Режущая пластина и режущий инструмент - RU2518833C1
Код документа: RU2518833C1
Чертежи




Описание
Область техники
Настоящее изобретение относится к режущей пластине и режущему инструменту, снабженному такой пластиной.
Уровень техники
Были предложены различные режущие пластины, пригодные для растачивания и рассверливания (например, см. патентные документы 1-4).
Патентные документы
Патентный документ 1: Патент Японии № 3812478
Патентный документ 2: Патент Японии № 2712580
Патентный документ 3: Патент Японии № 3438578
Патентный документ 4: Патент Японии № 4385519
Техническая задача
В то же время, что касается режущей пластины, раскрытой в описанных выше патентных документах 1-4, заранее подготовленное отверстие должно быть выполнено в обрабатываемой детали заранее путем растачивания или рассверливания. Поэтому был сделан запрос на уменьшение количества процессов обработки.
Настоящее изобретение было разработано в связи с описанной выше задачей, и его задачей является создание режущей пластины и режущего инструмента, выполненных с возможностью растачивания и рассверливания без выполнения в обрабатываемой детали заранее подготовленного отверстия.
Решение задачи
Режущая пластина согласно настоящему изобретению прикреплена с возможностью съема к установочному гнезду корпуса режущего инструмента и имеет переднюю поверхность, заднюю поверхность и режущую кромку, образованную на участке пересечения между передней поверхностью и задней поверхностью, при этом режущая кромка содержит участок режущей кромки, проходящий от периферийной наружной стороны к стороне центральной оси корпуса режущего инструмента, когда режущая пластина прикреплена к установочному гнезду, при этом участок режущей кромки достигает первой плоскости, включающей в себя центральную ось, и пересекает с одной стороны до другой стороны вторую плоскость, при этом вторая плоскость перпендикулярна первой плоскости и включает в себя центральную ось.
Предпочтительно, передняя поверхность включает в себя первую переднюю поверхность, образованную на первой поверхности, и вторую переднюю поверхность, образованную на второй поверхности; задняя поверхность включает в себя первую заднюю поверхность и вторую заднюю поверхность, выполненные на боковой поверхности, проходящей между первой поверхностью и второй поверхностью; режущая кромка включает в себя первую режущую кромку, образованную на участке пересечения между первой передней поверхностью и первой задней поверхностью, и вторую режущую кромку, выполненную на участке пересечения между второй передней поверхностью и второй задней поверхностью; при этом первая и вторая режущие кромки включают в себя участки режущей кромки, соответственно. Кроме того, первая задняя поверхность и вторая задняя поверхность выполнены так, чтобы иметь положительные задние углы, соответственно. Кроме того, первая режущая кромка и вторая режущая кромка имеют вращательные симметрии относительно, по меньшей мере, одной оси, перпендикулярной центральной оси режущей пластины. Кроме того, первая и вторая режущие кромки имеют угловые участки режущей кромки, образованные на угловых участках между первой и второй поверхностями, соответственно, при этом каждый из участков режущей кромки является непрерывным от каждого из угловых участков режущей кромки.
Более предпочтительно, участок режущей кромки наклонен в направлении от плоскости, перпендикулярной центральной оси режущей пластины и проходящей через угловой участок, по мере того как он отходит от углового участка режущей кромки.
Режущий инструмент согласно настоящему изобретению имеет режущую пластину, имеющую переднюю поверхность, заднюю поверхность и режущую кромку, образованную на участке пересечения между передней поверхностью и задней поверхностью, и корпус режущего инструмента, имеющий установочное гнездо, к которому прикреплена с возможностью съема режущая пластина, причем режущая кромка содержит участок режущей кромки, проходящий от наружной периферийной стороны к стороне центральной оси корпуса режущего инструмента, когда режущая пластина прикреплена к установочному гнезду, при этом участок режущей кромки достигает первой плоскости, включающей в себя центральную ось, и пересекает с одной боковой стороны до другой стороны вторую плоскость, причем вторая плоскость перпендикулярна первой плоскости и включает в себя центральную ось.
Предпочтительно, установочное гнездо корпуса режущего инструмента выполнено таким образом, что режущая пластина наклоняется в первом и втором направлениях, перпендикулярных друг другу так, чтобы дополнительно обеспечить зазор между режущей пластиной, прикрепленной к установочному гнезду, и обрабатываемой деталью.
Предпочтительные эффекты изобретения
Согласно настоящему изобретению растачивание или рассверливание могут быть осуществлены без выполнения заранее подготовленного отверстия, при этом число обрабатывающих процессов может быть сокращено.
