Твердосплавное тело - RU2521937C2
Код документа: RU2521937C2
Чертежи





Описание
Область техники
Настоящее изобретение относится к твердосплавным телам (основам/подложкам) и, в частности, к твердосплавным телам из цементированного кобальтом карбида вольфрама, инструментам, включающим такие твердосплавные тела, и способам изготовления таких твердосплавных тел.
Уровень техники
В данной заявке твердый сплав представляет собой материал, содержащий зерна карбида металла, например карбида вольфрама (WC) или карбида титана (TiC), распределенные в фазе связующего, включающей какой-либо металл, например кобальт (Со), никель (Ni), или металлический сплав. Можно сказать, что фаза связующего цементирует зерна, связывая их вместе в виде спеченной прессовки, обычно имеющей незначительную пористость. Самым известным твердым сплавом является цементированный кобальтом WC.
Твердые сплавы используются в самых разных областях применения, в частности в тех областях, в которых инструмент должен быть устойчив к износу и к другим видам механической деструкции. К таким областям применения относятся, например, инструменты для машинной обработки, резки, бурения или механического формоизменения или разрушения какой-либо детали или другого предмета иным способом. Твердосплавные вставки (режущие пластины) широко используются для машинной обработки металлов и абразивных материалов или в качестве инструментов для механических бетоноломов, предназначенных для разрушения дорожных покрытий, асфальта или горных пород, или в виде вставок для бурового долота, предназначенного для бурения грунта и горной породы в нефтегазодобывающей промышленности, а также защитных деталей, которые при использовании могут быстро подвергаться механическому износу, известных как быстроизнашиваемые детали. В этих областях применения твердые сплавы при использовании могут подвергаться большим ударным нагрузкам, интенсивному износу, сильным усталостным нагрузкам, воздействию высоких температур и сильным термическим ударам и, как правило, обладают замечательным сочетанием таких свойств, как твердость и вязкость при разрушении (трещиностойкость), а также связанными с этим свойствами - высокой прочностью и сопротивлением абразивному износу. Сопротивление абразивному износу обычно непосредственно связано с твердостью. Твердые сплавы используются также в качестве подложки (нижнего опорного слоя) для элементов из поликристаллического алмаза (ПКА) и поликристаллического кубического нитрида бора (ПКНБ), с которыми они обычно образуют одно целое во время стадии спекания, осуществляемого под сверхвысоким давлением, что означает - под давлением выше примерно 2 ГПа.
Твердость и ударную вязкость какого-либо твердого сплава можно определять путем выбора, в частности, среднего размера зерен карбида, содержания связующего и содержания углерода в связующем. К сожалению, повышению твердости и ударной вязкости обычно способствуют разные варианты выбора содержания и микроструктуры, и улучшение одного из этих свойств, как правило, возможно только за счет другого.
В публикации под названием "Measurement of residual thermal stress in WC-Co by neutron diffraction" ("Измерение остаточного температурного напряжения в WC-Со посредством дифракции нейтронов"), Mari D. и В. Clausen, International Journal of Refractory and Hard Materials, 2009, т.27, стр.282-287, сообщается, что остаточное напряжение в фазе связующего в области поверхности обычных твердых материалов может составлять до 1850 МПа или даже до 2000 МПа.
Содержание кобальта в качестве связующего и углерода в твердых сплавах па основе цементированного кобальтом WC можно определять путем выбора исходных порошков. Содержание углерода в связующем можно уменьшить путем добавления металла W или увеличить путем добавления углеродной сажи. Средний размер зерен WC можно регулировать путем введения известного ингибитора роста зерен или путем ограничения количества присутствующего углерода, который оказывает непосредственное влияние на количество W, растворенного в связующем. Недостаток первого способа может заключаться в том, что ингибиторы роста зерен снижают ударную вязкость твердого сплава. Недостаток второго способа может состоять в том, что в пределах двух фаз WC-Со содержание углерода должно быть максимально низким, что технически трудно выполнить, так как низкое содержание углерода может привести к образованию хрупких эта-фаз, которые также снижают ударную вязкость.
В GB 1506915 сообщается об открытии, суть которого в том, что путем пропитки тела моноксидом углерода можно изготовить тело из цементированного карбида, содержащую какой-либо металл в качестве связующего и не менее одного карбида твердого металла, с тонким износоустойчивым поверхностным слоем. Далее, в этом патенте описан режущий инструмент, включающий такое тело, в котором концентрация карбида выше, чем в остальной части тела, и уменьшается по мере удаления от внешней части вышеуказанного слоя к внутренней части.
Твердосплавные тела с градиентом структуры и свойств в какой-либо области могут быть изготовлены посредством локального введения ингибитора роста зерен, тем самым, локального ограничения среднего размера зерен карбида. Например, в US 5623723 раскрыт способ изготовления твердого сплава с градиентом свойств на основе цементированного кобальтом WC путем термообработки заготовки (т.е. тела, содержащего структурные составляющие твердого сплава, но еще не спеченного) в контакте с источником ингибитора роста зерен. В ЕР 1548136 описан цементированный карбид (твердый сплав), в котором размер зерен карбида в области поверхности меньше, чем во внутренней области, при этом содержание связующего в области поверхности ниже, чем во внутренней области.
Как правило, микроструктура обычных твердых сплавов WC-Co должна быть двухфазной, включающей только фазу WC и фазу связующего. Однако в результате декарбонизации возможно образование дополнительных фаз, которые в литературе обычно называют "эта-фазы".
В US 4820482 раскрыт способ изготовления тела с изменяющимся содержанием фазы связующего и по существу не содержащего эта-фазы путем цементации (карбюризации) содержащего WC тела, имеющего субстехиометрическое содержание углерода. В результате карбюризации получено тело с низким содержанием фазы связующего в области поверхности (возможно, наряду с небольшим количеством свободного графита) и с высоким содержанием фазы связующего в середине.
В US 4743515 и 5856626 описан твердый сплав на основе цементированного кобальтом WC с градиентом свойств, включающий по меньшей мере две области, область поверхности и внутреннюю область, в котором область поверхности в основном не содержит эта-фазу, а внутренняя область содержит эта-фазу. В публикации заявки на патент US 20080240879 сообщается, что недостаток способа, описанного в US 4743515, состоит в том, что он приводит к градиенту содержания фазы связующего, богатой кобальтом, более одного или двух миллиметров, в то время как внутренняя область твердого сплава остается хрупкой, поскольку содержит эта-фазу, и легко может растрескиваться при неоднократных ударных нагрузках.
В US 5066553 описана деталь инструмента из твердого сплава па основе WC с поверхностным покрытием, у которой на подложку нанесено твердое покрытие. Содержание кобальта в подложке в области поверхности на глубине около 2 микрон по меньшей мере на 10% меньше, чем на глубине около 100 микрон.
