Инструмент для фрезерования пазов и пластина для фрезерования пазов для него - RU2508966C2
Код документа: RU2508966C2
Чертежи

Описание
Уровень техники и раскрытие изобретения
Настоящее изобретение, в общем, относится к установленным на краю пластинам для фрезерования пазов и инструментам для фрезерования пазов, содержащим установленные на краю пластины для фрезерования пазов.
В пазовых фрезах периферия фрезерующего корпуса снабжена множеством установленных на краю пластин для фрезерования пазов, каждая вторая из которых выступает относительно одной стороны державки и с противоположной стороны державки. Относительное смещение пластин для фрезерования пазов производится для того, чтобы осуществить зачистку, и для того, чтобы получить пазы, имеющие перпендикулярные или параллельные ограничивающие поверхности. Нижняя поверхность паза вырезается главными режущими кромками пластин для фрезерования пазов, а боковые поверхности паза вырезаются вспомогательными режущими кромками, продолжающимися по существу перпендикулярно главным режущим кромкам. Радиусы между нижней поверхностью и боковыми поверхностями получаются посредством более или менее скругленных режущих углов на переходе между соответствующими парами главных и вспомогательных режущих кромок каждой пластины для фрезерования пазов. Относительное смещение пластин для фрезерования пазов требует того, чтобы пластины для фрезерования пазов были образованы в частности в правостороннем и левостороннем конструктивных исполнениях для того, чтобы гарантировать необходимую зачистку между боковой стенкой и участком пластины для фрезерования пазов, следующим после главной режущей кромки.
Необходимо создать установленную на краю пластину для фрезерования пазов и инструмент для фрезерования пазов, в котором единственная пластина может быть установлена на любой стороне державки.
Согласно одному аспекту настоящего изобретения пластина для фрезерования пазов, устанавливаемая на краю державки инструмента для фрезерования пазов, содержит первую боковую поверхность, вторую боковую поверхность и множество краевых поверхностей между первой и второй боковой поверхностями, причем каждая краевая поверхность пересекается с другой краевой поверхностью в углу и образует режущую кромку. Первая и вторая боковые поверхности имеют боковую опорную поверхность пластины для примыкания к упорной поверхности державки, а пластина имеет зеркальную симметрию относительно центральной пластины, продолжающейся через краевые поверхности посередине между первой и второй боковыми поверхностями. Стружколом обеспечен на каждой краевой поверхности и соответствует каждой режущей кромке, и каждый стружколом включает в себя выемку под режущей кромкой и участок, выступающий к режущей кромке, причем выступающий участок образует первую и вторую стружкоотводящие выемки между выступающим участком и первой и второй боковыми поверхностями соответственно.
Согласно другому аспекту настоящего изобретения инструмент для фрезерования пазов содержит державку, имеющую первую и вторую стороны и периферийную поверхность между первой и второй сторонами, при этом державка имеет по меньшей мере два гнезда, причем по меньшей мере первое гнездо из по меньшей мере двух гнезд продолжается внутрь от первой стороны и периферии державки, не достигая второй стороны державки, а по меньшей мере второе гнездо из по меньшей мере двух гнезд продолжается внутрь от второй стороны и периферийной поверхности державки, не достигая первой стороны державки. В каждом гнезде расположена установленная на краю пластина для фрезерования пазов, содержащая первую боковую поверхность, вторую боковую поверхность и множество краевых поверхностей между первой и второй боковыми поверхностями, причем каждая краевая поверхность пересекается с другой краевой поверхностью в углу и образует режущую кромку. Первая и вторая боковые поверхности имеют боковую опорную поверхность пластины для примыкания к упорной поверхности державки, а пластина имеет зеркальную симметрию относительно центральной пластины, продолжающейся через краевые поверхности посередине между первой и второй боковыми поверхностями. Стружколом обеспечен на каждой краевой поверхности и соответствует каждой режущей кромке, и каждый стружколом включает в себя выемку под режущей кромкой и участок, выступающий к режущей кромке, причем выступающий участок образует первую и вторую стружкоотводящие выемки между выступающим участком и первой и второй боковыми поверхностями соответственно.