Краткое описание чертежей
Фиг.1 - вид в перспективе режущего инструмента согласно одному варианту осуществления настоящего изобретения;
Фиг.2 - вид сбоку режущего инструмента по фиг.1;
Фиг.3 - вид режущего инструмента с фиг.1, если смотреть по направлению центральной оси;
Фиг.4 - вид в перспективе режущей пластины согласно варианту осуществления настоящего изобретения;
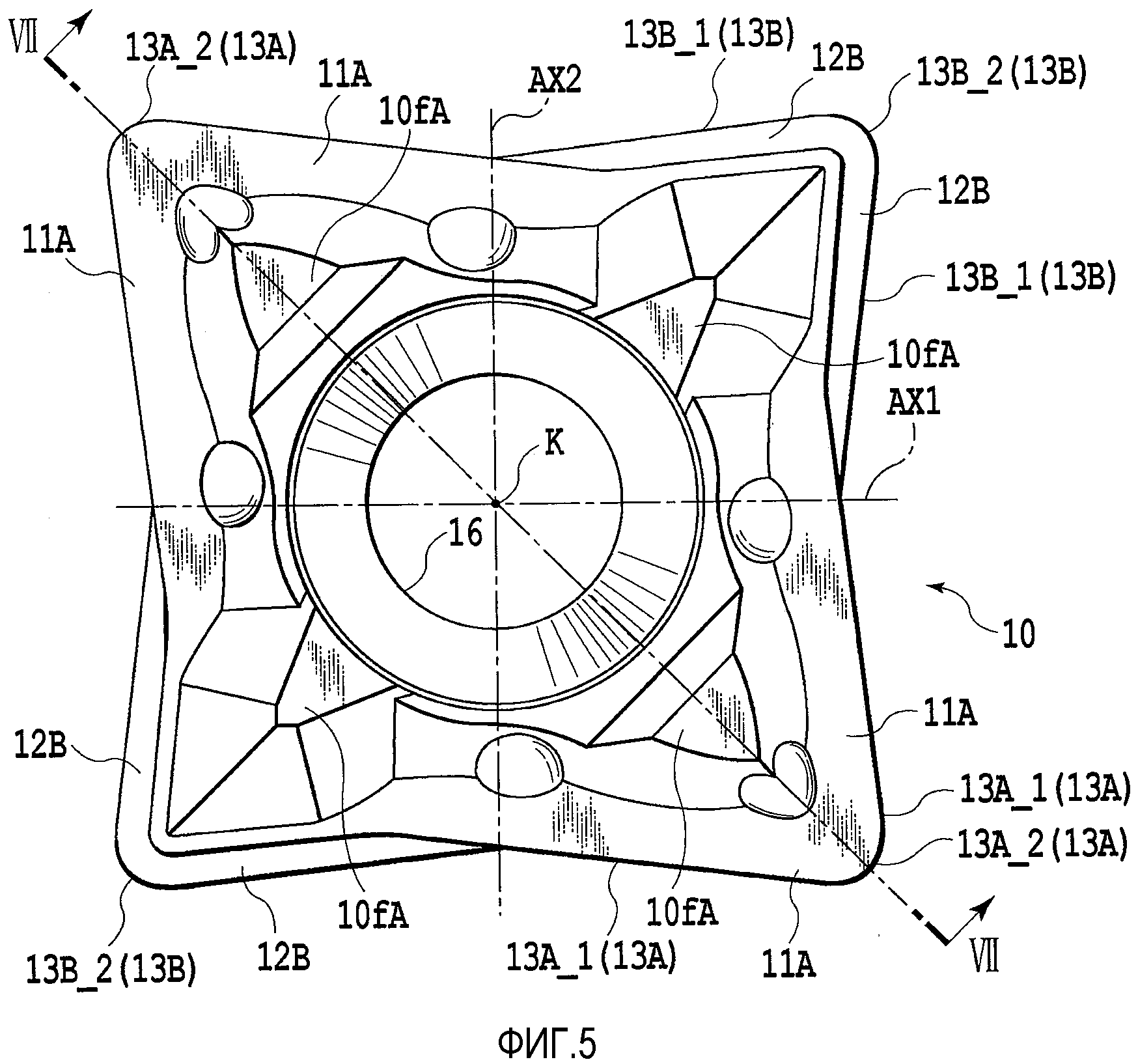
Фиг.5 - вид сверху режущей пластины с фиг.4;
Фиг.6 - вид сбоку режущей пластины с фиг.4;
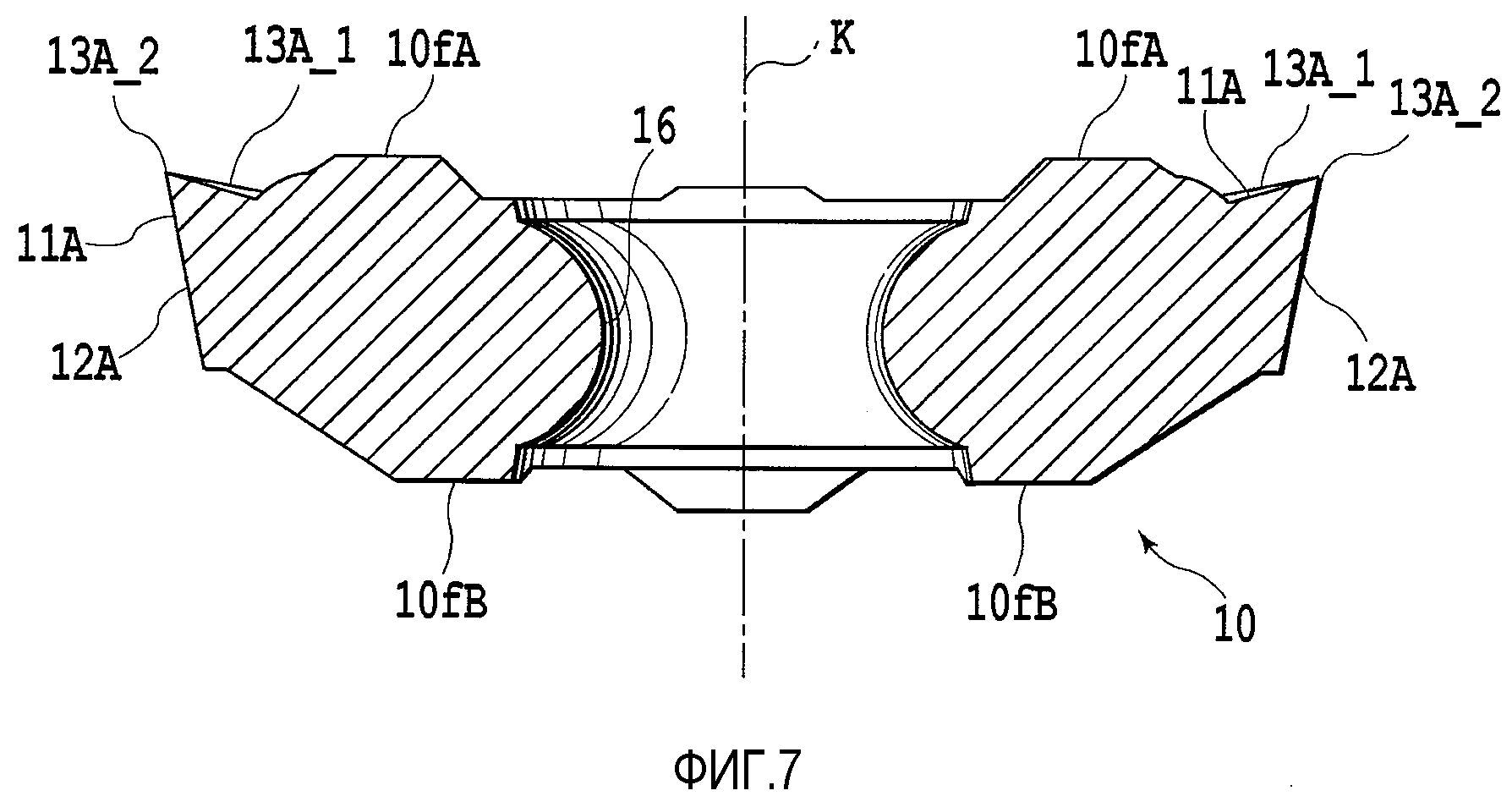
Фиг.7 - вид в разрезе по линии VII-VII с фиг.5;
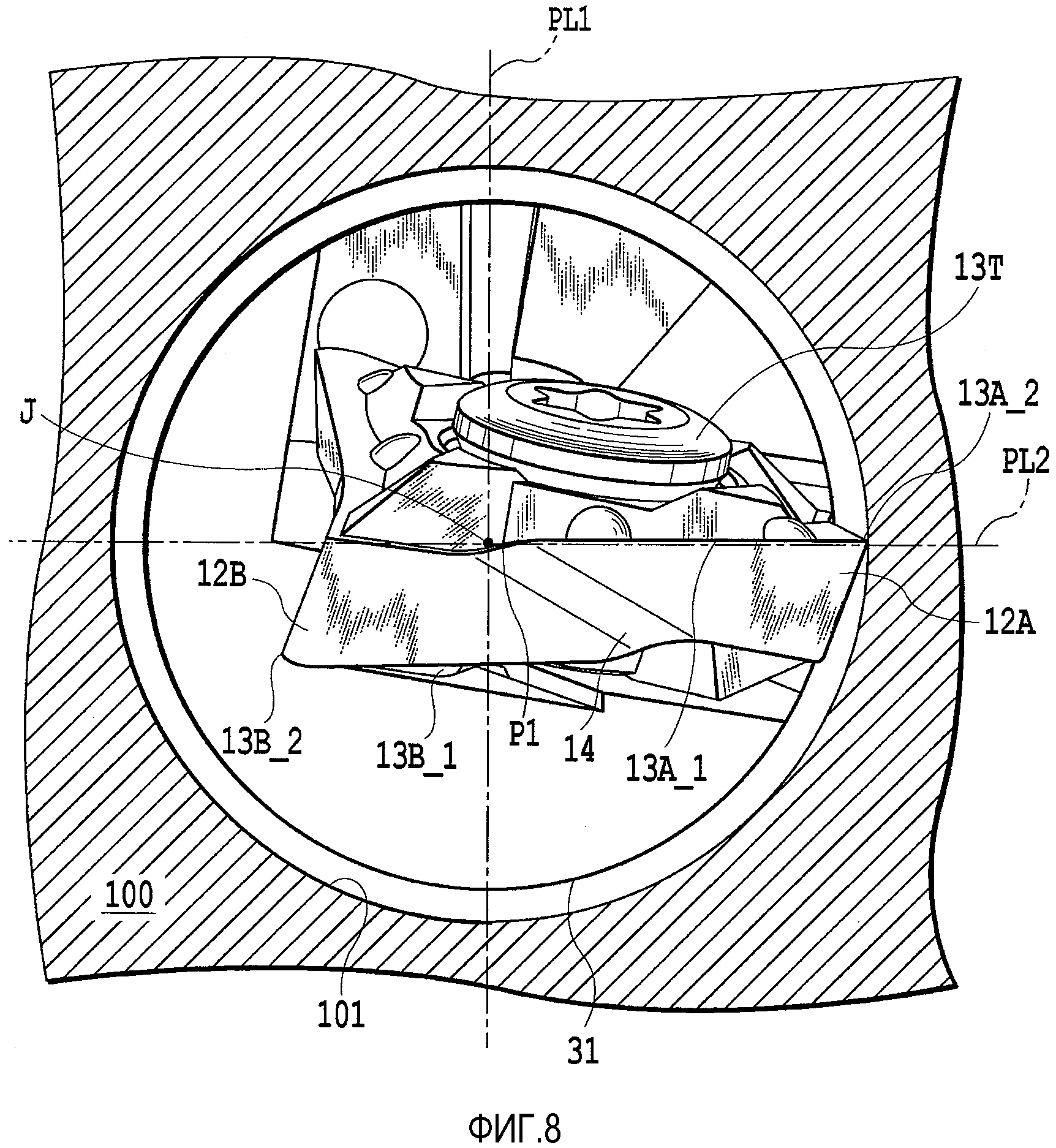
