Фрезерно-расточный инструмент - RU2108208C1
Код документа: RU2108208C1
Чертежи










Описание
Изобретение относится к фрезерно-расточному инструменту.
Известны фрезерно-расточные инструменты, используемые в комбинации со станками с ЧПУ или подобными станками или устройствами для выполнения циркулярного фрезерования при изготовлении отверстий, отверстий по посадке, пазов и выполнения резьб в сплошном материале (см., например, выложенные заявки ФРГ 3909077 и 3831046). При этом для изготовления отверстия под резьбу на каждый режущий блок используют две торцовые режущие кромки в виде радиуса, а также внешние и внутренние боковые режущие кромки. Лишь за счет этой геометрии режущих кромок возможно изготовление прежде всего посадок в сплошном материале вследствие значительного уменьшения осевого сопротивления. Благодаря этой геометрии значительно повышается стойкость торцевых режущих кромок фрезерно-расточного инструмента, поскольку за счет процесса циркулярного фрезерования они постоянно выходят из контакта с материалом. Обеим системам присущи определенные недостатки как при изготовлении посадки в сплошном материале, так и при изготовлении резьб. Существенный недостаток используемых в патенте ФРГ N 3909077 поворотных режущих пластин состоит главным образом в том, что каждые две пластины образуют только один фрезерный блок с упомянутой выше геометрией режущих кромок, вследствие чего из-за того, что на хвостовике фрезы можно разместить лишь ограниченное число поворотных пластин, число входящих в контакт с материалом режущих кромок сильно ограничено. С другой стороны, крепление на хвостовике фрезы является технически очень сложным делом, что, конечно, связано с очень высокими затратами.
Кроме того, из патента 3831046 известен фрезерно-расточной инструмент с хвостовиком для изготовления отверстий, например, отверстий по посадке или глухих отверстий любого в определенных пределах диаметра в сплошном материале, причем фрезерно-расточной инструмент установлен с возможностью его приведения во вращения и осевого перемещения по круговой траектории вокруг оси отверстия, например, на металлорежущем станке с ЧПУ, и имеет торцевые режущие кромки, расположенные на режущих пластинах для изготовления отверстий под резьбу, при этом торцевые режущие кромки примыкают с одной стороны к внутренним боковым режущим кромкам, образующим направленную внутрь V -образную геометрию и с другой стороны к внешним боковым режущим кромкам, при этом между торцевыми режущими кромками и внешними боковыми кромками расположены переходы.
Недостатки этого известного фрезерно-расточного инструмента заключаются в том, что его пластины из-за их опор не могут быть выполнены как поворотные пластины, и, во-вторых, опора пластин также является технически сложной и связанной с высокими затратами. Кроме того, при запланированном процессе фрезерования поворотные пластины могут отделяться от опоры. Другая проблема состоит в том, что для того чтобы придать используемым здесь поворотным режущим пластинам, во-первых, достаточную собственную жесткость, а, во-вторых, и прочно закрепить их на хвостовике фрезы, боковые режущие кромки должны иметь в большинстве случаев достаточную длину. Однако это для предусмотренного использования (прежде всего изготовления посадок иных отверстий в сплошном материале) связано с тем недостатком, что боковые режущие кромки должны быть размещены на хвостовике фрезы очень точно, иначе они будут неравномерно вращаться в посадочное отверстие, вследствие чего оно может иметь в верхней части больший размер, чем в нижней. Кроме того, режущие кромки переставляемых пластин преждевременно частично изнашиваются. На практике оказалось, что с помощью такого инструмента вследствие длины боковых режущих кромок нельзя получить желаемые размеры посадочных отверстий. Другая проблема состоит в том, что зона режущих кромок поворотных пластин, выполняющая в процессе резания черновую обработку, не имеет идеальной геометрии, что, во-первых, отрицательно сказывается на потребности в энергии и в мощности привода, а во-вторых, снижает стойкость всех используемых режущих кромок.
Кроме того всегда существует проблема, связанная с установкой по отдельности каждой режущей кромки по окружности и по углу в мкм-диапазоне, так как на практике выяснилось, что без возможности такой регулировки по окружности готовый инструмент, оснащенный несколькими поворотными пластинами, не обеспечивает получение посадки описанным здесь способом фрезерования.
Кроме того, на практике в серийном производстве оказалось, что в том случае, если торцовые режущие кромки слегка изношены и одинаково затуплены, для изготовления посадки необходима вторая операция, а именно тем же инструментом и с тем же ходом программы, однако с учетом отклонения от размера. При этом дополнительный ход программы часто не приводит к ожидаемому успеху, поскольку изношенная зона режущих кромок предшествует еще хорошей (острой) зоне и препятствует, тем самым, инструменту соблюдать запрограммированную траекторию, поскольку затупленные режущие кромки препятствуют корректировке не вычисляемого больше отклонения размеров изготовляемого отверстия (посадки) в микрометровом диапазоне за счет трения об уже изготовленную стенку отверстия. Эта проблема существует, конечно, и у фрез, оснащенных сплошной режущей пластиной для этого запланированного применения для соблюдения диаметра.
Другая проблема состоит в том, что у фрез большого диаметра, оснащенных поворотными пластинами, свободное от режущих кромок пространство в середине между внутренними боковыми режущими кромками очень велико, из-за чего соответственно увеличивается также необходимое минимальное смещение (равное внецентренному смещению) и в той же степени увеличивается технологическое время при использовании такой фрезы для изготовления (отверстий, что отрицательно сказывается в серийном производстве на экономичности таких инструментов. При изготовлении резьбы в сплошном материале возникают те же проблемы при использовании режущих пластин, если они должны использоваться вперекидку или если должны изготовляться резьбы больших диаметров. Другая проблема состоит в том, что при предусмотренной в этом решении геометрии режущих кромок поворотные пластины можно лишь с трудом закрепить на пластинодержателе или хвостовике инструмента.
В основе изобретения лежит задача создания фрезерно-расточного инструмента приведенной выше конструкции с соответствующей геометрией режущих кромок на поворотных пластинах для изготовления абсолютно круглых и других отверстий в сплошном материале, причем, кроме того, по сравнению с известными устройствами этого рода должны быть улучшены и упрощены крепление и центрирование или выверка поворотной пластины на хвостовике инструмента или пластинодержателе.
Эта задача решается во фрезерно-расточном инструменте с хвостовиком для изготовления отверстий, например, отверстий по посадке или глухих отверстий любого в определенных пределах диаметра в сплошном материале, устанавливаемом с возможностью его приведения во вращение и осевого перемещения по круговой траектории вокруг оси отверстия, например, на металлорежущем станке с ЧПУ, и имеющем торцовые режущие кромки, расположенные на режущих пластинах для изготовления отверстий под резьбу, при этом торцовые режущие кромки примыкают с одной стороны к внутренним боковым режущим кромкам, образующим направленную внутрь V -образную геометрию и с другой стороны к внешним боковым режущим кромкам, при этом между торцовыми режущими кромками и внешними боковыми кромками расположены переходы, за счет того, что торцовые режущие кромки на своих самых высоких в осевом направлении точках выполнены с короткими прямыми участками, а обе боковые режущие кромки разделены посредством, по меньшей мере, одной поперечной режущей кромки, расположенной под углом к продольной плоскости режущей пластины, на режущую и нережущую части, при этом обе упомянутые части расположены под углом к оси инструмента со смещением одна относительно другой.
