Инструмент для обработки металла резанием - RU2162393C2
Код документа: RU2162393C2
Чертежи




Описание
Настоящее изобретение относится к инструменту для машинной обработки металлов резанием в соответствии с ограничительной частью п.1 формулы изобретения. Более конкретно изобретение относится к инструменту, имеющему возможность закрепления индексируемых пластин с различным количеством режущих кромок в одном и том же гнезде.
Использование съемных индексируемых режущих пластин в настоящее время является общей практикой в основном для всех операций обработки металлов резанием, т. е. для точения, фрезерования, расточки и т.п. Пластины обычно выполнены из твердого сплава с покрытием или без него, используются также некоторые керамические материалы. Различные индексируемые режущие пластины могут иметь сильно отличающуюся базовую геометрическую форму в зависимости от экономических соображений и применения. Они могут быть, например, треугольными, ромбическими, квадратными, прямоугольными, круглыми, шестиугольными и восьмиугольными. Более того, они могут быть двухсторонними или односторонними в зависимости от того, имеют они режущие кромки на обеих сторонах или на одной.
Общим для всех различных форм пластин является то, что они требуют гнездо в держателе, по существу, соответствующее форме пластины. Так, для квадратных пластин обычно требуется гнездо с двумя взаимно перпендикулярными опорными поверхностями, для круглых пластин требуется круглая опорная поверхность или, по крайней мере, сегменты такой поверхности, для пластины в форме правильного шестиугольника необходимы две опорные поверхности, расположенные под углом 120 град. друг к другу (или две поверхности, отстоящие друг от друга и расположенные под углом 60 град.) и т.п. Это означает, что смена формы пластины также требует смены держателя. Это приводит к потере времени и, главное, дорого.
Преимущество, например, шестиугольной пластины по сравнению с квадратной состоит, конечно, в том, что шестиугольник имеет больше режущих кромок, более точно для односторонней пластины, больше на две кромки. Естественно, это приводит к лучшей экономике резания, поскольку одна и та же пластина может в принципе увеличить рабочее время на 50%. Однако некоторые недостатки шестиугольных пластин состоят в том, что они не дают возможности получить ту же глубину резания, как, например, квадратные пластины (т.е. пластины с тем же расстоянием от центральной точки до рабочего режущего угла), и в том, что они не дают возможности точения или фрезерования с углом в плане 90 град. Следовательно, когда иногда требуется или необходимо заменить, например, квадратные пластины, необходимо будет заменить и держатель, как указывалось выше.
В патенте США-A-4966500 описаны держатели для различных базовых форм режущих пластин, таких как квадратные, шестиугольные или восьмиугольные. Легко можно понять, что квадратные и восьмиугольные пластины могут быть размещены в одних и тех же гнездах, поскольку обе они имеют режущие кромки, расположенные перпендикулярно друг к другу. Однако для шестиугольных пластин требуются их собственные держатели, которые можно найти в цитируемом источнике.
Таким образом, первая задача настоящего изобретения состоит в том, чтобы улучшить экономику резания путем оптимизации числа режущих кромок на одном и том же держателе.
Вторая задача настоящего изобретения состоит в том, чтобы получить гнездо для режущей пластины, в которое можно установить как квадратную, так и шестиугольную пластины.
Эти и другие задачи решаются инструментом для механической обработки металла резанием, содержащим одно или несколько гнезд для размещения индексируемых режущих пластин, при этом каждое гнездо имеет нижнюю опорную поверхность и, по крайней мере, две боковые поверхности, которые образуют прямой угол друг с другом и включают опорные поверхности, предназначенные для взаимодействия с установленной в гнездо режущей пластиной, у которой одна из боковых поверхностей включает, по крайней мере, две опорные поверхности, которые расположены на различных расстояниях от плоскости нижней опорной поверхности, при этом одна из этих двух опорных поверхностей предназначена для взаимодействия с режущей пластиной, имеющей базовую форму в виде квадрата, а другая из этих опорных поверхностей предназначена для взаимодействия с режущей пластиной, имеющей базовую форму в виде шестиугольника.
Вторая боковая поверхность включает, по крайней мере, одну опорную поверхность, предназначенную для взаимодействия как с режущей пластиной с базовой формой в виде квадрата, так и с режущей пластиной с базовой формой в виде шестиугольника.
По крайней мере, опорная поверхность для режущей пластины, имеющей базовую форму в виде квадрата, разделена на две части посредством выборки, которая может быть выфрезерована и которая может также разделять на две части опорную поверхность для режущих пластин, имеющих базовую форму в виде шестиугольника.
Опорные поверхности на одной боковой поверхности выполнены в основном плоскими и параллельными, при этом опорная поверхность или поверхности для режущей пластины, имеющей базовую форму в виде шестиугольника, расположены на большем расстоянии от центра нижней опорной поверхности, чем опорная поверхность или поверхности для режущей пластины, имеющей базовую форму в виде квадрата.
В другом варианте инструмента для механической обработки металла резанием обе указанные боковые поверхности включают, по крайней мере, по две опорные поверхности, которые расположены на различных расстояниях от плоскости нижней опорной поверхности, при этом одни из этих двух опорных поверхностей предназначены для взаимодействия с режущей пластиной, имеющей базовую форму в виде квадрата, а другие предназначены для взаимодействия с режущей пластиной, имеющей базовую форму в виде шестиугольника.
Вторым объектом изобретения является индексируемая режущая пластина для обработки металла резанием, имеющая базовую форму в виде шестиугольника и выполненная с нижней поверхностью, верхней поверхностью и боковыми поверхностями, расположенными между ними, отличающаяся тем, что боковые поверхности включают, по крайней мере, шесть первых опорных поверхностей, каждая из которых расположена вблизи или примыкает к главной режущей кромке, и, по крайней мере, шесть других опорных поверхностей, которые расположены вблизи или примыкают к линии пересечения боковых поверхностей с нижней поверхностью.