Фиг.8 - вид, иллюстрирующий взаимное расположение обработанного отверстия и режущей пластины, а также вид режущего инструмента, частично включающего в себя секцию обрабатываемой детали, если смотреть по направлению центральной оси; и
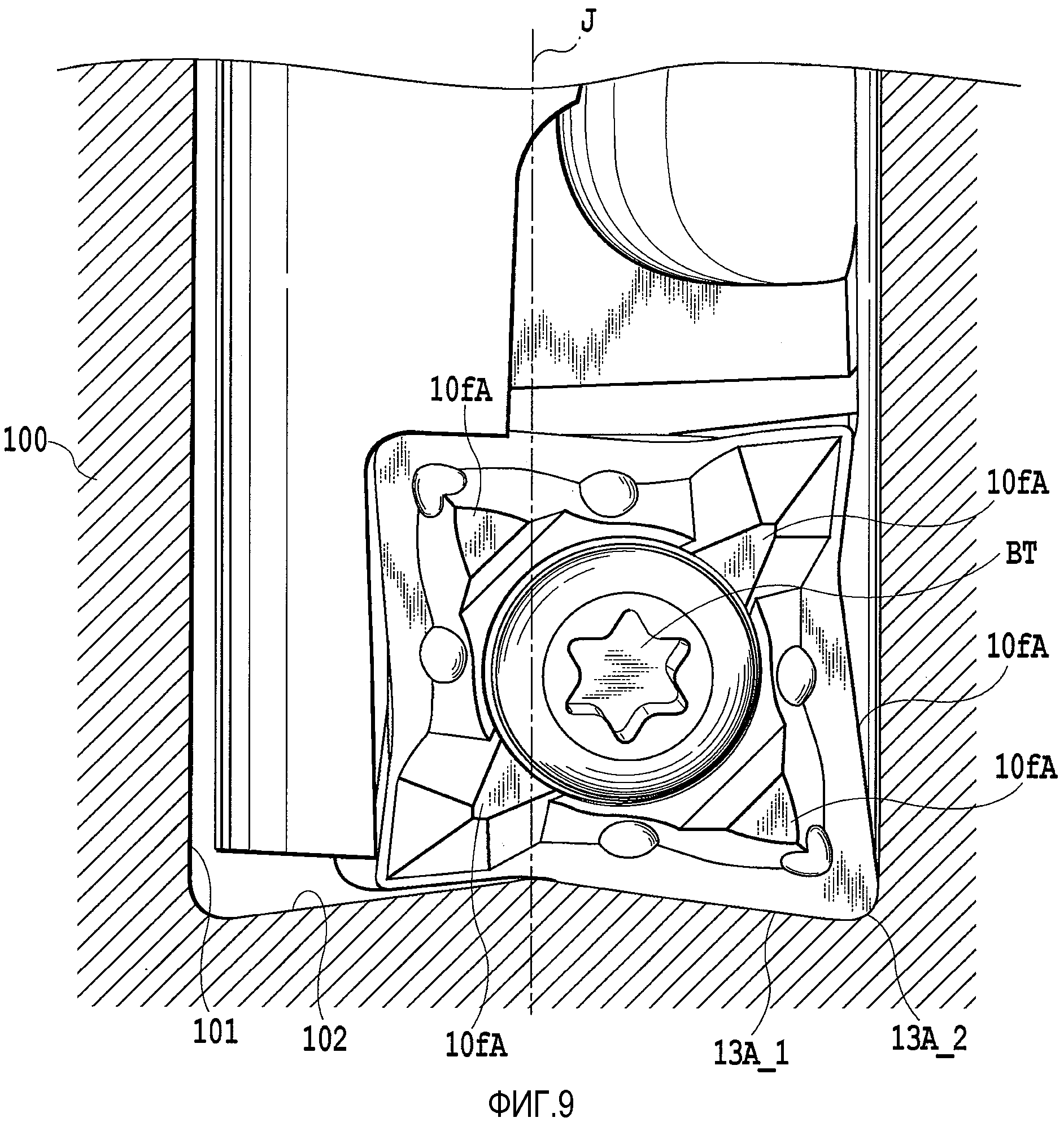
Фиг.9 - вид, иллюстрирующий взаимное расположение обработанного отверстия и режущей пластины и вид секции обрабатываемой детали и режущего инструмента, если смотреть сверху режущей пластины.
Описание вариантов осуществления изобретения
Вариант осуществления настоящего изобретения будет описан далее со ссылкой на фиг.1-9.
Режущий инструмент 30, проиллюстрированный на фиг.1-3, включает в себя корпус 31 режущего инструмента и режущую пластину 10. Что касается этого режущего инструмента 30, обрабатываемая деталь, помещенная на базовую поверхность, перпендикулярную центральной оси J режущего инструмента 30, разрезается и обрабатывается режущей пластиной 10 путем вращения обрабатываемой детали. В то же время, пользователь может прикрепить режущий инструмент 30 к основному валу металлообрабатывающего станка, такого как обрабатывающий центр, и вращать его вокруг центральной оси J с тем, чтобы обрабатывать обрабатываемую деталь, не вращая обрабатываемую деталь.
Что касается корпуса 31 режущего инструмента 30, то он имеет цилиндрическую форму, и также имеет установочное гнездо 32 на стороне его дистального концевого участка и базовую поверхность 31f, которая перпендикулярна базовой поверхности, перпендикулярной описанной выше центральной оси J, и которая расположена параллельно центральной оси J на стороне концевого участка основания. Режущая пластина 10 прикреплена к установочному гнезду 32. Режущая пластина 10 закреплена в корпусе 31 режущего инструмента с помощью болта BT. Конструкция установочного гнезда 32 будет описана далее.
