Режущая пластина и инструмент для обработки заготовки резанием - RU2737689C1
Код документа: RU2737689C1
Чертежи


Описание
[001] Настоящее изобретение относится к режущей пластине, в частности к
тангенциальной режущей пластине для инструмента для обработки заготовки резанием.
Кроме того, настоящее изобретение относится к инструменту для обработки заготовки
резанием, в частности для тангенциального фрезерования, имеющему корпус инструмента, содержащий по меньшей мере одно гнездо под режущую пластину, в котором с возможностью высвобождения закреплена предлагаемая изобретением режущая пластина.
[002] Предлагаемая изобретением режущая пластина, в частности, имеет
следующие признаки: (i) две по существу идентичных части, а именно первую часть и
вторую часть; (ii) сквозное отверстие, проходящее вдоль оси отверстия через обе части; (iii) два по существу идентичных основания, расположенных друг против друга, а именно первое основание, являющееся частью первой части и имеющее первую плоскую опорную поверхность, проходящую перпендикулярно оси отверстия, и второе основание, являющееся частью второй части и имеющее вторую плоскую опорную поверхность, проходящую перпендикулярно оси отверстия; (iv) четыре по существу идентичные главные стороны, проходящие между двумя основаниями, причем каждая х четырех главных сторон имеет плоскую контактную поверхность, проходящую перпендикулярно первой опорной поверхности и второй опорной поверхности; (v) четыре прямые главные режущие кромки, причем на каждой из четырех главных сторон расположено по одной из четырех главных режущих кромок, а каждая из двух частей имеет по две из четырех главных режущих кромок, причем две главные режущие кромки первой части проходят параллельно друг другу, а две главные режущие кромки второй части проходят параллельно друг другу и под острым углом к главным режущим кромкам первой части; (vi) четыре прямые вспомогательные режущие кромки, причем на каждой из четырех главных сторон расположено по одной из четырех вспомогательных режущих кромок, а каждая из двух частей имеет по две из четырех вспомогательных режущих кромок, и причем вспомогательные режущие кромки проходят поперек главных режущих кромок.
Две части соединены друг с другом вдоль средней плоскости, проходящей перпендикулярно оси отверстия и расположенной на одинаковом расстоянии от первой опорной поверхности и второй опорной поверхности, причем первая часть может быть спроецирована на вторую часть в результате вращения на 180° вокруг оси вращения, лежащей в средней плоскости, и последующего вращения на острый угол вокруг оси отверстия. Каждая из четырех главных режущих кромок на первом конце посредством первой угловой кромки, имеющей закругление и/или фаску, соединена с одной из четырех вспомогательных режущих кромок, расположенной на той же главной стороне.
[003] Режущая пластина рассматриваемого типа уже известна из DE 10 2012 108
752 B3.
[004] Режущие пластины рассматриваемого типа, которые, в общем, также
называются неперетачиваемыми режущими пластинами или, в частности,
тангенциальными режущими пластинами, чаще всего применяются в металлообработке, в особенности при фрезеровании или токарной обработке. Данные режущие пластины используются главным образом для тангенциального фрезерования. Фрезерные инструменты, в которых применяются такие режущие пластины, как правило, содержат вращательно-симметричный корпус инструмента, на котором по периферии с возможностью высвобождения закреплена по меньшей мере одна, однако чаще всего множество таких режущих вставок.
[005] Снятие материала с заготовки в процессе фрезерования обеспечивается с
помощью высокоточных лезвий или, соответственно, режущих кромок, сформованных в режущих пластинах. Для того, чтобы обеспечить как можно меньший износ, выдержать очень большие силы резания, возникающие при обработке, и обеспечить как можно более высокую точность, чаще всего эти режущие пластины изготавливаются из твердого сплава.
Однако из-за высокого напряжения материала с течением времени режущие кромки
изнашиваются. Поэтому особенно при фрезеровании, требующем высокой точности, по
истечении некоторого времени режущие пластины необходимо заменять.
[006] Чтобы избежать необходимости, после износа лезвий каждый раз заменять
сравнительно дорогие режущие пластины в целом, были разработаны многосторонние
режущие пластины, имеющие множество лезвий, расположенных симметрично друг другу.
Такая неперетачиваемая режущая пластина, имеющая четыре идентичные главные
режущие кромки, расположенные симметрично друг другу, известна, например, из EP 1 572
407 B1.
[007] Неперетачиваемая режущая пластина, показанная в указанном документе,
выполнена так, что она вращательно-симметрична относительно своих трех главных осей, на 180°. Поэтому после изнашивания используемой главной режущей кромки
неперетачиваемую режущую пластину можно вращать и/или повернуть на 180° и закрепить в корпусе инструмента в новом положении. Таким образом, при износе одной из четырех главных режущих кромок заменять всю неперетачиваемую режущую пластину не требуется, необходимо лишь вращать или, соответственно, повернуть ее в корпусе, так что обработку можно продолжить при помощи до сих пор неиспользованных, неизношенных главных режущих кромок.
[008] Благодаря симметричным свойствам неперетачиваемой режущей пластины, в
которой каждая главная режущая кромка имеет одинаковую геометрию резания, режущие свойства из-за вращения или поворачивания неперетачиваемой режущей пластины не изменяются. Другими словами, таким образом, одна и та же неперетачиваемая режущая пластина может использоваться четыре раза до тех пор, пока не износятся все режущие кромки, после чего неперетачиваемая режущая пластина подлежит утилизации. Это имеет место также в случае неперетачиваемой режущей пластины, известной из DE 10 2012 108 752 B3. Однако в этом случае четыре главные режущие кромки распределены не по двум сторонам неперетачиваемой режущей пластины, как описано в EP 1 572 407 B1, а по четырем сторонам, так что на каждую главную сторону предусмотрено по одной главной режущей кромке.
[009] Из DE 10 2007 022 536 A1 и JP 2008-229744 A известны вращаемые и
поворотные режущие пластины с восемью режущими кромками и по существу квадратным основанием.