В публикации заявки на патент US 20050147850 описано твердосплавное тело, содержащее WC и Со или Ni в качестве фазы связующего с номинальным содержанием фазы связующего 4-25 мас.%, а также область поверхности и внутреннюю область. В области поверхности содержание фазы связующего составляет менее 0,9 содержания фазы связующего во внутренней области.
В JP 02209448A раскрывается сверхтвердый сплав, содержащий WC и фазу связующего из металла группы железа, причем содержание фазы связующего в области поверхности меньше, чем во внутренней области, следствием чего является остаточное напряжение в области поверхности. Сегрегацию фазы связующего во внутреннюю область можно обеспечить способом, включающим неоднократную карбюризацию (науглероживание) и декарбюризацию (обезуглероживание) предварительно отформованной уплотненной порошковой заготовки.
Раскрытие изобретения
В основу настоящего изобретения положена задача создания твердых сплавов с градиентом свойств, в которых область поверхности имеет повышенную износостойкость и ударную вязкость.
Используемый здесь термин "металл" означает какой-либо металл в элементарной форме или сплав, обладающий характерными свойствами металлов, например удельной электропроводностью.
Используемый здесь термин "доля связующего" означает отношение средней массы связующего на единицу объема к средней массе твердого сплава на единицу объема в теле или его части.
Используемое здесь выражение "в основном не содержащий" означает, что если в твердосплавном теле можно обнаружить какое-то количество определенного материала, вещества или фазы, то это количество является столь малым, что оно не оказывает заметного влияния на эксплуатационные характеристики твердосплавного тела при высоких температурах, например 700-800 градусов Цельсия.
Магнитный момент σ материала измеряется здесь в единицах мкТлм3/кг материала (микротесла куб.метр на килограмм материала). Магнитное насыщение материала получают путем умножения магнитного момента па 4π.
В настоящем изобретении предлагается твердосплавное тело, содержащее твердый сплав, включающий зерна карбида вольфрама и металлическое связующее, содержащее кобальт, с определенной концентрацией растворенного в нем вольфрама; тело включает область поверхности, прилегающую к поверхности, и внутреннюю область, удаленную от поверхности, причем область поверхности и внутренняя область граничат друг с другом; средняя доля связующего во внутренней области больше, чем в области поверхности; средняя концентрация углерода в связующем в области поверхности выше, чем во внутренней области; а средний магнитный момент твердого сплава в области поверхности больше, чем во внутренней области; твердосплавное тело в основном содержит эта-фазу и свободный углерод; а выраженная в мас.% концентрация вольфрама, растворенного в связующем, в области поверхности ниже, чем во внутренней области; выраженная в мас.% концентрация вольфрама, растворенного в связующем, определяется по формуле (16,1-σB)/0,275; σB-частное от деления величины магнитного момента твердого сплава в области твердосплавного тела на массовую долю связующего в этой области.
В одном варианте выполнения твердосплавного тела средний магнитный момент твердого сплава, выраженный в единицах мкТлм3/кг материала, в области поверхности находится в пределах 0,131Х-0,161Х, в другом варианте - в пределах 0,140Х-0,161Х, а во внутренней области - в пределах 0,110Y-0,147Y, в другом варианте - в пределах 0,110Y-0,140Y; X и Y означают содержание кобальта в мас.% соответственно в области поверхности и во внутренней области; как X, так и Y равны по меньшей мере примерно 1 мас.% и самое большее примерно 50 мас.%. Выраженная в мас.% концентрация вольфрама, растворенного в связующем, составляет (16,1-σB)/0,275, где σВ означает магнитный момент связующего вещества, полученный путем деления величины магнитного момента σ твердого сплава па массовую долю связующего в твердом сплаве.
В одном варианте концентрация вольфрама, растворенного в связующем, в области поверхности составляет менее примерно 7,6 мас.%. В другом варианте концентрация вольфрама, растворенного в связующем, во внутренней области составляет около 7,6 мас.%.
Преимущество вариантов осуществления изобретения заключается в обеспечении требуемого градиента свойств, в то же время исключая вредное воздействие на свойства твердого сплава, которое связано, с одной стороны, со слишком малым содержанием углерода (т.е. образованием эта-фазы), а с другой стороны, с присутствием свободного углерода (т.е. снижением твердости и вязкости при разрушении).
В одном варианте область поверхности представляет собой слой или пласт, образующий с внутренней областью одно целое. В одних вариантах максимальная толщина области поверхности составляет около 10 мм или около 5 мм. В других вариантах толщина области поверхности составляет по меньшей мере около 0,5 мм или по меньшей мере около 1 мм. В одном варианте область поверхности имеет толщину в пределах 0,5 мм-10 мм.
Благодаря наличию толстого поверхностного слоя, обладающего повышенной износостойкостью, конструкции, предлагаемые в изобретении, имеют длительный срок службы в устройствах, подверженных сильному износу.
В одних вариантах максимальная глубина внутренней области от поверхности составляет по меньшей мере примерно 0,5 мм, по меньшей мере примерно 1 мм или по меньшей мере примерно 2 мм. В других вариантах максимальная глубина внутренней области от поверхности составляет не более примерно 15 мм, не более примерно 10 мм или не более примерно 5 мм. В одном варианте максимальная глубина внутренней области от поверхности находится в пределах 2 мм-5 мм.
Используемый здесь термин "вязкость при разрушении" означает величину K1C, обычно в единицах МПа·м1/2, измеренную методом Палмквиста (Palmquist), который хорошо известен в данной области техники. Используемый здесь коэффициент твердости-ударной вязкости материала определяют путем умножения твердости материала по Виккерсу в единицах "числа твердости по Виккерсу" на вязкость при разрушении в единицах МПа·м1/2.
В одном варианте коэффициент твердости-ударной вязкости в области поверхности значительно больше коэффициента твердости-ударной вязкости во внутренней области, а в другом варианте коэффициент твердости-ударной вязкости в области поверхности составляет по меньшей мере около 20000 в единицах, выраженных произведением числа твердости по Виккерсу на МПа·м1/2.
Преимущество конструкций, предлагаемых в изобретении, состоит в том, что они имеют область поверхности, обладающую неожиданно хорошим сочетанием таких свойств, как высокая твердость и высокая вязкость при разрушении, что может значительно продлить срок службы инструментов, включающих предлагаемые в изобретении конструкции, при использовании их для разрушения дорожных покрытий и асфальта, при бурении горных пород и разработках месторождений.
В одном варианте область поверхности включает фазу связующего в состоянии остаточного напряжения в диапазоне примерно от -500 МПа до +300 МПа. В одном варианте область поверхности включает фазу связующего в состоянии остаточного напряжения при сжатии в диапазоне примерно от -500 МПа до 0 МПа. В другом варианте область поверхности включает фазу связующего в состоянии остаточного напряжения при растяжении в диапазоне примерно от 0 МПа до 300 МПа.
В одном варианте средняя доля связующего в области поверхности меньше, чем во внутренней области по меньшей мере примерно в 0,05 раз. В другом варианте средняя доля металлического связующего в области поверхности меньше, чем во внутренней области самое большее примерно в 0,90 раз.