Режущая пластина 10 выполнена из материала, такого как, например, цементированный карбид. При этом, режущая пластина 10, как проиллюстрировано на фиг.4-7, является элементом пластинчатой формы, имеющим приблизительно квадратную наружную форму. Кроме того, режущая пластина 10 имеет сквозное отверстие 16, выполненное концентрично к центральной оси К, для введения болта ВТ через него и прикрепления режущей пластины 10 к корпусу 31 режущего инструмента.
На верхней поверхности (первая поверхность) режущей пластины 10 выполнены базовая поверхность 10fA, образованная из плоскости, перпендикулярной центральной оси К, и верхняя передняя поверхность (первая передняя поверхность) 11А.На нижней поверхности (вторая поверхность) режущей пластины 10 выполнены базовая поверхность 10fB, образованная из плоскости, перпендикулярной центральной линии К, и нижняя передняя поверхность (вторая передняя поверхность) 11В.
На боковой поверхности, проходящей между верхней поверхностью и нижней поверхностью режущей пластины 10, выполнены верхняя задняя поверхность (первая задняя поверхность 12А), пересекающаяся с верхней передней поверхностью 11А, и нижняя задняя поверхность (вторая задняя поверхность) 12В, пересекающаяся с нижней передней поверхностью 11В. Верхняя задняя поверхность 12А и нижняя задняя поверхность 12В выполнены так, чтобы иметь положительные задние углы, соответственно. Верхняя задняя поверхность 12А проходит от верхней передней поверхности 11А к нижней поверхности, в то время как нижняя задняя поверхность 12В проходит от нижней передней поверхности 11В к верхней поверхности.
Верхняя режущая кромка (первая режущая кромка) 13А образована на участке пересечения между верхней передней поверхностью 11А и верхней задней поверхностью 12А. Нижняя режущая кромка (вторая режущая кромка) 13В образована на участке пересечения между нижней передней поверхностью 11В и нижней задней поверхностью 12В.
Верхняя режущая кромка 13А, как проиллюстрировано на фиг.3, включает в себя участок 13А_1 верхней режущей кромки, проходящий от наружной периферийной стороны к стороне центральной оси J, корпуса 31 режущего инструмента в состоянии, прикрепленном к установочному гнезду 32 корпуса 31 режущего инструмента. Кроме того, верхний участок 13А режущей кромки имеет верхний угловой участок 13А_2 режущей кромки, образованный на двух угловых участках верхней поверхности, и этот верхний угловой участок 13А_2 режущей кромки является непрерывным с верхним участком 13А_1 режущей кромки.
Верхний участок 13А_1 режущей кромки достигает первой плоскости PL1, включающей в себя центральную ось J, пересекает с одной стороны к другой стороне вторую плоскость PL2, перпендикулярную первой плоскости PL1 и включающей в себя центральную ось J. В частности, как проиллюстрировано на фиг.3, верхний участок 13А_1 режущей кромки проходит приблизительно параллельно на стороне второй плоскости PL2 со стороны верхнего углового участка 13А_2 режущей кромки к стороне центральной оси J и в положении P1, близком к центральной оси J, пересекается со второй плоскостью PL2, и достигает первой плоскости PL1 через другую сторону второй плоскости PL2. То есть, как проиллюстрировано на фиг.3, когда режущая пластина 10 прикреплена к корпусу 31 режущего инструмента, часть верхнего участка 13А_1 режущей кромки образована с тем, чтобы проходить под центральной осью.
Кроме того, участок 13А_1 верхней режущей кромки, как проиллюстрировано на фиг.6, наклонен в направлении от плоскости PL3, перпендикулярной центральной оси J режущей пластины 10 и проходящей через участок 13А_2 верхней угловой режущей кромки, по мере того как он отходит от участка 13А_2 верхней угловой режущей кромки. Кроме того, верхняя режущая кромка 13А является вращательно симметричной на 180 градусов по отношению к центральной оси К.
Нижняя режущая кромка 13В сконфигурирована таким же образом, что и верхняя режущая кромка 13А, и включает в себя участок 13В_1 нижней режущей кромки, соответствующий участку 13А_1 верхней режущей кромки, и участок 13В_2 нижней угловой режущей кромки, соответствующий участку 13А_2 верхней угловой режущей кромки. Затем, участок 13В_1 нижней режущей кромки, как проиллюстрировано на фиг.6, наклонен в направлении от плоскости PL4, перпендикулярной центральной оси J режущей пластины 10 и проходящей через участок 13В_2 нижней угловой режущей кромки, по мере того как он отходит от участка 13В_2 нижней угловой режущей кромки. Кроме того, нижняя режущая кромка 13В является вращательно симметричной на 180 градусов относительно центральной оси К.
