Способ регулирования процесса сверления и устройство для сверления - RU2570267C2
Код документа: RU2570267C2
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу регулирования процесса сверления и к устройству для сверления, которые позволяют сформировать отверстие в детали, имеющей множество областей, отличающихся по свойствам материала (например, в случае многослойного изделия), посредством относительного вращательного движения и относительного поступательного перемещения детали и инструмента.
Уровень техники
Известны устройства для сверления, в состав которых входят двигатели, обеспечивающие относительное вращательное движение и относительное поступательное перемещение детали и инструмента (например, сверла) для формирования отверстия в детали (например, см. патентные источники 1-5).
При формировании отверстия в детали посредством такого устройства для сверления с целью улучшения точности обработки и производительности или защиты инструмента на основе характеристик материала детали и глубины отверстия предварительно рассчитывается и задается рабочий режим, при котором по нагрузочному крутящему моменту на инструменте в процессе обработки (например, см. патентные источники 3-5) задаются относительное вращательное движение (частота вращения шпинделя) или относительное поступательное перемещение (скорость подачи) детали и инструмента (например, см. патентный источник 2). Кроме того, формирование глубокого отверстия может осуществляться с периодическим выводом из него инструмента с целью отвода стружки и последующим вводом в него данного инструмента (например, см. патентные источники 2, 3).
Документы, относящиеся к известному уровню техники
Ссылки
Патентный источник 1: японская патентная заявка 2009-50942.
Патентный источник 2: японская патентная заявка Н5-50311.
Патентный источник 3: японская патентная заявка Н5-21683.
Патентный источник 4: японская патентная заявка 2004-1120.
Патентный источник 5: японская патентная заявка 2002-120219.
Раскрытие изобретения
Техническая задача
При наличии в обрабатываемой сверлением детали множества областей, отличающихся по свойствам материала (например, в случае многослойного изделия, содержащего прилегающие друг к другу слои из материалов, имеющих различные свойства) с целью улучшения точности обработки и производительности, защиты инструмента или улучшения характеристик детали после обработки (например, в отношении шероховатости ее поверхности) и т.п. предпочтительно осуществлять сверление в рабочем режиме, учитывающем свойства каждого материала, из которых выполнены соответствующие области детали.
Кроме того, с распространением высокопрочных и легких композиционных материалов широкое применение получили многослойные и прочие подобные подлежащие сверлению продукты, выполненные из композиционного материала, например армированного углеродным волокном пластика (CFRP, от англ. carbon fiber reinforced plastic), и металла.
Однако, при задании рабочего режима сверления или при выборе предварительно заданного рабочего режима сверления для каждой соответствующей области детали, имеющей многослойную структуру, в которой каждая область обладает различными свойствами, оператором тратится большое количество времени и усилий, что характеризуется снижением производительности. Кроме того, предпочтительно предотвратить ухудшение качества поверхностей деталей при формировании в них отверстий, в результате которого при выходе инструмента из детали обычно образовываются заусенцы, задиры и т.п., предотвратить появление зазоров между прилегающими друг к другу областями детали или слоями и т.д.
Настоящее изобретение разработано с учетом такого рода условий, и его задача состоит в обеспечении автоматического распознавания двух и более обрабатываемых слоев детали, в которой формируется отверстие, что позволяет выполнять отверстия в детали, содержащей множество прилегающих друг к другу областей, отличающихся друг от друга по свойствам материала, а также в упрощении процесса сверления в рабочем режиме, заданном для каждого обрабатываемого слоя детали, и в повышении производительности обработки.
Кроме того, задача настоящего изобретения состоит в снижении себестоимости устройства для сверления и в улучшении качественных характеристик детали, в которой формируется отверстие.
Средства, используемые для решения технической задачи
Изобретение, согласно пункту 1 формулы, представляет собой способ регулирования процесса сверления посредством устройства для сверления, включающего систему 15 управления двигателями 7, 8, которые обеспечивают относительное вращательное движение и относительное поступательное перемещение детали 50, 60 и инструмента 4, формирующего отверстие 70 в детали 50, 60, причем деталь 50, 60 имеет предварительно заданное количество отдельных областей 51-56, 61, 62, состоящих из материалов с различными свойствами, включающий процесс регулирования параметров двигателей 7, 8 посредством системы управления 15, содержащий этап S11 определения нагрузочного крутящего момента Т, на котором определяется нагрузочный крутящий момент на инструменте 4, этап S12 определения момента начала обработки, на котором определяется момент начала обработки детали 50, 60 сверлением, этапы S13, S18 обнаружения обрабатываемого слоя детали, на которых на основе момента начала обработки и изменения нагрузочного крутящего момента Т определяются две или более области 51-56, 61, 62 детали в порядке их обработки сверлением, соответствующие двум или более обрабатываемым слоям 51a-56а, 61a, 62а, 61b детали, следующим друг за другом в направлении подачи, которое является направлением поступательного перемещения, и этап S14 выбора рабочего режима, на котором задаются частота S вращения шпинделя (вращательное движение) и скорость F подачи (поступательное перемещение), причем эти параметры рабочего режима устанавливаются с учетом свойств материалов, из которых состоят обрабатываемые слои 51a-56а, 61a, 62а, 61b детали, определенные на этапах S13, S18 обнаружения обрабатываемого слоя детали, и в двух или более обрабатываемых слоях 51a-56а, 61a, 62а, 61b детали инструментом 4 формируется отверстие 70.
Согласно вышеизложенному, в детали, содержащей предварительно заданное количество областей, состоящих из материалов с различными свойствами, два или более слоя детали, обрабатываемых сверлением, автоматически распознаются на основе величины нагрузочного крутящего момента на инструменте, при этом сверление соответствующих обрабатываемых слоев детали может выполняться в рабочем режиме, параметры которого обуславливаются свойствами каждого обрабатываемого слоя детали и устанавливаются средствами выбора рабочего режима. В конечном итоге, что касается двух или более обрабатываемых слоев детали, в которой формируется отверстие, отсутствует необходимость в предварительном определении положения каждого обрабатываемого слоя детали в направлении подачи, а также в периодическом изменении подачи при переходе к очередному обрабатываемому слою детали с учетом толщины каждого обрабатываемого слоя детали, что, следовательно, может характеризоваться увеличением производительности обработки сверлением.
Изобретение, согласно пункту 2 формулы, представляет собой способ регулирования процесса сверления по пункту 1 формулы, отличающийся тем, что момент начала обработки определяется системой 15 управления на этапе S12 определения момента начала обработки путем распознавания контакта между деталью 50, 60 и инструментом 4 по изменению нагрузочного крутящего момента Т.
Согласно вышеизложенному, ввиду того, что момент начала обработки сверлением определяется по изменению нагрузочного крутящего момента, соответствующего обнаружению обрабатываемого слоя детали, отсутствует необходимость в применении специальных средств для определения момента начала обработки, в результате чего себестоимость устройства для сверления может быть уменьшена. Кроме того, отсутствует необходимость в расчете и корректировке расстояния между исходным положением инструмента и деталью в направлении подачи, а также не требуется задание величины подачи до момента контакта между деталью и инструментом, что характеризуется повышением производительности.
Изобретение, согласно пункту 3 формулы, представляет собой способ регулирования процесса сверления по пункту 1 или 2 формулы, отличающийся тем, что отверстие 70 является сквозным, проходящим через деталь 50, 60, два или более обрабатываемых слоя 51a-56а, 61a, 62а, 61b детали включают заключительный обрабатываемый слой 56а, 61b, в котором формируется выход 71 отверстия 70, процесс управления двигателями включает этап 815, S21 определения положения, предшествующего непосредственному выходу из детали, на котором определяется момент нахождения инструмента 4 в положении Ра, предшествующем его непосредственному выходу из заключительного обрабатываемого слоя 56а, 61b детали 50, 60, этап S25 определения положения окончания обработки, на котором определяется положение Pf окончания обработки, где инструмент 4 выходит из детали 50, 60 и где заканчивается процесс сверления, и этап S24 уменьшения скорости подачи, на котором скорость F подачи уменьшается по сравнению со скоростью рабочей подачи при обработке заключительного слоя 56а, 61b, и система 15 управления обеспечивает регулирование параметров двигателей 7, 8, при котором инструмент 4 перемещается с низкой скоростью подачи в рабочем направлении из положения Ра, предшествующего непосредственному выходу из детали, в положение Pf окончания обработки.
Согласно вышеизложенному, перемещение инструмента в заключительном обрабатываемом слое детали из положения, предшествующего непосредственному выходу из детали, в положение окончания обработки снаружи детали является поступательным и выполняется с низкой скоростью подачи, что, следовательно, может препятствовать ухудшению качества поверхности, сопровождаемому образованием заусенцев, задиров и т.п. в заключительном обрабатываемом слое детали в месте выхода отверстия, и что характеризуется улучшением точности обработки детали, в которой формируется отверстие.
Изобретение, согласно пункту 4 формулы, представляет собой способ регулирования процесса сверления по пункту 3 формулы, отличающийся тем, что этап S15, S21 определения положения, предшествующего непосредственному выходу из детали, включает этап S15 обнаружения обрабатываемого заключительного слоя 56а, 61b, на котором обнаруживается обрабатываемый заключительный слой, и этап S21 обнаружения уменьшения нагрузочного крутящего момента, на котором устанавливается факт уменьшения нагрузочного крутящего момента Т с предварительно заданным темпом или с еще более высоким по сравнению с ним темпом, системой 15 управления распознается момент нахождения инструмента 4 в положении Ра, предшествующем непосредственному выходу из детали, по факту уменьшения нагрузочного крутящего момента Т с предварительно заданным темпом или с еще более высоким по сравнению с ним темпом в заключительном обрабатываемом слое 56а, 61b на этапе S15, S21 определения положения, предшествующего непосредственному выходу из детали.
Согласно вышеизложенному, в детали, содержащей два или более обрабатываемых слоев, заключительный обрабатываемый слой автоматически определяется на этапе обнаружения обрабатываемого слоя детали, а положение инструмента, предшествующее непосредственному выходу из детали в обрабатываемом заключительном слое, определяется по факту регистрации нагрузочного крутящего момента, используемого для обнаружения обрабатываемого заключительного слоя, при этом отсутствует необходимость в применении специальных средств для определения положения, предшествующего непосредственному выходу из детали, что позволяет уменьшить себестоимость устройства для сверления. Кроме того, отсутствует необходимость в задании величины подачи для определения положения, предшествующего непосредственному выходу из детали, что характеризуется увеличением производительности.
Изобретение, согласно пункту 5 формулы, представляет собой способ регулирования процесса сверления по одному из пунктов 1-4 формулы, отличающийся тем, что при последовательном расположении прилегающих друг к другу обрабатываемых слоев 51a-56а, 61a, 62а, 61b детали, при котором сверление предыдущего и последующего слоев из числа обрабатываемых слоев 51a-56а, 61a, 62а, 61b происходит поочередно, процесс регулирования параметров двигателей включает этап S16, 817 уменьшения осевого усилия, на котором скорость подачи при обработке последующего слоя детали, соответствующая уменьшенному осевому усилию, меньше скорости F подачи при обработке предыдущего слоя детали с целью уменьшения осевого усилия инструмента 4 при увеличении нагрузочного крутящего момента Т до предварительно заданного значения или до еще более высокого по сравнению с ним значения в процессе сверления предыдущего обрабатываемого слоя детали.
Согласно вышеизложенному, ввиду того, что осевое усилие сверла, передаваемое последующему обрабатываемому слою детали, на основе параметров заданного рабочего режима, установленных на этапе выбора рабочего режима, уменьшается по сравнению с осевым усилием, соответствующим скорости подачи в предыдущем обрабатываемом слое детали, с целью приведения в соответствие со значением уменьшенного осевого усилия, предотвращается деформация последующего обрабатываемого слоя детали, которая может происходить под действием чрезмерного осевого усилия, а также может предотвращаться образование расслоений между предыдущим обрабатываемым слоем детали и последующим обрабатываемым слоем детали, что характеризуется улучшением качества детали, в которой формируется отверстие.
Изобретение, согласно пункту 6 формулы, представляет собой способ регулирования процесса сверления по одному из пунктов 1-5 формулы, отличающийся тем, что системой 15 управления на этапе S13, S18 обнаружения обрабатываемого слоя детали определяются соответствующие обрабатываемые слои 51a-56а, 61a, 62а, 61b детали на основе сравнения абсолютного значения коэффициента ДТ изменения нагрузочного крутящего момента, выражающего относительное изменение нагрузочного крутящего момента Т за некоторый период времени, с предварительно заданным значением коэффициента изменения нагрузочного крутящего момента.
Согласно вышеизложенному, ввиду того, что обрабатываемый слой детали определяется на основе изменения значения коэффициента изменения нагрузочного крутящего момента, выражающего относительное изменение нагрузочного крутящего момента за некоторый период времени, а не на основе абсолютного значения нагрузочного крутящего момента, высочайшая точность обнаружения обрабатываемого слоя детали обеспечивается даже в случае износа инструмента вследствие его продолжительной работы.
Изобретение, согласно пункту 7 формулы, представляет собой способ регулирования процесса сверления по одному из пунктов 1-6 формулы, отличающийся тем, что при подаче инструмента в процессе формирования отверстия с периодическим выводом сверла в зависимости от характеристик обрабатываемых слоев 51a-56а, 61a, 62а, 61b детали системой 15 управления обеспечивается задание соотношения между нагрузочным крутящим моментом и продолжительностью обработки, и на основе изменения нагрузочного крутящего момента Т в процессе формирования отверстия с периодическим выводом сверла системой 15 управления обнаруживается контакт между деталью 50, 60 и инструментом 4.
Согласно вышеизложенному, ввиду того, что даже при необходимости формирования по меньшей мере в одном из двух и более обрабатываемых слоях детали глубокого отверстия, формирование отверстия производится с периодическим выводом сверла для отвода стружки, что дает возможность выполнять высокоточное сверление детали, содержащей области из предварительно заданного количества материалов, обладающих разными свойствами. Кроме того, так как контакт между деталью и инструментом, обуславливаемый возобновлением процесса сверления, определяется по нагрузочному крутящему моменту, отсутствует необходимость в задании подачи до момента контакта между деталью и инструментом, что характеризуется увеличением производительности.
