Шпоночная фреза для механической обработки с большой подачей и малой глубиной прохода и способ фрезерования детали указанной фрезой - RU2475340C2
Код документа: RU2475340C2
Чертежи
Описание
Настоящее изобретение относится к фрезам, в частности шпоночным фрезам, для механической обработки с большой подачей и малой глубиной прохода, используемым, в частности, для механической обработки деталей из высокотвердых материалов, используемых в авиационной промышленности.
Авиационная турбина содержит множество конструктивных элементов, выполненных из материалов с повышенной твердостью, в том числе из композитных материалов и сверхсплавов на базе никеля и кобальта. Высокоскоростная механическая обработка этих материалов приводит к образованию значительных термических и механических напряжений в режущих инструментах, которые необходимо изготавливать из высокопрочных и устойчивых к повышенным температурам материалов.
Известно, что шпоночную фрезу можно изготавливать из заготовки керамического материала или карбида. Керамическая фреза обладает повышенной твердостью, высоким термическим сопротивлением и позволяет производить высокоскоростную механическую обработку, а также добиваться значительной скорости срезания материала. Однако ее производство является дорогостоящим, фреза является непрочной, в результате чего она, как правило, применяется при механической обработке мягких материалов, например дерева, и не используется в авиационной промышленности. Производство фрезы из карбида является менее дорогостоящим, она лучше выдерживает механические сопротивления в процессе механической обработки. Однако такая фреза обладает меньшей производительностью и изнашивается быстрее, чем фреза, выполненная из керамического материала.
Ранее предлагалось изготавливать фрезу, которая бы содержала первую цилиндрическую часть, изготовленную из карбида и образующую стержень фрезы, на одном конце которой путем припаивания крепилась бы вторая керамическая цилиндрическая часть, образующая головку фрезы с режущими кромками. Паяный шов, как правило, располагается в плоскости, практически перпендикулярной оси вращения фрезы. Такой тип фрезы, состоящей из двух частей, является более предпочтительным, поскольку позволяет ограничиться использованием керамики только для изготовления головки фрезы и выбрать обладающий большей, чем у керамики, упругой деформацией и более экономичный материал для производства стержня инструмента. Кроме того, такая фреза позволяет, в частности, осуществлять высокоскоростную механическую обработку деталей, изготовленных их сверхсплавов или композитных материалов. Описание такого типа фрезы приводится в патенте заявителя ЕР-В-0477093.
В то же время состоящая из двух частей фреза вышеупомянутого типа обладает существенным недостатком. В процессе механической обработки скручивающие усилия, которые испытывает режущий инструмент, приводят к образованию значительных сил среза в месте спайки, способных уменьшить ее прочность, привести к отрыву головки фрезы и повредить обрабатываемую деталь.
В настоящем изобретении предлагается простое, эффективное и выгодное, с экономической точки зрения, решение этой проблемы.
Задачей настоящего изобретения является разработка шпоночной фрезы вышеупомянутого типа, размеры и геометрические формы которой позволяли, в частности, уменьшить величину сил среза, воздействующих в процессе механической обработки на паяный шов в месте соединения стержня и головки фрезы.
Для решения поставленной задачи предлагается фреза, в частности шпоночная фреза, содержащая изготовленный из карбида стержень, вытянутый вдоль оси вращения фрезы, и керамическую головку, которая путем припаивания крепится к одному концу стержня; при этом данная головка содержит зубья, равномерно располагаемые вокруг оси фрезы и отделяемые друг от друга полостью для стружки, при этом каждый зуб имеет главную, фактически радиально расположенную режущую кромку, образованную в результате пересечения передней поверхности и задней поверхности, отличающаяся тем, что фреза имеет форму усеченного конуса, в котором большее основание располагается со стороны головки, при этом величина конусности фрезы составляет приблизительно 1-5°; контур задней поверхности, образуемый в результате пересечения заднего поверхности с плоскостью, проходящей через ось фрезы, имеет закругленную, выгнутую наружу форму, радиус кривизны которой составляет приблизительно 5-20 мм; угол резания, образуемый между режущей поверхностью каждого зуба и вышеупомянутой плоскостью, проходящей через ось вращения фрезы и определенную точку главной режущей кромки зуба, является отрицательным и составляет приблизительно 2-8°, при этом данный угол измеряется в рабочей плоскости, перпендикулярной оси вращения фрезы и проходящей через определенную точку главной режущей кромки зуба.
Благодаря сочетанию геометрических и размерных характеристик фрезы согласно изобретению усилия среза, которые передаются от зубьев к детали в процессе механической обработки, выражаются в небольших скручивающих усилиях в фрезе и бóльших осевых напряжениях сжатия, которым фреза значительно менее чувствительна. Снижение скручивающих усилий в фрезе позволяет уменьшить усилия среза в паяном шве фрезы и ограничить тем самым опасность отрыва головки от стержня фрезы.
