Коррозионностойкое изделие и способ его изготовления - RU2743825C2
Код документа: RU2743825C2
Чертежи
Описание
Данное изобретение относится к наноструктурированным ферритным сплавам (НФС) и изделиям, изготовленным из таких сплавов. Более конкретно, данное изобретение относится к изделию, имеющему поверхность из наноструктурированного ферритного сплава с хорошей коррозионной стойкостью, а также к способам изготовления такого изделия.
Выбор материала является особенно важным для компонентов оборудования, применяемых в кислых средах, обычно связанных с установками для добычи нефти и газа. Скважины с кислым газом могут содержать диоксид углерода, хлориды, водород, сульфиды и свободную серу, и могут работать при температурах до 400°C. Этот тип коррозионных сред требует тщательной разработки сплавов, чтобы компоненты могли сохранять свою структурную целостность в течение срока их службы.
Обычные коррозионностойкие стали включают ферритные, аустенитные и ферритно/аустенитные дуплексные стали. В целом, ферритные стали обладают повышенной стойкостью в отношении коррозионного растрескивания в хлорид-содержащих средах, но их прочностные свойства являются относительно низкими. Аустенитные и дуплексные стали обладают хорошей коррозионной стойкостью, прочностными свойствами от низких до средних, но плохой стойкостью в отношении коррозионного растрескивания.
Специальные сплавы на основе никеля обладают высокой прочностью, коррозионной стойкостью и стойкостью в отношении коррозионного растрескивания. Специальные сплавы на основе Ni обычно включают никель (Ni), а также другие элементы, такие как железо (Fe), хром (Сr), молибден (Мо), вольфрам (W) и медь (Сu). Никель обеспечивает стойкость к коррозионному растрескиванию в водных хлоридных растворах, а также обеспечивает стойкость к щелочам, в то время как железо обычно добавляют для того, чтобы уменьшить использование никеля, если это допустимо. Молибден и вольфрам благоприятны в отношении стойкости к питтинговой коррозии и обеспечивают общую коррозионную стойкость в кислотах с восстановительными свойствами. Хром улучшает общую коррозионную стойкость в окислительных кислых средах. Медь, как было обнаружено, является благоприятной для общей коррозионной стойкости в неокислительных коррозионных средах. Общую коррозионную стойкость в нефтяной и газовой отраслях определяют, помимо прочего, относительные концентрации Ni-Fe-Cr-Mo-Cu, совместно с обработкой сплава и характером технического обслуживания компонента оборудования. Поскольку более высокое содержание никеля увеличивает стоимость материалов сырья, имеется потребность в сплавах с более низким содержанием никеля, чем в обычных специальных сплавах, но обладающих механической прочностью и коррозионной стойкостью в кислых средах, которые выше таковых у обычных сталей.
Краткое описание изобретения
Одно из воплощений данного изобретения направлено на изделие. Данное изделие имеет поверхность, и эта поверхность включает наноструктурированный ферритный сплав (НФС). Этот сплав включает наноструктуры, размещенные в содержащей железо основе сплава, и содержащие частицы сложных оксидов, которые содержат иттрий, титан и, возможно, другие элементы. Содержащая железо основа сплава, расположенная на поверхности, включает примерно от 5 до 30% масс. хрома и примерно от 0,1 до 10% масс. молибдена. Кроме того, концентрация хи-фазы или сигма-фазы в наноструктурированном ферритном сплаве, расположенном на поверхности, составляет примерно менее 5% об.
Другое воплощение данного изобретения направлено на способ. Данный способ в целом включает стадии размола, термомеханического уплотнения, отжига и охлаждения. На стадии размола порошок железосодержащего сплава размалывают в присутствии оксида иттрия до тех пор, пока данный оксид по существу не растворится в сплаве. Размолотый порошок уплотняют, часто в инертной среде, с образованием уплотненного компонента, который затем отжигают при температуре выше температуры растворения хи- и сигма-фаз и охлаждают со скоростью, которая предотвращает образование хи- и сигма-фаз, с получением обработанного компонента, обладающего характеристиками, отмеченными ранее для данного изделия.
