Аппарат для нанесения заклепок на заготовку, содержащий устройство для контроля и корректирования положения клепального рабочего устройства относительно упомянутой заготовки - RU2698238C2
Код документа: RU2698238C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к системам и способам контроля и корректировки положения рабочего устройства относительно заготовки.
Выражение «рабочее устройство» использовано в настоящем описании и в пунктах прилагаемой формулы для обозначения любого устройства, средства или инструмента, которые могут быть применены на любом промышленном предприятии для выполнения какой-либо производственной операции.
Конкретной областью применения настоящего изобретения, раскрытой в настоящем описании, является область клепальных устройств, устанавливаемых на манипуляционном роботе и предназначенных для нанесения соединительных заклепок на элементы из листового металла, например, на линии сборки транспортных средств. Кроме того, областью применения настоящего изобретения является, например, область электрических пистолетов для точечной сварки, устанавливаемых на манипуляционном роботе, или область сварочных пистолетов, управляемых вручную оператором. Еще одной областью применения является область вальцовочных устройств, устанавливаемых на манипуляционном роботе.
В любой вышеупомянутой области применения существует проблема позиционирования и ориентирования рабочего устройства относительно заготовки надлежащим образом. В частности, это относится к случаю, когда рабочее устройство содержит главную рабочую ось, имеющую предварительно заданное положение и ориентацию относительно рабочего устройства, при этом заготовка имеет поверхность, задающую предпочтительную ось, вдоль которой следует выполнять операцию и которая называется здесь «рабочей осью», причем она имеет предварительно заданное положение и ориентацию относительно вышеупомянутой поверхности заготовки.
В случае, например, клепального устройства, как правило, необходимо, чтобы главная рабочая ось устройства, соответствующая направлению нанесения заклепок, была перпендикулярна, в пределах предварительно заданной допустимой погрешности, участку поверхности заготовки (например, элемента из листового металла), на котором непосредственно выполняется операция. По аналогии, в случае сварочного пистолета или в случае вальцовочной головки необходимо, чтобы инструмент был правильно ориентирован относительно заготовки.
В частном случае линии сборки транспортных средств проблема надлежащего ориентирования рабочего устройства, такого как, например, клепального устройства, сварочного пистолета или вальцовочной головки, усложняется из-за того, что листовой металл, образующий конструкции, предназначенные для обработки, может иметь неоднородное качество. Поэтому, даже если рабочее устройство во время предварительной наладки размещено точно, в нормальном режиме работе в конечных изготовленных конструкциях могут возникать различные дефекты.
Задача изобретения
Задача настоящего изобретения состоит в том, чтобы предложить контрольное устройство универсального применения, которое может быть присоединено посредством простых и быстрых операций к любому рабочему устройству и которое обеспечило бы возможность в режиме реального времени, до осуществления операции с каждой отдельной заготовкой (или, по желанию, периодически с одной заготовкой в каждой предварительно заданной партии заготовок), выполнять операцию контроля положения и ориентации рабочего устройства относительно заготовки и также, при необходимости, корректировать положение и/или ориентацию рабочего устройства, для обеспечения необходимого качества операции.
Раскрытие сущности изобретения
Для решения упомянутой задачи настоящее изобретение относится к устройству контроля и корректировки положения рабочего устройства относительно заготовки,
- причем рабочее устройство содержит главную рабочую ось, имеющую предварительно заданное положение и ориентацию относительно рабочего устройства;
- причем заготовка имеет поверхность, задающую рабочую ось, имеющую предварительно заданное положение и ориентацию относительно упомянутой поверхности заготовки; и
- причем для позиционирования рабочего устройства и/или заготовки предусмотрен аппарат, выполненный с возможностью изменять положение и/или ориентацию рабочего устройства относительно заготовки,
причем упомянутое устройство контроля и корректировки положения отличается тем, что оно содержит:
- измерительное средство, выполненное с возможностью присоединения к рабочему устройству и оснащенное одним или несколькими датчиками в заданных положениях относительно рабочего устройства, причем упомянутые датчики выполнены с возможностью измерять с использованием бесконтактной технологии расстояния от датчиков до упомянутой поверхности заготовки вдоль соответствующих направлений, имеющих заданные ориентации;
- первые электронные обрабатывающие средства, выполненные с возможностью обрабатывать измеренные значения, определенные с помощью упомянутых бесконтактных датчиков так, чтобы получить значение по меньшей мере одного угла, указывающего на ориентацию упомянутой главной рабочей оси рабочего устройства относительно упомянутой рабочей оси, заданной заготовкой; и
- вторые электронные управляющие средства, выполненные с возможностью использовать информацию, поступающую от упомянутого первого электронного обрабатывающего средства, для генерации в случае необходимости управляющего сигнала, используемого упомянутым позиционирующим аппаратом для позиционирования упомянутого рабочего устройства в соответствии с требуемой ориентацией относительно заготовки.
