Фрезерный инструмент - RU2697676C1
Код документа: RU2697676C1
Чертежи
Описание
[0001] Настоящее изобретение относится к фрезерному инструменту для обработки заготовки. В частности, настоящее изобретение относится к фрезерному инструменту, который пригоден для изготовления цикло-паллоидного зацепления.
[0002] Цикло-паллоидные зацепления часто также называют цикло-паллоидными зацеплениями Клингельнберга. Такие зацепления в большинстве случаев предусмотрены на конических зубчатых колесах или других зубчатых частях. По сравнению с коническими зубчатыми колесами с «обычными» прямыми зацеплениями конические зубчатые колеса с цикло-паллоидными зацеплениями отличаются более плавным перемещением, лучшими акустическими характеристиками, более высокой допустимой нагрузкой и более эффективным использованием установочного пространства.
[0003] Форма зуба цикло-паллоидного зацепления соответствует участку спирали. Следовательно, каждый зуб содержит выпуклую и вогнутую боковые поверхности, причем ширина каждого зуба увеличивается вдоль гребня зуба. Следовательно, из-за спирального расширения один торцевой конец каждого зуба уже, чем другой торцевой конец этого же зуба.
[0004] Благодаря такой геометрии изготовление таких цикло-паллоидных зацеплений является более сложным и, следовательно, в большинстве случаев более дорогостоящим по сравнению с «обычными» зацеплениями с прямыми боковыми поверхностями. Цикло-паллоидные зацепления обычно получают с помощью зуборезных станков, которые специально разработаны с этой целью. Однако из-за высоких затрат на приобретение таких зуборезных станков все больше возрастает потребность в изготовлении таких геометрически сложных зацеплений также с помощью универсальных фрезерных станков. В частности, это представляет интерес для производителей, которые производят такие типы конических зубчатых колес, также называемых гипоидными коническими зубчатыми колесами или спиральными коническими зубчатыми колесами, небольшими партиями, поскольку для таких производителей приобретение дополнительного зуборезного станка очень невыгодно.
[0005] В настоящее время существуют подходы к разработке специальных фрезерных инструментов, с помощью которых могут быть получены вышеупомянутые зацепления на фрезерных станках типа CNC с технологией пятикоординатной обработки. Результаты, полученные на основе уже известных решений для таких специальных фрезерных инструментов, до сих пор являются довольно скромными с точки зрения качества и экономии. Это, в частности, связано с относительно длительным временем обработки, которое является результатом относительно большого числа этапов обработки, необходимых при использовании известных фрезерных инструментов для фрезерования профиля зуба на заготовке на всю его глубину. Из-за относительно сложной геометрии зацепления до настоящего времени было невозможно выполнять фрезерование по меньшей мере частей профиля зацепления прямо на всю глубину профиля за одну операцию, поскольку глубина врезания ограничена геометрией для предотвращения столкновений между державкой и заготовкой. В дополнение также зачастую для изготовления профиля зуба цикло-паллоидного зацепления путем фрезерования требуется более одного инструмента.
[0006] Следовательно, задача, лежащая в основе изобретения, заключается в обеспечении фрезерного инструмента для обработки заготовки, который, в частности, пригоден для изготовления цикло-паллоидного зацепления и в то же время улучшен, в частности, по сравнению с уже раскрытыми решениями с точки зрения производительности инструмента.
[0007] Указанная задача решается фрезерным инструментом, содержащим:
державку, которая вращается вокруг центральной оси при использовании фрезерного инструмента, причем державка содержит в области заднего конца зажимной участок для зажима державки и содержит в области переднего конца головку державки, которая выступает в радиальном направлении относительно зажимного участка, и на которой предусмотрено несколько гнезд под первые режущие пластины, распределенных в окружном направлении, и
несколько первых режущих пластин, которые закреплены в гнездах под первые режущие пластины, предусмотренных на державке, и которые выступают наружу в радиальном направлении за головку державки по меньшей мере в областях, где наиболее удаленные в радиальном направлении точки первых режущих пластин лежат на общей окружности, центральная точка которой лежит на центральной оси державки,
причем на верхней стороне головки державки, обращенной к зажимному участку, предусмотрено несколько первых частично конических поверхностей, лежащих на общем мнимом первом огибающем конусе, мнимая вершина которого лежит на центральной оси державки, и линия поверхности которого образует первый угол α₁ с ортогональной плоскостью, выровненной ортогонально центральной оси державки,
причем на торцевой стороне головки державки, которая обращена от зажимного участка и расположена противоположно верхней стороне, предусмотрено несколько вторых частично конических поверхностей, лежащих на общем мнимом втором огибающем конусе, мнимая вершина которого лежит на центральной оси державки, и линия поверхности которого образует второй угол α₂ с ортогональной плоскостью,
причем каждое из гнезд под первые режущие пластины имеет первые опорные поверхности для прилегания первых режущих пластин к державке, причем первые опорные поверхности расположены между верхней стороной и торцевой стороной головки державки и образуют третий угол α₃ с ортогональной плоскостью,
причем линия поверхности первого огибающего конуса образует четвертый угол α₄ с линией поверхности второго огибающего конуса, и
причем выполняются следующие выражения: (i) α₁>α₃≥α₂ и (ii) α₄≤α₁.
[0008] Фрезерный инструмент в соответствии с изобретением отличается, в частности, вышеописанными геометрическими свойствами головки державки, а также расположением первых режущих пластин на державке или головке державки.
[0009] Как уже описано выше, несколько первых частично конических поверхностей предусмотрено на верхней стороне головки державки, а несколько вторых частично конических поверхностей предусмотрено на противоположно расположенной нижней или торцевой стороне головки державки. Несколько первых частично конических поверхностей, предусмотренных на верхней стороне головки державки, лежит на общем мнимом первом огибающем конусе, который вращательно симметричен относительно центральной оси державки. Вторые частично конические поверхности, расположенные на торцевой стороне головки державки, лежат на общем мнимом втором огибающем конусе, который также вращательно симметричен относительно центральной оси державки. В этом случае следует отметить, что мнимые огибающие конусы, но необязательно сами частично конические поверхности, вращательно симметричны относительно центральной оси державки.
[0010] Угол, который образует линия поверхности первого огибающего конуса с ортогональной плоскостью, выровненной ортогонально центральной оси державки (в данном случае обозначен как угол α₁), больше угла, который образует линия поверхности второго огибающего конуса с ортогональной плоскостью (в данном случае обозначен как угол α₂). Однако угол, который образуют линии поверхностей двух огибающих конусов друг с другом (в данном случае обозначен как угол α₄), меньше, чем угол α₁.
[0011] Дополнительная характеристика фрезерного инструмента в соответствии с изобретением заключается в «наклонном» расположении первых режущих пластин на державке или головке державки. Первые опорные поверхности, к которым прилегают первые режущие пластины на державке, также наклонены под углом к ортогональной плоскости. Указанный угол в данном случае обозначен как третий угол α₃, причем выполняется следующее выражение α₁>α₃≥α₂. Следовательно, угол наклона первых опорных поверхностей выбран так, чтобы он был меньше, чем первый угол α₁ (угол между линией поверхности первого огибающего конуса и ортогональной плоскостью), но больше или равен второму углу α₂ (угол между линией поверхности второго огибающего конуса и ортогональной плоскостью).
[0012] Указанные геометрические соотношения приводят к тому, что первые режущие пластины могут выступать наружу в радиальном направлении на некоторое расстояние за головку державки, не вызывая нежелательное столкновение между головкой державки и заготовкой во время работы. Среди прочего это связано с тем, что форма головки инструмента адаптирована по меньшей мере частично к контуру зацепления на заготовке. Как уже отмечено, каждый зуб цикло-паллоидного зацепления имеет выпуклую и вогнутую боковые поверхности. Первые и вторые частично конические поверхности, предусмотренные на головке державки, в некоторой степени имитируют указанную форму. Наклонное расположение первых режущих пластин также имеет положительный эффект в этом отношении.