Изобретение, согласно пункту 8 формулы, представляет собой способ регулирования процесса сверления по одному из пунктов 1-7 формулы, отличающийся тем, что при регулировании параметров двигателей 7, 8 системой 15 управления частота S вращения шпинделя или скорость F подачи в обрабатываемых слоях 51a-56а, 61a, 62а, 61b детали, соответствующая моменту непосредственно после обнаружения обрабатываемого слоя детали на этапе S13, S18 обнаружения обрабатываемого слоя детали, постепенно увеличивается или постепенно уменьшается по сравнению с частотой S вращения шпинделя или скоростью F подачи, соответствующей моменту непосредственно до получения соответствующих данных на этапе S13, S18 обнаружения обрабатываемого слоя детали, до заданного значения частоты S1-S6 вращения шпинделя или заданного значения скорости F1-F6 подачи, установленного на этапе S14 выбора рабочего режима.
Согласно вышеизложенному, в начале процесса сверления обрабатываемого слоя детали на этапе обнаружения обрабатываемого слоя детали частота вращения шпинделя или скорость подачи в обрабатываемом слое детали достигает заданного значения после постепенного изменения относительно фактического значения в момент непосредственно до получения соответствующих данных на этапе обнаружения обрабатываемого слоя детали, что характеризуется увеличением точности формирования отверстия в детали и улучшением качества этой детали.
Изобретение, согласно пункту 9 формулы, представляет собой устройство для сверления, включающее инструмент 4 для формирования отверстия в детали 50, 60, двигатели 7, 8, обеспечивающие относительное вращательное движение и относительное поступательное перемещение детали 50, 60 и инструмента 4, и систему 15 управления, обеспечивающую регулирование параметров двигателей 7, 8, причем деталь 50, 60 содержит предварительно заданное количество отдельных областей 51-56, 61, 62, состоящих из материалов с различными свойствами, система 15 управления содержит средства 22 для измерения нагрузочного крутящего момента, которыми измеряется нагрузочный крутящий момент Т на инструменте 4, средства 31 для определения момента начала обработки, которыми определяется момент начала обработки детали 50, 60 сверлением, средства 33 для обнаружения обрабатываемого слоя детали, которыми на основе момента начала обработки и изменения нагрузочного крутящего момента Т определяются две или более области 51-56, 61, 62 детали в порядке их обработки сверлением, соответствующие двум или более обрабатываемым слоям 51a-56а, 61a, 62а, 61b детали, следующим друг за другом в направлении подачи, которое является направлением поступательного перемещения, средства 34 для выбора рабочего режима, которыми задаются значения частоты S вращения шпинделя и скорости F подачи с учетом свойств материалов, из которых состоят обрабатываемые слои 51a-56а, 61a, 62а, 61b детали, определенные средствами 33 для обнаружения обрабатываемого слоя детали, и средства 41, 42 для управления приводами, которыми регулируются параметры двигателей 7, 8 для обеспечения вращательного движения с частотой S вращения шпинделя и поступательного перемещения со скоростью F подачи, в результате чего осуществляется формирование сквозного отверстия 70 в двух или более обрабатываемых слоях 51a-56а, 61a, 62а, 61b детали посредством инструмента 4.
Вышеизложенное может характеризоваться действиями и эффектами, аналогичными изложенным в пункте 1 формулы настоящего изобретения.
Технический результат изобретения
Согласно настоящему изобретению, обеспечивается автоматическое распознавание двух и более обрабатываемых слоев детали, в которой формируется отверстие, что позволяет выполнять отверстия в детали, содержащей множество прилегающих друг к другу областей, отличающихся по свойствам материала, обеспечивается упрощение процесса сверления в рабочем режиме, заданном для каждого обрабатываемого слоя детали, а также обеспечивается повышение производительности обработки.
Кроме того, согласно настоящему изобретению, может быть снижена себестоимость устройства для сверления и могут быть улучшены качественные характеристики детали, в которой формируется отверстие.
Краткое описание чертежей
Фиг.1 показывает схему устройства для сверления в рамках варианта осуществления настоящего изобретения, причем на фиг.1A приведен вид спереди основной части устройства для сверления, на фиг.1B приведен вид основной части устройства для сверления, показанного на фиг.1A, в направлении обзора, соответствующем направлению стрелки b.
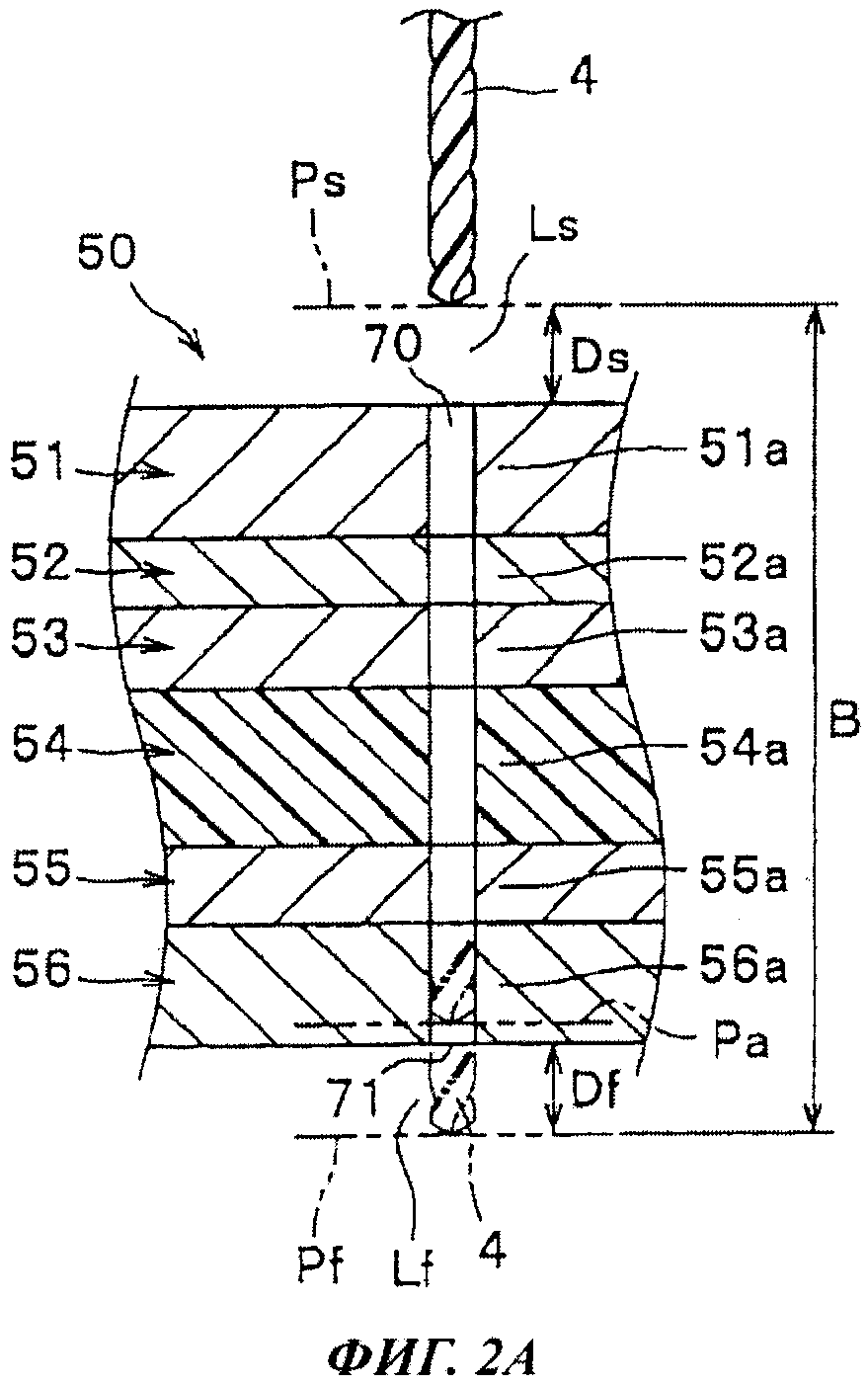
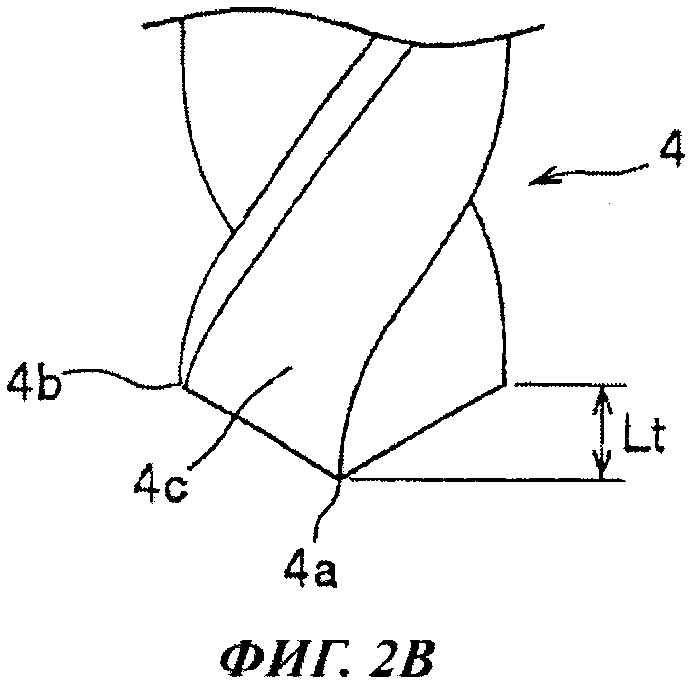
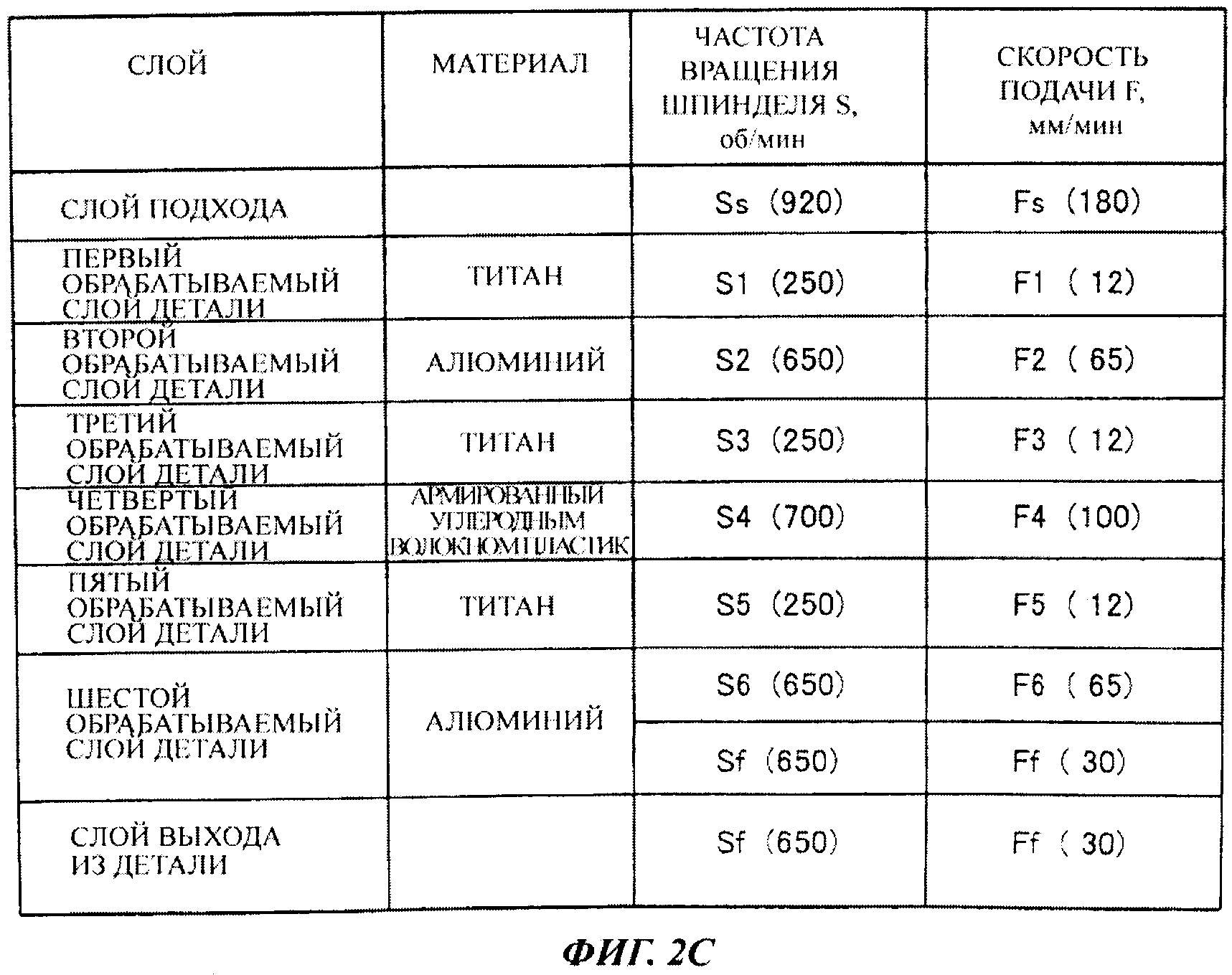
Фиг.2 показывает поясняющее изображение детали, обрабатываемой устройством для сверления, приведенным на фиг.1, причем на фиг.2A приведено поперечное сечение основной части детали, на фиг.2B приведено увеличенное изображение области вокруг режущей кромки сверла, показанного на фиг.2A, на фиг.2C приведены данные о материале каждого обрабатываемого слоя детали, заданные значения частот вращения шпинделя и скорости подачи.
