Сменная режущая пластина для фрезы - RU2010682C1
Код документа: RU2010682C1
Чертежи



Описание
Изобретение относится к обработке металлов резанием, в частности к инструментам со сменными твердосплавными режущими пластинами.
Данная режущая пластина используется во фрезе, которая содержит цилиндрическую державку с одной или более канавками, в которые устанавливается соответствующее количество упомянутых пластин, причем каждая упомянутая канавка образует перед каждой пластиной пространство для стружки.
Известны режущие пластины, используемые во фрезах, которые состоят из призматического корпуса с плоским основанием, от которого отходят боковые поверхности, затылованные задние поверхности, пересекающиеся с верхней поверхностью - передней поверхностью резания.
Известная режущая пластина имеет по меньшей мере одну режущую кромку, образованную пересечением передней поверхности и затылованной задней поверхности.
В известных фрезах режущая пластина закрепляется в корпусе так, что режущая кромка располагается на круглой траектории резания самого инструмента и имеет наклон относительно оси вращения на угол, который называют осевым передним углом.
Величина осевого переднего угла оказывает прямое влияние на устойчивость инструмента в процессе его использования и на долговечность режущей кромки. В общем рекомендуется располагать пластины под большими осевыми передними углами. В случае использования режущих инструментов со сменными пластинами образование таких больших осевых передних углов связано с неизбежным ослаблением стабильности установки инструмента. Следствием этого было то, что большинство фрезерных инструментов проектируется с учетом их использования с относительно низкими осевыми передними углами.
Помимо величины осевого переднего угла другой важной характеристикой режущей пластины является величина заднего угла, причем эта характеристика оказывает исключительно большое влияние на эффективность и стабильность работы инструмента.
Используемый в описании изобретения термин "задний угол" означает угол, образуемый между затылованной задней поверхностью пластины после ее установки во фрезу и касательной круговой траектории, контуры которой определены по точке на режущей кромке. Используемый здесь же термин "угол затылованной задней поверхности" обозначает угол, образуемый между затылованной задней поверхностью пластины и линией, перпендикулярной относительно основания режущей пластины.
Известно, что вместе с пластинами для фрезерных головок обычно используют относительно большие задние углы по сравнению с углами, которые используются в стационарных режущих инструментах, причем это, в первую очередь, относится к фрезерным головкам с траекториями резания небольшого диаметра. Увеличение заднего угла приводит к ослаблению режущей кромки, следствием чего является наложение ограничения на величину заднего угла.
Величину заднего угла определяют в зависимости от материала заготовки, материала изготовления самой режущей кромки и диаметра траектории резания инструмента. Как правило, в случае обработки твердых и прочных материалов величина заднего угла колеблется между 6о и 8о для режущих инструментов из быстрорежущей стали и между 5о и 7о для режущих инструментов из твердого сплава.
С другой стороны, при обработке заготовок из мягкой стали, чугуна и т. д. величина заднего угла может достигать максимально 20о. Что касается величины угла затылованной задней поверхности, то для обработки относительно мягких материалов диапазон этого угла обычно лежит в пределах 15 - 20о, а для обработки относительно твердых материалов в диапазоне 11 - 15о.
На основе конструктивных и технологических соображений делают вывод о том, что предпочтительнее использовать пластины с углами затылованной задней поверхности, которые лежат в более высоких пределах упомянутого диапазона. Однако, в этой связи следует иметь в виду, что существует следующая зависимость: чем выше связанный с режущей кромкой пластины угол затыловочной задней поверхности, тем в меньшей степени обеспечена опора затылованной задней поверхности по отношению к посадочному гнезду.
Кроме того, большие проблемы возникают в том случае, когда, например, есть необходимость надежно установить пластину с относительно большим углом затылованной задней поверхности в гнезде режущего инструмента, которое сконструировано и предназначено для размещения пластин с небольшим углом затылованной задней поверхности.
Цель изобретения - повышение стойкости режущей пластины для фрезы.
