Тангенциальная режущая пластина и фреза - RU2579867C2
Код документа: RU2579867C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к тангенциальной режущей пластине для использования в операциях фрезерования и фрезе для тангенциальной режущей пластины.
УРОВЕНЬ ТЕХНИКИ
Тангенциальные режущие пластины ориентированы в державке таким образом, что во время операции резания обрабатываемой детали усилия резания направлены вдоль главного (более толстого) размера режущей пластины. Преимущество такого расположения состоит в том, что режущая пластина способна выдерживать более значительные усилия резания, чем в том случае, когда она ориентирована таким образом, что усилия резания направлены вдоль неосновного (более тонкого) размера режущей пластины.
В ЕР 0 769 341 описана торцевая фреза, использующая двухстороннюю индексируемую тангенциальную режущую пластину, имеющую призмоидальную форму, с двумя противоположными, по существу прямоугольными передними поверхностями, соединенными боковыми поверхностями. Режущая пластина имеет основную «отрицательную» геометрию и поэтому для обеспечения следуемого зазора между режущей пластиной и обрабатываемой деталью, при закреплении в торцевой фрезе, режущую пластину ориентируют с отрицательным осевым передним углом.
В US 5,333,972 описана двухсторонняя индексируемая тангенциальная режущая пластина для головки расточного инструмента. Режущая пластина содержит в каждом конце выступающий плоский участок. Каждая длинная режущая кромка расположена под углом, равным 3° относительно выступающего плоского участка, образуя «осевой передний угол пластины». Задняя часть каждой режущей кромки представляет собой опускающую контактную поверхность, которая сходится с увеличивающей угол падения поверхностью, образуя стружколомающую канавку. Каждая увеличивающая угол падения поверхность продолжается от соответствующей опускающей контактной поверхности к смежному участку либо в верхней части либо в нижней части режущей пластины. Режущая пластина является левозаходной или правозаходной. Ее изготавливают так, чтобы она была правозаходной, а когда ее поворачивают, становится левозаходной. Следует понимать, что величина осевого переднего угла пластины ограничена по практическим соображениям. Всякое увеличение осевого переднего угла пластины приводит к увеличению «вертикального» размера увеличивающей угол падения поверхности (см. фиг.3 в US 5,333,972), что оказывает негативное влияние на образование и удаление стружки.
В US 6,238,146 описана тангенциальная режущая пластина с передней и задней поверхностями, имеющими преимущественно вогнутую форму. Между передней и задней поверхностями расположены противоположные верхняя и нижняя поверхности и пара противоположных боковых поверхностей. Имеются четыре главные режущие кромки, которые являются вогнутыми в виде сбоку режущей пластины. Каждая главная режущая кромка продолжается между двумя угловыми режущими кромками. Каждая главная режущая кромка сходится с соответствующей вспомогательной режущей кромкой через угловую режущую кромку. Все режущие кромки связаны с передней и задней поверхностями, которые содержат переднюю поверхность, образованную в них, вдоль которой перемещается стружка, срезаемая с обрабатываемой детали во время операции резания. Верхняя, нижняя поверхности и боковые поверхности не содержат передних поверхностей, образованных в них, и отсутствуют режущие кромки, связанные с верхней, нижней поверхностями и боковыми поверхностями.
Хотя режущие пластины, показанные в US 6,238,146 в разных вариантах осуществления, содержат восемь режущих углов, можно использовать только все восемь режущих углов, если используется только половина длины главных режущих кромок. Во время использования режущие кромки изнашиваются. Кроме того, в US 6,238,146 каждая главная режущая кромка содержит связанные с ней два режущих угла, по одному в каждой крайней точке. Таким образом, если используется больше половины длины главных режущих кромок, скажем во время протачивания выступа в обрабатываемой детали, то когда используют второй режущий угол главной режущей кромки, для которой первый угол уже использован, то новым будет лишь малый участок главной режущей кромки, примыкающий ко второму режущему углу, остальная же часть главной режущей кромки будет использованной и изношенной.
Задачей настоящего изобретения является создание индексируемой тангенциальной режущей пластины, которая по существу устраняет вышеупомянутые проблемы.
Другой задачей настоящего изобретения является создание индексируемой тангенциальной режущей пластины с восемью главными режущими кромками, причем каждая главная режущая кромка содержит один режущий угол, связанный с ней.
Другой задачей настоящего изобретения является создание индексируемой тангенциальной режущей пластины, способной протачивать прямоугольный выступ в обрабатываемой детали.
Другой задачей настоящего изобретения является создание режущей пластины, которая уравновешена относительно усилий резания, действующих на нее.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложена тангенциальная режущая пластина, содержащая две противоположные боковые поверхности и периферийную поверхность, продолжающуюся между ними. Периферийная поверхность содержит четыре одинаковые торцевые поверхности, причем каждая торцевая поверхность продолжается между двумя смежными торцевыми поверхностями. Каждая торцевая поверхность и каждая боковая поверхность пересекаются в главной кромке. По меньшей мере часть главной кромки представляет собой главную режущую кромку.
Каждая торцевая поверхность и каждая смежная торцевая поверхность пересекаются во вспомогательной кромке. По меньшей мере часть вспомогательной кромки представляет собой вспомогательную режущую кромку. Главные режущие кромки длиннее, чем вспомогательные режущие кромки.
Каждая из главных и вспомогательных режущих кромок соответствующей торцевой поверхности содержит переднюю поверхность, связанную с ней, в соответствующей торцевой поверхности. Передняя поверхность продолжается в направлении внутрь режущей пластины.
На виде сбоку на режущую пластину главные режущие кромки вогнутые.