Кроме того, является целесообразным снабдить инструмент дополнительными торцовыми режущими кромками с короткими прямолинейными участками, дополнительными внутренними и наружными боковыми режущими кромками, дополнительными поперечными кромками, разделяющими наружные боковые кромки на режущую и нережущую части, при этом указанные дополнительные кромки предназначены для образования поворотной пластины и расположены на последней со смещением 180o, относительно основных режущих кромок, а также выверочно-центрирующими средствами, расположенными на опорной поверхности режущей пластины, обращенной к хвостовику, при этом режущая пластина выполнена с возможностью закрепления с помощью по меньшей мере одного крепежного средства в определенном положении на хвостовике инструмента.
Кроме того является целесообразным, если внешней боковой режущей кромке поворотной пластины выполнена дополнительная поперечная режущая кромка, предназначенная для разделения указанной внешней боковой режущей кромки на черновую и чистовую режущие кромки, причем чистовая режущая кромка незначительно выступает за черновую режущую кромку.
При этом разделенные таким образом режущие кромки могут быть выполнены частично в качестве черновой режущей кромки с идеальной для черновой обработки, отчасти известной геометрией, а примыкающие чистовые режущие кромки имеют геометрию, ориентированную на чистовую обработку. Для достижения идеальной геометрии черновых режущих кромок предложено, в частности, ориентировать ее в форме спирали или под углом к оси фрезы и снабдить лункой таким образом, чтобы она, как известно, вызывала положительный отвод стружки. Одновременно этим можно достичь того, что полученная этими черновыми режущими кромками стружка не будет касаться примыкающих к ним чистовых режущих кромок.
Кроме того, является целесообразным, что упомянутые выверочно- центрирующие средства, предназначенные для крепления поворотной пластины на пластинодержателе, содержат полукруглые или полусферические выемки в поворотной пластине и пазообразные или полусферические выемки в пластинодержателе, а также предназначенные для размещения в указанных выемках тонкостенные и упруго-деформируемые тела, в частности трубочки или полые шарики.
Глубина полукруглых или полусферических выемок в поворотной пластине может соответствовать приблизительно одной трети диаметра указанного тонкостенного тела, в частности диаметра трубочки или шарика, при этом глубина пазообразных или полусферических выемок в пластинодержателе выполнена на небольшую величину меньше, чем две трети диаметра указанных тонкостенных и упруго-деформируемых тел, в частности трубочек или шариков, при этом в выемках пластинодержателя выполнены свободные пространства, предназначенные для приема вытесненного материала, образующегося при деформации упомянутых тонкостенных тел, в частности трубочек, при фиксации режущей пластины на хвостовике инструмента.
При этом внешние и внутренние боковые режущие кромки, выполненные в качестве черновых могут быть расположены под углом к оси инструмента и иметь лунку, а переходные режущие кромки от торцовых режущих кромок до боковых режущих кромок могут быть выполнены в виде фасок.
Является также целесообразным, чтобы размещенная снаружи и размещенная внутри внешние боковые режущие кромки, а также соответственно размещенная внутри торцовая режущая кромка располагались под разными углами, при этом число попарно V-образно расположенных внутренних боковых режущих кромок на каждую сторону пластины составляло больше двух.
При этом имеющиеся в нем геометрические параметры резания выполнены как на сплошных режущих пластинах, так и на поворотных пластинах, в которых режущий материал нанесен на основу, а по ширине режущих кромок поворотной пластины размещено несколько торцовых режущих кромок, разделяющих попарно V -образно расположенные внутренние боковые режущие кромки, при этом ширина поворотных пластинок выполнена настолько меньшей, чем половина диаметра инструмента, что поворотная пластина даже при большом количестве торцовых режущих кромок не доходит до оси фрезерно-расточного инструмента.
Кроме того, поставленная задача решается в способе изготовления отверстий, например посадочных отверстий или глухих отверстий любого в определенных пределах диаметра в сплошном материале, при котором обработку ведут с помощью фрезерно-расточного инструмента, установленного с возможностью его приведения во вращение и перемещения по круговой траектории вокруг оси отверстия и вдоль нее, например на металлорежущем станке с ЧПУ, и имеющего на режущих пластинах торцовые режущие кромки, предназначенные для изготовления отверстия под резьбу и примыкающие с одной стороны к внутренним боковым режущим кромкам, образующим направленную внутрь V-образную геометрию, и с другой стороны к внешним боковым режущим кромкам, при этом инструмент имеет переходы между торцевыми режущими кромками и внешними боковыми режущими кромками, при этом обрабатывают отверстие до достижения размера по координате z, а затем для получения ровной поверхности основания осуществляют перемещение инструмента без подачи по координате z, за счет того, что на фрезерно-расточном инструменте на самых высоких точках торцовых кромок выполняют короткие прямые участки, а обе наружные боковые режущие кромки разделяют посредством по меньшей мере одной поперечной режущей кромки, расположенной под углом к продольной оси режущей пластины, на режущую и нережущую части, которые располагают под углом к оси инструмента со смещением одна относительно другой, при этом упомянутую обработку до достижения размера по оси z ведут с припуском, после этого поверхность отверстия в процессе чистовой обработки обрабатывают начисто или до окончательного размера таким образом, что в обратном порядке повторяют тот же ход программы, что и при изготовлении отверстия, с поперечной подачей для снятия оставленных припусков.
Для изготовления посадочных отверстий в сплошном материале упомянутые поперечные режущие кромки фрезерно-расточного инструмента используются следующим образом: например, при изготовлении посадки с глухим отверстием фрезерно- расточный инструмент, оснащенный поворотными пластинами со сплошной, лишь укороченной боковой режущей кромкой, перемещают с помощью станка с ЧПУ для изготовления резьбы методом циркуляционного расточного фрезерования в сплошном материале со смещением диаметра предполагаемого отверстия с небольшим припуском на нужную глубину, а затем станок совершает поворот траектории фрезы без поперечной подачи по координате z, изготовляя плоское основание глухого отверстия. Таким образом, процесс черновой обработки закончен. В последующем процессе чистовой обработки ход программы повторяют в обратном порядке, т. е. совершают еще один поворот траектории фрезы, однако с соответствующими поперечными подачами (размер по координате z и размер диаметра) для снятия оставленного в процессе черновой обработки припуска. Затем, начиная от этой исходной глубины, происходит следующий обратный ход программы назад к исходной точке (соответствует началу отверстия). Это означает, что посадочное отверстие изготовляется от его основания. Благодаря этому одним фрезерно-расточным инструментом или одной режущей пластиной можно изготовить во много раз больше посадочных отверстий, поскольку в этом случае зона режущих кромок, выполняющая черновую обработку, при изготовлении конечного продукта посадочного отверстия не входит больше в контакт с материалом, так как неострые (затупившиеся) режущие кромки уменьшаются по длине (соответствует размеру диаметра).
Следует подчеркнуть, что длина боковых режущих кромок, начиная с торцового радиуса, или фаски должна быть приблизительно вдвое больше величины поперечной подачи по координате z на каждый поворот с тем, чтобы режущие кромки, используемые в качестве чистовых, врезались в процессе черновой обработки только в периферийную стенку отверстия, за счет чего это врезание по отношению к режущим кромкам, выполняющим черновую обработку, составляет около 1:50. С учетом двух дополнительных отрезков движения (каждый соответствует возврату от конца процесса фрезерования к начальной точке программы) можно было бы достичь того же результата, если фрезерно-расточный инструмент оснащен режущими кромками, у которых внешние боковые режущие кромки еще раз разделены на черновую и чистовую, поскольку там черновые режущие кромки в процессе чистовой обработки при том же повторении программы находятся вне контакта с материалом, за исключением поперечной подачи на величину оставленного припуска. В этих циклах фрезерования в контакт с материалом входят также упомянутые выше поперечные режущие кромки.
