Зажимной патрон с горячей прессовой посадкой, имеющий расширительные канавки - RU2504457C2
Код документа: RU2504457C2
Чертежи
Описание
Изобретение относится к державке для инструмента, который может вращаться вокруг оси вращения, прежде всего в виде сверла, фрезы или инструмента для развертывания. Известно, что хвостовик такого инструмента закрепляется в кольцевой, замкнутой державке. Для этой цели в ее принимающем инструмент отверстии гильзовая часть имеет сопрягаемую поверхность, которая концентрична оси вращения державки, и на которой хвостовик инструмента может быть закреплен с прессовой посадкой.
Гильзовая часть державки может быть расширена нагревом в радиальном направлении до тер пор, пока холодный хвостовик инструмента не сможет быть введен в контакт или выведен из контакта с сопрягаемой поверхностью гильзовой части, то есть быть вставлен в гильзовую часть или извлечен из нее. Как только гильзовая часть снова охладится, между ней и хвостовиком инструмента, который немного больше, чем сопрягаемая поверхность гильзовой части, устанавливается соединение с горячей с прессовой посадкой. Соединение с прессовой посадкой надежно фиксирует инструмент в державке (технология горячей прессовой посадки).
Державки, гильзовая часть которых выполнена с толстыми стенками, используются, прежде всего, в практических случаях применения с особыми требованиями относительно жесткости. При разжимании инструментов из державок этого вида то и дело возникают проблемы.
Для того чтобы можно было снова разжать инструмент в определенное время, обычной практикой является применение устройства для индуктивного нагрева, то есть высокочастотной индукционной катушки, которая индуцирует вихревые токи на внешней охватывающей поверхности гильзовой части, которые нагревают гильзовую часть снаружи. Когда это происходит, подлежащий разжиманию хвостовик экранируется для того, чтобы сам хвостовик не нагревался. Прежде всего, при высоких частотах имеет место так называемый скин-эффект. Другими словами, генерирующие тепло вихревые токи фактически индуцируются только на коротком расстоянии под поверхностью гильзовой части. Таким образом, сгенерированное под поверхностью внешней охватывающей поверхности гильзовой части тепло проникает в направлении середины гильзы за счет теплопроводности, но лишь замедленным образом. В определенный момент времени введенное в гильзовую часть тепло заставляет его расширяться до тех пор, пока хвостовик инструмента, который в тот момент времени все еще холодный, не сможет быть извлечен из гильзовой части, потому что существовавшая ранее прессовая посадка была освобождена в результате увеличения диаметра гильзовой части.
Однако, с увеличением толщины гильзовой части в радиальном направлении возникают проблемы в связи с этим. Чем толще гильзовая часть в радиальном направлении, тем более неравномерно она нагревается. В какой-то момент наступает стадия, на которой гильзовая часть уже довольно сильно нагрета в области самых дальних от центра радиусов, в то время как в области самых близких к центру радиусов она остается относительно холодной. Это приводит к относительно сильным термическим напряжениям. Внешняя область гильзовой части, которая не только расширяется в радиальном направлении, но и удлиняется в значительной степени в осевом направлении, показывает заметную тенденцию к изгибу гильзовой части внутрь, как только ее удлинение в осевом направлении затрудняется слишком сильно все еще холодной внутренней областью. Это выглядит (в схематическом изображении) приблизительно так, как изображено на фиг.1, на которой для лучшей наглядности это показано в очень утрированном виде.
Эта нежелательная деформация гильзовой части является контрпродуктивной, так как в результате нее хвостовик инструмента первоначально продолжает быть локально зажатым сопрягаемой поверхностью, даже если гильзовая часть уже расширилась достаточно сильно, и большая часть сопрягаемой поверхности отсоединилась от хвостовика инструмента. По меньшей мере, это уменьшает временное окно, во время которого хвостовик инструмента может быть плавно извлечен из гильзовой части. Это является нежелательным. Кроме того, принуждение гильзовой части расширяться достаточно сильно для того, чтобы ее сопрягаемая поверхность на самом деле отсоединилась от хвостовика инструмента во всех местах, требует передачи на гильзовую часть излишне большого количества тепла. Это является также нежелательным.