Фреза согласно изобретению обеспечивает высокоскоростную механическую обработку деталей, при производстве которых используются высокотвердые материалы, в частности, изготовленного из Inconel 718 колеса центробежного компрессора турбины. Данная фреза позволяет добиться значительных скоростей резания и подачи, повысить показатели снятия материала с целью сокращения времени механической обработки детали.
В настоящей заявке под плоскостью отсчета Pr понимается плоскость, проходящая через ось вращения фрезы и определенную точку основной режущей кромки зуба. Рабочая плоскость Pf представляет собой плоскость, перпендикулярную оси вращения фрезы и проходящую через определенную точку основной режущей кромки зуба. Задняя плоскость Рр является плоскостью, перпендикулярной плоскости отсчета и рабочей плоскости в определенной точке главной режущей кромки. Плоскость кромки Ps представляет собой плоскость, располагаемую по касательной к главной режущей кромке в определенной точке данной кромки и перпендикулярную соответствующей плоскости отсчета. Нормальная плоскость Pn - это плоскость, перпендикулярная главной режущей кромке в определенной точке данной кромки. Режущая поверхность зуба является поверхностью, вдоль которой скользит стружка материала, а задняя поверхность зуба представляет собой поверхность, вдоль которой следуют одна за другой поверхности, образуемые на детали.
Предпочтительно, чтобы коническая форма фрезы была определена для ограничения трения между внешней поверхностью фрезы и боковыми стенками детали в процессе механической обработки, при этом такое трение способно привести к образованию термических напряжений в фрезе и обрабатываемой детали, которые повлекут за собой ускоренное разрушение фрезы и деформацию детали. Данная коническая форма предназначена также для обеспечения хорошего удаления стружки материала. Величина конусности составляет, например, около 3°.
Предпочтительно также, чтобы контур поверхности заднего угла, образуемый в результате пересечения задней поверхности и плоскости, проходящей через ось фрезы, имел закругленную, выгнутую наружу форму, радиус кривизны которой составляет, например, около 12 мм. Форма данного контура позволяет ограничить скручивающие усилия в фрезе и способствует распределению осевого напряжения сжатия в фрезе.
Предпочтительно также, чтобы угол радиального или бокового резания γf, измеряемый в рабочей плоскости, перпендикулярной оси вращения фрезы и проходящей через определенную точку основной режущей кромки, был отрицательным, что позволяет повысить прочность режущей кромки, а также обеспечить хорошее удаление стружки. Этот отрицательный угол также позволяет получить напряжение сжатия, а не скручивания на режущей кромке, когда эта кромка приближается к концу черты резания, а стружка готова оторваться от детали. Радиальный угол резания γf может составлять, например, около -5°.
Предпочтительно, чтобы фреза содержала вспомогательную режущую кромку, которая имеет фактически осевое соединение с основной режущей кромкой посредством закругленной вершины с небольшим радиусом кривизны, например, от 0,5 до 1 мм. Главная и вспомогательная режущие кромки зуба образуют между собой режущую поверхность зуба. Осевой передний угол γp, образуемый между режущей поверхностью каждого зуба и плоскостью отсчета, является положительным и составляет приблизительно 1-5°, при этом данный угол измеряется в задней плоскости.
Фреза согласно изобретению имеет положительную/отрицательную геометрическую форму, отличающуюся тем, что осевой передний угол γр является положительным, а радиальный передний угол γf - отрицательным. Данный тип фрезы может выдерживать очень значительные усилия резания, превышающие усилия резания, выдерживаемые фрезой с двойной положительной геометрической формой. Данная положительная/негативная геометрическая форма позволяет также добиться высокоскоростной механической обработки при сильной подаче, поскольку отрицательный радиальный передний угол повышает сопротивление режущей кромки, а положительный осевой передний угол способствует появлению стружки и ее удалению со стороны, противоположной головке фрезы.
Фреза согласно изобретению в зависимости от рассмотренного варианта применения может содержать от двух до восьми зубьев. Внешний диаметр D может составлять, например, приблизительно 10-30 мм, а размеры головки фрезы по оси - приблизительно 5-10 мм.
Основная режущая кромка может соединяться с режущей поверхностью посредством фаски, при этом данная фаска, осевые размеры которой составляют приблизительно 0,01-0,3 мм, образует с режущей поверхностью угол от 10° до 30°.
Предпочтительно, чтобы задняя поверхность располагалась в направлении по окружности на расстоянии, равном приблизительно 0,1-2 мм.
Предпочтительно также, чтобы угол, образованный между поверхностью скоса угла и упорной поверхностью, располагаемой по касательной к определенной точке главной режущей кромки и перпендикулярно к плоскости отсчета, являлся положительным и составлял порядка 5-10°; при этом данный угол измеряется в нормальной плоскости к определенной точке кромки. Например, этот угол заднего угла α может составлять приблизительно 7°.