Краткое описание чертежей
Признаки и преимущества настоящего изобретения хорошо понятны при прочтении нижеследующего подробного описания вместе с чертежами на которых одинаковыми ссылочными позициями обозначены подобные элементы, и на которых:
Фиг.1 представляет собой вид в перспективе инструмента для фрезерования пазов согласно аспекту изобретения;
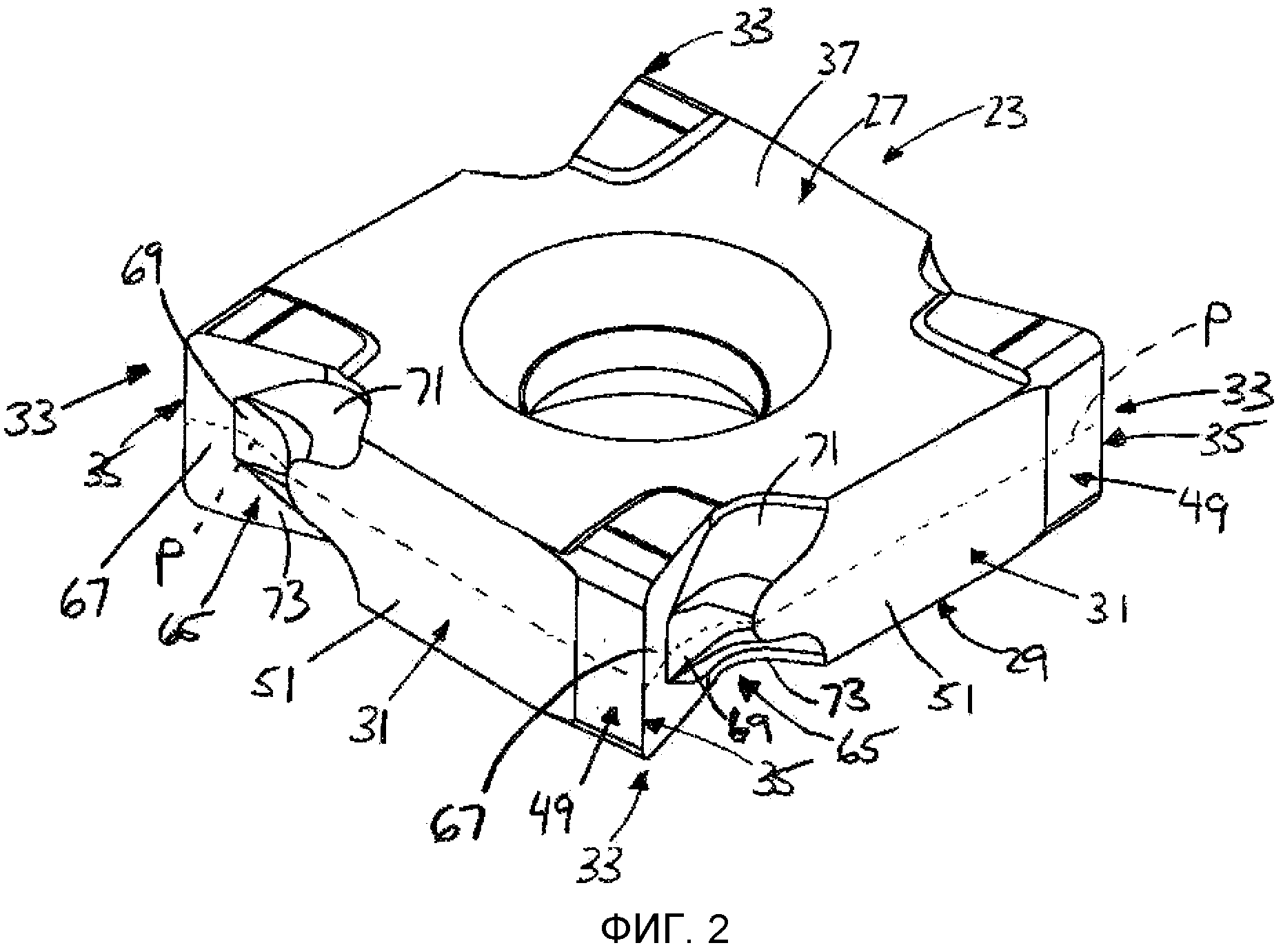