В соответствии с некоторыми вариантами осуществления, режущая пластина содержит сквозное отверстие, продолжающееся между боковыми поверхностями. Сквозное отверстие содержит ось В отверстия, относительно которой режущая пластина имеет вращательную симметрию в 90°.
В соответствии с некоторыми вариантами осуществления, смежные главная и вспомогательная режущие кромки сходятся в угловой режущей кромке.
В соответствии с одним вариантом осуществления, передняя поверхность продолжается к внутренней торцевой поверхности торцевой поверхности.
В соответствии с некоторыми вариантами осуществления, главная режущая кромка образована на пересечении передней поверхности и главной задней поверхности, а вспомогательная режущая кромка образована на пересечении передней поверхности и вспомогательной задней поверхности, причем главная задняя поверхность расположена в боковой поверхности, а вспомогательная задняя поверхность расположена в торцевой поверхности.
В соответствии с некоторыми вариантами осуществления, каждая вспомогательная режущая кромка образована на пересечении вспомогательной передней поверхности и вспомогательной задней поверхности, причем вспомогательная передняя поверхность расположена в передней поверхности одной торцевой поверхности, а вспомогательная задняя поверхность расположена в смежной торцевой поверхности, при этом вспомогательная задняя поверхность образует опорный участок для вспомогательной режущей кромки. Опорный участок выступает относительно смежной вспомогательной передней поверхности, расположенной в смежной торцевой поверхности.
В соответствии с некоторыми вариантами осуществления, смежные главная и вспомогательная режущие кромки сходятся в угловой режущей кромке, и каждая главная режущая кромка расположена между угловой режущей кромкой и угловой нережущей кромкой.
Обычно, каждая торцевая поверхность содержит только две диагонально противоположные угловые режущие кромки и только две диагонально противоположные угловые нережущие кромки.
В соответствии с настоящим изобретением также предложена фреза, содержащая:
по меньшей мере одну тангенциальную режущую пластину в соответствии с вариантами осуществления изобретения; и
по меньшей мере одно гнездо под пластину, в котором закреплена упомянутая тангенциальная режущая пластина. Гнездо под пластину содержит по существу выпуклые смежные верхнюю и заднюю стенки, ориентированные поперечно нижней стенке. Верхняя стенка содержит две выступающие осевые установочные поверхности, расположенные на каждой стороне верхнего центрального участка верхней стенки, заднюю осевую установочную поверхность, смежную задней стенке гнезда, и переднюю осевую установочную поверхность, удаленную от задней стенки гнезда. Задняя стенка содержит две выступающие тангенциальные установочные поверхности, расположенные на каждой стороне заднего центрального участка задней стенки, верхнюю тангенциальную установочную поверхность, смежную верхней стенке гнезда, и нижнюю тангенциальную установочную поверхность, удаленную от верхней стенки гнезда; причем задняя стенка обращена к первой торцевой поверхности, содержащей первую внутреннюю торцевую поверхность, а верхняя стенка обращена ко второй торцевой поверхности, содержащей внутреннюю торцевую поверхность, которая примыкает к первой торцевой поверхности.
При закреплении режущей пластины в гнезде под пластину, задняя стенка взаимодействует с первой внутренней торцевой поверхностью, верхняя стенка взаимодействует со второй внутренней торцевой поверхностью, а нижняя стенка взаимодействует с радиально внутренней боковой поверхностью режущей пластины. Верхняя тангенциальная установочная поверхность примыкает к первой внутренней торцевой поверхности в верхней тангенциальной опорной поверхности, а нижняя тангенциальная установочная поверхность примыкает к первой внутренней торцевой поверхности в нижней тангенциальной опорной поверхности; при этом
режущая пластина выполнена с возможностью перемещения, из первого положения, полученного затягиванием зажимного винта посредством вращения винта по часовой стрелке, во второе положение, образованное усилиями резания, действующими на режущую пластину во время операции резания; причем
в первом положении передняя осевая установочная поверхность примыкает ко второй внутренней торцевой поверхности в передней осевой опорной поверхности, и образуется зазор между задней осевой установочной поверхностью и задней осевой опорной поверхностью второй внутренней торцевой поверхности; и
во втором положении задняя осевая установочная поверхность примыкает к задней осевой опорной поверхности, и образуется зазор между передней осевой установочной поверхностью и передней осевой опорной поверхностью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет собой вид в перспективе режущей пластины в соответствии с вариантами осуществления настоящего изобретения;
Фиг. 2 представляет собой вид сбоку режущей пластины в соответствии с вариантами осуществления настоящего изобретения;
Фиг. 3 представляет собой вид с торца режущей пластины в соответствии с вариантами осуществления настоящего изобретения;
Фиг. 4 представляет собой вид сбоку фрезы в соответствии с вариантами осуществления настоящего изобретения;
Фиг. 5 представляет собой вид в перспективе гнезда под пластину в соответствии с вариантами осуществления настоящего изобретения; и
Фиг. 6 представляет собой вид в перспективе режущей пластины в соответствии с вариантами осуществления настоящего изобретения, показывающий торцевые поверхности, которые контактируют с гнездом под пластину при заданном повернутом положении режущей пластины.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В приведенном ниже описании будут описаны различные аспекты настоящего изобретения. В целях пояснения, указаны конкретные конфигурации и детали, чтобы обеспечить полное понимание настоящего изобретения. Однако для специалиста в данной области техники будет также очевидно, что настоящее изобретение может быть осуществлено без конкретных деталей, указанных в данном документе, Кроме того, общеизвестные элементы могут быть опущены или упрощены, для того чтобы не затруднять понимание настоящего изобретения.
