Устройство нанесения слоя для 3d-принтера - RU2631793C1
Код документа: RU2631793C1
Чертежи











Описание
Область техники
Настоящее изобретение относится к системе нанесения слоя для принтера трехмерной печати (3D-принтера) и 3D-принтеру, содержащему такую систему.
Уровень техники
Известен ряд генеративных процессов изготовления (и, соответственно, ряд типов 3D-принтеров).
Нижеследующие этапы является общими для определенных генеративных процессов изготовления:
(1) Сначала наносят материал в виде частиц на всю поверхность конструкционного поля для формирования слоя неотвержденного материала в виде частиц.
(2) Нанесенный слой неотвержденного материала в виде частиц выборочно отверждают в заранее определенной отдельной зоне, например, путем выборочной печати обрабатывающим агентом, например, связующим агентом (или, например, путем лазерного спекания).
(3) Этапы (1) и (2) повторяют для изготовления необходимого компонента. Для этого конструкционную платформу, на которой послойно формируется этот компонент, можно опускать на расстояние, соответствующее толщине одного слоя, до нанесения нового слоя на всю поверхность (или же устройство нанесения слоя и печатающее устройство можно, соответственно, поднимать на толщину одного слоя).
(4) В заключение, изготовленный компонент, удерживаемый рыхлым, неотвержденным материалом в виде частиц и охватываемый им, можно извлечь.
Например, конструкционное пространство, в котором происходит изготовление компонента или компонентов, может быть определено так называемой «конструкционной коробкой» (также именуемой «рабочей коробкой»). Конструкционная коробка этого типа может иметь конструкцию, образованную периферийными стенками, открытую по направлению вверх и проходящую в вертикальном направлении (например, образованную четырьмя вертикальными боковыми стенками), которые могут образовывать, например, прямоугольник, если смотреть на них сверху. Конструкционная коробка может принимать регулируемую по высоте конструкционную платформу. При этом пространство над конструкционной платформой и между конструкцией вертикальных периферийный стенок может, например, по меньшей мере вносить вклад в образование конструкционного пространства. Верхняя зона конструкционного пространства может именоваться, например, «конструкционным полем». Пример такой конструкционной коробки раскрыт, например, в DE 102009056696 А1.
На вышеуказанном этапе (1) обычно используют систему нанесения слоя, содержащую устройство нанесения слоя (также именуемое «устройство для нанесения многослойных покрытий», recoater). Известен ряд систем нанесения слоя для использования в 3D-принтерах, посредством которых можно наносить конструкционный материал в виде частиц на конструкционное поле (также именуемое «конструкционной поверхностью» или «конструкционной зоной») в виде равномерного слоя по всей поверхности.
В одном из типов системы нанесения слоя используется валик (сокращенно: "валковое устройство нанесения слоя"), перед которым сначала укладывают определенное количество конструкционного материала в виде частиц, а потом перемещают его по горизонтали по конструкционному полю для нанесения конструкционного материала в виде частиц в виде равномерного слоя на конструкционное поле. При этом валик может вращаться в направлении, противоположном направлению перемещения. Системы нанесения слоя большой длины сложны для выполнения при использовании валкового устройства нанесения слоя.
В системе нанесения слоя еще одного типа (так называемой системе нанесения слоя с «контейнерным устройством нанесения слоя», например, со «щелевым устройством нанесения слоя») используется устройство нанесения слоя с контейнером, например, выполненным с возможностью перемещения по конструкционному полю и определяющим внутреннюю полость для конструкционного материала в виде частиц, которая ведет к отверстию для выдачи конструкционного материала в виде частиц на конструкционное поле. Устройство нанесения слоя может быть выполнено продолговатым, например, для охвата или покрытия прямоугольного конструкционного поля по всей его длине или ширине. В этом случае отверстие может быть выполнено в виде продольной щели. Таким образом, устройство нанесения слоя можно горизонтально перемещать по конструкционному полю с одновременной выдачей конструкционного материала в виде частиц через отверстие на конструкционное поле для нанесения тем самым равномерного слоя по всей поверхности конструкционного поля.
Например, на вышеуказанном этапе (2) можно использовать печатающее устройство с печатающей головкой, которая управляемым образом наносит обрабатывающий агент на подобласть ранее нанесенного слоя конструкционного материала. Обрабатывающий агент способствует отверждению (немедленному и/или последующему) слоя конструкционного материала в этой подобласти. Например, обрабатывающий агент может представлять собой связующий агент, например, связующий компонент многокомпонентного связующего.
В альтернативном варианте на вышеуказанном этапе (2) можно использовать лазер для отверждения подобласти ранее нанесенного слоя конструкционного материала, например, путем спекания или сплавления конструкционного материала в этой подобласти.
Раскрытие изобретения
Настоящее изобретение относится к системе нанесения слоя указанного второго типа, сокращенно именуемой системой нанесения слоя с «контейнерным устройством нанесения слоя», например, «щелевым устройством нанесения слоя».
Например, устройства нанесения слоя данного типа могут быть оснащены вибрационным устройством, посредством которого материалу в виде частиц можно сообщать вибрацию для воздействия на поток или истечение конструкционного материала в виде частиц (например, его поддержание) или обеспечения выхода конструкционного материала в виде частиц из отверстия. Например, вибрационное устройство данного типа может быть выполнено в виде трясущего устройства, посредством которого по меньшей мере стеночную часть контейнера подвергают воздействию вибрации или трясущего движения для воздействия на выход конструкционного материала в виде частиц.
Кроме того, системы нанесения слоя данного типа могут содержать, например, лабиринтную конструкцию внутри контейнера, которая может предотвращать вытекание/утечку конструкционного материала, когда устройство нанесения слоя не движется.
Кроме того, системы нанесения слоя данного типа могут содержать, например, разглаживающий/заметающий элемент, посредством которого возможно разглаживать нанесенный на конструкционное поле материал в виде частиц для уплотнения и/или выравнивания конструкционного материала.
Пример системы нанесения слоя со «щелевым устройством нанесения слоя» известен из DE 102009056689 А1. Например, см. фиг. 17-20 в указанном документе.
В WO 95/18715 А1 раскрыты способ и устройство для изготовления трехмерного объекта, где передвижной контейнер, используемый для нанесения материала в форме порошка или пасты, содержит вибрационные затирочные элементы на своей нижней стороне для повышения эффективности регулирования толщины слоя нанесенного материала. В DE 10216013 А1 раскрыты способ и устройство для нанесения текучих сред, при этом текучая среда наносится на подлежащую покрытию зону, расположенную перед ножом, и после этого нож перемещается по нанесенной текучей среде, при этом нож вибрирует с целью улучшения распределения нанесенной текучей среды.
Задачей, лежащей в основе настоящего изобретения, можно считать создание системы нанесения слоя для 3D-принтера, содержащей «контейнерное устройство нанесения слоя», с расширенной сферой применения.
Настоящее изобретение предлагает систему нанесения слоя для 3D-принтера по пункту 1 формулы изобретения. Дополнительные варианты осуществления системы нанесения слоя раскрыты в зависимых пунктах 2-13. В пункте 14 формулы изобретения раскрыт 3D-принтер, содержащий соответствующую систему нанесения слоя.
В соответствии с различными вариантами осуществления в качестве примера может быть предложена система нанесения слоя, в которой конструкционные материалы в виде частиц с различными составами могут быть надежно нанесены на конструкционное поле равномерными слоями. Например, даже конструкционный материал в виде частиц с плохими характеристиками истечения или потока может быть нанесен равномерными слоями на конструкционное поле в соответствии с различными вариантами осуществления. Например, конструкционному материалу в виде частиц с плохими характеристиками истечения или потока может быть надлежащим образом сообщена вибрация с использованием вибрационного устройства, и/или стеночной части контейнера, принимающего конструкционный материал, можно придать тряску с использованием трясущего устройства в соответствии с различными вариантами осуществления, без существенного негативного влияния на функционирование одного или более других компонентов устройства нанесения слоя и/или существенного снижения качества наносимого слоя, например, из-за образования так называемых «волн» в слое наносимого конструкционного материала, могущих возникать, например, в результате колебания/вибрации заметающего элемента. В соответствии с различными вариантами осуществления, контейнер и/или принимаемый в нем конструкционный материал может, в качестве примера, быть «изолирован», или, скорее для него может быть обеспечено отсутствие связи по тряске и/или отсутствие связи по тряске с одним или большим количеством других компонентов системы нанесения слоя (например, разглаживающим элементом и/или затворным элементом и/или загрузочным контейнером), так что стеночной части контейнера, принимающего конструкционный материал, может быть придана соответствующая тряска и/или конструкционному материалу, принятому в контейнере, может быть сообщена соответствующая вибрация, по существу, без необходимости принимать во внимание функционирование одного или более других компонентов и/или по существу без негативного влияния на качество наносимого слоя.
