Шовная нить и способ ее изготовления - RU2701417C1
Код документа: RU2701417C1
Чертежи



Описание
Область техники, к которой относится изобретение
Изобретение относится к шовной нити и к способу ее изготовления.
Уровень техники
При проведении хирургических операций существенное значение имеет наложение швов. Наложение швов при повреждении кожи лица или слизистой оболочки полости рта, либо с косметической целью является одним из заключительных этапов хирургической операции. Следует отметить, что успех или неудача операции во многом зависит от искусно и косметически аккуратно наложенного шва.
Для изготовления шовной нити (шовного материала) применяется как натуральное, так и синтетическое сырье. Шовная шить в зависимости от сырья может быть рассасывающейся или нерассасывающейся. В качестве натурального сырья для изготовления рассасывающейся шовной нити может использоваться кетгут любого вида, как хромированный, так и обычный, в качестве синтетического сырья для изготовления рассасывающейся шовной нити может использоваться полигликолевая кислота (Dexon и Maxon), полиглактин (Vicryl), полидиоксанон (PDS) и т.п. Природным сырьем для изготовления нерассасывающейся шовной нити является шелк. Синтетическим сырьем для изготовления нерассасывающейся шовной нити служат полиэфир (Dacron), полипропилен (пролен), полиамид (нейлон), e-PTFE (гортекс) и т.п.
Шовная нить издавна используется для соединения или сшивания поврежденных мышц, кровеносных сосудов, нервных окончаний, или участков ткани, рассеченной во время хирургических операций. Кроме того, шовная нить используется при проведении хирургических операций по формированию двойной складки верхних век, или в неинвазивной хирургии при удалении морщин, дряблой кожи или тканей, образовавшихся вследствие старения, уменьшения эластичности кожи, повреждений, перегрузки, некроза и т.п.
В последнее время используется шовная нить, на поверхности которой предусмотрены зубцы. Указанная шовная нить имеет преимущество, поскольку зубцы, обеспечивают высокую фиксирующую способность нити, предотвращая разъединение наложенного шва.
Неинвазивная подтяжка кожи осуществляется посредством иглы с шовной нитью и представляет собой процесс разглаживания и удаления морщин путем подъема провисающей кожи и ткани лица, подбородка, шеи, живота, влагалища, грудной клетки, тазобедренного сустава и т.п. без использования ножа. В частности, неинвазивный фейслифтинг пользуется популярностью, поскольку предусматривает минимальный разрез кожи, вызывающий слабое кровотечение и незначительный отек с формированием небольшого рубца.
Документ известного уровня техники
Патентный документ 1: Корейский патент № 1185583 (18 сентября 2012 г.)
Раскрытие изобретения
Одной из задач настоящего изобретения является создание шовной нити, превосходно подходящей для наложения швов без узлов.
Другой задачей настоящего изобретения является создание шовной нити, превосходно способствующей регенерации ткани в области шва.
Следующей задачей настоящего изобретения является создание шовной нити, превосходно подходящей для неинвазивного фейслифтинга.
Еще одной задачей настоящего изобретения является создание шовной нити, великолепно поддерживающей квазинепрерывный эффект неинвазивного фейслифтинга.
Другой задачей настоящего изобретения является создание шовных нитей разного типа для осуществления разнообразных методов неинвазивной хирургии в зависимости от оперируемой зоны.
Ниже приводятся признаки настоящего изобретения, которое направлено на решение вышеуказанных задач.
(1) Способ изготовления шовной нити, включающий: первый этап, на котором выполняют нагрев полуфабриката шовной нити в заданном температурном диапазоне; второй этап, на котором выполняют обжатие полуфабриката шовной нити, нагретого на первом этапе, и проводят прямое прессование; третий этап, на котором выполняют линейные надрезы на первой кромке и второй кромке прессованного шовного материала, полученного на втором этапе, с последующим формированием зубчатого участка путем приложения растягивающего усилия к прессованному шовному материалу, имеющему линейные надрезы, причем линейные надрезы на первой кромке и второй кромке выполняют непрерывно на заданном расстоянии друг от друга с постоянным углом наклона в одном направлении или в разных направлениях.