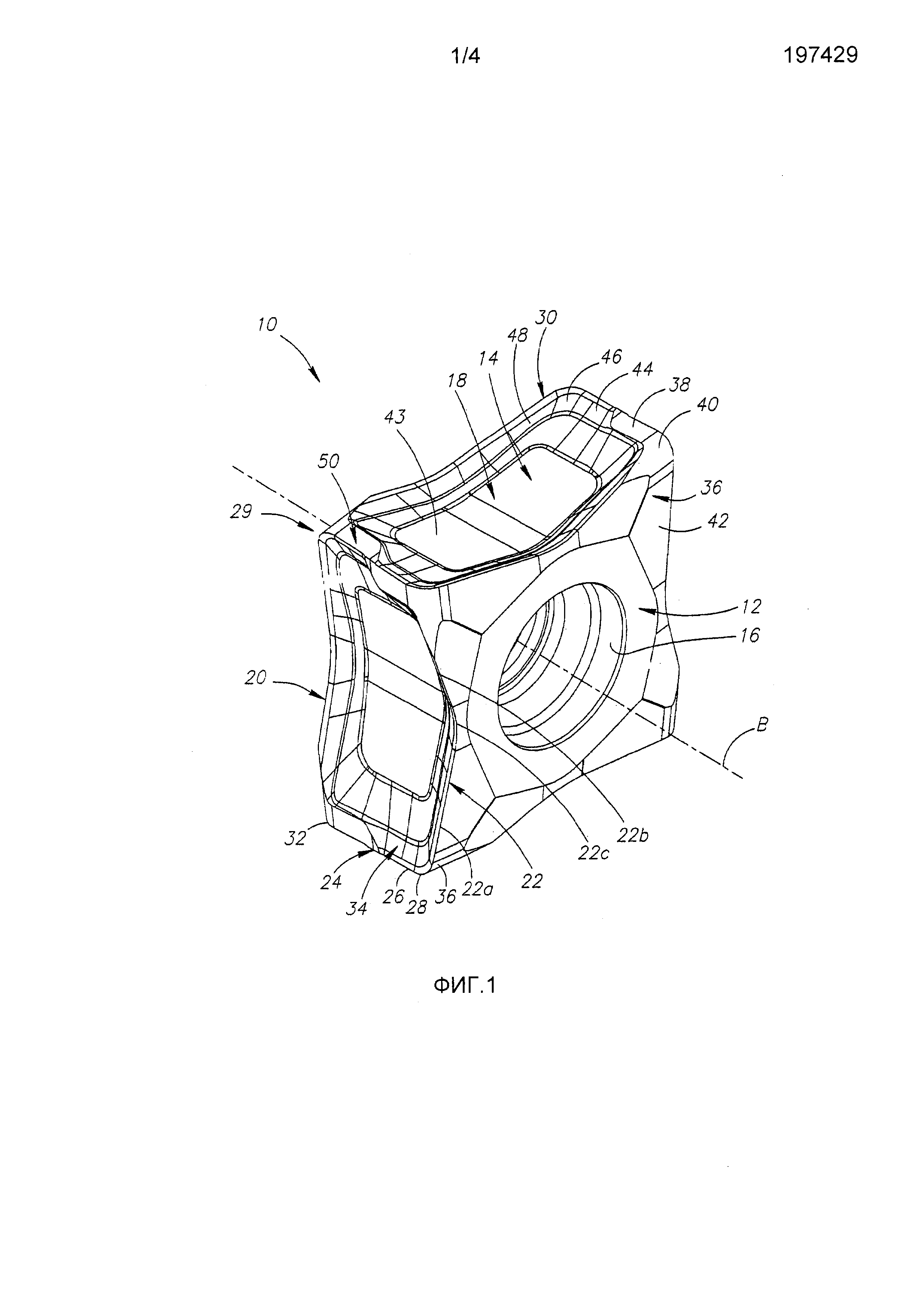
Вначале сделана ссылка на фиг. 1-3, на которых показана тангенциальная режущая пластина 10 в соответствии с вариантами осуществления изобретения. Режущая пластина 10 содержит две противоположные боковые поверхности 12 и периферийную поверхность 14, продолжающуюся между ними. Режущая пластина 10 содержит сквозное отверстие 16, продолжающееся между боковыми поверхностями 12. Сквозное отверстие 16 содержит ось В отверстия, относительно которой режущая пластина 10 имеет вращательную симметрию в 90°. Периферийная поверхность 14 содержит четыре одинаковые торцевые поверхности 18. Каждая торцевая поверхность 18 продолжается между двумя смежными торцевыми поверхностями 18 таким образом, что между смежными торцевыми поверхностями 18 нет промежуточных поверхностей. Каждая торцевая поверхность 18 и каждая боковая поверхность 12 пересекаются в главной кромке 20. Каждая торцевая поверхность 18 содержит две главные кромки 20, и режущая пластина 10 содержит всего восемь главных кромок 20. По меньшей мере часть каждой главной кромки 20 образует главную режущую кромку 22. Каждая главная режущая кромка 22 составляет более половины длины главной кромки 20, на которой она образована.
