Способ получения безвольфрамового твердого сплава кнт из порошковых материалов, полученных в воде дистиллированной - RU2756465C1
Код документа: RU2756465C1
Чертежи



Описание
Изобретение относится к способам получения спеченных изделий из безвольфрамовых твердых сплавов, в которых используются порошки связующей фазы со сферическими неагломерированными частицами, и может быть использовано при изготовлении изделий общего металлообрабатывающего назначения.
Известен способ получения твердого сплава. Порошкообразный карбонитрид или оксикарбонитрид или легированный оксикарбонитрид смешивают с порошками металлических никеля и молибдена при определенном их соотношении, взятом в количестве, необходимом для получения предлагаемого соотношения сплава. Полученную смесь подвергают размолу в среде этилового спирта в мельнице, футерованной твердым сплавом, в течение 60 - 84 ч до дисперсии 2 - 3μк. Затем смесь сушат, замешивают с пластификатором (5%-ный раствор синтетического каучука в бензине), снова сушат, гранулируют и прессуют в изделия требуемой формы. После этого спекают в вакуумной печи при давлении (2 - 5)·10-1 и температуре 1500 – 1600oC в течение 0,5 - 1 ч со скоростью нагрева и охлаждения 16 – 18o/мин. (патент Российской Федерации № RU 2133 296 C1, 1998).
Известен также способ изготовления твердого сплава на основе карбонитрида титана. Порошок карбонитрида титана смешивают с порошкообразными металлическим титаном, нитридом, карбидом или карбонитридом металла IVA-VIA групп и никелидом титана в заявляемых соотношениях, полученную смесь подвергают размолу в жидкой среде, например, в среде этилового спирта в мельнице, футерованной твердым сплавом, в течение 1,5-2 часов. Затем смесь сушат, добавляют пластификатор, например 5-%-ный раствор синтетического каучука в бензине, и формуют в изделия требуемой формы. Изделия спекают в вакууме 10-3-10-4 мм рт. ст. в течение 10-20 минут при температуре 1360-1450oC (патент Российской Федерации №RU 2164542C2, 2001).
Недостатками этих способов являются многооперационность, ресурсоемкость, относительно высокие затраты времени на подготовку компонентов и спекание изделия.
В основу изобретения положена задача разработать технологию получения обеспечивающую высокий выход пригодных к практическому применению высококачественных твердосплавных изделий, отличающихся высокой эксплуатационной стойкостью.
Посталвенная задача достигается тем что, в способе получения безвольфрамового твердого сплава КНТ из порошковых материалов, полученных в воде дистиллированной, включающий горячее прессование порошкового материала в пресс-форме, используют порошковый материал, полученный электроэрозионным диспергированием отходов безвольфрамовых твердых сплавов КНТ16 в воде дистиллированной, при этом горячее прессование ведут в вакууме с пропусканием высокоамперного тока через пресс-форму и прессуемый порошковый материал при температуре 1200°С в течение 5 минут.
На экспериментальной установке для получения порошков из токопроводящих материалов диспергировали безвольфрамовый твердый сплав марки КНТ16. В качестве рабочей жидкости использовали спирт этиловый.
Процесс проводили при следующих электрических параметрах: емкость разрядных конденсаторов 25,5 мкФ, напряжение 195…205 В, частота следования импульсов 95…105 Гц.
В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала отходов с образованием дисперсных частиц порошкового материала.
Из порошковых материалов, полученных из отходов безвольфрамовых твердых сплавов марки КНТ16 в спирте этиловом, получили спеченные заготовки. Твердосплавные заготовки получали методом горячего прессования с пропусканием высокоамперного тока в вакууме при температуре 1200°С в течение 5 минут, из порошка, полученного электроэрозионным диспергированием отходов безвольфрамовых твердых сплавов КНТ16.
В основе процесса лежит модифицированный метод горячего прессования, при котором электрический ток пропускается: непосредственно через пресс-форму и прессуемую заготовку, а не через внешний нагреватель. С помощью импульсного электротока и так называемого «эффекта плазмы искрового разряда» («spark plasma effect») достигается очень быстрый нагрев и исключительно малая продолжительность рабочего цикла. Это позволяет подавить рост зерна и получить равновесное состояние, что открывает возможности для создания новых материалов с ранее недоступными композициями и свойствами, материалов с субмикронным или наномасштабным зерном, а также композитных.
