Описание
B23C5/10
ФРЕЗА КОНЦЕВАЯ
Предлагаемое устройство относится к области металлообработки, а именно, к фрезам концевым и может быть использовано для обработки деталей, в том числе, имеющих криволинейные участки поверхности.
Из уровня техники известна шпоночная фреза для механической обработки с большой подачей и малой глубиной прохода и способ фрезерования детали указанной фрезой. Фреза содержит изготовленный из карбида стержень, вытянутый вдоль оси вращения, и керамическую головку, которая припаяна к одному концу стержня и содержит зубья, равномерно расположенные вокруг оси фрезы и отделенные друг от друга полостью для стружки [RU 2475340, B23C 5/10, 10.03.2010]. Недостатком известного решения является изготовление фрезы из двух частей, поскольку в процессе механической обработки скручивающие усилия, которые испытывает режущий инструмент, приводят к образованию значительных сил среза в месте спайки, способных уменьшить ее прочность, привести к отрыву головки фрезы и повредить обрабатываемую деталь.
Данное решение принято на ближайший аналог.
Технической проблемой предлагаемой полезной модели является создание надежной, жесткой конструкции фрезы с увеличенным сроком службы и с прочностными характеристиками, позволяющими повысить скорость обработки.
Техническими результатами предлагаемого решения являются повышение прочности фрезы при одновременном снижении вероятности скола режущей кромки, увеличение срока службы фрезы, обеспечение возможности обработки на повышенных скоростях.
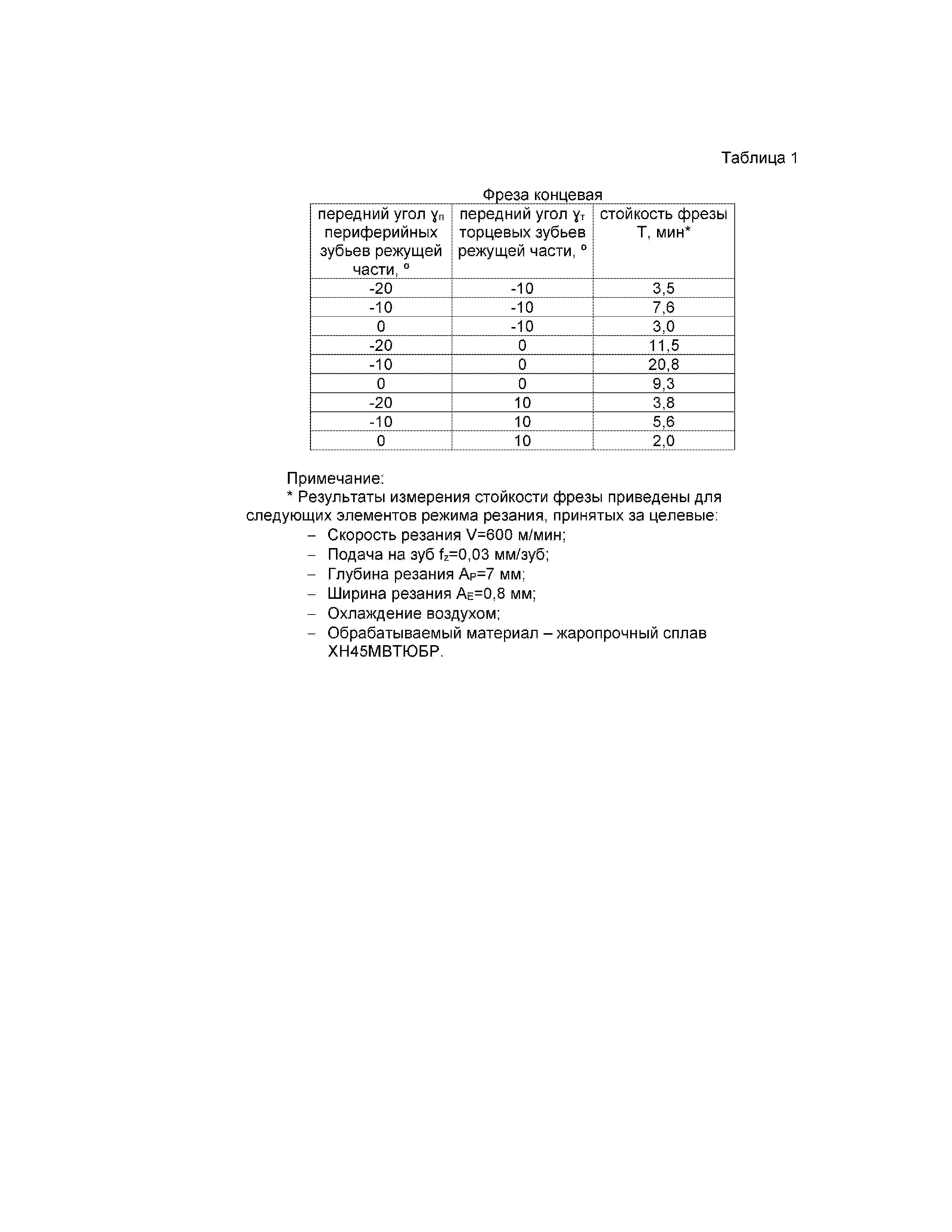
Указанный результат достигается тем, что во фрезе концевой, содержащей хвостовик и режущую часть c винтовыми зубьями, разделенными канавками для схода стружки, согласно заявленной полезной модели фреза выполнена монолитной из минералокерамики, при этом значение переднего угла периферийных зубьев режущей части составляет -10º, а значение переднего угла торцевых зубьев режущей части составляет 0º. Во фрезе концевой угол наклона спирали и шаг винтовых зубьев могут быть выполнены переменными.