[0010] По сравнению с простыми, неповоротными режущими пластинами или,
соответственно, режущими пластинами такие неперетачиваемые режущие пластины
обеспечивают гораздо большую гибкость и, благодаря тому, что их можно использовать множество раз, могут эксплуатироваться намного дольше, без ущерба для точности обработки. Хотя такие неперетачиваемые режущие пластины с четырьмя режущими кромками значительно сложнее в изготовлении, чем обычные (неповоротные) режущие пластины с одной режущей кромкой, для приобретающих их заказчиков они оказываются не только более практичными, но и в целом более экономичными.
[0011] Однако с точки зрения изготовителя таких неперетачиваемых режущих
пластин конструктивные проблемы состоят не только в том, чтобы реализовать
симметричные свойства таких неперетачиваемых режущих пластин, имеющих множество идентичных режущих кромок, но одновременно также обеспечить, чтобы каждая из указанных режущих кромок обладала одинаковыми обрабатывающими свойствами и благодаря этому могла использоваться идентично. Часто наибольшая проблема состоит в том, чтобы избежать возможных столкновений с другими деталями режущей пластины или корпуса инструмента и обеспечить в корпусе инструмента надежную посадку режущей пластины в гнезде под инструмент, чтобы обеспечить оптимальное приложение силы.
[0012] В особенности необходимо обращать внимание на то, чтобы режущие
кромки, не используемые в соответствующий момент времени, или другие детали режущей пластины не сталкивались без необходимости с заготовкой. Таким образом, в тех местах режущей пластины, которые в соответствующий момент времени не предназначены для обработки заготовки резанием, не должны возникать столкновения с заготовкой. Другими словами, следует обращать внимание на то, чтобы режущие кромки, неиспользуемые в соответствующий момент времени, двигались свободно. Очевидно, что в случае неперетачиваемых режущих пластин с множеством попеременно используемых режущих кромок реализовать такие предпосылки труднее, чем в случае обычных режущих пластин, имеющих только одну режущую кромку.
[0013] В случае неперетачиваемой режущей пластины, известной из EP 1 572 407 B1,
вышеуказанные симметричные свойства, свободное движение остальных режущих кромок и предотвращение нежелательных столкновений режущей пластины с заготовкой обеспечиваются благодаря тому, что указанная неперетачиваемая пластина содержит две части, повернутые относительно друг друга вокруг главной оси неперетачиваемой пластины на заранее определенный угол. При этом главные режущие кромки повернуты относительно друг друга на заранее определенный угол. Таким образом, требуемые симметричные свойства и свойства в отношении свободного движения можно обеспечить эффективным с технической точки зрения способом. С другой стороны, в случае такой неперетачиваемой режущей пластины, поворачиваемой относительно самой себя, возникает сравнительно много поверхностей сложной формы. Вследствие такого поворачивания, в частности, на главных поверхностях возникают сравнительно сложные передние поверхности, с технической точки зрения очень сложные для производства. Такое сложное производство, даже если с технической точки зрения оно может быть реализовано,
связано с очень большими расходами на изготовление. В конечном итоге это приводит к высоким издержкам в расчете на одну неперетачиваемую пластину для конечного потребителя.
[0014] В основе изобретения стоит задача, предложить режущую пластину
вышеназванного типа, представляющую альтернативу вышеназванным неперетачиваемым режущим пластинам, известным из уровня техники.
[0015] Согласно изобретению эта задача решается благодаря режущей пластине
названного выше типа, в которой каждая из четырех главных режущих кромок вместе со вспомогательной режущей кромкой, расположенной на той же главной стороне,
расположена в общей плоскости резания, ориентированной параллельно контактной
поверхности, расположенной на той же главной стороне.
[0016] Как и режущая пластина, известная из DE 10 2012 108 752 B3, предлагаемая
изобретением режущая пластина также содержит две по существу идентичных части,
соединенные друг с другом в одно целое вдоль средней плоскости.
[0017] Здесь средняя плоскость используется только для геометрического описания
режущей пластины. Однако речь при этом идет только о мнимой, воображаемой
вспомогательной плоскости, которая физически не существует. Здесь указанные части
описываются как "по существу идентичные". Добавление "по существу" используется
только потому, что, хотя общая геометрия обеих частей режущей пластины идентична,
небольшие детали, не оказывающие прямого влияния на обработку резанием, могут
отклоняться от точной идентичности. Предпочтительно, чтобы если указанные две части и отличались друг от друга, то только маркировками или надписями, не вносящими никакого технического вклада. Например, отдельные главные стороны режущей пластины могут быть маркированы по-разному, чтобы пронумеровать их.
[0018] Как и режущая пластина, известная из DE 10 2012 108 752 B3, предлагаемая
изобретением режущая пластина вращательно-симметрична при вращении на 180° вокруг оси отверстия.
[0019] Однако важное отличие от режущей пластины, известной из DE 10 2012 108
752 B3, состоит в том, что на каждой из четырех идентичных главных сторон режущей
пластины главная режущая кромка вместе со вспомогательной режущей кромкой,
расположенной на той же главной стороне, расположена в общей плоскости резания,
которая проходит параллельно контактной поверхности, расположенной на той же главной стороне. Разумеется, в случае указанной плоскости резания, как и в случае названной выше средней плоскости, речь идет только о воображаемой плоскости, ссылки на которую делаются здесь исключительно с целью описания.
[0020] Благодаря указанному предлагаемому изобретением типу расположения
главных и вспомогательных режущих кромок в общей плоскости, параллельной
соответствующей контактной поверхности, во-первых, возникает очень точный тип
ориентации отдельных режущих кромок относительно соответствующей контактной
поверхности, который делает возможным простой и легко воспроизводимый тип
ориентации главной режущей кромки и вспомогательной режущей кромки относительно корпуса инструмента, в котором зажимается режущая пластина. Во-вторых, благодаря указанному типу ориентации возникает своего рода стружечная канавка, определенная главной режущей кромкой, вспомогательной режущей кромкой и соответствующей контактной поверхностью. Таким образом, контактная поверхность служит не только в качестве детали для прилегания режущей пластины к корпусу инструмента, но и в качестве части стружечной канавки, внутри которой во время обработки резанием может образовываться стружка.