В одном варианте средний размер зерен карбида металла во внутренней области не превышает 5% от среднего размера зерен в области поверхности. В другом варианте средний размер зерен карбида металла во внутренней области больше, чем в области поверхности.
В одном варианте область поверхности в основном не содержит ингибиторов роста зерен или их прекурсоров, в частности хрома, или ванадия, или их карбидов.
Преимущество конструкций, предлагаемых в изобретении, состоит в отсутствии ингибиторов роста зерен, что исключает вредное воздействие ингибиторов роста зерен на определенные свойства твердого сплава, в первую очередь, на вязкость при разрушении.
В одном варианте используется металлическое связующее на основе кобальта и никеля. Используемый здесь термин "на основе" означает "включает". В другом варианте металлическое связующее включает кобальт, а в качестве карбида металла используется карбид вольфрама. В одном варианте металлическое связующее включает до 40 мас.% железа.
В одном варианте средняя магнитная коэрцитивность Нс твердого сплава во внутренней области не превышает 5% от средней магнитной коэрцитивности в области поверхности. В другом варианте средняя магнитная коэрцитивность Нс твердого сплава во внутренней области выше, чем в области поверхности.
В одном варианте средняя твердость твердого сплава в области поверхности на 2%-50% выше средней твердости твердого сплава во внутренней области.
В одном варианте доля металлического связующего в области поверхности монотонно увеличивается с увеличением глубины от поверхности сверх определенного предела глубины в области поверхности, а твердость в области поверхности монотонно уменьшается с увеличением глубины от поверхности сверх определенного предела глубины в области поверхности. Термин "монотонно" означает, что характеристика в основном представляет собой плавную кривую.
В одних вариантах твердый сплав включает в определенной концентрации Cr, V, Та, Ti, Nb, Zr, Hf или Мо в виде карбида или в твердом растворе в металлическом связующем. В других вариантах максимальная концентрация составляет около 2 мас.%, около 0,5 мас.% или около 0,3 мас.%. В одном варианте предпочтительно имеет место в основном равномерное распределение концентрации Cr, V, Та, Ti, Nb, Zr, Hf или Мо в виде карбида или в твердом растворе в связующем по всей области поверхности и по всей внутренней области.
Во втором варианте осуществления изобретения предлагается вставка инструмента для резки, машинной обработки, бурения или формоизменения либо разрушения обрабатываемой детали или другого предмета иным способом, включающая конструкцию твердосплавного тела, предлагаемую в первом варианте осуществления изобретения.
В одном варианте вставка инструмента включает конструкцию из поликристаллического алмаза (ПКА) или поликристаллического кубического нитрида бора (ПКНБ), соединенную с твердосплавным телом.
В третьем варианте осуществления изобретения предлагается инструмент, включающий конструкцию вставки инструмента, предлагаемую во втором варианте осуществления изобретения. Модификации этого инструмента могут использоваться для бурения (сверления), резки или разрушения камня, асфальта и бетона.
В четвертом варианте осуществления изобретения предлагается сборная деталь для применения в условиях износа, включающая конструкцию вставки инструмента, предлагаемую в настоящем изобретении.
В одних вариантах твердосплавное тело соединено с конструкцией из поликристаллического алмаза (ПКА) или поликристаллического кубического нитрида бора (ПКНБ). В других вариантах конструкцию из ПКА или ПКНБ связывают с твердосплавным телом в одно целое во время спекания, которое осуществляется под давлением по меньшей мере около 5 ГПа.
Используемый здесь термин "заготовка" означает изделие, предназначенное для спекания, но еще не спеченное. Как правило, заготовка может быть самостоятельным изделием и может иметь общий вид задуманного готового изделия. Термин "предварительно спеченное тело" означает здесь изделие, подвергнутое термообработке и частично или не полностью спеченное, которое предназначено для дальнейшего спекания.
В пятом варианте осуществления настоящего изобретения предлагается способ изготовления твердосплавного тела, предлагаемого в изобретении, включающий обеспечение неспеченной заготовки, содержащей зерна карбида металла, распределенные в металлическом связующем, и содержания углерода в металлическом связующем в пределах 95%-99% от стехиометрического содержания углерода при наличии твердого сплава; предварительное спекание заготовки при температуре в пределах 1000°С-1280°С в течение определенного периода времени в пределах 1-3 часов в вакууме или инертной среде для формирования предварительно спеченного тела, причем температура является достаточно низкой во избежание существенного расплавления металлического связующего, а также температура и продолжительность спекания являются достаточными для сохранения открытой пористости в области поверхности заготовки; термическую обработку предварительно спеченного тела в углеродсодержащей среде для формирования науглероженной области поверхности с содержанием углерода в пределах 101%-105% от стехиометрического содержания; жидкофазное спекание предварительно спеченного тела при температуре в диапазоне 1320°С-1400°С.
В вариантах осуществления этого способа требуемая открытая пористость образуется при термической обработке заготовки во время предварительного спекания при определенной температуре (примерно от 1000°С до 1280°С) в течение определенного периода времени в вакууме или инертной среде, причем температура является достаточно низкой во избежание существенного расплавления металлического связующего, а также температура и продолжительность обработки являются достаточными для обеспечения в заготовке требуемой открытой пористости.
В варианте осуществления этого способа углерод вводят в область поверхности заготовки при термообработке пористой заготовки при определенной температуре в течение определенного периода времени в газовой среде, содержащей углерод, причем температура является достаточно низкой во избежание существенного расплавления металлического связующего, а температура и продолжительность обработки в совокупности являются достаточно высокими для обеспечения карбюризации (цементации) во внутренней области и достаточно низкими, чтобы исключить избыточное содержание углерода в области поверхности. Избыточное содержание углерода может стать причиной появления свободного углерода в связующем, что может оказать вредное воздействие на механические свойства.
В одном варианте осуществления этот способ включает обеспечение неспеченной заготовки, содержащей зерна карбида металла, распределенные в металлическом связующем, и содержания углерода в пределах примерно 95%-99% от стехиометрического содержания; спекание заготовки при температуре в диапазоне примерно от 1000°С до 1280°С в течение определенного периода времени в пределах примерно от 1 до 3 часов в вакууме или инертной среде для формирования предварительно спеченного тела, причем температура является достаточно низкой во избежание существенного расплавления металлического связующего, кроме того, температура и продолжительность спекания являются достаточными для сохранения открытой пористости в области поверхности заготовки; термическую обработку предварительно спеченного тела в углеродсодержащей среде для формирования науглероженной области поверхности с содержанием углерода в пределах 101%-105% от стехиометрического содержания; жидкофазное спекание предварительно спеченного тела при температуре в диапазоне примерно от 1320°С до 1400°С. При температурах не выше примерно 1100°С по меньшей мере в части внутренней области можно сохранить первоначальное низкое содержание углерода.
