Зуборезная острозаточенная головка - SU1547978A1
Код документа: SU1547978A1
Чертежи
Описание
Изобретение относится к области металлообработки, в частности к инструменту для зубообрабатывающих станков .
Цель изобретения - повышение ресурса использования головки за счет уменьшения величины изменения диаметра производящей поверхности по мере стачивания„
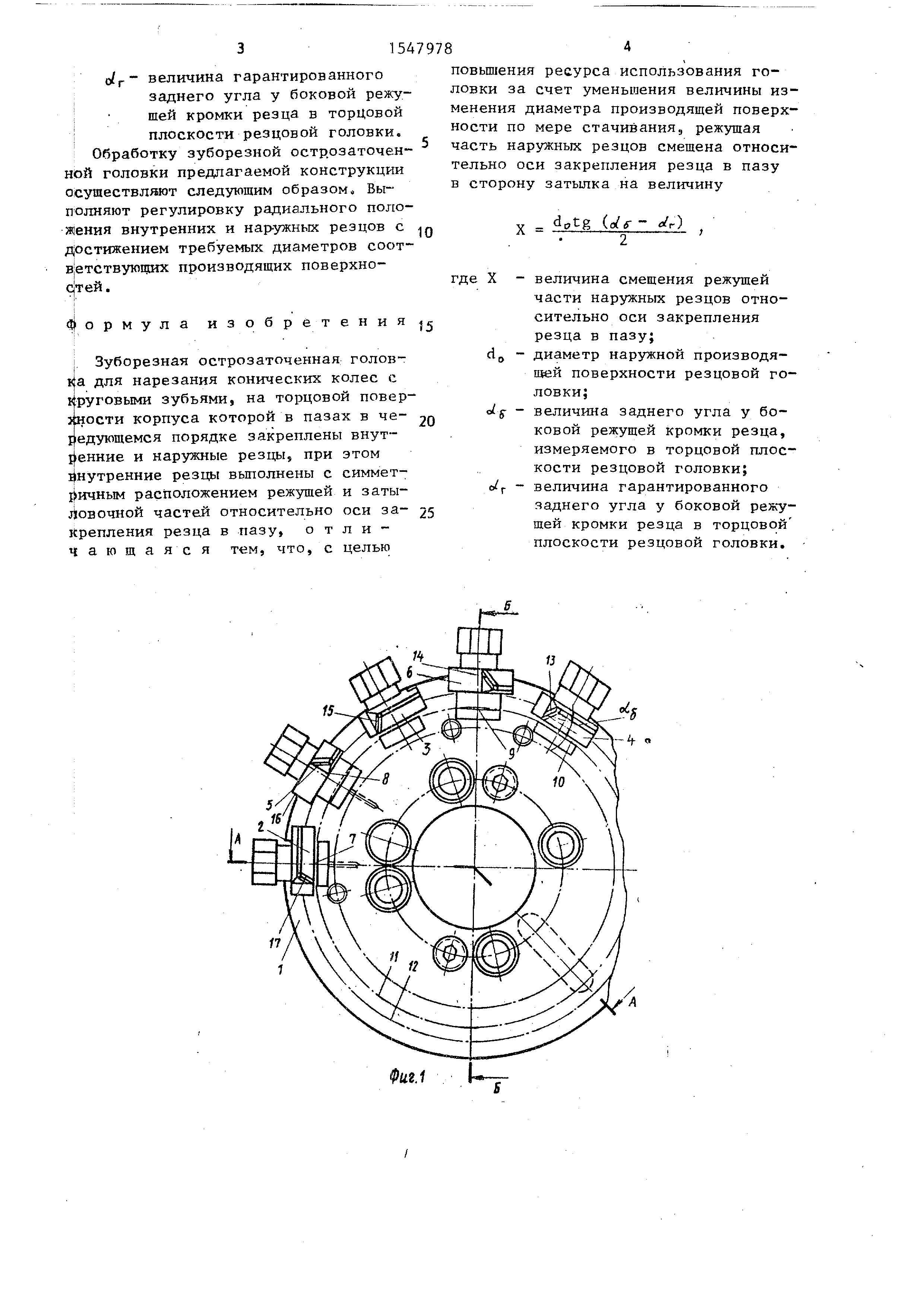
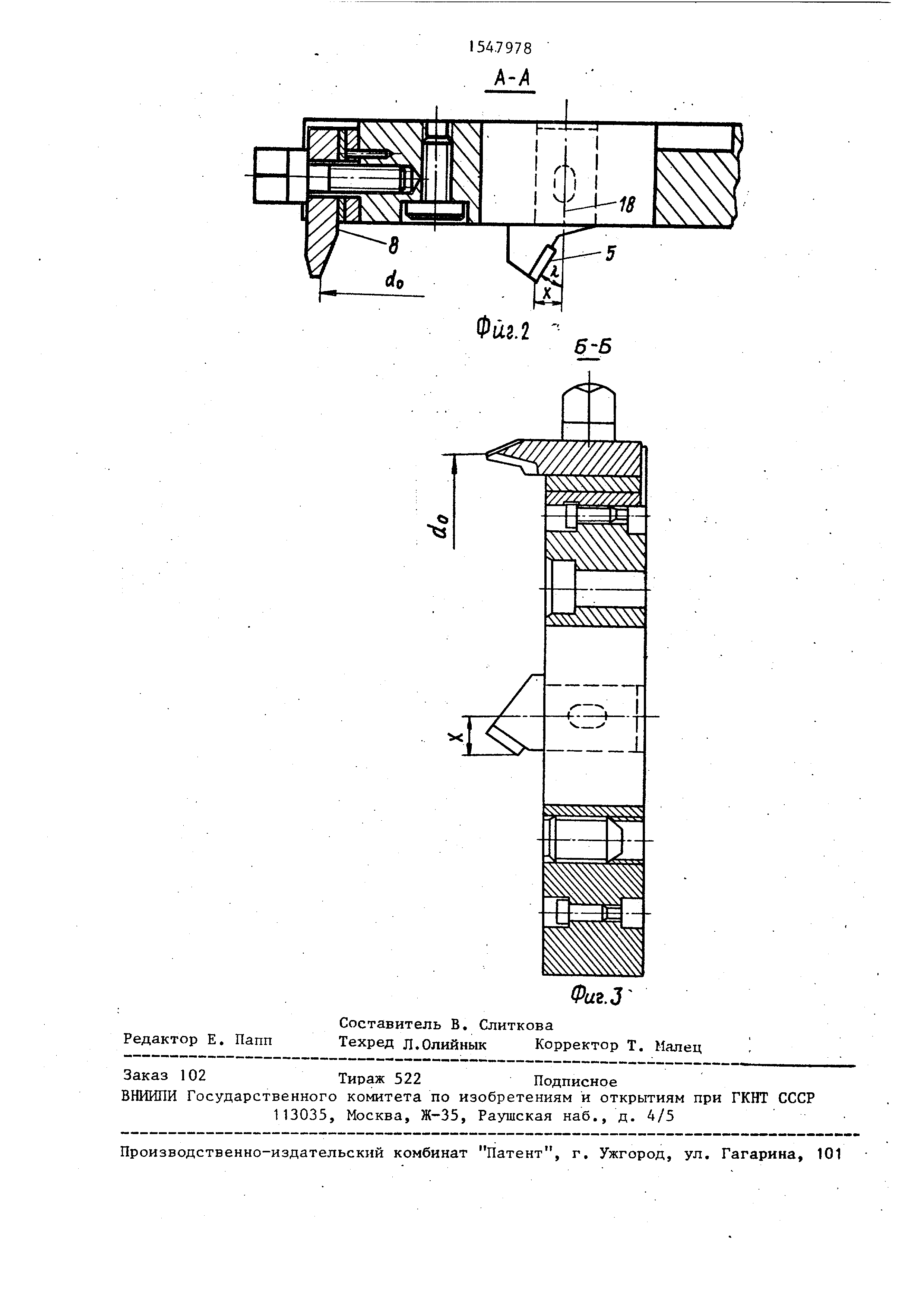
На фиг. 1 изображена резцовая головка , вид в плане; на фиг„ 2 - сечение А-А на фиг. 1; на фиг„ 3 - сечение Б-Б на фиг. 1.
Зуборезная острозаточенная головка состоит из корпуса 1, в котором закреплены поочередно внутренние 2-4 и наружные 5 и 6 резцы, базовые поверхности 7-10 каждой группы которых расположены касательно к соответствующим концентрическим окружностям 11 и 12.
Прямолинейные режущие кромки 13 - 17 всех резцов наклонены к соответствующим осевым плоскостям 18 на угол X
Режущая часть наружных резцов 5 и 6 смещена относительно оси закрепления резцов в пазу в сторону затылка на величину
X
d о - tg ( «U- «Јг)
СП
4Ь 1
СО
1
00
где X - величина смещения режущей
части наружных резцов относительно оси закрепления резца в пазу;
d0 - диаметр наружной производящей поверхности резцовой головки;
d5 - величина заднего угла у боковой режущей кромки резца, измеряемого в торцовой плоскости резцовой головки;
о/г- величина гарантированного
заднего угла у боковой режу- шей кромки резца в торцовой плоскости резцовой головки. Обработку зуборезной остр.озаточен- ной головки предлагаемой конструкции осушествляют следующим образом. Выполняют регулировку радиального положения внутренних и наружных резцов с достижением требуемых диаметров соот- в тствующих производящих поверхностей .
Формула изобретения