[0021] Таким образом, в отличие от режущей пластины, известной из DE 10 2012 108
752 B3, предлагаемая изобретением режущая пластина в области вспомогательной
режущей кромки содержит своего рода закрытую стружечную канавку. Это улучшает
стружкообразование. Вследствие этого снятая стружка может лучше свертываться, что
способствует стружколоманию, и благодаря чему может образовываться более короткая стружка. Это положительно сказывается на качестве поверхности обрабатываемой заготовки. Однако в то же время из-за этого уменьшается нагрузка на режущие кромки, благодаря чему повышается стойкость. Это в свою очередь способствует повышенной экономичности режущей пластины.
[0022] Улучшенные свойства предлагаемой режущей пластины в отношении
стружкообразования проявляются особенно (но не только) при применении предлагаемой изобретением режущей пластины для плоского фрезерования. При обработке заготовки путем плоского фрезерования основание изготавливаемой геометрии, как правило, обрабатывают с помощью одной из вспомогательных режущих кромок режущей пластины.
[0023] В отношении применяемой здесь терминологии следует отметить следующее.
Под "прямой" кромкой здесь понимается прямолинейная, т.е. не криволинейная кромка.
Под "плоской" поверхностью понимается ровная, не криволинейная поверхность.
"Поперек" означает непараллельную ориентацию двух осей, кромок или плоскостей,
включающую любой угол не равный 0°. Таким образом, "поперек" может, но не
обязательно, означать перпендикулярно или, соответственно ортогонально. Под "кромкой" здесь понимается переход между двумя плоскими поверхностями, ориентированными поперек друг друга, который может, но не обязательно, образовывать угол. Кромка также может быть закруглена. "Симметричный при вращении на 180°" означает тело, которое при вращении на 180° вокруг определенной оси снова проецируется само на себя.
[0024] Согласно предпочтительному варианту осуществления настоящего
изобретения каждая из четырех главных режущих кромок на соответствующем втором
конце либо непосредственно, либо посредством второй угловой кромки, имеющей
закругление и/или фаску, соединена с боковой кромкой, причем каждая из четырех боковых кромок не расположена в соответствующей плоскости резания, в которой расположена главная режущая кромка и вспомогательная режущая кромка той же главной стороны.
[0025] Таким образом, другими словами, каждая главная режущая кромка на своем
первом конце посредством первой угловой кромки, имеющей закругление и/или фаску,
соединена со вспомогательной режущей кромкой, а на своем втором, противоположном конце либо непосредственно, либо посредством второй угловой кромки соединена с боковой кромкой. Однако боковая кромка не лежит в общей плоскости резания, а выходит из нее. При применении режущей пластины указанная боковая кромка в контакт с обрабатываемой заготовкой, как правило, не входит. Таким образом, речь не идет о режущей кромке, посредством которой обрабатывается резанием заготовка. В результате того, что боковая кромка выходит из плоскости резания, на той стороне главной режущей кромки, которая расположена противоположно соответствующей вспомогательной режущей кромке, возникает своего рода отверстие вышеописанной стружечной канавки. Благодаря указанному отверстию возможен улучшенный сход стружки, так как снимаемая с заготовки стружка может сходить через указанное боковое отверстие.
[0026] Предпочтительно первый конец каждой боковой кромки либо непосредственно, либо посредством соответствующей второй угловой кромки соединен с главной режущей кромкой, расположенной на той же главной стороне. Противоположный второй конец каждой боковой кромки непосредственно, посредством закругления и/или
посредством фаски соединен с краем контактной поверхности, расположенной на той же главной стороне, причем каждая из четырех контактных поверхностей расположена на меньшем расстоянии от оси отверстия, чем четыре плоскости резания.
[0027] Таким образом, боковые кромки на каждой главной стороне режущей
пластины соединяют боковой конец каждой главной режущей кромки с контактной
поверхностью, расположенной на той же главной стороне. Следовательно, боковые кромки проходят назад от соответствующей главной режущей кромки и, таким образом,
обеспечивают названное выше одностороннее отверстие стружечной канавки. Предпочтительно каждая из указанных боковых кромок образует наружную кромку
режущей пластины, так что стружка, сбегающая через отверстие стружечной канавки, так сказать, непосредственно попадает в окружающее пространство. Кроме того, такой вариант осуществления способствует так называемому резанию в положительном направлении, предпочтительно предусмотренному в предлагаемой изобретением режущей пластине. О резании в положительном направлении говорят, если удаление стружки посредством передней поверхности происходит в направлении от снимаемого материала (также противоположно стенке канавке, возникающей при обработке). Такое резание в положительном направлении по сравнению с резанием в отрицательном направлении, которое проходит в противоположном направлении, является предпочтительным в отношении свойств стружкообразования.
[0028] Согласно еще одному варианту осуществления настоящего изобретения
между каждой главной режущей кромкой и соответствующей контактной поверхностью,
расположенной на той же главной стороне, расположена плоская передняя поверхность.
[0029] Указанная передняя поверхность также способствует сходу стружки. Кроме
того, плоская передняя поверхность, особенно в сравнении с криволинейной или передней поверхностью, имеющей сложную форму, весьма проста в изготовлении.
[0030] Согласно еще одному варианту осуществления на каждой главной стороне
расположена фаска, проходящая по меньшей мере по части ее периметра и проходящая непрерывно вдоль второй угловой кромки, расположенной на соответствующей главной стороне, вдоль главной режущей кромки, первой угловой кромки и вспомогательной режущей кромки, и примыкает к передней поверхности, расположенной на той же главной стороне.
[0031] Указанная фаска образует своего рода защитную фаску. Защитная фаска
может быть выполнена либо в виде фаски с углами или, соответственно, скошенной фаски, либо в виде закругления.
[0032] Согласно еще одному варианту осуществления изобретения воображаемая
средняя плоскость пересекает все четыре контактные поверхности, так что одна часть
каждой контактной поверхности относится к первой части, а другая часть каждой контактной поверхности относится ко второй части.
[0033] Соответственно выполнены сравнительно большие контактные поверхности,
что делает возможным простой тип исполнения посадки пластины в инструменте. Таким же образом указанный вариант осуществления сравнительно больших контактных поверхностей способствует более простому изготовлению режущей пластины, так как плоские контактные поверхности для упрощения общей геометрии также способствуют достижению требуемых симметричных свойств.
[0034] Согласно еще одному варианту осуществления каждая из четырех контактных поверхностей имеет по две плоские части поверхности, отделенные друг от друга углублением.