Кроме того, верхняя режущая кромка 13А и нижняя режущая кромка 13В являются вращательно симметричными на 180 градусов относительно оси АХ1 и оси АХ2. В данном случае ось АХ1 и ось АХ2 являются перпендикулярными друг другу и включены в плоскость, проходящую через середину между базовой поверхностью 10fA на верхней поверхности и базовой поверхностью 10fB на нижней поверхности. То есть ось АХ1 и ось АХ2 являются перпендикулярными центральной оси К.
Верхняя режущая кромка 13А и нижняя режущая кромка 13В являются вращательно симметричными на 180 градусов относительно оси АХ1 и оси АХ2.
Пользователь инструмента может использовать оба из двух участков 13А_2 верхней угловой режущей кромки верхней режущей кромки 13А путем поворота режущей пластины 10, сконфигурированной как вышеупомянутая, на 180 градусов по отношению к установочному гнезду 32. К тому же, пользователь может использовать оба из двух участков 13А_2 нижней угловой режущей кромки путем поворота режущей пластины 10 на 180 градусов вокруг оси АХ1 или оси АХ2 по отношению к установочному гнезду 32. То есть режущая пластина 10, ее задние поверхности 12А и 12В имеют положительные задние углы, но используются четыре участка 13А_2 и 13В_2 угловой режущей кромки.
Кроме того, поверхность 33 установочного гнезда 32 в корпусе 31 режущего инструмента, как проиллюстрировано на фиг.2, наклонена только на угол α1 по отношению к центральной оси J в плоскости, включающей в себя центральную ось J и перпендикулярной базовой поверхности 31f корпуса 31 режущего инструмента, так что дополнительно обеспечен зазор между режущей пластиной 10, прикрепленной к установочному гнезду 32, и обрабатываемой деталью. Кроме того, поверхность 33 установочного гнезда, как проиллюстрировано на фиг.3, наклонена только под углом α2 по отношению ко второй плоскости PL2 в плоскости, перпендикулярной центральной оси J.
Далее, со ссылкой на фиг.8 и 9 будет описана обработка с использованием режущего инструмента, сконфигурированного, как выше описано.
На фиг.8 и 9 в обрабатываемой детали 100 заранее подготовленное отверстие не выполнено, и когда разрез продвигается в направлении центральной оси J путем растачивания через поворот режущей пластины 10, прикрепленной к корпусу 31 режущего инструмента, участок, расположенный под центральной осью J вращения в верхней режущей кромке 13А_1, функционирует как центральная кромка, при этом обработанное отверстие 101 обрабатывается. Внутренняя периферийная поверхность обработанного отверстия 101 разрезается участком 13А_2 верхней угловой режущей кромки. Нижний участок 102 обработанного отверстия 101 разрезается в коническую форму с помощью участка 13А_1 верхней режущей кромки.
Как описано выше, в соответствии с режущим инструментом согласно этому варианту осуществления настоящего изобретения, поскольку обработанное отверстие 101 может быть обработано без выполнения заранее подготовленного отверстия, сокращается число процессов при растачивании или рассверливании.
В описанном выше варианте осуществления настоящего изобретения был описан случай, когда режущая пластина 10 является вращательно симметричной на 180 градусов по отношению к центральной оси К. Однако вариант осуществления настоящего изобретения не ограничен этим случаем, при этом случай может не иметь вращательной симметрии. Кроме того, был описан случай, в котором верхняя и нижняя режущие кромки режущей пластины 10 имеют вращательные симметрии по отношению к осям АХ1 и АХ2, но настоящее изобретение может быть применено также к случаю вращательной симметрии по отношению только к одной оси или к случаю без вращательной симметрии.
В описанном выше варианте осуществления настоящего изобретения был описан случай, когда форма режущей кромки наклонена с тем, чтобы проходить параллельно от периферии плоскости PL2 до периферии центральной оси J и таким образом проходить под центральной осью J в периферию центральной оси J. Однако настоящее изобретение не ограничено этим. Например, форма режущей кромки может быть такой, что она проходит от периферийной наружной стороны в сторону центральной оси J в направлении от плоскости PL2 и затем меняет свое направление и проходит по направлению к плоскости PL2 и, наконец, проходит ниже центральной оси J.
Промышленная применимость
Режущая пластина и режущий инструмент согласно настоящему изобретению могут быть применены для выполнения операций рассверливания и растачивания.