Смежные торцевые поверхности 18 пересекаются во вспомогательной кромке 24. Вспомогательная кромка 24 включает в себя только две вспомогательные режущие кромки 26. Одна из двух вспомогательных режущих кромок 26 принадлежит одной из смежных торцевых поверхностей 18, а другая из двух вспомогательных режущих кромок 26 принадлежит другой из смежных торцевых поверхностей 18. Главные режущие кромки 22 длиннее, чем вспомогательные режущие кромки 26. Каждая вспомогательная режущая кромка 26 содержит смежную главную режущую кромку 22. Смежные главная и вспомогательная режущие кромки 22, 26 содержат соответствующую угловую режущую кромку 28, которая продолжается между смежными главной и вспомогательной режущими кромками 22, 26. Другими словами, смежные главная и вспомогательная режущие кромки 22, 26 сходятся в угловой режущей кромке 28. В соответствии с некоторыми вариантами осуществления, угловая режущая кромка 28 может быть криволинейной. В соответствии с некоторыми вариантами осуществления, угловая режущая кромка 28 может иметь заданный радиус кривизны. Угловая режущая кромка 28 расположена в углу 29 режущей пластины 10. Каждая тройка из смежных главной и вспомогательной режущих кромок 22, 26 и соответствующей угловой режущей кромки 28 образует режущую кромку 30 пластины. Каждая торцевая поверхность 18 содержит две режущие кромки 30 пластины, и режущая пластина 10 содержит всего восемь режущих кромок 30 пластины. Каждая торцевая поверхность 18 содержит только две диагонально противоположные угловые режущие кромки 28 и только две диагонально противоположные угловые нережущие кромки 32. Режущая пластина 10 содержит всего восемь угловых режущих кромок 28. Каждая главная кромка 20 расположена между угловой режущей кромкой 28 и угловой нережущей кромкой 32. Каждая главная режущая кромка 22 сходится с одной угловой режущей кромкой 28.
Каждая режущая кромка 30 пластины образована на пересечении передней поверхности 34 и задней поверхности 36. Задняя поверхность 36, связанная с режущей кромкой 30 пластины, может быть разделена на три части: вспомогательную заднюю поверхность 38, угловую заднюю поверхность 40 и главную заднюю поверхность 42, связанные соответственно с вспомогательной режущей кромкой 26, угловой режущей кромкой 28 и главной режущей кромкой 22. Для каждой торцевой поверхности 18 режущие кромки 30 пластины содержат соответствующую переднюю поверхность 34 в торцевых поверхностях 18. Передняя поверхность 34 продолжается от каждой режущей кромки 30 пластины в направлении внутрь режущей пластины 10. В соответствии с некоторыми вариантами осуществления, передняя поверхность 34 продолжается к внутренней торцевой поверхности 43 торцевой поверхности 18. В соответствии с некоторыми вариантами осуществления, передняя поверхность 34 продолжается к внутренней торцевой поверхности 43 торцевой поверхности 18. Передняя поверхность 34 режущей кромки 30 пластины может быть разделена на три части: вспомогательную переднюю поверхность 44, угловую переднюю поверхность 46 и главную переднюю поверхность 48, связанные соответственно с вспомогательной режущей кромкой 26, угловой режущей кромкой 28 и главной режущей кромкой 22.