[0013] Широкое радиальное выступание первых режущих пластин, в свою очередь, позволяет выполнять фрезерование профиля зацепления на всю глубину профиля (высоту зуба) уже при первой операции обработки. Это, в свою очередь, обеспечивает огромную экономию времени и, следовательно, также повышение производительности инструмента в соответствии с изобретением.
[0014] Кроме того, инструмент в соответствии с изобретением за счет своей конструкции имеет очень большую механическую прочность. В дополнение конструкция с вышеуказанными геометрическими характеристиками также может быть названа очень компактной.
[0015] Инструмент в соответствии с изобретением без проблем может использоваться в универсальных фрезерных станках, например, в пятикоординатных многоцелевых станках.
[0016] В соответствии с предпочтительным вариантом выполнения разность между третьим углом α₃ (угол между первой опорной поверхностью и ортогональной плоскостью) и вторым углом α₂ (угол между линией поверхности второго огибающего конуса и ортогональной плоскостью) составляет менее 6°. Особенно предпочтительно, чтобы главные режущие кромки первых режущих пластин проходили по меньшей мере приблизительно параллельно линиям поверхностей первого или второго огибающего конуса. По производственным причинам третий угол α₃ не должен слишком отличаться от второго угла α₂, так как в противном случае это может привести к увеличению затрат на заточку режущих кромок первых режущих пластин.
[0017] В соответствии с особенно предпочтительным вариантом выполнения третий угол α₃ равен второму углу α₂. Следовательно, первые опорные поверхности первых режущих пластин наклонены под тем же углом к ортогональной плоскости, что и линия поверхности второго огибающего конуса из вторых частично конических поверхностей, расположенных на нижней или торцевой стороне.
[0018] В соответствии с дополнительным вариантом выполнения каждая из первых режущих пластин содержит первую главную режущую кромку и вторую главную режущую кромку, которые образуют пятый угол α₅ между собой, причем выполняется следующее выражение: α₅≥α₄. Если угол α₅ между двумя главными режущими кромками первых режущих пластин больше, чем угол α₄ между линией поверхности первого огибающего конуса и линией поверхности второго огибающего конуса, гарантировано свободное движение головки державки даже при обработке более глубоких профилей зацеплений.
[0019] В соответствии с особенно предпочтительным вариантом выполнения пятый угол α₅ равен четвертому углу α₄. Это особенно предпочтительно с геометрической точки зрения, поскольку каждая первая главная режущая кромка первых режущих пластин в этом случае проходит параллельно линии поверхности первого огибающего конуса, а каждая вторая главная режущая кромка первых режущих пластин проходит параллельно линии поверхности второго огибающего конуса. Другими словами, первые главные режущие кромки проходят параллельно первым частично коническим поверхностям, предусмотренным на верхней стороне головки державки, а вторые главные режущие кромки проходят параллельно вторым частично коническим поверхностям, предусмотренным на нижней или торцевой стороне головки державки.
[0020] В соответствии с дополнительным вариантом выполнения предпочтительно, чтобы первые режущие кромки образовывали шестой угол α₆ с ортогональной плоскостью, равный первому углу α₁, и чтобы вторые главные режущие кромки образовывали седьмой угол α₇ с ортогональной плоскостью, равный второму углу α₂.
[0021] В дополнительном варианте выполнения инструмента в соответствии с изобретением на державке дополнительно предусмотрено несколько гнезд под вторые и третьи режущие пластины, распределенных в окружном направлении, причем в каждом из гнезд под вторые режущие пластины закреплена вторая режущая пластина, а в каждом из гнезд под третьи режущие пластины закреплена третья режущая пластина, причем каждое из гнезд под вторые режущие пластины, расположено между гнездами под первые режущие пластины и гнездами под третьи режущие пластины, если смотреть в окружном направлении державки, и вторые и третьи режущие пластины отличаются от первых режущих пластин.
[0022] В последнем варианте выполнения предпочтительно предусмотрено такое же количество первых режущих пластин, как и вторых и третьих режущих пластин. Например, может быть предусмотрено три первых режущих пластины, три вторых режущих пластины и три третьих режущих пластины. Также соответственно может быть предусмотрено две, четыре или пять первых, вторых и третьих режущих пластин. С одной стороны, это зависит от размера головки державки и требуемого профиля зацепления. С другой стороны, это зависит от результатов процесса обработки.
[0023] Независимо от количества первых, вторых и третьих режущих пластин, предусмотренных в каждом случае, они предпочтительно расположены на державке в группах по три. Это значит, что, если смотреть в окружном направлении, они расположены чередующимся образом, и в каждом случае вторая режущая пластина расположена на державке между первой и третьей режущими пластинами, а третья режущая пластина расположена между второй режущей пластиной и первой режущей пластиной. Соответственно, если смотреть в окружном направлении, первая режущая пластина в каждом случае расположена между третьей и второй режущими пластинами.
[0024] Очевидно, что выражения «первая», «вторая», «третья» режущая пластина используются в данном случае только, чтобы различать разные типы режущих пластин. Они не предназначены для указания количества или структурного значения, выходящего за эти рамки.
[0025] В последнем варианте выполнения особенно предпочтительно, чтобы вторые режущие пластины были реализованы как геометрически зеркальные отображения третьих режущих пластин. В этом случае они называются левой и правой режущими пластинами.
[0026] В дополнение предпочтительно, чтобы первые и вторые режущие пластины были привинчены к державке с торцевой стороны головки державки, а третьи режущие пластины были привинчены к державке с верхней стороны головки державки. Следовательно, третьи режущие пластины доступны с верхней стороны головки державки, тогда как первые и вторые режущие пластины доступны с нижней или торцевой стороны головки державки. В этом случае предпочтительно, чтобы только первые режущие пластины выступали наружу в радиальном направлении относительно головки державки.
[0027] Первые режущие пластины выполняют функцию обработки нижней поверхности профиля и нижних частей боковых поверхностей зуба, примыкающих к нижней поверхности профиля, во время обработки. В отличие от этого вторые и третьи режущие пластины обрабатывают верхние части боковых поверхностей зуба. В то время как первые режущие пластины используются как при обработке выпуклых боковых поверхностей, так и при обработке вогнутых боковых поверхностей, вторые режущие пластины используются только для обработки выпуклых боковых поверхностей зуба, а третьи режущие пластины используются только для обработки вогнутых боковых поверхностей зуба. Очевидно, что изначально все три типа режущих пластин контактируют с заготовкой при первом врезании в заготовку.
[0028] Таким образом, в связи с этим при использовании вышеуказанных трех разных типов режущих пластин во время фрезерования происходит распределение резания. Это приводит к снижению потребляемой мощности. В результате возможна более высокая скорость подачи на режущую кромку, а износ уменьшается.
[0029] В дополнительном варианте выполнения предпочтительно, чтобы каждая из вторых режущих пластин содержала третью главную режущую кромку, которая образует восьмой угол α₈ с ортогональной плоскостью, равный второму углу α₂, и чтобы каждая из третьих режущих пластин содержала четвертую главную режущую кромку, которая образует девятый угол α₉ с ортогональной плоскостью, равный первому углу α₁. В этом случае особенно предпочтительно, чтобы восьмой угол α₈ был равен седьмому углу α₇, и чтобы девятый угол α₉ был равен шестому углу α₆.