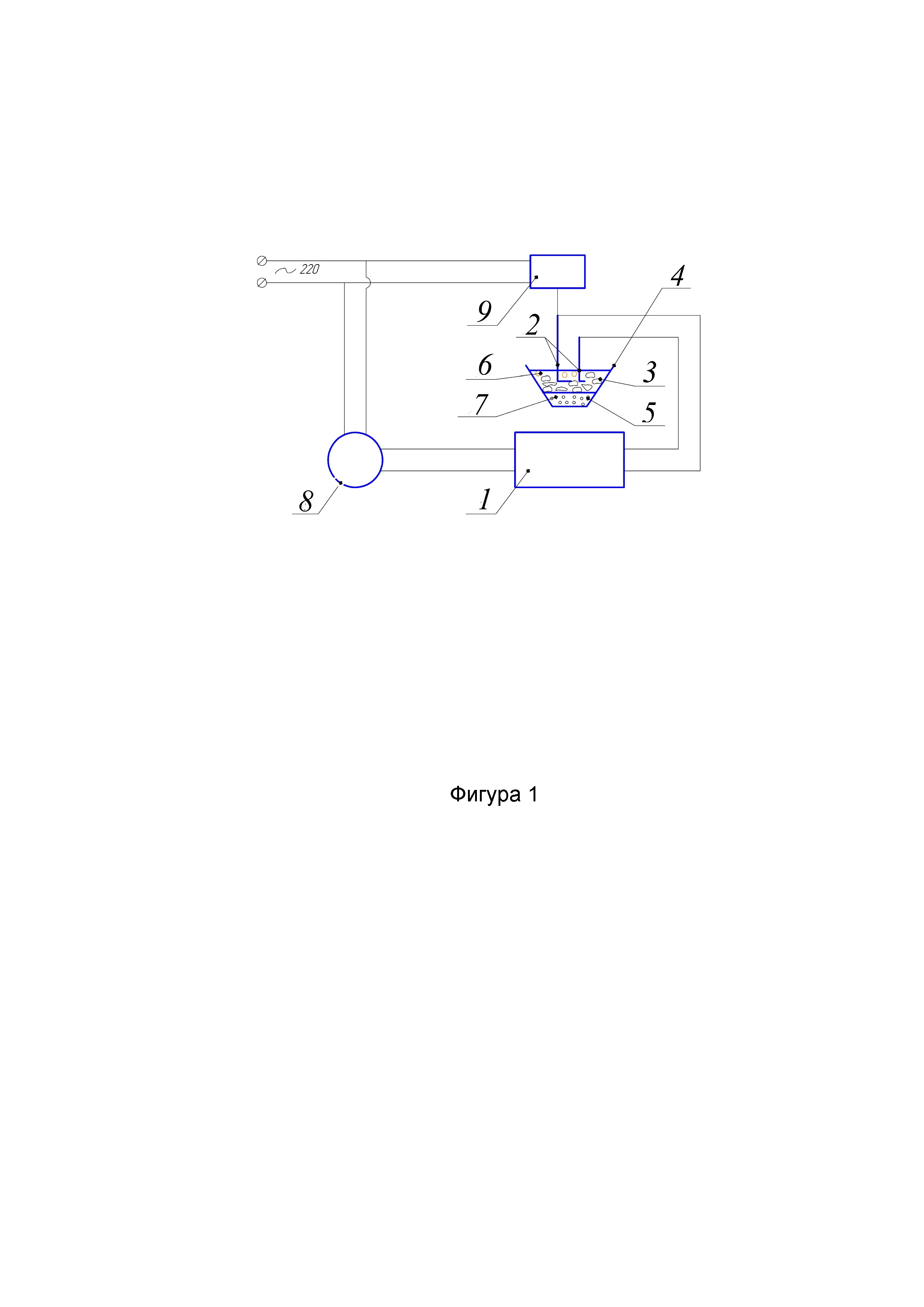
На фигуре 1 представлена схема процесса ЭЭД, на фигуре 2 – микроструктура спеченного изделия, на фигуре 3 – элементный состав спеченного изделия, на фигуре 4 – дифрактограмма спеченного образца, на фигуре 5 – гистограмма распределения пор по размеру.