Для предотвращения этих проблем обычной практикой является поддержание толщин гильзовых частей как можно меньшими. По этой причине, в соответствии с DIN 69882-8 зажимные патроны с горячей прессовой посадкой имеют следующие толщины на их наконечниках (измеренные в мм):
В немецком патенте DE 10244759 уже была предпринята попытка решить проблему нежелательной деформации гильзовой части. Для предотвращения нежелательной деформации этот патент предлагает выполнение глубоко врезанной радиальной кольцевой канавки в сопрягаемую поверхность, в области наконечника гильзовой части, которая ограничивает переднюю область фактической сопрягаемой поверхности.
Это основано на идее, что таким образом ослабленная область на наконечнике гильзовой части способна беспрепятственно расширяться в радиальном направлении, следовательно, не давая гильзовой части слишком сильно изгибаться внутрь в области своего наконечника. Поэтому, можно сказать, что DE 10244759 в общем основан на концепции противодействия нежелательному изгибу внутрь концевой области гильзовой части посредством наложение на это противоположного эффекта.
Упомянутый патент предлагает ограничение сопрягаемой поверхности посредством дополнительной кольцевой канавки на ее внутреннем конце, который обращен в сторону от инструмента. Однако, фактическая сопрягаемая поверхность, которая в упомянутом патенте называется «основной зажимной поверхностью 13», не прерывается кольцевыми канавками в предложенном согласно упомянутому патенту варианте осуществления, а просто окаймлена кольцевыми канавками на обоих концах.
Другие предложенные упомянутым патентом средства решения проблемы предлагают, если необходимо, выполнение дополнительных канавок, проходящих в осевом направлении, которые делят сопрягаемую поверхность или основную зажимную поверхность на отдельные упругие сегменты, каждый из которых представляет собой что-то вроде рессорного листа, и которые расположены рядом друг с другом в направлении охвата.
Однако, предложенные упомянутым патентом меры являются недостаточными, прежде всего, в державках с толстостенными гильзовыми частями и, если предложенные упомянутым патентом осевые канавки также используются для контроля проблемы коробления гильзовой части, приводят к потере точности, а также ослабляют прессовую посадку. Кроме того, самые большие силы (изгибающие моменты и поперечные силы от инструмента) передаются прямо в передней области гильзовой части. Поэтому ослабление гильзовой части в этой области приводит к резкому уменьшению жесткости, даже если не используются осевые канавки, и поэтому его следует избегать.
Немецкая патентная заявка DE 10 2004042770 также описывает державку с гильзовой частью, в которую хвостовик инструмента может быть вставлен с горячей прессовой посадкой. Сопрягаемая поверхность, которая предусмотрена для этой цели на внутренней стороне гильзовой части этой державки, прерывается рядом расположенных близко друг от друга канавок и разделена на отдельные, очень узкие сегменты. Смысл этого разделения сопрягаемой поверхности на отдельные, малые сегменты заключается в том, чтобы превратить сегменты в зацепки такого рода, которые обеспечивают повышенное сопротивление нежелательному извлечению хвостовика инструмента в осевом направлении. Это происходит потому, что малые сегменты, говоря в общем, задуманы так, что благодаря статическому трению они захватываются хвостовиком инструмента, когда последний извлекается на короткое расстояние в осевом направлении. Гибкость этих малых сегментов заставляет их подниматься, таким образом увеличивая сжатие между гильзовой частью и хвостовиком инструмента. Поэтому получается что-то вроде самофиксации.
Так как гильзовые части раскрытых в упомянутом патенте державок очевидно имеют только обычные толщины стенок, используемые здесь канавки не имеют заметного влияния на характеристики расширения гильзовой части во время нагрева. Это происходит потому, что при тонких стенках, все еще холодная внутренняя область «увлекается» уже горячей внешней областью, то есть в любом случае она расширяется достаточно для того чтобы обеспечить возможность беспрепятственной вставки и, прежде всего, также последующее извлечение хвостовика инструмента.