Целесообразно, чтобы поверхность вспомогательного заднего угла располагалась после поверхности заднего угла, а контур поверхности вспомогательного заднего угла, образованного в результате пересечения данной поверхности с плоскостью, проходящей через ось фрезы, имел закругленную, выгнутую наружу форму, радиус кривизны которой составляет приблизительно 5-20 мм. Предпочтительно, чтобы задний вспомогательный угол, образованный поверхностью заднего вспомогательного угла и плоскостью вышеупомянутой кромки, являлся положительным и составлял приблизительно 10-20°.
Предпочтительно также, чтобы задняя поверхность и вспомогательная задняя поверхность угла были соединены с боковой стенкой зуба посредством закруглений, радиус кривизны которых составляет приблизительно 0,5-1 мм. Эти закругления повышают устойчивость фрезы и обеспечивают более равномерное распределение теплоты и изнашиваемости.
Предпочтительно также, чтобы зубья располагались вокруг центрального круглого углубления в головке, при этом данное углубление имеет, как правило, форму усеченного конуса, ось которого совпадает с осью фрезы, а основание располагается со стороны нижнего края фрезы; при этом верхняя часть углубления представляет собой часть сферы, радиус которой составляет приблизительно 2-8 мм. Угол раскрытия этого углубления может составлять приблизительно 90-150°, например 120°. Углубление предпочтительно соединено с поверхностями заднего угла и вспомогательного