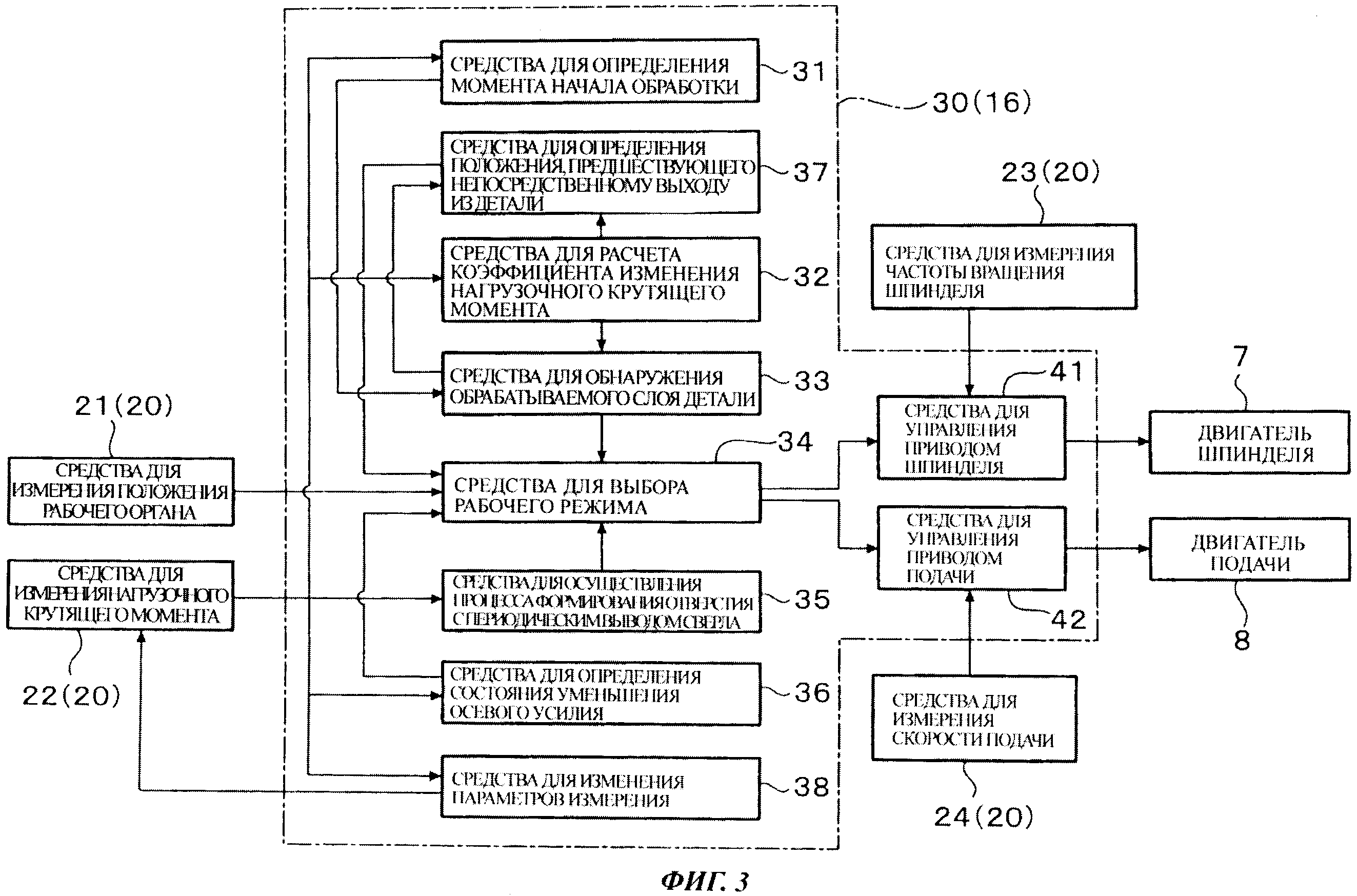
Фиг.3 показывает блок-схему основной части панели управления устройством для сверления, приведенным на фиг.1.
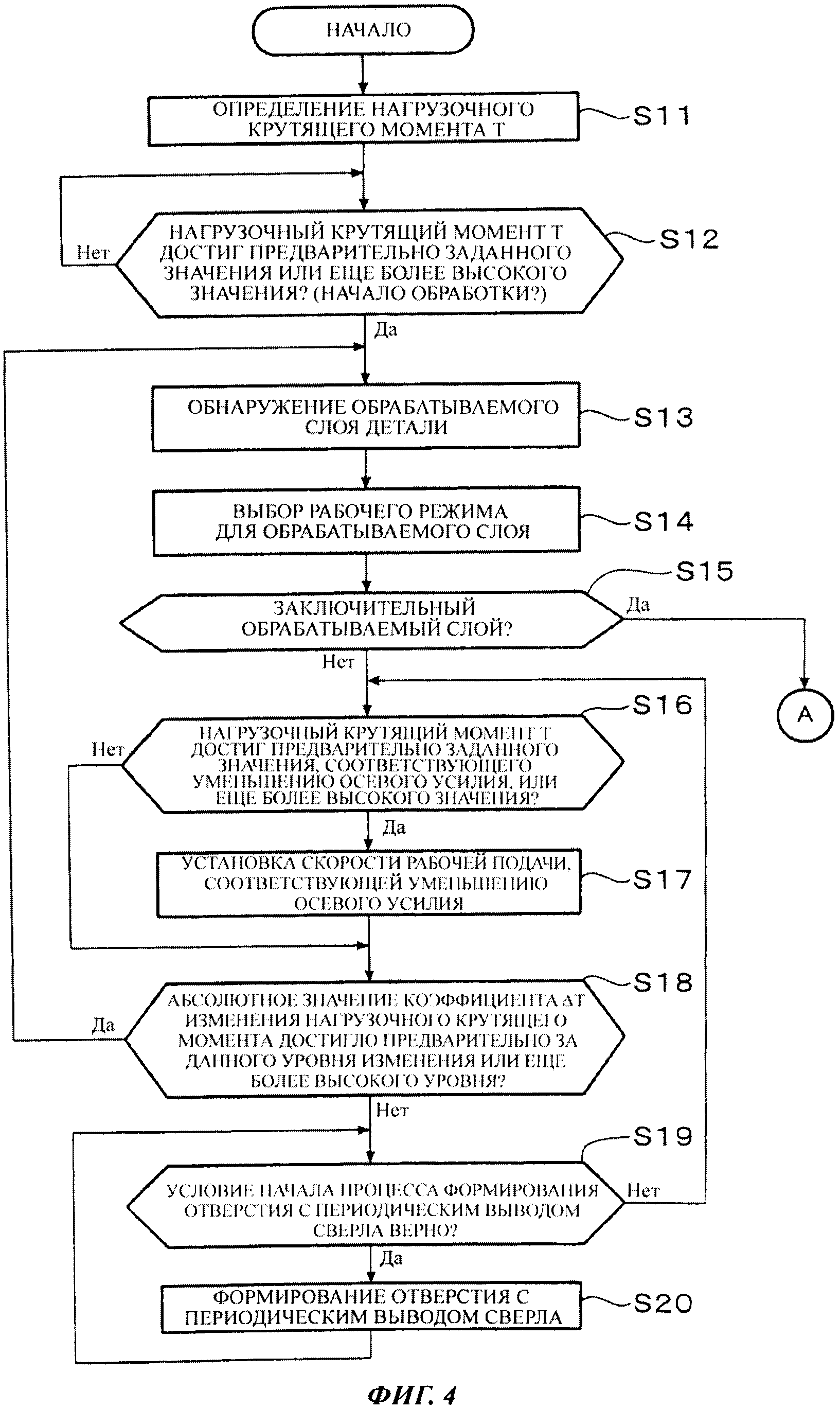
Фиг.4 показывает фрагмент блок-схемы, иллюстрирующей основную часть процесса регулирования параметров двигателей при помощи панели управления устройством для сверления, приведенным на фиг.1.
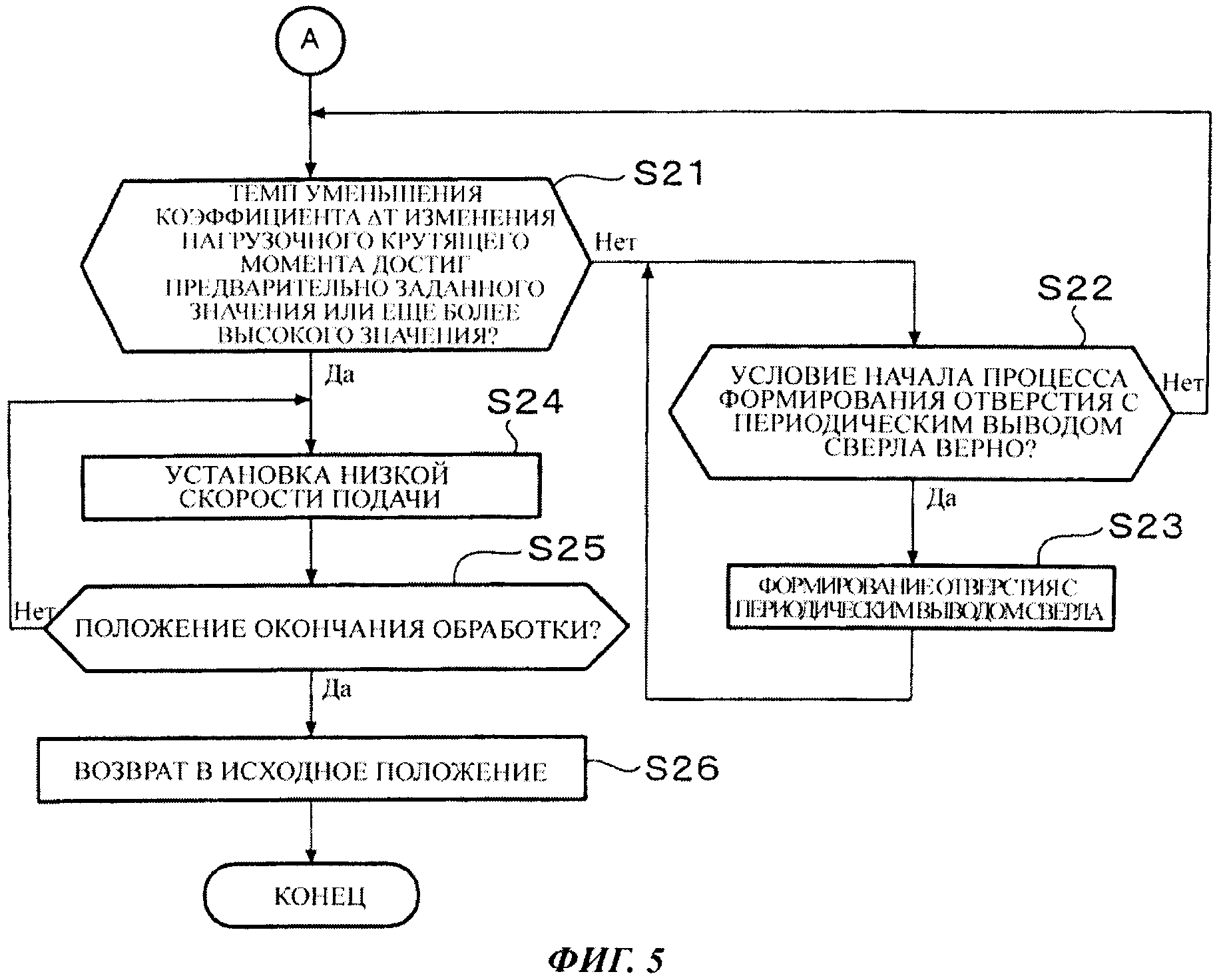
Фиг.5 показывает фрагмент, соответствующий продолжению и окончанию блок-схемы, начало которой приведено на фиг.4.
Фиг.6 показывает отдельное изображение обрабатываемой устройством для сверления детали, приведенной на фиг.2A.
Осуществление изобретения
Ниже приведено описание варианта осуществления настоящего изобретения со ссылками на фиг.1-6.
На фиг.1 показано устройство 1 для сверления, согласно варианту осуществления настоящего изобретения, представляющее собой сверлильную машину 2, включающую стол 3, на котором располагается и фиксируется деталь 50, сверло 4, используемое в качестве инструмента для формирования в детали 50 сквозного отверстия 70, и систему 15 управления сверлильной машиной 2. Система 15 управления включает панель 16 управления, содержащую центральный процессор, панель 17 оператора, предназначенную для ввода рабочих параметров, в том числе для задания рабочего режима сверлильной машины 2 и установки параметров детали 50. Введенные через панель 17 оператора рабочие параметры сохраняются в запоминающем устройстве системы 15 управления.
Кроме крепежного стола 3 и сверла 4 сверлильная машина 2 содержит бабку 5, зафиксированную на станине или роботе (не показан) и прикрепленную к станине или к роботу, несущий блок в виде ползуна 6, который может перемещаться по направляющим (не показаны), установленным в бабке 5, и совершать возвратно-поступательное движение по траектории, параллельной направлению подачи, двигатель 7 шпинделя, представляющий собой двигатель привода шпинделя, установленный на ползуне 6 и сообщающий вращательное движение сверлу 4, двигатель 8 подачи, представляющий собой двигатель привода подачи, сообщающий поступательное движение ползуну 6 в направлении подачи, механическую передачу 9 шпинделя, передающую вращение двигателя 7 шпинделя на сверло 4, и механическую передачу 10 узла подачи, сообщающую движущую силу двигателя 8 подачи ползуну 6.
Ползун 6, оба двигателя 7, 8 и обе механические передачи 9, 10 расположены внутри бабки 5. Сверло 4 закреплено на ползуне 6, связано с двигателем 7 шпинделя через механическую передачу 9 шпинделя и приводится в движение в направлении подачи двигателем 8 подачи совместно с ползуном 6, двигателем 7 шпинделя и механической передачей 9 шпинделя.
В данном случае направление подачи параллельно оси вращения сверла 4, которая совпадает с осью шпинделя 9а, являющегося частью механической передачи 9 шпинделя, причем направление подачи включает как рабочее направление (направление сверления), так и направление отвода инструмента, противоположное направлению сверления.
Двигатель 7 шпинделя обеспечивает относительное вращательное движение сверла 4 и детали 50 путем сообщения сверлу 4 вращательного движения резания, а двигатель 8 подачи обеспечивает относительное поступательное перемещение сверла 4 и детали 50 путем сообщения сверлу 4 движения подачи. В данном случае двигатель 7 шпинделя и двигатель 8 подачи выполняют функции системы привода сверлильной машины 2.