В предпочтительном варианте осуществления настоящего изобретения вышеупомянутое измерительное средство содержит опорную конструкцию, выполненную с возможностью присоединения в заданном положении к рабочему устройству, и по меньшей три датчика для бесконтактного измерения расстояния, установленных в заданных положениях на упомянутой опорной конструкции и выполненных с возможностью измерять значения соответствующих расстояний до поверхности заготовки вдоль по меньшей мере трех соответствующих направлений измерения. В частности, в вышеупомянутом примере варианта осуществления настоящего изобретения упомянутая опорная конструкция выполнена с возможностью съемного присоединения к рабочему устройству в положении, в котором упомянутые датчики распределены вокруг упомянутой главной рабочей оси рабочего устройства, причем упомянутые три направления измерения взаимно сходятся в направлении упомянутой поверхности заготовки.
Кроме того, в случае предпочтительного варианта осуществления настоящего изобретения опорная конструкция содержит участок установки датчика, имеющий стенки, на которых установлены вышеупомянутые датчики и которые окружают на заданном расстоянии рабочее устройство с двух или более сторон, и участок крепления, выполненный с возможностью крепиться к элементу, установленному на автоматическом аппарате, используемом для позиционирования рабочего устройства. Причем упомянутый участок крепления обеспечивает консольную опору для упомянутого участка установки датчика.
Кроме того, в случае предпочтительного варианта осуществления настоящего изобретения автоматический позиционирующий аппарат представляет собой манипуляционный робот, на котором установлено рабочее устройство и который оснащен электронным контроллером.
В этом случае, вышеупомянутые первые электронные обрабатывающие средства и вторые электронные управляющие средства предпочтительно встроены в контроллер робота. Однако также возможно техническое решение, в котором первые электронные обрабатывающие средства вместо этого встроены в вышеупомянутые датчики или, во всяком случае, в содержащее датчики вышеупомянутое измерительное средство.
Благодаря вышеупомянутым признакам, настоящее изобретение позволяет простым и эффективным образом решить проблему непрерывного и эффективного контроля надлежащего позиционирования рабочего устройства в нормальном режиме работы производственной линии.
Устройство согласно настоящему изобретению представляет собой универсальное устройство, поскольку оно может быть соединено простым и быстрым образом с любым рабочим устройством. Упомянутое устройство обеспечивает возможность в режиме реального времени, до осуществления операции с каждой отдельной заготовкой (или, при желании, периодически с одной заготовкой в каждой предварительно заданной партии заготовок), выполнять контроль положения и ориентации рабочего устройства относительно заготовки, и также обеспечивает возможность мгновенного выполнения в случае необходимости корректировки положения и/или ориентации рабочего устройства, для обеспечения требуемого качества операции.
Позиционирование опорной конструкции, на которой установлены датчики, относительно рабочего устройства может быть выполнено неточно, поскольку на этапе настройки система может быть откалибрована при помощи сохранения в памяти «нулевого» положения системы, в котором электронные управляющие средства выявляют надлежащую ориентацию главной оси рабочего устройства.
Очевидно, что тип используемых датчиков и способ, обеспечивающий их предварительное крепление к рабочему устройству, могут существенно отличаться от показанного и раскрытого в настоящем документе лишь в качестве одного из возможных примеров.
Настоящее изобретение также относится к способу контроля и корректировки положения рабочего устройства в соответствии с признаками, изложенными в пункте 9 прилагаемой формулы.