Порошковый материал получали в следующей последовательности.
На первом этапе производили сортировку отходов, их промывку, сушку, обезжиривание и взвешивание. Реактор заполняли рабочей жидкостью – спиртом этиловым, отходы загружали в реактор. Монтировали электроды. Смонтированные электроды подключали к генератору. Устанавливали необходимые параметры процесса: частоту следования импульсов, напряжение на электродах, емкость конденсаторов.
На втором этапе – этапе электроэрозионного диспергирования включали установку. Процесс ЭЭД представлен на фигуре 1. Импульсное напряжение генератора 1 прикладывается к электродам 2 и далее к отходам 3 (в качестве электродов так же служили соответственно отходы свинцовой бронзы) в реакторе 4. При достижении напряжения определённой величины происходит электрический пробой рабочей среды 5, находящийся в межэлектродном пространстве, с образованием канала разряда. Благодаря высокой концентрации тепловой энергии, материал в точке разряда плавится и испаряется, рабочая среда испаряется и окружает канал разряда газообразными продуктами распада (газовым пузырём 6). В результате развивающихся в канале разряда и газовом пузыре значительных динамических сил, капли расплавленного материала выбрасываются за пределы зоны разряда в рабочую среду, окружающую электроды, и застывают в ней, образуя каплеобразные частицы порошка 7. Регулятор напряжения 8 предназначен для установки необходимых значений напряжения, а встряхиватель 9 передвигает один электрод, что обеспечивает непрерывное протекание процесса ЭЭД.
На третьем этапе проводится выгрузка рабочей жидкости с порошковым материал из реактора.
На четвертом этапе происходит выпаривание раствора, его сушка, взвешивание, фасовка, упаковка. Затем полученный диспергированный материал прессовали и спекали.
Пример 1.
Для получения порошковых материалов из отходов безвольфрамового твердого сплава марки КНТ16 методом электроэрозионного диспергирования в спирте этиловом использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК С22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и патентообладатель Юго-Зап. гос. ун-т. – № 2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. № 13). При получении порошка использовали следующие параметры установки: отходы безвольфрамового твердого сплава марки КНТ16 диспергировали при напряжении на электродах 200…205 В, емкости разрядных конденсаторов 65,5 мкФ, частоте следования импульсов 100…105 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошкового материала.
Безвольфрамовые твердосплавные заготовки получали методом горячего прессования с пропусканием высокоамперного тока в вакууме при температуре 1200°С в течение 5 минут, из порошкового материала, полученного электроэрозионным диспергированием отходов безвольфрамовых твердых сплавов марки КНТ16.
Полученное спеченное изделие исследовали различными методами.
Методом оптической микроскопии было проведено исследование микроструктуры образцов (по поперечному шлифу). Поверхность образца шлифовали и полировали. Шлифование производили металлографической бумагой с крупным (№№ 60-70) и мелким зерном (№№ 220-240). В процессе шлифования образец периодически поворачивали на 90°. В процессе шлифования зафиксирована рыхлость краев образцов, которая приводила к откалыванию частиц и разрушению поверхности шлифа. Смывали частицы абразива водой и подвергали полированию на круге суспензиями из оксидов металла (Fе3O4, Сr2O3, Аl2О3). После достижения зеркального блеска, поверхность шлифа промывали водой, спиртом и просушивали фильтровальной бумагой.