Реферат
Режущая пластина выполнена с возможностью растачивания или рассверливания без выполнения заранее подготовленного отверстия в обрабатываемой детали. Режущая кромка включает в себя участок режущей кромки, проходящий от стороны наружной периферии к стороне центральной оси корпуса режущего инструмента, когда режущая пластина прикреплена к установочному гнезду, достигая первой плоскости, включающей в себя центральную ось и пересекая с одной стороны к другой стороне вторую плоскость, которая перпендикулярна первой плоскости и которая включает в себя центральную ось. Технический результат: повышение производительности обработки и расширение технологических возможностей. 2 н. и 3 з.п. ф-лы, 9 ил.
Формула
переднюю поверхность (11),
заднюю поверхность (12) и
режущую кромку (13), образованную на участке пересечения между передней поверхностью (11) и задней поверхностью (12),
при этом режущая кромка (13) содержит участок (13_1) режущей кромки, проходящий от наружной периферийной стороны к стороне центральной оси (J) корпуса (31) режущего инструмента, когда режущая пластина (10) прикреплена к установочному гнезду (32),
причем участок (13_1) режущей кромки достигает первой плоскости (PL1), включающей в себя центральную ось (J), и пересекает от одной стороны к другой стороне вторую плоскость (PL2),
при этом вторая плоскость(PL2) перпендикулярна первой плоскости (PL1) и включает в себя центральную ось (J),
причем передняя поверхность (11) содержит первую переднюю поверхность (11А), образованную на первой поверхности, и вторую переднюю поверхность (11В), образованную на второй поверхности;
при этом задняя поверхность (12) содержит первую заднюю поверхность (12А) и вторую заднюю поверхность (12В), выполненные на боковой поверхности, проходящей между первой поверхностью и второй поверхностью;
причем режущая кромка (13) содержит первую режущую кромку (13А), выполненную на участке пересечения между первой передней поверхностью (11А) и первой задней поверхностью (12А), и вторую режущую кромку (13В), выполненную на участке пересечения между второй передней поверхностью (11В) и второй задней поверхностью (12В);
при этом первая и вторая режущие кромки (13А, 13В) содержат участки режущей кромки (13А_1, 13В_1), соответственно.
первая задняя поверхность (12А) и вторая задняя поверхность(12В) выполнены так, чтобы иметь положительные задние углы, соответственно.
первая режущая кромка (13А) и вторая режущая кромка (13В) имеют вращательные симметрии относительно по меньшей мере одной оси, перпендикулярной центральной оси (К) режущей пластины.
первая и вторая режущие кромки (13А, 13В) имеют участки (13А_2, 13В_2) угловой режущей кромки, образованные на угловых участках между первой и второй поверхностями, соответственно,
при этом каждый из участков (13А_1, 13В_1) режущей кромки выполнен непрерывным от каждого из участков (13А_2, 13В_2) угловой режущей кромки.
режущую пластину (10), имеющую переднюю поверхность (11), заднюю поверхность (12) и режущую кромку (13), образованную на участке пересечения между передней поверхностью (11) и задней поверхностью (12), и
корпус (31) режущего инструмента, имеющий установочное гнездо (32), к которому прикреплена с возможностью съема режущая пластина (10),
при этом режущая кромка (13) содержит участок (13_1) режущей кромки, проходящий от наружной периферийной стороны к стороне центральной оси корпуса (31) режущего инструмента, когда режущая пластина (10) прикреплена к установочному гнезду (32),
причем участок (13_1) режущей кромки достигает первой плоскости (PL1), включающей в себя центральную ось (J) и пересекает с одной стороны к другой стороне вторую плоскость (PL2), при этом вторая плоскость (PL2) перпендикулярна первой плоскости (PL1) и включает в себя центральную ось (J),
причем передняя поверхность (11) содержит первую переднюю поверхность (11А), образованную на первой поверхности, и вторую переднюю поверхность (11В), образованную на второй поверхности;
при этом задняя поверхность (12) содержит первую заднюю поверхность (12А) и вторую заднюю поверхность (12В), выполненные на боковой поверхности, проходящей между первой поверхностью и второй поверхностью;
причем режущая кромка (13) содержит первую режущую кромку (13А), выполненную на участке пересечения между первой передней поверхностью (11А) и первой задней поверхностью (12А), и вторую режущую кромку (13В), выполненную на участке пересечения между второй передней поверхностью (11В) и второй задней поверхностью (12В);
при этом первая и вторая режущие кромки (13А, 13В) содержат участки режущей кромки (13А_1, 13В_1), соответственно.
Документы, цитированные в отчёте о поиске
Инструмент для обработки отверстий
Режущая пластина для фрезы
Комментарии