Каждая из, по крайней мере, шести первых опорных поверхностей составляет часть соответствующей первой грани, а каждая из вторых опорных поверхностей составляет часть соответствующей промежуточной грани, при этом каждая промежуточная грань расположена между двумя первыми гранями. Боковые поверхности расположены таким образом, что линия их пересечения с нижней поверхностью описывает правильный или неправильный двенадцатиугольник, между двумя первыми опорными поверхностями на промежуточной грани выполнена параллельная фаска. Часть первой грани выполнена в виде шейки, имеющей выпуклый радиус, а промежуточная грань имеет вогнутый радиус.
У другого варианта режущей пластины боковые поверхности включают, по крайней мере, шесть первых опорных поверхностей, каждая из которых расположена вблизи или примыкает к главной режущей кромке, и шесть нешлифуемых поверхностей, которые расположены вблизи или примыкают к линии пересечения боковых поверхностей с нижней поверхностью.
Под каждой опорной поверхностью выполнена переходная поверхность, которая наклонена вниз внутрь к центру режущей пластины, при этом ниже указанной переходной поверхности выполнена свободная поверхность, расположенная между указанной переходной поверхностью и нижней поверхностью режущей пластины.
Каждая из, по крайней мере, шести опорных поверхностей составляет часть первой грани, каждая из других поверхностей составляет часть промежуточной грани, при этом каждая промежуточная грань расположена между двумя первыми гранями.
Боковые поверхности расположены таким образом, что линия их пересечения с нижней поверхностью описывает правильный шестиугольник с закругленными углами или правильный или неправильный двенадцатиугольник.
Часть первой грани выполнена в виде шейки, имеющей выпуклый радиус, а промежуточная грань имеет вогнутый радиус.
Промежуточная грань может также иметь базовую форму в виде шестиугольника, при этом вогнутый радиус расположен между двумя противоположными углами упомянутого шестиугольника.
Для иллюстрации, но не с целью ограничения, некоторые предпочтительные варианты изобретения описаны ниже со ссылками на прилагаемые чертежи, которые ниже коротко представлены.
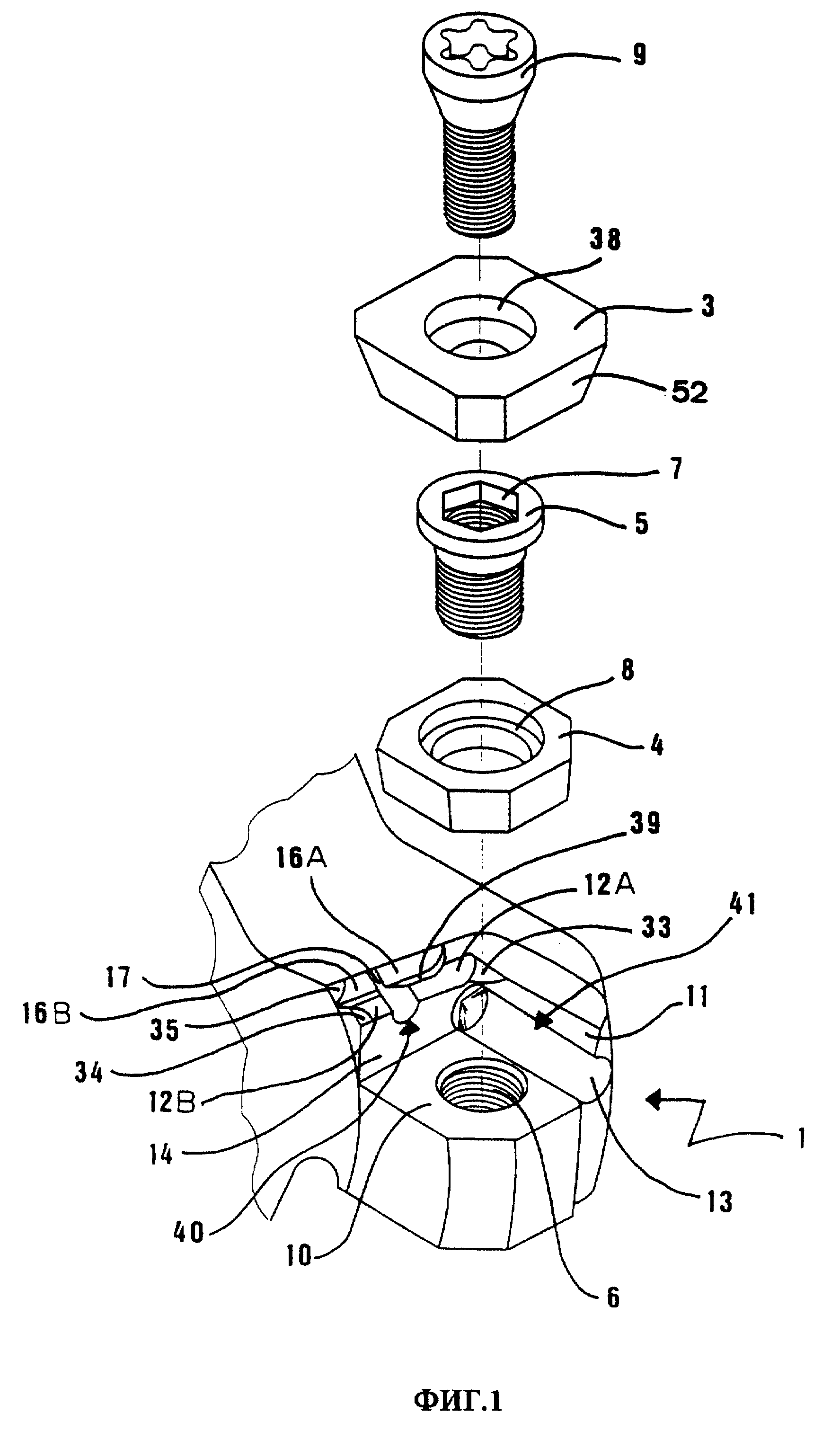
На фиг. 1 в перспективе в разобранном виде показано гнездо под пластину в соответствии с изобретением.