Главная задняя поверхность 42 расположена в боковой поверхности 12, вспомогательная задняя поверхность 38 расположена в торцевой поверхности 18 и угловая задняя поверхность 40 расположена между главной и вспомогательной задними поверхностями 38. Во вспомогательной задней поверхности 38 образован опорный участок 50 в торцевой поверхности 18 для обеспечения опоры для вспомогательной режущей кромки 26 против усилий резания, действующих на вспомогательную режущую кромку 26 во время операции резания. В любой торцевой поверхности 18, опорный участок 50 выступает относительно смежной вспомогательной передней поверхности 44 в данной торцевой поверхности 18.
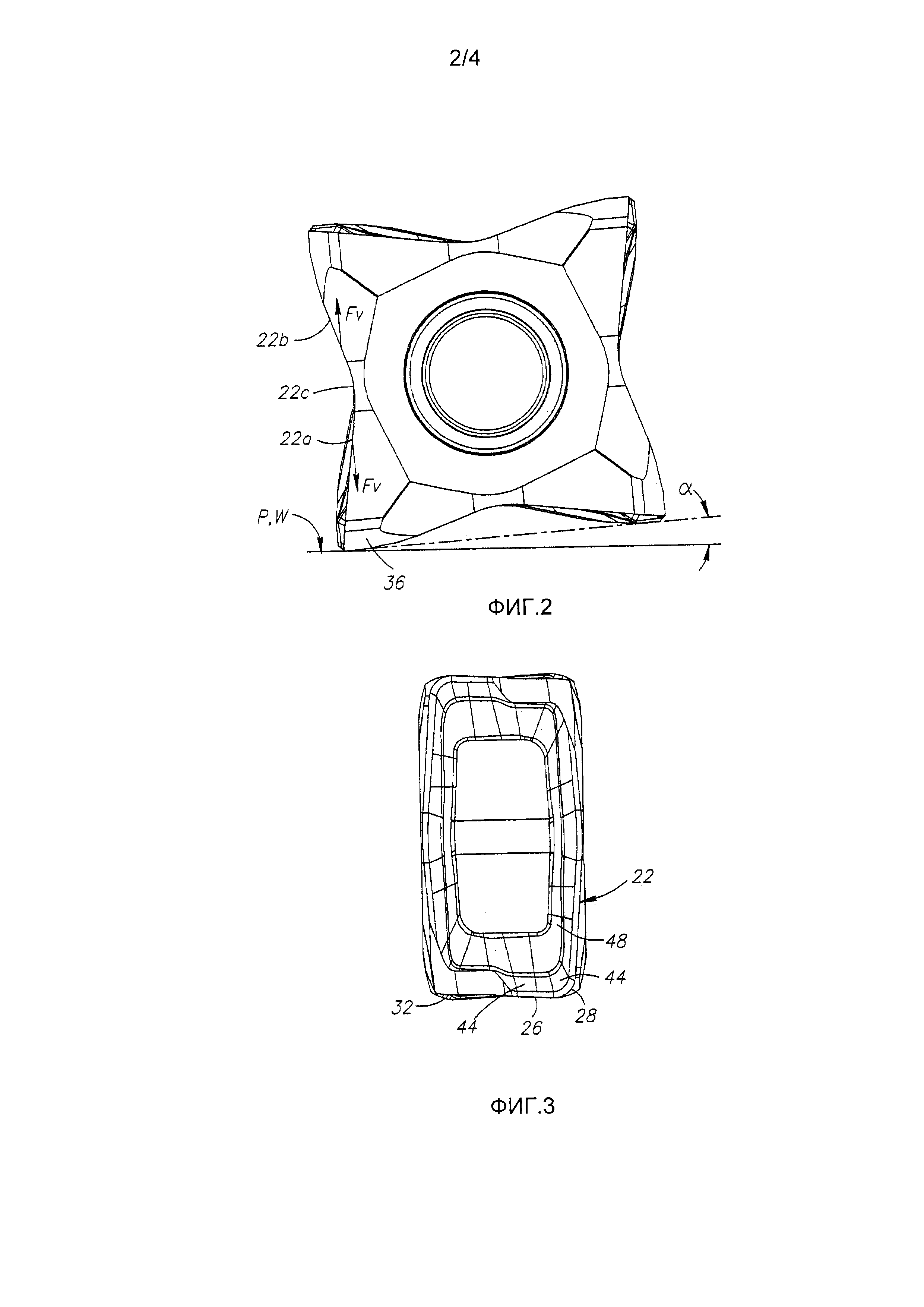
Со ссылкой на фиг. 2, видно, что на виде сбоку на режущую пластину 10 главные режущие кромки 22 вогнутые. Главные режущие кромки 22 содержат два участка, первый участок 22а главной режущей кромки и второй участок 22b главной режущей кромки. Переходная кромка 22с соединяет первый и второй участки 22а, 22b главной режущей кромки. В соответствии с некоторыми вариантами осуществления переходная кромка 22с вогнутая на виде сбоку на режущую пластину 10.
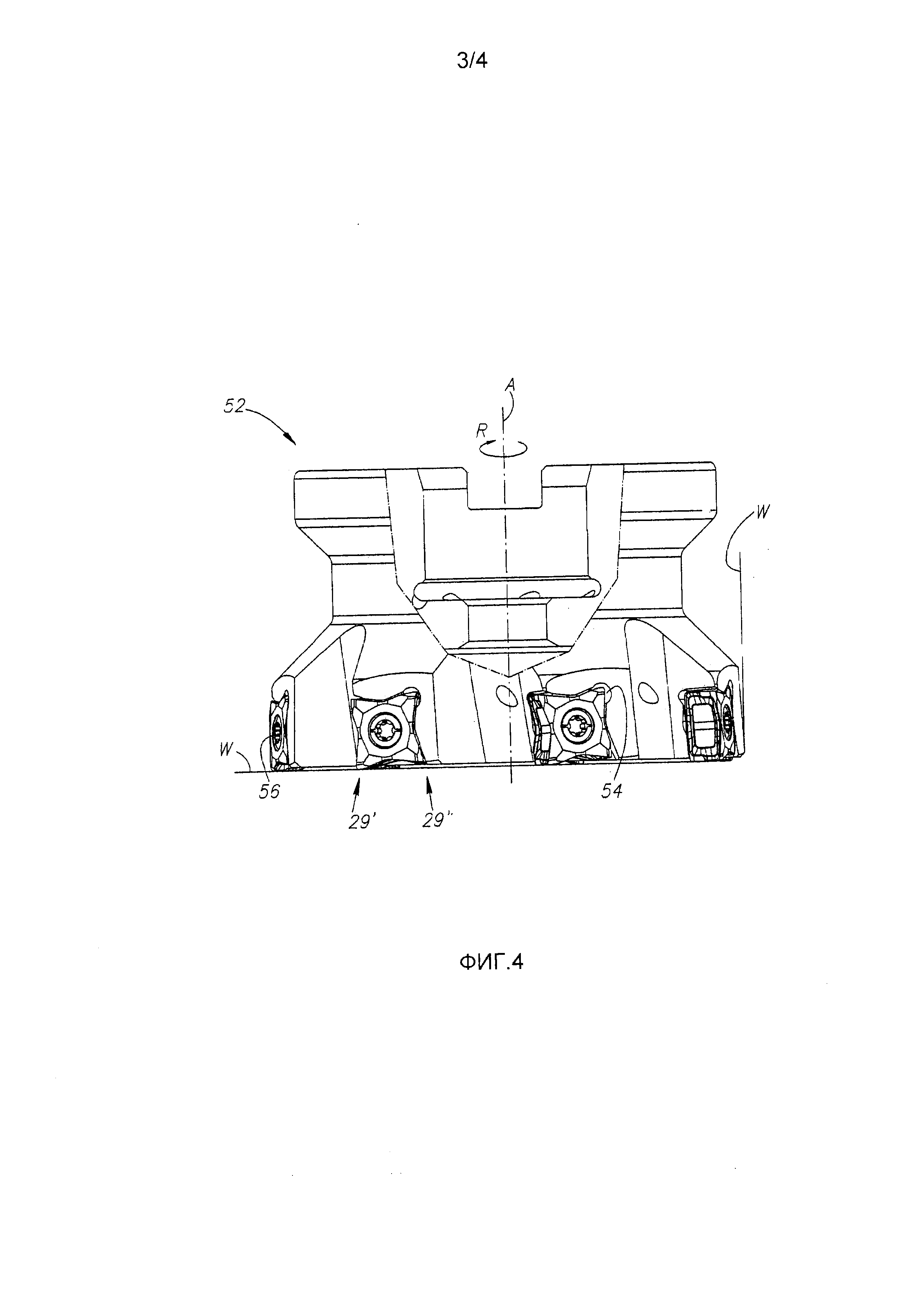
Ориентация режущей пластины 10 на виде сбоку, показанном на фиг. 2, представляет собой ориентацию режущей пластины 10, если смотреть на виде сбоку, когда она закреплена во фрезе 52, которая показана на фиг. 4, в соответствии с конкретным применением изобретения. Фреза 52 содержит ось вращения А, определяющую вертикальное направление. Во время работы, фреза 52 вращается вокруг оси вращения А в направлении вращения R. Плоскость Р, перпендикулярная оси вращения А, определяет горизонтальные направления. Конкретным применением может быть, например, протачивание выступа с вертикальной стенкой и горизонтальной поверхностью в обрабатываемой детали W. Плоскость Р совпадает с горизонтальной поверхностью обрабатываемой детали W. Режущая пластина 10 содержит рабочий угол 29′ в контакте с обрабатываемой деталью W. Рабочий угол 29′ содержит соответствующие режущие кромки, которые участвуют в процессе фрезерования. Рабочий угол 29′ представляет собой передний угол режущей пластины 10 в направлении вращения фрезы 52. Нерабочий угол 29″ связан с рабочим углом 29′ на торцевой поверхности 18, обращенной к обрабатываемой детали W. Нерабочий угол 29″ не содержит соответствующих режущих кромок, которые участвуют в процессе фрезерования. Нерабочий угол 29″ представляет собой задний угол режущей пластины 10 в направлении вращения фрезы 52.