Фиг.2 представляет собой вид в перспективе пластины для фрезерования пазов согласно аспекту изобретения;
Фиг.3 представляет собой вид в перспективе пластины для фрезерования пазов согласно другому аспекту изобретения;
Фиг.4А представляет собой вид в поперечном сечении по линии 4А-4А на фиг.1;
Фиг.4В представляет собой вид в поперечном сечении по линии 4В-4В на фиг.1;
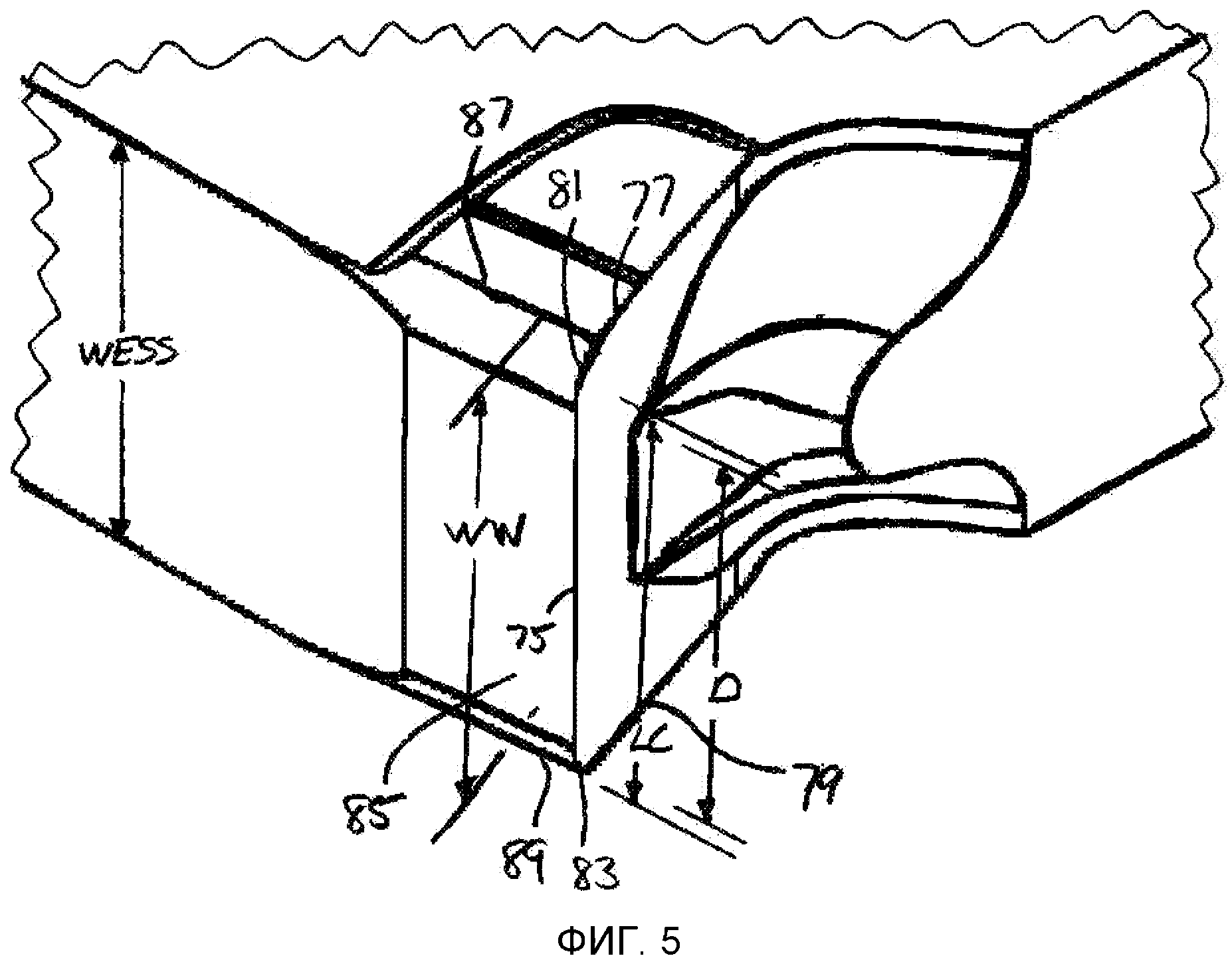