При этом, конечно, с помощью этой еще раз разделенной режущей кромки (черновая и чистовая) посадочный размер можно изготовить также от основания отверстия.
Эти циклы фрезерования могут использоваться также при изготовлении сквозных посадочных отверстий и других выемок, например карманов в сплошном материале. Для того, чтобы при изготовлении больших выемок или резьбовых отверстий решить проблему слишком большого, лишенного режущих кромок пространства, предложено частично снабдить также это пространство режущими кромками. Это можно, во-первых, реализовать за счет частичного оснащения кольца, используемого для регулировки радиального биения, режущими пластинами, причем они не доходят до середины фрезерно-расточного инструмента, а во-вторых, предусмотрено оснащение только каждой второй или третьей периферийной режущей кромки в зависимости от их числа дополнительными режущими кромками в этой внутренней зоне почти до середины фрезерно-расточного инструмента или это лишенное режущих кромок пространство зависит от расстояния, на котором друг от друга расположены торцевые режущие кромки поворотной пластины.
В качестве другого варианта предложено изготовлять поворотные пластины более широкими, причем они имеют тогда более двух торцовых режущих кромок с упомянутой выше геометрией. При этом далее предусмотрено использовать режущие пластины разной ширины с тем чтобы также внутри фрезерно-расточного инструмента обеспечить достаточно свободного места для скапливающейся стружки в виде запятой. При этом чередующиеся по ширине пластины могут иметь, например, две к трем, или две к четырем, или три к четырем, или три или четыре к пяти и т.д. торцовых режущих кромок. Далее у более широких пластин может быть предпочтительным предусмотреть несколько пластин по ширине режущих кромок. В этой связи следует еще указать на то, что при изготовлении глухого отверстия все торцевые режущие кромки должны лежать в одной плоскости.
Для того, чтобы решить проблему выверки внешних боковых режущих кромок относительно оси фрезы, а также иметь возможность отрегулировать радиальное биение в диапазоне микронов, предлагается использовать внутреннее свободное от режущих кромок пространство для того, чтобы в это отверстие вставить кольцо и расположить в этом месте в зоне прилегания поворотных пластин потайные винты, которые могут перемещаться с помощью вставляемого снаружи ключа, причем потайные винты взаимодействуют с боковыми выемками (опорными поверхностями), выполненными в поворотных пластинах, благодаря чему поворотные пластины могут незначительно (в пределах микрон) перемещаться от оси фрезы наружу при приложении давления.
При больших диаметрах фрезы можно вообще отказаться от регулировки радиального биения с помощью кольца, размещенного в середине фрезы и установленных там с возможностью вращения потайных винтов, так как при таких диаметрах фрезы в зоне внешнего периметра применяются только поворотные пластины с более, чем двумя торцовыми режущими кромками и по меньшей мере с двумя отверстиями, причем регулирование радиального биения может осуществляться с помощью имеющегося в распоряжении второго отверстия. Благодаря этому данное установленное кольцо полностью предназначено для приема поворотных режущих пластин.
Далее предусмотрено, что это кольцо оснащено таким же посадочным местом для пластин и имеет по оси z возможность регулировки аналогично хвостовику фрезы для поворотных пластин.
Кольцо, оснащенное поворотными пластинами, может быть снято при фрезеровании только карманов в сплошном материале, причем здесь можно было бы уменьшить осевое сопротивление и одновременно число режущих пластин.
Следует еще заметить, что за счет ходов программы в процессе фрезерования при изготовлении посадки с глухим отверстием только в зоне черновой обработки (равной 1 зоны поперечной подачи по координате z на один поворот) желаемый посадочный размер не достигается, если режущие кромки, используемые в качестве черновых режущих кромок, уже изношены или режущие кромки выполнены в качестве черновых и чистовых. Это, однако, не должно отрицательно сказываться, поскольку ответная деталь, вводимая в посадочное отверстие, в этой зоне в нормальном случае снабжена фаской.
В остальном можно почти полностью отказаться от контроля размера изготовляемого посадочного отверстия, поскольку режущие кромки в процессе чистовой обработки лишь незначительно входят в контакт с материалом и, тем самым, стабильности используемых здесь фрезерно-расточных инструментов почти всегда было бы достаточно, даже если должны изготовляться очень маленькие посадки.
Для того, чтобы в исполнении с поворотными пластинами их можно было независимо от диаметра хвостовика фрезерно-расточного инструмента закрепить достаточно прочно и с соблюдением размеров, а также просто, предложено далее, как известно, снабдить пластины по меньшей мере одним отверстием (преимущественно посередине) для ввода крепежного винта. Для того, чтобы пластину можно было закрепить на хвостовике фрезерно-расточного инструмента без проворачивания, а также вперекидку в точном положении, согласно другому признаку изобретения, предусмотрено снабдить режущие пластины по меньшей мере одним или двумя и более пазами, причем они могут быть расположены в форме креста. Пазам соответствуют входящие в них в процессе закрепления без зазора тонкостенные полые элементы, в частности трубочки. Опора пластин во фрезерно-расточном инструменте снабжена, в свою очередь, видоизмененными пазами. Выполненные в опоре пластины пазы имеют форму сечения, отличающуюся от формы сечения трубочек таким образом, что пазы в опоре пластины при диаметре трубочек, например, 2 мм имеют ширину около 1,97 мм и глубину около 1,28 мм, а также угловой радиус около 0,5 мм. Благодаря этим мерам трубочка удерживается в этих пазах с самостопорением, поскольку она при креплении поворотной пластины погружается или запрессовывается в паз на половину своего диаметра, во-вторых, при фиксации режущих пластин на хвостовике инструмента, будь то винтом или зажимом, возникающий там избыточный материал трубочки может вытесняться в эти образованные свободные пространства. При этом избыточный материал возникает за счет того, что выемка в режущей пластинке в упомянутом примере расчета изготовлена с радиусом около 0,66 мм. Благодаря этому выполнению достигается то, что при фиксации поворотной пластины на хвостовике инструмента возникает давление на трубочку со всех сторон, в результате чего избыточный материал за счет деформации трубочек вытесняется в образованные свободные пространства в пазах и поворотная пластина всегда полностью прилегает с высокой точностью повторения к своей опоре.
Для решения проблем при изготовлении резьб в сплошном материале предложено изготовлять режущую пластину, выполненную поворотной, с той же опорой и той же геометрией черновых режущих кромок с тем чтобы их можно было потом использовать при необходимости на хвостовике фрезы для изготовления отверстий. Для улучшения использования изготовляющих отверстие под резьбу режущих кромок предложено выполнить перед резьбонарезающим зубом по меньшей мере один дополнительный резьбонарезающий зуб, который по всему своему контуру имеет меньшие размеры, за счет чего уже имеющийся зуб выполняет лишь чистовую обработку.
Для решения проблемы применения более новых режущих материалов предлагается жестко нанести их на материал подложки, за счет чего экономится материал режущих лезвий, поскольку материал подложки обеспечивает достаточную жесткость, а, с другой стороны, предлагаемое здесь посадочное место для пластин может быть заменено и для этих материалов режущих лезвий в сочетании с материалом подложки.