[0035] Две части каждой контактной поверхности отделены друг от друга
посредством соответствующего углубления предпочтительно полностью. Это делает
возможной механически стабильную посадку пластины, так как режущая пластина
определенно прилегает к корпусу инструмента по типу двухточечной или, соответственно, двухповерхностной опоры. Между прочим, внутри углубления может быть предусмотрена маркировка, посредством которой пронумерована или, соответственно, обозначена соответствующая главная сторона.
[0036] Согласно еще одному варианту осуществления режущая пластина на каждой
главной стороне содержит по два выступа, на которых расположены вспомогательные
режущие кромки смежных главных сторон, причем выступы расположены на
противоположных сторонах соответствующей главной стороны и выступают относительно контактной поверхности соответствующей главной стороны.
[0037] В предлагаемой изобретением режущей пластине указанные выступы
используются для того, чтобы на вспомогательных режущих кромках возникли задние
углы, которые должны гарантировать необходимые свойства режущей пластины в
отношении свободного движения. Другими словами, в обоих выступах сформованы задние углы, необходимые для обеспечения свойств режущей пластины в отношении свободного движения, требуемых во время обработки. Это происходит главным образом благодаря тому, что каждый выступ содержит плоские и/или поверхности сложной формы, которые наклонены относительно смежных контактных поверхностей и относительно смежных вспомогательных режущих кромок, так что в каждом из углов режущей пластины возникает множество задних углов. Благодаря расположению или, соответственно, формовке задних углов в указанных выступах режущая пластина не должна слишком сильно поворачиваться относительно самой себя, чтобы эффективно предотвратить столкновение с деталями режущей пластины, не используемыми во время обработки. Между прочим, вследствие этого на внешней оболочке режущей пластины возникают поверхности, имеющие намного менее сложную форму, чем, например, в случае режущей пластины, известной из EP 1 572407 B1. Это упрощает изготовление режущей пластины и, следовательно, снижает издержки.
[0038] Согласно еще одному варианту осуществления четыре вспомогательные
режущие кромки проходят параллельно друг другу и перпендикулярно главным режущим кромкам. Это особенно предпочтительно при тангенциальном фрезеровании.
[0039] Предпочтительно режущая пластина имеет ровно четыре идентичные главные режущие кромки, причем на каждой главной стороне расположена ровно одна из
четырех главных режущих кромок. Также режущая пластина предпочтительно имеет ровно четыре идентичные вспомогательные режущие кромки, причем на каждой главной стороне расположена ровно одна из четырех вспомогательных режущих кромок. Каждая из главных сторон предпочтительно имеет асимметричную форму. Таким же образом каждая из контактных поверхностей предпочтительно имеет асимметричную форму. Тем не менее, в целом режущая пластина имеет описанные выше симметричные свойства, а именно, симметрию вращения при вращении на 180° вокруг оси отверстия.
[0040] Согласно предпочтительному варианту осуществления изобретения режущая
пластина, если на нее смотреть сверху вдоль оси отверстия, имеет по существу форму
ромбоида. Под "ромбоидом" понимается параллелограмм, имеющий четыре стороны.
Противоположные стороны указанного параллелограмма параллельны и имеют
одинаковую длину, причем ни один из четырех углов не образует прямой угол. Однако
сумма всех углов при вершине составляет 360°. Такой ромбоид имеет две диагонали,
которые имеют разную длину и пересекаются под наклоном, т.е. не под прямым углом.
Таким образом, ромбоид отличается от равностороннего ромба.
[0041] Однако следует отметить, что на описанном виде сверху предлагаемая
изобретением режущая пластина не совсем имеет форму ромбоида. В частности, режущая пластина в углах по меньшей мере частично отличается от идеальной формы ромбоида. Это, по существу, связано с уже упомянутыми выше угловыми кромками и
вспомогательными режущими кромками, расположенными по углам режущей пластины.
[0042] Преимущество ромбической формы режущей пластины, по существу,
заключается в том, что это позволяет оптимальным образом реализовать требуемые
свойства в отношении свободного движения и симметричные свойства. Благодаря по
существу ромбической форме режущей пластины возникает сравнительно небольшое
число поверхностей сложной формы, которые трудно изготовить. Таким образом, четыре главные стороны пластины (четыре главные стороны) могут иметь идентичную форму. Кроме того, в режущей пластине необходимо сформовать лишь небольшое число наклонных или выпуклых поверхностей, что значительно снижает при изготовлении расходы на обработку.
[0043] Согласно еще одному варианту осуществления главные режущие кромки
находятся на меньшем расстоянии от средней плоскости, чем опорные поверхности.
Благодаря указанному смещению между опорными поверхностями и главными режущими кромками между главными режущими кромками и опорными поверхностями в каждом случае возникает по существу плоская главная задняя поверхность, наклоненная относительно воображаемой средней плоскости, т.е. проходящая не перпендикулярно центральной оси отверстия. Указанные четыре плоские главные задние поверхности в свою очередь необходимы для обеспечения требуемых свойств режущей пластины в отношении свободного движения, так как в противном случае при обработке опорные поверхности режущей пластины могли бы сталкиваться с заготовкой. Угол наклона, который главные задние поверхности образуют с примыкающей к ним опорной поверхностью предпочтительно составляет от 2° до 10°, предпочтительно от 4° до 6°.
[0044] Как уже было сказано выше, настоящее изобретение относится не только к
самой режущей пластине, но и к инструменту для обработки заготовки резанием, в
частности для тангенциального фрезерования, содержащему корпус инструмента,
содержащему по меньшей мере одно гнездо под режущую пластину, в котором закреплена предлагаемая изобретением режущая пластина. Поэтому вышеупомянутые варианты осуществления соответственно применимы и к инструменту с такой режущей пластиной.
[0045] Здесь следует отметить, что в настоящем документе использование
предлагаемой изобретением режущей пластины описано главным образом на примере
тангенциальной фрезы. Однако предлагаемая изобретением режущая пластина в принципе также может использоваться в концевых фрезах или в державке. Поэтому предлагаемая изобретением режущая пластина и заявляемый инструмент использованием, описанным в настоящем документе, не ограничиваются.