Режущая пластина 10 установлена под углом α относительно плоскости Р таким образом, что задний угол удален от поверхности обрабатываемой детали. Рабочий угол 29′ содержит рабочую угловую режущую кромку 28, которая продолжается между рабочей главной режущей кромкой 22 и рабочей вспомогательной режущей кромкой 26. Рабочая главная режущая кромка 22 содержит рабочий первый участок 22а главной режущей кромки и рабочий второй участок 22b главной режущей кромки. При протачивании выступа в обрабатываемой детали рабочая главная режущая кромка 22 выполняет операцию фрезерования вертикальной стенки, а рабочая вспомогательная режущая кромка 26 выполняет операцию финишной или чистовой обработки поверхности, образованной на обрабатываемой детали. Рабочая вспомогательная режущая кромка 26 называется также скребком.
Благодаря тому что главные режущие кромки 22 вогнутые на виде сбоку на режущую пластину 10, рабочий первый участок 22а главной режущей кромки имеет положительный осевой передний угол, а рабочий второй участок 22b главной режущей кромки имеет отрицательный осевой передний угол при размещении во фрезе 52. Таким образом, во время протачивания выступа в обрабатываемой детали, вертикальная составляющая Fv усилия F резания, действующая на рабочий первый участок 22а главной режущей кромки, имеет противоположное направление относительно вертикальной составляющей Fv усилия F резания, действующей на рабочий второй участок 22b главной режущей кромки, и таким образом взаимно уничтожаются, так что режущая пластина 10 уравновешена. В соответствии с некоторыми вариантами осуществления, вертикальные составляющие Fv усилий F резания, действующие на рабочую главную режущую кромку 22, приблизительно компенсируют друг друга, так что режущая пластина 10 приблизительно уравновешена.
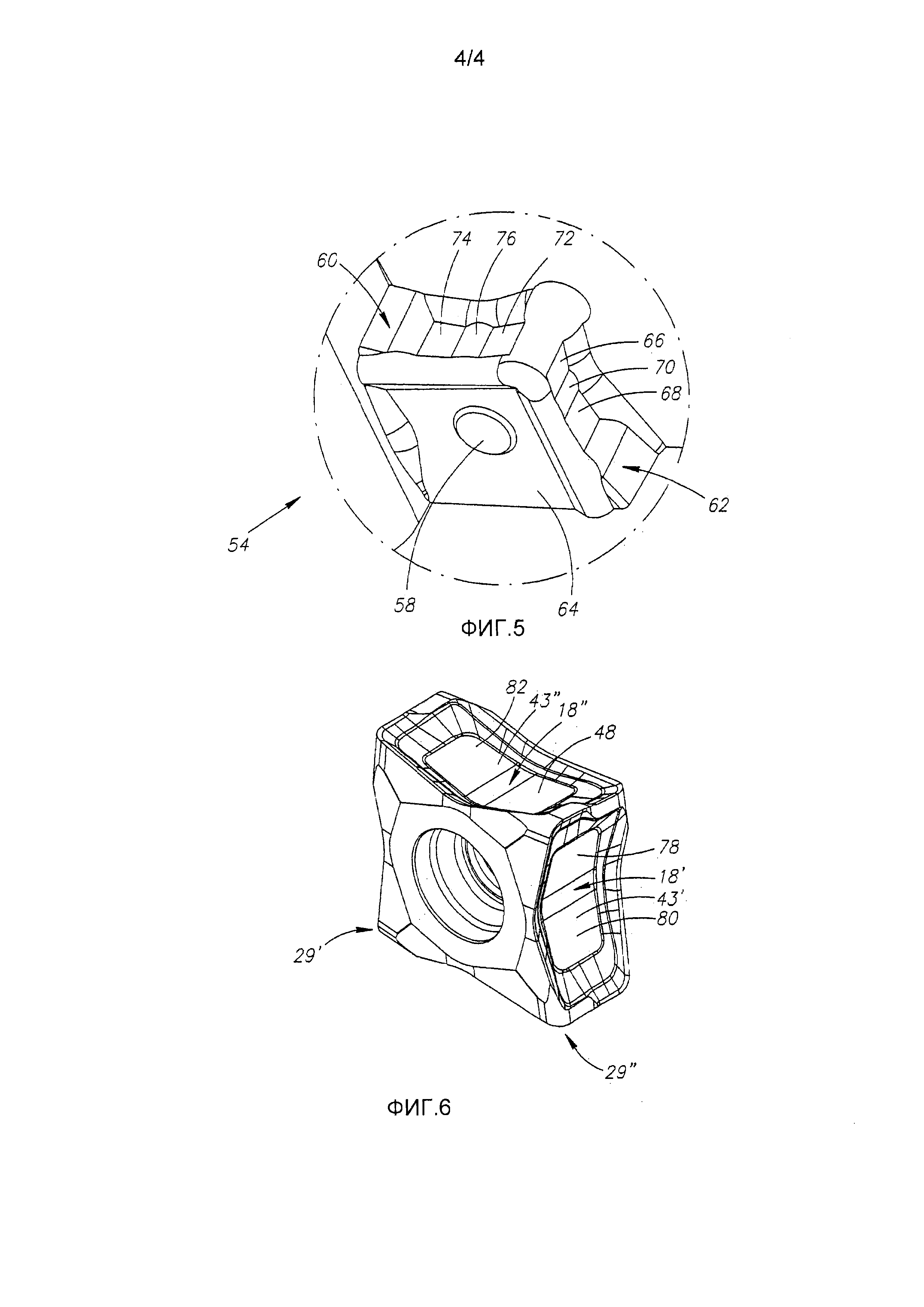
Каждую режущую пластину 10 закрепляют в гнезде 54 под пластину фрезы 52 посредством зажимного винта 56, который закрепляется посредством резьбы в резьбовом отверстии 58. На фиг. 5 показано гнездо 54 под пластину в соответствии с вариантами осуществления изобретения. Гнездо 54 под пластину содержит смежные верхнюю и заднюю стенки 60, 62, которые ориентированы поперечно базовой стенке 64, в которой выполнено резьбовое отверстие 58. Задняя стенка 62 по существу выпуклая и содержит две выступающие тангенциальные установочные поверхности, верхнюю тангенциальную установочную поверхность 66, смежную верхней стенки 60 гнезда, и нижнюю тангенциальную установочную поверхность 68, удаленную от верхней стенки 60 гнезда. Обе тангенциальные установочные поверхности расположены на каждой стороне заднего центрального участка 70 задней стенки 62. Задний центральный