(2) Способ изготовления шовной нити по пункту (1), дополнительно включающий этап формирования в прессованном шовном материале множества отверстий, непрерывно расположенных с заданным интервалом.
(3) Способ изготовления шовной нити по пункту (1), в котором на третьем этапе одновременно с формированием линейных надрезов в прессованном шовном материале выполняют линейные прорези для формирования множества отверстий, непрерывно расположенных с заданным интервалом.
(4) Способ изготовления шовной нити по пункту (1), обеспечивающий создание шовной нити, содержащей первый зубчатый участок, второй зубчатый участок и центральный участок, соединяющий друг с другом первый зубчатый участок и второй зубчатый участок, причем концы каждого из зубцов первого зубчатого участка и второго зубчатого участка обращены к центральному участку, а также содержащей множество отверстий, сформированных, по меньшей мере, на одном из участков, а именно, на первом зубчатом участке, втором зубчатом участке, или на центральном участке.
(5) Способ изготовления шовной нити по пункту (1), в котором на третьем этапе зубчатый участок подразделяют на первый зубчатый участок и второй зубчатый участок, при этом формируется центральный участок, соединяющий друг с другом первый зубчатый участок и второй зубчатый участок.
(6) Способ изготовления шовной нити по пункту (1), в котором задаваемая температура равна или меньше температуры плавления исходного материала шовной нити и равна или больше температуры стеклования исходного материала шовной нити.
(7) Способ изготовления шовной нити по пункту (1), в котором на этапе прямого прессования обжатие полуфабриката шовной нити выполняют от двух до четырех раз.
(8) Способ изготовления шовной нити в соответствии с вышеприведенным пунктом (1), в котором этап формирования зубчатого участка дополнительно включает приложение вращательного усилия к шовному материалу со сформированными линейными надрезами.
(9) Шовная нить, содержащая: первый зубчатый участок, второй зубчатый участок и центральный участок, который соединяет друг с другом первый зубчатый участок и второй зубчатый участок, причем каждый из концов зубцов первого зубчатого участка и второго зубчатого участка обращен к центральному участку, а также содержащая множество отверстий сформированных, по меньшей мере, на одном из участков, а именно, на первом зубчатом участке, втором зубчатом участке, или на центральном участке.
(10) Шовная нить по пункту (9), дополнительно содержащая первый дистальный участок и второй дистальный участок, соответственно, на отдаленных от центрального участка концах первого зубчатого участка и второго зубчатого участка.
(11) Шовная нить по пункту (10), в которой, по меньшей мере, один из дистальных участков, а именно, первый дистальный участок или второй дистальный участок содержит множество сформированных отверстий.
(12) Шовная нить по пункту (9) или пункту (11), в которой каждое из отверстий имеет диаметр от 50 мкм до 300 мкм.
(13) Шовная нить по пункту (9), в которой отверстия сформированы, по меньшей мере, на центральном участке.
(14) Шовная нить по пункту (9), в которой отверстия сформированы, по меньшей мере, на первом зубчатом участке и на втором зубчатом участке.
(15) Шовная нить по пункту (9), в которой отверстия сформированы, по меньшей мере, на центральном участке, первом зубчатом участке и втором зубчатом участке.
(16) Шовная нить по пункту (11), в которой отверстия сформированы на первом зубчатом участке, втором зубчатом участке, первом дистальном участке и втором дистальном участке.
(17) Шовная нить по пункту (11), в которой отверстия сформированы на первом зубчатом участке, втором зубчатом участке, центральном участке, первом дистальном участке и втором дистальном участке.
(18) Шовная нить, содержащая: первый зубчатый участок, второй зубчатый участок и центральный участок, который соединяет друг с другом первый зубчатый участок и второй зубчатый участок; к тому же содержащая первый дистальный участок и второй дистальный участок, соответственно, на отдаленных от центрального участка концах первого зубчатого участка и второго зубчатого участка, при этом, по меньшей мере, один из дистальных участков, а именно, первый дистальный участок или второй дистальный участок имеет множество сформированных отверстий.
(19) Шовная нить по п. (18), в которой каждое из отверстий имеет диаметр от 50 мкм до 300 мкм.
Шовная нить согласно настоящему изобретению отлично подходит для наложения швов без узлов.
Шовная нить согласно настоящему изобретению превосходно способствует регенерации ткани в области шва.