Фиг.5 представляет собой увеличенный вид участка по фиг.2;
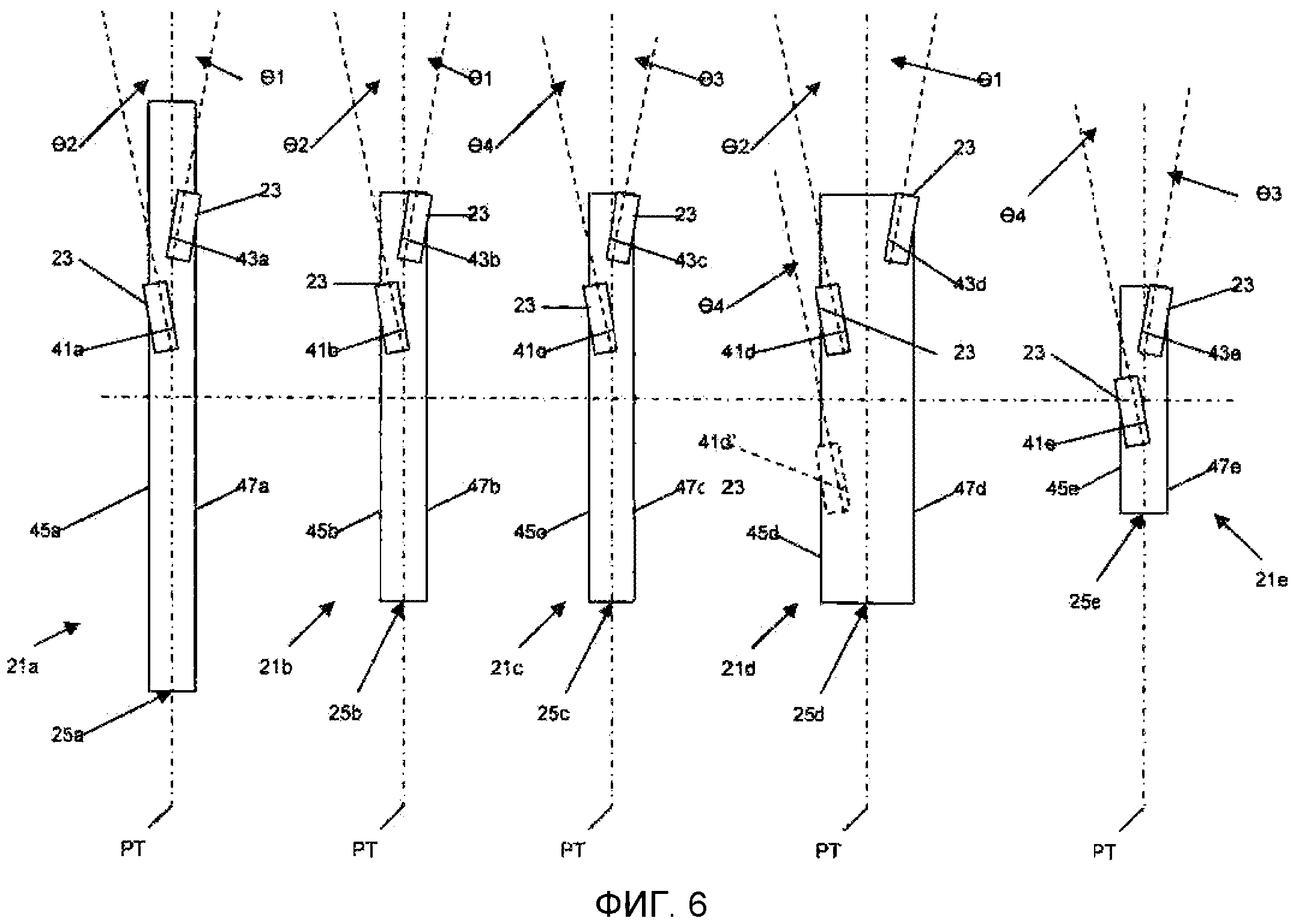
Фиг.6 представляет собой схематичный вид группы инструментов для фрезерования пазов согласно аспекту настоящего изобретения; и
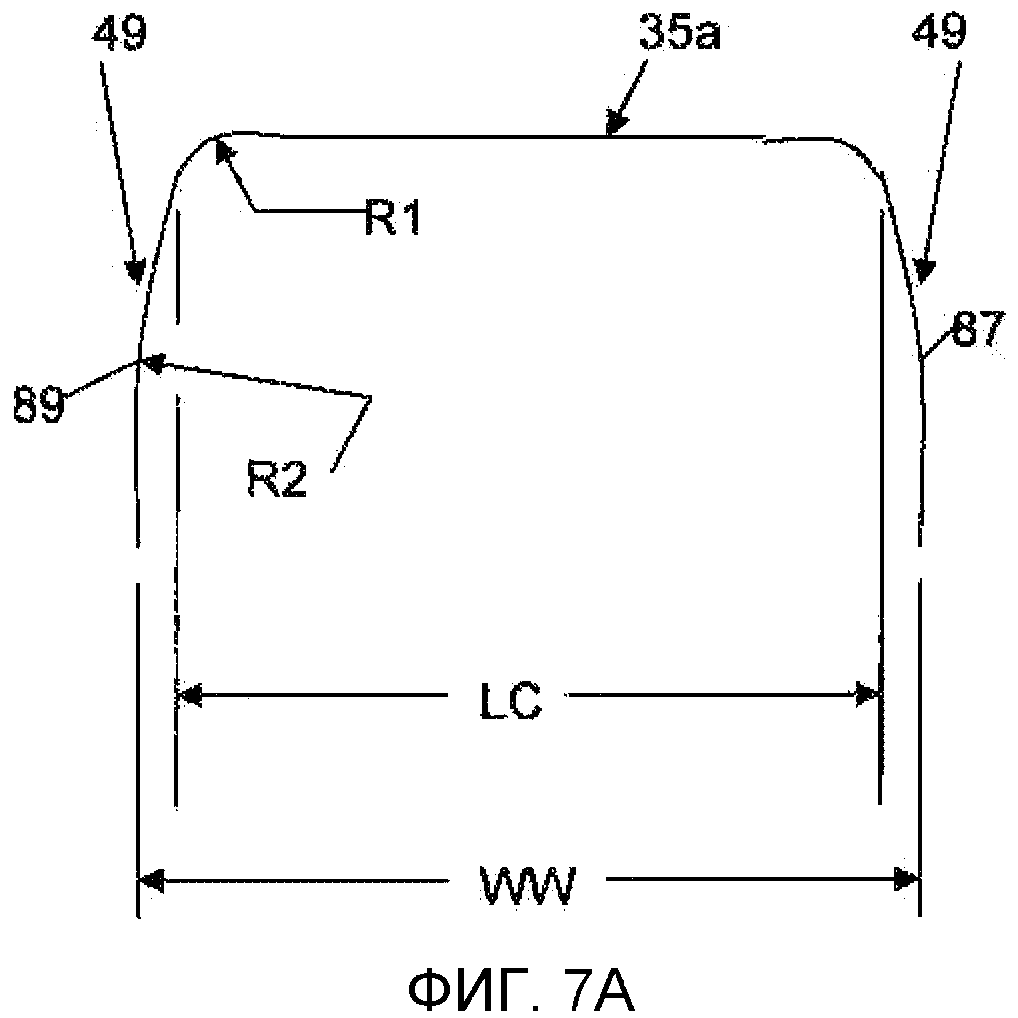
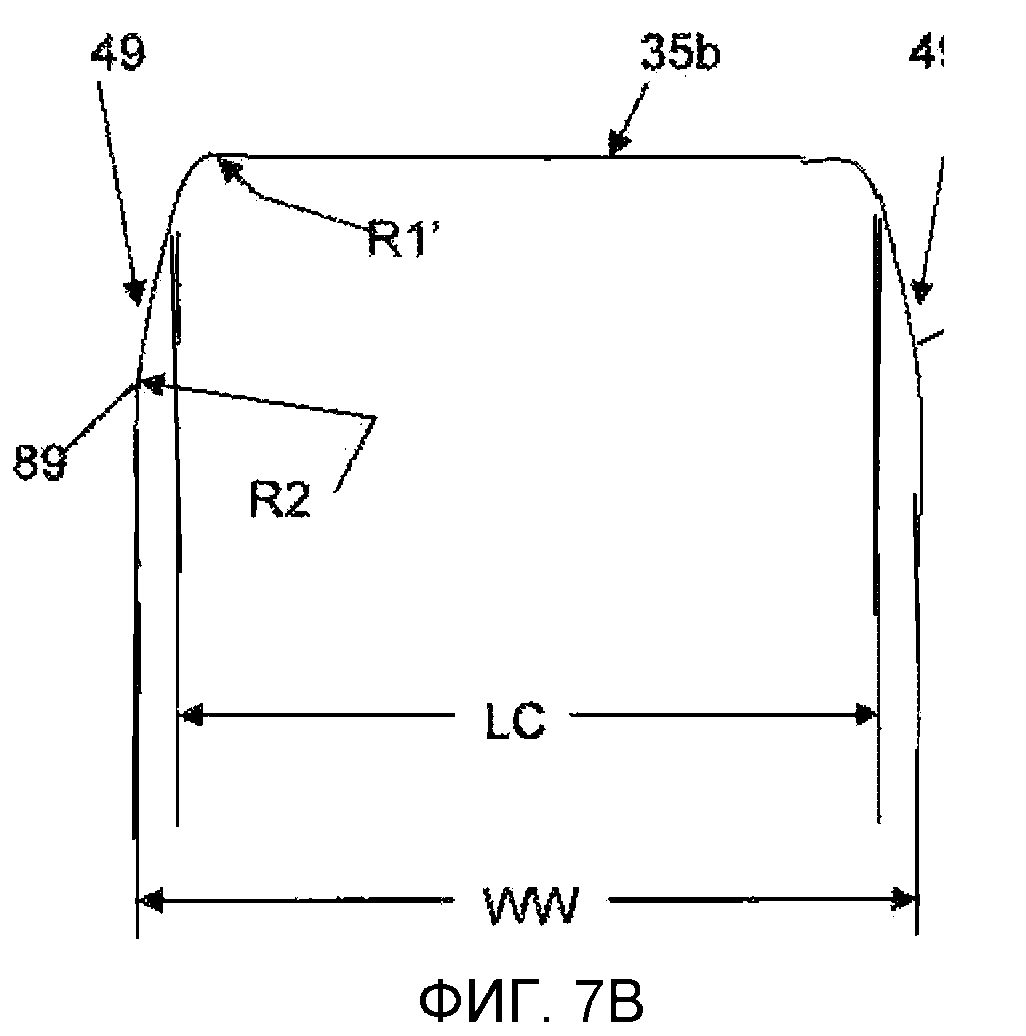
Фиг.7А и 7В представляют собой две пластины с различными геометриями режущих кромок согласно аспекту настоящего изобретения.