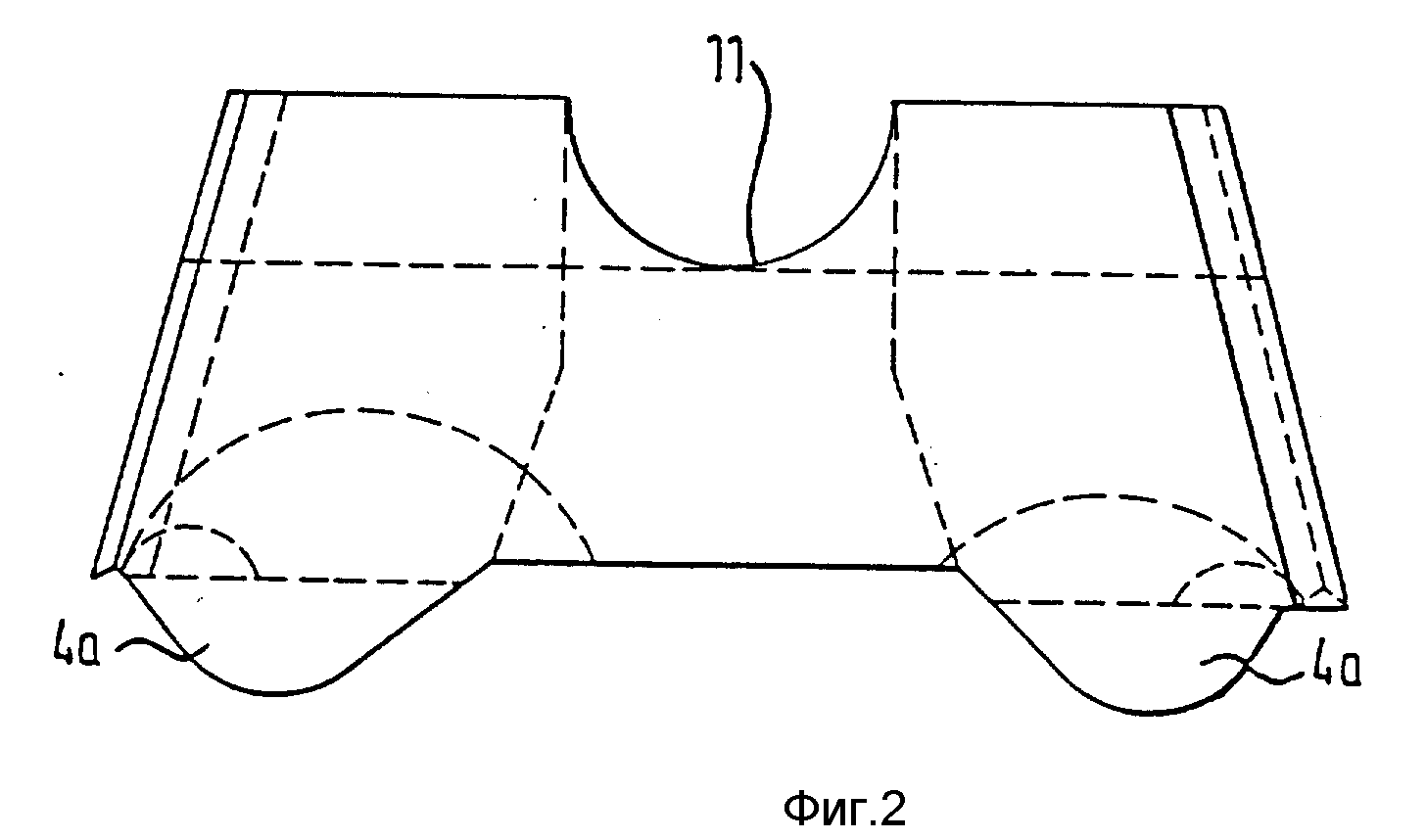
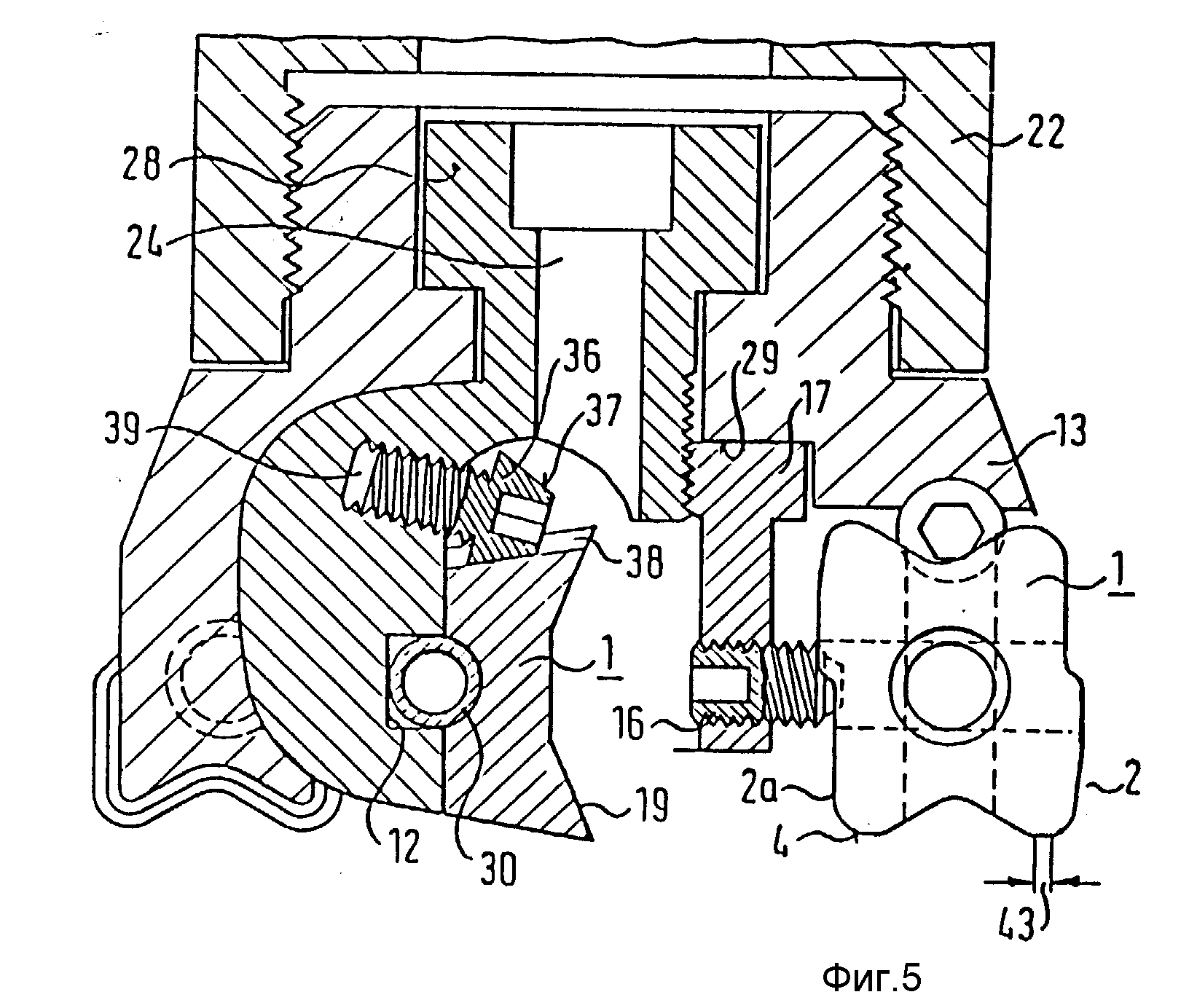
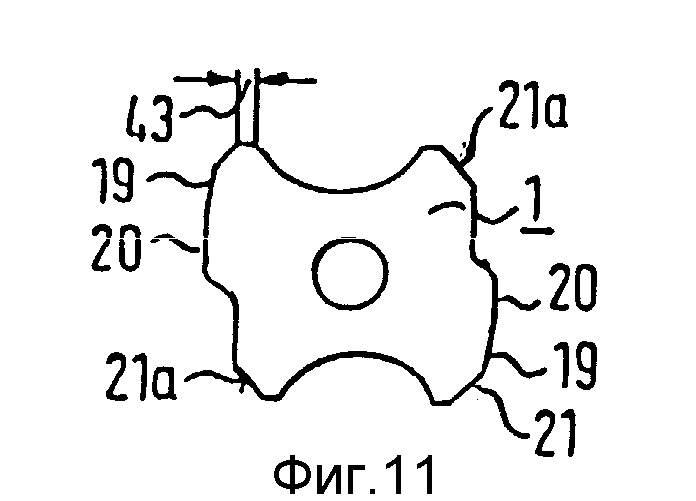
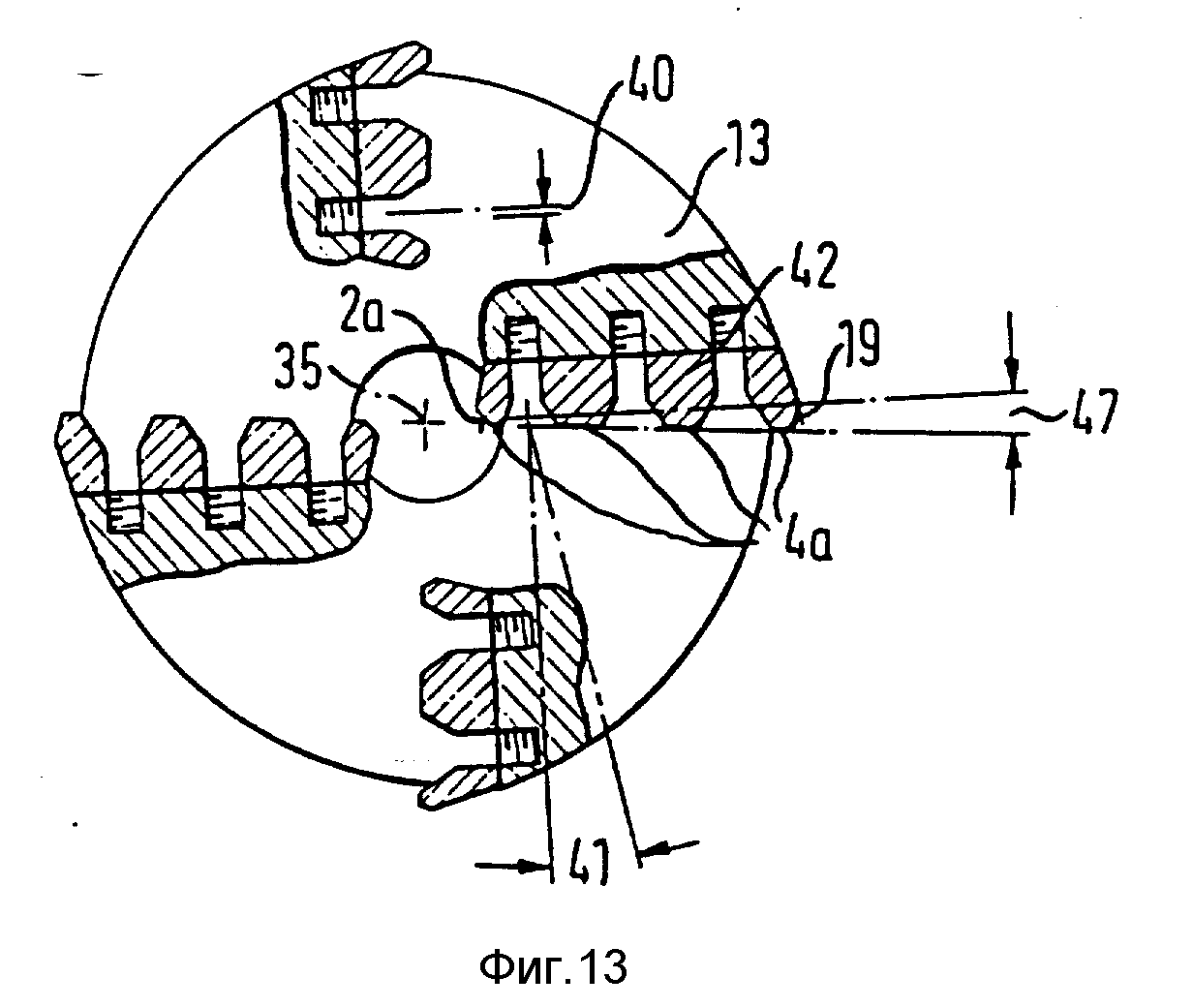
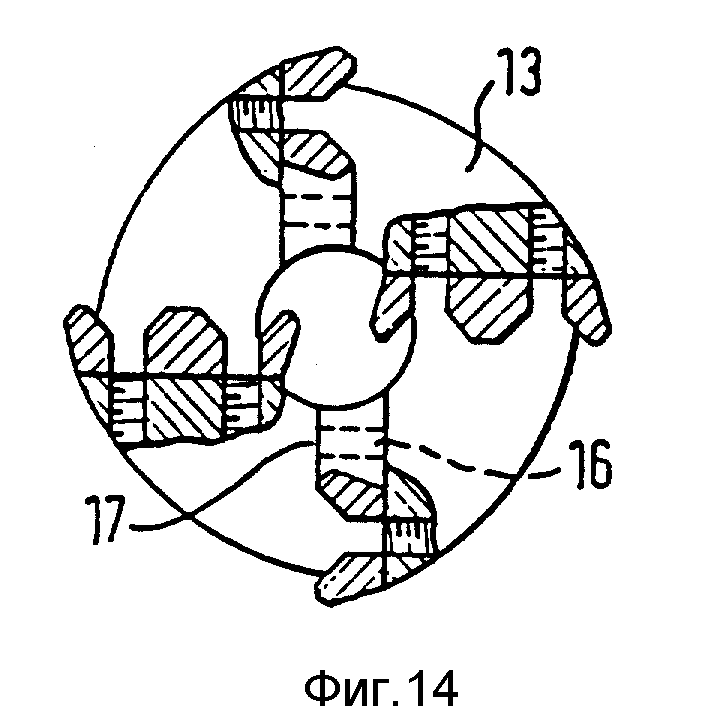
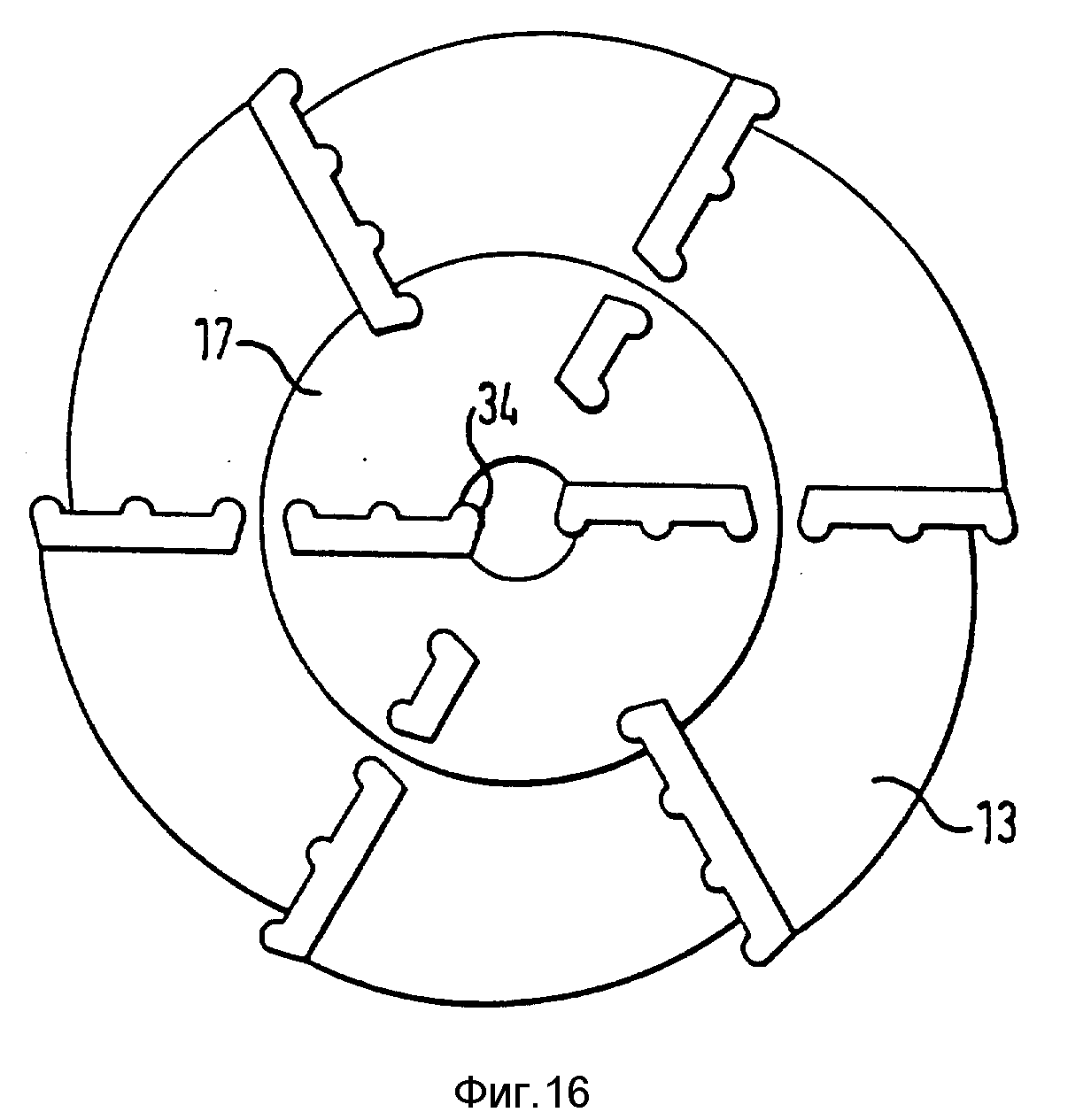
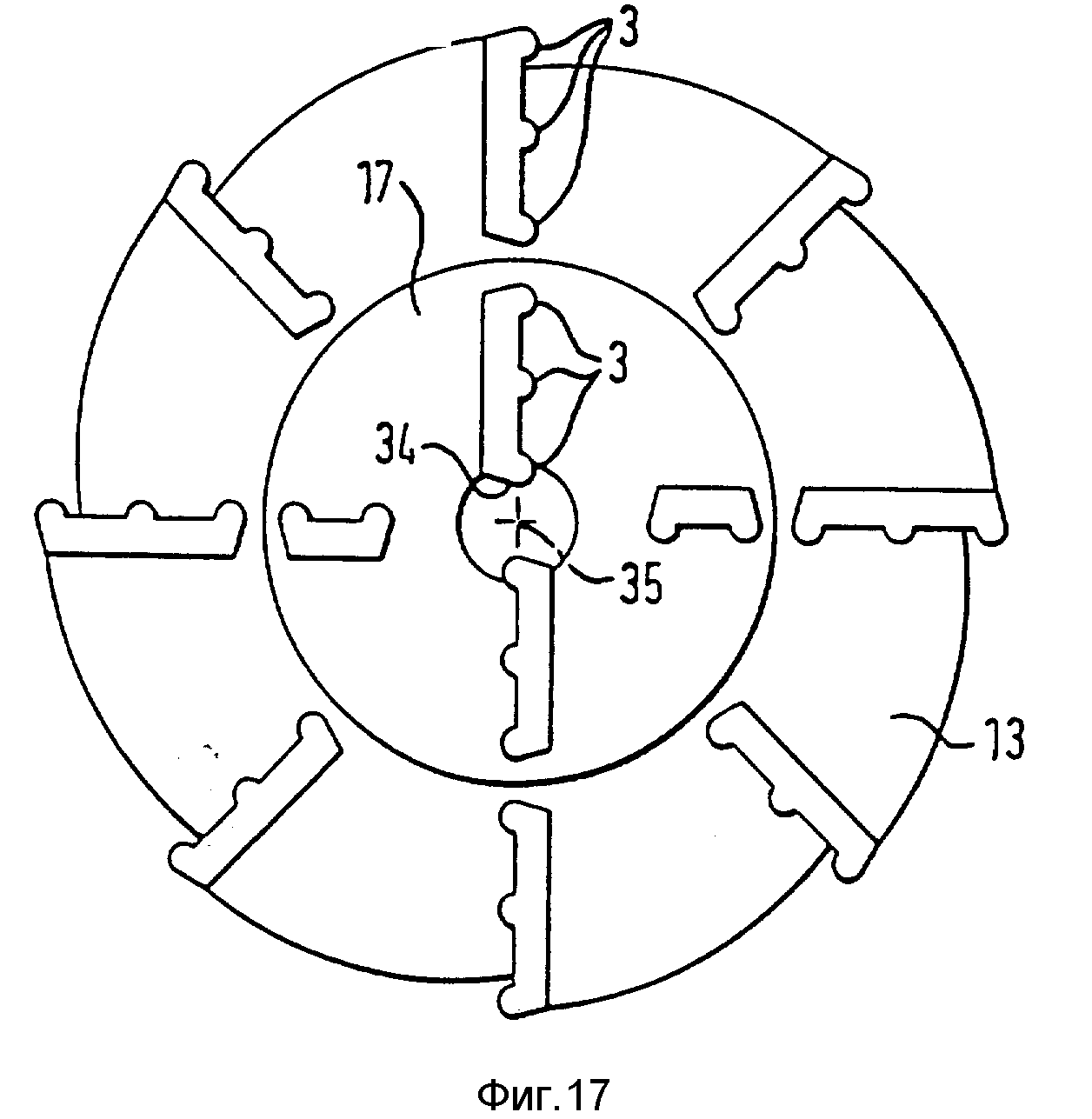
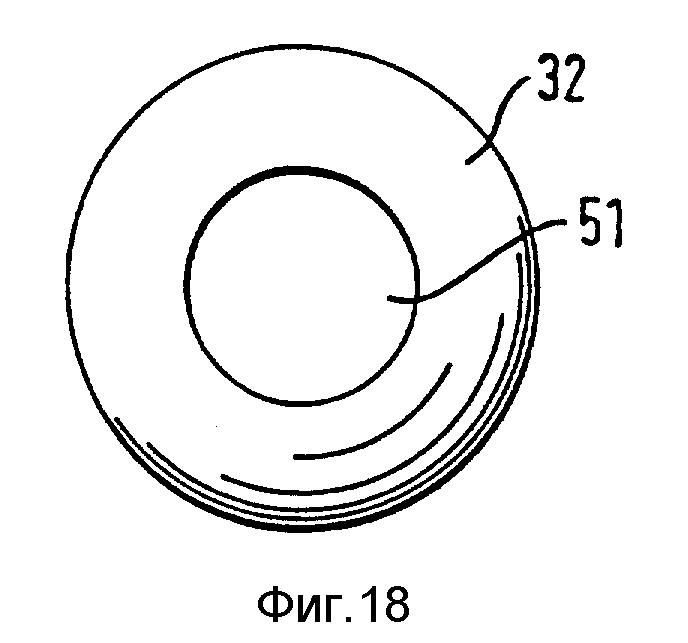
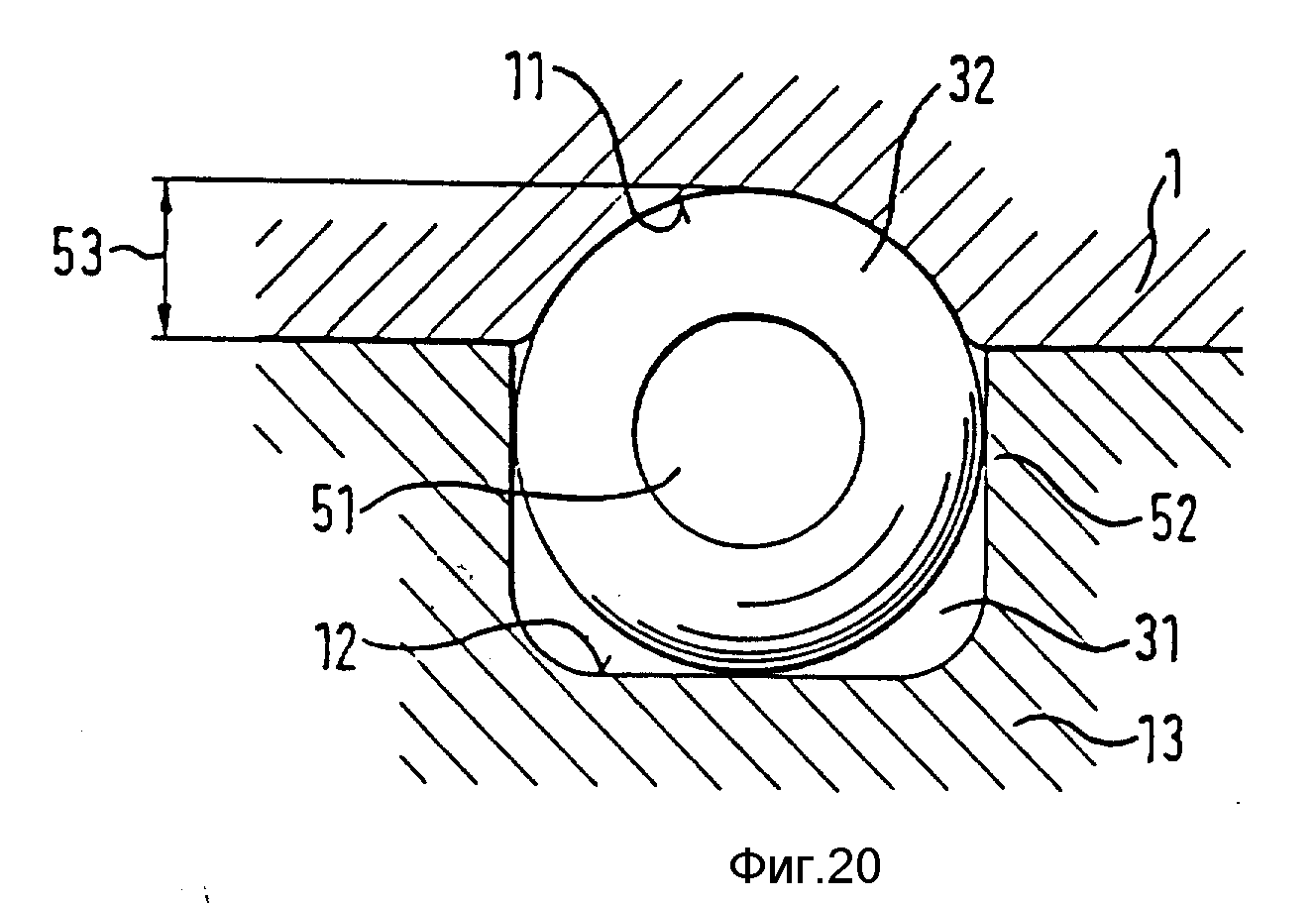
На фиг. 1 показана поворотная режущая пластина, вид сверху для фрезерования посадок в сплошном материале со смещенным назад прерывающимся боковыми режущими кромками; на фиг. 2 - поворотная пластина, вид спереди; на фиг. 3 - та же