При этом, в контексте настоящей заявки термин «конструкционный материал в виде частиц» может означать конструкционный материал, содержащий по меньшей мере один вид материала в виде частиц (например, песок (его зерна), например, формовочный песок и/или частицы металла и/или частицы синтетического материала). Кроме того, в состав конструкционного материала могут входить различные виды материалов в виде частиц, например, смесь нового и вторичного песка, или смесь мелкого и крупного песка, или смесь песков двух разных типов. Кроме того, конструкционный материал может содержать по меньшей мере один жидкий компонент, например, связующий компонент, например, активатор, и/или одну или более твердых и/или жидких добавок. Если конструкционный материал содержит связующий компонент, другой связующий компонент, например, фурановую смолу, можно выборочным образом напечатать на ранее нанесенном слое конструкционного материала с помощью печатающего устройства, чтобы отвердить указанный слой в заранее заданной области. В зависимости от изготавливаемого компонента, например, формы для заливки или формовочного стержня можно использовать состав конструкционного материала, специально созданный для данного назначения. При этом состав конструкционного материала может быть определен количеством используемых компонентов, а также соответствующим типом и соответствующей долей компонентов, содержащихся в конструкционном материале (смеси). В этом отношении характеристики истечения или потока конструкционного материала могут в большой степени варьироваться в зависимости от состава конструкционного материала.
В соответствии с различными вариантами осуществления система нанесения слоя для 3D-принтера может содержать
устройство нанесения слоя с несущей конструкцией и контейнером, прикрепленным к несущей конструкции и определяющим внутреннюю полость для приема конструкционного материала в виде частиц, ведущую в отверстие для выдачи конструкционного материала в виде частиц (например, на конструкционное поле или на/в конструкционное пространство),
вибрационное устройство, выполненное с возможностью сообщения вибрации конструкционному материалу в виде частиц, принятому в контейнере, тем самым обеспечивая (например, способствуя и/или ускоряя) выход/выдачу конструкционного материала из отверстия, и
разглаживающий элемент, прикрепленный к устройству нанесения слоя и выполненный с возможностью разглаживания выданного из отверстия конструкционного материала в виде частиц, тем самым выравнивая и/или уплотняя выданный материал в виде частиц, и/или
затворное устройство, выполненное с возможностью выборочного закрытия отверстия и содержащее затворный элемент, прикрепленный к устройству нанесения слоя,
при этом разглаживающий элемент и/или затворный элемент прикреплены к несущей конструкции так, что обеспечено отсутствие связи по вибрации с вибрацией, создаваемой вибрационным устройством в контейнере.
Согласно различным вариантам осуществления система нанесения слоя для 3D-принтера может содержать
устройство нанесения слоя с несущей конструкцией и контейнером, прикрепленным к несущей конструкции и определяющим внутреннюю полость для приема конструкционного материала в виде частиц, ведущую в отверстие для выдачи конструкционного материала в виде частиц,
трясущее устройство, выполненное с возможностью придания тряски стеночной части контейнера, тем самым обеспечивая (например, способствуя или ускоряя) выход конструкционного материала из отверстия, и
разглаживающий элемент, прикрепленный к устройству нанесения слоя и выполненный с возможностью разглаживания выданного из отверстия конструкционного материала в виде частиц, тем самым выравнивая и/или уплотняя выданный материал в виде частиц, и/или
затворное устройство, выполненное с возможностью выборочного закрытия отверстия и содержащее затворный элемент, прикрепленный к устройству нанесения слоя,
при этом разглаживающий элемент и/или затворный элемент прикреплен (прикреплены) к несущей конструкции так, что обеспечено отсутствие связи по тряске со стеночной частью контейнера.
В этом отношении трясущее устройство может, например, образовывать вышеупомянутое вибрационное устройство или может, например, заменить вышеупомянутое вибрационное устройство.
В альтернативном варианте вибрационное устройство, в качестве примера, может быть выполнено с возможностью сообщения вибрации конструкционному материалу в виде частиц, принятому в контейнере, путем продувания текучей среды (например, напорной текучей среды, например, напорного газа, например, сжатого воздуха) и/или путем применения ультразвуковых волн. Таким образом, вибрационное устройство, в качестве примера, может быть выполнено в виде трясущего устройства, например в виде эксцентрикового устройства, как будет раскрыто ниже. В альтернативном варианте вибрационное устройство, в качестве примера, может представлять собой ультразвуковое устройство, посредством которого можно возбуждать и, как следствие, сообщать вибрацию конструкционному материалу и/или стеночной части контейнера, или продувное устройство, обдувающее текучей средой конструкционный материал, сообщая, тем самым, ему вибрацию.
Таким образом, в вышеописанных вариантах осуществления разглаживающий элемент и/или затворный элемент могут быть прикреплены к несущей конструкции устройства нанесения слоя таким образом, чтобы конструкционному материалу и/или стеночной части контейнера могла быть соответствующим образом сообщена вибрация или придана тряска, по существу, не влияя на функционирование затворного устройства и/или не ухудшая качество наносимого слоя.
Устройство нанесения слоя может быть, например, выполнено с возможностью перемещения в горизонтальном направлении, например, через конструкционное поле. Например, устройство нанесения слоя может быть выполнено с возможностью перемещения вдоль линейной направляющей конструкции, предназначенной для данной цели, например, посредством ползуна, к которому прикреплено устройство нанесения слоя.
Например, контейнер может быть выполнен вытянутым, с продольной осью, проходящей, например, в горизонтальном направлении перпендикулярно направлению, в котором может перемещаться устройство нанесения слоя. При этом отверстие может быть выполнено в виде, например, продольной щели с продольной осью, проходящей в горизонтальном направлении, перпендикулярном направлению, в котором может перемещаться устройство нанесения слоя.
Например, контейнер может быть выполнен сужающимся книзу в поперечном сечении и, например, воронкообразным в поперечном сечении.
Например, контейнер может быть выполнен открытым кверху.
Например, отверстие или продольная щель может быть расположена в нижней концевой части контейнера, т.е., например, в концевой части устройства нанесения слоя, обращенной к конструкционному полю, и может, например, быть направлено вниз в сторону конструкционного поля.
Например, (первая) стеночная часть контейнера может быть расположена поперечно на первой стороне и напротив второй/другой стеночной части. Например, (первая) стеночная часть может быть образована первой боковой стенкой контейнера, проходящей в продольном направлении, и в поперечном направлении расположенной напротив второй/другой боковой стенки контейнера.
Например, несущая конструкция может проходить в горизонтальном направлении, перпендикулярном направлению, в котором может перемещаться устройство нанесения слоя и/или которое параллельно продольному направлению контейнера. Например, несущая конструкция может быть по существу неупругой/жесткой. Например, несущая конструкция может содержать один или более несущих элементов с продольной осью, проходящей в горизонтальном направлении, перпендикулярном направлению, в котором может перемещаться устройство нанесения слоя и/или которое параллельно продольному направлению контейнера. Например, контейнер может быть прикреплен (в поперечном направлении) к первому несущему элементу на первой стороне и ко второму несущему элементу на противоположной второй стороне. Например, контейнер может быть соединен (в поперечном направлении) с несущей конструкцией посредством амортизирующего устройства на первой стороне и посредством трясущего устройства на второй стороне, например, с первым несущим элементом и вторым несущим элементом, соответственно.
Конструкционное поле может, например, быть определено конструкционной платформой и/или конструкционной коробкой (также именуемой «рабочей коробкой»), над или в которой может происходить конструирование компонента посредством 3D-принтера в ходе генеративного процесса изготовления. Например, конструкционная коробка может вмещать регулируемую по высоте конструкционную платформу, постепенно опускаемую во время генеративного процесса изготовления (или так называемой «конструкционной операции»). Например, привод для регулирования по высоте может быть предусмотрен либо непосредственно в конструкционной коробке («совместно передвигающийся»), либо, например, стационарным образом в 3D-принтере («стационарно установленный»). Например, конструкционная коробка может быть выполнена с возможностью перемещения в 3D-принтер или из него, например, посредством роликового транспортера и/или с помощью собственного ходового привода, интегрированного в конструкционную коробку. Например, конструкционная коробка может быть выполнена согласно исходному описанию, например, как раскрыто в DE 102009056969 А1.
Разглаживающий/заметающий элемент, прикрепленный к устройству нанесения слоя, в качестве примера, может образовывать разглаживающую поверхность и может быть выполнен с возможностью разглаживания конструкционного материала в виде частиц, выдаваемого из отверстия (например, на конструкционное поле), посредством разглаживающей поверхности, тем самым выравнивая и/или уплотняя выданный материал в виде частиц. Например, разглаживающая поверхность может быть выполнена по существу планарной. Например, разглаживающая поверхность может быть обращена вниз (например, в направлении конструкционного поля). Например, разглаживающий элемент может иметь вытянутую форму, которая может проходить, например, по существу параллельно продольному направлению контейнера, например, вдоль его щели. Например, разглаживающий элемент может быть выполнен в виде разглаживающего бруса/полосы и/или разглаживающего ножа. Например, разглаживающий элемент может быть выполнен из металла, например, из стали.