Шовная нить согласно настоящему изобретению превосходно подходит для неинвазивного фейслифтинга.
Шовная нить согласно настоящему изобретению превосходно поддерживает квазинепрерывный эффект неинвазивного фейслифтинга.
Поскольку для изготовления шовной нити согласно настоящему изобретению используется волокно, имеющее определенную ориентацию, низкую степень кристалличности и хорошую гибкость, шовная нить по прочности на растяжение и удлинению превосходит шовную нить, полученную методом инжекционного формования из волокна с другими ориентационными характеристиками.
Шовная нить согласно настоящему изобретению по прочности, практически, не уступает стандартной шовной нити, которая не содержит зубцов и отверстий.
Разные типы шовных нитей согласно настоящему изобретению разработаны для разных оперируемых областей и эффективны при использовании в разных методах неинвазивной хирургии.
Краткое описание чертежей
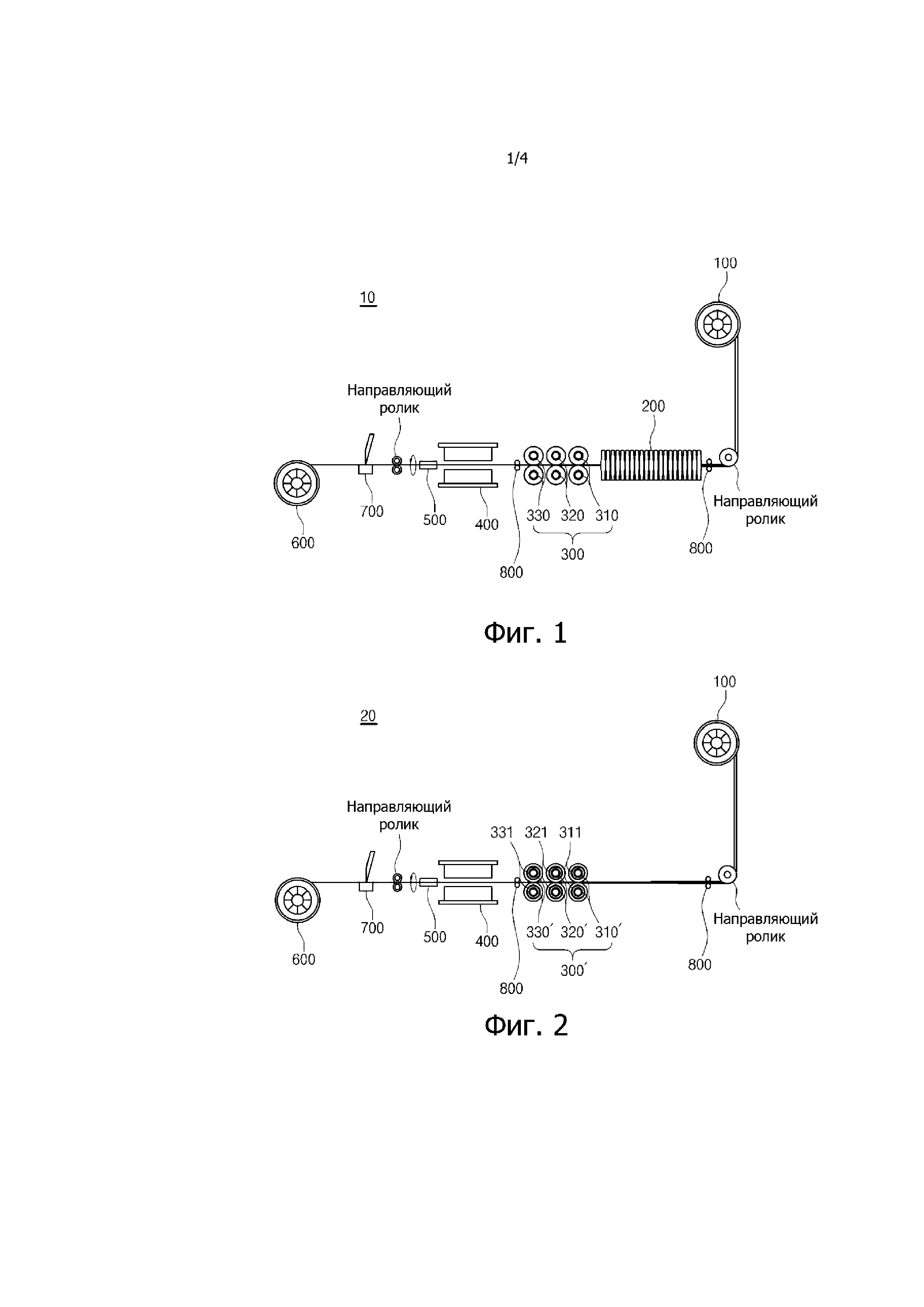
На фиг. 1 – принципиальная схема устройства для изготовления шовной нити с блоком предварительного нагрева, которое используется для осуществления способа изготовления шовной нити, согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 2 – принципиальная схема устройства для изготовления шовной нити без блока предварительного нагрева, которое используется для осуществления способа изготовления шовной нити, согласно другому варианту осуществления настоящего изобретения.