Краткое описание чертежей
Дополнительные признаки и преимущества настоящего изобретения понятны из нижеследующего описания со ссылками на прилагаемые чертежи, которые приведены лишь в качестве неограничивающего примера, где:
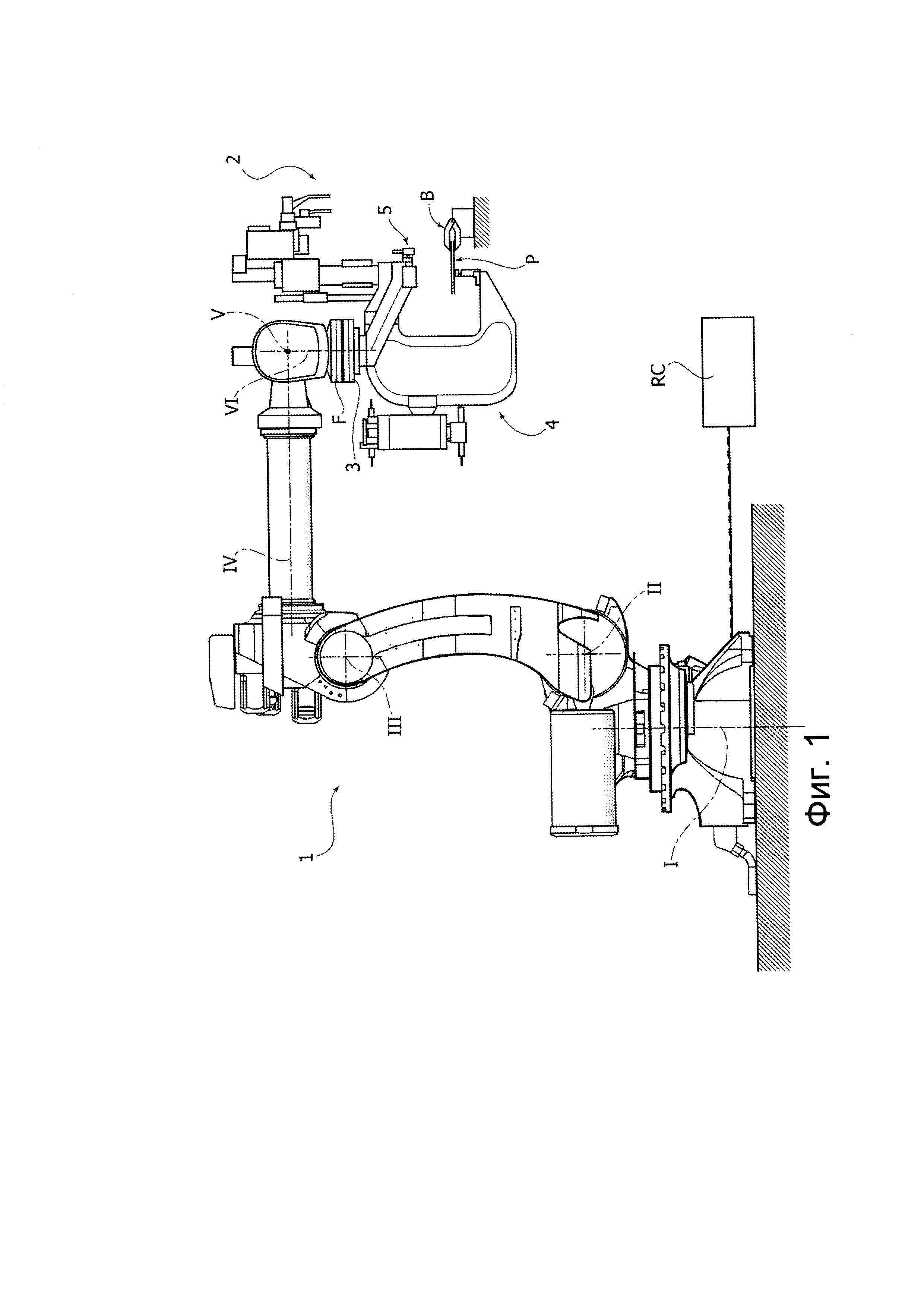