Например, разглаживающий элемент может быть расположен под отверстием, например, в вертикальном направлении под отверстием, например, на (небольшом) расстоянии по вертикали от отверстия. Иначе говоря, разглаживающий элемент может быть расположен за пределами контейнера или под ним.
Например, разглаживающий элемент может быть расположен сбоку от отверстия и вблизи него по горизонтали.
Например, разглаживающий элемент может быть прикреплен к несущей конструкции с обеспечением отсутствия связи по тряске с контейнером в целом.
В соответствии с различными вариантами осуществления система нанесения слоя может содержать первый и второй разглаживающие элементы, прикрепленные к несущей конструкции так, чтобы, соответственно, обеспечивалось отсутствие связи по тряске со стеночной частью контейнера (например, с контейнером в целом) и/или обеспечивалось отсутствие связи по вибрации с вибрацией, создаваемой в контейнере вибрационным устройством. Это позволяет эксплуатировать устройство нанесения слоя как устройство нанесения слоя двунаправленного действия.
Раскрытая выше информация, относящаяся к одному/первому разглаживающему элементу, аналогичным образом применима и ко второму разглаживающему элементу.
Например, первый и второй разглаживающие элементы могут быть обращены друг к другу в поперечном направлении устройства нанесения слоя и, например, могут быть расположены на противоположных сторонах отверстия. Например, первый и второй разглаживающие элементы могут быть прикреплены к несущей конструкции отдельно друг от друга. Например, первый разглаживающий элемент может быть прикреплен к первому несущему элементу, а второй разглаживающий элемент может быть прикреплен ко второму несущему элементу, например, посредством одного или более ребер несущей конструкции и опционального бруса/планки.
Например, затворный элемент, прикрепленный к устройству нанесения слоя, может иметь вытянутую форму. Например, продольная ось затворного элемента может проходить по существу параллельно продольному направлению щели. Например, длина затворного элемента может быть больше или равна длине отверстия и щели, соответственно.
Например, затворный элемент может выборочно закрывать отверстие, по меньшей мере частично, например, в результате движения и/или перемещения в поперечном направлении (например, расширения в поперечном направлении). Например, движение и/или перемещение в поперечном направлении может происходить по направлению к отверстию.
Например, затворный элемент может быть выполнен с возможностью перемещения и/или деформации и/или расширения, например, в направлении вертикальной линии/плоскости, например по существу в горизонтальном направлении, например, перпендикулярно своей продольной оси и/или перпендикулярно воображаемой вертикальной линии/плоскости, проходящей через отверстие или щель.
В соответствии с различными вариантами осуществления (по меньшей мере один) затворный элемент, в качестве примера, может содержать уплотняющую поверхность, выполненную с возможностью герметичного соединения с противоположной поверхностью в закрытом состоянии затворного устройства, при этом уплотняющая поверхность выполнена из гибкого материала. Это обеспечивает возможность надежного закрытия отверстия или щели, например, когда (в связи с тем, что) гибкий материал может принимать форму, соответствующую рельефу противоположной поверхности (с учетом попавших между ними частиц конструкционного материала). Например, гибкий материал может представлять собой эластомер и/или силикон. Например, противоположная поверхность может представлять собой неподвижную противоположную поверхность или другой затворный элемент, расположенный на другой стороне отверстия.
В соответствии с различными вариантами осуществления (по меньшей мере один) затворный элемент, в качестве примера, может быть образован полым телом (например, вытянутым полым телом), у которого внутренняя полость ограничена деформируемой частью, деформируемой наружу (относительно внутренней полости) под действием напорной текучей среды, вводимой в полое тело и расширяющей, тем самым, внутреннюю полость (например, в направлении, по существу перпендикулярном продольной оси полого тела и/или вышеуказанной воображаемой вертикальной линии/плоскости через отверстие или щель), чтобы тем самым по меньшей мере частично закрыть отверстие. Полое тело, в качестве примера, может содержать расширяемую часть, образуемую деформируемой частью, при этом полое тело может быть деформировано определенным образом. Например, деформируемая часть или расширяемая часть может проходить по всей длине щели и/или вытянутого полого тела в продольном направлении. Например, вытянутое полое тело или по меньшей мере его деформируемая часть могут быть выполнены из эластомера и/или силиконового материала.
Хотя затворный элемент в виде (например, вытянутого) полого тела хорошо зарекомендовал себя на практике (в том числе в варианте осуществления с двумя полыми телами), данный вариант осуществления затворного элемента не является ограничивающим. В другом варианте затворный элемент (элементы) может представлять собой одну или более задвижек/золотниковых клапанов. При этом затворный элемент в виде полого тела может быть легко интегрирован в устройство нанесения слоя и может, кроме того, обеспечить надежное закрытие щели.
Например, разглаживающий элемент может быть расположен под отверстием, например, в вертикальном направлении под отверстием, например, на (небольшом) расстоянии по вертикали от отверстия. Иначе говоря, разглаживающий элемент может быть расположен за пределами контейнера или под ним.
В горизонтальном направлении затворный элемент может быть расположен, например, рядом с отверстием сбоку от него.
Запорный элемент может быть, например, прикреплен к несущей конструкции, так, что при этом обеспечивается отсутствие связи по тряске с контейнером в целом.
В соответствии с различными вариантами осуществления, затворное устройство, в качестве примера, может содержать первое и второе (например, вытянутые) полые тела (образующие первый и второй затворные элементы), при этом каждое из двух полых тел имеет внутреннюю полость, ограниченную деформируемой частью, при этом два полых тела расположены на противоположных сторонах отверстия (в поперечном направлении устройства нанесения слоя) таким образом, что их деформируемые части обращены друг к другу, при этом деформируемые части выполнены с возможностью деформации наружу под воздействием напорной текучей среды, вводимой в соответствующее полое тело, тем самым расширяя внутреннюю полость, обеспечивающее возможность движения двух деформируемых частей друг к другу и их соприкосновение друг с другом для закрытия отверстия.
В соответствии с различными вариантами осуществления, (соответствующая) деформируемая часть выполнена с возможностью изгибания с образованием впадины (изгибания внутрь) (образуя, тем самым, часть, выступающую в полость), тем самым освобождая/открывая отверстие устройства нанесения слоя (например, в незагруженном состоянии или в состоянии без нагнетания напорной текучей среды), и изгибания наружу под действием напорной текучей среды, подаваемой в (соответствующее) полое тело для закрытия отверстия.
В соответствии с различными вариантами осуществления, затворное устройство, в качестве примера, может дополнительно содержать трубопровод текучей среды, соединяющий по текучей среде (соответствующее) полое тело с источником напорной текучей среды.
Источник напорной текучей среды, в качестве примера, может быть выполнен с возможностью выборочной подачи в полое тело напорной текучей среды по трубопроводу текучей среды.
Трубопровод текучей среды, в качестве примера, может быть включать шланговую систему (содержащую, например, один или более шлангов), соединенную с (соответствующим) полым телом для подачи в полое тело напорной текучей среды. Например, шланговая система может быть выполнена в виде передвижной шланговой системы и может быть, например, интегрирована в кабельную цепь, которая, например, обеспечивает дополнительную подачу в устройство нанесения слоя (например, один или более приводов устройства нанесения слоя) электрического тока посредством одного или более подводящих кабелей.
Источник напорной текучей среды, в качестве примера, может представлять собой источник сжатого воздуха. Например, источник напорной текучей среды может содержать резервуар под давлением, опциональный редуктор давления и арматуру (например, клапан). Резервуар под давлением, в качестве примера, может представлять собой стационарный резервуар под давлением, т.е. резервуар под давлением, не перемещающийся вместе с устройством нанесения слоя. Арматура, предусмотренная, например, на резервуаре под давлением или между резервуаром под давлением и устройством нанесения слоя на трубопроводе текучей среды, в качестве примера, может быть открываться или закрываться блоком управления (например, блоком управления, раскрытым ниже) посредством привода, соединенного с арматурой, тем самым обеспечивая выборочную подачу в полое тело напорной текучей среды для закрытия, тем самым, отверстия.
В соответствии с различными вариантами осуществления затворное устройство может дополнительно содержать блок управления (например, «контроллер» и/или электронный блок управления), выполненный с возможностью выборочного закрытия отверстия управляемым образом посредством по меньшей мере одного затворного элемента (например посредством управляемой деформации и/или движения затворного элемента).