Кроме того, двигатель 8 подачи включает ограничитель 8а крутящего момента, который ограничивает крутящий момент на валу двигателя 8 подачи. Ограничитель 8а крутящего момента может изменять значение верхнего предела нагрузочного момента путем регулирования усилия (например, силы действия магнитного поля) для задания предельного значения нагрузочного момента.
Механическая передача 9 шпинделя включает шпиндель 9а, соединенный с вращающимся валом двигателя 7 шпинделя, и патрон 9b, установленный на выступающем конце шпинделя, который может вращаться совместно со шпинделем 9а и закрепленным в нем съемным сверлом 4. Двигатель 7 и шпиндель 9а расположены внутри бабки 6, имеющей цилиндрическую форму.
Механическая передача 10 узла подачи представляет собой шариковинтовую передачу 10b, состоящую из ходового винта 10 с, соединенного с вращающимся валом двигателя 8 подачи через редуктор 10а, и гайки 10d качения, установленной на ходовом винте 10 с, а также несущей 10е, соединенной с ползуном 6 и перемещаемой в направлении подачи совместно с гайкой 10d качения, при этом механическая передача 10 узла подачи преобразует вращательное движение двигателя 8 подачи в поступательное перемещение ползуна 6, двигателя 7 шпинделя, шпинделя 9а, патрона 9b и сверла 4 в направлении подачи. Соответственно, сверло 4, приводимое в движение двигателем 8 подачи, может перемещаться на величину максимального хода А в направлении подачи. На фиг.1B пунктиром показаны частичные контуры сверла 4, патрона 9b и ползуна 6 в положении, соответствующем величине максимального хода А.
На фиг.1 и 2 показана деталь 50, представляющая собой композиционный продукт, имеющий слоистую структуру и состоящий из множества слоев 51-56, в данном случае из шести, отличающихся по свойствам материала, причем шесть слоев 51-56 детали расположены в порядке очередности их сверления. Слои 51-56 детали, с первого по шестой, попарно прилегают друг к другу и контактируют друг с другом в направлении подачи сверла 4 в следующем порядке: слой 51 со слоем 52, слой 52 со слоем 53, слой 53 со слоем 54, слой 54 со слоем 55, слой 55 со слоем 56.
Первый, третий и пятый слои 51, 53, 55 детали выполнены из титана или титанового сплава (на фиг.2C в качестве материала данных слоев указан титан), который является первым металлом и представляет собой первый материал, второй и шестой слои 52, 56 детали выполнены из алюминия или алюминиевого сплава (на фиг.2C в качестве материала данных слоев указан алюминий), который является вторым металлом и представляет собой второй материал, а четвертый слой 54 детали выполнен из композиционного материала, в данном случае из армированного углеродным волокном пластика, который не является металлом и представляет собой третий материал.
Кроме того, шесть слоев 51-56 детали содержат, соответственно, шесть обрабатываемых слоев 51a-56а, которые представляют собой области детали, в которых формируется отверстие 70. Таким образом, каждый из шести обрабатываемых слоев 51a-56а детали представляет собой прилегающую к отверстию 70 область детали 50, в которой формируется отверстие 70.
Следует отметить, что сочетание двух или более материалов с разными свойствами, из которых выполнена деталь, может быть произвольным, при этом сочетание видов материалов обрабатываемых слоев детали, прилегающих друг к другу в направлении подачи, тоже может быть произвольным.
Как показано на фиг.2A, расстояние от исходного положения Ps, из которого сверло 4 начинает рабочее перемещение для осуществления процесса сверления, до положения Pf окончания обработки, в котором завершается процесс сверления и заканчивается рабочее перемещение сверла 4, соответствует рабочему ходу В, причем в диапазоне рабочего хода В заключены деталь 50, слой Ls подхода, ограниченный исходным положением Ps сверла 4 (которое является положением начала рабочего движения) и местом контакта сверла 4 с первым обрабатываемым слоем 51a детали 50, и слой Lf выхода из детали с рабочим движением, который сверло 4 проходит от шестого обрабатываемого слоя 56а детали 50 после выхода из шестого обрабатываемого слоя 56а до положения Pf окончания обработки (которое является положением завершения рабочего движения). Слой Ls подхода и слой Lf выхода из детали с рабочим перемещением находятся за пределами детали (в воздухе), не являются обрабатываемыми слоями и не эквивалентны обрабатываемым слоям детали 50.
Кроме того, отверстие 70 проходит через шесть обрабатываемых слоев 51a-56а детали насквозь от первого обрабатываемого слоя 51a до шестого обрабатываемого слоя 56а детали. Таким образом, первый обрабатываемый слой 51a является начальным обрабатываемым слоем, с которого начинается процесс сверления детали 50, а шестой обрабатываемый слой 56а является заключительным обрабатываемым слоем, в котором формируется выход 71 отверстия 70 детали 50 и заканчивается процесс сверления.
На фиг.3 приведена панель 16 управления (см. фиг.1), содержащая измерительный блок 20, регистрирующий состояние сверлильной машины 2, и управляющий блок 30, регулирующий параметры соответствующих двигателей 7, 8.
Измерительный блок 20 содержит средства 21 для измерения положения рабочего органа при подаче, которыми регистрируется положение сверла 4 (или шпинделя 9а), являющегося рабочим органом, в направлении подачи, средства 22 для измерения нагрузочного крутящего момента, которыми регистрируется нагрузочный крутящий момент Т на сверле 4 в процессе подачи, средства 23 для измерения частоты вращения шпинделя, которыми регистрируется частота вращения двигателя 7 шпинделя, соответствующая частоте S вращения сверла 4 (или шпинделя 9а), совершающего вращательное движение (см. фиг.2C), и средства 24 для измерения скорости подачи, которыми регистрируется частота вращения двигателя 8 подачи, соответствующая скорости подачи сверла 4 (или шпинделя 9а) (см. фиг.2C).
Средствами 22 для измерения нагрузочного крутящего момента регистрируется величина электрического тока, соответствующая величине управляющего сигнала двигателя 8 подачи (здесь и далее называемой «величина электрического тока двигателя»), и регистрируется нагрузочный крутящий момент Т на сверле 4. В частности, величина электрического тока двигателя дискретизируется по определенному количеству выборок на каждом предварительно заданном временном интервале, при этом вычисляется среднее значение нагрузочного крутящего момента Т методом скользящего среднего по всему количеству выборок.
Средствами 21 для измерения положения рабочего органа (см. также фиг.2), представляющими собой, например энкодер, регистрируется исходное положение Ps (начало) и регистрируется положение сверла 4 в направлении подачи относительно исходного положения Ps. В данном случае исходное положение Ps задается заранее как положение, при котором дальний конец 4а сверла 4 отстоит от детали 50 в направлении подачи на заданное расстояние Ds подхода к детали 50. Кроме того, средствами 21 для измерения положения рабочего органа регистрируется положение окончания обработки Pf, соответствующее завершению сверления. Согласно этому варианту осуществления изобретения, положение Pf окончания обработки является положением, в котором дальний конец 4а сверла 4, прошедший насквозь деталь 50, отстоит от детали 50 в направлении подачи на заданное расстояние Df выхода из детали 50.
В этом варианте осуществления изобретения положение сверла 4 в направлении подачи соответствует положению в направлении подачи несущей 10е, ползуна 6 и шпинделя 9а (см. фиг.1), перемещающихся совместно со сверлом 4 в направлении подачи.
Управляющий блок 30 содержит средства 31 для определения момента начала обработки, которыми определяется момент начала обработки детали 50, 60 сверлением на основе регистрации контакта между деталью 50 и сверлом 4, средства 32 для расчета коэффициента изменения нагрузочного крутящего момента, которыми рассчитывается коэффициент ДТ изменения нагрузочного крутящего момента Т на основе значения нагрузочного крутящего момента Т, зарегистрированного средствами 22 для измерения нагрузочного крутящего момента, средства 33 для обнаружения обрабатываемого слоя детали, которыми на основе изменения нагрузочного крутящего момента Т, регистрируемого средствами 22 для измерения нагрузочного крутящего момента, обнаруживается два или более обрабатываемых слоя детали 50, представленные в данном варианте осуществления изобретения шестью обрабатываемыми слоями 51a-56а в составе шести областей 51-56 детали, причем в данном случае шесть обрабатываемых слоев 51a-56а расположены в направлении подачи и сверления, средства 34 для выбора рабочего режима, которыми выбираются параметры рабочего режима, включающие частоту S вращения шпинделя и скорость F подачи, причем данные параметры рабочего режима задаются в соответствии с характеристиками материалов, из которых состоят обрабатываемые слои 51a-56а детали, средства 35 для осуществления процесса формирования отверстия с периодическим выводом сверла, средства 36 для определения состояния уменьшения осевого усилия, которыми регистрируется рабочее состояние, при котором осевое усилие, сообщаемое сверлом 4 детали 50 в направлении подачи, должно быть уменьшено, средства 37 для определения положения, предшествующего непосредственному выходу из детали, которыми определяется факт нахождения сверла 4 в процессе сверления в направлении подачи в положении Ра, предшествующем непосредственному выходу из детали 50, средства 38 для изменения параметров измерения, которыми изменяются параметры измерения нагрузочного крутящего момента Т, зарегистрированного средствами 22 для измерения нагрузочного крутящего момента, в зависимости от состояния сверлильной машины 2, средства 41 для управления приводом шпинделя, включающие инвертор и регулирующие частоту вращения двигателя 7 шпинделя (соответственно, частоту S вращения шпинделя), и средства 42 для управления приводом подачи, включающие сервопреобразователь и регулирующие частоту вращения двигателя 8 подачи (соответственно, скорость F подачи).
В данном случае средствами для управления приводами являются средства 41 для управления приводом шпинделя и средства 42 для управления приводом подачи, предназначенные для регулирования параметров двигателя 7 шпинделя и двигателя 8 подачи соответственно с целью получения значений частоты S вращения шпинделя и скорости F подачи, задаваемых средствами 34 для выбора рабочего режима.
Панель 17 оператора (см. фиг.1A и 2), которая может быть, например сенсорной, содержит переключатель пуска/останова, блок ввода и блок отображения. При помощи блока ввода оператор заносит данные о детали 50, в том числе информацию о расположении шести обрабатываемых слоев 51a-56а детали 50, в которых формируется отверстие 70, данные о рабочем режиме сверления, в том числе частоту S вращения шпинделя, скорость F подачи и т.д., а также задает значения рабочих данных, включающих информацию о положении рабочего органа в направлении подачи, в том числе об исходном положении Ps, положении Pf окончания обработки, положении вывода инструмента при сверлении с периодическим выводом сверла.
В данном случае информация о расположении обрабатываемых слоев 51a- 56а детали 50 представляет собой данные о порядке чередования этих обрабатываемых слоев в направлении подачи. Кроме того, в параметры рабочего режима также должна быть включена информация о рабочем состоянии устройства 1 для сверления, когда оно не выполняет фактического сверления в процессе работы сверлильной машины 2.
Заданная частота вращения шпинделя представляет собой одну из заданных рабочих частот S1-S6 вращения шпинделя, каждая из которых относится к одному из соответствующих обрабатываемых слоев 51a-56а детали 50, в которой сверлом 4 формируется отверстие, заданную частоту Sf вращения шпинделя непосредственно перед выходом из детали, которая соответствует частоте вращения шпинделя в процессе сверления сквозного отверстия непосредственно перед выходом инструмента из детали, заданную частоту Ss вращения шпинделя при подходе к детали в процессе подвода инструмента к детали и заданную частоту вращения шпинделя при возврате в исходное положение, которая соответствует частоте вращения шпинделя для отвода инструмента в исходное положение. Частота вращения шпинделя при подходе к детали выше рабочей частоты вращения шпинделя при сверлении обрабатываемых слоев 51a-56а детали 50.
В данном случае процесс сверления сквозного отверстия непосредственно перед выходом инструмента из детали представляет собой процесс, начинающийся в момент нахождения сверла 4 в положении Ра, предшествующем непосредственному выходу из детали, и заканчивающийся в момент достижения сверлом 4 положения Pf окончания обработки; процесс подхода представляет собой процесс, начинающийся в момент нахождения сверла 4 в исходном положении Ps и заканчивающийся в момент касания инструментом детали 50; процесс возврата в исходное положение представляет собой процесс, начинающийся в момент нахождения сверла 4 в положении Pf окончания обработки и заканчивающийся в момент возврата инструмента в исходное положение Ps.
Кроме того, заданная скорость подачи представляет собой одну из заданных скоростей F1-F6 рабочей подачи, каждая из которых относится к одному из соответствующих обрабатываемых слоев 51a-56а детали 50, в которой сверлом 4 формируется отверстие, заданную низкую скорость Ff рабочей подачи непосредственно перед выходом из детали, которая соответствует подаче в процессе сверления сквозного отверстия непосредственно перед выходом инструмента из детали, заданную скорость Fs подачи при подходе к детали в процессе подвода инструмента к детали, заданную скорость подачи при возврате в исходное положение, которая соответствует скорости подачи для отвода инструмента в исходное положение, заданную скорость рабочей подачи при уменьшении осевого усилия, которая соответствует скорости рабочей подачи при уменьшении осевого усилия и ограничении осевого усилия, сообщаемого сверлом 4 детали, заданную скорость отвода инструмента в процессе формирования отверстия с периодическим выводом сверла и заданную скорость подачи при подходе к детали в процессе формирования отверстия с периодическим выводом сверла, при котором сверло 4 совершает прямое и возвратное перемещения.
Скорость подачи при подходе к детали, скорость подачи при возврате в исходное положение, скорость подачи при подходе к детали в процессе формирования отверстия с периодическим выводом сверла, скорость отвода инструмента в процессе формирования отверстия с периодическим выводом сверла выше любой из скоростей рабочей подачи. Скорость Fs подачи при подходе к детали, скорость подачи для отвода инструмента в исходное положение, скорость подачи при подходе к детали в процессе формирования отверстия с периодическим выводом сверла и скорость отвода инструмента в процессе формирования отверстия с периодическим выводом сверла могут совпадать друг с другом и могут быть равны максимальной скорости двигателя 8 подачи.
В то же время, низкая скорость рабочей подачи меньше скорости рабочей подачи при сверлении шестого обрабатываемого слоя 56а, который является заключительным обрабатываемым слоем, а скорость рабочей подачи при уменьшении осевого усилия меньше любой из скоростей рабочей подачи.