Поставленная цель достигается за счет того, что в сменной режущей пластине для фрезы, которая закреплена в цилиндрическом корпусе как минимум с одной режущей кромкой, контуры которой определены между передней поверхностью и затылованной задней поверхностью, последняя выполнена из двух частей, при этом первая часть расположена между режущей кромкой и промежуточной частью задней поверхности, а вторая часть расположена между упомянутой промежуточной частью и основанием режущей пластины, причем первая часть затылованной задней поверхности выполнена под углом ωI , а вторая часть выполнена под углом ωII , при этом первый угол затылованной задней поверхности выполнен больше второго угла затылованной задней поверхности, а промежуточная часть соединяет первую и вторую части и выполнена поперечно относительно указанных частей.
Целесообразно чтобы первый угол затылованной задней лежал бы в диапазоне 7 - 20о, а второй угол затылованной задней поверхности - в диапазоне 0 - 15о.
Целесообразно, чтобы режущая пластина была выполнена в форме параллелепипеда, причем контур первой пары противоположных режущих кромок определяется соответственно между первыми парами передних поверхностей резания и затылованных задних поверхностей, а контуры второй пары противоположных режущих кромок соответственно определяются между вторыми парами передних поверхностей резания и затылованных задних поверхностей.
Первая пара затылованных задних поверхностей образуется по уже описанной выше процедуре, тогда как вторая пара передних поверхностей резания и затылованных задних поверхностей непрерывно изогнуты с таким расчетом, что их передние и задние углы режущей пластины, образованные относительно цилиндрической державки, остаются неизменными вдоль всех длин соответствующих режущих кромок.
Целесообразно, чтобы вторая пара режущих кромок отстояла от связанных с ними передних поверхностей на расстоянии, соответствующему, поверхности направляющей фаски, причем поверхность направляющей фаски изогнута таким образом, что угол поверхности направляющей фаски по отношению к цилиндрической державке остается неизменным вдоль всей длины режущей кромки.
Кроме того, вторая пара режущих кромок выполнена искривленной, при этом каждая образующая искривленную сторону плоскости часть пересекает образующий поверхность вращения режущей кромки цилиндр под углом, который соответствует аксиальному переднему углу режущей пластины в самой фрезе.
Целесообразно, чтобы длина первой из затылованных задних поверхностей упомянутой пары было больше длины второй из затылованных задних поверхностей этой же пары, при этом поверхность зачистной ленточки на упомянутой второй затылованной задней поверхности образуется на выступе самой режущей пластины.
Целесообразно, чтобы различные режущие кромки пластины, которые используют для различных видов фрезерования, образовали оптимальный осевой передний угол, а для этого необходимо прежде всего, чтобы режущие кромки второй пары были наклонены в противоположных направлениях по отношению к основанию пластины, при этом каждая вторая режущая кромка наклонена по направлению к основанию пластины в сторону от переднего конца режущей кромки, тогда как каждая первая режущая кромка наклонена по направлению к основанию пластины в сторону от переднего конца режущей кромки на угол в диапазоне между 0 - 15о.
Целесообразно, чтобы первые режущие кромки были параллельны кромкам основания пластины.
Режущую пластину в форме параллелепипеда можно изготавливать так, чтобы одну и ту же пластину можно было поочередно использовать в соответствующих державках для осуществления торцового и фланцевого фрезерования.
С этой целью затылованные задние поверхности пластины образуют две пары следующих друг за другом затылованных задних поверхностей, при этом каждая пара имеет общую вершину режущей пластины, а режущая кромка одной из затылованных задних поверхностей каждой пары связана с зачистной ленточкой, образованной на другой затылованной задней поверхности этой же пары около общей вершины пластины.
Режущие пластины рекомендуется изготавливать путем прессования и спекания вместе с поверхностями зачистной ленточки, которые образуются в течение операции прессования или в течение последующей операции шлифования.