заднего угла каждого зуба посредством закругленного отбортованного фланца, угол кривизны которого составляет приблизительно 0,5-1 мм. Диаметр данного углубления составляет, например, приблизительно 5-15 мм, а высота по оси - приблизительно 1-3 мм. Фреза, имеющая такое углубление, позволяет, в частности, производить изготовление наклонных канавок (или обработку наклонных плоскостей). В этом случае фреза немного наклонена в направлении подачи относительно нормали обрабатываемой детали для того, чтобы не допустить расположения фрезы плашмя против обрабатываемой детали. Такой наклон δ, составляющий приблизительно 1-5°, предпочтительно 2-3°, предназначен для предотвращения заедания фрезы, приводящего к повреждению поверхности обрабатываемой детали и появлению глубоких следов.
В изобретении также предлагается способ фрезерования детали, изготовленной из композитного материала или сверхсплава посредством шпоночной фрезы описанного выше типа, отличающийся тем, что скорость резания vc составляет 200-1500 м/мин, предпочтительно 600-1000 м/мин, при этом подача на зуб fz составляет 0,1-1 мм/зуб, предпочтительно 0,2-0,5 мм, а глубина прохода ap - 0,01-2 мм, предпочтительно 0,1-1 мм. Такие диапазоны определяют оптимальные условия, в которых рекомендуется использовать фрезу согласно изобретению без риска быстрой ее изнашиваемости или поломки.