- на фиг. 1 схематично показан манипуляционный робот, на котором установлено клепальное устройство, присоединенное к устройству контроля и позиционирования согласно настоящему изобретению;
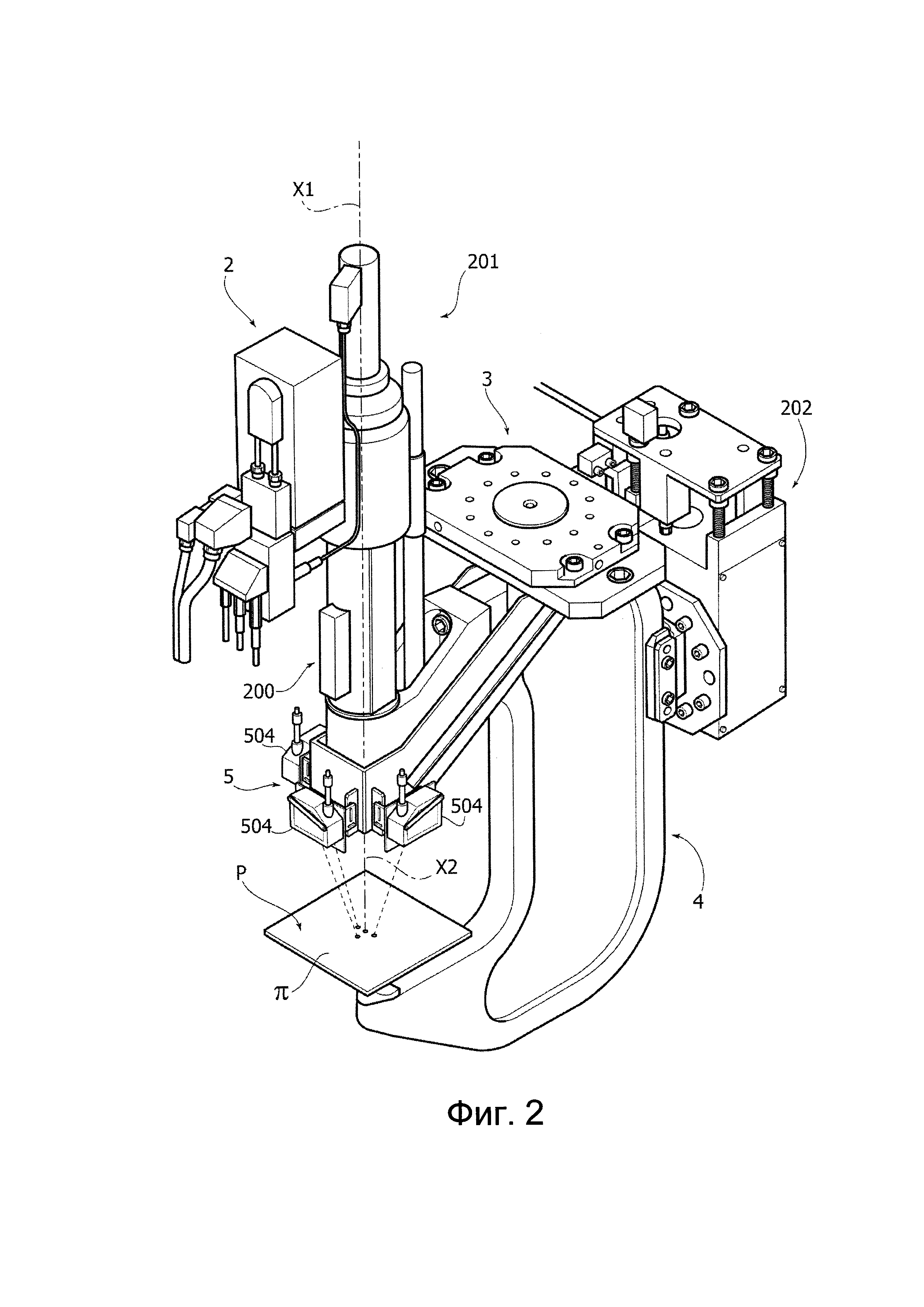
- на фиг. 2 в аксонометрии, в увеличенном масштабе, показано клепальное устройство с фиг. 1, к которому