Подробное описание изобретения
На фиг.1 показан инструмент 21 для фрезерования пазов, содержащий двухстороннюю пластину 23 для фрезерования пазов, устанавливаемую на краю державки 25. Иллюстративная пластина 23 показана на фиг.2 и содержит первую боковую поверхность 27, вторую боковую поверхность 29 и множество краевых поверхностей 31 между первой и второй боковыми поверхностями. Каждая краевая поверхность 31 пересекается с другой краевой поверхностью в углу 33 и образует режущую кромку 35.
Первая и вторая боковые поверхности 27 и 29 имеют боковую опорную поверхность 37 и 39 пластины (не показаны на фиг.2, показаны на фиг.1 и 4А-4В) соответственно для примыкания к упорной поверхности 41 или 43 соответственно на первой и второй сторонах 45 или 47 державки 25. Обычно каждая боковая опорная поверхность 37 и 39 пластины и каждая упорная поверхность являются по существу плоскими. Пластина 23 имеет зеркальную симметрию относительно центральной плоскости P, продолжающейся через краевые поверхности 31 посередине между первой и второй боковыми поверхностями 27 и 29.
На фиг.2 показана пластина 23 такого типа, который может быть установлен на краю державки, как показано на фиг.1. Проиллюстрированная пластина 23 имеет четыре краевые поверхности 31, однако пластина может иметь другое количество краевых поверхностей. Например, на фиг.3 показана пластина 23' такого типа, который содержит пять краевых поверхностей. В других аспектах изобретения может быть обеспечено больше или меньше краевых поверхностей. Пластины, показанные на фиг.2 и 3, могут быть образованы любой подходящей технологией изготовления. Пластина, показанная на фиг.2, обычно образуется традиционной операцией обратного прессования, а пластина 23', показанная на фиг.3, может быть лучше образована операцией поперечного прессования.
В пластине 23 на фиг.2, на каждой краевой поверхности 31 обеспечена зачистная поверхность, соответствующая каждой режущей кромке 35. Каждая зачистная поверхность 49 обеспечена по существу смежно соответствующей режущей кромке 35 и следует за режущей кромкой во время операции фрезерования.
В пластине на фиг.2, краевая опорная поверхность 51 пластины обеспечена на каждой краевой поверхности 31 и обычно она образует ненулевой угол с плоскостью зачистной поверхности 49. Краевая опорная поверхность 51 пластины обеспечена для поддержания пластины 23 в гнезде 53 или 55, обеспеченном на первой или второй стороне 45 или 47 соответственно державки 25 посредством примыкания к краевой опорной поверхности 57 гнезда 53 или краевой опорной поверхности 59 гнезда 55. Гнезда 53 и 55 образованы частично упорными поверхностями 41 и 43 соответственно. Обычно, как видно на фиг.1, пластина 23 поддерживается в гнезде 53 двумя краевыми опорными поверхностями 51 пластины, примыкающими к двум краевым упорным поверхностям 57 и 61 пластины, которые также частично образуют гнездо 53, и боковой опорной поверхностью 37 пластины на первой стороне 27 пластины, примыкающей к упорной поверхности 41. Пластина 23 обычно поддерживается в гнезде 55 двумя краевыми опорными поверхностями 51 пластины, примыкающими к двум краевым упорным поверхностям 59 и 63 пластины (частично показаны на фиг.1), которые также частично образуют гнездо 55, и боковой опорной поверхностью 39 пластины на второй стороне 29 пластины, примыкающей к упорной поверхности 43.
В пластине на фиг.2 на каждой краевой поверхности 31 обеспечен стружколом 65, соответствующий каждой режущей кромке 35. Стружколом 65 может включать в себя выемку 67 под режущей кромкой 35, т.е. обращенную вперед в направлении перемещения инструмента 21 для фрезерования пазов, и участок 69, выступающий к режущей кромке. Выступающий участок 69 образует первую и вторую стружкоотводящие выемки 71 и 73 между выступающим участком и первой и второй боковыми поверхностями 27 и 29, соответственно. Таким образом, стружка может быть отведена струкжоломом независимо от того, какая из боковой опорной поверхности 37 пластины или боковой опорной поверхности 39 пластины примыкает к упорной поверхности 41 или 43, соответственно. Выемки 71 и 73, показанные на фиг.2, могут быть скруглены больше, чтобы сильнее содействовать сходу стружки. Например, пластина по фиг.3 имеет более скругленные формы, образующие стружколом и соответствующие структуры.