Естественно, такая конструкция, в которой сопрягаемая поверхность в гильзовой части разделена только на малые, гибкие сегменты, не является достаточно жесткой.
В противоположность этому, целью настоящего изобретения является создание державки, гильзовая часть которой может быть выполнена с толстыми стенками и позволяет очень жестко зажимать инструмент с центрированием высшего качества.
Эта цель достигнута посредством признаков пункта 1 формулы изобретения.
Соответственно, существенным аспектом изобретения является тот факт, что гильзовая часть имеет ограниченное число охватывающих канавок (простирающихся от сопрягаемой поверхности), которые делят сопрягаемую поверхность на множество сегментов сопрягаемой поверхности, которые являются по существу жесткими в осевом направлении. Радиальная глубина канавок выбирается так, что прессовая посадка освобождается по существу равномерным образом на всех сегментах сопрягаемой поверхности под влиянием нагрева, прикладываемого на внешний контур гильзовой части.
Согласно изобретению сопрягаемая поверхность таким образом разделена на отдельные сегменты, которые, как правило, по существу отсоединены друг от друга. При этом сопрягаемая поверхность не просто разделена на сегмент сопрягаемой поверхности, который главным образом отвечает за получение соединения с прессовой посадкой, и малый сегмент сопрягаемой поверхности, который вносит лишь второстепенный вклад. Вместо этого, сопрягаемая поверхность разделена на множество сегментов сопрягаемой поверхности, каждый из которых привносит по существу сравнимые удерживающие силы для получения соединения с прессовой посадкой. По существу, сравнимые вклады - это вклады, которые отличаются не более чем на 40%. Предпочтительно, если между производимыми каждым из сегментов сопрягаемой поверхности удерживающими силами практически отсутствует разница. Естественно, это не исключает наличия отдельных сегментов сопрягаемой поверхности, которые вносят лишь второстепенный вклад.
При этом расстояние отдельных канавок друг от друга достаточно велико, так что сегменты сопрягаемой поверхности являются по существу жесткими в осевом направлении. Поэтому сегменты сопрягаемой поверхности представляют собой что-то в роде «жестких блоков» в осевом направлении, которые по существу не деформируются, когда хвостовик инструмента подвергается действию осевых сил, которые имеют тенденцию к вытягиванию хвостовика инструмента из гильзовой части или к толканию хвостовика дальше в нее. Таким образом, хвостовик инструмента зажат в гильзовой части державки очень жестким образом.
Глубина радиальных канавок, которая должна быть выбрана для того, чтобы прессовая посадка освобождалась по существу равномерно на всех сегментах сопрягаемой поверхности под влиянием нагрева, прикладываемого к внешнему контуру гильзовой части, не может быть оценена общеприменимым образом, так как глубина канавок сильно зависит от отдельного случая, прежде всего, от толщины стенки гильзовой части и номинального диаметра хвостовика инструмента, подлежащего зажиму, то есть соотношения между этими двумя величинами. Однако специалист может легко определить это соотношение для отдельного конкретного случая с помощью простой проверки. По существу равномерное освобождение происходит, когда прессовые посадки, которые отдельные сегменты сопрягаемой поверхности образуют с хвостовиком инструмента, когда гильзовая часть является холодной, освобождаются по существу одновременно после должного приложения нагрева к внешнему контуру гильзовой части, так что извлечению хвостовика инструмента из гильзовой части более не мешает ни один сегмент сопрягаемой поверхности, на котором прессовая посадка еще не освобождена.