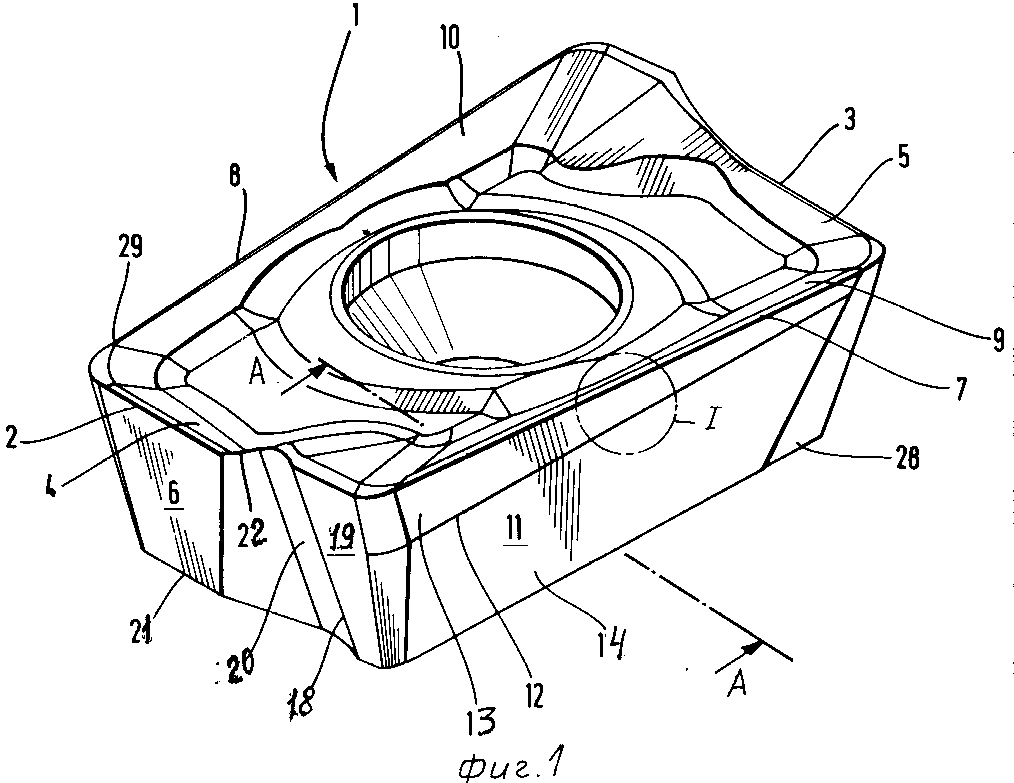
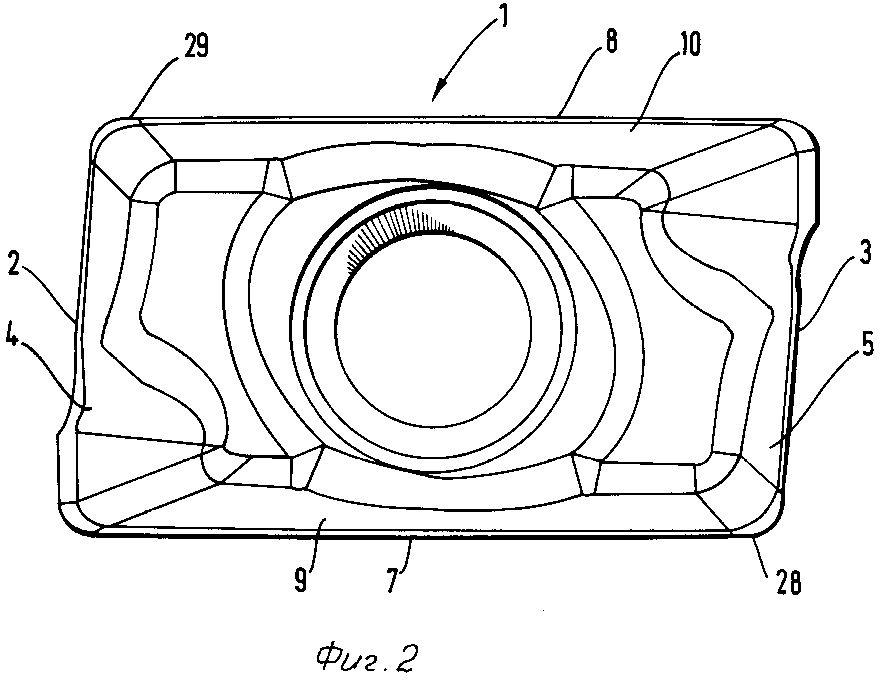
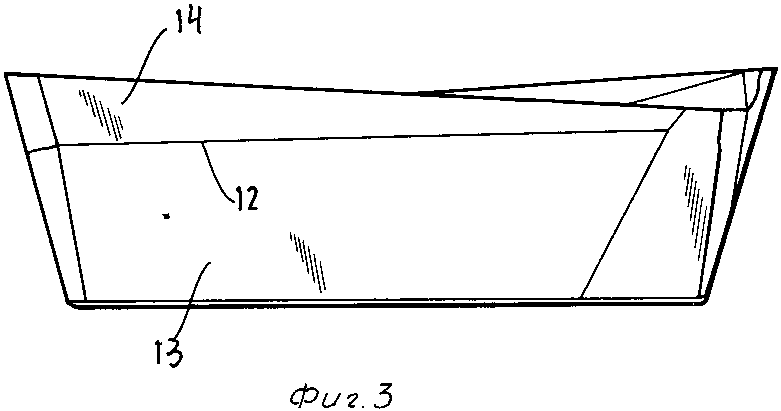
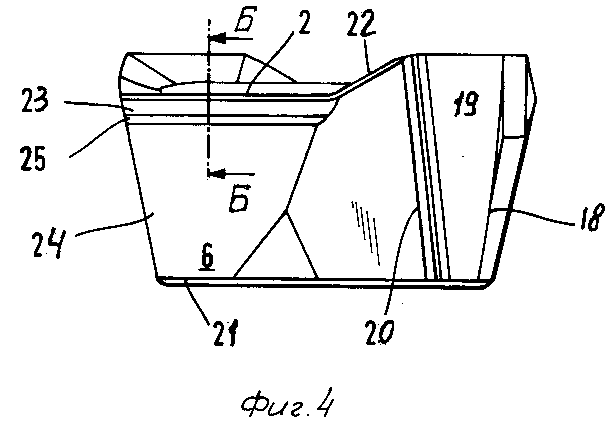
На фиг. 1 изображена предлагаемая пластина, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - то же, вид с торца; на фиг. 5 - узел I на фиг. 1; на фиг. 6 и 7 - разрез А-А на фиг. 1; на фиг. 8 - разрез Б-Б на фиг. 4; на фиг. 9 - фреза, включающая в режущую пластину, вид сбоку; на фиг. 10 - разрез В-В на фиг. 9; на фиг. 11 - разрез Г-Г на фиг. 9; на фиг. 12 - фреза, включающая режущие пластины, показанные на фиг. 1-11 установленными для выполнения операции торцового фрезерования, общий вид; на фиг. 13 - то же, для выполнения операции фланцевого фрезерования; на фиг. 14 - момент использования режущей пластины для выполнения операции фланцевого фрезерования; на фиг. 15 - то же, для выполнения операции торцового фрезерования.
Режущая пластина состоит из корпуса 1 в форме параллелепипеда и изготовлена так, что контуры первой пары противоположных режущих кромок 2 и 3 соответственно определяются между первой парой передних поверхностей 4 и 5 резания и первой парой затылованных задних поверхностей 6. Кроме того, режущая пластина снабжена второй парой противоположных режущих кромок 7 и 8, контуры которых соответственно определены между второй парой передних поверхностей 9 и 10 резания и второй парой затылованных задних поверхностей 11.
Режущие кромки 7 и 8 наклонены в противоположных направлениях для четкого определения контуров острых углов с соответствующими кромками основания пластины, тем самым увеличивая противоположно направленные осевые передние гулы относительно противоположных сторон режущей пластины. Благодаря этому высота режущей кромки на одной паре диаметрально противоположных вершин (углов) пластины больше высоты пластины на противоположной паре диаметрально противоположных вершин.
В данном варианте, затылованная задняя поверхность 11 поделена по линии 12 на верхнюю узкую непрерывно изогнутую часть 13 и нижнюю плоскую часть 14, при этом кривизна верхней части выполнена такой, что задние и радиальные передние углы остаются неизменными. Противоположная затылованная задняя поверхность пластины поделена подобным же образом и имеет идентичную форму.