присоединено устройство контроля и позиционирования согласно настоящему изобретению;
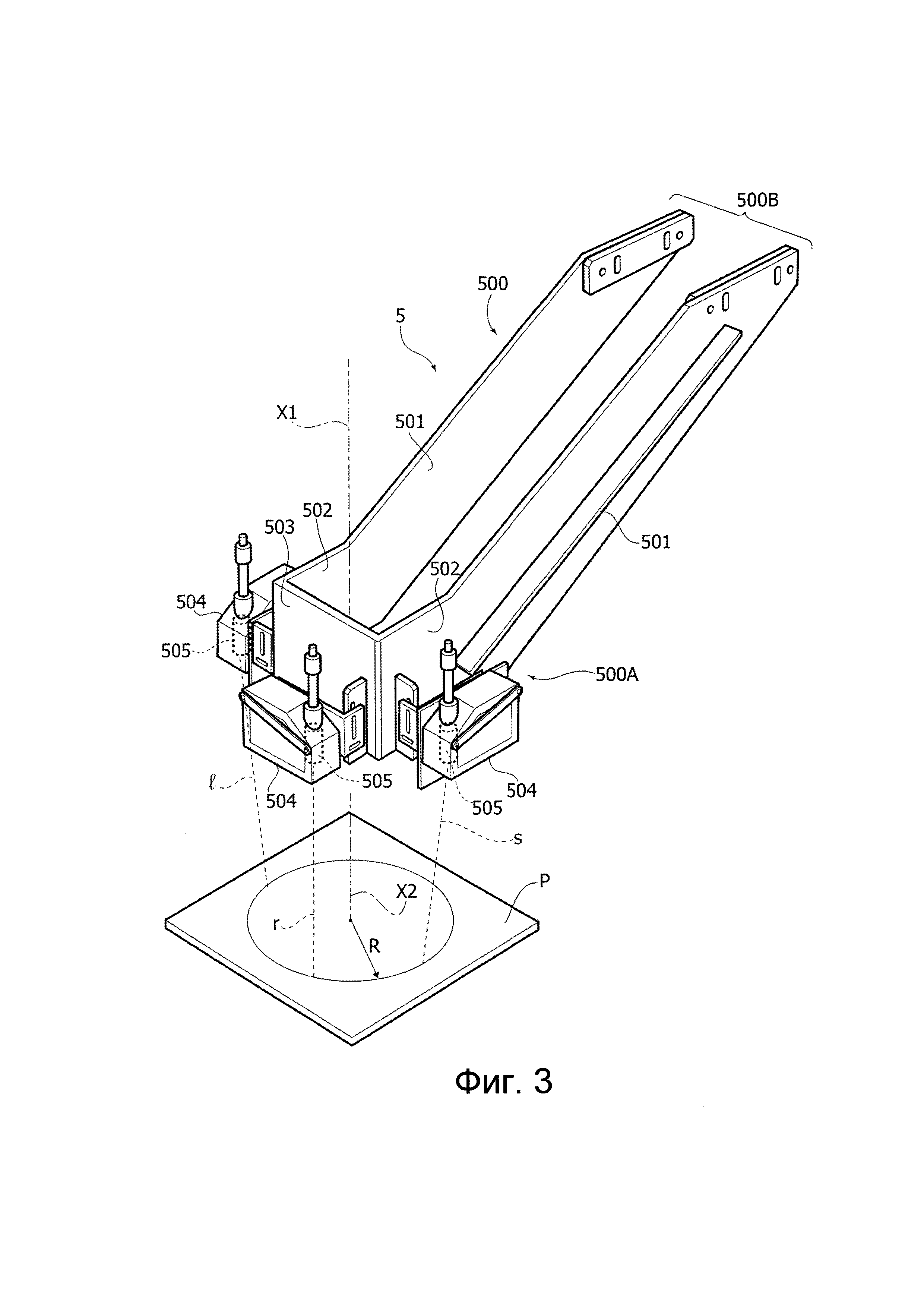
- на фиг. 3 в аксонометрии, в увеличенном масштабе, показано устройство контроля и позиционирования согласно настоящему изобретению;
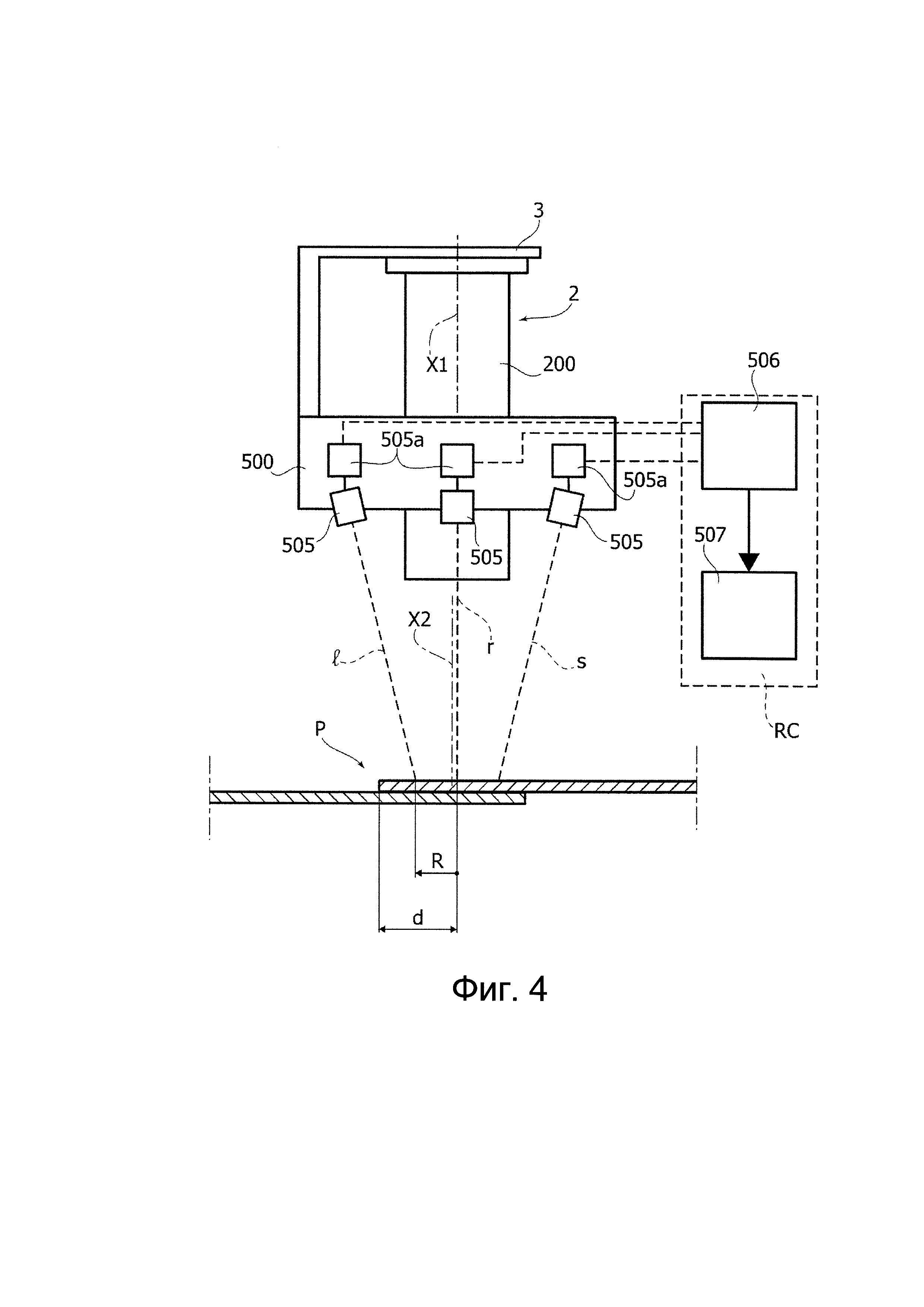