При использовании выполненной согласно изобретению гильзовой части является возможным комбинировать преимущества толстостенной гильзовой части с предпочтительными термическими характеристиками тонкостенной гильзовой части - глубоко врезанные канавки являются лишь узкими и, тем самым, значительно не уменьшают жесткость при кручении гильзовой части. Это на самом деле так, особенно потому, что гильзовая часть соединяется с хвостовиком инструмента с образованием узла, который имеет высокий геометрический момент инерции в целом, пока существует соединение с прессовой посадкой. С другой стороны, глубоко врезанные канавки ослабляют как раз внутреннюю сердцевинную область гильзовой части, которая реагирует лишь очень поздно на примененный снаружи нагрев и, тем самым, при отсутствии канавок мешает расширению гильзовой части в осевом направлении, приводя к нежелательному короблению гильзовой части, предотвращение или минимизация которого находится в центре внимания настоящего изобретения.
Использование гильзовой части с толстыми стенками и вариант согласно изобретению является особенно предпочтительным при зажиме фрез, прежде всего фрез, предназначенных для механической обработки твердых материалов или материалов, которые трудно механически обрабатывать по другим причинам. Это на самом деле так, потому что нежелательные вибрации легко происходят именно при таких материалах, особенно на краях обрабатываемой детали. В частности, эти вибрации происходят, когда лишь небольшое число ножей фрезы врезаются в обрабатываемую деталь одновременно, или когда имеется колебание врезающихся в обрабатываемую деталь числа ножей фрезы. Кроме того, канавки, если они выполнены с рассматриваемой здесь глубиной, также имеют демпфирующий вибрации эффект, поскольку вибрации не передаются также благодаря наличию прерываний в гильзовой части, которые имеют не то чтобы незначительную глубину.
Изобретение делает ненужным уменьшение заниженного размера посадки для обеспечения беспроблемного зажима и разжима, другими словами - для достижения преимущества простой усадки и расширения не нужно без необходимости мириться с уменьшением силы зажима.
В предпочтительном варианте осуществления, сопрягаемая поверхность разделена по меньшей мере на два, предпочтительно три - пять, сравнимых друг с другом сегментов сопрягаемой поверхности, в зависимости от осевой длины сопрягаемой поверхности. От разделения сопрягаемой поверхности на большее число сегментов сопрягаемой поверхности пользы мало, потому что это приводит к чрезмерному ослаблению и излишним производственным затратам. Однако, при размышлении о возможном обходе этого патента, можно было бы в крайнем случае также рассмотреть деление сопрягаемой поверхности на шесть и даже максимум до восьми сегментов, с пониманием того, что это будет иметь определенные ухудшающие последствия.
Для того чтобы изготовить державку с очень жестким зажимом хвостовика инструмента, самая малая толщина стенок гильзовой части в области сопрягаемой поверхности (то есть в области, расположенной на внешней стороне рядом с сопрягаемой поверхностью в радиальном направлении) реализована как по меньшей мере 15 мм, лучше по меньшей мере 17 мм, иногда даже минимум 19 мм.
В другом предпочтительном варианте, расстояние между внутренним краем торцовой фаски и канавкой самой близкой к кольцевой торцовой поверхности составляет более 8 мм, предпочтительно более 10 мм.
Другие преимущества, эффекты и возможные варианты осуществления следуют из описанного ниже примерного варианта осуществления, который поясняется в связи с фигурами, которые показаны в масштабе и снабжены точными размерами, а содержание графического раскрытия которых является существенным для примерного варианта осуществления.