поворотная пластина с еще раз разделенными внешними боковыми режущими кромками (черновыми и чистовыми); на фиг. 4 - поворотная пластина для резьбофрезерования в сплошном материале с уменьшенным со всех сторон предшествующим резьбонарезающим зубом; на фиг. 5 - пластинодержатель для размещения поворотных пластин для фрезерования резьбы, а также фрезерования отверстий по посадке с возможностью внутреннего регулирования радиального биения; на фиг. 6 - разрез C-C в зоне пластин этой фрезы с опорой для пластин; на фиг. 7 - поворотная пластина, вид сбоку; на фиг. 8 - поворотная пластина, размещенная на держателе; на фиг. 9 - поворотная пластина для фрезерования посадок с трех отверстий по посадке и более чем двумя торцовыми режущими кромками; на фиг. 10 - поворотная пластина для резьбофрезерования; на фиг. 11 - поворотная пластина для фрезерования отверстий по посадке с фаской; на фиг. 12 - фрезерно-расточной инструмент, выполненный из сплошного материала для резьбофрезерования в сплошном закаленном материале; на фиг. 13 - пластинодержатель с разными по ширине пластинами и возможностью регулирования радиального биения посредством помещенного кольца и потайных винтов (в разрезе); на фиг. 14 - фреза с поворотными пластинами и с возможностью регулирования радиального биения посредством двух отверстий в качестве пластинодержателя (в разрезе); на фиг. 15 - пластинодержатель с помещенным кольцом в качестве пластинодержателя; на фиг. 16 - пластинодержатель, вид сверху с шестью периферийными режущими кромками; на фиг. 17 - - пластинодержатель, вид сверху с восемью периферийными режущими кромками; на фиг. 18-20 - другой вариант системы зажима с полым шариком и соответствующими углублениями; на фиг. 21 - частичный разрез фрезы с поворотными пластинами, имеющими более двух торцевых режущих кромок.