Например, блок управления может быть соединен с вышеуказанным источником напорной текучей среды (например, с его арматурой) и может быть выполнен с возможностью управления источником напорной текучей среды для закрытия отверстия путем подачи из источника напорной текучей среды в полое тело напорной текучей среды для деформации полого тела в его деформируемой части.
Разглаживающий элемент и затворный элемент могут, например, быть жестко соединены с несущей конструкцией и/или прикреплены к ней совместно, например, могут быть совместно подвешены на ней. Например, разглаживающий элемент может быть расположен под затворным элементом, т.е. по меньшей мере один затворный элемент, в качестве примера, может быть расположен в вертикальном направлении между отверстием и по меньшей мере одним разглаживающим элементом. Например, затворный элемент может быть прикреплен на верхней стороне (стороне, обращенной от конструкционного поля) разглаживающего элемента, например, может там поддерживаться.
В соответствии с различными вариантами осуществления устройство нанесения слоя может содержать первый и второй разглаживающие элементы, прикрепленные к несущей конструкции так, что, соответственно, обеспечено отсутствие связи по тряске со стеночной частью контейнера (например, с контейнером в целом) и/или обеспечено отсутствие связи по вибрации с вибрацией, создаваемой вибрационным устройством в контейнере.
Информация, раскрытая в части одного/первого затворного элемента аналогичным образом применима и ко второму разглаживающему элементу.
Первый и второй затворные элементы могут быть обращены друг к другу в поперечном направлении устройства нанесения слоя и могут быть расположены, например, на противоположных сторонах отверстия. Например, первый и второй затворные элементы могут быть прикреплены к несущей конструкции по отдельности. Например, первый запорный элемент может быть прикреплен к первому несущему элементу, а второй запорный элемент может быть прикреплен ко второму несущему элементу, например, соответствующим образом посредством одного или более ребер несущей конструкции и опционального бруса/планки.
В соответствии с различными вариантами осуществления в системе нанесения слоя может быть предусмотрено следующее:
(соответствующий) разглаживающий элемент и/или (соответствующий) затворный элемент могут быть прикреплены к несущей конструкции по существу жестким образом, и/или
(соответствующий) разглаживающий элемент и/или (соответствующий) затворный элемент могут быть прикреплены к несущей конструкции отдельно от стеночной части контейнера (например, обходя стеночную часть и/или в различных местоположениях несущей конструкции), и/или
(соответствующий) разглаживающий элемент и/или (соответствующий) затворный элемент могут быть прикреплены к несущей конструкции отдельно от контейнера (например, обходя контейнер и/или в различных местоположениях несущей конструкции), и/или
(соответствующий) разглаживающий элемент и/или (соответствующий) затворный элемент могут быть расположены на расстоянии от отверстия в вертикальном направлении под отверстием, и/или
(соответствующий) разглаживающий элемент и/или (соответствующий) затворный элемент могут быть вместе прикреплены к несущей конструкции, т.е. (соответствующий) разглаживающий элемент и/или (соответствующий) затворный элемент могут быть совместно прикреплены к несущей конструкции, будучи организованными в пару.
В соответствии с различными вариантами осуществления (первая) стеночная часть контейнера может быть прикреплена к несущей конструкции, например, к одному из несущих элементов (например, второму несущему элементу), например, через трясущее устройство.
Согласно различным вариантам осуществления трясущее устройство может быть образовано, например, эксцентриковым устройством. В альтернативном варианте трясущее устройство может быть образовано, например, линейно приводимым компонентом или может содержать такой компонент, который генерирует тряску/возвратно-поступательное движение, воздействующее на стеночную часть контейнера.
Например, эксцентриковое устройство может содержать
вал, прикрепленный с возможностью вращения к несущей конструкции,
эксцентрик, прикрепленный к валу, и
соединительную тягу, соединенную со стеночной частью контейнера.
Например, вал может по своей продольной оси проходить по существу параллельно продольной оси устройства нанесения слоя и, например, может быть прикреплен с возможностью вращения к несущей конструкции в нескольких местах в продольном направлении.
Например, эксцентриковое устройство может содержать несколько эксцентриков, прикрепленных к валу, соединенных с (первой) стеночной частью контейнера посредством соответствующей соединительной тяги в разных местах (например, в продольном направлении устройства нанесения слоя друг за другом).
Согласно различным вариантам осуществления другая/вторая стеночная часть контейнера может быть, например, прикреплена к несущей конструкции посредством амортизирующего устройства, например, к другому элементу из числа несущих элементов (например, к первому несущему элементу).
Другая/вторая стеночная часть контейнера может быть прикреплена к несущей конструкции посредством нескольких амортизирующих устройств в продольном направлении устройства нанесения слоя.
В соответствии с различными вариантами осуществления (соответствующее) амортизирующее устройство, например, может содержать амортизирующую деталь, расположенную между несущей конструкцией и (другой) стеночной частью, например, упругую амортизирующую деталь.
Например, амортизирующая деталь может быть прикреплена к несущей конструкции, при этом другая стеночная часть удерживается на амортизирующей детали посредством фланцевой конструкции (например, выступающей части).
Амортизирующая деталь, например, упругая амортизирующая деталь может быть выполнена, например, из подходящего амортизирующего полимерного материала. Например, амортизирующая деталь может иметь форму цилиндра и/или форму призмы, например, форму твердотельного/полного цилиндра и/или форму твердотельной/полной призмы.
В соответствии с различными вариантами осуществления система нанесения слоя может дополнительно содержать, например, загрузочный контейнер, расположенный над контейнером для подачи в контейнер конструкционного материала, при этом для загрузочного контейнера обеспечено отсутствие связи по вибрации с вибрацией, создаваемой вибрационным устройством в контейнере и/или отсутствие связи по тряске со стеночной частью контейнера (например, с контейнером в целом).
Загрузочный контейнер, например, может быть образован несущей конструкцией и/или может быть прикреплен к ней, например, по существу жестким образом. В качестве примера, в загрузочном контейнере может быть размещено распределительное устройство, например, распределительный шнек.
В соответствии с различными вариантами осуществления система нанесения слоя может дополнительно содержать, например, блок управления (например, «контроллер» или электронный блок управления), выполненный с возможностью управления вибрационным устройством и/или трясущим устройством таким образом, чтобы выборочно сообщать вибрацию конструкционному материалу или выборочно придавать тряску стеночной части контейнера. Блок управления может представлять собой, например, тот же блок управления или иной блок управления чем блок управления запорного устройства.
Например, блок управления может быть выполнен с возможностью управления трясущим устройством и/или вибрационным устройством таким образом, что оно выборочно создает тряску или вибрацию при проходе устройства нанесения слоя по конструкционному пространству.
Например, блок управления может быть выполнен с возможностью управления трясущим устройством и/или вибрационным устройством в зависимости от используемого состава конструкционного материала, например, в соответствии с параметром или набором параметров, сохраненным в блоке управления для состава конструкционного материала. Например, различные параметры или наборы параметров могут быть сохранены в блоке управления для различных составом конструкционных материалов.
В соответствии с различными вариантами осуществления 3D-принтер («установка принтера трехмерной печати») может, в качестве примера, содержать систему нанесения слоя, выполненную как раскрыто выше.
Например, несколько 3D-принтеров могут образовывать систему 3D-принтера.
Например, (соответствующий) 3D-принтер может дополнительно содержать
печатающее устройство для выборочной и управляемой выдачи обрабатывающего агента, выполненное с возможностью печати обрабатывающего агента на заранее заданной подобласти ранее нанесенного слоя конструкционного материала (обрабатывающий агент, выдаваемый посредством печатающего устройства, обеспечивает выборочное отверждение и, в качестве примера, может представлять собой связующий компонент многокомпонентного связующего, при этом другой связующий компонент входит в состав конструкционного материала или добавляется в него); и/или
подающий блок, интегрированный в 3D-принтер, обеспечивающий возможность приготовления свежего конструкционного материала и его подачи в устройство нанесения слоя; и/или
одну или более конструкционных платформ и/или конструкционных коробок, определяющий соответствующее конструкционное поле.
Печатающее устройство, в качестве примера, может быть выполнено с возможностью горизонтального перемещения, например, в направлении, перпендикулярном направлению перемещения по меньшей мере одного устройства нанесения слоя. Печатающее устройство, в качестве примера, может быть выполнено с возможностью обслуживания нескольких конструкционных полей. Печатающее устройство, в качестве примера, также может быть выполнено с возможностью перемещения в направлении, в котором также может перемещаться по меньшей мере одно устройство нанесения слоя, что обеспечивает возможность его перемещения через конструкционное поле или конструкционные поля по извилистой, например, U-образной, траектории.
В альтернативном варианте, в качестве примера, соответствующий слой конструкционного материала можно выборочно отверждать, например, спекать, с помощью лазера (так называемое «выборочное лазерное спекание»).