участок 70 служит для геометрического определения верхней и нижней тангенциальных установочных поверхностей 66, 68 как отдельных поверхностей. Верхняя стенка 60 по существу выпуклая и содержит две выступающие осевые установочные поверхности, заднюю осевую установочную поверхность 72, смежную задней стенке 62 гнезда, и переднюю осевую установочную поверхность 74, удаленную от задней стенки 62 гнезда. Обе осевые установочные поверхности расположены на каждой стороне верхнего центрального участка 76 верхней стенки 60. Верхний центральный участок 76 служит для геометрического определения задней и передней осевых установочных поверхностей 72, 74 как отдельных поверхностей.
На фиг. 6 показаны торцевые поверхности 18, которые взаимодействуют с верхней и задней стенками 60, 62 гнезда 54 под пластину при заданном повернутом положении режущей пластины 10. При закреплении режущей пластины 10 в гнезде 54 под пластину, задняя стенка 62 обращена к первой торцевой поверхности 18′, содержащей первую внутреннюю торцевую поверхность 43′, а верхняя стенка 60 обращена ко второй торцевой поверхности 18″, содержащей вторую внутреннюю торцевую поверхность 43″, которая является смежной первой торцевой поверхности 18′. Когда зажимной винт 56 затягивают посредством вращения винта по часовой стрелке, задняя стенка 62 взаимодействует с первой внутренней торцевой поверхностью 43′, верхняя стенка 60 взаимодействует со второй внутренней торцевой поверхностью 43″, и базовая стенка 64 взаимодействует с радиально внутренней боковой поверхностью 12 режущей пластины 10.
Более конкретно, верхняя тангенциальная установочная поверхность 66 примыкает к первой внутренней торцевой поверхности 43′ в верхней тангенциальной опорной поверхности 78, а нижняя тангенциальная установочная поверхность 68 примыкает к первой внутренней торцевой поверхности 43′ в нижней тангенциальной опорной поверхности 80. Передняя осевая установочная поверхность 74 примыкает ко второй внутренней торцевой поверхности 43″ в передней осевой опорной поверхности 82, и образуется зазор между задней осевой установочной поверхностью 72 и задней осевой опорной поверхностью 84 второй внутренней торцевой поверхности 43″, то есть задняя осевая установочная поверхность 84 обращена, но не примыкает к задней осевой опорной поверхности 84.
Во время операции резания, усилия резания, действующие в режущей пластине 10, стремятся повернуть пластину против часовой стрелки вокруг зажимного винта 56 до тех пор, пока задняя осевая установочная поверхность 84 не примкнет к задней осевой установочной поверхности 72, и образуется зазор между передней осевой установочной поверхностью 74 и передней осевой опорной поверхностью 82, тем самым обеспечивая надежную опору на три точки, фактически опору на три поверхности, во время операций резания.