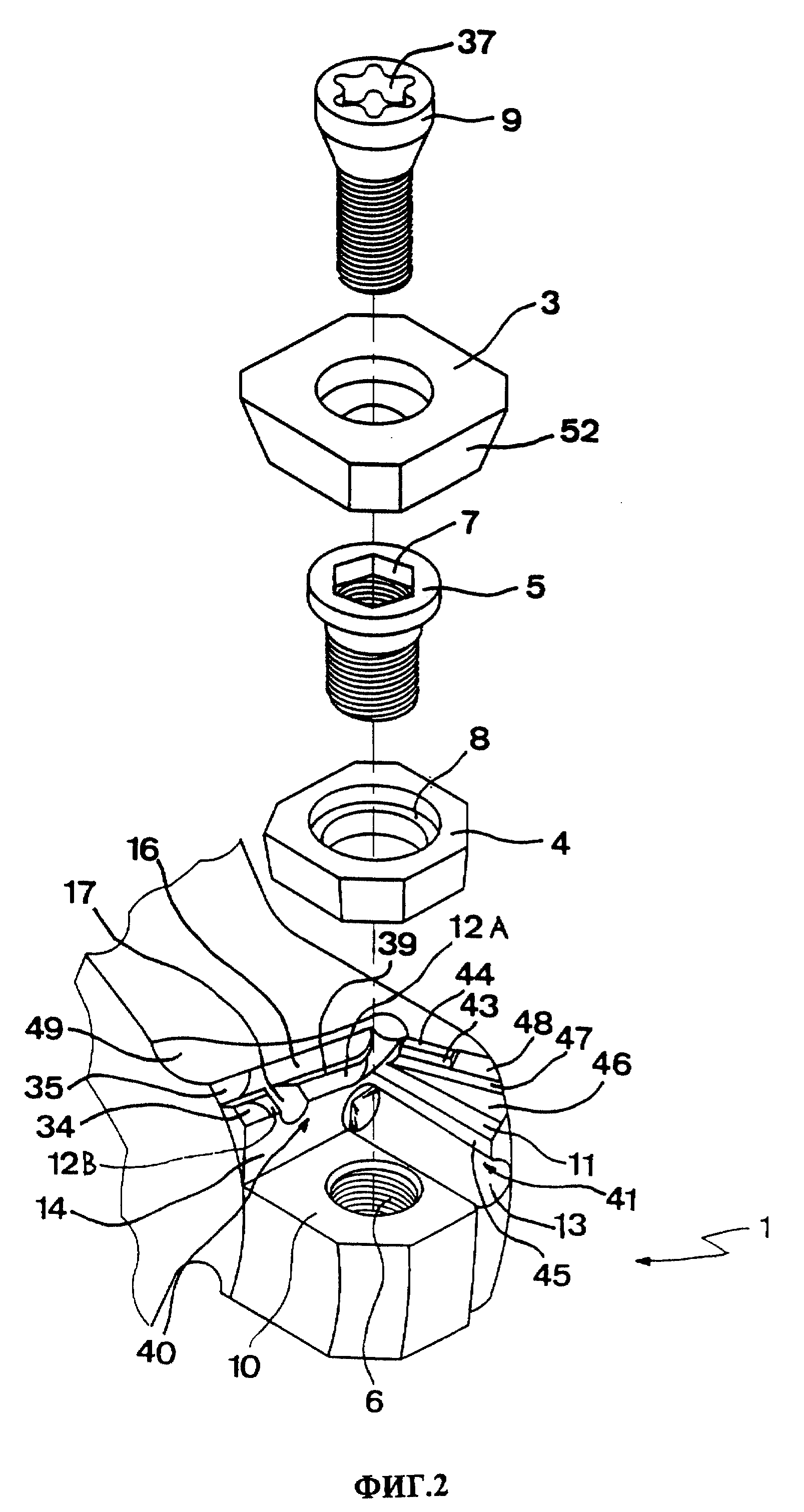
На фиг. 2 в перспективе в разобранном виде показано модифицированное гнездо под пластину в соответствии с изобретением.
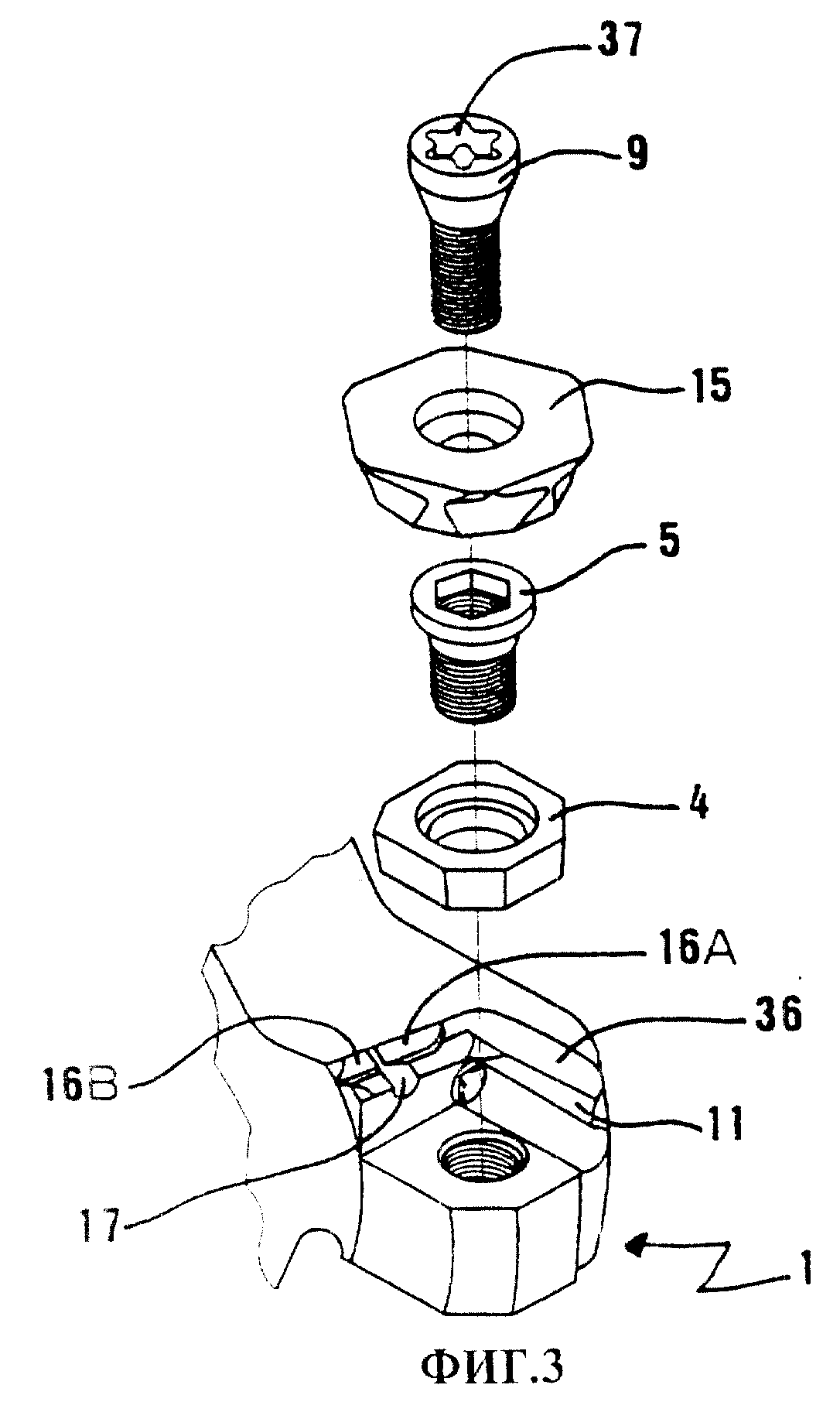