Краткое описание чертежей
Далее описаны неограничивающие предпочтительные варианты осуществления изобретения со ссылкой на чертежи, на которых представлены:
фиг.1 - схематичный поперечный разрез варианта выполнения твердосплавного тела;
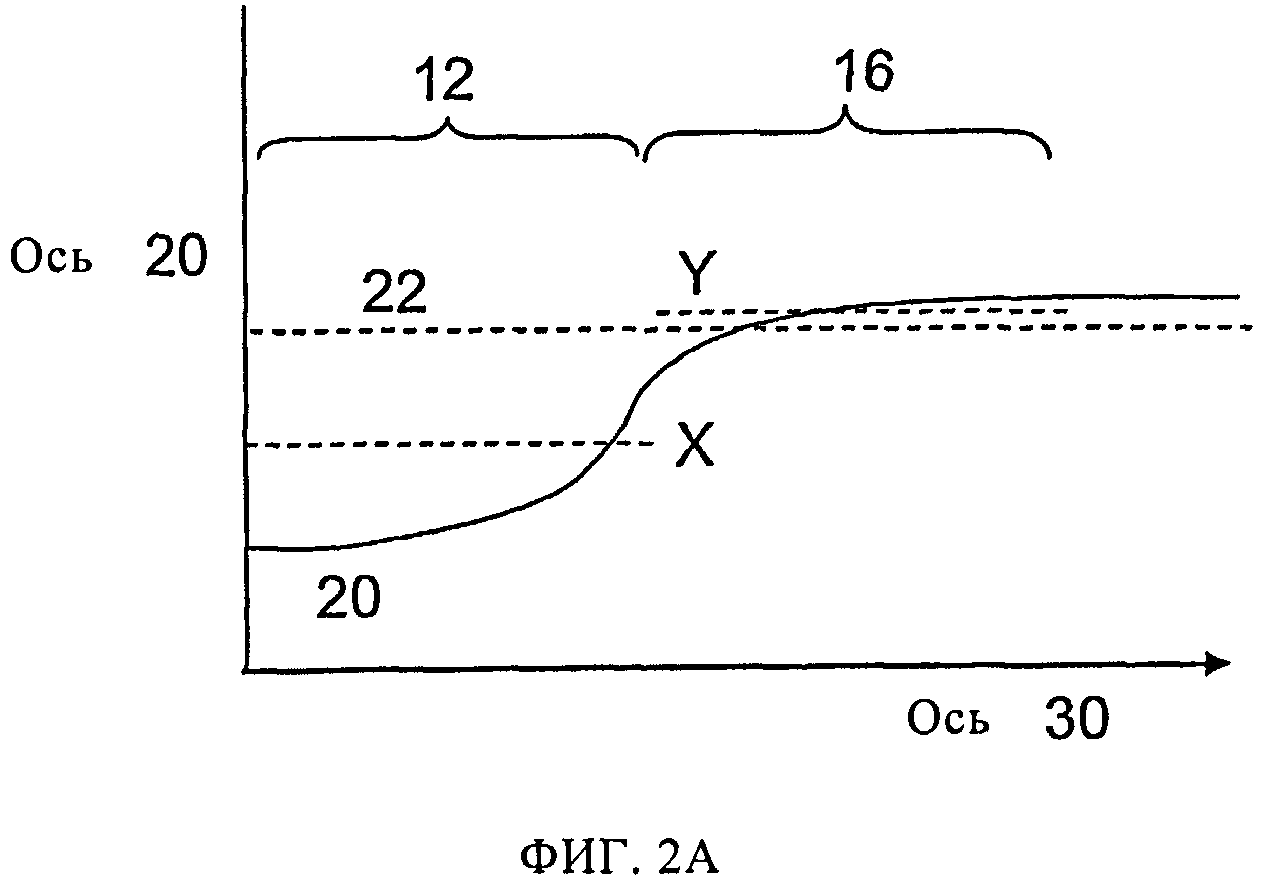
фиг.2А - схематичный график изменения содержания связующего в варианте выполнения твердосплавного тела в зависимости от глубины по отношению к поверхности;
фиг.2Б - схематичный график изменения твердости варианта выполнения твердосплавного тела в зависимости от глубины по отношению к поверхности;
фиг.2В - схематичный график изменения среднего размера зерен карбида в варианте выполнения твердосплавного тела в зависимости от глубины по отношению к поверхности;
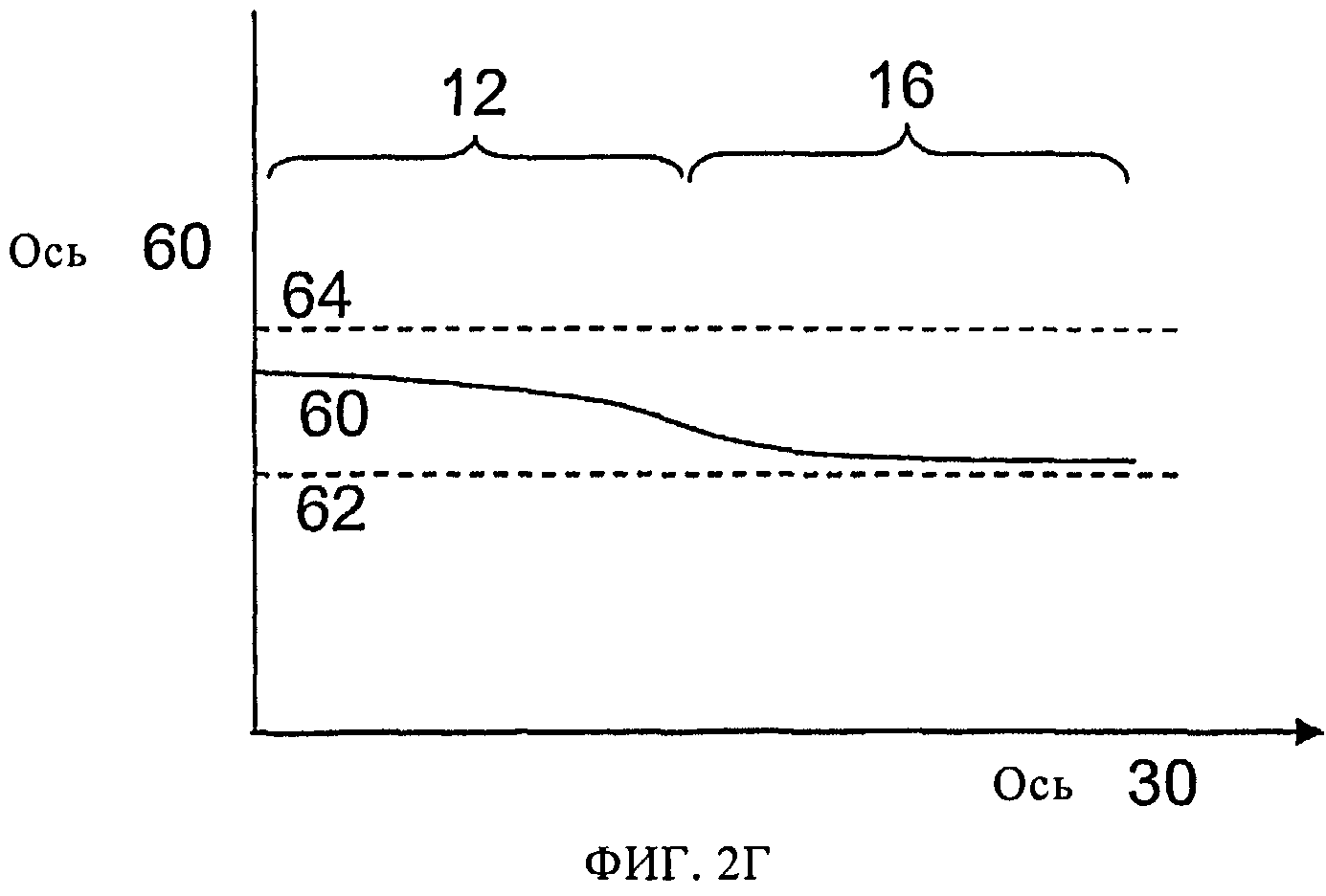
фиг.2Г - схематичный график изменения содержания углерода в варианте выполнения твердосплавного тела в зависимости от глубины по отношению к поверхности;
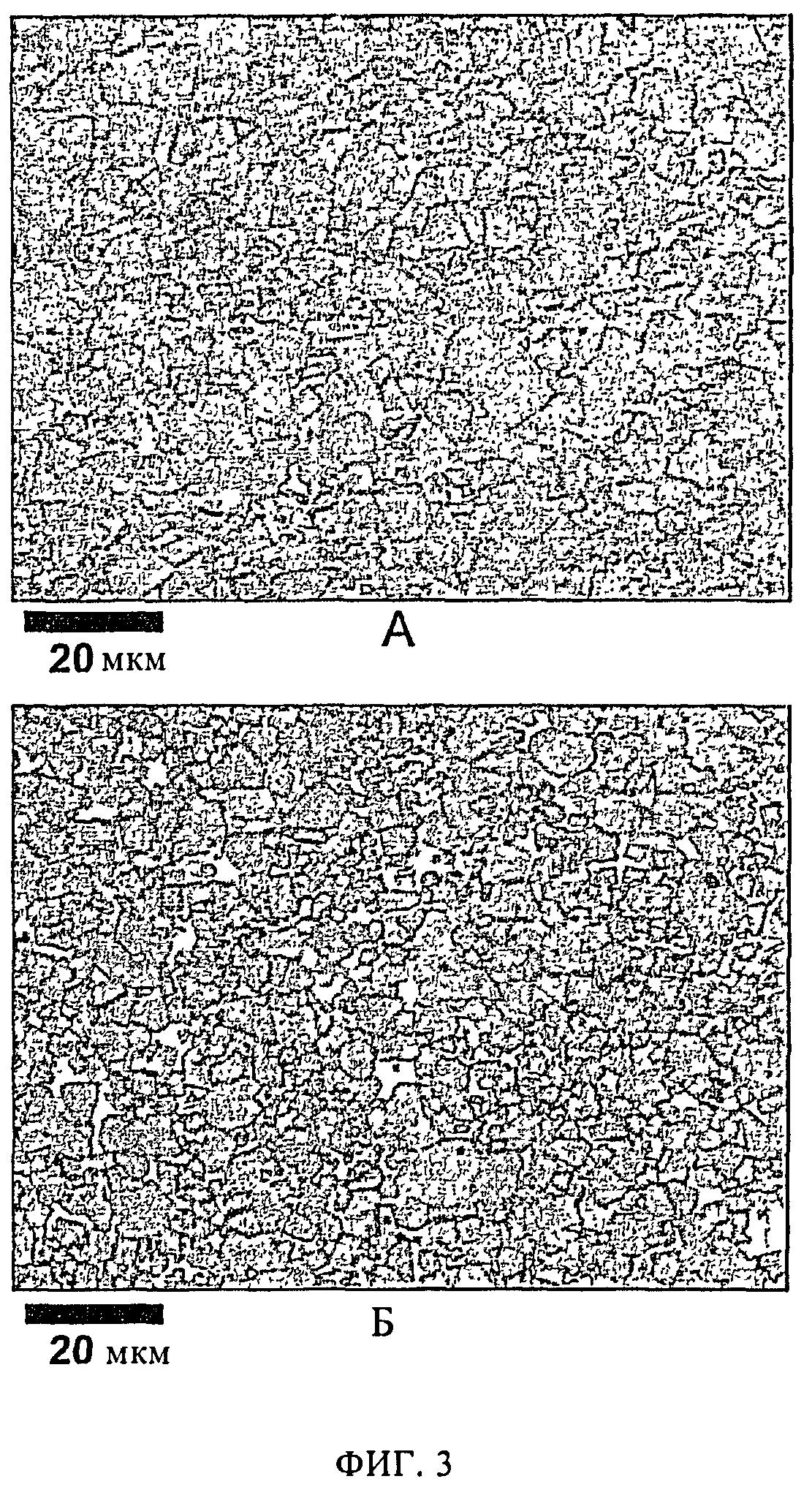
фиг.3 - полученные с помощью оптического микроскопа микрофотоснимки варианта выполнения твердосплавного тела: микрофотоснимок (А), показывающий микроструктуру в области поверхности, и микрофотоснимок (В), показывающий микроструктуру во внутренней области;
фиг.4А - график распределения содержания кобальта в варианте выполнения твердосплавного тела в зависимости от глубины по отношению к поверхности;
фиг.4Б - график распределения твердости по Виккерсу в варианте выполнения твердосплавного тела в зависимости от глубины по отношению к поверхности.
Подробное описание вариантов осуществления изобретения
В представленном на фиг.1 варианте выполнения твердосплавное тело 10 включает твердый сплав, содержащий зерна карбида металла (не показаны) и кобальт в качестве металлического связующего (не показан); тело 10 включает область 12 поверхности, непосредственно прилегающую к поверхности 14, и внутреннюю область 16, удаленную от поверхности 14, причем область 12 поверхности и внутренняя область 16 граничат друг с другом; средняя доля связующего во внутренней области 16 больше, чем в области 12 поверхности; средняя концентрация углерода в связующем в области 12 поверхности выше, чем во внутренней области 16; и средний магнитный момент твердого сплава составляет порядка 0,131Х-0,161Х в области 12 поверхности и порядка 0, 11OY-0,147Y во внутренней области 16, Х и Y означают содержание кобальта в мас.% соответственно в области поверхности и во внутренней области; и X, и Y не менее чем приблизительно 1 мас.% и не более чем приблизительно 50 мас.%.