На фиг. 3 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
На фиг.4 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 5 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 6 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 7 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 8 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 9 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 10 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 11 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 12 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 13 – изображение шовной нити, изготовленной согласно одному из вариантов осуществления настоящего изобретения.
Осуществление изобретения
Ниже описывается шовная нить и способ ее изготовления согласно изобретению. Способ изготовления шовной нити включает: первый этап, на котором выполняют нагрев полуфабриката шовной нити в заданном температурном диапазоне; второй этап, на котором выполняют обжатие полуфабриката шовной нити, нагретого на первом этапе, и проведение прямого прессования; третий этап, на котором выполняют линейные надрезы на первой кромке и второй кромке прессованного шовного материала, полученного, на втором этапе, с последующим формированием зубчатого участка путем приложения растягивающего усилия к прессованному шовному материалу, имеющему линейные надрезы, причем линейные надрезы на первой кромке и второй кромке выполняют непрерывно на заданном расстоянии друг от друга с заданным углом наклона в одном направлении или в разных направлениях. Созданная описанным способом шовная нить, обладая высокой прочностью, превосходно способствует регенерации ткани в области шва и великолепно поддерживает квазинепрерывный эффект неинвазивного фейслифтинга.
Использование шовной нити, имеющей зубцы, сформированные на участках ее поверхности, является предпочтительным для неинвазивного лифтинга, поскольку зубцы нити способны эффективно поддерживать биологическую ткань. Однако периодически возникает необходимость в повторной операции неинвазивного фейслифтинга, поскольку рассасывающаяся шовная нить со временем деградирует и абсорбируется, теряя способность создавать силу, поддерживающую ткань.
В связи с вышесказанным, в настоящем изобретении предлагается шовная нить, в которой сформированы зубцы и множество отверстий, а также предлагается способ изготовления шовной нити. При использовании шовной нити, изготовленной способом согласно настоящему изобретению, клетки ткани, окружающие введенную шовную нить, стремятся пройти через отверстия нити и образовать новую ткань, обеспечивающую поддержание квазинепрерывного эффекта неинвазивного фейслифтинга с целью разглаживания морщин. Предлагаемый в изобретении способ изготовления шовной нити, содержащей сформированные зубцы и отверстия, позволяет обеспечить достаточную прочность шовной нити.
Далее будет подробно описан способ изготовления шовной нити согласно настоящему изобретению. При осуществлении способа согласно настоящему изобретению для создания шовной нити одной конфигурации допускается использование элементов других конфигураций, если в контексте не указано иначе.
Способ изготовления шовной нити согласно изобретению описывается ниже со ссылкой на фиг. 1 и 2, на которых представлены два варианта устройства для изготовления шовной нити, используемого для осуществления настоящего изобретения.
Исходным материалом для изготовления медицинской шовной нити согласно настоящему изобретению могут служить рассасывающиеся и нерассасывающиеся биомедицинские полимеры. В качестве рассасывающегося исходного материала может использоваться биомедицинский полимер, включающий, по меньшей мере, одно вещество, выбранное из группы, состоящей из полидиоксанона, поли-L-молочной кислоты, полигликолевой кислоты, поликапролактона и его сополимера, а в качестве нерассасывающегося исходного материала может использоваться биомедицинский полимер, включающий, по меньшей мере, одно вещество, выбранное из группы, состоящей из полипропилена, нейлона и их смесей.