Режущие кромки 7 и 8 изогнуты, кривизна этих кромок выполнена с таким расчетом, что каждая режущая кромка образует часть искривленной стороны плоскости, которая пересекает цилиндр, образующий поверхность вращения режущей кромки, под углом, соответствующим осевому переднему углу режущей пластины во фрезе.
Режущие кромки 7 и 8 соответственно отделены от связанных с ними передних поверхностей 9 и 10 резания с помощью поверхностей направляющей фаски 15 (К - направляющие фаски). К - направляющая фаска снабжена спирально изогнутой поверхностью.
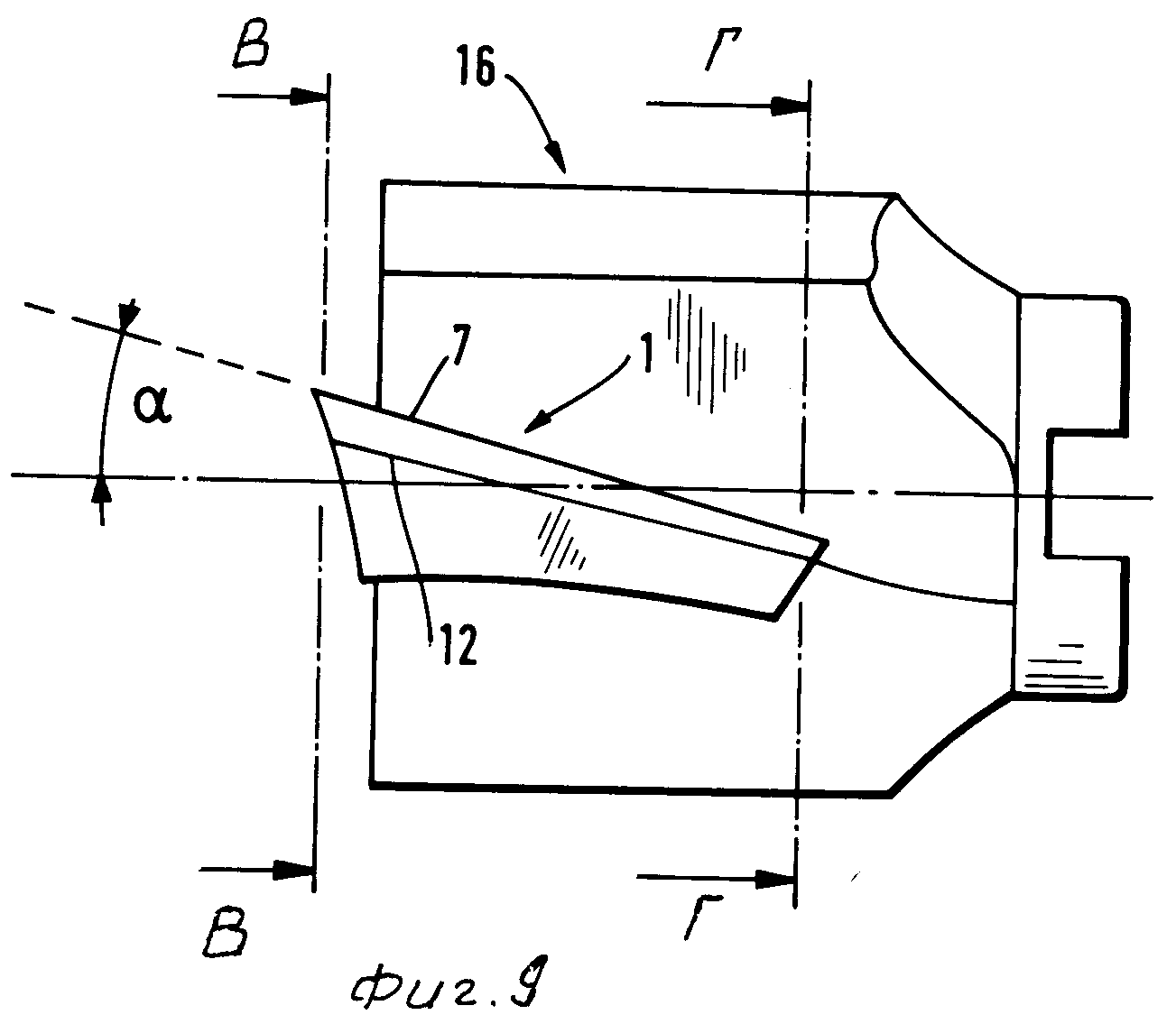
Режущая пластина устанавливается в соответствующей периферийной канавке цилиндрической державки 16, причем режущая кромка 7 определяет осевой передний угол α относительно оси цилиндрической державки.