Обычно ширина каждого выступающего участка 69 уже, чем длина LC его соответствующей режущей кромки 35. Ширина каждого выступающего участка 69 также обычно уже, чем расстояние D между каждой из боковых опорных поверхностей пластины.
Как видно на фиг.5, на которой показан увеличенный вид участка пластины по фиг.2, длина LC каждой режущей кромки 35 может быть больше, чем расстояние D между боковыми опорными поверхностями 37 и 39 пластины. Ширина WW между самыми удаленными участками боковых участков 87 и 89 зачистных поверхностей 49 может быть по существу такая же, а обычно шире, чем длина LC соответствующей режущей кромки, а ширина WESS каждой краевой опорной поверхности 51 обычно является по существу такой же, что и расстояние D между каждой боковой опорной поверхностью 37 и 39 пластины.
В пластине по фиг.2 и 5, каждая режущая кромка 35 содержит центральный участок 75 и два боковых участка 77 и 79 на противоположных концах центрального участка. Каждый боковой участок 77 и 79 может быть продолжен центральным участком 75, например, соединением с центральным участком в изогнутых углах 81 и 83 соответственно. Боковые участки 77 и 79 обычно содержат участок, который функционирует в качестве режущей кромки, смежной центральному участку 75, и который имеет относительно небольшой радиус (R1 и R1' на фиг.7А и 7В), и участок, который не используется для резания, который обычно имеет больший радиус (R2 на фиг.7А и 7В). Длина LC режущей кромки 35 может считаться такой, как участок кромок 75, 77 и 79 между переходом от участков с относительно небольшим радиусом боковых участков 77 и 79 к участкам с большим радиусом. Зачиститель 49 может быть обеспечен и может включать в себя центральную зачистную поверхность 85, которая может следовать за центральным участком 75 режущей кромки 35, и боковые зачистные поверхности 87 и 89, которые соответственно могут следовать за боковыми участками 77 и 79 режущей кромки. Боковые зачистные поверхности 87 и 89 могут иметь по существу большую продолжительность за боковые участки 77 и 79, чем центральная зачистная поверхность 85 имеет за центральным участком 75. Центральный участок 75 режущей кромки 35 обычно является перпендикулярным плоскостям первой и второй боковых поверхностей 27 и 29. Ссылка на плоскости первой и второй боковых поверхностей, и на плоскости, в общем, не означает, что поверхности являются обязательно плоскими, поскольку они могут иметь другие формы. Плоскости поверхностей могут лишь указываться в качестве плоскостей, имеющих лишь некоторое отношение к плоскостям. Обычно плоскости поверхностей будут параллельны центральной плоскости P.
В инструменте 21 для фрезерования пазов, показанном на фиг.1, державка 25 имеет первую и вторую стороны 45 и 47, и периферийную поверхность 91 между первой и второй сторонами. Державка 25 имеет по меньшей мере два гнезда 53 и 55. Первое гнездо 53 продолжается внутрь от первой стороны 45 державки 25 и периферийной поверхности 91, не достигая второй стороны 47 державки. Второе гнездо 55 продолжается внутрь от второй стороны 47 державки 47 и периферийной поверхности 91 державки 25, не достигая первой поверхности 45 державки. Обычно на первой и второй сторонах 45 и 47 обеспечены дополнительные гнезда. В каждом гнезде 53 и 55 расположена установленная на краю пластина 23 для фрезерования пазов, причем обычно по меньшей мере две краевые опорные поверхности 51 пластины примыкают к краевым опорным поверхностям в гнездах. Пластина 23 установлена в гнезде 53 так, что боковая опорная поверхность 37 пластины на первой боковой поверхности 27 контактирует с упорной поверхностью 41 на первой стороне 45 державки 25, и пластина установлена в гнезде 55 так, что боковая опорная поверхность 39 пластины на второй боковой поверхности 29 контактирует с упорной поверхностью 43 на второй стороне 47 державки 25.
Как видно на фиг.4А и 4В, первая упорная поверхность 41 пластины и вторая упорная поверхность 43 пластины обычно не параллельны друг другу и центральной плоскости PT державки. Краевые опорные поверхности 57 и 59 также обычно не параллельны, и краевые опорные поверхности 61 и 63 также обычно не параллельны. Если ориентация пластин, зафиксированных в гнездах 35 и 55, является такой, что их режущие кромки не параллельны, пластины будут обычно образовывать паз, который не будет иметь плоскую нижнюю часть.
На фиг.6 показана группа вращающихся инструментов 21а-21е для фрезерования пазов. Группа содержит по меньшей мере две державки 25а-25е, имеющие разные диаметры. Каждая державка 25а-25е содержит первую сторону 45а-45е и вторую сторону 47а-47е, причем первая сторона и вторая сторона являются по существу перпендикулярными оси А вращения державки. По меньшей мере одна упорная поверхность 41а-41е и 43а-43b пластины обеспечена на каждой из первой стороны 45а-45е и второй стороны 47а-47е, соответственно. Упорные поверхности пластины на первой стороне и второй стороне каждой державки по существу являются зеркальными отображениями друг друга, и упорные поверхности пластины на каждой из первой стороны и второй стороны каждой державки 25а-25е являются по существу идентичными упорным поверхностям пластины на каждой другой по меньшей мере из двух державок.