Краткое описание чертежей
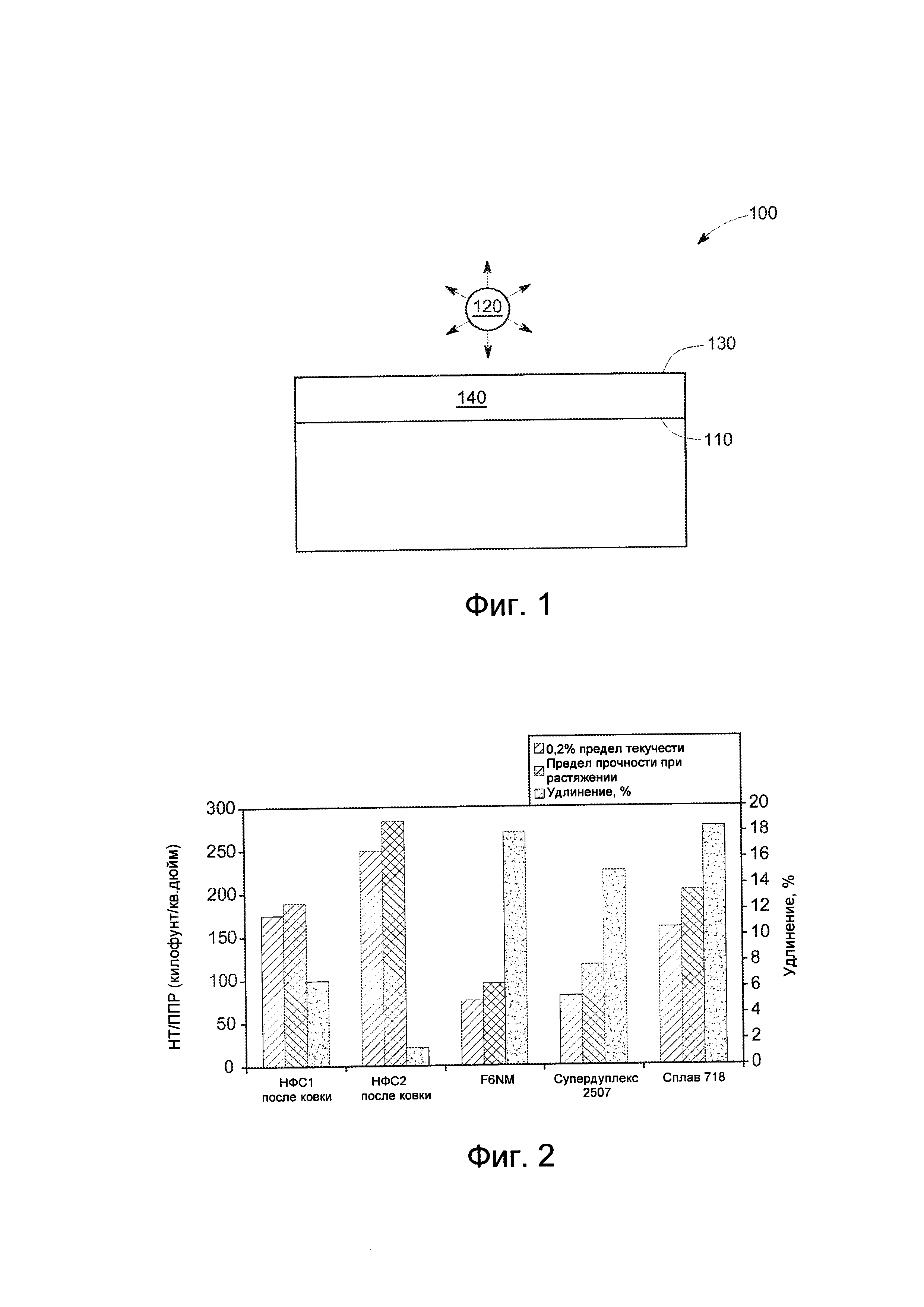
Фиг. 1 представляет схематичный разрез изделия в соответствии с одним из воплощений данного изобретения;
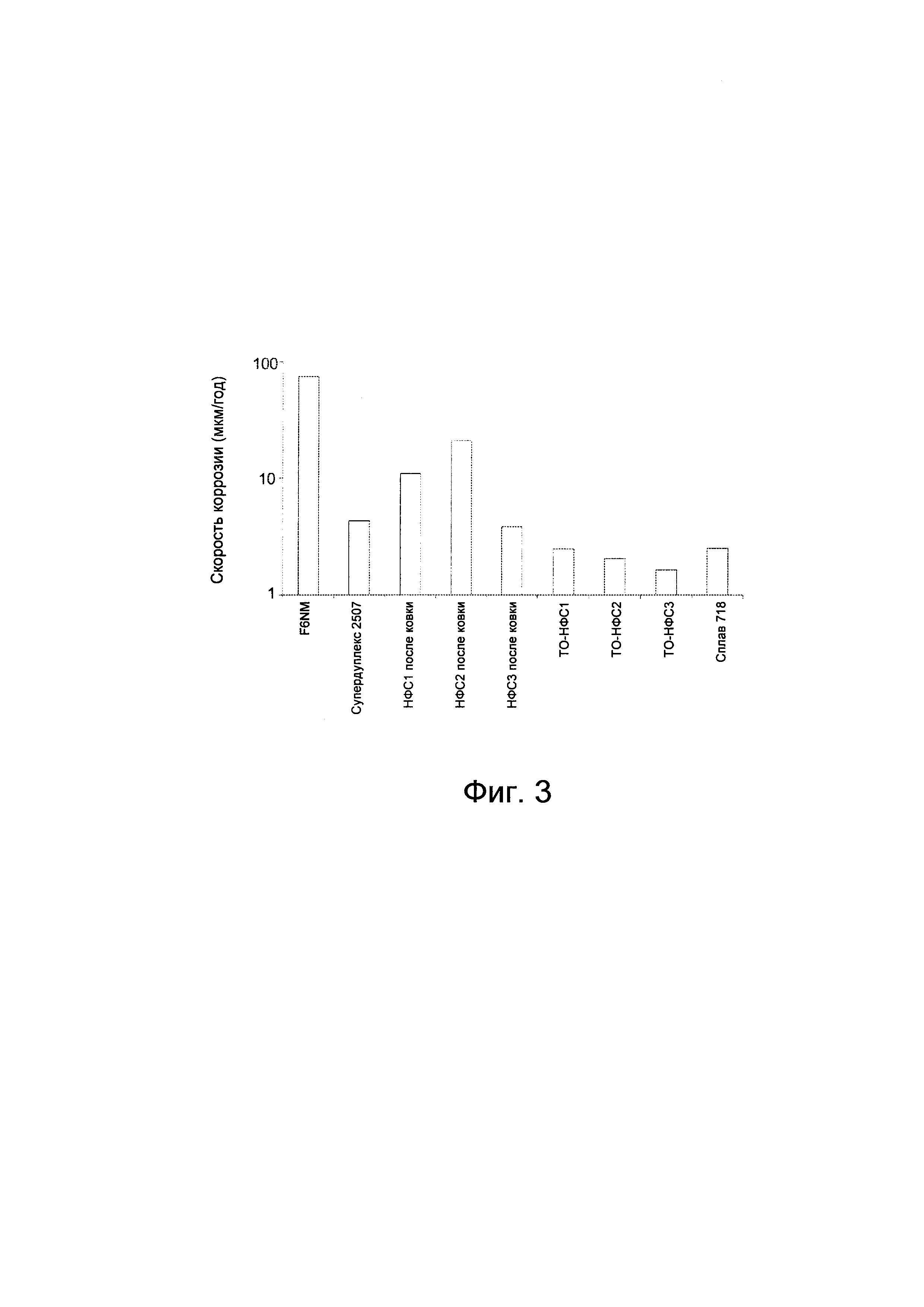
Фиг. 2 изображает сравнение механических свойств при растяжении при комнатной температуре полученного непосредственно после ковки НФС с двумя базовыми сталями и сплавом 718 на основе никеля, в соответствии с одним из воплощений данного изобретения, и
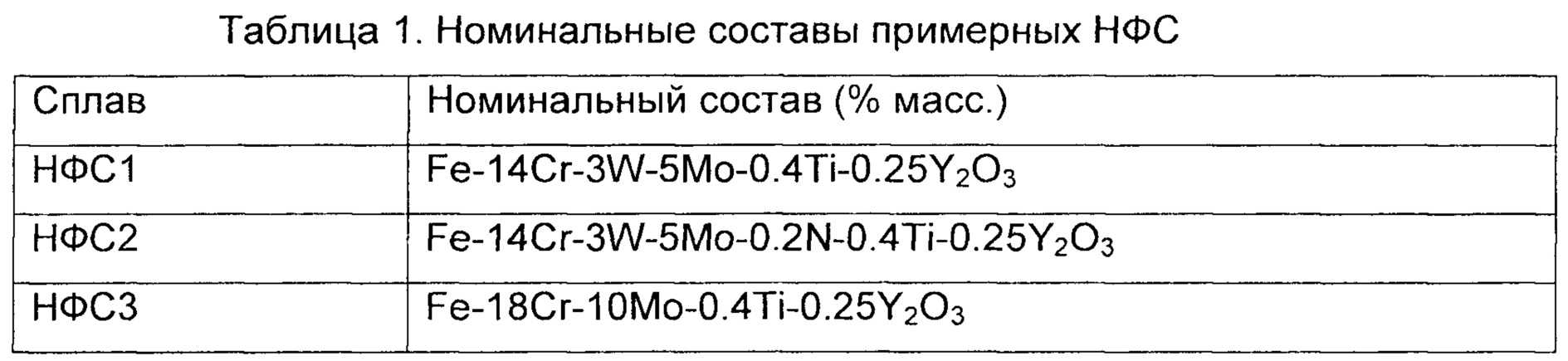
Фиг. 3 представляет сравнение коррозионных свойств наноструктурированных ферритных сплавов непосредственно после ковки и после термообработки, в растворе NACE ТМ0177 А (5% NaCl и 0,5% СН3СООН, деаэрированном), с двумя базовыми сталями и сплавом 718 на основе никеля, в соответствии с одним из воплощений данного изобретения.
Подробное описание изобретения
Описанные в данном тексте воплощения данного изобретения направлены на отмеченные недостатки уровня техники. Ниже описаны конкретные примеры воплощения данного изобретения. В сжатом описании этих воплощений в описании могут отсутствовать все признаки конкретного примера воплощения. Следует понимать, что при разработке любого такого конкретного примера воплощения, как и в любом инженерном или конструкторском проекте, для достижения конкретных целей разработчиков могут существовать многочисленные зависящие от назначения решения, которые могут изменяться от одного осуществления к другому. Более того, следует понимать, что такие усилия по разработке могут быть сложными и требовать много времени, но, тем не менее, являться рутинными операциями по конструированию, изготовлению и производству.
При описании воплощений данного изобретения предполагают, что может быть в наличии один или более элементов. Предполагают также, что термины «содержащий», «включающий», «заключающий в себе» и «имеющий» (а также их временные формы) носят охватывающий характер и означают, что могут существовать дополнительные элементы, отличные от перечисленных.
Все рассмотренные диапазоны включают их крайние точки, и эти крайние точки могут быть объединены друг с другом.
Чтобы модифицировать любые количественные представления, которые допустимо могут изменяться, не приводя к изменению основных функций, к которым они могут быть отнесены, можно применять выражения приближения, которые используют в тексте данного описания по ходу описания и формулы изобретения. Соответственно, величина, модифицированная таким термином, как «примерно», не ограничена точным указанным значением. В некоторых случаях выражения приближения могут соответствовать точности прибора, применяемого для измерения величины.