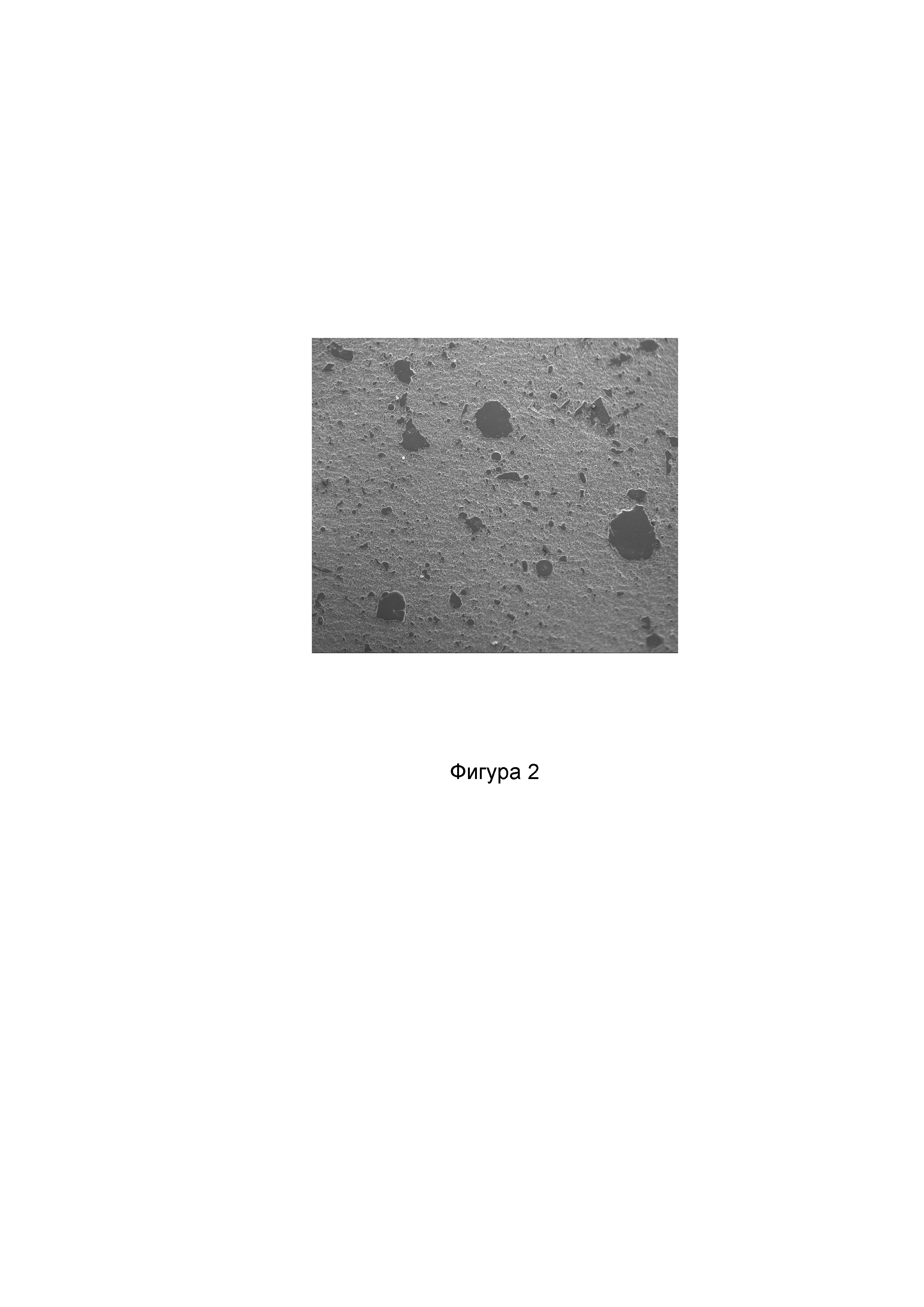
Для изучения элементного состава и морфологии полученного спеченного изделия с помощью энерго-дисперсионного анализатора рентгеновского излучения фирмы EDAX, встроенного в растровый электронный микроскоп «QUANTA 200 3D», были получены спектры характеристического рентгеновского излучения в различных точках на поверхности образца и по поперечному шлифу. Микроструктура спеченного образца представлена на фигуре 2. Элементный состав спеченного образца представлен на фигуре 3. Установлено что основными элементами являются Ti (65,3 %); Ni (18,02 %); C (10,21 %); Mo (6,47 %).