Подающий блок может, в качестве примера, содержать смесительный контейнер с размешивающим блоком и одним или более накопительными контейнерами, из которых соответствующий материал в виде частиц может подаваться в смесительный контейнер. Смесительный контейнер с размешивающим блоком и одним или более накопительными контейнерами, в качестве примера, может быть установлен в вертикальном направлении над по меньшей мере одним конструкционным полем. Кроме того, смесительный контейнер, в качестве примера, может быть соединен через дозировочный насос с контейнером для жидкости, из которого жидкий компонент может подаваться в смесительный контейнер. Смесительный контейнер, в качестве примера, может содержать раздаточную трубу/канал, через которую свежеприготовленный конструкционный материал может наполнять устройство нанесения слоя, перемещенное в положение наполнения.
Краткое описание чертежей
Неограничивающие примеры вариантов осуществления изобретения представлены на фигурах и подробно раскрыты ниже.
На фиг. 1 представлен вид сбоку системы нанесения слоя по одному из вариантов осуществления.
Фиг. 2 изображает вид в аксонометрии передней стороны системы нанесения слоя на фиг. 1.
Фиг. 3 изображает еще один вид в аксонометрии передней стороны на фиг. 2.
Фиг. 4 изображает разрез в аксонометрии системы нанесения слоя на фиг. 1.
Фиг. 5 изображает разрез в аксонометрии системы нанесения слоя на фиг. 1.
Фиг. 6 изображает вид в поперечном разрезе системы нанесения слоя на фиг. 1 в первом продольном положении.
Фиг. 7 изображает вид в поперечном разрезе системы нанесения слоя на фиг. 1 во втором продольном положении.
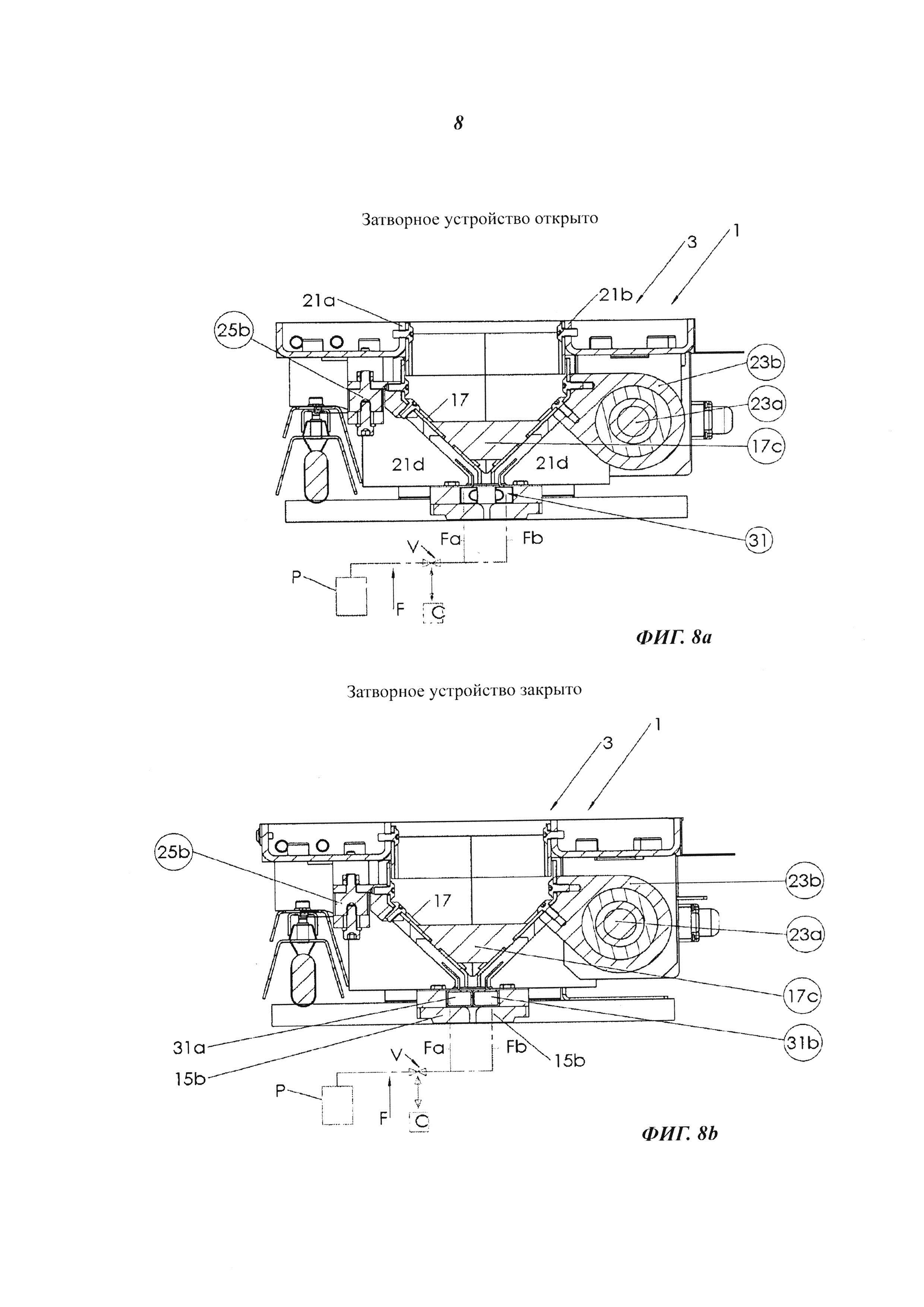
Фиг. 8а изображает еще один вид в поперечном разрезе системы нанесения слоя с открытым затворным устройством.
Фиг. 8b изображает еще один вид в поперечном разрезе системы нанесения слоя с закрытым затворным устройством.
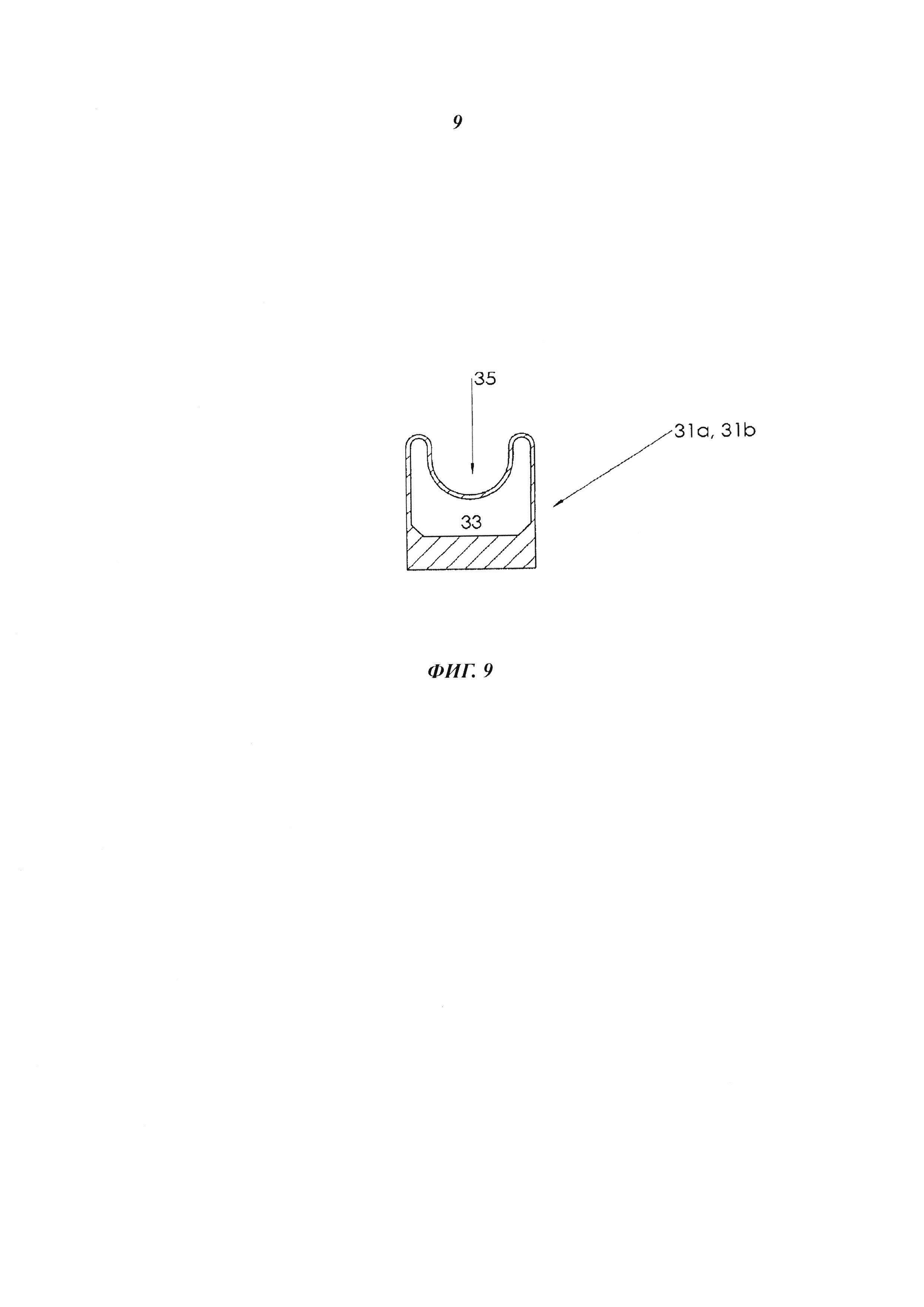
Фиг. 9 изображает вид в поперечном разрезе затворного элемента для использования в системе нанесения слоя в соответствии с настоящим изобретением в открытом состоянии затворного элемента.