- на фиг. 4 показана схема устройства согласно настоящему изобретению;
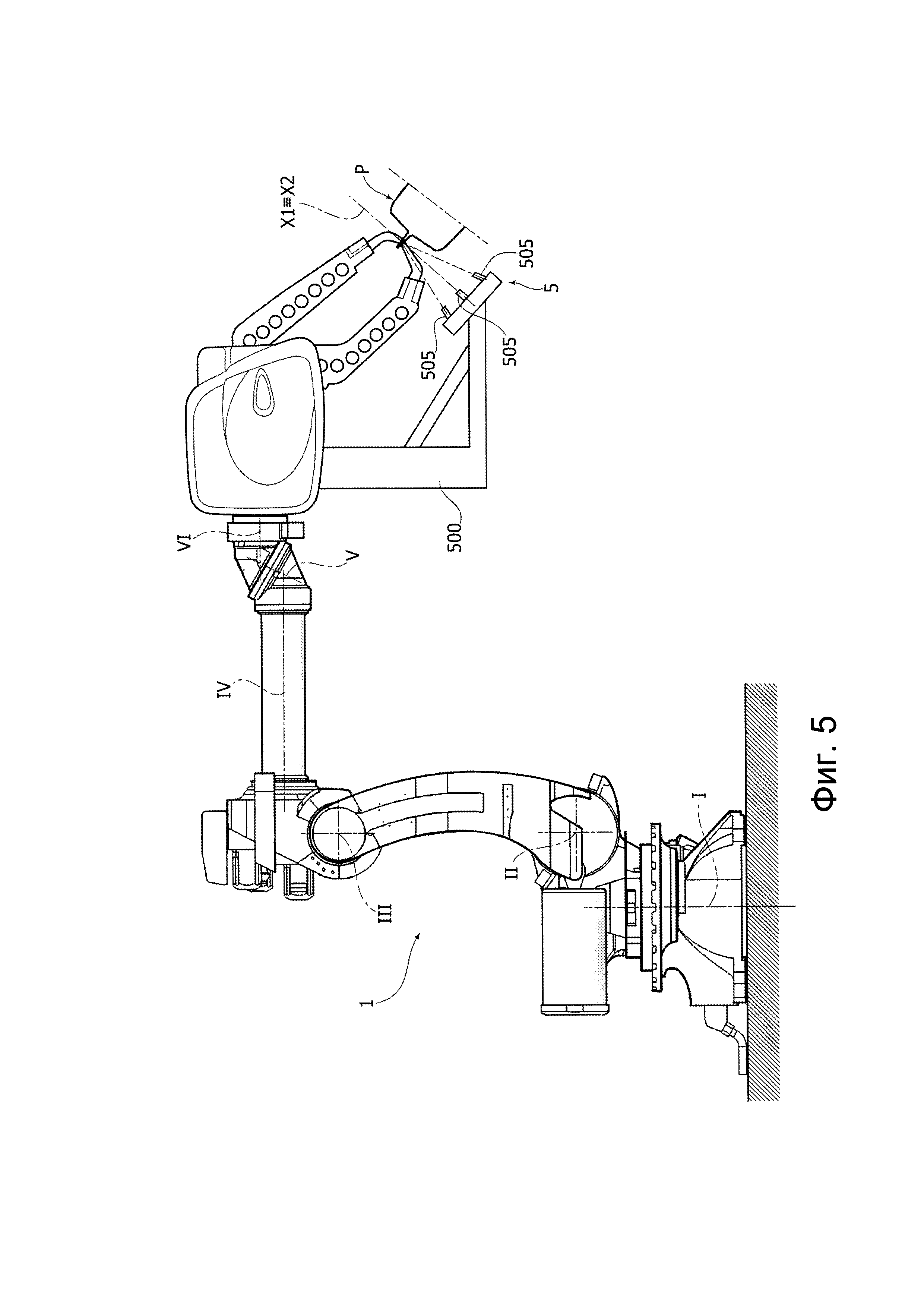
- на фиг. 5 показан вариант фиг. 1, причем проиллюстрировано применение настоящего изобретения к манипуляционному роботу, оснащенному электрическим пистолетом для точечной сварки.