[0046] Разумеется, не выходя за рамки настоящего изобретения, вышеназванные
признаки и признаки, которые будут пояснены ниже, могут применяться не только в
каждый раз указанной комбинации, но и в других комбинациях, или отдельно.
[0047] Примеры осуществления изобретения представлены на чертежах и
поясняются более подробно в нижеследующем описании. На чертежах изображено:
ФИГ. 1 - вид в перспективе примерного варианта осуществления предлагаемой
изобретением режущей пластины;
ФИГ. 2 - вид сверху варианта осуществления, показанного на ФИГ. 1;
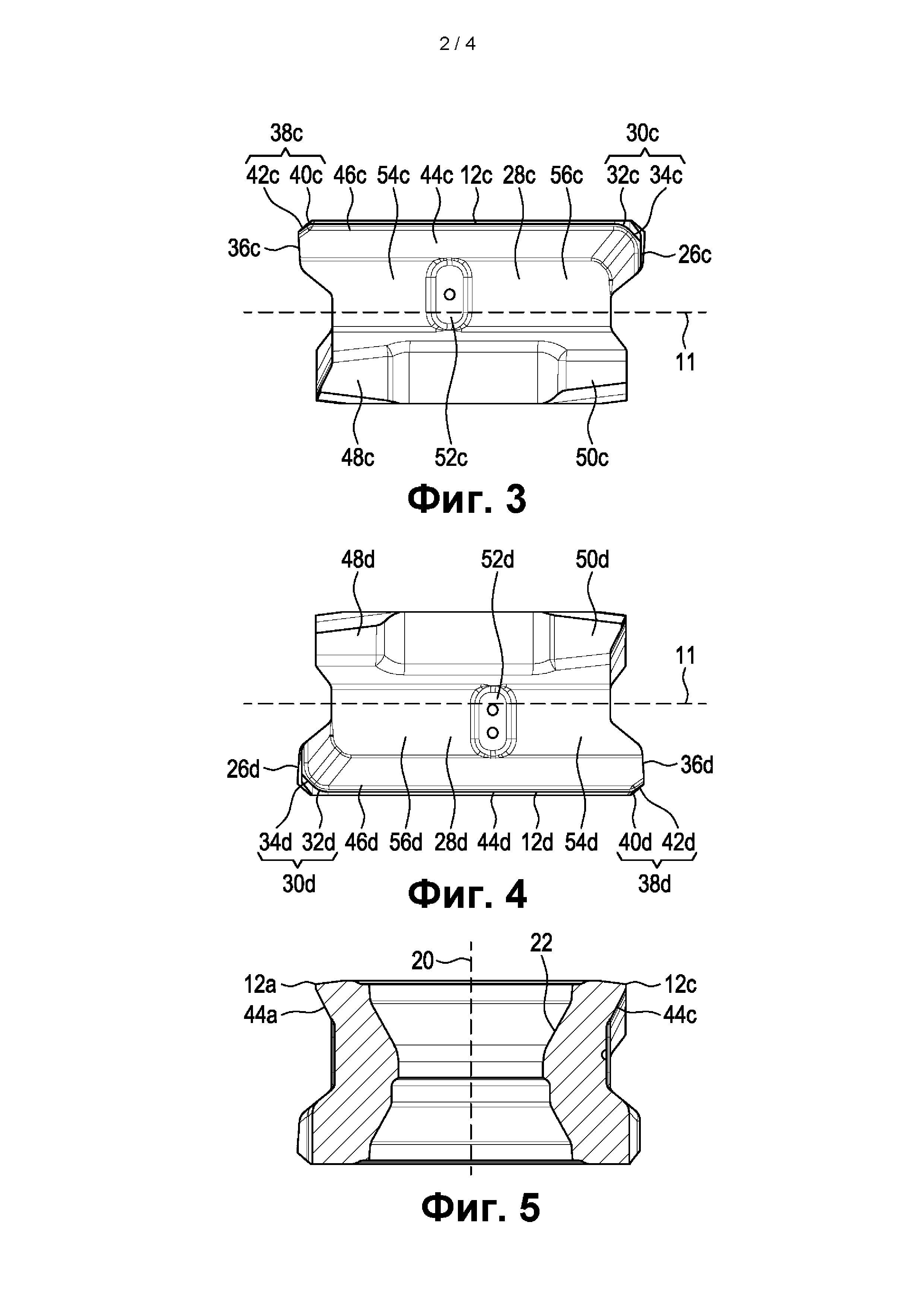
ФИГ. 3 - вид сверху на примерный вариант осуществления с первой стороны,
закрытой на ФИГ. 1;
ФИГ. 4 - вид сверху на примерный вариант осуществления со второй стороны,
закрытой на ФИГ. 1;
ФИГ. 5 - разрез в плоскости, обозначенной на ФИГ. 2;
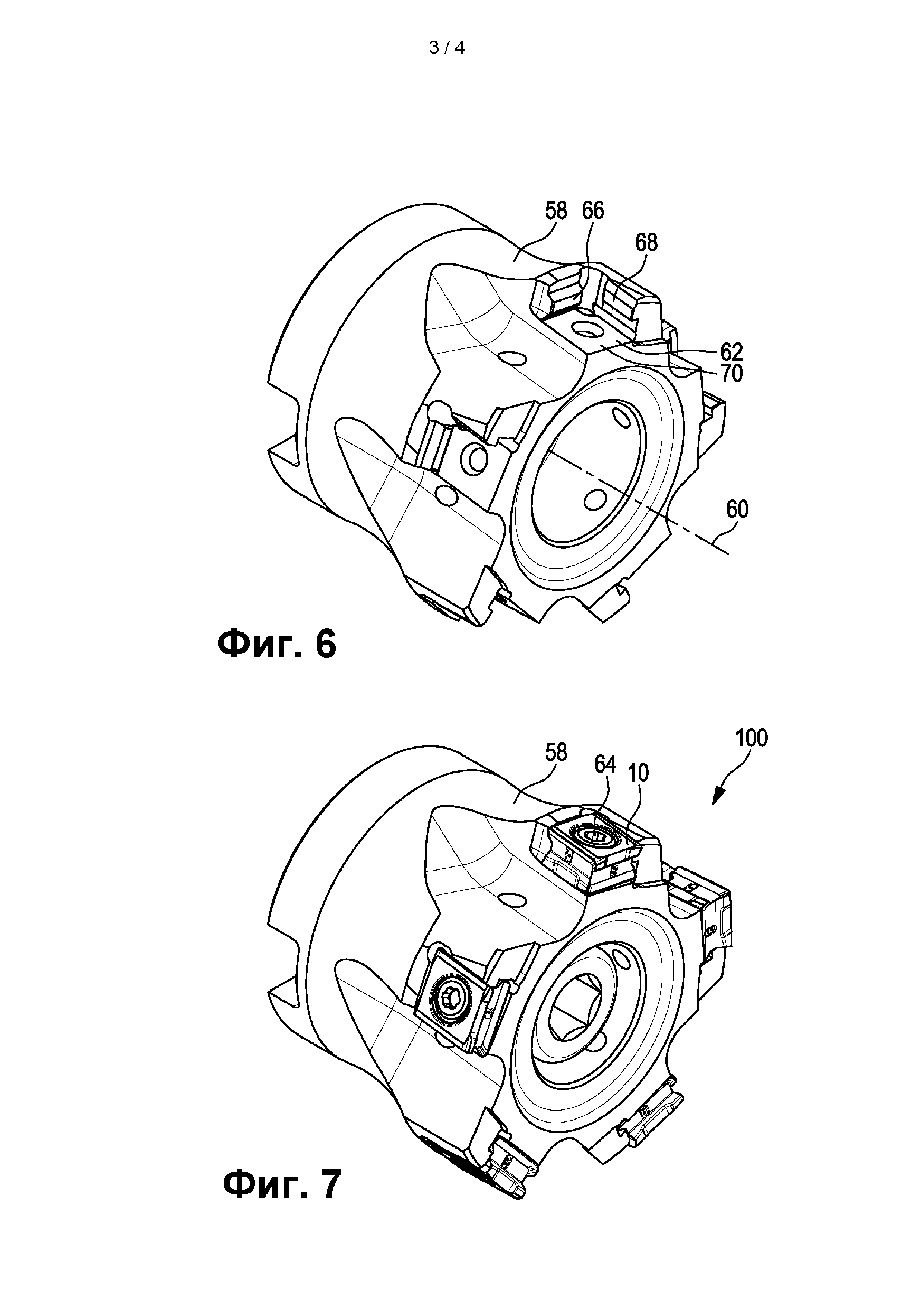
ФИГ. 6 - вид в перспективе показанного в качестве примера корпуса инструмента, в
котором может использоваться предлагаемая изобретением режущая пластина;
ФИГ. 7 - вид в перспективе корпуса инструмента, показанного на ФИГ. 6, со
вставленными в него режущими пластинами;
ФИГ. 8 - разрез показанного на ФИГ. 7 корпуса инструмента со вставленными в него
режущими пластинами.
[0048] На ФИГ. 1-5 в качестве примера в разных видах показан вариант
осуществления предлагаемой изобретением режущей пластины, причем на каждом из
указанных чертежей режущая пластина в целом обозначена ссылочным знаком 10. Из
показанного на ФИГ. 1 вида в перспективе видно, что речь идет о неперетачиваемой
режущей пластине 10 с четырьмя режущими кромками, имеющей четыре идентичные
прямые главные режущие кромки 12a-12d (главная режущая кромка 12d на ФИГ. 1 закрыта, чтобы увидеть ее, см., например, ФИГ. 4).
[0049] Внешняя форма режущей пластины 10 ограничивается в целом шестью
сторонами: двумя расположенными друг против друга основаниями 14a, 14b, образующими верхнюю сторону и нижнюю сторону режущей пластины 10, и четырьмя главными сторонами 16a-16d, которые также называются главными сторонами 16a-16d пластины.
[0050] В данном варианте осуществления два основания 14a, 14b идентичны друг
другу. Согласно данному варианту осуществления четыре главные стороны 16a-16d по
существу идентичны друг другу. Они отличаются только небольшими маркировками,
