пластины, показанной на фиг. 3, силы, показанные стрелками 7, действуют в одном и том же направлении по всей длине режущей кромки, порождая результирующую силу FA1, которая стремится вырвать фрезерную головку из втулки шпинделя. Легко видеть, что эта сила возрастает при увеличении осевого переднего угла. Таким образом, при использовании стандартной фрезерной режущей пластины и установке ее так, чтобы увеличить осевой передний угол, т.е. обеспечить увеличенный осевой положительный передний угол, результирующие силы, стремящиеся вырвать фрезерную головку из втулки шпинделя, значительно возрастают.
Если теперь рассмотреть ситуацию, представленную на фиг. 4 чертежей, а именно, когда составляющая 5а режущей кромки образует сравнительно большой положительный осевой передний угол γ1, и когда непосредственно за ней следует составляющая 5b режущей кромки со значительно меньшим осевым передним углом, γ2 (в нашем случае, например, осевым передним углом, равным нулю), легко видеть, что компоненты силы резания, действующие на пластину таким образом, чтобы вырвать фрезерную головку из втулки шпинделя при увеличении глубины резания, значительно уменьшаются. Таким образом, можно использоваться исключительные достоинства фрезерных пластин, имеющих большой положительный осевой передний угол, и одновременно избежать серьезных недостатков, вытекающих из этого в обычном случае, а именно, повышенного риска вырывания фрезерной головки из втулки шпинделя или заготовки из зажимного приспособления.
В ситуации, когда осевой передний угол γ1 близок к верхнему пределу упомянутого диапазона, желательно, как показано на фиг. 4, чтобы составляющая 5а режущей кромки сходила вниз под углом к основанию режущей кромки. Таким путем можно разместить пластины с большими положительными передними углами γ1 без одновременного ослабления опоры, обеспечиваемой фрезерной головкой. Так, например, как показано на фиг. 4, где основание режущей пластины образует угол γ3 с осью вращения режущего инструмента, а составляющая 5а режущей кромки образует угол γ1 по отношению к этой оси, составляющая 5а режущей кромки наклонена по отношению к основанию пластины под углом γ4= (γ1-γ3)°.. Предпочтительно, чтобы составляющая 5а режущей кромки была наклонена по отношению к основанию режущей пластины под углом, находящимся по существу в пределах 2-12o (предпочтительной величиной является 5o). С другой стороны, составляющая 5b режущей кромки наклонена по отношению к основанию режущей пластины под противоположно направленным углом, находящимся по существу в пределах 15-30o (предпочтительно 20o). Составляющая 5а режущей кромки может образовывать положительный осевой передний угол γ1, который может находиться в пределах 4-30o. Составляющая 5b режущей кромки, с другой стороны, может давать осевой передний угол γ2 , который значительно меньше, чем γ1, и находится в пределах ±15o. Предпочтительным значением осевого переднего угла γ1, образованного составляющей 5а, является 25o, а предпочтительным значением осевого переднего угла γ2, образованного составляющей 5b режущей кромки, является 0o.




Понятно, что если не предпринять мер по исправлению ситуации, возникающей из-за разделения режущей кромки на две отдельные составляющие 5а и 5b режущей кромки, образующих разные осевые передние углы γ1 и γ2, это приведет при фрезеровании к получению цилиндрической или конической поверхности с последовательными рифлениями, т.е. к получению шероховатой поверхности. Это связано с тем, что, если смотреть в направлении оси вращения инструмента, составляющие режущей кромки не образуют прямой линии.
Для решения этой проблемы, задней поверхности и, следовательно, составляющим режущей кромки приданы такие форма и расположение, что пересечение плоскости, проходящей через ось вращения фрезерного режущего инструмента, с поверхностью, фрезеруемой упомянутой режущей кромкой, представляет собой по существу прямую линию.
Ниже это будет пояснено со ссылкой на фиг. 5, 6, 7, 8а и 8b чертежей.
На фиг. 5 и 6 чертежей режущая кромка режущей пластины стандартной конструкции, такой как, например, представлена на фиг. 3, показана цепочкой пунктирных линий, с оконечными точками режущей кромки, обозначенными буквами А и С.