В целом, воплощения данного изобретения направлены на получение наноструктурированных ферритных сплавов (НФС) на основе Fe-Cr-Mo, механическая прочность и коррозионная стойкость которых превышает данные характеристики обычных сталей в кислых средах. Этот материал потенциально применим для конструкционных компонентов, используемых в кислых средах при температурах ниже 400°C, что позволяет повысить срок службы при более высоких уровнях рабочих нагрузок и в более жестких окружающих условиях, чем обычно наблюдают для обычных сталей.
НФС представляет собой новый класс сплавов, упрочненных дисперсными оксидными частицами и изготовленных посредством сплавления при механическом воздействии. Соответствующий размол и последующая обработка приводят к образованию уникальной микроструктуры из мелких зерен и распределенных с высокой плотностью расположения межзеренных и внутризеренных наноструктур; такая микроструктура в значительной степени ответственна за высокую прочность и хорошую пластичность НФС.
Со ссылкой на Фиг. 1, одно из воплощений данного изобретения направлено на изделие 100. Изделие 100 включает поверхность 110, которая содержит коррозионностойкий наноструктурированный ферритный сплав. Этот сплав содержит наноструктуры, включающие частицы сложных оксидов, содержащих иттрий, титан и, возможно, другие элементы, расположенные в содержащей железо основе сплава. На поверхности 110 содержащая железо основа сплава включает примерно от 5% масс. до 30% масс. хрома и примерно от 0,1% масс. до 10% масс. молибдена. Кроме того, концентрация хи-фазы или сигма-фазы на поверхности 110 составляет примерно менее 5% об.
Коррозионная стойкость наноструктурированного ферритного сплава во многих средах обычно пропорциональна концентрациям молибдена и хрома, растворенных в основе сплава. Однако, так как концентрации этих элементов в содержащих железо сплавах увеличены, термодинамика химии сплавов в возрастающей степени благоприятствует образованию интерметаллических фаз, таких как вышеупомянутые хи-фаза и сигма-фаза, обогащенных молибденом и/или хромом. По мере образования этих фаз, они удаляют молибден и хром из основы, изолируя эти желательные элементы в виде интерметаллических соединений и оставляя обедненную основу, которая является существенно менее стойкой в коррозионном отношении, чем это было бы, если бы эти элементы оставались в растворе. Таким образом, изделие 100 по данному изобретению разработано для обеспечения поверхности 110, изготовленной из описанного наноструктурированного ферритного сплава и, кроме того, по меньшей мере на поверхности 110 поддерживают высокие уровни молибдена и хрома, растворенных в основе, часто уровни, значение которых превышают пределы растворимости, которые можно было бы предполагать для термодинамического равновесия.
Поверхность 110 изделия 100 представляет собой поверхность, которая расположена вблизи, или фактически в контакте, с окружающей средой 120. Так как коррозия обычно начинается с поверхности, именно характеристики этой поверхности 110 часто являются очень важными при определении коррозионной стойкости изделия 100. В воплощениях данного изобретения по меньшей мере эта поверхность 110 обладает вышеописанным составом, хотя следует понимать, что состав не обязательно ограничен только самой поверхностью 110 изделия; любая объемная доля изделия 100, включая по существу все изделие 100, может содержать наноструктурированный ферритный сплав, и любая объемная доля наноструктурированного ферритного сплава, включая по существу весь сплав, присутствующий в изделии 100, может включать описанные в данном тексте состав и другие характеристики. Кроме того, поверхность 110 не обязательно должна представлять собой самую наружную поверхность 130 изделия 100 (то есть поверхность, находящуюся в контакте с окружающей средой 120); над поверхностью 110 может располагаться один или более внешних слоев 140, таких как, например, слой краски, конверсионное покрытие, термобарьерное покрытие или другой слой или комбинация слоев.
Как отмечено выше, композиция НФС включает наноструктуры, расположенные в содержащей железо основе сплава. Описанный здесь НФС обычно включает основу сплава, которая находится в форме ферритной фазы с объемно-центрированной кубической структурой, известной как «альфа-железо», или просто «альфа». Состав НФС обычно включает по меньшей мере около 30 массовых процентов железа, при этом конкретное количество часто зависит от степени легирования (то есть, от количества других элементов, добавленных к железу), которая необходима для достижения желаемого баланса свойств; в некоторых воплощениях композиция включает по меньшей мере около 50 массовых процентов железа, а в конкретных примерах воплощения по меньшей мере около 70 массовых процентов. Содержащая железо основа упрочнена за счет наноструктур, находящихся в основе. В тексте данного описания термин «наноструктура» означает характерную деталь, например, конкретную фазу, максимальный размер которой составляет менее примерно 50 нанометров. Наноструктуры могут иметь любую форму, включая, например, сферическую, кубическую, линзообразную и другие формы. Механические свойства наноструктурированного ферритного сплава можно контролировать путем регулирования, например, плотности (что означает численную плотность, то есть количество частиц на единицу объема) наноструктур в основе, размера зерен, определяемого размером и распределением наноструктур и условиями переработки; состава наноструктур и способов переработки, применяемых для формирования изделия.