используемыми для обозначения соответствующей стороны. В остальном они лишь
зеркально перевернуты относительно друг друга. На каждой из главных сторон 16a-16d
расположено по одной главной режущей кромке 12a-12d.
[0051] Кроме того, общую геометрию предлагаемой изобретением режущей
пластины 10 можно описать тем, что она имеет две идентичные части 18a, 18b, соединенные друг с другом в одно целое вдоль воображаемой средней плоскости 11 (см. ФИГ. 3 и 4). Разделение на две части 18a, 18b служит лишь для упрощения описания геометрии режущей пластины 10. Однако указанное разделение не означает, что речь идет о двух отдельных, то есть разделенных деталях.
[0052] Режущая пластина 10 содержит сквозное отверстие 22, проходящее вдоль оси
20 отверстия через обе части 18a, 18b. Указанное сквозное отверстие 22 предназначено для расположения винта, с помощью которого режущая пластина 10 обычно закрепляется на корпусе инструмента, как в качестве примера следует из ФИГ. 7 и 8.
[0053] Геометрическую связь между двумя частями 18a, 18b режущей пластины 10
можно описать следующим образом: средняя плоскость 11, вдоль которой соединены друг с другом две части 18a, 18b, проходит перпендикулярно оси 20 сквозного отверстия 22 и делит режущую пластину 10 на две равновеликие половины. Первая часть 18a может быть спроецирована на вторую часть 18b в результате вращения на 180° вокруг оси вращения, лежащей в указанной средней плоскости 11 и последующего вращения вокруг оси 20 отверстия. При этом угол второго, воображаемого вращения соответствует углу, заключенному между главными режущими кромками 12a, 12c первой части 18a и главными режущими кромками 12b, 12d второй части 18b.
[0054] На каждой из двух частей 18a, 18b расположено по две из в целом четырех
главных режущих кромок 12a-12d. Главные режущие кромки 12a-12d каждой части 18a, 18b проходят параллельно друг другу, однако поперек или, соответственно, не под прямым углом к главным режущим кромкам 12a-12d другой части 18a, 18b. Каждая часть 18a, 18b имеет две идентичные, расположенные друг против друга главные стороны указанной части, на которых расположены главные режущие кромки 12a-12d, и две проходящие поперек них, идентичные вспомогательные стороны указанной части, также расположенные друг против друга.