[0030] Следовательно, четвертые главные режущие кромки третьих режущих пластин выровнены предпочтительно точно параллельно первым главным режущим кромкам первых режущих пластин. Таким же образом третьи главные режущие кромки вторых режущих пластин выровнены предпочтительно параллельно вторым режущим кромкам первых режущих пластин. В особенно предпочтительном варианте выполнения четвертые главные режущие кромки третьих режущих пластин во время вращения инструмента вокруг центральной оси перемещаются по общему огибающему конусу, по которому перемещаются первые главные режущие кромки первых режущих пластин во время вращения инструмента. Третьи главные режущие кромки вторых режущих пластин перемещаются таким же образом во время вращения инструмента вокруг центральной оси предпочтительно по тому же огибающему конусу, по которому перемещаются вторые главные режущие кромки первых режущих пластин во время вращения инструмента.
[0031] В соответствии с дополнительным вариантом выполнения первые режущие пластины прикреплены к державке с помощью винта, причем каждый из винтов зацепляется с резьбой, причем каждая из резьб предусмотрена в головке державки ортогонально первым опорным поверхностям.
[0032] В дополнение предпочтительно, чтобы державка была выполнена по меньшей мере частично из стали, а первые режущие пластины были выполнены по меньшей мере частично из твердого сплава. В случае вариантов выполнения, в которых используется три разных типа режущих пластин, вторые и третьи режущие пластины предпочтительно также выполнены по меньшей мере частично из твердого сплава. Также предпочтительно, чтобы они были отдельно закреплены на державке с помощью винтов.