На фиг.2C в круглых скобках показаны численные значения, приведенные в качестве примеров значений частот 81-S6 вращения шпинделя и значений скоростей F1-F6 подачи.
Ниже приведено описание управляющего блока 30 со ссылками на фиг.2 и 3.
Средствами 31 для определения момента начала обработки обнаруживается контакт между сверлом 4 и деталью 50 по нагрузочному крутящему моменту Т, регистрируемому средствами 22 для измерения нагрузочного крутящего момента. В частности, при достижении нагрузочным крутящим моментом Т заданного значения, соответствующего началу обработки, или при превышении его вследствие контакта сверла 4 с первым обрабатываемым слоем 51a, при котором сверло 4 выходит из состояния, характеризующегося нулевым нагрузочным крутящим моментом Т, в процессе преодоления сверлом 4 расстояния Ds подхода к детали в направлении подачи после начала перемещения инструмента из исходного положения Ps до положения, в котором происходит контакт с деталью 50, регистрируется контакт между сверлом 4 и деталью 50 и, соответственно, начало обработки (в момент начала резания).
Коэффициент ΔТ изменения нагрузочного крутящего момента рассчитывается на основе значения последнего нагрузочного крутящего момента Т, зарегистрированного средствами 22 для измерения нагрузочного крутящего момента (здесь и далее называемого «последний нагрузочный крутящий момент») и значения нагрузочного крутящего момента Т, зарегистрированного непосредственно перед получением значения последнего нагрузочного крутящего момента Т (здесь и далее называемого «предыдущий нагрузочный крутящий момент»), точнее, данный коэффициент равен отношению изменения нагрузочного крутящего момента (то есть разницы между значением последнего нагрузочного крутящего момента и значением предыдущего нагрузочного крутящего момента) к значению предыдущего нагрузочного крутящего момента.
Средствами 33 для обнаружения обрабатываемого слоя детали определяется первый обрабатываемый слой 51a детали в момент начала обработки, который регистрируется средствами 31 для определения момента начала обработки. Кроме того, при последовательном расположении двух прилегающих друг к другу обрабатываемых слоев (например, первого и второго обрабатываемых слоев 51a, 52а, второго и третьего обрабатываемых слоев 52а, 53а, третьего и четвертого обрабатываемых слоев 53а, 54а и т.д.) детали 50, при котором сверление предыдущего слоя (например, первого обрабатываемого слоя 51a) и последующего слоя (например, второго обрабатываемого слоя 52а) происходит поочередно после определения первого обрабатываемого слоя 51a, средствами 33 для обнаружения обрабатываемого слоя детали регистрируется факт перехода от предыдущего обрабатываемого слоя к последующему обрабатываемому слою, прилегающему к нему в порядке процесса сверления, при котором абсолютное значение коэффициента ΔТ изменения нагрузочного крутящего момента при сверлении в рабочем режиме, соответствующем сверлению предыдущего обрабатываемого слоя, изменилось на значение заданного коэффициента ΔТ изменения нагрузочного крутящего момента или на еще более высокое значение по отношению к нагрузочному крутящему моменту Т на сверле 4, находящееся в процессе сверления предыдущего обрабатываемого слоя детали.
Кроме того, средствами 33 для обнаружения обрабатываемого слоя детали определяются обрабатываемые слои 52а-56а детали, со второго по шестой (а также слои 52-56 детали со второго по шестой), то есть оставшиеся пять обрабатываемых слоев детали 50, отличные от первого обрабатываемого слоя 51a, на основе количества случаев изменения нагрузочного крутящего момента Т на значение заданного коэффициента изменения или еще более высокое значение после регистрации момента начала обработки средствами 31 для определения момента начала обработки и на основе расположения обрабатываемых слоев 51a-56а детали 50, заданного при помощи панели 17 оператора.
Таким образом, на основе данных о регистрации переходов между первым и вторым обрабатываемыми слоями 51a, 52а, между вторым и третьим обрабатываемыми слоями 52а, 53а, между третьим и четвертым обрабатываемыми слоями 53а, 54а, между четвертым и пятым обрабатываемыми слоями 54а, 55а, между пятым и шестым обрабатываемыми слоями 55а, 56а последовательно выполняются процессы обнаружения обрабатываемых слоев 52а-56а детали 50, отличных от первого обрабатываемого слоя 51a, причем соответствующие обрабатываемые слои 51a-56а детали 50 определяются в порядке их чередования при сверлении.
Другими словами, что касается обрабатываемых слоев 52а-56а детали, отличных от первого обрабатываемого слоя 51a, на основе изменения нагрузочного крутящего момента Т на сверле 4 при сверлении предыдущего обрабатываемого слоя детали, при котором происходят последовательные переходы между обрабатываемыми слоями 51a и 52а, 52а и 53а, 53а и 54а, 54а и 55а, 55а и 56а, попарно контактирующими друг с другом в направлении подачи, определяются последующие обрабатываемые слои, следующие после предыдущих слоев детали, причем данные процессы обнаружения повторяются, пока очередной обрабатываемый слой не станет заключительным (в данном варианте осуществления изобретения это шестой обрабатываемый слой 56а детали).
В данном случае заданный коэффициент изменения нагрузочного крутящего момента определяется заранее на основе характеристик материалов соответствующих обрабатываемых слоев 51a-56а детали по сочетанию предыдущих обрабатываемых слоев и последующих обрабатываемых слоев.
После обнаружения обрабатываемых сверлением слоев 51a-56а детали средствами 33 для обнаружения обрабатываемого слоя детали из запоминающего устройства системы 15 управления средствами 34 для выбора рабочего режима извлекаются заданные значения частоты S вращения шпинделя и скорости F подачи, которые далее устанавливаются для сверления обрабатываемых слоев 51a-56а детали, при этом каждому из данных обрабатываемых слоев соответствует одно из значений S1-S6 рабочей частоты вращения шпинделя и одно из значений F1-F6 скорости рабочей подачи, при которых осуществляется сверление соответствующего слоя из числа обрабатываемых слоев 51a-56а детали с заданными параметрами соответствующего рабочего режима.
Для пары предыдущего обрабатываемого слоя и последующего обрабатываемого слоя детали средствами 36 для определения состояния уменьшения осевого усилия определяется рабочее состояние, при котором нагрузочный крутящий момент Т, регистрируемый средствами 22 для измерения нагрузочного крутящего момента, равен предварительно заданному крутящему моменту для уменьшения осевого усилия в процессе сверления предыдущего обрабатываемого слоя или больше него. После регистрации средствами 36 для определения состояния уменьшения осевого усилия значения прикладываемого к сверлу 4 нагрузочного крутящего момента Т, равного предварительно заданному крутящему моменту для уменьшения осевого усилия или превышающего его, средствами 34 для выбора рабочего режима задается скорость F подачи для уменьшения осевого усилия, которая ниже заданной рабочей скорости подачи, соответствующей сверлению предыдущего обрабатываемого слоя детали.
Данная скорость подачи для уменьшения осевого усилия задается с целью предотвращения деформации последующего обрабатываемого слоя детали из расчета характеристик материала и толщины последующего обрабатываемого слоя, скорости F подачи в предыдущем обрабатываемом слое и т.п.
Кроме того, для процесса формирования отверстия с периодическим выводом сверла при помощи панели 17 оператора в отношении каждого из обрабатываемых слоев 51a-53а, 55а, 56а за исключением четвертого обрабатываемого слоя 54а, выполненного из армированного углеродным волокном пластика, в рамках рабочих данных предварительно задаются исходные условия, представляющие собой значения нагрузочного крутящего момента и времени обработки в процессе формирования отверстия с периодическим выводом сверла при сверлении соответствующих обрабатываемых слоев 51a-56а детали.
При регистрации нагрузочного крутящего момента Т в процессе формирования отверстия с периодическим выводом сверла средствами 22 для измерения нагрузочного крутящего момента и регистрации факта истечения времени обработки для формирования отверстия с периодическим выводом сверла средствами для измерения времени (не показаны) при помощи измерительного блока 20 средствами 35 для осуществления процесса формирования отверстия с периодическим выводом сверла регистрируется момент появления начального условия для осуществления процесса формирования отверстия с периодическим выводом сверла.
Кроме того, после регистрации средствами 35 для осуществления процесса формирования отверстия с периодическим выводом сверла момента появления начального условия для осуществления процесса формирования отверстия с периодическим выводом сверла средствами 34 для выбора рабочего режима устанавливаются значения скорости F подачи для отвода сверла и скорости рабочей подачи для подхода к детали для осуществления процесса формирования отверстия с периодическим выводом сверла, при этом частота S вращения шпинделя остается на прежнем уровне заданной рабочей частоты вращения шпинделя для сверления обрабатываемого слоя детали при формировании отверстия с периодическим выводом сверла.
Далее, в процессе формирования отверстия с периодическим выводом сверла на основе изменения нагрузочного крутящего момента Т, регистрируемого средствами 22 для измерения нагрузочного крутящего момента, средствами определения повторного пуска процесса формирования отверстия с периодическим выводом сверла обнаруживается контакт между сверлом 4 и деталью 50. В частности, при достижении нагрузочным крутящим моментом Т в процессе подхода инструмента к детали при формировании отверстия с периодическим выводом сверла предварительно заданного значения для процесса формирования отверстия с периодическим выводом сверла или при превышении данного значения вследствие контакта между сверлом 4 и обрабатываемым слоем детали в момент начала перемещения для отвода инструмента в процессе формирования отверстия с периодическим выводом сверла средствами определения повторного пуска процесса формирования отверстия с периодическим выводом сверла регистрируется факт контакта между сверлом 4 и деталью 50 и, следовательно, факт повторного пуска процесса сверления.
При данном процессе формирования отверстия с периодическим выводом сверла задается исходное положение Ps, соответствующее положению периодического отвода сверла 4. В ином случае положение отвода сверла при формировании отверстия с периодическим выводом сверла может задаваться таким образом, чтобы дальний конец 4а сверла находился внутри детали 50 или ближе к поверхности детали 50, чем исходное положение Ps.
При приближении сверла 4 к положению Ра, предшествующему непосредственному выходу из детали 50, ввиду уменьшения толщины оставшейся обрабатываемой части шестого обрабатываемого слоя 56а, являющегося заключительным обрабатываемым слоем, нагрузочный крутящий момент Т уменьшается. Таким образом, при обнаружении шестого обрабатываемого слоя 56а детали средствами 33 для обнаружения обрабатываемого слоя детали и после установления факта уменьшения коэффициента ДТ изменения нагрузочного крутящего момента, вычисляемого средствами 32 для расчета коэффициента изменения нагрузочного крутящего момента на основе значения нагрузочного крутящего момента Т, с предварительно заданным темпом или с еще более высоким по сравнению с ним темпом средствами 37 для определения положения, предшествующего непосредственному выходу из детали, регистрируется факт нахождения сверла 4 в положении Ра, предшествующем непосредственному выходу из детали. Предварительно заданный темп уменьшения нагрузочного крутящего момента получается эмпирическим путем и путем имитационного моделирования на основе характеристик материала, из которого выполнен шестой слой 56а детали, рабочей частоты вращения шпинделя и скорости подачи для шестого обрабатываемого слоя 56а, толщины оставшейся для обработки части слоя и т.д.
Кроме того, после регистрации средствами 37 для определения положения, предшествующего непосредственному выходу из детали, факта нахождения сверла 4 в положении, предшествующем непосредственному выходу из детали, средствами 34 для выбора рабочего режима задается частота S вращения шпинделя и скорость F6 рабочей подачи, соответствующие положению, предшествующему непосредственному выходу из детали, причем скорость F6 рабочей подачи соответствует низкой скорости Ff подачи. Хотя в данном варианте осуществления изобретения заданная частота вращения шпинделя, соответствующая положению, предшествующему непосредственному выходу из детали, остается на уровне 86 частоты вращения шпинделя для шестого обрабатываемого слоя 56а, в другом случае она может быть ниже заданной частоты S6 вращения шпинделя, причем в этом случае эффект предотвращения образования объектов, ухудшающих качество детали, усиливается.
В данном случае к объектам, ухудшающим качество детали, относятся заусенцы, задиры и расслоения, описанные ниже, а также прочие дефекты поверхностей, возникающие при выходе сверла 4 из детали 50 при формировании в ней сквозного отверстия.
Низкая скорость Ff подачи задается с целью предотвращения появления объектов, ухудшающих качество детали, и устанавливается на основе характеристик шестого обрабатываемого слоя 56а детали. Кроме того, после выхода сверла 4 из детали 50 при формировании в ней сквозного отверстия низкая скорость Ff подачи поддерживается постоянной до момента достижения инструментом положения Pf окончания обработки. В другом варианте, с целью предотвращения появления объектов, ухудшающих качество детали, низкая скорость Ff подачи также может меняться в некотором диапазоне, верхняя граница которого ниже уровня заданной скорости рабочей подачи для шестого обрабатываемого слоя 56а детали при перемещении инструмента из положения Ра, предшествующего непосредственному выходу из детали, в положение Pf окончания обработки. Например, увеличение низкой скорости подачи позволяет уменьшить время обработки и предотвратить появление объектов, ухудшающих качество детали.
Кроме того, средствами 34 для выбора рабочего режима задается скорость F подачи, соответствующая скорости Fs подачи при подходе к детали в процессе подхода инструмента к детали, а также задается скорость F подачи, соответствующая скорости отвода инструмента в исходное положение при возврате сверла 4 в исходное положение после достижения им положения Pf окончания обработки.
Средствами 41 для управления приводом шпинделя обеспечивается регулирование параметров двигателя 7 шпинделя с обратной связью, при этом сверлу 4 сообщается вращательное движение с заданной частотой S1-86 вращения шпинделя на основе значения частоты вращения шпинделя, регистрируемой средствами 23 для измерения частоты вращения шпинделя. Аналогичным образом, средствами 42 для управления приводом подачи обеспечивается регулирование параметров двигателя 8 подачи с обратной связью, при этом сверлу 4 сообщается поступательное движение с заданной скоростью подачи на основе значения скорости подачи, регистрируемой средствами 24 для измерения скорости подачи.