[0055] Благодаря вышеописанному расположению двух частей 18a, 18b
относительно друг друга каждая главная сторона 16a-16d режущей пластины 10 содержит главную сторону части 18a, 18b и вспомогательную сторону соответствующего другой части 18a, 18b. Например, первая главная сторона 16a режущей пластины 10 содержит главную сторону первой части 18a, на которой расположена первая главная режущая кромка 12a, и расположенную под ней вспомогательную сторону второй части 18b. Напротив, вторая главная сторона 16b режущей пластины 10 содержит вспомогательную сторону первой части 18b и расположенную под ней главную сторону второй части 18b, на которой расположена вторая главная режущая кромка 12b. Третья главная сторона 16c режущей пластины 10 содержит главную сторону первой части 18a, на которой расположена третья главная режущая кромка 12c, и расположенную под ней вспомогательную сторону второй части 18b. Четвертая главная сторона 16d режущей пластины 10 содержит вспомогательную сторону первой части 18b и расположенную под ней главную сторону второй части 18b, на которой расположена четвертая главная режущая кромка 12d.
[0056] Благодаря четырем идентичным главным сторонам 16a-16d и уже
упомянутым симметричным свойствам режущей пластины 10 режущая пластина 10 может быть вставлена в корпус инструмента в четырех различных положениях, геометрия резания или режущие свойства при этом не изменяются. Например, сначала для обработки резанием может использоваться первая главная режущая кромка 12a. Как только указанная режущая кромка износится, режущую пластину 10 можно повернуть на 180° вокруг оси 20 отверстия, так что после этого используется основная режущая кромка 12c. Чтобы после этого можно было использовать две основные режущие кромки 12b и 12c, необходимо лишь повернуть режущую пластину на 180° и соответствующим образом снова закрепить на корпусе инструмента.
[0057] В закрепленном состоянии режущая пластина 10 плоско прилегает к корпусу
инструмента или плоской опорной поверхностью 24a, имеющейся на первом основании
14a, или второй опорной поверхностью 24b, имеющейся на противоположном втором
основании 14b. Две опорные поверхности 24a, 24b проходят параллельно друг другу и
перпендикулярно оси 20 отверстия. Две опорные поверхности 24a, 24b находятся на
одинаковом расстоянии от воображаемой средней плоскости 11.
[0058] Наряду с каждой главной режущей кромкой 12a-12d каждая главная сторона
16a-16d режущей пластины 10 дополнительно имеет вспомогательную режущую кромку 26a-26d. Таким образом, в целом режущая пластина 10 имеет четыре вспомогательные режущие кромки 26a-26d. Как и главные режущие кромки 12a-12d, вспомогательные режущие кромки 26a-26d представляют собой прямые или, соответственно, не криволинейные режущие кромки. Они предпочтительно проходят параллельно друг другу. Предпочтительно вспомогательные режущие кромки 26a-26d ориентированы перпендикулярно главным режущим кромкам 12a-12d или, соответственно, параллельно оси 20 отверстия. Следовательно, каждая из двух частей 18a, 18b режущей пластины 10 имеет две главные режущие кромки 12a-12d и две вспомогательные режущие кромки 26a-26d.
[0059] Каждая из четырех главных режущих кромок 12a-12d вместе со
вспомогательной режущей кромкой 26a-26d, расположенной на той же главной стороне
16a-16d, расположена в общей воображаемой плоскости резания. Поэтому в целом
существует четыре таких воображаемых плоскостей резания, попарно ориентированных параллельно друг другу. Однако все вместе четыре плоскости резания ориентированы перпендикулярно воображаемой средней плоскости 11 и обеим опорным поверхностям 24a, 24b. Каждая главная сторона 16a-16d режущей пластины 10, кроме того, имеет соответствующую плоскую контактную поверхность 28a-28d, смещенную немного назад относительно этих воображаемых плоскостей резания, то есть к центральной оси 20 отверстия. Каждая из вышеописанных воображаемых плоскостей резания проходит параллельно соответствующей контактной поверхности 28a-28d, расположенной на той же главной стороне 16a-16d, так что каждая из главных и вспомогательных режущих кромок 12a-12d и 26a-26d каждой главной стороны 16a-16d проходит параллельно контактной поверхности 28a-28d, расположенной на той же главной стороне 16a-16d.
[0060] Во встроенном в корпус инструмента состоянии предлагаемая изобретением
режущая пластина 10 двумя из контактных поверхностей 28a-28d прилегает к корпусу
инструмента, а одной из двух опорных поверхностей 24a, 24b плоско прилегает к корпусу
инструмента.
[0061] Вследствие большего отстояния каждой из плоскостей резания от оси 20
отверстия по сравнению с контактными поверхностями 28a-28d на каждой главной стороне 16a-16d режущей пластины 10 получается своего рода стружечная канавка, получающаяся между расположенными на той же соответствующей главной стороне 16a-16d главными режущими кромками 12a-12d, соответствующей вспомогательной режущей кромкой 26a-26d и соответствующей контактной поверхностью 28a-28d. Каждая из этих стружечных канавок закрыта на одной стороне соответствующей главной режущей кромки 12a-12d (на ФИГ. 3 - на правой стороне главной режущей кромки 12c, а на ФИГ. 4 - на левой стороне главной режущей кромки 12d) и открыта на противоположной стороне соответствующей главной режущей кромки 12a-12d ( на ФИГ. 3 - на левой стороне главной режущей кромки 12c, а на ФИГ. 4 - на правой стороне главной режущей кромки 12d). На той стороне, на которой описанная стружечная канавка имеет закрытый контур, при использовании режущей пластины обычно происходит основная часть стружкообразования, тогда как на той стороне, на которой стружечная канавка имеет открытый контур, большая часть образующейся стружки сходит наружу.
[0062] Каждая из четырех главных режущих кромок 12a-12d на "закрытой" стороне
посредством первой угловой кромки 30a-30d соединена с одной из четырех
вспомогательных режущих кромок 26a-26d. В данном показанном примере осуществления каждая из этих первых угловых кромок 30a-30d представляет собой комбинацию закругления 32a-32d и примыкающей к нему фаски 34a-34d. В качестве альтернативы каждая из первых угловых кромок 30a-30d также может быть образована только закруглением или только фаской.