[0033] Очевидно, что вышеуказанные признаки и признаки, которые будут рассмотрены ниже, используются не только в сочетании, указанном в каждом случае, но и в других сочетаниях или по отдельности без отклонения от объема настоящего изобретения.
[0034] Пример варианта выполнения фрезерного инструмента в соответствии с изобретением показан на следующих чертежах и более подробно объяснен в следующем описании. На чертежах:
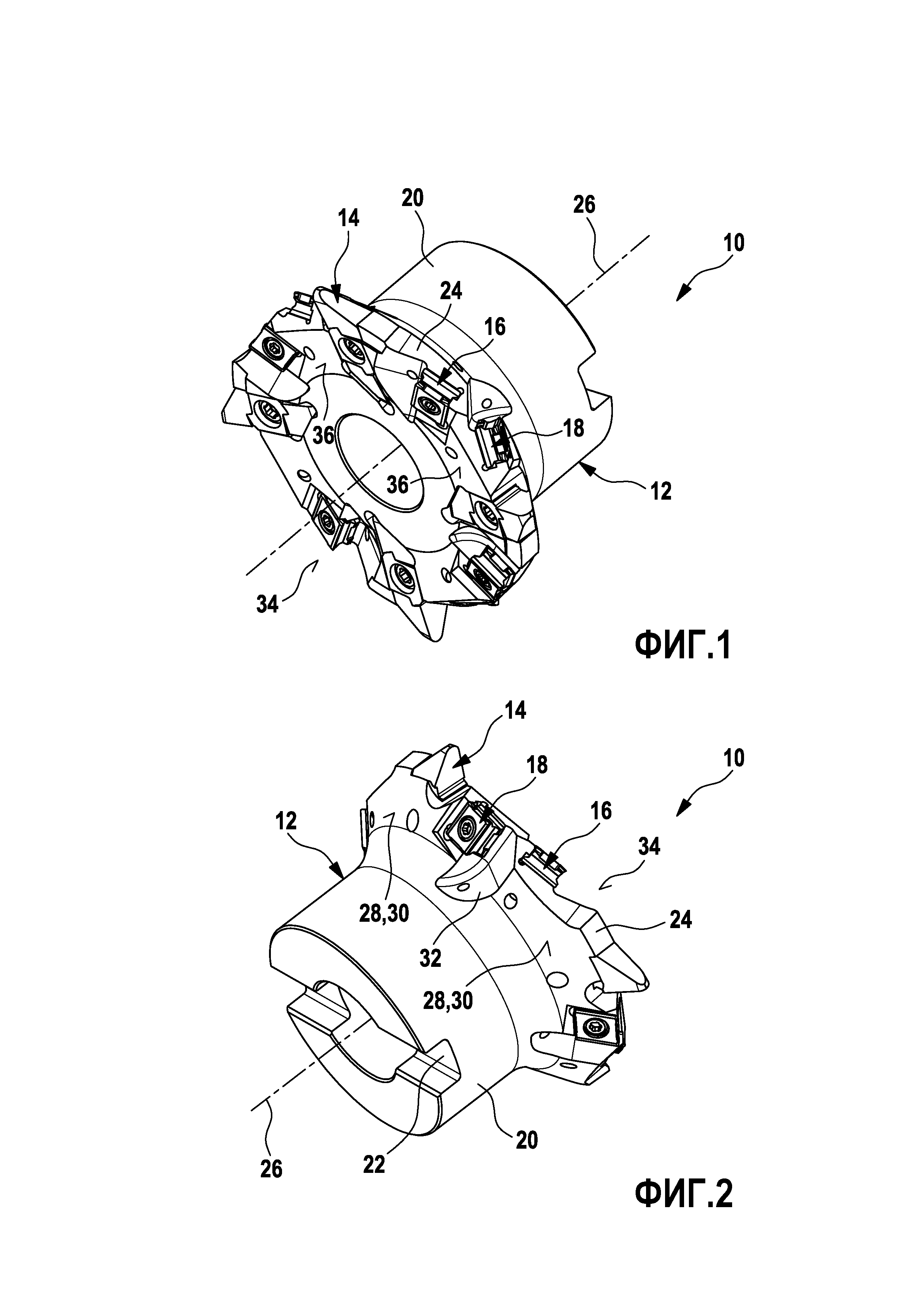
Фиг. 1 показывает наклонный вид снизу в перспективе примерного варианта выполнения фрезерного инструмента в соответствии с изобретением;
Фиг. 2 показывает наклонный вид сверху в перспективе примерного варианта выполнения фрезерного инструмента в соответствии с изобретением, показанного на Фиг. 1;
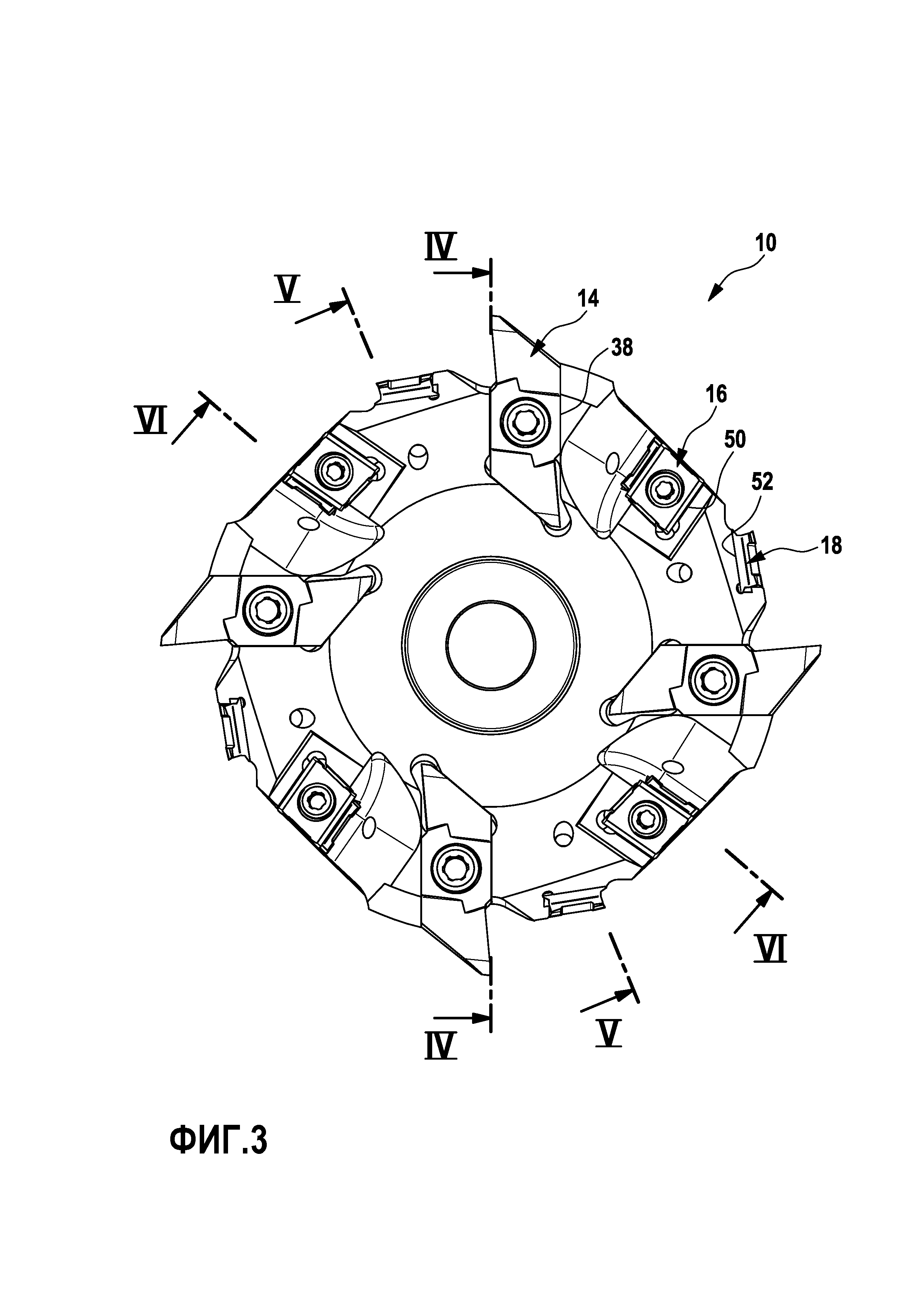
Фиг. 3 показывает вид снизу в плане примерного варианта выполнения фрезерного инструмента в соответствии с изобретением, показанного на Фиг. 1;
Фиг. 4 показывает первый вид в разрезе примерного варианта выполнения фрезерного инструмента в соответствии с изобретением, показанного на Фиг. 1-3;
Фиг. 5 показывает второй вид в разрезе примерного варианта выполнения фрезерного инструмента в соответствии с изобретением, показанного на Фиг. 1-3;
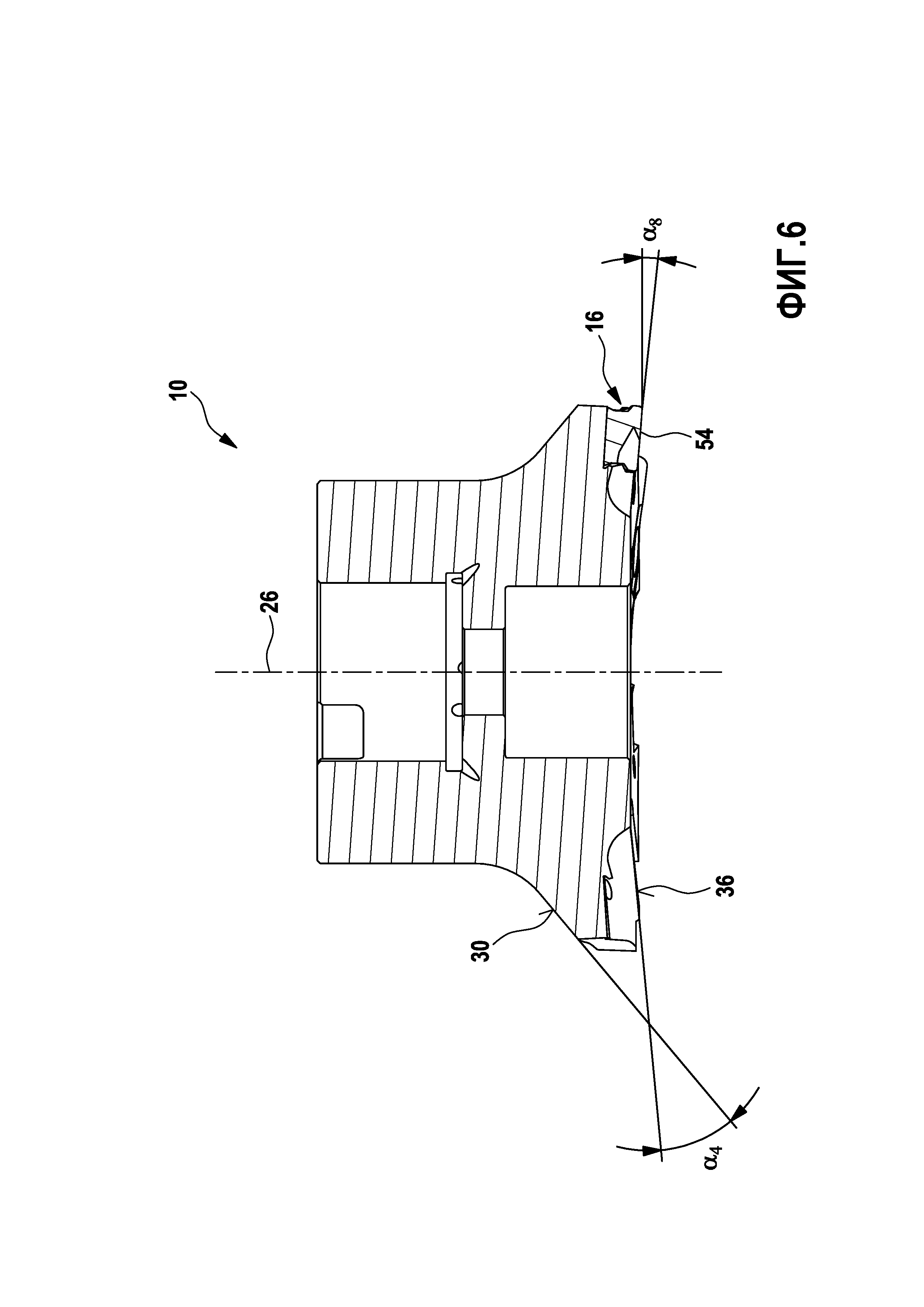