Осуществление изобретения
На фиг. 1 номером позиции 1 в целом обозначен манипуляционный робот любого известного типа, на котором установлено клепальное устройство 2. Как известно из уровня техники, манипуляционный робот 1 содержит последовательность элементов, установленных с возможностью взаимно поворачиваться вокруг множества осей I, II, III и IV; упомянутая последовательность оканчивается запястьем руки робота, установленным с возможностью поворачиваться вокруг двух взаимно перпендикулярных осей V, VI. Проксимальным элементом упомянутой последовательности элементов, образующей манипуляционный робот 1, является фланец F, с которым соединен фланец 3 С-образной рамы 4, образующей опорную конструкцию клепального устройства 2.
Как известно из уровня техники, различные элементы, образующие манипуляционный робот 1, управляются посредством электродвигателей, приведением в действие которых управляют с помощью контроллера RC робота для перемещения, позиционирования и ориентирования клепального устройства 2 любым желаемым образом.
В случае показанного примера клепальное устройство 2 предназначено для нанесения соединительных заклепок на элементы из листового металла, образующие заготовку Р, которую обрабатывает клепальное устройство. Во время выполнения операции элементы, образующие заготовку Р, зажимаются на месте посредством любого зажимного инструмента В, предназначенного для данных целей (на фиг. 1 показано схематично).
На фиг. 2 показано клепальное устройство 2 в увеличенном масштабе. Особенности конструкции данного устройства не раскрыты в настоящем описании, поскольку они могут быть получены любым известным способом, и поскольку они сами по себе не входят в объем защиты настоящего изобретения. В целом, клепальное устройство 2 содержит цилиндрический корпус 200, с которым соединен пневматический исполнительный механизм 201, который последовательно принимает заклепки, предназначенные для нанесения, из контейнера 202 для заклепок и прикрепляет их к элементам из листового металла, образующим заготовку Р, подавая их в направлении Х1, задающем главную рабочую ось клепального устройства 2.
Заклепки наносят на плоский участок

В целом, для надлежащего выполнения клепальной операции необходимо, чтобы главная рабочая ось Х1 клепального устройства 2 имела заданное положение и/или ориентацию относительно рабочей оси Х2, заданной поверхностью заготовки. В данном конкретном примере, показанном на прилагаемых чертежах, ось Х1 должна по существу совпадать с осью Х2.
Согласно настоящему изобретению, с клепальным устройством 2 соединено измерительное средство 5, используемое для контроля и корректировки положения клепального устройства 2. Данное средство более подробно показано на фиг. 3. В соответствии с примером, показанным на фиг. 3, средство 5 содержит опорную конструкцию 500, жестко соединенную с С-образной рамой рабочего устройства 2, рядом с крепежным фланцем 3.
В соответствии с конкретным примером, показанным на чертежах, опорная конструкция 500 содержит две параллельные плоские пластины 501, удаленные друг от друга, причем верхние концы имеют отверстия для зацепления с винтами и крепления к двум сторонам С-образной рамы 4. Нижние концевые участки 502 пластин 501 жестко соединены друг с другом посредством передней пластины 503. Конструкция, образованная вышеупомянутыми концевыми участками 502 и передней пластиной 503, задана в трех взаимно перпендикулярных плоскостях вокруг главной оси X устройства. На каждой из этих трех плоскостей, заданных концевыми участками 502 пластин 501 и передней пластиной 503, установлен соответствующий измерительный блок 504, каждый из которых содержит датчик 505 расстояния (показан с пространственным разделением деталей на фиг. 3), который, в случае раскрытого здесь примера, представляет собой оптический лазерный датчик любого известного типа, работающий в отраженном свете. При этом возможно использование любого другого известного типа датчика расстояния, работающего с использованием бесконтактной технологии.
Таким образом, как показано на чертежах, опорная конструкция 500 содержит участок 500А установки датчика, образованный стенками 502, 503, окружающими рабочее устройство 2 на заданном расстоянии от него с двух или более сторон, и участок 500 В крепления (образованный, в показанном примере, крепежными концами пластин 501), прикрепленный к элементу, установленному на аппарате (в конкретном случае, на роботе 1), на котором установлено рабочее устройство и который обеспечивает консольную опору для упомянутого участка 500А установки датчика.
Благодаря раскрытой выше компоновке, устройство согласно настоящему изобретению может быть с легкостью адаптировано под любое рабочее устройство, главным образом, за счет модификации конфигурации опорной конструкции 500.