Множество идентичных пластин 23 установлены со смещением или чередованием сторон (например, 45а и 47а) на каждой по меньшей мере из двух державок 25а-25е. Как видно из фиг.2, каждая пластина 23 имеет первую боковую поверхность 27 и вторую боковую поверхность 29 и множество краевых поверхностей 31 между первой и второй боковыми поверхностями, причем каждая краевая поверхность пересекается с другой краевой поверхностью в углу 33 и образует режущую кромку 35. Первая и вторая боковые поверхности 27 и 29 имеют соответственно боковую опорную поверхность 37 и 39 пластины для примыкания к одной из упорных поверхностей 41а-41е и 43а-43е.
Как видно на фиг.6, для каждой державки 25а-25е, упорные поверхности 41а-41е и 43а-43е пластины на первой и второй сторонах 45a-45e и 47a-47e образуют угол, например, θ1, θ2, θ3 или θ4 с плоскостью PT, перпендикулярной оси вращения державки. Угол, образованный опорными поверхностями пластины и плоскостью, перпендикулярной оси вращения державки, является отличным по меньшей мере для двух державок, имеющих разные диаметры. Например, упорные поверхности 41а и 43а пластины державки 25а образуют углы θ2 и θ1 с плоскостью PT, а упорные поверхности 41е и 43е пластины державки 25е образуют углы θ4 и θ3 с плоскостью PT, причем θ4 и θ3 могут быть отличными от углов θ2 и θ1.
Так как на проиллюстрированных инструментах для фрезерования пазов стороны пластин используются в качестве зачистителей, на пластине образуется радиальное усилие, которое имеет тенденцию к отклонению инструмента для фрезерования пазов. Для учета различных усилий, образующихся на инструменте для фрезерования пазов ввиду различных диаметров державки, согласно аспекту настоящего изобретения при изменении диаметра инструмента для фрезерования пазов установочный угол пластины на державке может быть изменен. Обычно при большем диаметре инструмента фрезерования пазов, угол установки пластины будет большим. Например, в случае инструментов 21а и 21е для фрезерования пазов, углы θ2 и θ1, образованные упорными поверхностями пластины и плоскостью PT, перпендикулярной оси вращения державки 21а большего диаметра по меньшей мере двух державок, имеющих разные диаметры, являются большими, чем углы θ4 и θ3, образованные упорными поверхностями пластины и плоскостью PT, перпендикулярной оси вращения державки 21е меньшего диаметра.
Несмотря на то, что упорные поверхности пластины будут обычно образовывать ненулевой угол с плоскостью PT, перпендикулярной оси вращения державки, угол может составлять 0° по меньшей мере для одной державки, например углы θ4 и/или θ3 могут составлять 0°. Как видно, например, в отношении инструментов 21а и 21b для фрезерования пазов по меньшей мере для двух различных державок 23а и 23b, имеющих разные диаметры, углы θ2 и θ1, образованные упорными поверхностями 41а и 41b, а также 43a и 43b пластины и плоскостями PT, перпендикулярными оси вращения державок, могут быть одинаковыми по меньшей мере для двух державок, имеющих разные диаметры. В группе вращающихся инструментов 21а-21е для фрезерования пазов, угол θ4 и θ3, образованный упорными поверхностями 41е и 43е пластины и плоскостью PT, перпендикулярной оси вращения самой меньшей державки 21, отличается приблизительно на 1° от угла θ2 и θ1, образованного упорными плоскостями 41а и 43а пластины и плоскостью PT, перпендикулярной оси вращения самой большей державки 21а.
В группе вращающихся инструментов для фрезерования пазов, различные державки, например, 25d и 25a, 25b, 25c или 25e могут иметь разную толщину, измеренную между первой поверхностью и второй поверхностью державок. По меньшей мере две державки, например, 25d и 25b или 25c из по меньшей мере двух державок, имеющих разную толщину, могут иметь один и тот же диаметр. Для державок, имеющих разную толщину, углы θ2 и θ1 или θ4 и θ3, образованные упорными поверхностями пластин и плоскостью, перпендикулярной оси вращения державки, могут быть разными, как в случае державки 25с по отношению к державке 25d, или одинаковыми, как в случае державки 25b по отношению к державке 25d. Обычно, угол θ2 и θ1, образованный упорными поверхностями пластины и плоскостью, перпендикулярной оси вращения державки, является большим для более узкой державки, например державок 21а и 21b из по меньшей мере двух державок, имеющих разную толщину, чем для более толстой державки, например, 25d из по меньшей мере двух державок, имеющих разную толщину.
В группе инструментов для фрезерования пазов две или более державки могут иметь одинаковый диаметр, как в случае державок 21b, 21c и 21d. Для державок, имеющих одинаковый диаметр, угол θ2 и θ1 или θ4 и θ3, определенный упорными поверхностями пластины и плоскостью, перпендикулярной оси вращения державки, может быть отличным по меньшей мере для двух державок, как в случае державки 25с по отношению либо к державке 25b или 25d, или одинаковым, как в случае державок 25b и 25d.