На фиг. 3 показано то же гнездо, как на фиг. 1, но с шестиугольной пластиной вместо квадратной.
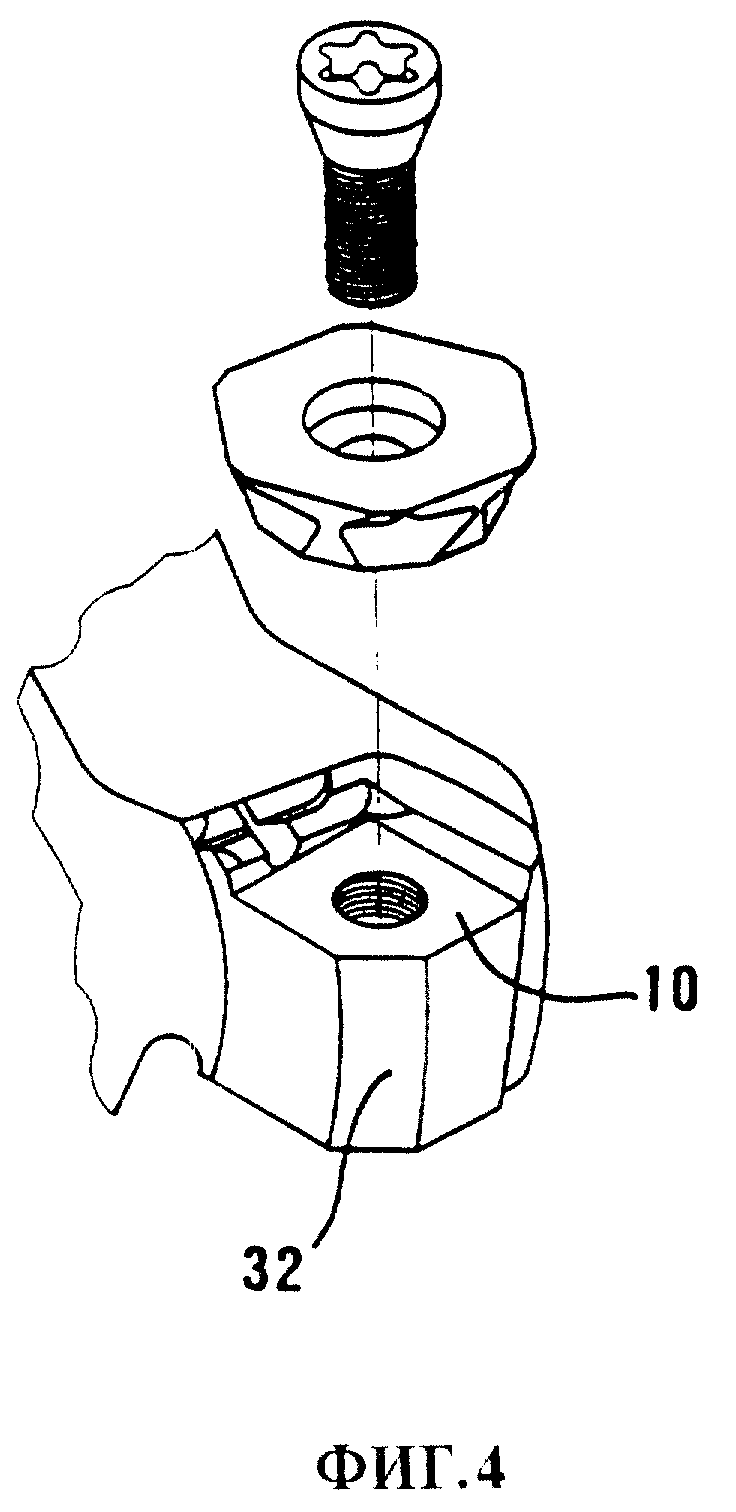
На фиг. 4 показаны соответствующие режущая пластина и гнездо, как на фиг. 3, однако без опорной пластины.