Фиг. 6 показывает третий вид в разрезе примерного варианта выполнения фрезерного инструмента в соответствии с изобретением, показанного на Фиг. 1-3;
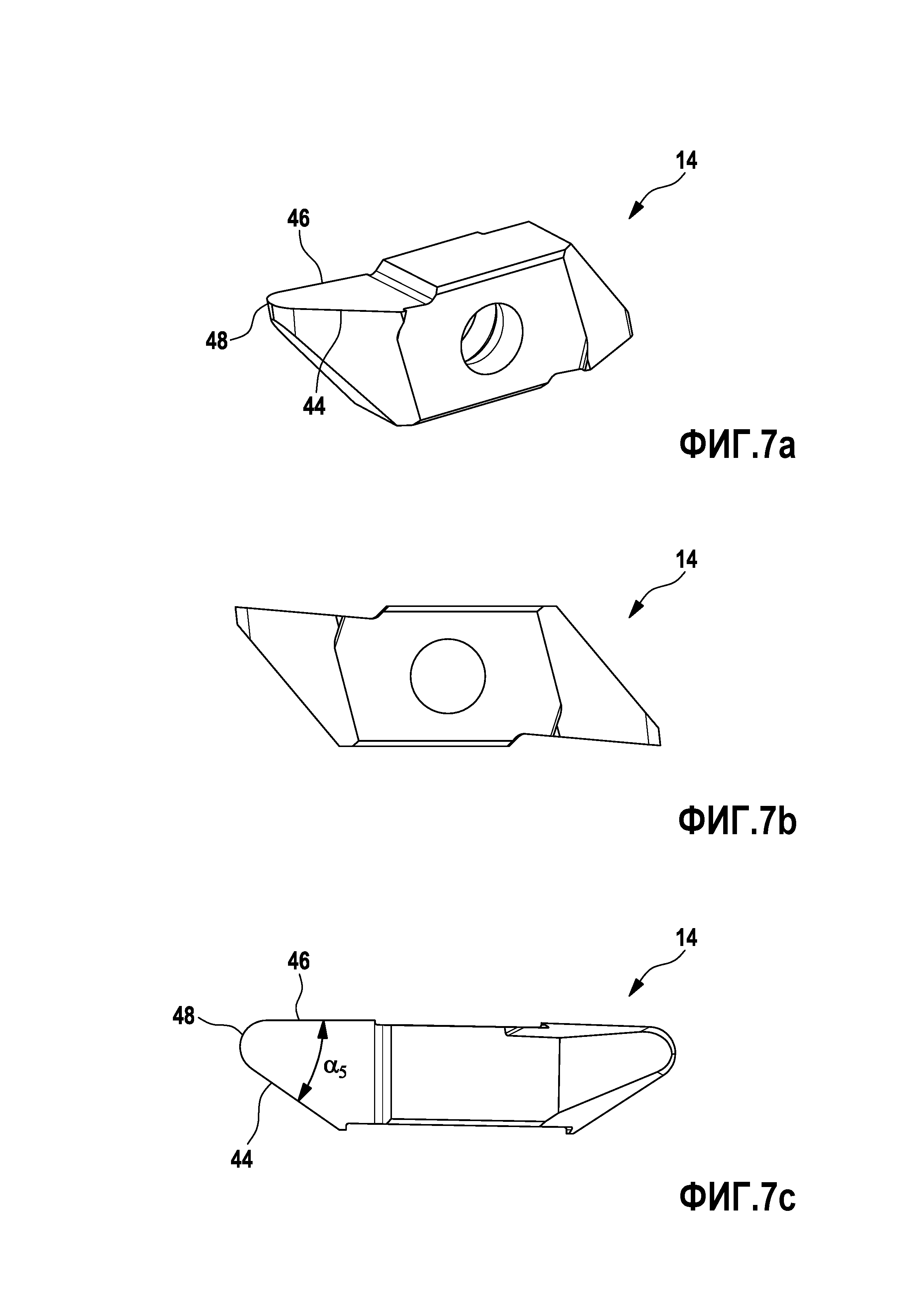
Фиг. 7a-7c показывают три разных вида примерного варианта выполнения первой режущей пластины, которая может быть использована во фрезерном инструменте в соответствии с изобретением;
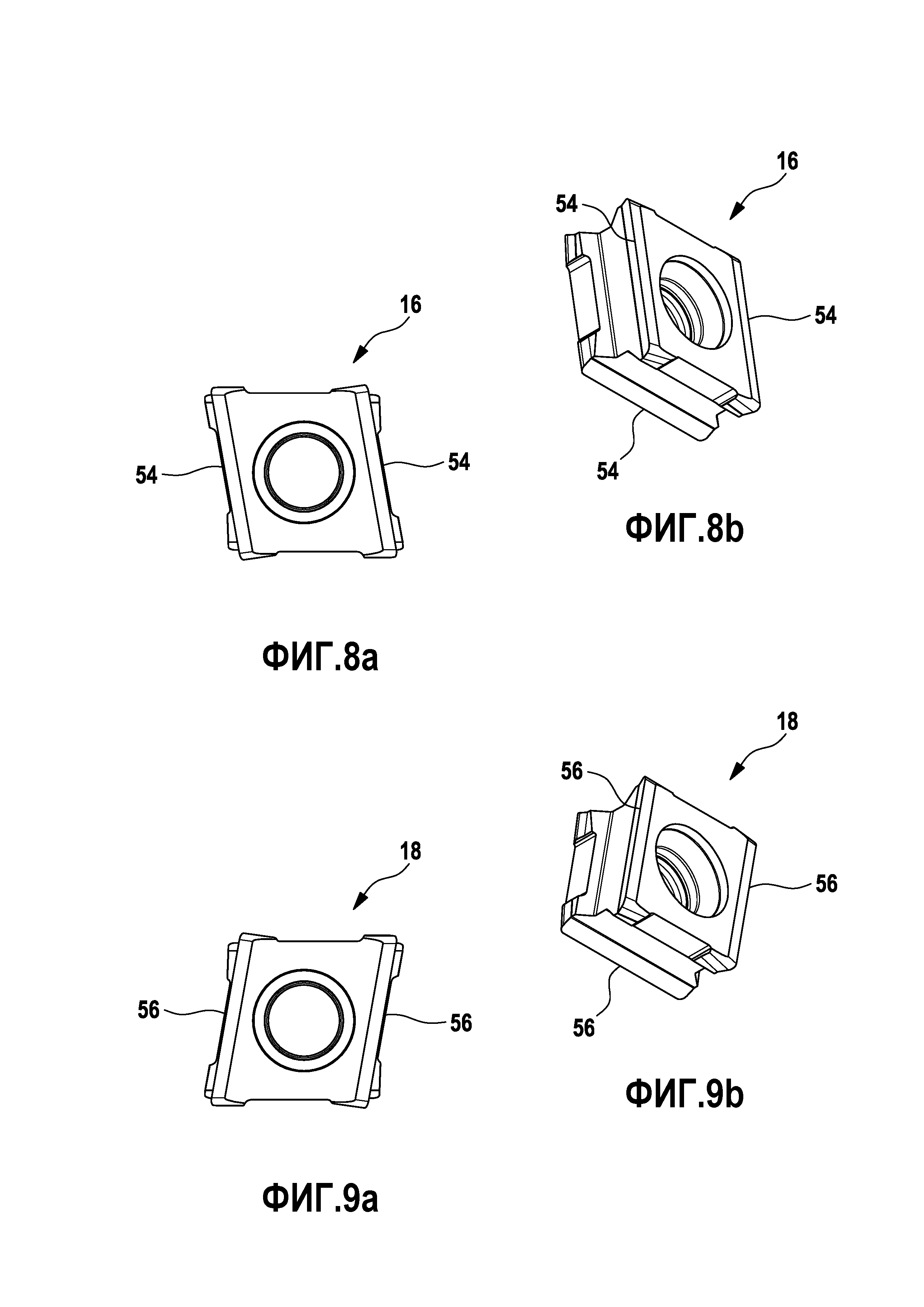
Фиг. 8a-8b показывают два вида второй режущей пластины, которая может быть использована во фрезерном инструменте в соответствии с изобретением; и
Фиг. 9a-9b показывают два вида третьей режущей пластины, которая может быть использована во фрезерном инструменте в соответствии с изобретением.
[0035] Фиг. 1-3 показывают наклонный вид снизу в перспективе, наклонный вид сверху в перспективе и вид снизу в плане примерного варианта выполнения фрезерного инструмента в соответствии с изобретением. Фрезерный инструмент в соответствии с изобретением в целом обозначен ссылочной позицией 10.
[0036] Фрезерный инструмент содержит державку 12, а также несколько режущих пластин 14, 16, 18, закрепленных на ней.
[0037] Державка 12 содержит зажимной участок 20 в области заднего конца, с помощью которого державка 12 может зажиматься в приводном инструменте или удлинительном валу. Зажимной участок 20 обычно имеет по существу цилиндрическую форму и инструментальное посадочное место 22 на торцевой поверхности. На противоположном переднем конце державки 12 державка 12 содержит головку 24 державки, которая выступает в радиальном направлении относительно зажимного участка 20.