Показано на:
Фиг.1: очень схематическое изображение деформационного поведения известных из уровня техники державок в области их гильзовой части,
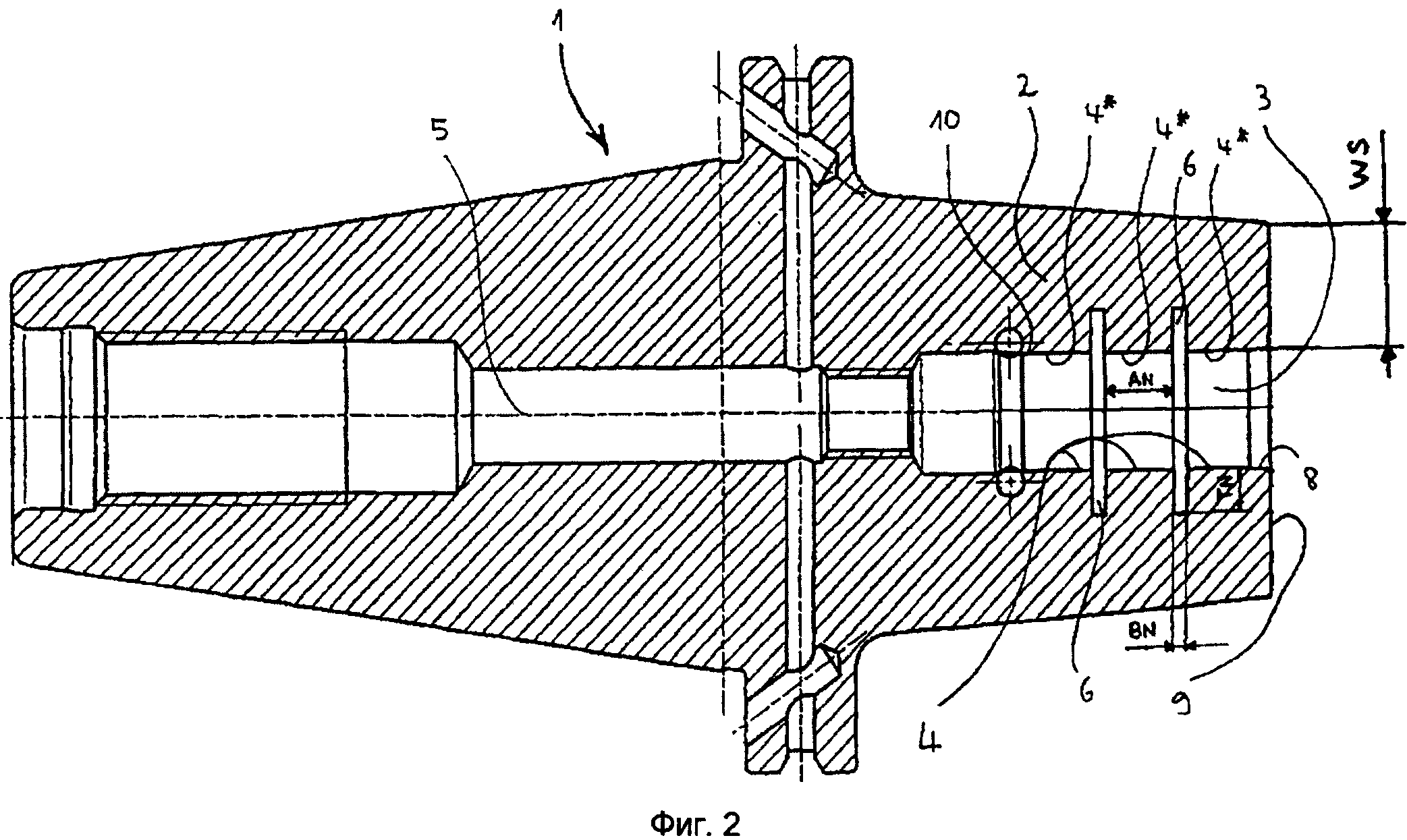
Фиг.2: детальный примерный вариант осуществления державки согласно изобретению,
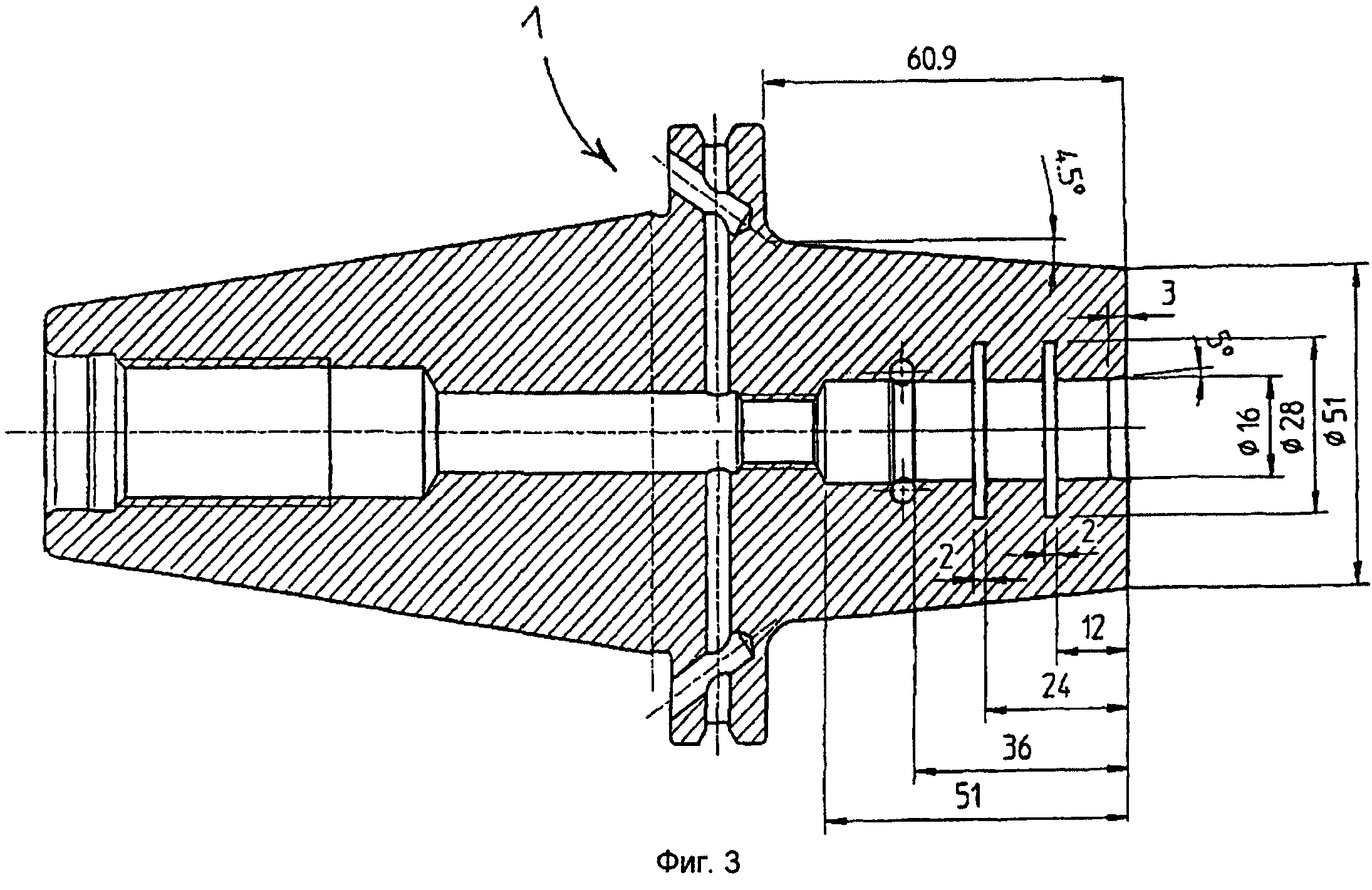
Фиг.3: державка согласно фиг.2, но снабженная конкретными размерами деталей важных для осуществления изобретения.
Говоря в общем, показанная на фиг.1 стальная державка, показанная без вставленного инструмента, является державкой обычной конструкции. На ее обращенном от гильзовой части 2 конце она снабжена зажимным конусом, с помощью которого она может быть закреплена на шпинделе механизированного инструмента. Вместо зажимного конуса, также возможно выполнение других известных зажимных систем, которые являются подходящими альтернативами для закрепления державки на шпинделе механизированного инструмента.