Поверхность К - направляющей фаски 15 вместе с радиальной линией круговой траектории 17, отходящей от центра круговой траектории до точки режущей кромки, лежащей вдоль линии сечения, образует углы θ , θI и θIII . .
Благодаря специфической спиральной кривизне поверхности К - направляющей фаски 15 гарантируется, что угол θI равен углу θII , т. е. , что уголθ вдоль всей длины режущей кромки остается неизменным.
Затылованная задняя поверхность 6 снабжена на одной своей стороне (смежная затылованной задней поверхности 11) выступом 18, выполненным вместе со шлифующей поверхностью зачистной ленточки 19, которая выполняет функцию сглаживания поверхности (Wiper surdace) при осуществлении операции фрезерования режущей кромкой 7, причем эта поверхность зачистной ленточки 19 располагается под прямым углом относительно режущей кромки 7. Выступ 18 отделен от затылованной задней поверхности 6, снабженной выемкой 20.
Режущая кромка 2 ориентирована таким образом, что она параллельна соответствующей кромке основания 21 самой пластины. Однако, можно использовать и конструкцию, в которой режущая кромка 2 чуть скошена на конус по направлению вниз на угол максимально в 15о по отношению к кромке основания 21 от ее вершины, расположенной рядом с зачистной ленточкой 19.
Для гарантирования правильного расположения режущей кромки 2 относительно кромки основания 21 необходимо, чтобы верхняя кромка части зачистной ленточки пластины соединялась с режущей кромкой 2 через скошенную вниз часть 22.
Затылованная задняя поверхность 6 состоит из трех последовательных частей, на которые простираются вдоль длины режущей кромки 2, а именно первая часть 23, расположенная рядом с режущей кромкой 2, вторая часть 24, расположенная рядом с кромкой основания 21, и промежуточная часть 25, расположенная между частями 23 и 24. Первая часть 23 представляет первый угол ωI затылованной задней поверхности относительно нормали к основанию режущей пластины, тогда как вторая часть 24 представляет угол ωII относительно упомянутой нормали, причем угол ωI больше угла ωII , а именно угол ωI равен 15о, а угол ωII - 11о. С другой стороны, промежуточная часть 25 направлена поперек по отношению к первой и второй частям 23 и 24.
Режущая пластина опирается на гнездо установки режущего инструмента 26, боковая сторона 27 которого направлена под углом, соответствующим углу ωII .
Конструкция затылованной задней поверхности имеет следующие преимущества.
Хотя режущая кромка 2 связана с частью 23, которая имеет оптимально большой угол ωI затылованной задней поверхности (например 15о), большая часть режущей пластины ограничена той частью 24, которая имеет значительно меньший угол ωII затылованной задней поверхности (например 11о), то следствием этого будет то, что в случае, если угол всей затылованной задней поверхности соответствует ωI , тогда образовывается очень большой неподдерживаемый участок режущей пластины (см. удлинение или растяжение части 23, обозначенное пунктирной линией на фиг. 7). Тем не менее этот участок удерживается относительно небольшим благодаря тому факту, что вся масса режущей пластины снабжена частью затылованной 24 задней поверхности с меньшим углом ωII затылованной задней поверхности.
Более того, режущую пластину можно легко и надежно установить в гнезде установки и крепления режущего инструмента, чья боковая стенка установлена под углом, который представлен стандартным, используемым именно для этой цели углом (обычно 11о), и это несмотря на тот факт, что часть затылованной задней поверхности располагается при значительно большем угле. Кроме того, что ясно видно на фиг. 12, несмотря на тот факт, что режущая пластина опирается на боковую стенку, с которой она контачит на протяжении всей длины части 24, фактическая режущая кромка 2 пластины расположена на небольшом расстоянии от боковой опорной стенки 27, благодаря чему собственно и исключается вероятность повреждения режущей кромки 3 в момент ее зажима относительно боковой стенки 27.