Скорость резания (vc в м/мин) обозначает скорость, при которой режущая кромка обрабатывает поверхность детали. Данная скорость позволяет устанавливать число оборотов шпинделя в минуту фрезы, исходя из диаметра D данной фрезы.
Подача на зуб (fz в мм/зуб) представляет собой линейное расстояние, которое проходит фреза от момента проникновения двух последовательно установленных зубьев в деталь. Подача на оборот (f в мм/оборот) фрезы образуется произведением подачи на зуб и количества z зубьев фрезы. Подача на оборот фрезы показывает, насколько инструмент подается в процессе вращения, и является величиной, специально используемой для измерения подачи фрезы.
Глубина осевого резания (ap в мм) в процессе фрезерования при отделке поверхности соответствует толщине снимаемого инструментом материала и расстоянию, на котором инструмент устанавливается ниже исходной поверхности детали.
Изобретение, другие его отличительные признаки, детали и преимущества станут более понятны после изучения приводимого ниже детального описания, которое носит иллюстративный, но не ограничительный характер, со ссылкой на прилагаемые фигуры чертежей, в числе которых:
Фиг.1 изображает схематичный вид снизу шпоночной фрезы согласно изобретению;
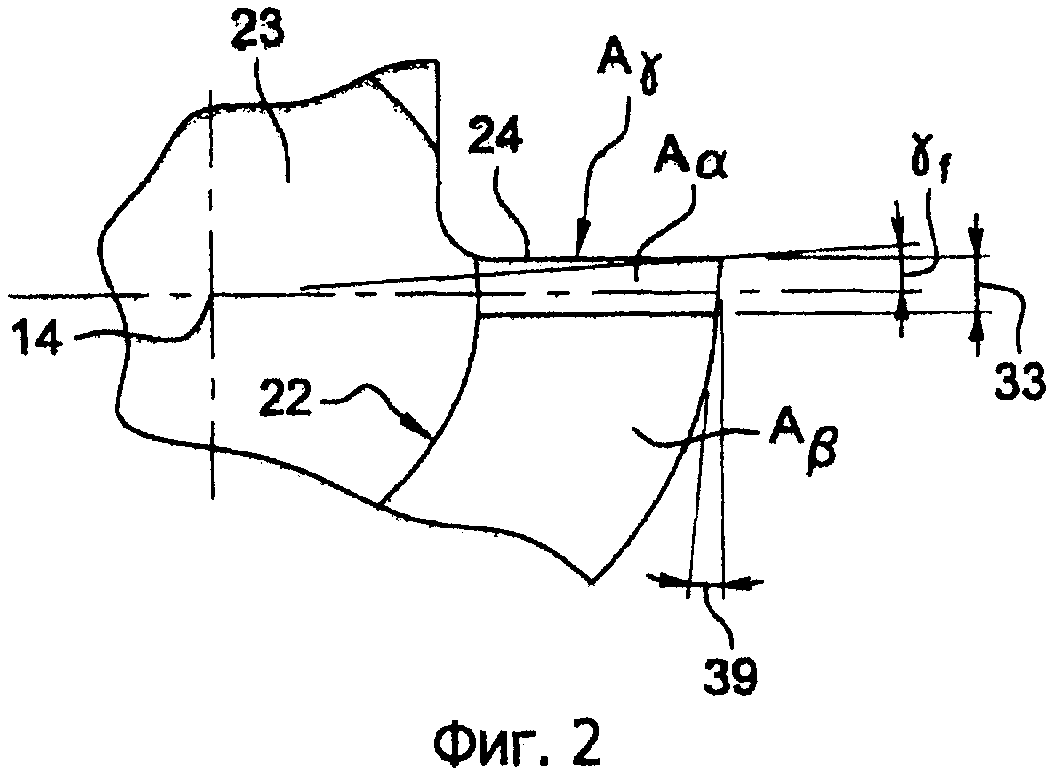
Фиг.2 - увеличенный вид детали I2, представленной на фиг.1;
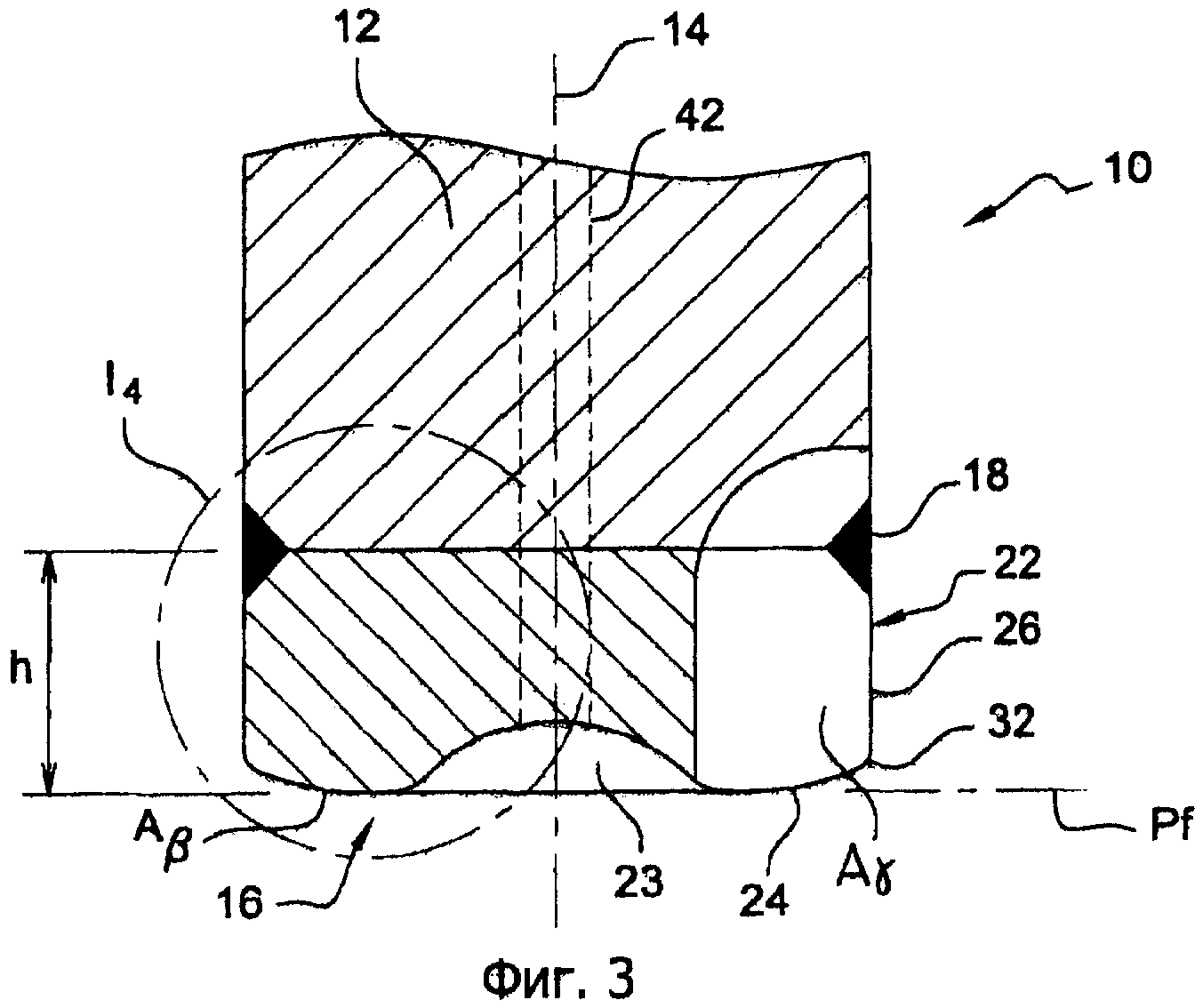
Фиг.3 - вид в разрезе, выполненном по линии III-III, детали, представленной на фиг.1;
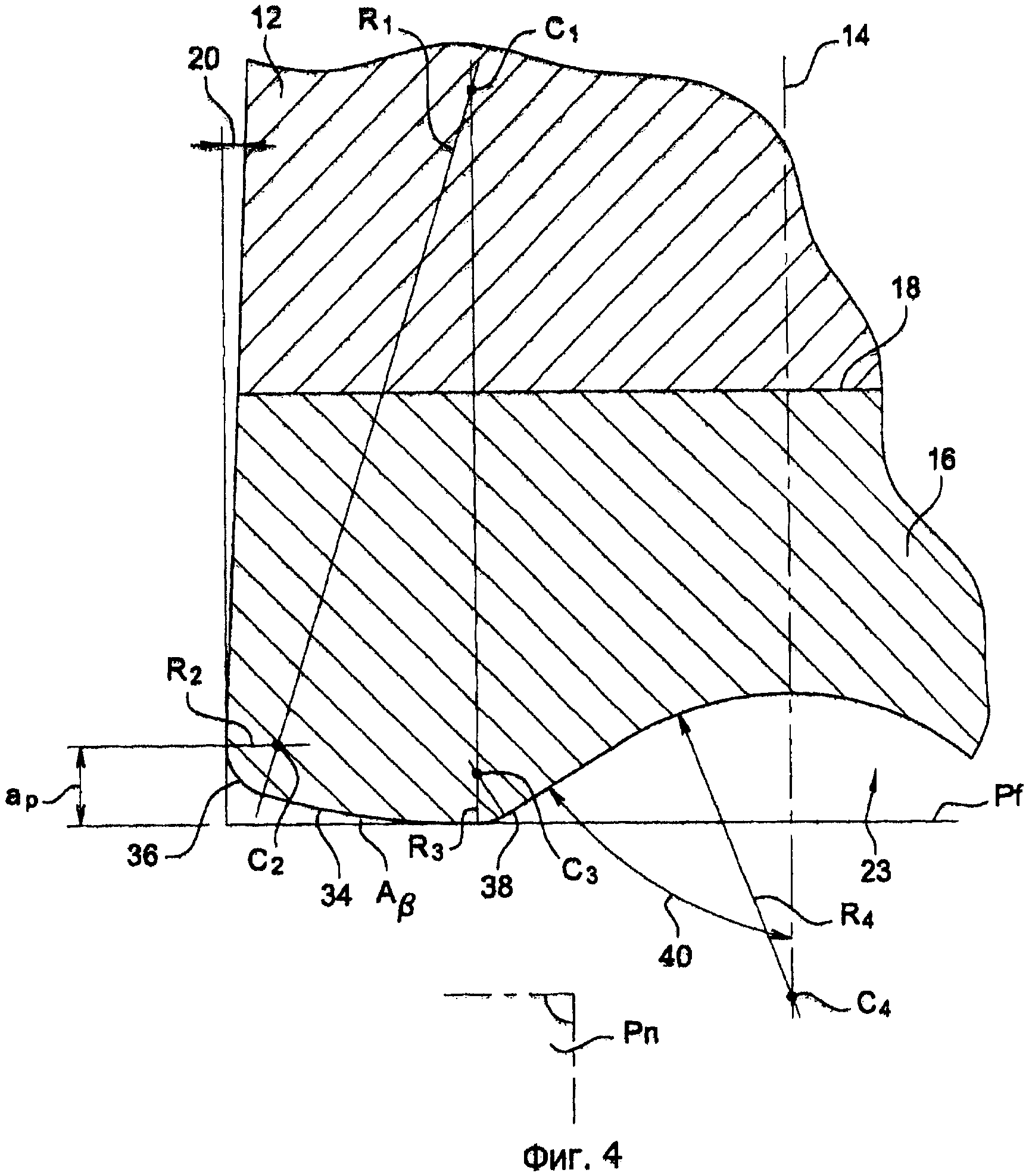
Фиг.4 - увеличенный вид детали I4, представленной на фиг.3;