На ее другом, противоположном зажимному конусу конце державка 1 снабжена гильзовой частью 2. Последняя имеет приемное отверстие 3 для инструмента, которое в данном случае состоит из цилиндрического отверстия. На части его внутренней поверхности это отверстие оснащено сопрягаемой поверхностью 4. Эта сопрягаемая поверхность 4 имеет определенный заниженный размер относительно диаметра хвостовика подлежащего зажиму инструмента так, что если гильзовая часть холодная, хвостовик фиксируется с прессовой посадкой. В результате этого, все возникающие во время работы инструмента силы могут быть введены через прессовую посадку в державку 1, а оттуда - в механизированный инструмент, и наоборот. На практике, усадка и расширение вставляемого в державку 1 или извлекаемого из державки 1 инструмента обычно происходит так, как описано в ранее опубликованной немецкой заявке на патент DE 10102710 A1, которая включена в предмет настоящего описания в качестве ссылки.
Здесь гильзовая часть 2 выполнена как сравнительно толстостенная. В показанном на фиг.2 примерном варианте осуществления, который используется для зажима инструмента с диаметром хвостовика 16 мм, минимальная толщина WS стенки гильзовой части в области сопрягаемой поверхности слегка больше, чем 17,5 мм.
Горловина приемного отверстия 3 для инструмента снабжена большой фаской, то есть участком, который еще не является частью сопрягаемой поверхности 4, но за счет его увеличенного диаметра облегчает вставку соответствующего хвостовика инструмента.
После этой фаски начинается сопрягаемая поверхность 4, которая в показанном примерном варианте разделена на три сегмента 4* сопрягаемой поверхности двумя проходящими в направлении охвата канавками 6. Канавки 6 врезаны в гильзовую часть со стороны сопрягаемой поверхности. Канавки 6 имеют глубину 6 мм. Предпочтительно, глубина является равномерной во всех канавках. В области сопрягаемой поверхности, каждая из канавок ослабляет гильзовую часть примерно на 1/3 толщины ее стенок; как правило, ослабление в любом случае больше, чем1/4 и меньше, чем1/2 толщины стенки.
В идеальном случае ширина канавок в осевом направлении составляет от 1,5 до 3 мм; в этом конкретном случае она составляет 2 мм.
Полученные таким образом сегменты 4* сопрягаемой поверхности имеют по существу одинаковую длину в осевом направлении. Таким образом, они вносят приблизительно сравнимые силовые вклады в соединение с прессовой посадкой, то есть вклады сходного порядка величины, при этом определенные отличия во вкладах являются как неизбежными, так и безвредными, потому что гильзовая часть в области сопрягаемой поверхности имеет конический внешний контур приблизительно 3-6 градусов относительно оси вращения державки, то есть не имеет полностью константной толщины стенки.
В осевом направлении внутрь в показанном на фиг.2 примерном варианте осуществления к сопрягаемой поверхности 4 или, точнее говоря, последнему сегменту 4* сопрягаемой поверхности прилегает блокирующий механизм, за которым заканчивается приемное отверстие для инструмента. Ни концевая область, ни блокирующий механизм не являются частью сопрягаемой поверхности 4 или даже изобретения, и поэтому здесь ни то, ни другое интереса не представляет.
Соотношения сходные с теми, что описаны выше, для релевантных ключевых величин конкретного примерного варианта осуществления встречаются даже державках, предназначенных для зажима инструментов с большими диаметрами хвостовика (см. приведенную в конце описания таблицу).
В этой таблице приведены ключевые величины других державок, в которых сопрягаемые поверхности также разделены на три соответствующих сегмента сопрягаемой поверхности.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
Реферат
Патрон включает державку, имеющую приемник для инструмента в форме гильзовой части, которая имеет приемное отверстие для инструмента с концентричной оси вращения державки сопрягаемой поверхностью, выполненной с возможностью закрепления с прессовой посадкой вставленного в него хвостовика инструмента, и канавки, простирающиеся от сопрягаемой поверхности. Для повышения точности центрирования канавки делят сопрягаемую поверхность на множество сравнимых друг с другом сегментов сопрягаемой поверхности, по существу жестких в осевом направлении, с радиальной глубиной канавок, выбранной из условия освобождения прессовой посадки по существу равномерным образом на всех сегментах сопрягаемой поверхности под влиянием нагрева, прикладываемого на внешнюю поверхность гильзовой части. 12 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для разборки конических соединений
Комментарии