Кроме того, непосредственно после обнаружения обрабатываемых слоев 51a-56а средствами 33 для обнаружения обрабатываемого слоя детали средствами 41 для управления приводом шпинделя и средствами 42 для управления приводом подачи обеспечивается регулирование параметров соответствующих двигателей 7, 8, при этом по меньшей мере одно из значений - частоты S вращения шпинделя или скорости F подачи - может устанавливаться отличным от заданного значения рабочей частоты S1-S6 шпинделя или заданного значения скорости F1-F6 рабочей подачи для обрабатываемых слоев 51А-56а (здесь и далее эта функция называется «управление с изменением активных скоростных параметров»).
В частности, соответствующие двигатели 7, 8 управляются с изменением активных скоростных параметров, при этом при перемещении сверла 4 в слое Ls подхода для контакта с деталью 50 и при начале сверления (то есть в момент касания) детали 50 (в данном случае подразумевается сверление первого обрабатываемого слоя 51a) по меньшей мере одно из значений - частоты S вращения шпинделя или скорости F подачи - уменьшается от заданного значения частоты Ss шпинделя при подходе или от заданного значения скорости Fs подачи при подходе в слое Ls подхода к детали до предварительно заданного значения частоты вращения шпинделя или предварительно заданного значения скорости подачи соответственно, после чего постепенно увеличивается до заданного значения рабочей частоты S1 вращения шпинделя или заданного значения скорости F1 рабочей подачи для первого обрабатываемого слоя 51a детали соответственно.
В данном случае предварительно заданная частота вращения шпинделя ниже заданной частоты Ss вращения шпинделя при подходе к детали и заданной рабочей частоты 81 вращения шпинделя для первого обрабатываемого слоя 51a детали, а предварительно заданная скорость подачи меньше заданной скорости Fs подачи при подходе к детали и заданной скорости F1 рабочей подачи.
Кроме того, в другом варианте, после обнаружения первого обрабатываемого слоя 51a средствами 33 для обнаружения обрабатываемого слоя детали может применяться управление с изменением активных скоростных параметров после отвода сверла 4 от детали на предварительно заданное расстояние (например, 1 мм).
Далее, при переходе в процессе сверления от обработки слоя с высокой жесткостью к обработке слоя с низкой жесткостью параметры двигателей 7, 8 регулируются с изменением активных скоростных параметров, при этом по меньшей мере одно из значений - частоты S вращения шпинделя или скорости F подачи - постепенно увеличивается в зависимости от величины жесткости.
Кроме того, при переходе в процессе сверления от обработки слоя с низкой жесткости к обработке слоя с высокой жесткостью параметры двигателей 7, 8 регулируются с изменением активных скоростных параметров, при этом по меньшей мере одно из значений - частоты S вращения шпинделя или скорости F подачи - постепенно уменьшается в зависимости от величины жесткости.
Управление с изменением активных скоростных параметров при начале сверления
Кроме того, в данном варианте осуществления изобретения при начале сверления средствами 41 для управления приводом шпинделя осуществляется регулирование параметров двигателя 7 шпинделя с изменением активных скоростных параметров, при этом частота S вращения шпинделя для первого обрабатываемого слоя 51a непосредственно после его обнаружения средствами 33 для обнаружения обрабатываемого слоя детали уменьшается до предварительно заданного значения частоты вращения шпинделя, которое ниже заданного значения Ss частоты вращения шпинделя при подходе к детали и заданного значения S1 рабочей частоты вращения шпинделя, после чего постепенно увеличивается от предварительно заданного значения частоты вращения шпинделя до заданного значения S1 рабочей частоты вращения шпинделя, установленного для первого обрабатываемого слоя 51a детали. В другом варианте, при начале сверления и управлении с изменением активных скоростных параметров, частота S вращения шпинделя может задаваться сразу же как рабочая частота S1 шпинделя без прохождения через промежуточное значение предварительно заданной частоты вращения шпинделя.
Аналогичным образом, при начале сверления средствами 42 для управления приводом подачи осуществляется регулирование параметров двигателя 8 подачи с изменением активных скоростных параметров, при этом скорость F подачи для первого обрабатываемого слоя 51a уменьшается до предварительно заданного значения скорости подачи, которое ниже заданного значения Fs скорости подачи при подходе к детали, после чего постепенно увеличивается от предварительно заданного значения скорости подачи до заданного значения F1 скорости рабочей подачи, установленного для первого обрабатываемого слоя 51a детали.
Управление с изменением активных скоростных параметров в процессе сверления
Кроме того, в процессе сверления средствами 41 для управления приводом шпинделя осуществляется регулирование параметров двигателя 7 шпинделя с изменением активных скоростных параметров, при этом частота S вращения шпинделя для обрабатываемых слоев 52а-56а непосредственно после их обнаружения средствами 33 для обнаружения обрабатываемого слоя детали постепенно увеличивается (то есть происходит постепенное увеличение ее значения) или постепенно уменьшается (то есть происходит постепенное уменьшение ее значения) от предварительно заданного значения S1-S5 рабочей частоты вращения шпинделя, которое соответствует частоте S вращения шпинделя непосредственно перед обнаружением обрабатываемого слоя средствами 33 для обнаружения обрабатываемого слоя детали, до заданного значения S2-S6 частоты вращения шпинделя, установленного для обрабатываемых слоев 52а-56а детали.
Аналогичным образом, в процессе сверления средствами 42 для управления приводом подачи осуществляется регулирование параметров двигателя 8 подачи с изменением активных скоростных параметров, при этом скорость F подачи для обрабатываемых слоев 52а-56а непосредственно после их обнаружения средствами 33 для обнаружения обрабатываемого слоя детали постепенно увеличивается или постепенно уменьшается от заданного значения F1-F5 скорости рабочей подачи, которое соответствует скорости F подачи непосредственно перед обнаружением обрабатываемого слоя средствами 33 для обнаружения обрабатываемого слоя детали, или от заданной скорости подачи для уменьшения осевого усилия до заданного значения F2-F6 скорости рабочей подачи, установленного для обрабатываемых слоев 52а-56а детали.
Кроме того, задаваемый темп, с которым постепенно увеличивается или постепенно уменьшается частота S вращения шпинделя или скорость F подачи, обуславливается необходимостью повышения точности обработки с учетом заданной частоты вращения шпинделя, заданной скорости подачи, характеристик материала, из которого выполнены обрабатываемые слои 51a-56а (например, жесткость), и т.п.
Например, частота S вращения шпинделя и скорость F подачи для шести обрабатываемых слоев 51a-56а детали при управлении с изменением активных скоростных параметров устанавливаются на основе значений заданной частоты вращения шпинделя и заданной скорости подачи для слоя Ls подхода непосредственно перед обнаружением обрабатываемых слоев 51a-56а детали, с первого по шестой, средствами 33 для обнаружения обрабатываемого слоя детали, и для обрабатываемых слоев 51a-55а детали, с первого по пятый, в процессе сверления (что соответствует предыдущим обрабатываемым слоям из каждой пары обрабатываемых слоев, прилегающих друг к другу в порядке сверления), или на основе значений заданной частоты вращения шпинделя и заданной скорости подачи для обрабатываемых слоев 51a-56а детали, с первого по шестой, непосредственно после их обнаружения средствами 33 для обнаружения обрабатываемого слоя детали (что соответствует последующим обрабатываемым слоям из каждой пары обрабатываемых слоев, прилегающих друг к другу в порядке сверления).
Таким образом, примером значений заданной частоты вращения шпинделя и заданной скорости подачи, используемых в качестве базовых значений для установки частоты S вращения шпинделя и скорости F подачи при управлении с изменением активных скоростных параметров, также могут постоянно выбираться значения заданной частоты вращения шпинделя и заданной скорости подачи того обрабатываемого слоя из пары обрабатываемых слоев, непосредственно перед обнаружением или непосредственно после обнаружения средствами 33 для обнаружения обрабатываемого слоя детали, который характеризуется более высоким значением заданной частоты вращения шпинделя и заданной скорости подачи (что соответствует обрабатываемым слоям из каждой пары обрабатываемых слоев, прилегающих друг к другу в порядке сверления).
Кроме того, как показано на фиг.2B, сверло 4 имеет часть 4с с конической поверхностью, наружный диаметр которого изменяется при движении от дальнего конца 4а к максимально удаленной в радиальном направлении точке 4b режущей кромки сверла 4. Соответственно, если высота Lt части 4с с конической поверхностью меньше толщины каждого из обрабатываемых слоев 51a-56а, детали, предпочтительно, что управление с изменением активных скоростных параметров осуществляется для соответствующих обрабатываемых слоев 51a-56а в предварительно заданном диапазоне высоты Lt или в еще меньшем диапазоне. Таким образом, при осуществлении управления с изменением активных скоростных параметров при выборе сверла необходимо учитывать толщину обрабатываемых слоев 51a-56а детали или подбирать сверло 4 для обработки детали 50 с учетом толщины обрабатываемых слоев 51a-56а.
Далее, средствами 42 для управления приводом подачи осуществляется управление увеличением скорости F подачи и управление предельной величиной ограничителя 8а крутящего момента (см. фиг.1B).
В частности, при начале рабочего движения из исходного положения Ps сверла 4, находившегося в состоянии останова вращения, увеличение скорости F подачи, осуществляемое двигателем 8 подачи, задается на уровне увеличения скорости подачи при подходе к детали, который меньше уровня увеличения скорости подачи при обработке детали 50 сверлением (или при преодолении слоя Ls подхода). Таким образом, может быть предотвращено резкое увеличение электрического тока, протекающего через обмотки двигателя 8 подачи.
Кроме того, для уменьшения ударного воздействия на сверло 4 в момент контакта с деталью 50 при подходе к ней (в процессе преодоления слоя Ls подхода) или при подходе к детали в процессе формирования отверстия с периодическим выводом сверла, при котором отведенное от детали сверло 4 после фазы вывода сверла снова подводится к детали 50 до момента контакта с ней, средствами 42 для управления приводом подачи в ограничителе 8а крутящего момента устанавливается предельная величина при подходе к детали, которая меньше предельной величины при обработке детали 50.
Средствами 38 для изменения параметров измерения, которые управляют функцией регистрации параметров средствами 22 для измерения нагрузочного крутящего момента, изменяется количество выборок на каждом заданном временном интервале при подходе к детали в процессе преодоления слоя Ls подхода или при подходе к детали в процессе формирования отверстия с периодическим выводом сверла и устанавливается меньшим, нежели количество выборок в процессе сверления. Таким образом, благодаря возможности регулировки чувствительности измерительных средств при регистрации значений электрического тока двигателя при контакте между сверлом 4 и деталью 50 (соответственно, подразумевается регулировка чувствительности при измерении нагрузочного крутящего момента Т) обнаружение контакта между сверлом 4 и деталью 50 может производиться более оперативно, что характеризуется более эффективным регулированием параметров двигателя 7 шпинделя и двигателя 8 подачи.
Кроме того, средствами 38 для изменения параметров измерения выполняется процесс фильтрации с целью предотвращения ложного обнаружения обрабатываемого слоя средствами обнаружения обрабатываемого слоя вследствие резкого изменения величины электрического тока двигателя непосредственно после перехода от одного обрабатываемого слоя к другому, с целью предотвращения ложного обнаружения обрабатываемого слоя средствами обнаружения обрабатываемого слоя вследствие резкого изменения величины электрического тока двигателя непосредственно после реверса двигателя подачи в процессе формирования отверстия с периодическим выводом сверла, при котором происходит изменение направления перемещения инструмента с направления отвода сверла на направление подхода к детали с последующим переходом от одного обрабатываемого слоя к другому, сопровождающимся изменением абсолютного значения коэффициента ΔТ изменения нагрузочного крутящего момента на предварительно заданное значение или еще более высокое значение.
Данный процесс фильтрации предназначен для предотвращения регистрации некоторых значений тока двигателя или для исключения из расчета среднего значения некоторых регистрируемых значений тока двигателя. Благодаря исключению из расчета значений тока двигателя, соответствующих шуму, путем фильтрации некоторых значений тока двигателя при измерении нагрузочного крутящего момента Т обеспечивается улучшение точности работы средств 22 для измерения нагрузочного крутящего момента.
На фиг.4 и 5, а также дополнительно на фиг.1-3, описан способ регулирования процесса сверления, осуществляемый устройством 1 для сверления, при котором системой 15 управления выполняется регулирование параметров привода шпинделя с двигателем 7 шпинделя и привода подачи с двигателем 8 подачи.
Рабочие параметры, в том числе параметры рабочего режима, например расположение шести обрабатываемых слоев 51a-56а детали 50, а также частота S вращения шпинделя, скорость F подачи т.п., задаются при помощи панели 17 оператора, далее запускается работа сверлильной машины 2, после чего на этапе S11 определения нагрузочного крутящего момента средствами 22 для измерения нагрузочного крутящего момента в процессе сверления постоянно регистрируется нагрузочный крутящий момент на сверле 4.
Далее, на этапе S12 определения момента начала обработки средствами 22 для измерения нагрузочного крутящего момента регистрируется нагрузочный крутящий момент Т сверла 4, поступательно перемещающегося через слой Ls подхода из исходного положения Ps по направлению к детали 50, при этом средствами 33 для обнаружения обрабатываемого слоя детали устанавливается факт изменения нагрузочного крутящего момента на предварительно заданное значение или еще более высокое значение для определения момента начала обработки. Средствами 31 для определения момента начала обработки регистрируется контакт между сверлом 4 и деталью 50, что соответствует началу процесса обработки сверлильной машиной 2, при этом нагрузочный крутящий момент Т достигает предварительно заданного значения или более высокого значения, соответствующего началу обработки, а также определяется процесс подхода к детали, при котором значение нагрузочного крутящего момента Т меньше предварительно заданной величины, соответствующей началу обработки.
На основе данных о моменте начала обработки, определенном на этапе S12 средствами 31 для определения момента начала обработки, на этапе S13 средствами 33 для обнаружения обрабатываемого слоя детали определяется обрабатываемый слой детали, являющийся первым обрабатываемым слоем 51a, после чего, на этапе S14, средствами 34 для выбора рабочего режима устанавливаются рабочая частота S1 вращения шпинделя и скорость F1 рабочей подачи для первого обрабатываемого слоя 51a. Кроме того, средствами 41 для управления приводом шпинделя и средствами 42 для управления приводом подачи обеспечивается регулирование параметров двигателя 7 шпинделя и двигателя 8 подачи, в результате чего сверло 4 двигается с заданной рабочей частотой S вращения шпинделя и с заданной скоростью F1 подачи и выполняется сверление первого обрабатываемого слоя 51a.