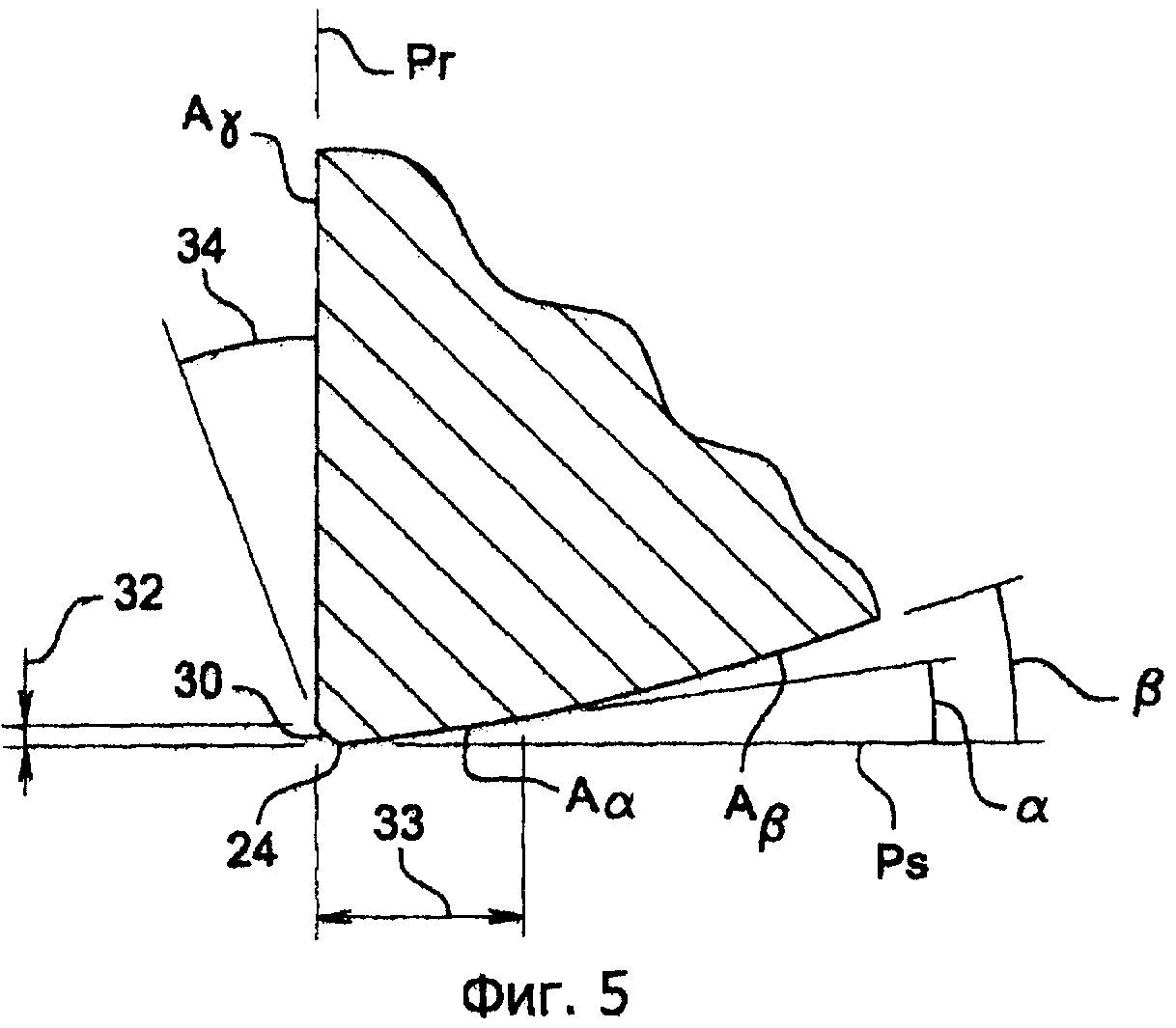
Фиг.5 - вид в разрезе, выполненном по линии V-V, детали, представленной на фиг.1.
На фиг.1-5 изображена шпоночная фреза 10 согласно изобретению, предназначенная для обработки с большой подачей и незначительной глубиной прохода деталей, изготовленных из высокотвердых используемых в самолетостроении материалов, например из композитных материалов или сверхсплавов, например Inconel 718.
Данная фреза 10 содержит изготовленный из карбида и имеющий вытянутую форму стержень 12, который располагается вдоль оси 14 вращения фрезы, на свободном конце которого путем припаивания крепится скошенная слева керамическая головка 16, образующая активную часть фрезы. Например, стержень 12 фрезы изготавливается из карбида вольфрама, а его головка 16 из керамического материала на основе окиси алюминия. Паяный шов 18 располагается в плоскости, перпендикулярной оси вращения 14 фрезы (фиг.3). Стержень 12 фрезы крепится посредством соответствующих средств на патроне станка.
Как правило, фреза 10 имеет форму усеченного конуса. Большее основание усеченного конуса располагается на уровне головки 16 фрезы, и величина конусности 20 фрезы составляет приблизительно 1-5°, предпочтительно 2-4°, например 3° (фиг.4).
Внешний диаметр D головки 16 фрезы составляет приблизительно 10-30 мм, а ее высота или осевой размер h - приблизительно 5-10 мм. В представленном примере диаметр D головки составляет 18 мм, высота - 7 мм.