[0038] Во время обработки фрезерный инструмент 10 вращается вокруг своей центральной оси 26. Во время указанного вращения режущие пластины 14, 16, 18 контактируют с заготовкой одна за другой для выполнения обработки.
[0039] В случае примера варианта выполнения, показанного на Фиг. 1-3, фрезерный инструмент 10 содержит три различно сконструированных режущих пластины 14, 16, 18, которые закреплены на головке 24 державки в гнездах под режущие пластины, которые соответственно предусмотрены с этой целью. Режущие пластины 14, 16, 18 предпочтительно представляют собой индексируемые пластины, выполненные из твердого сплава.
[0040] Однако следует отметить, что в соответствии с изобретением только первые режущие пластины 14 являются обязательными, тогда как вторые режущие пластины 16 и третьи режущие пластины 18 используются в качестве опции. В принципе в связи с этим также возможен пример варианта выполнения, в котором используется только несколько первых режущих пластин 14. Очевидно, что в этом случае гнезда под режущие пластины для вторых и третьих режущих пластин будут исключены.
[0041] Также следует отметить, что инструмент 10 в соответствии с изобретением не ограничивается количеством режущих пластин 14, 16, 18, показанным на Фиг. 1-3 (здесь по четыре на каждый тип режущей пластины). В принципе фрезерный инструмент 10 в соответствии с изобретением может быть снабжен 2, 3 5 или более режущими пластинами на каждый тип режущей пластины при сохранении принципа изобретения, изложенного ниже.
[0042] Существенные признаки фрезерного инструмента 10 в соответствии с изобретением относятся к форме головки 24 державки и «наклонному» расположению первых режущих пластин 14 на головке 24 державки.
[0043] Головка 24 державки содержит на верхней стороне 28, обращенной к зажимному участку 20, несколько первых частично конических поверхностей 30, которые лежат на общем мнимом огибающем конусе, в данном случае называемом первым огибающим конусом. Как может быть видно, в частности, на Фиг. 2, указанные первые частично конические поверхности 30 по существу отделены друг от друга выемками 32 и гнездами под режущие пластины для третьих режущих пластин 18. Однако все они лежат, как уже отмечено, на общем огибающем конусе и, следовательно, называются частично коническими поверхностями.
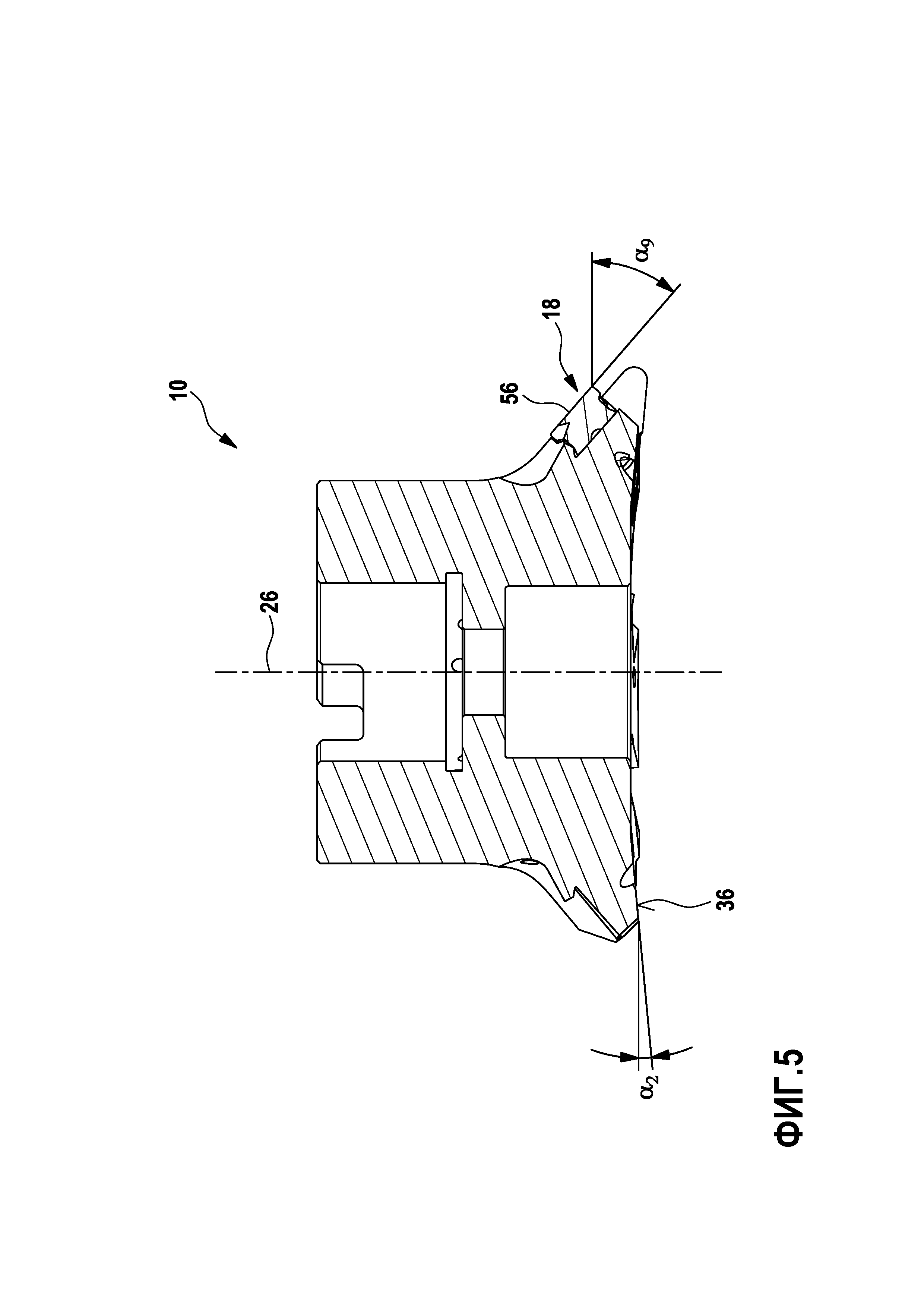
[0044] Подобным образом головка 24 державки также содержит на нижней или торцевой стороне 34 несколько частично конических поверхностей 36, которые распределены в окружном направлении и в данном случае называются вторыми частично коническими поверхностями. Указанные вторые частично конические поверхности 36 также лежат на общем мнимом огибающем конусе, который в данном случае называется вторым огибающим конусом. Мнимая вершина первого огибающего конуса находится на центральной оси державки 12, так же как и мнимая вершина второго огибающего конуса.