Исследование фазового состава спеченного образца проводили методом рентгеновской дифракции на дифрактометре Rigaku Ultima IV в излучении Cu-Kα (длина волны λ = 0.154178 нм) с использованием щелей Соллера. На основании фигуры 5 было установлено, что основными фазами в спеченном образце являются TiC, MoNi3, Ni, Mo.
Пористость определяли с помощью оптического инвертированного микроскопа Olympus GX51 с программным обеспечением для количественного анализа изображения. Подготовленные образцы не имели следов шлифования, полирования или выкрашивания структурных составляющих. Шлиф изготовляли по поперечному сечению (излому) целого изделия или части его площадью < 2 см2. ПО “SIAMS Photolab”, которым оснащен микроскоп, разработано с учётом специфики применения методов цифровой микроскопии и анализа изображений для металлографического анализа соединений. Результаты исследования пористости представлены на фигуре 5, пористость составляет 0,18%.
Испытания твердости образцов по поверхности и поперечному шлифу проводили с помощью автоматической системы анализа микротвердости DM-8 по методу микро-Виккерса при нагрузке на индентор 50 г по десяти отпечаткам со свободным выбором места укола в соответствии с ГОСТом 9450-76 (Измерение микротвердости вдавливанием алмазных наконечников). Время нагружения индентора составило 15 с. В результате средняя твердость составила 1290 HV.
Пример 2.
Для получения порошковых материалов из отходов безвольфрамового твердого сплава марки КНТ16 методом электроэрозионного диспергирования в спирте этиловом использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК С22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и патентообладатель Юго-Зап. гос. ун-т. – № 2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. № 13). При получении порошка использовали следующие параметры установки: отходы безвольфрамового твердого сплава марки КНТ16 диспергировали при напряжении на электродах 200…205 В, емкости разрядных конденсаторов 65,5 мкФ, частоте следования импульсов 100…105 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошкового материала.
Безвольфрамовые твердосплавные заготовки получали методом горячего прессования с пропусканием высокоамперного тока в вакууме при температуре 1000°С в течение 5 минут, из порошкового материала, полученного электроэрозионным диспергированием отходов безвольфрамовых твердых сплавов марки КНТ16.
Заготовка, полученная при данных режимах спекания, не обладает наилучшими физико-механическими свойствами.
Пример 3.
Для получения порошковых материалов из отходов безвольфрамового твердого сплава марки КНТ16 методом электроэрозионного диспергирования в спирте этиловом использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК С22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и патентообладатель Юго-Зап. гос. ун-т. – № 2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. № 13). При получении порошка использовали следующие параметры установки: отходы безвольфрамового твердого сплава марки КНТ16 диспергировали при напряжении на электродах 200…205 В, емкости разрядных конденсаторов 65,5 мкФ, частоте следования импульсов 100…105 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошкового материала.
Безвольфрамовые твердосплавные заготовки получали методом горячего прессования с пропусканием высокоамперного тока в вакууме при температуре 1100°С в течение 5 минут, из порошкового материала, полученного электроэрозионным диспергированием отходов безвольфрамовых твердых сплавов марки КНТ16.
Заготовка, полученная при данных режимах спекания, не обладает наилучшими физико-механическими свойствами.
Реферат
Изобретение относится к порошковой металлургии, в частности, к способу получения спеченных изделий из безвольфрамовых твердых сплавов. Может использоваться для изготовления металлообрабатывающего инструмента. Порошковый материал получают электроэрозионным диспергированием отходов безвольфрамовых твердых сплавов КНТ16 в дистиллированной воде. Горячее прессование проводят в вакууме с пропусканием высокоамперного тока через пресс-форму и прессуемый порошковый материал при температуре 1200°С в течение 5 минут. Обеспечивается повышение эксплуатационных свойств. 5 ил., 3 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ получения заготовок вольфрамо-титанового твердого сплава
Способ получения вольфрамотитанокобальтовых порошков из отходов сплава т30к4 в спирте
Способ получения спеченного изделия из порошка кобальтохромового сплава
Способ получения спеченного твердого сплава
Комментарии