Фиг. 10 изображает еще одну увеличенную часть вида сбоку на фиг. 1.
Фиг. 11 изображает 3D-принтер по одному из вариантов осуществления, при этом кожух установки и подающий блок не показаны.
На фиг. 12 изображен 3D-принтер на фиг. 11, в данном случае - с большей частью кожуха установки и интегрированным подающим блоком.
Фиг. 13 и 14 изображают, соответственно, вид сверху и вид в аксонометрии сверху системы 3D-принтера, содержащей первый и второй 3D-принтеры.
Осуществление изобретения
Ниже детально описаны варианты осуществления изобретения на примерах прилагаемых фигур чертежей, включенных в настоящую заявку и изображающих, в иллюстративных целях, конкретные варианты возможного осуществления изобретения. При этом термины «вверх», «вниз», «передний», «задний» и т.п. использованы применительно к ориентации на описываемых фигурах. Поскольку существует несколько разных вариантов ориентации расположения компонентов вариантов осуществления, термины, обозначающие различные направления, служат исключительно для иллюстративных целей и не должны толковаться в ограничительном смысле.
Следует понимать, что возможны другие варианты осуществления изобретения, а также конструкционные и логические изменения без отступления от объема охраны настоящего изобретения. Само собой разумеется, что различные варианты осуществления можно комбинировать, если особо не оговорено иное. Таким образом, нижеследующее описание вариантов осуществления не следует толковать в ограничительном смысле, а объем охраны изобретения определяется прилагаемой формулой изобретения.
В настоящем описании такие термины как «связанный», «прикрепленный» или «соединенный» могут использоваться для обозначения как непосредственной, так и опосредованной связи, крепления или соединения.
В соответствующих случаях, идентичные или схожие элементы на фигурах имеют идентичные номера позиций.
Фиг. 1 изображает вид сбоку системы 1 нанесения слоя по первому варианту осуществления изобретения.
В качестве примера, система нанесения слоя в данном случае содержит два п устройства 3, 5 нанесения слоя. Следует понимать, что в других вариантах система 1 нанесения слоя может содержать единственное устройство 3 нанесения слоя или большее количество устройств нанесения слоя, при этом раскрытые ниже признаки аналогичным образом относятся ко всем вариантам, а не исключительно к системе нанесения слоя с двумя устройствами нанесения слоя.
Раскрытая в настоящем описании система 1 нанесения слоя содержит первое устройство 3 нанесения слоя и второе устройство 5 нанесения слоя. Далее в настоящем описании будет раскрыто главным образом первое устройство 3 нанесения слоя, при этом раскрываемые в этой связи признаки аналогичным образом присущи и второму устройству 5 нанесения слоя.
Первое устройство 3 нанесения слоя и второе устройство 5 нанесения слоя, в качестве примера, могут быть жестко соединены посредством опорной плиты 7, так что они могут совместно перемещаться через соответствующее конструкционное поле. В рассматриваемом случае каждое из устройств нанесения слоя соединено с опорной плитой 7, например, поддерживается ей, на одной из его передних сторон. В свою очередь, опорная плита 7 выполнена с возможностью перемещения вдоль линейной направляющей конструкции (не показана), которая проходила бы перпендикулярно плоскости проекции на фиг. 1.
Кроме того, первое устройство 3 нанесения слоя, в качестве примера, может быть прикреплено к другой опорной плите 9 своей другой передней стороной. В свою очередь, опорная плита 9 выполнена с возможностью перемещения вдоль другой линейной направляющей конструкции (также не показана). Второе устройство 5 нанесения слоя также может быть соединено с другой опорной плитой (не показана) на своей другой передней стороне.
Как показано на фиг. 1, оба устройства 3 и 5 нанесения слоя, в качестве примера, могут быть выполнены вытянутыми, при этом соответствующая продольная ось проходит перпендикулярно направлению движения. Кроме того, оба устройства 3 и 5 нанесения слоя могут быть расположены одно за другим в продольном направлении.
На каждой из фиг. 2 и фиг. 3 представлен вид в аксонометрии передней стороны системы нанесения слоя на фиг. 1.
Как показано на фиг. 2 и 3, первое устройство 3 нанесения слоя, в качестве примера, может быть соединено с опорной плитой 9 посредством опорного блока 11 на своей свободной передней стороне, обращенной в направлении от второго устройства 5 нанесения слоя. Аналогичным образом, устройство 3 нанесения слоя, в качестве примера, может быть соединено с опорной плитой 7 посредством другого опорного блока.
Устройство 3 нанесения слоя, в качестве примера, может быть установлено с возможностью поворота на соответствующем опорном блоке 11. Это обеспечивает возможность поворота устройства 3 нанесения слоя вокруг горизонтальной оси поворота, проходящей параллельно продольной оси устройства 3 нанесения слоя, для установки угла наклона одного или более разглаживающих элементов 15а и 15b, соединенных с устройством нанесения слоя посредством поворотного устройства 13. В качестве примера, поворотное устройство снабжено гидравлическим приводом 13а, расположенным между опорным блоком и устройством нанесения слоя, и системой 13b электронно-регулируемого ограничителя хода, которая изменяемым образом ограничивает угол поворота устройства нанесения слоя вправо и влево. При этом устройство 3 нанесения слоя, в качестве примера, может быть повернуто в первом направлении для первого прохода ("проход") и во втором направлении для второго прохода ("обратный проход").
Разглаживающие элементы 15а и 15b, в качестве примера, могут быть выполнены в виде разглаживающих полос/брусов и, в качестве примера, могут быть выполнены из стали. Разглаживающие элементы 15а и 15b также могут именоваться «ножи».
Как показано на фиг. 2, разглаживающие элементы 15а и 15b образуют, например, обращенную вниз разглаживающую поверхность, сформированную по существу планарной. Необходимую степень уплотнения материала в виде частиц можно устанавливать путем установки угла наклона соответствующей разглаживающей поверхности разглаживающих элементов 15а и 15b. При этом, в качестве примера, рассматриваемое устройство 3 нанесения слоя выполнено в виде устройства нанесения слоя двунаправленного действия, которое может наносить слой в обоих направлениях во время прохода и во время обратного прохода и может уплотнять выданный материал в виде частиц соответствующим образом.
Следует понимать, что раскрываемая система нанесения слоя также может быть выполнена как система нанесения слоя однонаправленного действия, в этом случае один из ножей может отсутствовать. Кроме того, система нанесения слоя может быть выполнена без поворотного устройства нанесения слоя и/или без возможности изменения угла ножа.
Как показано на фиг. 4-7, устройство 3 нанесения слоя может, в качестве примера, содержать первый нижний контейнер 17, второй верхний контейнер 19 (необязательно) и несущую конструкцию.
Несущая конструкция может, в качестве примера, содержать один или более несущих элементов 21а, 21b, проходящих поперечно направлению движения или, скорее, в продольном направлении устройства нанесения слоя, которые могут быть соединены в поперечном направлении несколькими трубками или балками 21с по продольному направлению устройства нанесения слоя. Как показано на фиг. 3, несущие элементы 21а, 21b, в качестве примера, могут быть соединены с соединительной пластиной 21е по меньшей мере одной из своих передних сторон.
Как первый, так и второй контейнеры 17, 19, в качестве примера, могут иметь вытянутую форму.
В качестве примера, первый контейнер 17 имеет сужающуюся книзу в поперечном сечении, например, воронкообразную форму. Первый контейнер 17 содержит продольную щель (без номера позиции) на своем нижнем конце. Первый контейнер 17, в качестве примера, может быть открыт на своем верхнем конце и может быть соединен с нижним открытым концом необязательного второго контейнера 19. Например, первый контейнер 17 может быть усилен в продольном направлении одним или более усиливающими элементами 17с.