На фиг.2А доля 20 связующего кобальта твердосплавного тела представлена на схематичном графике изменения содержания кобальта, ось 20, в зависимости от глубины по отношению к поверхности, ось 30, тела. Доля 20 связующего кобальта монотонно увеличивается с увеличением глубины от поверхности, ось 30, твердосплавного тела, имеющего в области 12 поверхности и во внутренней области 16 среднюю долю 22 связующего кобальта. Средняя доля Х связующего кобальта в области поверхности меньше, чем средняя доля 22 связующего кобальта в теле, а средняя доля Y связующего кобальта во внутренней области 16 больше, чем средняя доля 22 связующего кобальта в теле. Числовые значения долей Х и Y кобальта зависят от марки твердого сплава, которую обычно выбирают в соответствии с предполагаемой областью применения, что должно быть очевидно специалисту в данной области техники.
Как видно из фиг.2Б, твердость 40 варианта выполнения твердосплавного тела представлена на схематичном графике изменения твердости, ось 40, в зависимости от глубины по отношению к поверхности, ось 30, тела. Твердость 40 уменьшается с увеличением глубины от поверхности, ось 30; средняя твердость в области 12 поверхности больше, чем во внутренней области 16.
На фиг.2В средний размер 50 зерен карбида вольфрама твердосплавного тела представлен на схематичном графике изменения среднего размера зерен, ось 50, в зависимости от глубины по отношению к поверхности, ось 30, тела. Средний размер 50 зерен карбида вольфрама в пределах области 12 поверхности и внутренней области 16 изменяется не более чем примерно на 5%.
На фиг.2Г среднее содержание 60 углерода твердосплавного тела представлено на схематичном графике изменения среднего содержания углерода, ось 60, в зависимости от глубины по отношению к поверхности, ось 30, тела. Среднее содержание 60 углерода в области 12 поверхности и во внутренней области 16 обычно уменьшается с увеличением глубины, ось 30, от поверхности; среднее содержание углерода в области 12 поверхности больше, чем среднее содержание углерода во внутренней области 16. Среднее содержание углерода в области 12 поверхности меньше уровня 64 содержания углерода, который приводит к появлению в связующем свободного углерода, а среднее содержание углерода во внутренней области 16 больше уровня 62 содержания углерода, при котором происходит образование эта-фазы. Область 12 поверхности и внутренняя область 16 в основном не содержат эта-фазу и свободный углерод.
Как показано на фиг.3А и фиг.3Б, средний размер зерен WC в области поверхности твердосплавного тела в основном такой же, как во внутренней области. Участки белого цвета на микрофотоснимках изображают зерна WC, а участки черного цвета изображают кобальт в качестве связующего.
Магнитные свойства твердого сплава, включающего цементированный кобальтом карбид вольфрама (WC-Co), могут быть связаны со структурными и композиционными характеристиками, в том числе с содержанием углерода в связующем. В данной области техники хорошо известно, что содержание углерода в связующем в твердом сплаве WC-Co можно определить косвенно путем измерения концентрации растворенного в связующем вольфрама, которой оно обратно пропорционально: чем выше содержание углерода, растворенного в связующем, тем ниже концентрация растворенного в связующем вольфрама. Содержание вольфрама в связующем можно определить на основе измерения магнитного момента, σ, или магнитного насыщения, µ=4πσ; между этими величинами и содержанием вольфрама существует обратно пропорциональная зависимость. (Roebuck, 1996, "Magnetic moment (saturation) measurements on hard-metals" ("Измерения магнитного момента (насыщения) в твердых сплавах"), Int. J. Refractory Met., т.14, стр.419-424).
Содержание кобальта в качестве связующего в твердом сплаве можно измерять разными методами, хорошо известными в данной области техники, в том числе косвенными методами, такими как определение магнитных свойств твердого сплава, или более прямым методом - посредством энергодисперсионного рентгеновского анализа, но наиболее точный метод основан на химическом выщелачивании Со. Средний размер зерен карбида, например, зерен WC, можно определить путем изучения СЭМ (микрофотографий, полученных с помощью сканирующего электронного микроскопа) или полученных путем оптической микроскопии световых изображений металлургически обработанных поперечных разрезов твердосплавного тела с применением, например линейного метода средних секущих. Или же средний размер зерен WC можно определить косвенно путем измерения магнитной коэрцитивности твердого сплава, которая показывает средний свободный путь (движения) Со между зернами, на основе которого можно рассчитать размер зерен WC, используя простую, хорошо известную в данной области техники формулу. По этой формуле определяют обратно пропорциональную зависимость между магнитной коэрцитивностью твердого сплава на основе цементированного кобальтом WC и средним свободным путем (движения) кобальта и, таким образом, средний размер зерен WC.
Известны несколько фаз, включающих вольфрам (W), кобальт (Со) и углерод (С), и обычно их обозначают буквами греческого алфавита. Состав эта-фазы означает здесь соединение карбида, имеющее общую формулу MxM'yCz, в которой М - по меньшей мере один элемент, выбранный из группы, включающей W, Mo, Ti, Cr, V, Та, Hf, Zr и Nb; M' - по меньшей мере один элемент, выбранный из группы, включающей Fe, Co, Ni, а С - углерод. Если М - вольфрам (W), а М' - кобальт (Со), что является наиболее типичным соединением, то под эта-фазой следует понимать Co3W3C (эта-1) или Co6W6C (эта-2), а также их незначительные суб- и сверхстехиометрические вариации. В системе W-Co-C имеется также ряд других фаз, например, тета-фазы Co3W6C2, Co4W4C и Co2W4C, а также каппа-фазы Co3W9C4 и CoW3C (в литературе эти фазы иногда объединяют в группу с общим названием "эта-фаза").
Способ изготовления варианта выполнения твердосплавного тела включает следующие стадии:
1. Подготовка заготовки, включающей порошок WC и Со, подходящим, известным в данной области техники способом, обеспечивающим низкое содержание углерода, которое, однако, выше уровня, приводящего к образованию эта-фазы. Низкое содержание углерода может быть в пределах примерно 95%-99% от стехиометрического содержания и зависит от содержания кобальта в твердом сплаве, а также от других факторов, таких как потенциал углерода в печи для спекания, что должно быть очевидно специалисту в данной области техники.
2. Проведение термической обработки неспеченной заготовки во время предварительного спекания в вакууме, инертной или защитной среде в течение определенного периода времени для создания предварительно спеченного тела. Важно, чтобы температура была достаточно низкой (ниже примерно 1280°С), не вызывающей расплавления связующего кобальта, но достаточно высокой (выше 1000°С) для частичного закрытия пористости заготовки. Температуру и продолжительность обработки выбирают с целью сохранения определенной требуемой открытой пористости в области поверхности предварительно спеченного тела. Открытая пористость обеспечивает проникновение в тело газа со скоростью, зависящей от структуры и степени открытой пористости, а также от давления газа, которое должно составлять порядка 1-2 бар. Пористая предварительно спеченное тело, подвергнутое при предварительном спекании термической обработке, имеет определенную требуемую открытую пористость. Температуру термообработки при предварительном спекании в зависимости от продолжительности цикла обработки для получения требуемой пористости лучше всего определять эмпирически методом проб и ошибок, так как она зависит от разных факторов, например от доли кобальта и требуемой глубины проникновения газа и, следовательно, от толщины области поверхности.