Режущие кромки 2 и 3 соответственно связаны с поверхностями 28 и 29 зачистной ленточки, которые примыкают к режущим кромкам 7 и 8 на диаметрально противоположных вершинах (углах) режущей пластины и образуют удлинения затылованных задних поверхностей 11. Поверхности 28 и 29 формируются в процессе спекания в условиях прессования всей пластины как единого целого.
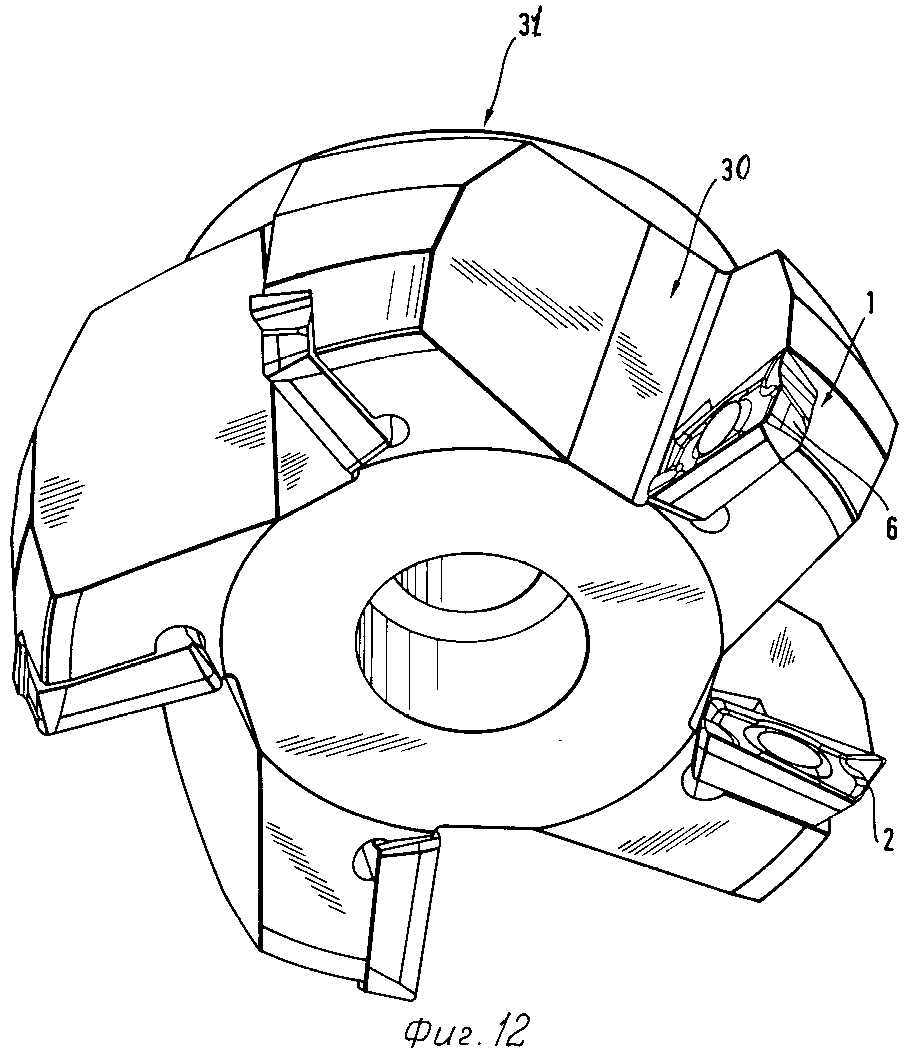
На фиг. 12 показан момент установки режущих пластин в последовательно расположенные периферийные канавки 30 фрезы 31, которая специально сконструирована для осуществления торцового фрезерования с помощью затылованных задних поверхностей 6 и режущих кромок 2, которые показаны в своем рабочем или операционном состоянии. На фиг. 15 показан момент торцового фрезерования заготовки фрезой, снабженной предлагаемой режущей пластиной, в результате последовательного фрезерования буртика, установленного под углом 75о.