[0063] Независимо от этого первые угловые кромки 30a-30d также расположены в
вышеописанных соответствующих плоскостях резания, в которых также расположены
главные и вспомогательные режущие кромки 12a-12d и 26a-26d, расположенные на той же главной стороне 16a-16d.
[0064] На противоположной "открытой" стороне каждой главной режущей кромки
12a-12d вместо вспомогательной режущей кромки предпочтительно находится боковая
кромка 36a-36d, которая не используется в качестве режущей кромки и поэтому в шлифовке не нуждается. Боковые кромки 36a-36 предпочтительно выполнены в виде прямых или, соответственно, не криволинейных кромок. Боковые кромки 36a-36c могут либо непосредственно, либо посредством закругления и/или фаски быть соединены с
соответствующей главной режущей кромкой 12a-12d. В данном варианте осуществления боковые кромки 36a-36d посредством второй угловой кромки 38a-38d, содержащей как закругление 40a-40d, так и фаску 42a-42d, соединены с соответствующей главной режущей кромкой 12a-12d.
[0065] Каждая из боковых кромок 36a-36d своим первым концом соединена с
соответствующей второй угловой кромкой 38a-38d. На своем противоположном втором
конце каждая из боковых кромок 36a-36d предпочтительно непосредственно примыкает к
контактной поверхности 28a-28d, расположенной на той же главной стороне 16a-16d. Таким образом, начиная от вторых угловых кромок 38a-38d, боковые кромки 36a-36d проходят, так сказать, назад, вследствие чего возникает вышеописанная "открытая" сторона контура стружечной канавки.
[0066] Между каждой главной режущей кромкой 12a-12d и соответствующей контактной поверхностью 28a-28d, расположенной на той же главной стороне 16a-16d, расположена плоская передняя поверхность 44a-44d. Кроме того, на каждой главной
стороне 16a-16d расположена фаска, проходящая по меньшей мере по части ее периметра, непрерывно вдоль второй угловой кромки 38a-38d, расположенной на соответствующей главной стороне 16a-16d, вдоль главной режущей кромки 12a-12d, первой угловой кромки 30a-30d и вдоль вспомогательной режущей кромки 26a-26d, и примыкающая к соответствующей смежной передней поверхности 44a-44d. Указанная фаска 46a-46d, проходящая по части периметра, служит в качестве защитной фаски для режущих кромок.
[0067] Кроме того, из чертежей видно, что на каждой главной стороне 16a-16d
расположен соответствующий первый выступ 48a-48d и второй выступ 50a-50d, которые выступают относительно контактных поверхностей 28a-28d.
[0068] На каждом из четырех первых выступов 48a-48d расположено по одной из
четырех первых угловых кромок 30a-30d и по одной из четырех вспомогательных режущих кромок 26a-26d, а именно, угловая кромка 30a-30d и вспомогательная режущая кромка 26a-26d смежной главной стороны 16a-16d.
[0069] На каждом из четырех вторых выступов 50a-50d расположено по одной из
четырех вторых угловых кромок 38a-38d и по одной из четырех боковых кромок 36a-36d, а именно, угловая кромка 38a-38d и боковая кромка 36a-36d смежной главной стороны 16a-16d.
[0070] Первые и вторые выступы 48a-48d и 50a-50d расположены на соответствующих вспомогательных сторонах указанных частей. В первых выступах 48a-48d сформованы задние углы вспомогательных режущих кромок 26a-26d.
[0071] Согласно показанным на чертежах вариантам осуществления контактные поверхности 28a-28d посредством углубления 52a-52d разделены на две части 54a-54d и 56a-56d поверхности. Благодаря разделению контактных поверхностей 28a-28d улучшается посадка пластины, так как таким образом возникает двухточечная или, соответственно, двухповерхностная опора.
[0072] Согласно показанному варианту осуществления внутри углублений 52a-52d
имеются маркировки, обозначающие или нумерующие соответствующую главную сторону 16a-16d режущей пластины 10.
[0073] На ФИГ. 6-8 в качестве примера показан инструмент, в котором, как правило,
используется предлагаемая изобретением режущая пластина 10. Инструмент в целом имеет ссылочное обозначение 100.
[0074] В данном случае показанный в качестве примера инструмент представляет
собой тангенциальную фрезу. Этот инструмент 100 содержит корпус 58 инструмента,
вращательно-симметричный относительно оси 60 вращения. По периметру корпуса 58
инструмента имеется по меньшей мере одно, предпочтительно множество гнезд 62 под
режущую пластину, каждое из которых функционирует в качестве гнезда для режущей
пластины 10. Каждая из режущих вставок 10 посредством винта 64 с возможностью
высвобождения закреплена на корпусе 58 инструмента.
[0075] На ФИГ. 6 показаны конструктивные детали гнезда 62 под режущую
пластину. Каждое гнездо 62 под режущую пластину содержит две контактные поверхности 66, 68 и опорную поверхность 70, с которыми контактирует, или, соответственно, на которые опирается режущая пластина 10. Таким образом, режущая пластина 10 одной из своих контактных поверхностей 28a-28d прилегает к контактной поверхности 66 корпуса инструмента, еще одной контактной поверхностью 28a-28d прилегает к контактной поверхности 68 корпуса инструмента, а одной из своих двух опорных поверхностей 24a, 24b опирается на опорную поверхность 70 корпуса 58 инструмента.
Реферат
Режущая пластина (10) имеет форму ромбоида с четырьмя лезвиями, два идентичных расположенных друг против друга основания (14а, 14b) и четыре идентичные главные стороны (16a-16d), проходящие между двумя основаниями (14а, 14b). Каждая из четырех главных сторон (16a-16d) имеет прямую главную режущую кромку (12a-12d) и расположенную поперек нее вспомогательную режущую кромку (26a-26d). Главные и вспомогательные режущие кромки (12a-12d) и (26a-26d) каждой главной стороны (16a-16d) в каждом случае лежат в общей плоскости резания, ориентированной параллельно контактной поверхности (28a-28d), также имеющейся на главных сторонах (16a-16d). Достигается повышение стойкости режущей пластины за счет улучшения стружкообразования при обработке резанием. 2 н. и 12 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Тангенциальная режущая пластина и фреза
Комментарии