За счет размещения с обеих сторон V -образных режущих кромок 4a, а также внешних 2, 2a и внутренних 3 боковых режущих кромок, причем торцевые режущие кромки, отличаясь от радиуса 4, показанного на фиг. 1, могут быть образованы также короткой прямой показанной на фиг. 5-11, причем в этом случае переход от боковых режущих кромок к окружным режущим кромкам 2, 2a может быть образован также фаской 21 или 21а и полученная таким образом режущая пластина может применяться как поворотная пластина 1. Эта фаска 21a проходит по длине, равной величине поперечной подачи по координате z, за счет чего в этой лежащей внутри зоне эта режущая кромка снимает материал на всю величину s поперечной подачи.
Внешняя боковая режущая кромка 2 разделена коротким прямым участком 5 на часть 6, входящую в контакт с материалом, и часть 7, выходящую из контакта с ним. При этом часть 6 может быть еще раз разделена коротким прямым участком 18 (фиг.3), а именно на переднюю зону в качестве черновой режущей кромки 19 и примыкающую с небольшим выступом 26 к ней часть в качестве чистовой кромки 20. При этом в зоне чистовой кромки 20 выполнен стружконаправляющий уступ 27. Черновая режущая кромка 19 снабжена лункой 33, препятствующей соприкосновения образующейся стружки с примыкающей чистовой режущей кромкой 20 (фиг. 7). При этом внешняя черновая режущая кромка 19 расположена под углом 46 к оси 35 фрезы (фиг.7). Для того чтобы также у лежащей внутри черновой режущей кромки достичь всегда положительного удаления стружки, эта внутренняя периферийная режущая кромка 2а расположена почти в параллельном направлении 147 к оси 35 инструмента (фиг.7).
Режущие кромки, расположенные между торцовыми режущими кромками 4а, выполнены наподобие соединительной линии между этими соответственно внешними боковыми режущими кромками 19, 2a (фиг.13).
Далее для крепления пластин 1 на хвостовике 22 фрезы или на пластинодержателе 13 в ней выполнено отверстие 25 для ввода винта, а пластинодержатель 13 снабжен резьбой 48. При этом пластины 1 могут иметь также более одного отверстия 25 (фиг. 9-11, 13-15) и число торцовых режущих кромок 4a больше двух. С помощью этих дополнительных отверстий пластины могут быть отрегулированы по радиальному биению. При этом резьбовое отверстие 48 в пластинодержателе 13 выполнено точно соосно с отверстием в поворотной пластине 1. Второе резьбовое отверстие 48 выполнено с небольшим отклонением относительно отверстия 25 пластин 1, причем это отклонение достигается также тем, что оно выполнено под углом к оси 35 инструмента. Это решение по техническим причинам в некоторых случаях предпочтительнее.
Для фиксации пластин 1 предусмотрено изготовлять ее с пазами II, расположенными в форме креста. Форма и глубина 49 этих пазов зависят от используемых для фиксации пластин 1 на пластинодержателе 13 тонкостенных трубочек 30, причем глубина паза составляет около 1/3 диаметра трубочки. Выполненная в пластинодержателе выемка 12 изготовлена в соответствии с формой прессовой посадки трубочки и имеет глубину, составляющую около 62% ее диаметра. Далее для вытесняемого материала 50 при фиксации пластин на хвостовике фрезерно-расточного инструмента выполнены сквозные отверстия 51. Выверка поворотных пластин 1 по координате z происходит посредством расположенного в наклонном положении в пластинодержателе 13 винта 36 с внутренним шестигранником под ключ, причем этот винт снабжен конической поверхностью 37 и при вывинчивании из своего резьбового отверстия прилегает этой конической поверхностью к кругообразному отверстию 38 поворотной пластины (фиг.5).
Фиксацию поворотных пластин 1 можно также осуществлять полыми шариками 32 (фиг. 18-20). Эти шарики 32 снабжены сквозным отверстием 51, а выемка в пластинодержателе 13 выполнена прессованием в зоне оставшейся части 52 шарика, а ее глубина, необходимые полости 31 и глубина 53 выемки в форме шарика 32 в поворотной пластине 1 выполнены в том же соотношении с помощью уже изображенных на фиг. 6 систем. Прямая поверхность 54, образующаяся при просверливании шарика, почти без зазора входит в соответствующую выемку в пластинодержателе 13. У этой фиксирующей системы на каждое место фиксации должно использоваться всегда по меньшей мере два шарика.
Далее предусмотрено, что в выемку пластинодержателя 13 помещено кольцо 17, удерживаемое в точном положении посредством винта 28 с шестигранным углублением под ключ и опорных поверхностей 29. Кольцо должно быть снабжено в зоне 15 прилегания поворотных пластин потайными винтами 16, ввинчиваемыми и вывинчиваемыми снаружи с помощью ключа с тем чтобы можно было выдвинуть наружу поворотные пластины путем оказания нажима на опору пластины в микрометровом диапазоне с целью регулирования радиального биения. Далее предусмотрено, что хвостовик 22 фрезерно-расточного инструмента, кольцо 17, несущее потайные винты 16, и винт 28 с шестигранным углублением под ключ снабжены проточкой 24 для достаточного прохождения охлаждающей жидкости. Для резьбофрезерования в сплошном материале поворотная пластина 1а снабжена дополнительным резьбонарезающим зубом 8, меньшим со всех сторон по размеру по сравнению с резьбонарезающим зубом 9. При этом пластина 1а имеет ту же геометрию режущих кромок, что и поворотная пластина 1. Для обеспечения применения новых или новейших режущих материалов режущий материал 44 приблизительно в виде соответствующих поворотных пластин 1 нанесен на материал-основу 45 в виде поворотной пластины, причем материал-основа снабжен фиксирующе-удерживающей системой. Для изготовления также резьбы в сплошном закаленном материале выполненный, например, из сплошного материала фрезерно-расточный инструмент 31a дополнительно снабжен еще раз резьбонарезающими зубьями 32a с постепенным подъемом в направлении собственно резьбонарезающего зуба 9, выполненным в качестве предварительно режущих зубьев с меньшими со всех сторон размерами режущих кромок. Эти режущие кромки выполнены с попеременным врезанием разнонаправленными.
Реферат
Фрезерно-расточный инструмент с хвостовиком предназначен для изготовления отверстий, например, отверстий по посадке или глухих отверстий любого в определенных пределах диаметра в сплошном материале и имеет улучшенное и упрощенное крепление и центрирование или выверку поворотной пластины на хвостовике инструмента или пластинодержателе. Фрезерно-расточной инструмент установлен с возможностью его приведения во вращение и осевого перемещения по круговой траектории вокруг оси отверстия, например, на металлорежущем станке с ЧПУ и снабжен торцевыми режущими кромками, расположенными на режущих пластинках для изготовления отверстия под резьбу, причем торцевые режущие кромки примыкают с одной стороны к внутренним боковым кромкам, образующим направленную внутрь V-образную геометрию, и с другой стороны внешние боковые режущие кромки, причем между торцевыми режущими кромками и внешними боковыми режущими кромками выполнены переходы. Отличительной особенностью фрезерно-расточного инструмента является то, что торцевые режущие кромки на своих самых высоких точках пересечения затуплены короткими прямыми режущими кромками, а обе боковые режущие кромки разделены посредством по меньшей мере одной поперечной режущей кромки, ориентированной наискось к соответствующей плоскости, на режущую и нережущую части, причем обе части боковых режущих кромок расположены поперечно к оси инструмента со смещением одна относительно другой. 2 с. и 9 з.п. ф-лы, 21 ил.

Комментарии