Головка 16 содержит три режущих зуба 22, ориентированных по окружности и равномерно рассредоточенных вокруг оси 14 фрезы. Эти зубья располагаются вокруг центральной полости 23 фрезы, которая более детально будет описана ниже со ссылкой на фиг.4.
Каждый зуб 22 содержит основную режущую кромку 24, имеющую фактически радиальное расположение, и вспомогательную режущую кромку 26, имеющую фактически осевое расположение, которые разграничивают между собой переднюю режущую поверхность Аγ. Согласно представленному примеру режущая сторона Аγ каждого зуба вытянута на всю высоту головки 16 и захватывает часть нижнего края стержня 12 фрезы, проходя через плоскость места спайки 18 (фиг.3).
Режущая поверхность Аγ образует поверхность скольжения стружки материала и вместе с задним краем соседнего зуба формирует полость для стружки 28, в которой в процессе выполнения операций по механической обработке стружка находится определенное время, после чего выбрасывается наружу.
Режущая поверхность Аγ определяет угол резания, который составляет приблизительно 80-100°, например 87°, относительно поверхности обрабатываемой детали.
Режущая поверхность Аγ соединена с основной режущей кромкой 24 посредством фаски 30 (фиг.5), высота 32 или осевые размеры которой составляют приблизительно 0,01-0,3 мм, например 0,1 мм. Угол 34, образованный между фаской и режущей поверхностью Аγ, составляет приблизительно 10-30°, например 20°.
Основная 24 и вспомогательная 26 режущие кромки соединены между собой посредством вершины 32, радиус кривизны которой составляет приблизительно 0,5-1 мм, например 0,8 мм (фиг.3).
На фигурах чертежей дается определение следующих плоскостей:
- Pr - плоскость отсчета фрезы, проходящая через определенную точку (например, через расположенный ближе к центру радиуса край) основной режущей кромки зуба 22 и ось вращения 14 фрезы;
- Pf - рабочая плоскость фрезы, располагаемая перпендикулярно плоскости отсчета Pr и проходящая через определенную точку основной режущей кромки зуба 22 (данная плоскость совпадает с плоскостью, изображенной на фиг.1);
- Рр - задняя плоскость фрезы, располагаемая перпендикулярно плоскости отсчета Pr и рабочей плоскости Pf и проходящая через определенную точку зуба;
- Pn - нормальная плоскость кромки, располагаемая перпендикулярно главной режущей кромке 24 и проходящая через определенную точку данной кромки (например, через ее расположенный ближе к центру радиуса край), при этом плоскость Pn, изображенная на фиг.5, соответствует плоскости сечения, выполненной по линии V-V, изображенной на фиг.1;
- Ps - плоскость кромки фрезы, располагаемая по касательной к определенной точке главной режущей кромки (ее расположенному ближе к центру радиуса краю) и перпендикулярно плоскости отсчета Pf.
Радиальный угол резания γf, образуемый между режущей поверхностью Аγ каждого зуба 22 и плоскостью отсчета Pr, является отрицательным и составляет приблизительно 2-8°, предпочтительно 4-6°, например 5°. Этот угол γр измеряется в рабочей плоскости Pf (фиг.2).
Осевой угол резания γp, образуемый между режущей поверхностью Аγ и плоскостью отсчета Pr, является положительным и составляет приблизительно 1-5°, предпочтительно 2-4°, например 3°. Этот угол γр измеряется в задней плоскости Pp.
Режущая поверхность Аγ соединяется посредством скошенной кромки 30 и главной режущей кромки 24 с задней поверхностью Аα, продолжением которой в направлении задней части является нижняя вспомогательная поверхность Аβ.
Задняя поверхность Аα вытянута в направлении по окружности на расстоянии 33, которое составляет приблизительно 0,1-2 мм, предпочтительно 0,5-1 мм (фиг.2).
Задний угол α, образованный между задней поверхностью Аα и плоскостью кромки Ps, является положительным и составляет приблизительно 5-10°, например 7°. Этот угол измеряется в нормальной плоскости Pn (фиг.5).
Вспомогательная задняя поверхность Аβ вытянута от задней поверхности An до заднего края зуба 22, а угол β, образованный между вспомогательной задней поверхностью Аβ и плоскостью кромки Ps, является положительным и составляет около 10-20°, например 15°. Этот вспомогательный угол β также измеряется в вышеупомянутой нормальной плоскости Pn.
Контуры задней поверхности Аα и вспомогательной задней поверхности Аβ, образованные в результате пересечения задней поверхности и вспомогательной задней поверхности с плоскостями, проходящими через ось вращения 14 фрезы, имеют закругленную, выгнутую наружу форму, радиус кривизны которой R1 составляет приблизительно 5-20 мм, предпочтительно 10-15 мм, например 12 мм.
На фиг.4 изображен выполненный по оси разрез фрезы в увеличенном виде, при этом сечение проходит через вспомогательную заднюю поверхность Аβ зуба 22. На этой фигуре чертежа можно увидеть закругленный контур 34 этой вспомогательной задней поверхности Аβ и ее радиус кривизны R1.