На фиг. 5 в перспективе показана нижняя сторона шестиугольной пластины в соответствии с изобретением.
На фиг. 6 показано то же гнездо, как на фиг. 2, но с шестиугольной пластиной вместо квадратной.
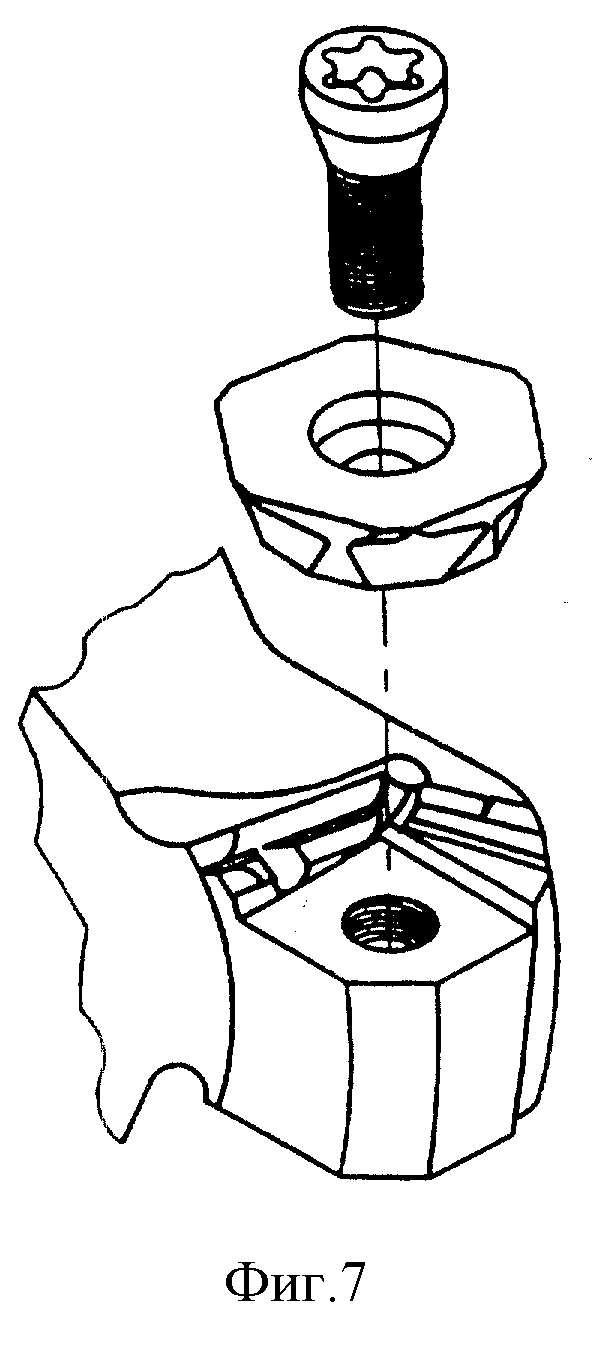
На фиг. 7 показаны соответствующие режущая пластина и гнездо, как на фиг. 6, однако без опорной пластины.
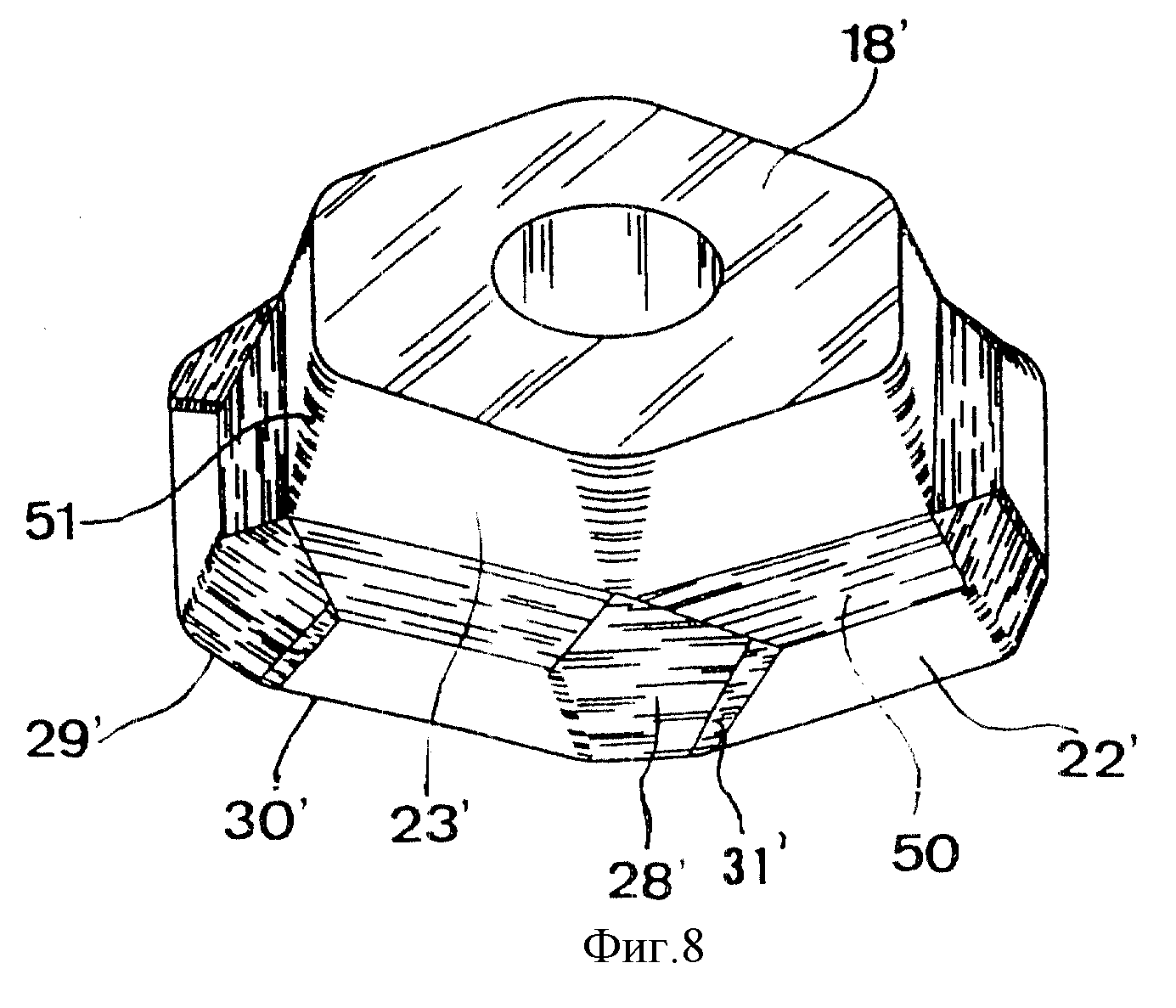
На фиг. 8 в перспективе показана нижняя сторона другого варианта шестиугольной пластины в соответствии с изобретением.