Далее, на этапе S15, определяется, является ли обнаруженный на этапе S13 обрабатываемый слой детали заключительным (то есть шестым обрабатываемым слоем 56а в данном варианте осуществления изобретения). В данном случае, ввиду того, что обрабатываемый слой является первым обрабатываемым слоем 51a, а не шестым обрабатываемым слоем 56а, процесс переходит к этапу S16, на котором средствами 36 для определения состояния уменьшения осевого усилия определяется, является ли значение нагрузочного крутящего момента Т на сверле 4 в процессе сверления первого обрабатываемого слоя 51a детали, являющегося предыдущим обрабатываемым слоем, предварительно заданным значением крутящего момента для уменьшения осевого усилия. Если на этапе S17 определяется, что нагрузочный крутящий момент Т на сверле 4 достигает предварительно заданного значения для уменьшения осевого усилия, средствами 34 для выбора рабочего режима устанавливается заданная скорость подачи, соответствующая уменьшению осевого усилия, значение которой меньше заданного значения скорости F1 рабочей подачи для первого обрабатываемого слоя 51a, с целью предотвращения деформации второго обрабатываемого слоя 52а, возникновение которой возможно вследствие действия осевого усилия, сообщаемого сверлом 4 данному слою, являющегося последующим обрабатываемым слоем.
Если значение нагрузочного крутящего момента Т на сверле 4 в процессе сверления первого обрабатываемого слоя 51a меньше предварительно заданного значения для уменьшения осевого усилия на этапе 816, процесс переходит к этапу S18, и средствами 33 для обнаружения обрабатываемого слоя детали определяется, достигло ли абсолютное значение коэффициента ДТ изменения нагрузочного крутящего момента, вычисляемое средствами 32 для расчета коэффициента изменения нагрузочного крутящего момента, предварительно заданного значения или еще более высокого значения.
Если коэффициент ΔТ изменения нагрузочного крутящего момента меньше предварительно заданной величины, процесс переходит к этапу S19, на котором определяется, верно ли условие начала процесса формирования отверстия с периодическим выводом сверла, и если оно верно, то на этапе 20 выполняется процесс формирования отверстия с периодическим выводом сверла. Если на этапе S19 регистрируется, что условие начала процесса формирования отверстия с периодическим выводом сверла не верно, процесс переходит на этап S16, после чего процесс проходит этапы S16-S18 и продолжается сверление первого обрабатываемого слоя 51a.
Если на этапе S18 регистрируется, что абсолютное значение коэффициента ΔТ изменения нагрузочного крутящего момента достигло предварительно заданного значения или еще более высокого значения, средствами 33 для обнаружения обрабатываемого слоя детали на этапе S13 определяется факт перехода от первого обрабатываемого слоя 51a ко второму обрабатываемому слою 52а, средствами 34 для выбора рабочего режима устанавливаются заданная частота S2 вращения шпинделя и заданная скорость F2 рабочей подачи для второго обрабатываемого слоя 52а, средствами 41 для управления приводом шпинделя, регулирующими параметры двигателя 7 шпинделя, и средствами 42 для управления приводом подачи, регулирующими параметры двигателя 8 подачи, обеспечивается перемещение сверла 4 с заданной рабочей частотой S2 вращения шпинделя и заданной скоростью F2 рабочей подачи, при этом на этапе S14 выполняется сверление второго обрабатываемого слоя 52а.
После этого, пока на этапе 815 не будет обнаружен шестой обрабатываемый слой 56а (который является заключительным обрабатываемым слоем), процесс последовательно проходит этапы S13-S20, при этом поочередно обнаруживаются обрабатываемые слои вплоть до обрабатываемых слоев 53а-56а, с третьего по шестой.
Кроме того, на этапе S13 определяется, что обрабатываемый слой детали является шестым (обрабатываемым слоем 56а), на этапе S15 определяется, что текущий обрабатываемый слой является заключительным, и процесс переходит к этапу S21.
Таким образом, на этапах S13, S18 обнаружения обрабатываемого слоя детали производится обнаружение областей 51-56 детали 50 с двумя или более обрабатываемыми слоями 51a-56а, расположенными друг за другом в направлении подачи, на этапе S14 выбора рабочего режима осуществляется установка параметров рабочего режима, в том числе частоты S вращения шпинделя и скорости F подачи для обрабатываемых слоев 51a-56а детали, обнаруженных на этапе S13, S18 обнаружение обрабатываемого слоя. Кроме того, на этапах S16, S17 уменьшения осевого усилия устанавливается скорость подачи для уменьшения осевого усилия, значение которой меньше значения скорости рабочей подачи для предыдущего обрабатываемого слоя детали, с целью уменьшения осевого усилия, сообщаемого сверлом 4 последующему обрабатываемому слою детали.
На этапе 21 средствами 37 для определения положения, предшествующего непосредственному выходу из детали, определяется, соответствует ли коэффициент ΔТ изменения нагрузочного крутящего момента предварительно заданному темпу уменьшения или еще более высокому темпу, и, если нагрузочный крутящий момент Т не уменьшается с предварительно заданным темпом или еще более высоким темпом, определяется, что инструмент не достиг положения Ра, предшествующего непосредственному выходу из детали, после чего процесс переходит к этапу S22; если условие начала формирования отверстия с периодическим выводом сверла верно, то аналогично процессам, протекающим на этапах S19, S20, осуществляется формирование отверстия с периодическим выводом сверла, а если условие начала формирование отверстия с периодическим выводом сверла не верно, то выполняется сверление шестого обрабатываемого слоя 56а с заданной рабочей частотой S6 вращения шпинделя и заданной скоростью F6 рабочей подачи, пока на этапе S21 не будет определено, что нагрузочный крутящий момент Т уменьшается с предварительно заданным темпом или еще более высоким темпом, что соответствует достижению сверлом 4 положения Ра, предшествующего непосредственному выходу из детали.
Если на этапе S21 определен момент достижения сверлом 4 положения Ра, предшествующего непосредственному выходу из детали, процесс переходит к этапу S24, средствами 34 для выбора рабочего режима устанавливается скорость F подачи, соответствующая заданному значению Ff низкой скорости подачи, при этом скорость F подачи уменьшается от заданного значения F6 скорости рабочей подачи до заданного значения Ff низкой скорости подачи, а частота S вращения шпинделя остается на заданном уровне S6 рабочей частоты вращения шпинделя.
Сверло 4 продолжает перемещаться с заданной низкой скоростью Ff подачи, пока не достигнет положения Pf окончания обработки при сверлении шестого обрабатываемого слоя 56а и перемещении к положению Pf окончания обработки после выхода из отверстия 70 в детали 50. Кроме того, если на этапе S25 средствами 21 для измерения положения рабочего органа при подаче регистрируется факт достижения сверлом 4 положения Pf окончания обработки, процесс переходит к этапу S26, средствами 34 для выбора рабочего режима устанавливается скорость F подачи, соответствующая скорости подачи для отвода инструмента в исходное положение, при этом сверло 4 отводится в исходное положение Ps с высокой скоростью.
В данном случае этапы S19, S20, а также этапы S22, S23 представляют собой этапы осуществления процесса формирования отверстия с периодическим выводом сверла.
Кроме того, на этапах S15, S21 определяется положение, предшествующее непосредственному выходу из детали. Таким образом, этапы определения положения, предшествующего непосредственному выходу из детали, включают этап S15 обнаружения обрабатываемого заключительного слоя, на котором определяется положение, предшествующее непосредственному выходу инструмента из детали при формировании в ней сквозного отверстия, и этап S21 обнаружения уменьшения нагрузочного крутящего момента, на котором обнаруживается факт уменьшения нагрузочного крутящего момента Т с предварительно заданным темпом или еще более высоким темпом.
Далее, на этапе 24 уменьшения скорости подачи скорость F подачи уменьшается до низкой скорости подачи, значение которой меньше значения скорости рабочей подачи при сверлении заключительного обрабатываемого слоя, на этапе S25 определения положения окончания обработки определяется положение Pf окончания обработки, в котором сверло 4 находится снаружи пройденной насквозь детали 50 и в котором сверление завершается.
Ниже описаны действия и эффекты вышеизложенного варианта осуществления настоящего изобретения.
В устройстве 1 для сверления, которым формируется отверстие 70 в детали 50, содержащей предварительно заданное количество отдельных областей 51-56, состоящих из материалов с различными свойствами, в процессе регулирования параметров двигателя 7 шпинделя и двигателя 8 подачи посредством системы 15 управления средствами 33 для обнаружения обрабатываемого слоя детали обнаруживаются два или более обрабатываемых слоя 51a-56а детали, следующих друг за другом в направлении сверления, осуществляемого на основе изменения нагрузочного крутящего момента Т, регистрируемого средствами 22 для измерения нагрузочного крутящего момента, и средствами 31 для определения момента начала обработки определяется момент начала обработки, средствами 34 для выбора рабочего режима задаются значения S1-S6 рабочей частоты вращения шпинделя и значения F1-F6 скорости рабочей подачи в соответствии с материалами, из которых состоят обрабатываемые слои 51a-56а детали, определенные средствами 33 для обнаружения обрабатываемого слоя детали, средствами 41 для управления приводом шпинделя и средствами 42 для управления приводом подачи осуществляется регулирование параметров двигателя 7 шпинделя и двигателя 8 подачи, чем обеспечивается формирование сквозного отверстия 70 в двух или более обрабатываемых слоях 51a-56а детали посредством сверла 4 при заданной рабочей частоте S1-S6 вращения шпинделя и заданной скорости F1-F6 рабочей подачи.
Таким образом, в детали 50, содержащей предварительно заданное количество областей 51-56, на основе измеряемой величины нагрузочного крутящего момента Т на сверле 4 автоматически распознаются два или более обрабатываемых сверлением слоев 51a-56а, при этом сверление обрабатываемых слоев 51a-56а детали может выполняться в рабочем режиме, обуславливаемом свойствами каждого обрабатываемого слоя 51a-56а детали, параметры которого устанавливаются средствами 34 выбора рабочего режима. В конечном итоге, что касается двух или более обрабатываемых слоев 51a-56а детали, в которой формируется отверстие, отсутствует необходимость в предварительном задании положения каждого обрабатываемого слоя 51a-56а детали в направлении подачи, а также отсутствует необходимость в периодическом изменении подачи при переходе к очередному обрабатываемому слою 51a-56а детали с учетом толщины каждого обрабатываемого слоя 51a-56а детали, что, следовательно, может характеризоваться упрощением организации процесса сверления каждого обрабатываемого слоя детали с параметрами установленного рабочего режима, а также увеличением производительности обработки сверлением.
Средствами 31 для определения момента начала обработки системы 15 управления определяется момент начала обработки путем распознавания контакта между деталью 50 и инструментом по изменению нагрузочного крутящего момента Т, при котором нагрузочный крутящий момент Т принимает предварительно заданное значение. Таким образом, ввиду того, что момент начала обработки сверлением определяется средствами 33 для обнаружения обрабатываемого слоя детали по изменению нагрузочного крутящего момента, соответствующего обнаружению обрабатываемых слоев 51a-56а детали, отсутствует необходимость в применении особых средств для определения момента начала обработки, в результате чего себестоимость устройства 1 для сверления может быть уменьшена. Кроме того, не требуются расчет и корректировка расстояния Ds между исходным положением Ps сверла 4 и деталью 50 в направлении подачи, а также не требуется задание величины подачи до момента контакта между деталью 50 и инструментом, что характеризуется повышением производительности.
Кроме того, что касается скорости F подачи сверла 4, скорость подачи при подходе к детали, скорость подачи при возврате в исходное положение, скорость подачи при подходе к детали в процессе формирования отверстия с периодическим выводом сверла и скорость отвода инструмента в процессе формирования отверстия с периодическим выводом сверла выше любой из скоростей рабочей подачи для соответствующих обрабатываемых слоев 51a-56а, что позволяет сократить время обработки и увеличить производительность.
При регулировании параметров приводов системой 15 управления средствами 37 для определения положения, предшествующего непосредственному выходу из детали, определяется, что сверло 4 находится в положении Ра, предшествующем непосредственному выходу из детали 50, в шестом обрабатываемым слое 56а, являющемся заключительным обрабатываемым слоем, скорость F подачи уменьшается по сравнению со скоростью рабочей подачи для шестого обрабатываемого слоя 56а, при этом сверло 4 перемещается из положения Pa, предшествующего непосредственному выходу из детали и находящегося внутри шестого обрабатываемого слоя 56а, в положение Pf окончания обработки, находящееся снаружи детали 50, что, следовательно, может препятствовать ухудшению качества поверхности детали, сопровождаемому образованием заусенцев и т.п.в заключительном обрабатываемом слое детали в месте выхода 71 отверстия 70, и что характеризуется улучшением точности обработки детали 50, в которой формируется отверстие 70.
При регулировании параметров приводов системой 15 управления средствами 37 для определения положения, предшествующего непосредственному выходу из детали, регистрируется, что сверло 4 находится в положении Ра, предшествующем непосредственному выходу из детали 50, при этом средствами для обнаружения обрабатываемого слоя детали определяется заключительный обрабатываемый слой и устанавливается факт уменьшения нагрузочного крутящего момента Т с предварительно заданным темпом или с еще более высоким по сравнению с ним темпом на основе коэффициента ΔТ изменения нагрузочного крутящего момента. Таким образом, в детали 50, содержащей два или более обрабатываемых слоев 51a-56а, шестой обрабатываемый слой 56а, являющийся заключительным, автоматически определяется средствами 33 обнаружения обрабатываемого слоя детали, а положение Ра сверла 4, предшествующее непосредственному выходу из детали в шестом обрабатываемом слое 56а, определяется по факту регистрации нагрузочного крутящего момента Т, используемого для обнаружения обрабатываемых слоев 51a-56а детали, при этом отсутствует необходимость в применении особых средств для определения положения Ра, предшествующего непосредственному выходу из детали, что позволяет уменьшить себестоимость устройства 1. для сверления. Кроме того, отсутствует необходимость в задании величины подачи для определения положения Ра, предшествующего непосредственному выходу из детали, что характеризуется увеличением производительности.