Зуборезная острозаточенная голов- к|а для нарезания конических колес с Круговыми зубьями, на торцовой повер- корпуса которой в пазах в че- радующемся порядке закреплены внутренние и наружные резцы, при этом внутренние резцы выполнены с симметричным расположением режущей и заты- Ловочной частей относительно оси за- Крепления резца в пазу, отличающаяся тем, что, с целью
повышения ресурса использования головки за счет уменьшения величины изменения диаметра производящей поверхности по мере стачивания, режущая часть наружных резцов смещена относительно оси закрепления резца в пазу в сторону затылка на величину
- dotg (alf - etr)
т
де X - величина смещения режущей
части наружных резцов относительно оси закрепления резца в пазу;
d0 - диаметр наружной производящей поверхности резцовой головки;
Jj- - величина заднего угла у боковой режущей кромки резца, измеряемого в торцовой плоскости резцовой головки; е/г - величина гарантированного
заднего угла у боковой режущей кромки резца в торцовой плоскости резцовой головки.
Реферат
Изобретение относится к области металлообработки, в частности к инструменту для зубообрабатывающих станков. Цель изобретения - повышение ресурса использования головки за счет уменьшения величины изменения диаметра производящей поверхности по мере стачивания. В зуборезной острозаточенной головке на торцовой поверхности корпуса в чередующемся порядке закреплены внутренние 2, 3 и 4 и наружные 5 и 6 резцы, базовые поверхности каждой группы которых расположены по концентрическим окружностям, а прямолинейные режущие кромки резцов наклонены к осевым плоскостям головки. Режущая часть наружных резцов 5 и 6 смещена относительно оси закрепления резцов в пазу корпуса в сторону затылка. 3 ил.
Формула
Комментарии