В принципе может быть использован винт с левой резьбой. Это гарантирует, что первоначальный контакт в трех точках, образующийся когда зажимной винт затягивают посредством вращения винта против часовой стрелки, будет сохраняться во время операций резания. Однако винты с левой резьбой неудобны в использовании. Кроме того, поскольку их обычно не используют для закрепления режущих пластин в гнездах под пластины, это было бы неблагоприятно с эргономической точки зрения.
Хотя настоящее изобретение описано с некоторой степенью конкретности, следует понимать, что могут быть выполнены различные изменения и модификации, не выходящие за рамки объема изобретения, который определен приведенной ниже формулой изобретения.
Реферат
Группа изобретений относится к машиностроению и может быть использована на операциях фрезерования. Тангенциальная режущая пластина содержит две противоположные боковые поверхности и расположенную между ними периферийную поверхность с четырьмя одинаковыми торцевыми поверхностями. Линии пересечения торцевых и боковых поверхностей образуют главные режущие кромки, линии пересечения торцевых поверхностей и смежных торцевых поверхностей - вспомогательные режущие кромки. Каждая из главных и вспомогательных режущих кромок содержит переднюю поверхность, направленную внутрь режущей пластины. На виде сбоку на режущую пластину главные режущие кромки выполнены вогнутыми. Раскрыта фреза для использования указанной режущей пластины. Обеспечивается обработка прямоугольных выступов детали. 2 н. и 8 з.п. ф-лы, 6 ил.
Формула
каждая торцевая поверхность (18) и каждая боковая поверхность (12) пересекаются в главной кромке (20), причем по меньшей мере часть главной кромки (20) представляет собой главную режущую кромку (22);
каждая торцевая поверхность (18) и каждая смежная торцевая поверхность (18) пересекаются во вспомогательной кромке (24), при этом по меньшей мере часть вспомогательной кромки (24) представляет собой вспомогательную режущую кромку (26), причем главные режущие кромки (22) длиннее, чем вспомогательные режущие кромки (26), при этом главная режущая кромка (22) содержит первый и второй участки (22а, 22b);
каждая из главной и вспомогательной режущих кромок (26) соответствующей торцевой поверхности (18) содержит переднюю поверхность (34), связанную с ней, в соответствующей торцевой поверхности (18), причем передняя поверхность (34) продолжается в направлении внутрь режущей пластины (10);
при этом на виде сбоку на режущую пластину (10) главные режущие кромки (22) являются вогнутыми, посредством чего при установке режущей пластины (10) во фрезу одна из главных режущих кромок(22) представляет собой рабочую главную режущую кромку, имеющую рабочие первый и второй участки (22а, 22b), причем первый участок (22а) главной режущей кромки имеет положительный осевой передний угол, а второй участок (22b) главной режущей кромки имеет отрицательный осевой передний угол.
по меньшей мере одну тангенциальную режущую пластину (10) по одному из пп. 1-8 и
по меньшей мере одно гнездо (54) под пластину, в котором закреплена тангенциальная режущая пластина (10).
режущая пластина (10) содержит:
первую торцевую поверхность (18′), содержащую первую внутреннюю торцевую поверхность (43′), имеющую верхнюю тангенциальную опорную поверхность (78) и нижнюю тангенциальную опорную поверхность (80), и
вторую торцевую поверхность (18″), смежную первой торцевой поверхности (18′), причем вторая торцевая поверхность (18″) содержит вторую внутреннюю торцевую поверхность (43″), содержащую переднюю осевую опорную поверхность (82) и заднюю осевую опорную поверхность (84), при этом
гнездо (54) под пластину содержит:
выпуклые смежные верхнюю и нижнюю стенки (60, 62), ориентированные поперечно базовой стенке (64);
верхняя стенка (60) содержит две выступающие осевые установочные поверхности, расположенные на каждой стороне верхнего центрального участка (76) верхней стенки (60), включающие заднюю осевую установочную поверхность (72), смежную задней стенке (62) гнезда, и переднюю осевую установочную поверхность (74), удаленную от задней стенки (62) гнезда;
задняя стенка (62) содержит две выступающие тангенциальные установочные поверхности, расположенные на каждой стороне заднего центрального участка (70) задней стенки (62), включающие верхнюю тангенциальную установочную поверхность (66), смежную верхней стенке (60) гнезда, и нижнюю тангенциальную установочную поверхность (68), удаленную от верхней стенки (60) гнезда;
при этом при закреплении режущей пластины в гнезде под пластину задняя стенка (62) взаимодействует с первой внутренней торцевой поверхностью (43′), причем верхняя тангенциальная установочная поверхность (66) задней стенки примыкает к верхней тангенциальной опорной поверхности (78), а нижняя тангенциальная установочная поверхность (68) задней стенки примыкает к нижней тангенциальной опорной поверхности (80);
верхняя стенка (60) взаимодействует со второй внутренней торцевой поверхностью (43″), и
базовая стенка (64) взаимодействует с радиально внутренней боковой поверхностью (12) режущей пластины (10), при этом
режущая пластина выполнена с возможностью перемещения из первого положения, полученного затягиванием зажимного винта (56) посредством его вращения по часовой стрелке, во второе положение, образованное усилиями резания, действующими на режущую пластину во время операции резания, причем
в первом положении передняя осевая установочная поверхность (74) примыкает ко второй внутренней торцевой поверхности (43″) в передней осевой опорной поверхности (82) с образованием зазора между задней осевой установочной поверхностью (72) и задней осевой опорной поверхностью (84) второй внутренней торцевой поверхности (43″), а во втором положении задняя осевая установочная поверхность (72) примыкает к задней осевой опорной поверхности (84) с образованием зазора между передней осевой установочной поверхностью (74) и передней осевой опорной поверхностью (82).
Комментарии