Если при последовательном расположении пар прилегающих друг к другу обрабатываемых слоев 51a и 52а, 52а и 53а, 53а и 54а, 54а и 55а, 55а и 56а, детали, при котором сверление предыдущего и последующего слоев из числа обрабатываемых слоев 51a-56а детали 50 происходит поочередно, при регулировании параметров приводов системой 15 управления средствами 36 для определения состояния уменьшения осевого усилия регистрируется, что нагрузочный крутящий момент Т достиг предварительно заданного значения или еще более высокого значения при сверлении предыдущего обрабатываемого слоя детали, то с целью уменьшения осевого усилия сверла 4 средствами 34 для выбора рабочего режима устанавливается скорость рабочей подачи для уменьшения осевого усилия, значение которой ниже значения F1-F6 заданной скорости рабочей подачи для предыдущего обрабатываемого слоя детали.
Таким образом, ввиду того, что скорость F подачи для предыдущего обрабатываемого слоя снижается до скорости подачи для уменьшения осевого усилия и уменьшается осевое усилие сверла 4, действующее на последующий обрабатываемый слой детали, предотвращается деформация последующего обрабатываемого слоя детали, которая может происходить под действием осевого усилия, а также может предотвращаться образование расслоений (являющихся объектами, ухудшающими качество детали) между предыдущим обрабатываемым слоем детали и последующим обрабатываемым слоем детали, что характеризуется улучшением качества детали 50, в которой формируется отверстие 70.
Средствами 33 для обнаружения обрабатываемого слоя детали и средствами 37 для определения положения, предшествующего непосредственному выходу из детали, на основе коэффициента ДТ изменения нагрузочного крутящего момента, выражающего относительное изменение нагрузочного крутящего момента Т за некоторый период времени, определяются, соответственно, обрабатываемые слои 51a-56а детали и положение Ра, предшествующее непосредственному выходу из детали. Таким образом, ввиду того, что обрабатываемые слои 51a-56а детали определяются на основе относительного изменения нагрузочного крутящего момента Т за некоторый период времени, а не на основе абсолютного значения нагрузочного крутящего момента Т, высочайшая точность обнаружения обрабатываемых слоев 51a-56а детали обеспечивается даже в случае износа инструмента вследствие его продолжительной работы.
Средствами 41 для управления приводом шпинделя осуществляется регулирование параметров двигателя 7 шпинделя с изменением активных скоростных параметров, при этом частота S вращения шпинделя для обрабатываемых слоев 51a-56а непосредственно после их обнаружения средствами 33 для обнаружения обрабатываемого слоя детали постепенно увеличивается или постепенно уменьшается от заданной частоты Ss вращения шпинделя при подходе, которая является частотой S вращения шпинделя непосредственно перед определением обрабатываемого слоя, до заданной частоты S1 вращения шпинделя через предварительно заданную частоту вращения шпинделя в отношении первого обрабатываемого слоя 51a, и от рабочей частоты S1-S5 шпинделя (с первой по пятую), до рабочей частоты S2-S6 вращения шпинделя (со второй по шестую) в отношении обрабатываемых слоев 52а-56а детали (со второго по шестой). Аналогичным образом, в процессе сверления средствами 42 для управления приводом подачи осуществляется регулирование параметров двигателя 8 подачи с изменением активных скоростных параметров, при этом скорость F подачи для обрабатываемых слоев 51a-56а непосредственно после их обнаружения средствами 33 для обнаружения обрабатываемого слоя детали постепенно увеличивается или постепенно уменьшается от заданной скорости Fs при подходе, которая является скоростью F подачи непосредственно перед определением обрабатываемого слоя, до заданной скорости F1 рабочей подачи через предварительно заданную скорость подачи в отношении первого обрабатываемого слоя 51a, и от рабочей скорости F1-F5 подачи (с первой по пятую) или от заданной скорости подачи для уменьшения осевого усилия до скорости F2-F6 рабочей подачи (со второй по шестую) в отношении обрабатываемых слоев 52а-56а детали (со второго по шестой).
Таким образом, в начале процесса сверления соответствующего обрабатываемого слоя 51a-56а детали, обнаруженного средствами 33 для обнаружения обрабатываемого слоя детали, частота S вращения шпинделя и скорость F подачи в обрабатываемых слоях 51a-56а детали достигают заданных значений, которые постепенно увеличиваются или постепенно уменьшаются по сравнению с частотой S вращения шпинделя или скоростью F подачи, соответствующей моменту непосредственно до обнаружения конкретных обрабатываемых слоев 51a-56а детали средствами 33 для обнаружения обрабатываемого слоя детали, что характеризуется увеличением точности формирования отверстия 70 в детали 50 и улучшением ее качества.
В процессе формирования отверстия с периодическим выводом сверла при подаче инструмента для обрабатываемых слоев 51a-56а предварительно задается соотношение между нагрузочным крутящим моментом и продолжительностью обработки в процессе формирования отверстия с периодическим выводом сверла, и средствами определения повторного пуска процесса формирования отверстия с периодическим выводом сверла, входящими в состав системы 15 управления, на основе изменения нагрузочного крутящего момента Т обнаруживается контакт между сверлом 4 и деталью 50.
Таким образом, ввиду того, что даже при необходимости формирования по меньшей мере в одном из двух и более обрабатываемых слоях 51a-56а детали глубокого отверстия, формирование данного отверстия производится с периодическим выводом сверла для отвода стружки, что дает возможность выполнять высокоточное сверление детали 50, содержащей области из предварительно заданного количества материалов, обладающих разными свойствами. Кроме того, ввиду того, что контакт между деталью 50 и инструментом, сопровождающийся возобновлением процесса сверления, определяется по нагрузочному крутящему моменту Т, отсутствует необходимость в задании подачи до момента контакта между деталью 50 и сверлом 4, что характеризуется увеличением производительности.
В запоминающем устройстве системы 15 управления хранятся такие параметры как последовательность расположения обрабатываемых слоев 51a-56а детали при формировании отверстия 70, заданная частота вращения шпинделя и заданная скорость подачи для соответствующих обрабатываемых слоев 51a-56а, используемые при запуске сверлильной машины 2 с помощью панели 17 оператора, при этом отсутствует необходимость в периодическом задании частоты S вращения шпинделя и скорости F подачи при переходе от одного из обрабатываемых слоев 51a-56а к другому, что может характеризоваться увеличением производительности.
Ниже приведено описание возможных изменений частей структуры вышеприведенного варианта осуществления изобретения.
Инструмент может представлять собой известный сверлильный инструмент, отличный от сверла 4.
Несмотря на то, что в вышеприведенном варианте осуществления изобретения отверстие 70 формируется в детали 50, содержащей предварительно заданное количество обрабатываемых слоев, отверстие 70 может формироваться в двух или более обрабатываемых областях (или обрабатываемых слоях), количество которых отличается от указанного предварительно заданного количества. Отверстие 70 может не являться сквозным и может являться глухим.
Система управления приводами может обеспечивать по меньшей мере один из видов движения - вращательное или поступательное - детали 50 или детали 50 и инструмента. Например, система управления приводом шпинделя может обеспечивать вращательное движение детали 50, а не сверла 4, установленного в шпинделе 9а, и при перемещении детали 50 при помощи системы управления приводом подачи средствами 21 для измерения положения рабочего органа при подаче регистрируется положение детали 50 в направлении подачи.
Средствами 22 для измерения нагрузочного крутящего момента может регистрироваться величина сигнала привода для регулирования параметров по меньшей мере одного из двигателей - двигателя 8 подачи или двигателя 7 шпинделя.
Бабка 5 может быть установлена на суппорте и может перемещаться в направлении подачи, а двигатель подачи может быть прикреплен к суппорту и может приводить в движение бабку 5 совместно с двигателем шпинделя в направлении подачи.
В перечень материалов, из которых состоит деталь, могут входить различные металлы и пластики, а также разнообразные композиционные материалы. Неметаллический слой детали может быть выполнен из пластика, отличного от армированного углеродным волокном пластика, а также может быть выполнен из материала, отличного от пластика.
В качестве двигателя может применяться как электродвигатель, так и пневмодвигатель, управляемый сжатым воздухом.
Деталь может содержать объект, обладающий особыми характеристиками. Например, как показано на фиг.6, деталь 60 может иметь несколько областей 61, 62, находящихся в области из основного материала и выполненных из материалов, свойства которых отличаются от характеристик основного материала, и наружную часть, в которой выход 71 отверстия 70 может иметь слоистую структуру, состоящую из трех обрабатываемых слоев 61a, 62а, 61b. В данном случае третий обрабатываемый слой 61b является заключительным.
Средствами 37 для определения положения, предшествующего непосредственному выходу из детали, может обеспечиваться определение положения Ра, предшествующего непосредственному выходу инструмента в направлении подачи из особого обрабатываемого слоя детали, отличного от заключительного. В частности, при подаче средствами 21 для измерения положения рабочего органа регистрируется положение Ра, предшествующее непосредственному выходу, которое предварительно задается при помощи панели 17 оператора, два или более обрабатываемых слоев детали 50 включают заключительный обрабатываемый слой, в котором формируется выход отверстия 70, и особый обрабатываемый слой, отличный от заключительного, процесс управления двигателями включает этап определения положения, предшествующего непосредственному выходу из детали, на котором определяется момент нахождения инструмента в положении Ра, предшествующем непосредственному выходу из особого обрабатываемого слоя, и этап уменьшения скорости подачи, на котором скорость рабочей подачи принимает значение, соответствующее низкой скорости подачи, которое ниже значения скорости рабочей подачи для особого обрабатываемого слоя детали, и система 15 управления обеспечивает регулирование параметров двигателя 8 подачи, в результате чего сверло 4 перемещается с низкой скоростью рабочей подачи из положения Ра, предшествующего непосредственному выходу из детали, в положение, находящееся снаружи особого обрабатываемого слоя детали.
Таким образом, ввиду того, что подача осуществляется с низкой скоростью, значение которой ниже значения скорости рабочей подачи для особого обрабатываемого слоя детали, причем инструмент перемещается из положения Ра, предшествующего непосредственному выходу из особого обрабатываемого слоя, отличного от заключительного обрабатываемого слоя детали 50, до момента выхода из особого обрабатываемого слоя детали, предотвращается деформация обрабатываемого слоя детали, граничащего с особым обрабатываемым слоем в направлении подачи, которая может происходить под действием осевого усилия, сообщаемого инструментом при перемещении из положения Ра, предшествующего непосредственному выходу из детали, в положение, находящееся снаружи особого обрабатываемого слоя детали, а также может предотвращаться образование расслоений между особым обрабатываемым слоем детали и граничащим с ним обрабатываемым слоем детали, что характеризуется улучшением качества детали 50, в которой формируется отверстие 70. Кроме того, что касается самого материала, из которого выполнен особый обрабатываемый слой, если в качестве композиционного материала используется, например армированный волокном пластик, имеющий слоистую структуру с множеством волокнистых слоев, то предотвращается появление зазоров между прилегающими друг к другу волокнистыми слоями детали.
Заключительный обрабатываемый слой детали может быть выполнен из композиционного материала (например, из армированного углеродным волокном пластика). В этом случае, благодаря низкому значению скорости подачи может быть предотвращено образование задиров на наружной поверхности выхода отверстия 71, а также образование расслоений в структуре композиционного материала. Далее, что касается самого материала, из которого выполнен особый обрабатываемый слой, если в качестве композиционного материала используется, например армированный волокном пластик, имеющий слоистую структуру с множеством волокнистых слоев, то предотвращается появление зазоров между прилегающими друг к другу волокнистыми слоями детали.
Частота S вращения шпинделя для обрабатываемых слоев 52а-56а (со второго по шестой) при управлении с изменением активных скоростных параметров может принимать значения S2-S6 при сверлении обрабатываемых слоев 52а-56а (со второго по шестой) соответственно и не характеризоваться постепенным увеличением или постепенным уменьшением.
Кроме того, вышеописанные способ обработки и устройство для обработки также позволяют сформировать отверстие в детали, выполненной из одного слоя материала, с разделением обрабатываемых областей в соответствии с положением инструмента в направлении подачи.
Описание позиционных обозначений
1 устройство для сверления
2 сверлильная машина
4 сверло
7 двигатель шпинделя
8 двигатель подачи
15 система управления
21 средства для измерения положения рабочего органа
22 средства для измерения нагрузочного крутящего момента
31 средства для определения момента начала обработки
33 средства для обнаружения обрабатываемого слоя детали
34 средства для выбора рабочего режима
35 средства для осуществления процесса формирования отверстия с периодическим выводом сверла
36 средства для определения состояния уменьшения осевого усилия
37 средства для определения положения, предшествующего непосредственному выходу из детали
50, 60 деталь
70 отверстие
Pf положение окончания обработки
Ра положение, предшествующее непосредственному выходу из детали
S1-S6 заданная рабочая частота вращения шпинделя
F1-F6 заданная рабочая скорость подачи
Ff заданная низкая скорость рабочей подачи
Реферат
Изобретение относится к области регулирования процесса сверления. Технический результат - повышение качественных характеристик детали, в которой формируется отверстие. Согласно изобретению при формировании отверстия в детали, состоящей из материалов с различными свойствами, осуществляют регулирование параметров двигателей посредством системы управления. При этом на этапе определения нагрузочного крутящего момента определяют нагрузочный крутящий момент на инструменте. На этапе определения момента начала обработки определяют момент начала обработки детали сверлением. На этапах обнаружения обрабатываемого слоя детали определяют на основе момента начала обработки и изменения нагрузочного крутящего момента две или более области детали в порядке их обработки сверлением, соответствующие двум или более обрабатываемым слоям детали, следующим друг за другом в направлении подачи. На этапе выбора рабочего режима задают частоту вращения шпинделя и скорость подачи с учетом свойств материалов, из которых состоят обрабатываемые слои детали, определенные на этапах обнаружения обрабатываемого слоя детали, и формируют отверстие в двух или более обрабатываемых слоях детали посредством указанного инструмента. 2 н. и 7 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Сверлильный станок
Комментарии