Внутренний радиальный край контура 34 располагается ниже внешнего радиального края данного контура, т.е. внутренние и внешние периферийные отбортованные фланцы каждого зуба 22 смещены по оси относительно друг друга, при этом внутренний периферийный отбортованный фланец зуба располагается под внешним периферийным отбортованным фланцем данного зуба. Таким образом, внутренние периферийные отбортованные фланцы зубьев определяют нижний край фрезы и в процессе выполнения операций по фрезерованию первыми вступают в соприкосновение с деталью, подвергаемой механической обработке.
Закругленный контур 34 вспомогательной задней поверхности Аβ соединен своей внешней радиальной оконечностью с боковой стенкой зуба посредством закругления 36, радиус кривизны которого R2 составляет приблизительно 0,5-1 мм, например 0,8 мм. Контур 34 поверхности Аβ соединен своей внутренней радиальной оконечностью с центральным углублением 23 фрезы посредством закругления 38, радиус кривизны которого R3 также составляет приблизительно 0,5-1 мм, например 0,8 мм. Эти закругления вытянуты на всю длину окружности зуба на уровне его задней поверхностей Аα и вспомогательной задней поверхности Аβ, при этом внешнее радиальное закругление 36 зуба соединено с вершиной 32 данного зуба.
Как это показано на представленном примере, закругленный контур 34 вытянут в плоскости сечения под углом приблизительно 20-25°, а его центр располагается на уровне стержня 12 фрезы. Центры С2 и С3 закругленных отбортованных фланцев 36, 38 располагаются на радиусах контура 34. Отбортованный фланец 36 располагается под углом приблизительно 70-80°, а отбортованный фланец 38 - под углом приблизительно 30-40° в вышеуказанной плоскости.
Боковая стенка каждого зуба 22 слегка сближается внутрь, если следовать спереди назад (фиг.2), и расходится на угол 39, равный 5-12°, например 7°, в плоскости, проходящей по касательной к внешней стенке стержня фрезы.
Центральное углубление 23 фрезы имеет, как правило, форму усеченного конуса, вытянутого вдоль оси 14 фрезы, при этом большее основание усеченного конуса располагается со стороны головки 16, а угол раскрытия 40 конуса составляет приблизительно 90-150°, предпочтительно 110-130°, в частности 120°.
Верхняя часть углубления 23 представлена частичной сферой, центр которой С4 располагается на оси 14 фрезы, а радиус кривизны R4 составляет приблизительно 2-8 мм, предпочтительно 3-6 мм, например 4,7 мм. Высота или осевые размеры углубления 23 составляют приблизительно 1-3 мм, а диаметр в ее основании - приблизительно 5-15 мм.
Фреза 10 может содержать осевой канал 42 подачи смазывающего вещества головки фрезы, при этом верхний конец данного канала 42 соединен с емкостью, содержащей смазывающее вещество, а нижний конец попадает в центральное углубление 23 фрезы (фиг.1 и 3). В качестве варианта нижний конец этого канала 42 может быть соединен с тремя каналами, каждый из которых выходит на уровне одного зуба 22 фрезы.
Фреза 10, изображенная на фигурах чертежа, позволяет производить канавки в твердых материалах с большой скоростью резания, большой подачей и малой глубиной прохода. Как это показано в примере, глубина прохода ap фактически соответствует расстоянию по оси между внутренним и внешним периферийными отбортованными фланцами зубьев фрезы (фиг.4). Диапазон величин, рекомендуемых для использования данной фрезы, следующий:
- скорость резания vc составляет предпочтительно 600-1000 м/мин;
- подача на зуб fz - предпочтительно 0,2-0,5 мм;
- глубина прохода ap составляет 0,1-1 мм.
Реферат
Фреза содержит изготовленный из карбида стержень, вытянутый вдоль оси вращения, и керамическую головку, которая припаяна к одному концу стержня и содержит зубья, равномерно расположенные вокруг оси фрезы и отделенные друг от друга полостью для стружки. При этом каждый зуб содержит главную, имеющую фактически радиальное расположение режущую кромку, образованную в результате пересечения передней поверхности и задней поверхности, для уменьшения сил, действующих на паяный шов, фреза имеет форму усеченного конуса, в котором большее основание располагается со стороны головки. При этом величина уклона конуса фрезы составляет 1-5°. Контур задней поверхности, образуемый в результате пересечения задней поверхности с плоскостью, проходящей через ось фрезы, имеет закругленную, выгнутую наружу форму, радиус кривизны составляет 5-20 мм, радиальный передний угол составляет 2-8°. При этом данный угол измеряется в рабочей плоскости, перпендикулярной оси вращения фрезы и проходящей через определенную точку главной режущей кромки зуба. Способ фрезерования детали, изготовленной из композитного материала или сверхсплава, включает использование скорости резания 200-1500 м/мин и скорость подачи на зуб - 0,1-1 мм при глубине прохода - 0,01-2 мм. 2 н. и 13 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Биметаллический инструмент
Комментарии