На фиг. 9 показан корпус фрезы с гнездами под режущие пластины в соответствии с изобретением и в соответствии с фиг. 1, на котором закреплены квадратная и шестиугольная пластины.
На фиг. 10 показан корпус фрезы с гнездами под режущие пластины в соответствии с изобретением и в соответствии с фиг. 2, на котором закреплены квадратная и шестиугольная пластины.
На фиг. 1 гнездо под режущую пластину в соответствии с изобретением обозначено позицией 1. Как видно на фиг. 9, это гнездо расположено на корпусе фрезы 2, но в общем оно может быть расположено, например, на борштанге или сверле. В основном гнездо под режущую пластину ограничено нижней опорной поверхностью 10 и двумя боковыми поверхностями 40, 41, которые перпендикулярны друг другу. В этом гнезде установлена индексируемая режущая пластина 3, которая, как видно на фиг. 1, имеет форму квадрата. Чтобы защитить корпус фрезы в случае любого разрушения режущей пластины 3, последняя устанавливается на опорной пластине 4, которая обычно также изготавливается из твердого сплава. Опорная пластина закрепляется в гнезде 1 с помощью винта 5, имеющего внутреннюю и внешнюю резьбу. Винт 5 затягивается в резьбовом отверстии 6 гнезда с помощью шестиугольного ключа, который входит в шестиугольное отверстие 7. Посредством этого нижняя поверхность опорной пластины будет поджата к нижней опорной поверхности 10 гнезда. Кроме того, опорная пластина опирается на боковую опорную поверхность 14, с другой стороны она обычно не доходит до другой, заниженной боковой поверхности, в данном случае закругленной поверхности 13. В соответствии с представленным вариантом поверхность 14 состоит из плоской поверхности и имеющей поперечное сечение в виде сектора поверхности дна отверстия, боковой поверхностью которого является поверхность 13. Центральное отверстие опорной пластины сформировано с опорной площадкой 8, с которой взаимодействует нижняя поверхность головки винта 5. Крепежный винт 9 заворачивается во внутреннюю резьбу винта 5 и посредством этого закрепляет пластину 3, нижняя сторона которой при этом нажимает на верхнюю поверхность опорной пластины. Головка крепежного винта выполнена с выемкой под ключ, например, с так называемой выемкой "торкс" 37. Когда индексируемая режущая пластина 3 закреплена в гнезде, она будет опираться на осевую опору или опорную поверхность 11 и радиальную опору или опорные поверхности 12A и 12B соответственно, которые расположены в одной плоскости. Все эти опорные поверхности расположены к нижней поверхности 10 под тем же углом, под которым боковые или задние поверхности 52 режущей пластины расположены к ее нижней поверхности. Значение угла между упомянутыми опорными поверхностями и нормалью к нижней опорной поверхности лежит между 3 и 30 град. Между режущими кромками, которые повернуты внутрь гнезда и не участвуют в процессе обработки, и поверхностями, расположенными над опорными поверхностями 11, 12, имеется зазор с тем, чтобы режущие кромки не повреждались. Два таких зазора 42 можно видеть на фиг. 9.
На фиг. 3 показано то же гнездо, как на фиг. 1, но с шестиугольной пластиной 15, установленной вместо квадратной пластины 3. Другие элементы конструкции - идентичны. Когда эта пластина закреплена в гнезде, она опирается с одной стороны на осевую опорную поверхность 11, т.е. на ту же поверхность, что квадратная пластина на фиг. 1, и с другой стороны на опору или опорные поверхности 16A и 16B, которые расположены в одной плоскости. Эта плоскость параллельна плоскости опорных поверхностей 12A и 12B и расположена несколько дальше от оси центрального отверстия 6, чем последняя плоскость. Между поверхностями 12A, 12B с одной стороны и поверхностями 16A, 16B - с другой выполнен переходный участок 39. Поверхности 12A, 12B и 16A, 16B соответственно отделены друг от друга посредством выфрезерованной выборки 17. По существу нет необходимости для этой выборки пересекать поверхность 16, но тем не менее это благоприятно способствует получению статически хорошо определенной двухточечной опорной поверхности.
Для того чтобы установить режущую пластину в форме правильного шестиугольника в гнездо, ее необходимо выполнить с особенностями, показанными на фиг. 5. Нижняя сторона пластины имеет форму двенадцатиугольника, который может быть правильным, но предпочтительно он имеет более короткие и более длинные стороны - 19A и 19B соответственно.