Сочетание геометрических характеристик фрезы концевой с выполнением ее монолитной из минералокерамики обеспечивает заявленные технические результаты. Выполнение фрезы концевой монолитной из минералокерамики обеспечивает более жесткую и прочную конструкцию за счет отсутствия паяных соединений. Кроме того, такая конструкция дает возможность обработки на повышенных скоростях, допуская повышение температуры в зоне резания. Известно, что острые углы режущей части вызывают сколы режущей кромки и выход из строя инструментов; тупые углы вызывают перегрев и пакетирование стружки в карманах в результате возрастания сил резания, что может привести к поломке фрезы концевой(Ящерицын П.И., Фельдштейн Е.Э., Корниевич М.А. Теория резания Учебник. — 2-е изд., испр. и доп. — Мн.: Новое знание, 2006. — 512 с. : ил. — (Техническое образование); Ящерицын П.И. Основы резания материалов и режущий инструмент Учебник для машиностроит. спец. вузов / П. И. Ящерицын, М. Л. Еременко, Н. И. Жигалко. — 2-е изд., доп. и перераб. — Мн.: Выш. школа, 1981. — 560 c.). Использование заявленного сочетания значений переднего угла периферийных зубьев режущей части и переднего угла торцевых зубьев режущей части снижает вероятность скола режущей кромки (что важно, в том числе, для работы хрупкой минералокерамики), обеспечивает прочность фрезы, увеличение срока ее службы и возможность обработки на повышенных скоростях. Величины указанных углов подобраны экспериментально. Результаты исследований представлены в Таблице 1. Выполнение угла наклона спирали и шага винтовых зубьев переменными снижает вероятность возникновения резонанса и уровня вибрации в целом, что также уменьшает вероятность скола режущей кромки и обеспечивает заявленные технические результаты.
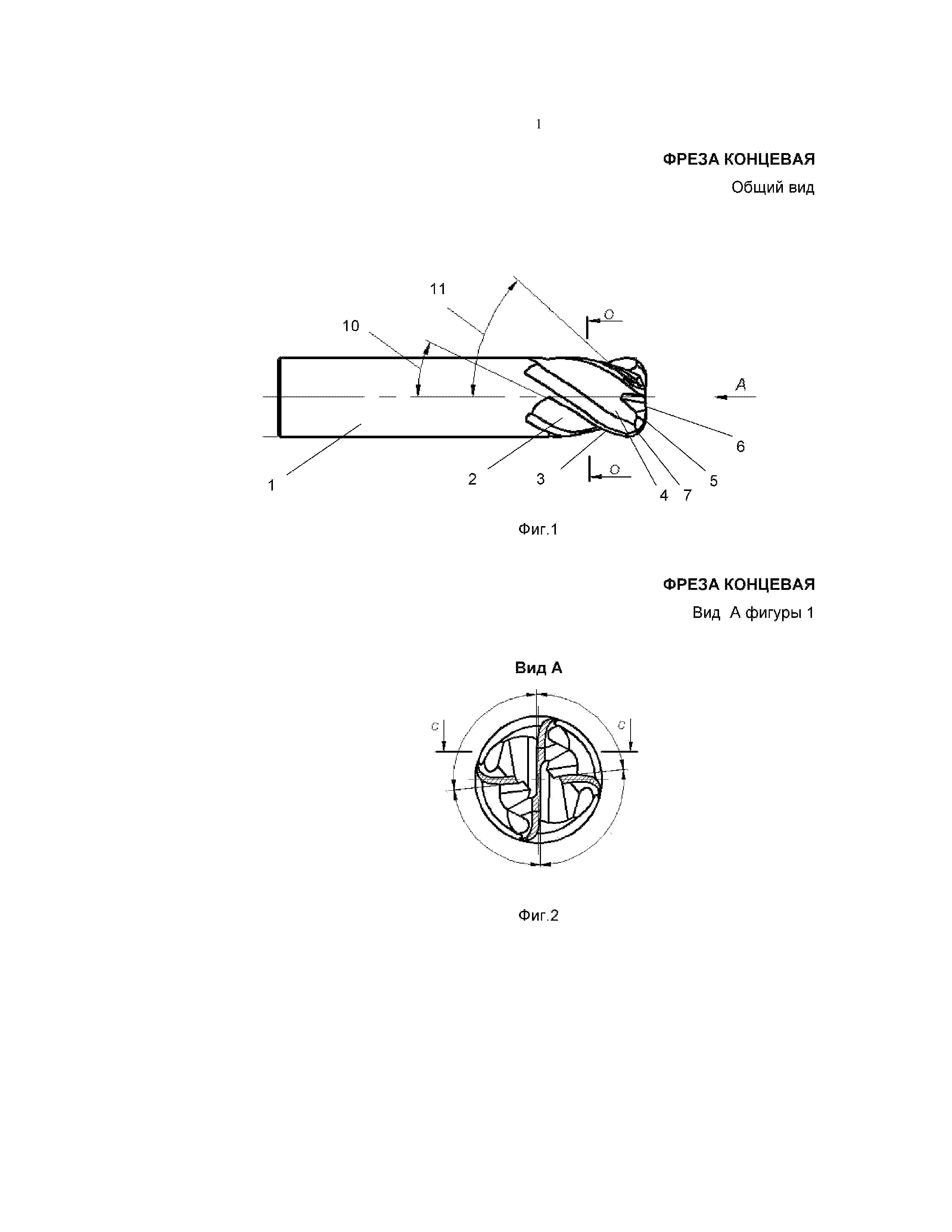
Фреза концевая иллюстрируется чертежами, где на фиг.1 представлен общий вид фрезы концевой, на фиг.2 – вид А фигуры 1, на фиг.3 – сечение О-О на фигуре 1, а фиг.4 – сечение С-С на фигуре 2.
Фреза концевая выполнена монолитной из минералокерамики и содержит хвостовик 1 (фиг.1), режущую часть 2 c винтовыми зубьями 3, разделенными канавками 4 для схода стружки. Торец 5 режущей части 2 имеет форму, состоящую из поднутрения 6, предотвращающего трение между торцом 5 и обрабатываемой поверхностью заготовки, и углового радиуса 7. Значение переднего угла периферийных зубьев 8 режущей части (фиг.3) составляет -10º. Значение переднего угла 9 торцевых зубьев режущей части (фиг.4) составляет 0º. Угол наклона спирали 10 меньше угла наклона спирали 11. Шаг винтовых зубьев 3 выполнен переменным (на фигуре не показано).