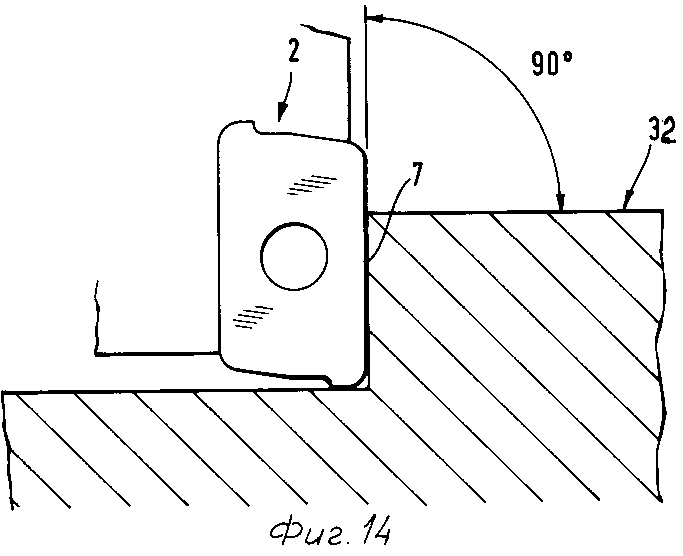
С другой стороны, на фиг. 14 показана часть фрезы 32 для выполнения операции фланцевого фрезерования под углом 90о, когда описанная режущая пластина устанавливается так, что ее режущая кромка 7 и затылованная задняя поверхность 11 обнажены и можно успешно осуществлять фланцевое фрезерование под углом 90о (см. фиг. 15).
Хотя изобретение описано со ссылкой на режущие пластины с углами затылованной задней поверхности соответственно в 15о и 11о, однако суть изобретения в равной степени применима и к режущим пластинам, у которых диапазон колебания углов затылованной задней поверхности, например верхний угол затылованной задней поверхности, лежит между 7 - 20о, однако если речь идет о нижнем угле затылованной задней поверхности, тогда упомянутый диапазон лежит между 0 - 15о.
Если описанные режущие пластины изготовляют с таким расчетом, что они имеют пары смежных режущих кромок 7, 2 и 8, 3, в которых по меньшей мере одна режущая кромка каждой пары выполнена с относительно большим углом ωI , затылованной задней поверхности, тогда эти пластины особенно эффективны в случае использования фрезы для выполнения операции "врезного" фрезерования. При выполнении этой операции фрезерования фреза, как правило, вращается вокруг своей продольной оси относительно заготовки, причем сам процесс фрезерования осуществляется с помощью ориентированных в продольном направлении кромок режущих пластин. Однако, одновременно фреза смещается в продольном направлении относительно самой обрабатываемой заготовки, благодаря чему гарантируется одновременное фрезерование и ориентирование в поперечном направлении режущими кромками этих же пластин. Если теперь, как в случае с только что описанными режущими пластинами, упомянутые ориентированные в поперечном направлении кромки взаимодействуют с частями затылованной задней поверхности, имеющими относительно большие углы ωI, затылованной задней поверхности, тогда операцию "врезного" фрезерования можно выполнять со значительно меньшим износом самих режущих пластин, а следовательно, и с меньшими усилиями самого процесса фрезерования, чем в обычных ситуациях и с использованием уже известных режущих пластин. (56) Европейский патент N 089545, кл. В 23 С 5/10, 1983.
Реферат
Использование: в обработке металлов резанием, в частности в режущем инструменте. Режущая пластина изготовлена по меньшей мере с одной режущей кромкой, контур которой определен между передней поверхностью резания и затылованной задней поверхностью пластины. Затылованная задняя поверхность содержит первую часть, контуры которой определены между режущей кромкой и промежуточной частью затылованной задней поверхности, и вторую часть, контуры которой определены между промежуточной частью и основанием пластины. Первая часть представляет первый угол затылованной задней поверхности, который значительно больше второго угла затылованной задней части, предстваленного второй частью. 11 з. п ф-лы, 15 ил.
Комментарии