Обычно по мере возрастания численной плотности наноструктур, прочность возрастает и пластичность снижается; таким образом, выбор желаемого уровня будет, в свою очередь, определяться соотношением между этими свойствами для любого данного применения. В одном из воплощений наноструктуры имеют численную плотность по меньшей мере около 1018наноструктур на кубический метр наноструктурированного ферритного сплава. В другом воплощении наноструктуры имеют численную плотность по меньшей мере около 1020 на кубический метр наноструктурированного ферритного сплава. В еще одном воплощении наноструктуры имеют численную плотность в диапазоне примерно от 1021 до 1024 на кубический метр наноструктурированного ферритного сплава.
Поддержание тонкого распределения наноструктур является важным для того, чтобы эти наноструктуры могли действовать в направлении замедления перемещения дислокаций. В одном из воплощений наноструктуры имеют средний размер в диапазоне примерно от 1 нанометра до 50 нанометров. В другом воплощении наноструктуры имеют средний размер в диапазоне примерно от 1 нанометра до 25 нанометров. В еще одном воплощении наноструктуры имеют средний размер в диапазоне примерно от 1 нанометра до 10 нанометров.
Наноструктуры, присутствующие в описанном здесь наноструктурированном ферритном сплаве, включают оксиды. Состав оксидов зависит, в частности, от состава основы сплава, состава материалов сырья, использованных при переработке материала, и способов переработки, применяемых для получения НФС, которые будут более подробно обсуждаться ниже. В описанных воплощениях наноструктуры включает множество частиц сложных оксидов. «Сложный оксид», как этот термин используют в данном тексте, представляет собой оксидную фазу, которая включает более одного элемента, не являющегося кислородом. В воплощениях данного изобретения частицы сложного оксида включают иттрий и титан, а в некоторых воплощениях также могут присутствовать один или более дополнительных элементов. Примеры таких элементов включают, не ограничиваясь этим, алюминий, цирконий и гафний, а также другие элементы, которые могут быть представлены в основе, такие как, например, железо, хром, молибден, вольфрам, марганец, кремний, ниобий, никель, тантал.
В одном из воплощений основа НФС содержит титан и по меньшей мере около 35 массовых процентов железа. В некоторых воплощениях титан присутствует в диапазоне примерно от 0,1 массового процента до 2 массовых процентов. В некоторых воплощениях основа сплава содержит примерно от 0,1 до 1 массового процента титана. В дополнение к его присутствию в основе, титан играет роль в формировании оксидных наноструктур, как описано выше. В одном из воплощений концентрация титана в наноферритном сплаве находится в диапазоне примерно от 0,15 до 2% масс.
Наноструктуры НФС могут дополнительно включать простые или сложные оксиды, отличные от конкретных сложных оксидов, описанных выше. «Простой оксид», как этот термин используют в данном тексте, представляет собой оксидную фазу, которая имеет один элемент, не являющийся кислородом, такой как, например, иттрий или титан.
В одном из воплощений поверхность 110 изделия 100 обладает выдающейся коррозионной стойкостью, которая является результатом высокой концентрации хрома и молибдена в ферритной основе. Например, процентный состав по молибдену и/или хрому может превышать уровни, обнаруживаемые в большинстве обычных ферритных сталей, и фактически может превышать равновесную растворимость в основе, что делает сплав термодинамически метастабильным. С другой стороны, предполагают, что кинетика достижения термодинамического равновесия, в частности кинетика осаждения обогащенных молибденом и хромом вторичных фаз, таких как хи-фаза и сигма-фаза, является чрезвычайно медленной при относительно низких температурах (ниже 400°C), так что существенное количество молибдена будет оставаться в пересыщенной основе, для обеспечения повышенной коррозионной стойкости в ходе срока службы изделия.
В соответствии с вышеприведенным описанием, желательно иметь относительно высокие уровни как хрома, так и молибдена, растворенных в основе НФС. Например, содержащая железо основа сплава включает примерно от 5 массовых процентов до 30 массовых процентов хрома. В одном из воплощений концентрация хрома в содержащей железо основе сплава НФС находится в диапазоне примерно от 10 массовых процентов до 30 массовых процентов. В еще одном воплощении концентрация хрома в содержащей железо основе сплава НФС находится в диапазоне примерно от 15 массовых процентов до 30 массовых процентов.
Подобным образом, содержащая железо основа сплава включает примерно от 0,1 до 10 массовых процентов молибдена. В одном из воплощений концентрация молибдена в содержащей железо основе сплава НФС находится в диапазоне примерно от 3 до 10 массовых процентов. В другом воплощении концентрация молибдена в содержащей железо основе сплава НФС находится в диапазоне примерно от 5 до 10 массовых процентов. В еще одном воплощении концентрация молибдена в содержащей железо основе сплава НФС изменяется в диапазоне примерно от 6 до 10 массовых процентов.
Вышеупомянутые ограничения по составу, а в действительности любые композиционные альтернативы, приведенные здесь для НФС, справедливы в основном для части НФС, присутствующей на поверхности 110, а в некоторых воплощениях для любой объемной фракции НФС, присутствующей в изделии 100, включая примеры воплощения, в которых по существу весь присутствующий в изделии 100 НФС имеет указанный состав.