3. Проведение дальнейшей термообработки пористого предварительно спеченного тела в течение определенного периода времени в углеродсодержащей среде для избирательного науглероживания области поверхности. Давление газа должно быть в пределах примерно от 1 до 2 бар. И опять важно, чтобы температура была достаточно низкой, не вызывающей расплавления связующего кобальта, т.е. температура должна быть ниже примерно 1280°С. Углеродный газ может проникать в тело через открытые поры, причем глубина проникновения регулируется продолжительностью обработки. После этой стадии науглероживания в пористом теле образуется науглероженная область поверхности с содержанием углерода 101%-105% от стехиометрического содержания, причем самое большое количество углерода содержится вблизи поверхности, через которую он проникал и распределялся, монотонно уменьшаясь по мере углубления в тело.
4. Как известно в данной области техники, после стадии науглероживания проводится спекание тела при температуре выше 1320°С, но ниже 1400°С. Во время этой стадии спекания кобальт разжижается и заполняет поры, а углерод благодаря градиенту содержания углерода диффундирует из области поверхности к внутренней области. Как известно в данной области техники, температуру и продолжительность жидкофазного спекания выбирают с целью обеспечения определенной требуемой скорости растворения и повторного осаждения мелких зерен WC в области поверхности и во внутренней области. Температура спекания не должна превышать 1400°С, чтобы не допустить устранения градиента содержания углерода и, следовательно, разных концентраций W, растворенного в связующем, в области поверхности и во внутренней области, а также соответствующей разности магнитного момента в области поверхности и во внутренней области. При более высоких температурах спекания получают равновесие содержания углерода и, следовательно, концентрации вольфрама, растворенного в связующем.
Не желая ограничиваться каким-то определенным предположением, считают, что в этом способе используется известное явление, называемое "дрейф кобальта", при котором жидкий кобальт в спекаемом твердом сплаве имеет тенденцию к перемещению в том же направлении, что и углерод. Поэтому перемещение кобальта регулируется путем установки градиента содержания углерода и обеспечения диффузии углерода из области с высокой концентрацией в область с низкой концентрацией. Такому перемещению кобальта может способствовать другой хорошо известный возможный механизм, связанный с тем, что низкое содержание углерода обычно становится причиной уменьшения размера зерен WC, что приводит к увеличению капиллярных сил в области с низким содержанием углерода и, как следствие, к перемещению жидкого кобальта в эту область.
Специалисту в данной области техники будет очевидно, что в рамках вариантов осуществления этого способа можно регулировать содержание углерода и вольфрама в связующем. Поскольку прямое измерение содержания углерода может вызвать трудности, для согласования параметров способа в целях обеспечения значений магнитного момента в заявленных пределах наилучшим методом может быть метод проб и ошибок.
Преимущество вариантов осуществления этого способа состоит в том, что благодаря регулируемой открытой пористости и, следовательно, исключению образования эта-фазы во внутренней области, а также свободного углерода в области поверхности можно регулировать проникновение углерода в твердый сплав на значительную глубину.
Другое преимущество заключается в том, что содержание кобальта в области поверхности и во внутренней области регулируют посредством изменения содержания углерода и технологии получения среднего размера зерен WC в области поверхности и во внутренней области. Это исключает необходимость локального введения ингибитора роста зерен, что технически очень трудно осуществить и что приводит к снижению вязкости при разрушении.
Преимуществом вариантов осуществления способа, предлагаемого в изобретении, является то, что исключается дополнительная стадия нанесения ингибиторов роста зерен или их прекурсоров на поверхность заготовок твердого сплава перед жидкофазным спеканием. Заготовки являются крайне хрупкими, что весьма затрудняет осуществление этой стадии или даже делает его невозможным для заготовок, имеющих сложную форму, и поэтому настоящее изобретение имеет преимущества, в первую очередь, при изготовлении твердосплавного тела сравнительно сложной конфигурации.
Неожиданно было обнаружено, что если твердосплавное тело включает область поверхности с низким содержанием связующего, высоким содержанием углерода и низкой концентрацией вольфрама, растворенного в фазе связующего, то в области поверхности возможно значительное повышение коэффициента твердости-ударной вязкости, что ведет к резкому повышению износостойкости. Это происходит в результате того, что высокое остаточное напряжение при растяжении, обычно присутствующее в фазе связующего твердых сплавов на основе WC-Co, в области поверхности твердосплавного тела с градиентом свойств существенно снижается или даже становится напряжением при сжатии. Полагают, что это явление связано с разными скоростями сжатия в области поверхности и во внутренней области за счет разного содержания кобальта и углерода, а также разных концентраций растворенного в связующем вольфрама в этих двух областях. Увеличение содержания углерода и снижение концентрации вольфрама, растворенного в связующем, в области поверхности соответствуют увеличению ее магнитного момента по сравнению с внутренней областью.
Остаточное напряжение в области поверхности в варианте выполнения твердосплавного тела возникает в результате значительно большего сжатия во внутренней области во время затвердевания жидкого связующего после спекания, чем в области поверхности. Поскольку концентрация W, растворенного в связующем, связана с магнитным моментом связующего, требуемые остаточные напряжения, а следовательно, высокий коэффициент твердости-ударной вязкости в области поверхности получают, если магнитный момент в поверхностном слое выше примерно 0,140X, а во внутренней области ниже примерно 0,140Y. Как указано ранее, Х и Y - доли связующего кобальта в мас.% соответственно в области поверхности и во внутренней области. Соответственно, концентрация W, растворенного в связующем, в области поверхности меньше примерно 7,6 мас.%, а в связующем во внутренней области - больше примерно 7,6 мас.%.
Свободный углерод появляется, когда магнитный момент в области поверхности превышает верхний предел 0,161X, показывая, что концентрация W, растворенного в связующем, приблизительно равна 0. Свободный углерод в области поверхности приводит к резкому снижению как твердости, так и вязкости при разрушении. Если магнитный момент в области поверхности ниже нижнего предела 0,140X, указывая на то, что концентрация растворенного в связующем W становится равной или выше примерно 7,6 мас.%, то невозможно обеспечить ранее упомянутый высокий коэффициент ударной вязкости-твердости. Причиной этого может быть большая хрупкость в области поверхности при относительно высоких концентрациях растворенного вольфрама, а также это может быть связано с тем, что скорость сжатия в области поверхности становится слишком высокой.
Если магнитный момент во внутренней области ниже нижнего предела 0,110Y, указывая на то, что концентрация растворенного в связующем вольфрама примерно выше 18,5 мас.%, то существует риск образования хрупкой эта-фазы, что ведет к заметному снижению вязкости твердого сплава при разрушении. Если магнитный момент в области поверхности выше нижнего предела 0,140Y, указывая на то, что концентрация вольфрама, растворенного в связующем, становится равной или ниже примерно 7,6 мас.%, то невозможно обеспечить в области поверхности требуемый высокий коэффициент ударной вязкости-твердости. Это может быть связано с тем, что скорость сжатия во внутренней области в сравнении с областью поверхности становится слишком низкой.