В качестве примера, первый контейнер 17 выполнен в виде вибрирующего/трясущегося контейнера, одной боковой стенке 17а которого (здесь правой боковой стенке) придается вибрации/тряска, создаваемая вибрационным/трясущим устройством, обеспечивая вибрацию конструкционного материала в виде частиц, поступившего в контейнер 17.
В качестве примера, первый контейнер 17 в данном случае соединен с несущей конструкцией (21b) посредством вибрационного устройства 23 на одной стороне (в данном случае - на правой боковой стенке 17а) и соединен с несущей конструкцией (21а) посредством амортизирующего устройства 25 на другой стороне (в данном случае - на левой боковой стенке 17b). См., например, фиг. 6.
Как показано, вибрационное устройство 23 может, в качестве примера, содержать вал 23а, соединенный эксцентриком 23с с эксцентриковой тягой 23b, которая соединена с одной стороной первого контейнера 17. Несколько эксцентриковых тяг 23b и/или эксцентриков 23с, в качестве примера, могут быть установлены одна за другой в продольном направлении устройства нанесения слоя. См., например, фиг. 10.
Амортизирующее устройство 25 может, в качестве примера, содержать амортизирующий элемент 25b, соединенный с несущей конструкцией 21а, и выступающую часть 25а, соединенную с другой стороной первого контейнера 17 или образованную другой стороной первого контейнера 17, и поддерживаемую амортизирующим элементом 25b. Например, несколько амортизирующих устройств 25 могут быть установлены один за другим в продольном направлении устройства нанесения слоя, т.е. первый контейнер может быть соединен с несущей конструкцией в нескольких положениях в продольном направлении устройства нанесения слоя.
(Необязательный) второй контейнер 19 может, в качестве примера, иметь прямоугольную форму в поперечном сечении. В рассматриваемом случае второй контейнер служит в качестве так называемого «загрузочного контейнера», из которого в первый контейнер поступает конструкционный материал. Распределительный элемент 19а, в данном случае распределительный шнек, в качестве примера, может быть принят во втором контейнере. Второй контейнер 19 может быть жестко соединен с несущей конструкцией и/или может быть образован/ограничен ею.
В раскрытом примере осуществления первый контейнер 17 и второй контейнер 19 не связаны друг с другом по вибрации.
На фиг. 4-7 также показано (также см. фиг. 10), что несущая конструкция может, в качестве примера, содержать одно или более ребро 21d, например, по продольному направлению устройства нанесения слоя на обеих сторонах контейнера 17, которые по существу жестко соединены с несущими элементами 21а и 21b, соответственно, и с которыми, например, по существу жестко соединены разглаживающие элементы 15а и 15b для обеспечения отсутствия связи по вибрации с первым контейнером 17, например, посредством соответствующих брусов/планок 29а и 29b, которые, например, соединены с ребром посредством соответствующей промежуточной детали (без номера позиции).
В качестве примера, над первым разглаживающим элементом 15 и под продольной щелью, т.е. между первым разглаживающим элементом 15а и первым контейнером 17, может быть расположен первый затворный элемент 31а. В качестве примера, этот необязательный первый затворный элемент 31а окружен верхней стороной первого разглаживающего элемента в направлении вниз, а также окружен на боковой стороне планкой 29а и, в направлении вверх, указанной промежуточной деталью (без номера позиции). В направлении, перпендикулярном продольному направлению устройства 3 нанесения слоя и перпендикулярном воображаемой вертикальной плоскости через продольную щель, первый затворный элемент 31а не закреплен.
Аналогичным образом, второй затворный элемент 31b может быть расположен над вторым разглаживающим элементом 15b и под продольной щелью, т.е. между вторым разглаживающим элементом 15b и первым контейнером 17. Второй затворный элемент 31b, в качестве примера, окружен верхней стороной второго разглаживающего элемента 15b в направлении вниз, на боковой стороне окружен планкой 29b и в направлении вверх окружен промежуточной деталью (без номера позиции). Второй затворный элемент 31b не закреплен в направлении, перпендикулярном продольному направлению устройства 3 нанесения слоя и перпендикулярном воображаемой вертикальной плоскости через продольную щель.
Соответствующий затворный элемент 31а, 31b, в качестве примера, может быть связан с соответствующим разглаживающим элементом и/или соответствующей планкой и/или соответствующей промежуточной деталью жестким образом, например, приклеен.
Затворные элементы 31а и 31b, выполненные, например, вытянутыми, совместно образуют затворное устройство 31, которое выполнено с возможностью выборочного закрытия отверстия контейнера 17 для выдачи конструкционного материала в виде частиц. На фиг. 4-7 затворные элементы 31а и 31b показаны в их открытом состоянии.
Затворные элементы 31а и 31b, согласно показанному примерному варианту осуществления, могут выборочно закрывать отверстие, когда находятся в соответствующем закрытом состоянии, частично (например, после расширения соответствующего затворного элемента в поперечном направлении), так что затворные элементы 31а и 31b закрывают отверстие вместе.
Как показано на фиг. 8а, 8b и 9, первый затворный элемент 31а и второй затворный элемент 31b могут, в качестве примера, содержать соответственно первое и второе полые тела, при этом каждое из указанных двух полых тел содержит внутреннюю полость 33 (см. фиг. 9), ограниченную деформируемой частью 35, при этом указанные два полых тела расположены на противоположных сторонах от отверстия таким образом (см. фиг. 8а), что деформируемые части обращены друг к другу, при этом каждое из указанных двух полых тел выполнено с возможностью деформации наружу под воздействием вводимой напорной текучей среды на деформируемую часть, в связи с чем происходит расширение внутренней полости, обеспечивающее движение указанных двух деформируемых частей друг к другу и их соприкосновение друг с другом для закрытия отверстия (см. фиг. 8b). Как показано на фиг. 8b, каждый из двух затворных элементов 31а, 31b частично закрывает отверстие подобным образом. В рассматриваемом варианте по меньшей мере один затворный элемент 31а, 31b или по меньшей мере его деформируемая часть, в качестве примера, выполнен из гибкого упругого силиконового материала и содержит уплотняющую поверхность, выполненную с возможностью герметичного соединения с противоположной поверхностью в закрытом состоянии затворного устройства. Таким образом уплотняющая поверхность образована на деформируемой части. В раскрытом варианте осуществления противоположная поверхность также образована деформируемой частью.
Как показано на фиг. 8а, 8b и 9, деформируемая часть 35, в качестве примера, может быть вогнута внутрь, когда отверстие открыто, и выгнута наружу под действием напорной текучей среды, подаваемой в полое тело для закрытия отверстия.
Как следует из фиг. 8а и 8b, затворное устройство 31, в качестве примера, может дополнительно содержать трубопровод F текучей среды (пунктирная линия), соединяющий по текучей среде соответствующий затворный элемент 31а, 31b с источником напорной текучей среды.
Трубопровод F текучей среды, в качестве примера, может быть выполнен в форме шланговой системы, например, передвижной шланговой системы, по меньшей мере на некоторых участках. Шланговая система может содержать первый и второй шланги Fa и Fb, соответственно, при этом каждый шланг может быть присоединен к соответствующему затворному элементу 31а, 31b, например, на его передней стороне.
В данном варианте источник напорной текучей среды содержит, в качестве примера, резервуар Р сжатого воздуха, выполненный, например, в форме стационарного резервуара, и клапан V, который может быть установлен, например, на трубопроводе F текучей среды между резервуаром Р сжатого воздуха и затворными элементами.
Как также следует из фиг. 8а и 8b, затворное устройство 31, в качестве примера, может дополнительно содержать блок С управления, выполненный с возможностью выборочного закрытия отверстия посредством по меньшей мере одного затворного элемента 31а, 31b управляемым образом.
При этом блок управления, в качестве примера, связан с клапаном V и выполнен с возможностью управления им с целью закрытия отверстия таким образом, чтобы из источника напорной текучей среды поступала напорная текучая среда в по меньшей мере одно полое тело 31а, в связи с чем происходит его деформация в его деформируемой части 35, тем самым закрывая отверстие.
На фиг. 8а клапан закрыт (следовательно, затворное устройство открыто), а на фиг. 8b клапан открыт (следовательно, затворное устройство закрыто).
Блок С управления, в качестве примера, может быть выполнен с возможностью закрытия затворного устройства 31, если конструкционная операция, заданная для устройства 3 нанесения слоя, закончена и/или прервана и/или для по меньшей мере временного закрытия затворного устройства 31 устройства 3 нанесения слоя во время прохода без нанесения материала и/или во время одного из этапов прохода без нанесения материала, например, во время предварительного и/или закрывающего этапа прохода и/или закрытия затворного устройства 31 устройства 3 нанесения слоя, когда последнее находится в неподвижном состоянии и/или по меньшей мере временного закрытия затворного устройства 31 устройства 3 нанесения слоя для очистки устройства нанесения слоя.