Фреза концевая работает следующим образом. Рабочий ход производят строчным методом, фрезу концевую перемещают по строчке вдоль поверхности заготовки. Когда фреза концевая вращается, обработка поверхности заготовки осуществляется поверхностью винтовых зубьев 3 режущей части 2 фрезы концевой и поверхностью торца 5.
Отличительной особенностью использования минералокерамики в качестве инструментального материала является ее способность сохранять свои физико-механические свойства при таких температурах, при которых происходит разупрочнение обрабатываемого материала – жаропрочного сплава на основе никеля (после 800°С). При этом появляется возможность существенно форсировать скорость резания, достигая значений 800 м/мин и более, что не достижимо при использовании инструмента, изготовленного из быстрорежущей стали или твердого сплава. Выполнение фрезы концевой монолитной из минералокерамики обеспечивает более жесткую и прочную конструкцию за счет отсутствия паяных соединений.
На основании проведенных заявителем исследований был сконструирован и экспериментально проверен новой профиль обрабатывающего инструмента, а именно заявлено фрезы концевой.
Реферат
РЕФЕРАТ(57) Фреза концевая относится к области металлообработки, а именно, к фрезам концевым и может быть использована для обработки деталей, в том числе, имеющих криволинейные участки поверхности.Во фрезе концевой, выполненной монолитной из металлокерамики и содержащей хвостовик (1), режущую часть (2) c винтовыми зубьями (3), разделенными канавками (4) для схода стружки, торец (5) режущей части, имеющий форму, состоящую из поднутрения (6) и углового радиуса (7). Значение переднего угла периферийных зубьев (8) режущей части составляет -10º. Значение переднего угла (9) торцевых зубьев режущей части составляет 0º.Техническими результатами предлагаемого решения являются повышение прочности фрезы при одновременном снижении вероятности скола режущей кромки, увеличение срока службы фрезы, обеспечение возможности обработки на повышенных скоростях, 2 з.п.ф., 4 илл.Референт: Гончарук М.В.
Формула
1. Фреза концевая, содержащая хвостовик и режущую часть c винтовыми зубьями, разделенными канавками для схода стружки, отличающаяся тем, она выполнена монолитной из минералокерамики, при этом значение переднего угла периферийных зубьев режущей части составляет -10°, а значение переднего угла торцевых зубьев режущей части составляет 0°.
2. Фреза по п.1, отличающаяся тем, что угол наклона спирали винтовых зубьев выполнен переменным.
3. Фреза по п.1, отличающаяся тем, что шаг винтовых зубьев выполнен переменным.

Комментарии