Каждый блок 504 содержит электронную плату 505а, предназначенную для приема сигналов, поступающих от соответствующего датчика 505, и отправки их в электронный обрабатывающий блок 506 (см. фиг. 4), выполненный с возможностью обрабатывать информацию, поступающую от датчиков 505. Как показано на фиг. 4, три датчика 505 работают в трех соответствующих направлениях I, r, s и предназначены для определения расстояний от самих датчиков до плоскости
Блок 504, соединенный с тремя датчиками 505, сконфигурирован отправлять информацию, касающуюся соответствующих измерений, в электронный обрабатывающий блок 506. Электронный блок 506 сконфигурирован обрабатывать эту информацию для получения информации об ориентации главной рабочей оси Х1 рабочего устройства 2 (положение датчиков 505 относительно нее известно благодаря специально предназначенной для этого операции калибровки) относительно рабочей оси Х2, заданной заготовкой Р (то есть, в показанном примере, оси Х2, перпендикулярной плоской поверхности
Согласно наиболее общей компоновке, информация, поступающая от обрабатывающего блока 506, используется в электронном управляющем блоке 507 для генерации в случае необходимости сигнала для управления аппаратом для позиционирования рабочего устройства 2 и правильного ориентирования этого устройства.
В случае показанного варианта осуществления настоящего изобретения электронный обрабатывающий блок 506 (сконфигурированный вычислять угол наклона оси Х1 относительно оси Х2 на основе результатов измерений, полученных от датчиков 505) и электронный управляющий блок 507 (сконфигурированный корректировать положение рабочего устройства 2) встроены в контроллер RC робота.
В одном из вариантов, обрабатывающий блок 506, в качестве альтернативы, встроен в блок 504 и/или присоединен к конструкции 500 для опоры датчиков, причем блок 507 встроен в контроллер RC робота.
Согласно настоящему изобретению, непосредственно до операции с каждой отдельной заготовкой или, при желании, периодически с одной заготовкой в каждой предварительно заданной партии заготовок, активируют измерительное средство 5 для обеспечения возможности приема электронным блоком 506 результатов измерений, полученных от датчиков 505, и их обработки для вычисления значения по меньшей мере одного угла наклона главной рабочей оси Х1 клепального устройства 2 относительно рабочей оси Х2, заданной заготовкой Р. Если полученный угол наклона не совпадает с требуемым значением в пределах предварительно заданной допустимой погрешности, информация, сгенерированная электронным обрабатывающим блоком 506, используется блоком 507 для правильного позиционирования и ориентирования клепального устройства, через управление по замкнутому контуру. Как упомянуто выше, в раскрытом в настоящем описании варианте осуществления настоящего изобретения функции блоков 506, 507 реализуются контроллером RC робота.
Как ясно следует из описания, устройство согласно настоящему изобретению может быть легко и быстро применено в отношении рабочего устройства для обеспечения возможности управления им в режиме реального времени и, тем самым, обеспечения надлежащего выполнения любой операции.
Как уже было упомянуто выше, применение настоящего изобретения к клепальному устройству, установленному на манипуляционном роботе, приведено здесь лишь в качестве примера.
На фиг. 5 показан вариант, в котором устройство 5 согласно настоящему изобретению закреплено на опорной конструкции 500, соединенной с электрическим пистолетом W точечной сварки, который установлен на манипуляционном роботе 1. В этом случае, главная ось Х1 рабочего устройства представляет собой ось, вдоль которой два электрода пистолета W зажимают между собой два элемента из листового металла, образующих конструкцию заготовки, подлежащей сварке. Рабочая ось Х2 представляет собой ось, перпендикулярную двум фланцам листового металл, подлежащего сварке.
По аналогии с вариантом осуществления с фиг. 5, настоящее изобретение может быть применено к манипуляционному роботу, на котором установлена вальцовочная головка.
Как упомянуто выше, настоящее изобретение может, быть применено к любому рабочему устройству, также и в случае, когда им вручную управляет оператор.
Очевидно, что без ущерба для принципов настоящего изобретения различные особенности конструкции и предпочтительных вариантов его осуществления могут значительно отличаться от того, что раскрыто и показано в настоящем описании лишь в качестве примера, не выходя при этом за объем защиты настоящего изобретения.
Реферат
Изобретение относится к области клепки. Аппарат содержит клепальное рабочее устройство, устройство для его позиционирования относительно заготовки, выполненное в виде манипуляционного робота, и устройство контроля и корректировки положения клепального устройства относительно заготовки. Устройство контроля и корректировки содержит измерительное устройство, первые электронные обрабатывающие средства и вторые электронные управляющие средства. Измерительное устройство включает опорную конструкцию и по меньшей мере три датчика для бесконтактного измерения расстояния. Опорная конструкция имеет возможность съемного присоединения к клепальному устройству в положении, в котором датчики распределены вокруг главной рабочей оси клепального устройства. Первые электронные обрабатывающие средства обрабатывают значения, измеренные датчиками. Вторые электронные управляющие средства на основании информации, поступающей от первых электронных средств, генерируют управляющий сигнал для манипуляционного робота. В результате обеспечивается возможность контролировать и корректировать положение рабочего устройства относительно заготовки для получения требуемого качества клепки. 4 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Установочный инструмент со средствами для контролирования процессов установки
Сверлильный станок
Комментарии