Деформируемые части, в качестве примера, могут быть образованы раскрытой выше боковой незакрепленной частью соответствующего затворного элемента.
Затворный элемент, выполненный таким образом, в качестве примера, может также именоваться «надувной уплотняющий элемент» в соответствии с различными вариантами осуществления.
Само собой разумеется, что в одном из примеров модификации раскрытого варианта осуществления может быть предусмотрен единственный затворный элемент 31а вместо указанных двух затворных элементов 31а и 31b, при этом единственный затворный элемент 31 закрывает отверстие полностью, когда затворное устройство находится в закрытом состоянии. Кроме того, затворное устройство, в качестве альтернативного варианта, может содержать одну или более задвижек/задвижных элементов.
Следует отметить, что система нанесения слоя на фиг. 1 может содержать отдельное затворное устройство для каждого из устройств 3 и 5 нанесения слоя, что позволяет закрывать отверстие соответствующего устройства нанесения слоя независимо и выборочно.
Если помимо устройства 3 нанесения слоя также присутствует устройство 5 нанесения слоя, то устройство нанесения слоя, выполняемая которым конструкционная операция будет завершена раньше, можно закрыть посредством соответствующего затворного устройства, например, по меньшей мере до тех пор, пока не будет завершена конструкционная операция другого устройства нанесения слоя.
Фиг. 11 изображает 3D-принтер 100 по одному из вариантов осуществления изобретения, где кожух установки не показан, чтобы можно было видеть раму 140 установки.
Как показано на фиг. 11, раскрытая выше система 1 нанесения слоя, в качестве примера, может быть задействована в 3D-принтере 100. В данном случае номер позиции 103 обозначает линейную направляющую конструкцию для по меньшей мере одного устройства 3 нанесения слоя.
3D-принтер 100 может, в качестве примера, содержать печатающее устройство с печатающей головкой 130 в дополнение к системе 1 нанесения слоя (в данном примере содержащей первое и второе устройства 3, 5 нанесения слоя), выполненное с возможностью печати обрабатывающего агента на заранее заданную частичную область нанесенного ранее слоя конструкционного материала.
Печатающая головка 130, в качестве примера, может быть выполнена с возможностью горизонтального перемещения, например, в направлении, перпендикулярном тому, в котором обеспечено перемещение по меньшей мере одного из устройств 3, 5 нанесения слоя, например, вдоль первой линейной направляющей конструкции 131 печатающей головки.
При этом печатающая головка 130 может, в качестве примера, быть выполнена с возможностью обслуживания нескольких (в данном случае двух) конструкционных полей.
Печатающая головка 130, в качестве примера, также может быть выполнена с возможностью перемещения в направлении, в котором обеспечена возможность перемещения по меньшей мере одного из устройств 3, 5 нанесения слоя, что позволяет ей совершать проход через конструкционное поле или конструкционные поля по извилистой, например, U-образной, траектории. Для этого печатающая головка 130, в качестве примера, может быть выполнена с возможностью перемещения вдоль второй линейной направляющей конструкции 132 печатающей головки.
В качестве альтернативы печатающему устройству, выборочное отверждение соответствующего слоя конструкционного материала можно осуществлять путем, например, спекания с помощью лазера (так называемого «выборочного лазерного спекания»).
Как показано на фиг. 11 (также см. фиг. 12), 3D-принтер 100 может, в качестве примера, содержать одну или более конструкционных зон В1 и В2 (в данном примере две), определенных, например, соответствующей конструкционной платформой 112 (см. фиг. 12) и/или соответствующей конструкционной камерой 110 и 120, соответственно, если последняя расположена в пределах 3D-принтера, находящегося в конструкционном положении.
Соответствующая конструкционная платформа 112, в качестве примера, может быть выполнена с возможностью регулирования по высоте с помощью соответствующего подъемного привода (в данном примере используя стационарный подъемный привод 114).
Как показано, первую конструкционную камеру 110 можно перемещать в 3D-принтер и из него, например, посредством первого роликового транспортера 116, а вторую конструкционную коробку 120 можно перемещать в 3D-принтер и из него, например, посредством второго роликового транспортера 126.
На фиг. 12 изображен 3D-принтер 100, раскрытый на фиг. 11, но в данном случае со значительной частью кожуха 150 установки и интегрированным подающим блоком 160 устройства нанесения слоя.
Как показано на фиг. 12, 3D-принтер 100, в качестве примера, может дополнительно содержать интегрированный с 3D-принтером подающий блок 160 устройства нанесения слоя, посредством которого можно приготовить и подать свежий конструкционный материал в (соответствующее) устройство нанесения слоя.
Показаны два загрузочных контейнера, вмещающих соответствующий материал в виде частиц, которые могут дозировано подавать его в смесительный контейнер с размешивающим блоком (не показан).
Часть кожуха 150 установки и первой конструкционной коробки 100 не показана на фиг. 12 для наглядного представления конструкционной платформы 112 и ряда расположенных друг над другом слоев конструкционного материала на ней.
На фиг. 12 устройства 3, 5 нанесения слоя перемещают в направлении назад, при этом печатающая головка 130 расположена спереди с правой стороны.
На фиг. 12 также показано, как первая конструкционная коробка и вторая конструкционная коробка образуют первую конструкционную зону В1 и вторую конструкционную зону В2, соответственно.
Номером позиции 170 обозначен общий терминал оператора.
Номерами позиций 116 и 126 обозначены соответствующие подающие устройства, в данном примере - в виде роликового транспортера, посредством которого соответствующая конструкционная коробка может быть перемещена в свое конструкционное положение в пределах 3D-принтера.
На фиг. 13 и 14 изображены, соответственно, вид в плане и вид в аксонометрии сверху системы 200 3D-принтера, содержащей первый и второй 3D-принтеры 100 и 100', соответственно.
Оба 3D-принтера, в качестве примера, могут быть выполнены как 3D-принтер 100, раскрытый на примерах фиг. 11 и 12.
Как показано на фиг. 13 и 14, первый и второй 3D-принтеры 100, 100' могут быть расположены в непосредственной близости друг от друга таким образом, чтобы вводные проемы для ввода конструкционных камер были напротив друг друга. В качестве примера, между 3D-принтерами может проходить рельсовая система 210, по которой может перемещаться общее транспортировочное устройство 220. Транспортировочное устройство 220 может использоваться первым и вторым 3D-принтерами 100, 100' для снабжения соответствующего 3D-принтера одной или более конструкционными коробками.
Кроме того, вдоль рельсовой системы могут быть расположены один или более необязательных компонентов, например, накопитель 230 конструкционных коробок, в котором содержатся в резерве одна или более конструкционных коробок, и/или микроволновая печь 240, которая может принимать конструкционную коробку для (дополнительного) отверждения находящегося в ней компонента, и/или станция 250 извлечения, где компонент, находящийся в конструкционной коробке, может быть освобожден от рыхлого неотвержденного материала в виде частиц, иными словами, «извлечен», например, автоматическим образом. В данном случае номер позиции 260 обозначает необязательный накопитель компонентов, в который могут быть помещены для хранения извлеченные компоненты (в рассматриваемом примере формы для заливки и/или формовочные стержни), изготовленные путем генеративного процесса изготовления с использованием одного из двух 3D-принтеров.
Реферат
Группа изобретений относится к системе 1 для нанесения слоя конструкционного материала для 3D-принтера 100 (варианты) и 3D-принтеру. Система имеет устройство 3 нанесения слоя с несущей конструкцией 21а-21с и контейнером 17, прикрепленным к несущей конструкции и определяющим внутреннюю полость для приема конструкционного материала в виде частиц, ведущую в отверстие для выдачи конструкционного материала в виде частиц. Она имеет также вибрационное устройство 23, выполненное с возможностью сообщения вибрации конструкционному материалу в виде частиц, принятому в контейнере, тем самым обеспечивая выход конструкционного материала из отверстия, и разглаживающий элемент 15а, прикрепленный к устройству нанесения слоя и выполненный с возможностью разглаживания выданного из отверстия конструкционного материала в виде частиц. Тем самым выравнивают и/или уплотняют выданный материал в виде частиц. Затворное устройство 31 выполнено с возможностью выборочного закрытия отверстия и содержащее затворный элемент 31а. Последний прикреплен к устройству 3 нанесения слоя. Разглаживающий элемент 15а и/или затворный элемент 31а прикреплены к несущей конструкции так, что обеспечено отсутствие связи по вибрации с вибрацией, создаваемой вибрационным устройством в контейнере 17. Технический результат, достигаемый при использовании группы изобретений, заключается в расширенной сфере применения при контейнерном устройстве нанесения слоя. 3 н. и 11 з.п. ф-лы, 15 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для послойного изготовления трехмерного объекта
Комментарии