В соответствии с вариантом, показанным на фиг. 5, боковая поверхность пластины 15, расположенная между нижней поверхностью 18 и верхней или передней поверхностью, сформирована таким образом, как будет описано далее. От каждой кромки 19A начинается грань 20, которая сначала образует скошенную часть 23 в виде трапеции или равнобедренного усеченного треугольника, переходящую в более узкую часть - шейку 21, и затем снова расширяющуюся в направлении передней поверхности, посредством чего образуется опорная поверхность 22, которая предназначена для взаимодействия с опорной поверхностью 16A, 16B. Линия пересечения между опорной поверхностью 22 и верхней стороной пластины образует главную режущую кромку 30. Следует отметить, что часть опорной поверхности 22, прилегающая к главной режущей кромке 30, не входит в контакт с опорными поверхностями 16, чтобы не повредить упомянутую кромку, когда она индексирована внутрь гнезда. Таким образом, как можно видеть на фиг. 9, шестикромочная пластина 15 выступает за верхние ограничивающие линии гнезда (т. е. за верхние ограничивающие линии опорных поверхностей 16). Удобно, чтобы грань 20 была слегка выпукло изогнута по шейке 21, что можно видеть в крайней левой точке на фиг. 4. Посредством этого главная режущая кромка усиливается по задней поверхности, чтобы противостоять увеличенным усилиям резания. Если в этом нет необходимости, точку перегиба на шейке следует убрать, в результате чего грань 20, напоминающая по форме "лопаточку", полностью будет лежать в одной плоскости. Для малых усилий резания может быть возможна даже инверсия шейки, т.е. шейка 21 имеет вогнутый радиус, соответствующий радиусу 25, описанному ниже.
Между гранями 20 режущая пластина имеет промежуточные грани 24 шестиугольной базовой формы, изогнутые вдоль соединительной линии между двумя противолежащими углами. Этот изгиб формирует вогнутую радиусную поверхность 25. Тот участок промежуточной грани 24, который примыкает к кромке 19B, является опорной поверхностью 26, которая может взаимодействовать с осевой опорной поверхностью 11. Однако опорная поверхность 26 не предназначена полностью взаимодействовать с опорной поверхностью 11. Более определенно, часть поверхности 26, расположенная вблизи кромки 19B, не будет взаимодействовать с упомянутой опорной поверхностью гнезда. Предпочтительно, для этого предназначена часть, расположенная ближе к радиусной поверхности 25. Переходная поверхность 27, выступающая в направлении от центра пластины, является свободной поверхностью, ее ширина уменьшается от радиусной поверхности 25 в направлении передней поверхности пластины. Между этой переходной поверхностью и передней поверхностью расположена параллельная фаска 28, имеющая зачистную режущую кромку 29, предназначенную для уменьшения известным образом шероховатости обработанной поверхности. В переходной области между опорной поверхностью 22 и фаской 28 предпочтительно располагается переходная поверхность 31, которая может быть или плоской, или радиусной. Кроме того, эта поверхность 31 несколько более наклонена по отношению к нормали к нижней поверхности, чем опорная поверхность 22, что увеличивает задний угол позади режущей кромки фаски 28 (в осевом направлении).
Характерный комбинированный двойной эффект настоящего изобретения реализуется посредством наличия с одной стороны на одной поверхности гнезда выборки 17, которая может быть выфрезерованной, и с другой стороны напоминающей по форме "лопаточку" грани 20 на шестиугольной режущей пластине 15. Выполняя первую достаточно широкой и вторую достаточно узкой в части шейки 21, достигают того, что упомянутая шейка может быть установлена в и свободно удалена из выборки 17. Таким образом шейка может быть утоплена между частями опорной поверхности 12A и 12B. В этом проявляется характерная особенность настоящего изобретения, состоящая в том, что опорные поверхности на различных уровнях могут быть использованы для различных форм пластин.
Над осевой опорной поверхностью 11 имеется вытянутая промежуточная поверхность 36, которая расположена на той же самой высоте от нижней опорной поверхности 10, как опорные поверхности 16A, 16B. Эта промежуточная поверхность 36 рассматривается как свободная поверхность, не имеющая контакта с установленной режущей пластиной.
На фиг. 1 и 3 (и также на фиг. 2 и 6) показаны варианты, включающие опорную пластину 4. Однако это не является существенной особенностью настоящего изобретения, которое также включает конструкции без такой опорной пластины. Одна из таких конструкций показана на фиг. 4. Единственное различие между этой фигурой и фиг. 1 и 3 состоит в том, что нижняя опорная поверхность 10 поднята на разницу в высоте, соответствующую толщине опорной пластины. Это приводит к тому преимуществу, что по существу толщина выступа 32, на котором размещена режущая пластина, становится больше, т.е. сам выступ становится более прочным.
Как наилучшим образом может быть видно на фиг. 1, на одной или нескольких опорных боковых поверхностях 11, 12 и 16 могут быть выполнены защитные поверхности 33, 34 и 35 соответственно. Эти поверхности расположены так, чтобы боковые кромку режущей пластины не имели возможности внедрения в поверхности гнезда и его разрушения посредством этого при длительной работе.
На фиг. 9 показан корпус фрезы с шестью одинаковыми гнездами под пластины, выполненными в соответствии с вариантом, показанным на фиг. 1 и 3. Как видно, в двух из них установлены пластины, в одном - квадратная, в другом - шестиугольная. Однако это не является комбинацией, используемой для реальной операции обработки, а иллюстрирует существо настоящего изобретения.
В соответствии с представленными вариантами опорная поверхность 11, общая для обоих типов пластин, является осевой опорной поверхностью. Однако легко может быть реализовано изменение положения боковых поверхностей, при котором опорная поверхность 11 станет радиальной опорной поверхностью, а опорные поверхности 12 и 16 - осевыми опорными поверхностями.
На фиг. 2 и фиг. 6, 7, 8 и 10 показан вариант изобретения, несколько измененный по отношению к фиг. 1. Соответствующие элементы обозначены теми же позициями, как на фиг. 1, 3, 4, 5 и 9. Единственное различие между фиг. 9 и 10 состоит в том, что на фиг. 10 имеется только один зазор (зазор 42) между одной из нерабочих кромок пластины, направленной внутрь, и поверхностью, расположенной над опорной поверхностью 12.