В одном из воплощений содержащая железо основа сплава может дополнительно включать один или более дополнительных второстепенных элементов, таких, например, как вольфрам, кремний, марганец или кобальт. В одном из воплощений основа НФС содержит вольфрам <3,5% масс., кремний <0,5% масс., марганец <0,5% масс., фосфор <0,005% масс., серу <0,005% масс., медь <0,08% масс. и/или кобальт <0,1% масс.
Как упомянуто выше, в некоторых воплощениях данного изобретения концентрация осажденных хром- и молибден-содержащих вторичных фаз в НФС разработана таким образом, чтобы она была низкой. В общем, при превышении локальных равновесных уровней растворимости хром и молибден выпадают в осадок в ферритной основе в виде хи-фазы или сигма-фазы. Хи-фаза и сигма-фаза представляют собой интерметаллические фазы, обогащенные хромом, молибденом и железом. Они хорошо известны в области черной металлургии, и их обычно обнаруживают в сталях с высоким содержанием хрома и молибдена в результате термообработки или термомеханической переработки в диапазоне температур примерно от 500°C до температуры их растворения, которая, как хорошо установлено в данной области, изменяется в зависимости от содержания молибдена и хрома. Хи-фаза обычно имеет объемно-центрированную кубическую кристаллическую структуру, а сигма-фаза имеет тетрагональную кристаллическую структуру. Хи-фаза образуется в композициях с более низким содержанием хрома и молибдена, в то время как сигма-фаза образуется в композициях с более высоким содержанием хрома и молибдена.
В одном из воплощений концентрация хи-фазы или сигма-фазы в наноструктурированном ферритном сплаве на поверхности 110 описанного изделия 100 составляет менее примерно 5% об. В другом воплощении общая концентрация хи-фазы и сигма-фазы в НФС составляет менее чем примерно 5% об. В одном из конкретных примеров воплощения поверхность 110 по существу не содержит ни хи-фазы, ни сигма-фазы.
Используемые здесь наноструктуры обычно образуются в НФС in-situ, путем растворения исходно добавленного оксида и выпадения в осадок, обычно в ходе стадии уплотнения, кластеров сложного оксида нанометровых размеров. Эти частицы сложного оксида могут служить для закрепления структуры зерен, таким образом обеспечивая улучшенные механические свойства. Желательного распределения зерен основы НФС по размерам можно достигнуть путем регулирования технологических параметров в ходе получения сплава.
В примеров воплощения данного изобретения желаемых прочности, пластичности и коррозионной стойкости поверхности изделия достигают путем тщательного контроля состава и условий обработки НФС. Для достижения хорошей коррозионной стойкости хром и молибден поддерживают в виде компонентов твердого раствора в ферритной основе путем применения соответствующих условий размола (скорость, время, кинетическая энергия размола) и отжига после ковки при достаточно высокой температуре (более высокой, чем температура растворения таких обогащенных хромом и молибденом фаз, как сигма- и хи-), с последующим охлаждением со скоростью, достаточно быстрой для того, чтобы замедлить осаждение обогащенных хромом или молибденом вторичных фаз.
Соответственно, в одном из воплощений данный способ обеспечивает получение изделия, например, изделия 100, имеющего поверхность 110, содержащую НФС с конкретными отличительными особенностями, описанными в различных представленных выше воплощениях. Способ обычно включает стадии размола, уплотнения, отжига и охлаждения со скоростью, достаточно быстрой для того, чтобы ингибировать осаждение сигма- и хи-фаз.
Исходное сырье из порошка содержащего железо сплава размалывают в присутствии оксида иттрия, обычно в форме частиц, до тех пор, пока этот оксид по существу не растворится в сплаве. В одном из примеров воплощения порошок содержащего железо сплава размалывают в присутствии оксида иттрия до тех пор, пока по существу весь оксид иттрия не растворится в сплаве. Исходное сырье из порошка содержащего железо сплава может также содержать титан, хром и молибден, а также любые другие дополнительные элементы, описанные выше, в качестве потенциально пригодных в сплаве изделия 100. Исходное сырье может потребоваться размалывать с высокой скоростью и энергией, чтобы получить желаемые уровни растворения иттрия в ходе размола, в соответствии с практическим опытом, известным на данном уровне техники. Различные факторы, которые могут влиять на энергию размола и конечные измельченные материалы, включают прочность, твердость, размер, скорость и отношение измельчающих сред к материалу сырья, а также общее время и температуру размола.
Среда, в которой проводят размол, может изменяться. В одном воплощении размол осуществляют в среде инертного газа, например, аргона или азота. В одном из воплощений среда, в которой проводят размол исходного сырья, не содержит целенаправленно добавленного углерода и азота, так как включение карбонитридных фаз может уменьшить пластичность сформированного компонента. В одном из воплощений размол исходного сырья проводят в неглубоком вакууме. «Неглубокий вакуум», как это понятие применяют в данном тексте, указывает, что давление среды в технологическом объеме контейнера меньше, чем атмосферное давление. В одном из примеров воплощения давление внутри контейнера для размола, в перерабатываемой массе, составляет примерно менее 10-4 атмосферы.