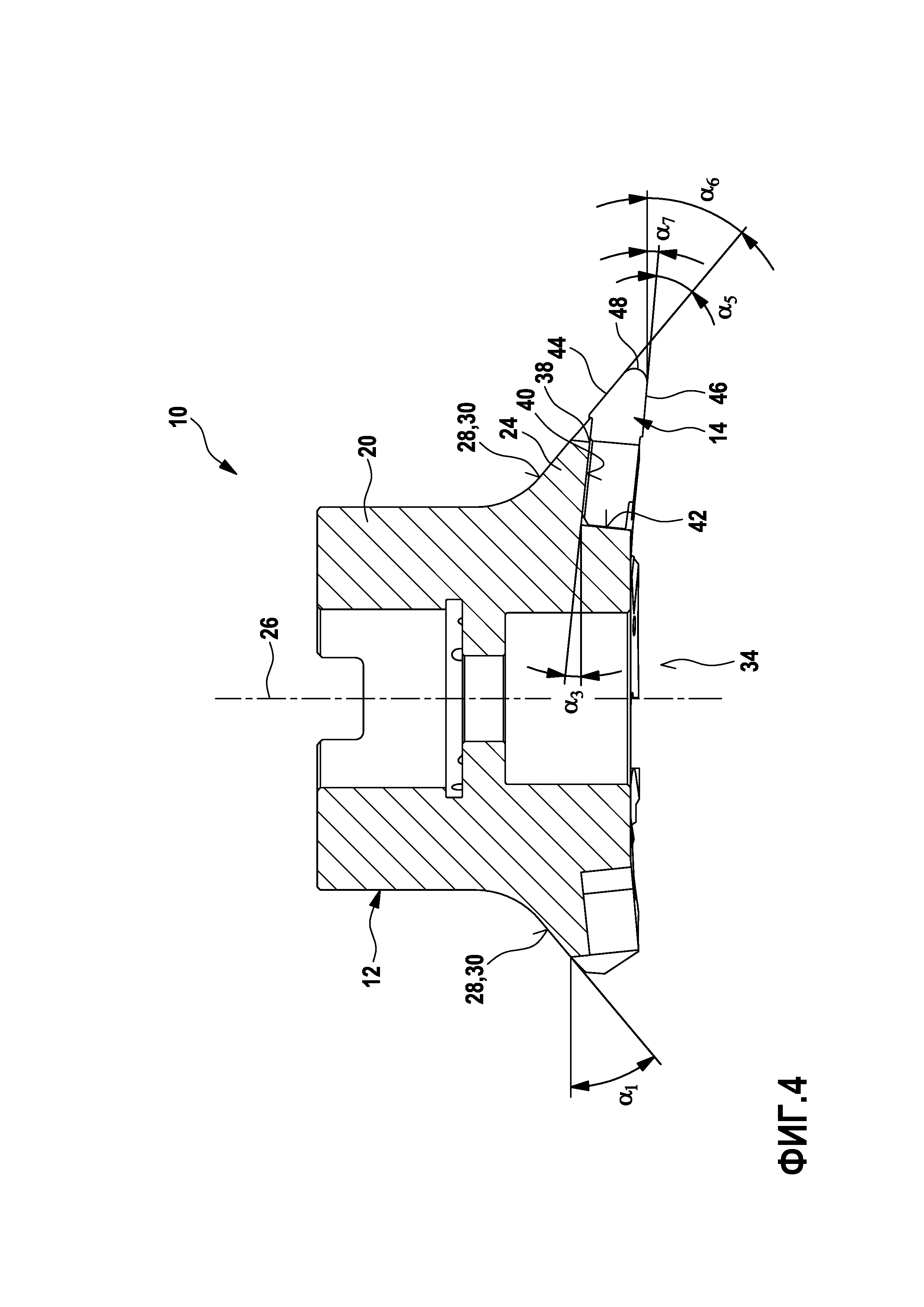
[0045] Фиг. 4-6 показывают несколько видов в разрезе примера варианта выполнения инструмента 10 в соответствии с изобретением, показанного на Фиг. 1-3. Фиг. 4 показывает разрез IV, обозначенный на Фиг. 3. Фиг. 5 показывает разрез V, обозначенный на Фиг. 3. Фиг. 6 показывает разрез VI, обозначенный на Фиг. 3.
[0046] На видах в разрезе, показанных на Фиг. 4-6, показано несколько углов α₁-α₉ для иллюстрации геометрического положения в пространстве отдельных элементов на державке 12 и на режущих пластинах 14, 16, 18.
[0047] Первый угол α₁ (смотри Фиг. 4) обозначает угол между линией поверхности первого огибающего конуса (первых частично конических поверхностей 30) и ортогональной плоскостью, которая выровнена ортогонально центральной оси 26 державки 12.
[0048] Второй угол α₂ (смотри Фиг. 5) обозначает угол между линией поверхности второго огибающего конуса (вторых частично конических поверхностей 36) и ортогональной плоскостью.
[0049] Третий угол α₃ (смотри Фиг. 4) обозначает угол, на которой первые режущие пластины 14 наклонены в их опорах на державке 12 относительно ортогональной плоскости. Все первые режущие пластины 14 расположены в гнездах 38 на державке 12, которые в данном случае называются гнездами 38 под первые режущие пластины. Указанные гнезда 38 под первые режущие пластины содержат первую опорную поверхность 40 и вторую опорную поверхность 42. Следовательно, угол α₃ обозначает угол между первыми опорными поверхностями 40 и ортогональной плоскостью (смотри Фиг. 4).
[0050] Резьба, которая предусмотрена в головке 24 державки ортогонально первым опорным поверхностям 40, предпочтительно предусмотрена в каждом гнезде 38 под первые режущие пластины для закрепления первых режущих пластин 14 на державке 12. Следовательно, первые режущие пластины 14 могут быть закреплены с помощью винтов, которые зацепляются с указанной резьбой.
[0051] Четвертый угол α₄ (смотри Фиг. 6) обозначает угол между линией поверхности первого огибающего конуса (первых частично конических поверхностей 30) и линией поверхности второго огибающего конуса (вторых частично конических поверхностей 36). Следовательно, четвертый угол α₄ соответствует разности между первым углом α₁ и вторым углом α₂, причем в каждом случае рассматриваются только положительные углы. Поскольку второй угол α₂ предпочтительно больше 0°, в принципе выполняется выражение α₄≤α₁.
[0052] Геометрическое соотношение между вышеуказанными углами, которое дополнительно является существенным для инструмента 10 в соответствии с изобретением, выглядит следующим образом: α₁>α₃≥α₂. Другими словами, угол α₃, на который первые опорные поверхности 40 наклонены относительно ортогональной плоскости, меньше, чем наклон первых частично конических поверхностей 30, расположенных на верхней стороне 28 головки 24 державки, но больше или равен наклону вторых частично конических поверхностей 36, расположенных на нижней стороне или торцевой стороне 34 головки 24 державки.
[0053] Третий угол α₃ должен лишь немого отличаться от второго угла α₂, чтобы соответствовать геометрическим характеристикам инструмента 10 в соответствии с изобретением. Следовательно, предпочтительно, чтобы разница между третьим углом α₃ и вторым углом α₂ составляла менее 6°. Особенно предпочтительно, чтобы третий угол α₃ был равен второму углу α2.
[0054] Как дополнительно показано на Фиг. 4, каждая из первых режущих пластин 14 содержит первую главную режущую кромку 44 и вторую главную режущую кромку 46. Радиус 48, который соединяет две главные режущие кромки 44, 46, предусмотрен на самом дальнем конце первых режущих пластин 14, если смотреть в радиальном направлении инструмента 10. Указанный радиус 48 также служит в качестве режущей кромки, которая обрабатывает нижнюю поверхность профиля при использовании фрезерного инструмента 10.
[0055] Пример варианта выполнения первых режущих пластин 14 подробно показан в трех разных видах на Фиг. 7a-7c. Первые режущие пластины 14 предпочтительно представляют собой так называемые двусторонние режущие пластины, которые могут быть закреплены в двух разных положениях на державке 12. Следовательно, при износе одной режущей кромки режущая пластина 14 может быть повернута по меньшей мере один раз.
[0056] Пятый угол α₅ (смотри Фиг. 4 и 7c) обозначает угол, который образуют первые и вторые главные режущие кромки 44, 46 первых режущих пластин 14. Указанный пятый угол α₅ предпочтительно больше или равен четвертому углу α₄. Поскольку пятый угол α₅ равен четвертому углу α₄, первые главные режущие кромки 44 проходят параллельно линии поверхности первого огибающего конуса (первых частично конических поверхностей 30). Следовательно, вторые главные режущие кромки 46 также проходят параллельно линии поверхности второго огибающего конуса (вторых частично конических поверхностей 36).