На фиг. 6 показано то же самое гнездо, как на фиг. 2, но с шестиугольной режущей пластиной 15, установленной вместо квадратной пластины 3. Остальные элементы конструкции - идентичны. Когда эта режущая пластина закрепляется в гнезде, она взаимодействует с одной стороны с осевой опорной поверхностью 43 и с другой стороны с опорной поверхностью 16. Плоскость поверхности 16 может быть параллельна плоскости опорных поверхностей 12A, 12B и расположена несколько дальше от оси центрального отверстия 6, чем последняя плоскость. Угол плоскости 16 к нормали к нижней поверхности 10 может быть несколько меньше, чем угол соответствующей опорной поверхности 22 пластины, что в общем позволяет получить линейный контакт между режущей пластиной и верхней ограничивающей линией опорной поверхности 16. Уровень расположения указанной ограничивающей линии определяется образованием свободной отфрезерованной поверхности 49.
Для того чтобы режущая пластина правильной шестиугольной формы могла быть установлена в это гнездо, она должна быть сформирована с особенностями, показанными на фиг. 5 или 8. Режущая пластина в соответствии с фиг. 5 уже описана выше. Однако в несколько измененном гнезде в соответствии с фиг. 2 она устанавливается несколько отличным образом, как будет описано ниже.
В части фиг. 2 поверхности 22 предназначены для взаимодействия с одной стороны с опорной поверхностью 16 (или верхней ограничивающей линией) и с другой стороны с опорной поверхностью 43, которые расположены под углом 120 град. друг к другу. Как указывалось выше, части опорной поверхности 22, расположенной вблизи главной режущей кромки 30, не следует входить в контакт с опорной поверхностью 16 для того, чтобы не повредить упомянутую режущую кромку, когда она индексирована внутрь гнезда. По той же причине предпочтительно иметь свободную поверхность 44 над опорной поверхностью 43. Однако поверхность 44 не является необходимой на фиг. 7.
В соответствии с фиг. 1, та часть промежуточной грани 24, которая примыкает к кромке 19B, составляет опорную поверхность 26, которая взаимодействует с той же самой опорной поверхностью, как квадратная режущая пластина. Как признано, это приводит к неудобству, связанному с тем, что пластина требует значительного шлифования, поскольку опорные поверхности обычно должны быть шлифованы. В соответствии с фиг. 2 только периферия, т.е. прилегающие к режущим кромкам поверхности 22, функционирует как опорные поверхности, что облегчает шлифование пластины.
Режущая пластина в соответствии с фиг. 8 с нижней поверхностью, имеющей форму правильного шестиугольника с закругленными углами, описана ниже.
В соответствии с фиг. 8 имеющая форму, напоминающую "лопаточку", грань 20 заменена опорной поверхностью 22', переходной или свободной поверхностью 50, которая наклонена внутрь по направлению к центру пластины, и свободной поверхностью 23', расположенной между поверхностью 50 и нижней поверхностью пластины. Нижняя поверхность 18' имеет форму правильного шестиугольника с закругленными краями. Между двумя соседними свободными поверхностями 23' располагаются закругленные по радиусу поверхности 51, которые в общем заменяют промежуточные грани 24 на фиг. 5. Параллельные фаски 28' и переходные поверхности 31' соответствуют элементам 28 и 31 соответственно на фиг. 5. По этому варианту переходные поверхности 50 значительно наклонены в направлении центра пластины с тем, чтобы они, а также свободные поверхности 23' не входили в контакт с поверхностями гнезда, в первую очередь с поверхностями 12 и 14, и 11, 15 и 46 соответственно. Этот вариант также имеет отличительную особенность, заключающуюся в том, что все боковые опорные поверхности пластины (т.е. поверхности 22') расположены сверху, вдоль режущих кромок, что облегчает шлифование пластины.
Между осевой опорной поверхностью 11 для квадратной пластины и закругленной поверхностью 13 расположена свободная поверхность 45. На противоположной стороне опорной поверхности 11 расположена переходная поверхность 46 параллельная нижней опорной поверхности 10. Между этой поверхностью и опорной поверхностью 43 для шестиугольных пластин, расположена другая переходная поверхность 47, которая образует тупой угол и с поверхностью 43, и с поверхностью 46. Вблизи поверхностей 43, 44 и на том же расстоянии, как они, от нижней опорной поверхности 10 расположена свободная поверхность 48. Как легко понять, шестиугольная пластина в соответствии с фиг. 8 и гнездо взаимно так сформированы, что пластина входит свободно, не касаясь всех поверхностей, лежащих ниже опорной поверхности 43, т.е. поверхностей 13, 45, 11, 46 и 47, и, конечно, расположенной сбоку поверхности 48.
Кроме того, в соответствии с представленными вариантами индексируемые режущие пластины имеют сквозное центральное отверстие 38 для закрепления с помощью крепежного винта. Однако это никак не связано с положением опорных поверхностей гнезда, поэтому возможны также другие крепежные устройства, такие как центральный штифт или качающийся штифт, и также такие конструкции, которые не требуют центрального отверстия в пластине, например крепление клином или прихватом,
Реферат
Инструмент для обработки металлов резанием, содержащий одно или несколько гнезд, предназначенных для индексируемых режущих пластин и имеющих нижнюю опорную поверхность (10) и, по крайней мере, две боковые поверхности, которые образуют прямой угол друг с другом. Одна их этих боковых поверхностей включает две боковые поверхности (12А, 16А), которые расположены на различных расстояниях от нижней опорной поверхности (10), одна из них предназначена для взаимодействия с квадратной плаcтиной, а другая - со специально выполненной шестиугольной. Таким образом, в одно и то же гнездо могут быть установлены квадратная или шестиугольная режущие пластины, что значительно улучшает экономическую эффективность обработки резанием. 4 с. и 16 з.п. ф-лы, 10 ил.
Формула
18.07.95 - пп.1 - 4 и 8 - 12;
29.12.95 - пп.5 - 7 и 13 - 20.
Документы, цитированные в отчёте о поиске
Сменная режущая пластина для фрезы
Комментарии