После высокоэнергетического размола исходное сырье подвергают стадии термомеханического уплотнения, такого как горячее изостатическое прессование, экструзия, ковка или комбинация этих процессов, с получением уплотненного компонента. Например, порошкообразное исходное сырье можно термомеханически уплотнить, сначала подвергая порошок горячему изостатическому прессованию, за которым следует ковка или экструдирование. В другом примере порошкообразное исходное сырье можно механически уплотнить, а затем уплотненное сырье можно экструдировать. Эту стадию термомеханического уплотнения проводят при достаточно высокой температуре и в течение достаточного времени, чтобы можно было провести осаждение желаемых наноструктур сложного оксида внутри основы сплава, как описано выше. Время и температуру, выбранные для этой стадии, можно легко подобрать, исходя из желаемого размера и плотности наноструктур, и их можно регулировать для обеспечения более тонкого распределения, чем то, которого обычно достигают с помощью чисто механических процессов легирования. В некоторых воплощениях стадию уплотнения проводят при температуре выше примерно 800 градусов Цельсия. Такое уплотнение может происходить в инертной среде или в неглубоком вакууме, чтобы избежать включения в сплав нежелательных количеств кислорода.
Уплотненный компонент отжигают при температуре, которая выше температур растворения хи-фазы и сигма-фазы, присутствующих в сплаве, и выдерживают при температуре отжига в течение достаточно длительного времени, чтобы растворить эти фазы. Температура растворения для этих фаз зависит в частности от относительных количеств присутствующих элементов, и ее легко можно определить в любой конкретный момент, с применением методов, знакомых специалистам. Например, опубликованные фазовые диаграммы системы хром-железо-молибден показывают, что температура растворения для сигма- и/или хи-фаз может находиться в диапазоне примерно от 600°C, для сплавов с низкими количествами хрома и молибдена, и до температуры выше 1100°С для материала с более высоким содержанием легирующих элементов. Затем отожженный компонент охлаждают, с получением обработанного компонента, обладающего характеристиками, отмеченными выше для изделия 100. Конкретно, охлаждение проводят с достаточно быстрой скоростью, чтобы ограничить или предотвратить образование хи- и сигма-фаз по меньшей мере на поверхности, например, на поверхности 110 обработанного компонента; низкие скорости охлаждения предоставляют большее количество времени для того, чтобы сплав мог приблизиться к термодинамическому равновесию, и это может привести к осаждению хи- или сигма-фаз в ходе охлаждения, тем самым снижая коррозионную стойкость материала. В данном случае предполагают, что скорость охлаждения является достаточно быстрой, если она приводит к концентрации хи-фазы или сигма-фазы на поверхности 110 менее примерно 5% об. Скорость охлаждения компонента, которая достаточно замедляет образование хи- и сигма-фазы, можно легко определить в любой конкретный момент с использованием технологий, знакомых специалистам. В одном из примеров воплощения отожженный компонент закаливают в воде от температуры отжига. Как отмечено ранее, зона уменьшенного осаждения хи- и сигма-фазы по отношению к равновесию, которую получают при проведении стадий отжига и закаливания, может быть распространена в сплав глубже, чем только на поверхности 110, и она может включать любую объемную долю сплава, вплоть до по существу всего сплава, в зависимости, в частности, от способа, применяемого для достижения закаливания, размера закаленного сечения сплава и других факторов.
Сам по себе обработанный компонент можно использовать в качестве изделия 100, или же обработанный компонент можно использовать при дальнейшем применении технологий изготовления и/или сборки для формирования изделия 100, ориентированного таким образом, чтобы поверхность 110 представляла собой указанную выше поверхность, имеющую уменьшенную концентрацию сигма- и/или хи-фаз, по меньшей мере частично благодаря стадии быстрого охлаждения.
Порошок содержащего железо сплава, который применяют в качестве исходного сырья для формирования поверхности изделия в данном изобретении, можно получить с использованием различных методик. Например, содержащий железо сплав можно получить, расплавив, например, с помощью индукционного плавления в вакууме, а затем превратить его в порошок, например, распылением в инертном газе.
Пример
Следующий пример иллюстрирует способ, материалы и результаты в соответствии с примерами воплощения, и в этом качестве его не следует рассматривать в качестве ограничения формулы изобретения. Все компоненты доступны от обычных поставщиков химической продукции.
В одном из приведенных в качестве примера способе получения в качестве исходных материалов были взяты порошки стали (Fe-Cr), легированные порошками элементарных металлов (Cr, Mo, W, Ti), насколько это необходимо для приведения в соответствие с номинальными составами желаемых НФС; их смешивали с порошком Y2O3. Номинальные составы трех желаемых НФС - НФС1, НФС2 и НФС3 - которые применяли в данном примере, приведены в Таблице 1.
Альтернативно, в качестве исходных порошков можно также применять порошки сплавов Fe-Cr-Mo или Fe-Cr-Mo-Ti. Все порошки смешивали с шарами из нержавеющей стали 420 (~4,5 мм в диаметре) в соотношении 10:1 и мололи в мельнице с высокой энергией истирания примерно в течение 20 часов, в среде аргона. В ходе размола частицы Y2O3 растворялись и равномерно распределялись по металлической основе. Порошки после размола имели форму хлопьев размером примерно от 50 мкм до 150 мкм.