[0057] Шестой угол α₆ (смотри Фиг. 4) обозначает угол, который образуют первые главные режущие кромки 44 с ортогональной плоскостью. Шестой угол α₆ предпочтительно равен первому углу α₁.
[0058] Седьмой угол α₇ (смотри Фиг. 4) обозначает угол, который образуют вторые главные режущие кромки 46 с ортогональной плоскостью. Седьмой угол α₇ предпочтительно равен второму углу α₂.
[0059] За счет первых и вторых частично конических поверхностей 30, 36, расположенных на головке 24 державки, наклонного положения первых опорных поверхностей 40 и вышеописанных угловых соотношений между указанными поверхностями, первые режущие пластины 14 могут выступать наружу в радиальном направлении на некоторое расстояние, не вызывая столкновение между заготовкой и державкой 12 во время фрезерования, в частности, во время изготовления цикло-паллоидных зацеплений. Следовательно, можно выполнять фрезерование на всю глубину профиля зацепления прямо во время первой операции обработки. Это обеспечивает огромную экономию времени.
[0060] Для повышения качества обработки и скорости обработки в дополнение к первым режущим пластинам 14 в инструменте 10 в соответствии с изобретением могут быть использованы дополнительные режущие пластины 16 и 18, как в примере варианта выполнения, показанном в настоящем документе.
[0061] Вторые и третьи режущие пластины 16 и 18 геометрически отличаются от первых режущих пластин 14. Вторые режущие пластины 16 предпочтительно реализованы как зеркальное отображение третьих режущих пластин 18. Следовательно, имеются левые и правые режущие пластины.
[0062] Пример варианта выполнения вторых и третьих режущих пластин 16, 18 в каждом случае подробно показан на виде в перспективе и виде сверху, показанных на Фиг. 8a, 8b и 9a, 9b. Как показано на видах сверху на Фиг. 8a и 9a, вторые и третьи режущие пластины 16, 18 имеют по существу ромбовидную форму на виде сверху. Вторые и третьи режущие пластины 16, 18 предпочтительно реализованы в виде индексируемых пластин с четырьмя идентичными режущими кромками 54 или 56, так что они могут использоваться в четырех разных положениях в державке. Режущие кромки 54 вторых режущих пластин 16 в данном случае называются третьими главными режущими кромками, а режущие кромки 56 третьих режущих пластин 18 в данном случае называются четвертыми главными режущими кромками. Подробную информацию об указанном типе индексируемых пластин можно найти в документе DE 10 2012 108 752 B3.
[0063] Как может быть видно, в частности, из сравнения Фиг. 1 и Фиг. 2, первые и вторые режущие пластины в случае примера варианта выполнения инструмента 10 в соответствии с изобретением привинчены к державке 12 с торцевой стороны 34 головки 24 державки. В отличие от этого третьи режущие пластины привинчены к державке 12 с верхней стороны 28 головки 24 державки.
[0064] Как уже отмечено, третья режущая пластина 18 в каждом случае расположена на державке 12 между первой режущей пластиной 14 и второй режущей пластиной 16, если смотреть в окружном направлении. Вторые режущие пластины 16 в каждом случае закреплены в гнездах 50 под вторые режущие пластины (смотри Фиг. 3), предусмотренных на нижней стороне головки 24 державки. Третьи режущие пластины 18 в каждом случае закреплены в гнездах 52 под третьи режущие пластины, расположенных на верхней стороне 28 головки 24 державки.
[0065] Расположение вторых и третьих режущих пластин 16, 18 предпочтительно реализовано так, чтобы используемые третьи главные режущие кромки 54 вторых режущих пластин 16 во время вращения фрезерного инструмента 10 вокруг центральной оси 26 перемещались вдоль общей огибающей кривой, которая лежит на втором мнимом огибающем конусе, на котором также лежат вторые частично конические поверхности 36. В равной степени предпочтительно, чтобы используемые четвертые главные режущие кромки 56 третьих режущих пластин 18 во время вращения фрезерного инструмента 10 вокруг центральной оси 26 перемещались вдоль огибающей кривой, которая лежит на первом мнимом огибающем конусе, на котором также лежат первые частично конические поверхности 30. Для этого вторые режущие пластины 16 расположены на державке 12 так, что используемые третьи главные режущие кромки 54 образуют восьмой угол α₈ с ортогональной плоскостью (смотри Фиг. 6), который равен второму углу α₂. Указанный восьмой угол α₈ предпочтительно также равен седьмому углу α₇. Подобным образом третьи режущие пластины 18 расположены на державке 12 так, что используемые четвертые главные режущие кромки 56 образуют девятый угол α₉ с ортогональной плоскостью (смотри Фиг. 5), который равен первому углу α₁. Девятый угол α₉ предпочтительно также равен шестому углу α₆.
[0066] Реализованное вышеописанным образом расположение первых, вторых и третьих режущих пластин 14, 16, 18 позволяет обрабатывать одну из двух боковых поверхностей цикло-паллоидного зацепления с помощью первых и четвертых главных режущих кромок 44, 56 и противоположные боковые поверхности зацепления в каждом случае с помощью вторых и третьих главных режущих кромок 46, 54. Первые режущие пластины 14 в этом случае фрезеруют нижнюю поверхность зуба и две нижние части противоположных боковых поверхностей зуба. Вторые и третьи режущие пластины 16, 18 фрезеруют верхние части противоположных боковых поверхностей зуба зацепления, соединенные с ними.
[0067] Таким образом, фрезерный инструмент 10 в соответствии с изобретением обеспечивает возможность изготовления цикло-паллоидного зацепления путем фрезерования сравнительно экономичным образом со сравнительно высоким качеством. В частности, в этом случае можно выполнять фрезерование всего профиля цикло-паллоидного зацепления с помощью одного инструмента. В принципе с использованием инструмента в соответствии с изобретением могут быть изготовлены другие паллоидные зацепления. На практике инструмент просто используется для грубой обработки, и впоследствии заготовка повторно обрабатывается с использованием инструмента для чистовой обработки. Вышеописанные геометрические характеристики фрезерного инструмента 10 в соответствии с изобретением позволяют помещать инструмент на всю глубину профиля уже при первом врезании, не вызывая нежелательные столкновения. Опциональное использование вторых и третьих режущих пластин обеспечивает оптимальное распределение резания, благодаря чему возможны более высокие скорости подачи.
[0068] Наконец, следует отметить, что в принципе могут быть использованы режущие пластины, выполненные иначе, чем изложено в настоящем документе, без отклонения от объема изобретения.
Реферат
Изобретение относится к обработке материалов резанием и может быть использовано при изготовлении циклопаллоидного зацепления с использованием фрезерного инструмента. Инструмент содержит державку, на которой закреплены несколько первых режущих пластин. Державка содержит зажимной участок и головку, выступающую в радиальном направлении относительно зажимного участка в области переднего конца, и содержит гнезда под первые режущие пластины, распределенные по окружности, выступающие наружу в радиальном направлении за головку державки по меньшей мере в областях, где наиболее удаленные в радиальном направлении точки первых режущих пластин в каждом случае лежат на общей окружности, центральная точка которой лежит на центральной оси державки. На верхней стороне головки предусмотрено несколько первых частично конических поверхностей, лежащих на общем мнимом первом огибающем конусе, мнимая вершина которого лежит на центральной оси державки и линия поверхности которого образует первый угол с ортогональной плоскостью, выровненной ортогонально центральной оси державки. На торцевой стороне головки державки, обращенной от зажимного участка противоположно верхней стороне, предусмотрено несколько вторых частично конических поверхностей. Повышается стойкость инструмента. 12 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Зуборезная острозаточенная головка
Комментарии