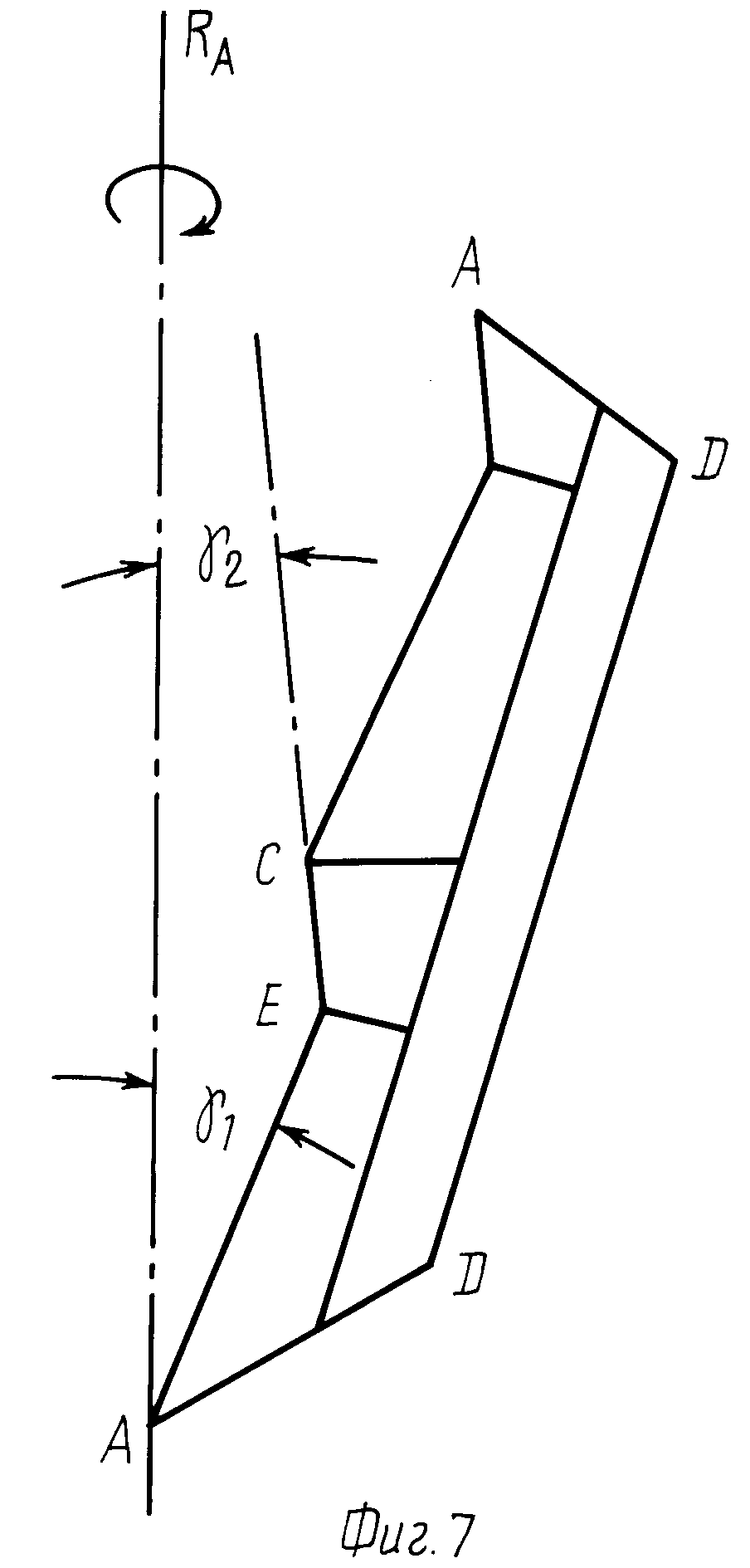
Режущая кромка АС подразделена на главную составляющую АВ режущей кромки и вспомогательную составляющую ВС, причем составляющая АВ режущей кромки имеет осевой передний угол, который аксиально положителен в значительно большей степени, чем соответствующий угол вспомогательной составляющей ВС режущей кромки. Из-за наличия точки В, при вращении режущего инструмента, в котором установлена режущая пластина, как показано на фиг. 7, вокруг оси вращения RA, будет образована отфрезерованная цилиндрическая или коническая поверхность, как показано на фиг. 8а, которая, очевидно, не будет гладкой и будет иметь разрыв в точке В, соответствующей стыку В составляющих режущей кромки пластины.
Для решения этой проблемы задние поверхности выполнены угольновыпуклыми, если смотреть сверху в горизонтальной проекции так, чтобы составляющие режущей кромки и точка Е их стыка были эффективно смещены от составляющих АВ и ВС режущей кромки, как показано на чертежах, в позицию, обозначенную линиями АЕ и ЕС, которая фактически очень близка к прямолинейной режущей кромке стандартной пластины, показанной на фиг. 5 и 6 чертежей. Таким образом, и как видно на фиг. 8b, пересечение плоскости, проходящей через ось вращения фрезерного режущего инструмента, с поверхностью, фрезеруемой режущей кромкой, по существу прямолинейно. Другими словами, точка Е на этой поверхности, соответствующая позиции стыка составляющих режущей кромки, не смещена, как можно видеть, от плоскости фрезеруемой поверхности.
Несмотря на то, что изобретение было описано на конкретном примере со ссылкой на фрезерные режущие пластины, предназначенные для торцового фрезерования и имеющие по существу форму параллелепипеда, очевидно, что оно может быть с тем же успехом применено к пластинам других форм, например, треугольной или ромбической формы.
Реферат
Использование: сменные твердосплавные режущие пластины для фрезерного инструмента, в частности, пластины, используемые для торцового фрезерования. Сущность изобретения: режущие кромки пластины содержат два плавносопрягаемых участка, наклонных навстречу друг другу, при установке на фрезе осевой передний угол участка режущей кромки, прилегающего к рабочей вершине, выбран в диапазоне 4o...30o и большим, чем осевой передний угол прилегающего к нерабочей вершине участка режущей кромки, который выбран в диапазоне ±15o. Проекция на ось фрезы участка режущей кромки, прилегающего к рабочей вершине, составляет 0,6...0,9 от проекции всей режущей кромки на указанную ось. Участки режущей кромки расположены на поверхности вращения, ось которой совпадает с осью фрезы и которая в пересечении с осевой плоскостью фрезы образует прямую линию. 9 з.п. ф-лы, 8 ил.

Комментарии