После размола порошки укладывали в контейнер из нержавеющей стали, откачивали воздух, а затем подвергали изостатическому прессованию примерно при температуре 920°C и давлении 200 МПа в течение примерно 4 часов. Процесс горячего изостатического прессования уплотняет порошки в кусковые материалы и осуществляет рекристаллизацию микроструктуры с образованием слабо деформированных эпитаксиальных зерен. В ходе стадии нагревания процесса горячего изостатического прессования внутри зерен и по границам зерен однородно образуются наноструктуры из сложных оксидов, в данном случае ультрамелкие оксиды, включающие Y, Ti и О (менее чем примерно 10 нм).
После горячего изостатического прессования содержимое отжигали примерно при 920°C в течение примерно 2 часов и ковали до получения деформации примерно от 50% до 70%. Было обнаружено, что сразу после ковки в НФС существовала обогащенная по молибдену хи-фаза или сигма-фаза, так как их температуры растворения составляли выше 920°С. Как и предполагали, было обнаружено, что в различных композициях НФС это количество хи- или сигма-фазы отличается по уровню молибдена и хрома.
После ковки содержимое подвергали изотермическому отжигу в течение примерно от 30 минут до 1 часа, при температуре выше температуры растворения хи- или сигма-фазы, с последующей закалкой водой. Как было определено, температура растворения составляет примерно 1000°C для НФС1, примерно 1030°C для НФС2 и примерно 1130°C для НФС3. В ходе стадии изотермического отжига большие количества хи- и/или сигма-фазы снова растворяются в основе. Время отжига, необходимое для достижения желаемых уровней растворения, может также изменяться в зависимости от состава и истории переработки.
На Фиг. 2 сведены данные по прочности на растяжение при комнатной температуре для двух НФС, полученных сразу после ковки (без последующей термообработки) - НФС1 сразу после ковки и НФС2 сразу после ковки, в сравнении с двумя широко используемыми базовыми сталями - F6NM и супердуплексом 2507, а также со сплавом 718 на основе никеля. Две полученные сразу после ковки НФС показали примерно в два раза более высокий предел текучести и предел прочности на растяжение, чем базовые стали. Пластичность НФС в состоянии сразу после ковки была ниже, чем у сталей, из-за существования хи-фазы. Предполагают, что прочность на растяжение для термообработанных НФС снижается несущественно, а пластичность в термообработанных НФС, как полагают, возрастает.
Коррозионные испытания при комнатной температуре были проведены в растворе А по NACE ТМ0177 (5% NaCl и 0,5% СН3СООН, деаэрированный), чтобы сравнить общую скорость коррозии в хлоридной среде полученных НФС с обычными сталями и специальным сплавом 718 на основе никеля. Результаты сведены на графике на Фиг. 3. НФС1 сразу после ковки, НФС2 сразу после ковки, НФС3 сразу после ковки представляют собой три образца НФС, которые не подвергали какой-либо термообработке после ковки. ТО-НФС1, ТО-НФС2, ТО-НФС3 представляют собой три образца НФС, соответствующие НФС1 сразу после ковки, НФС2 сразу после ковки и НФС3 сразу после ковки, соответственно, которые были после ковки термообработаны при постоянной температуре, превышающей температуру растворения их хи- и сигма-фаз, и закалены в воде. Эти образцы НФС сравнивали с F6NM, супердуплексной сталью 2507 и сплавом 718 на основе Ni. На Фиг. 3 можно видеть, что эти три полученные сразу после ковки НФС обладают более низкими скоростям коррозии, чем F6NM, но более высокими скоростями коррозии, чем супердупексная сталь 2507. Термообработка после ковки успешно снижает скорости коррозии до величин более низких, чем у супердуплексной стали 2507, и сравнимых со сплавом 718. Эти результаты демонстрировали, что термообработка с соответствующим закаливанием являлась ключевым моментом в улучшении коррозионных свойств.
В то время как были проиллюстрированы и описаны лишь некоторые отличительные особенности данного изобретения, специалисты могут предположить многие модификации и изменения. Таким образом, следует понимать, что прилагаемая формула изобретения охватывает все такие модификации и изменения, находящиеся в пределах сущности данного изобретения.
Реферат
Изобретение относится к способу, включающему: размол порошка, содержащего железо сплава в присутствии оксида иттрия, до тех пор, пока оксид по существу не растворится в сплаве; термомеханическое уплотнение порошка с образованием уплотненного компонента; отжиг уплотненного компонента с образованием отожженного компонента и охлаждение отожженного компонента путем закалки водой с образованием обработанного компонента, где обработанный компонент включает поверхность, содержащую наноструктурированный ферритный сплав, этот наноструктурированный ферритный сплав включает наноструктуры, размещенные в содержащей железо основе сплава; при этом наноструктуры содержат частицы сложных оксидов, и частицы сложных оксидов содержат иттрий и титан; при этом на поверхности основа содержит примерно от 5 массовых процентов до 30 массовых процентов хрома и примерно от 0,1 массового процента до 10 массовых процентов молибдена; концентрация хи-фазы или сигма-фазы в наноструктурированном ферритном сплаве на поверхности составляет менее примерно 5 объемных процентов, и где стадию отжига проводят при температуре выше температуры растворения хи-фазы и сигма-фазы. 6 з.п. ф-лы, 3 ил., 1 табл., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Металлические порошки
Комментарии