Множество пластин 23 может содержать группу пластин, причем каждый элемент из группы пластин имеет отличную геометрию от другого элемента из группы пластин, например, режущую кромку 35а или 35b, имеющую отличную форму, как видно при сравнении режущих кромок по фиг.7А и 7В. Режущие кромки 35а и 35b отличаются друг от друга прежде всего тем, что угловой радиус R1 для режущей кромки 35а больше, чем угловой радиус R1' для режущей кромки 35b. Ширина LC режущих кромок 35а и 35b измеряется между точками, где угловой радиус R1 или R1' пересекается с кромками, проходящими к зачистным поверхностям 87 и 89, которые обычно скруглены по радиусу и имеют больший радиус R2, чем угловой радиус режущих кромок. Расположение самой широкой части пластины между расстоянием WW между наиболее удаленными частями зачистных поверхностей 87 и 89 содействует функционированию зачистных поверхностей в качестве зачистных поверхностей, когда пластина установлена на державку при ненулевом угле относительно плоскости, перпендикулярной оси вращения державки.
В любых двух инструментах для фрезерования пазов, образующих группу инструментов для фрезерования пазов, каждая пластина 23, установленная на две державки, может быть идентичной, или отличные пластины из группы пластин могут быть установлены на одни и те же державки так, что несмотря на то что по меньшей мере несколько из множества пластин на двух державках являются идентичными, другие пластины на державках могут быть отличными. Так как форма режущей кромки и зачистителей на пластине действует на усилия в инструменте для фрезерования пазов, некоторые геометрии пластин могут быть менее подходящими для использования при конкретных диаметрах инструментов для фрезерования пазов, чем другие.
Угол θ2 или θ4, образованный по меньшей мере одной опорной поверхностью пластины на первой стороне державки и плоскостью, перпендикулярной оси вращения державки, будет часто таким же, что угол θ1 или θ3, образованный по меньшей мере одной опорной поверхностью на второй стороне державки и плоскостью, перпендикулярной оси вращения державки, т.е. θ2=θ1 и θ4=θ3. Однако, как видно в отношении инструмента 21d для фрезерования пазов, угол θ2 или θ4, образованный по меньшей мере одной упорной поверхностью пластины на первой стороне державки и плоскостью, перпендикулярной оси вращения державки, может быть отличным от угла θ1, образованного по меньшей мере одной упорной поверхностью пластины на второй стороне державки и плоскостью, перпендикулярной оси вращения державки, т.е. θ2=θ1≠θ4.
По сравнению с односторонней пластиной для фрезерования пазов, двухсторонняя пластина с 8 или 10 углами будет иметь приблизительно те же самые производственные затраты, но будет иметь на 4-6 используемых углов больше в отличие от односторонних пластин.
В настоящей заявке использование термина, такого как «включающий в себя», является неограниченным и имеет то же самое значение, что и термин «содержащий», и не препятствует наличию другой конструкции, материала или действий. Аналогичным образом, хотя использование термина, такого как «может», является неограниченным и отражает то, что конструкция, материал или действия не являются необходимыми, неиспользование таких терминов не отражает тот факт, что конструкция, материал или действия являются существенными. В такой степени, в которой конструкция, материал или действия являются существенными в настоящее время, они определены как таковые.
Хотя настоящее изобретение было проиллюстрировано и описано в соответствии с предпочтительным вариантом осуществления настоящего изобретения, предполагается, что в нем могут быть выполнены изменения и дополнения, не выходящие за рамки объема изобретения, определенного в формуле изобретения.
Описания заявок на патент Швеции № 0900285-8 и 0950124-8, на основании которых испрашивается приоритет по данной заявке, включено сюда путем ссылки.
Реферат
Изобретение относится к машиностроению и может быть использовано при фрезеровании пазов со смещением. Инструмент содержит пластину для фрезерования пазов, устанавливаемую на краю державки инструмента. Пластина включает в себя первую боковую поверхность, вторую боковую поверхность и множество краевых поверхностей между первой и второй боковыми поверхностями. Каждая краевая поверхность пересекается с другой краевой поверхностью в углу и образует режущую кромку. Первая и вторая боковые поверхности имеют боковую опорную поверхность пластины для примыкания к опорной поверхности державки. Пластина имеет зеркальную симметрию относительно центральной плоскости, продолжающейся через краевые поверхности посередине между первой и второй боковыми поверхностями. Стружколом расположен на каждой краевой поверхности, соответствует каждой режущей кромке и включает выемку под режущей кромкой и участок, выступающий к режущей кромке. Выступающий участок образует первую и вторую стружкоотводящие выемки между выступающим участком и первой и второй боковыми поверхностями соответственно. Обеспечивается установка пластины на любой стороне державки и требуемая степень зачистки поверхности. 2 н. и 13 з.п. ф-лы, 7 ил.
Формула
первую боковую поверхность (27);
вторую боковую поверхность (29) и
множество краевых поверхностей (31) между первой и второй боковыми поверхностями, каждая из которых пересекается с другой краевой поверхностью в углу (33) и образует режущую кромку (35),
при этом первая и вторая боковые поверхности (27 и 29) пластины имеют боковую опорную поверхность (37 и 39) для примыкания к упорной поверхности (41 и 43) в державке (25), и пластина (23, 23') имеет зеркальную симметрию относительно центральной плоскости (P), продолжающейся через краевые поверхности (31) посередине между первой и второй боковыми поверхностями (27 и 29), отличающаяся тем, что на каждой краевой поверхности (31) обеспечен стружколом (65), соответствующий каждой режущей кромке (35), при этом каждый стружколом (65) включает в себя выемку (67) под режущей кромкой (35) и участок (69), выступающий к режущей кромке (35), причем выступающий участок (69) образует первую и вторую стружкоотводящие выемки (71 и 73), расположенные между выступающим участком (69) и первой и второй боковыми поверхностями (27 и 29) соответственно.
Документы, цитированные в отчёте о поиске
Фрезерно-расточный инструмент
Комментарии