Примеры
Варианты осуществления изобретения описаны более подробно со ссылкой на приведенные ниже примеры, которые не ставят своей целью ограничение изобретения.
Пример 1
Порошок карбида вольфрама смешивали с порошком Со и порошком W для получения порошковой смеси, содержащей 89 мас.% WC, 1 мас.% W и 10 мас.% Со. Зерна WC имели средний размер около 4,5 микрон и содержание углерода 6,13 мас.%; зерна Со имели средний размер около 1 микрона, а зерна W имели средний размер около 0,8 микрон. Смесь получали путем размалывания этих порошков вместе в течение 24 часов с использованием шаровой мельницы в среде для размалывания, содержащей гексан с 2 мас.% парафина, и при отношении количества порошка к количеству шаров, равном 1:6.
Порошковую смесь высушивали и прессовали для получения заготовок, имеющих форму полусферического купола, которые затем подвергали термической обработке в вакууме при температуре 1000°С в течение 1 часа, для формирования пористых предварительно спеченных тел. После этого пористые предварительно спеченные тела подвергали термообработке при температуре 800°С в течение 1 часа в среде водорода с 6,5 об.% метана для создания цементированных предварительно спеченных тел с цементированной областью поверхности. Затем цементированные предварительно спеченные тела спекали при температуре 1370°С в течение 75 минут, включающих стадию спекания в вакууме продолжительностью 45 минут и стадию спекания под высоким изостатическим давлением продолжительностью 30 минут, осуществляемую в среде аргона под давлением 50 бар. Так изготавливали спеченные твердосплавные вставки диаметром 14 мм и высотой около 20 мм.
Поверхности радиальных поперечных разрезов твердосплавных вставок подготавливали для исследования, отрезая диски толщиной 3 мм от средней части вставок, а затем шлифуя поверхности поперечных разрезов в соответствии с нормализованной технологической операцией, применяемой в металлургии. Микроструктуру отшлифованных поперечных разрезов изучали методом оптической микроскопии. В основном диск не содержал в заметных количествах свободный углерод или эта-фазу. Средний размер зерен WC в области поверхности и во внутренней области изучали с применением метода средних линейных секущих.
Для того чтобы измерить долю кобальта в области поверхности и во внутренней области, от диска отрезали два кольца толщиной 1 мм и 3 мм. В этом примере доля кобальта идентична доле связующего, так как связующим по существу является кобальт. Самое дальнее от центра кольцо соответствовало области поверхности, а внутреннее кольцо - внешней части внутренней области. Остальная часть диска диаметром приблизительно 6 мм соответствовала внутренней основной части внутренней области. Эти кольца и диск исследовали разными методами, в том числе, методом химического выщелачивания Со. Рассчитывали также величину удельного магнитного насыщения (величину магнитного насыщения в процентах в сравнении с величиной магнитного насыщения номинально чистого Со). Результаты исследований представлены в Таблице 1. Так как концентрация углерода в связующем кобальте непосредственно зависит от удельного магнитного насыщения, что хорошо известно в данной области техники, то удельное магнитное насыщение показывает относительную концентрацию углерода в связующем в обеих областях. Концентрацию вольфрама, растворенного в связующем, определяли по формуле (16,1-σB)/0,275; σB-частное от деления величины магнитного момента твердого сплава в области твердосплавного тела на массовую долю связующего в этой области.
В этом примере содержание углерода с увеличением глубины от поверхности уменьшается, на что указывает снижение величины удельного магнитного насыщения с увеличением глубины от поверхности. Эта-фазу не обнаружили ни в одной части твердого сплава. Измерение остаточного напряжения выполняли на вершине (200) гранецентрированной кривой (изменения содержания) кобальта с использованием дифрактометра Brucker D8 Discover. Для расчета остаточных напряжений применяли стандартный метод изо-угла наклона sin2ψ. В области поверхности обнаружили остаточное напряжение при растяжении, равное 220 МПа.
С использованием этих вставок были изготовлены головки бура для лабораторного испытания при ударном бурении кварцита. На износ вставок при испытании указывал износ бура (по диаметру). Испытание проводили с использованием обычной буровой установки, имеющей следующие эксплуатационные параметры: энергия удара - 200 Дж, вращающий момент - 250 Нм, частота удара - 2700 уд./мин, частота вращения - 75 об/мин; осевая ударная сила - 10000 Н, давление сжатого воздуха - 50 Н/см2, расход охлаждающей воды - 35 л/мин. Для контроля были изготовлены также головки бура со вставками из обычных твердых сплавов на основе WC-Co, содержащих 10 мас.% Со без градиента содержания углерода и Со, которые были изготовлены из тех же порошков WC, что и вставки для испытаний, но в обычных условиях производства. Эти контрольные вставки имели следующие свойства: магнитная коэрцитивность Нс - 95 эрстед (Э); магнитный момент - 1,2 µТм3/кг; твердость по Виккерсу HV10 - 1200 и вязкость при разрушении по методу Палмквиста - 14,6 МПа·м1/2. После бурения кварцита на глубину 3 м потеря диаметра бура вследствие износа у испытываемых вставок составила 0,2 мм, тогда как у вставок из обычных твердых сплавов - 1,1 мм. Следовательно, износостойкость вставок с градиентом содержания углерода и Со оказалась более чем в 5 раз выше износостойкости обычных вставок.
Реферат
Изобретение относится к порошковой металлургии, в частности к получению твердосплавного тела из твердого сплава, содержащего зерна карбида вольфрама и металлическое связующее, содержащее кобальт с определенной концентрацией растворенного в нем вольфрама. Твердосплавное тело имеет граничащие друг с другом область поверхности и внутреннюю область, при этом средняя доля связующего во внутренней области больше, чем в области поверхности. Средняя концентрация углерода в связующем в области поверхности выше, чем во внутренней области, при этом твердосплавное тело не содержит эта-фазу и свободный углерод. Концентрация вольфрама, растворенного в связующем в области поверхности меньше, чем во внутренней области, и определяется как(16,1-σ)/0,275, где σ- частное от деления величины магнитного момента твердого сплава в области твердосплавного тела на массовую долю связующего в этой области. Твердосплавное тело получено путем формования неспеченной заготовки, содержащей зерна карбида вольфрама, распределенные в содержащем кобальт связующем, предварительного спекания при 1000-1280°С в течение 1-3 часов, термообработки в науглероживающей среде и жидкофазного спекания при 1320-1400°С. Обеспечивается получение материала с градиентом свойств, имеющего высокую износостойкость и ударную вязкость в области поверхности. 2 н. и 9 з.п. ф-лы, 4 ил., 1 табл., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Режущая пластина из твердого сплава и способ ее изготовления
Изделия из композитного кермета
Комментарии