Перед выполнением прямого прессования полуфабриката шовной нити выполняется этап нагрева полуфабриката шовной нити. Нагрев полуфабриката шовной нити может привести к снижению степени кристалличности полимера, что благоприятно влияет на обрабатываемость, однако нагрев полуфабриката может негативно сказаться на ориентации шовной нити. Следовательно, чтобы обеспечить требуемые характеристики шовной нити, необходимо подобрать оптимальный температурный режим нагрева полуфабриката. На данном этапе температура нагрева равна или выше температуры стеклования (Tg) исходного материала и равна или ниже температуры плавления (Tm) исходного материала и, предпочтительно, находится в диапазоне от температуры плавления исходного материала исходного материала -15°C (Tm -15°C) до температуры плавления исходного материала -30°C (Tm -30°C). Согласно одному из вариантов осуществления изобретения, нагрев полуфабриката шовной нити, подаваемого посредством блока 100 подачи устройства для изготовления шовной нити, обеспечивает блок 200 предварительного нагрева. Согласно другому варианту осуществления изобретения, устройство для изготовления шовной нити не содержит отдельного блока предварительного нагрева, и нагрев полуфабриката шовной нити обеспечивает прессующий валок, имеющий нагревательный провод.
Как уже упоминалось, поскольку для изготовления шовной нити согласно настоящему изобретению используется волокно, имеющее определенную ориентацию, низкую степень кристалличности и хорошую гибкость, шовная нить по прочности на растяжение и удлинению превосходит шовную нить, полученную методом инжекционного формования из волокна с другими ориентационными характеристиками.
Согласно одному из вариантов осуществления изобретения, блок 200 предварительного нагрева может иметь цилиндрическую форму, в этом случае нагревательный провод проходит внутри блока предварительного нагрева. При указанной конфигурации блока предварительного нагрева температуру предварительного нагрева полуфабриката регулирует блок управления в соответствии заданным температурным режимом.
На этапе обжатия и прямого прессования к предварительно нагретому полуфабрикату шовной нити прикладывается давление посредством прессующих валков с целью получения прессованного шовного материала.
Под действием прикладываемого давления полуфабрикат шовной нити сжимается, приобретая вид плоской шовной нити, при этом на участке, вступившем в контакт с двумя прессующими валками, формируются плоские поверхности, а на участке, который не контактирует с прессующими валками, формируются узкие выгнутые кромки. Одну из плоских поверхностей шовной нити именуют верхней поверхностью шовной нити, а другую плоскую поверхность именуют нижней поверхностью шовной нити, наряду с этим одну из двух узких выгнутых кромок именуют первой кромкой шовной нити, а другую выгнутую кромку именуют второй кромкой шовной нити. Кроме того, кратчайшее расстояние между верхней поверхностью и нижней поверхностью именуют толщиной шовной нити, а кратчайшее расстояние между первой кромкой и второй кромкой именуют шириной шовной нити.
Согласно одному из вариантов осуществления изобретения, после выполнения обжатия и прямого прессования полуфабриката шовной нити можно получить прессованный шовный материал, имеющий толщину, составляющую 50% от диаметра полуфабриката шовной нити, и ширину, в 3 раза превышающую диаметр полуфабриката шовной нити. В качестве примера, может быть получен прессованный полуфабрикат шовной нити, имеющий толщину, составляющую 50% от диаметра полуфабриката шовной нити, и ширину, в 3 раза превышающую диаметр полуфабриката шовной нити.
Согласно одному из вариантов осуществления изобретения, может быть изготовлена шовная нить, имеющая ширину в диапазоне от 300 мкм до 2000 мкм, однако это не является ограничительным. Если требуется, можно изготовить шовную нить меньшей или большей ширины, относительно указанного выше диапазона.
На этапе прямого прессования обжатие и прессование может выполняться от двух до четырех раз.
Следует отметить, что единственным обжатием полуфабриката шовной нити перед прямым прессованием не обеспечивается требуемая ориентация, что приводит к недостаточной прочности полученной шовной нити. Таким образом, при прямом прессовании наиболее предпочтительным является проведение обжатия от двух до четырех раз, благодаря чему происходит постепенное утонение обрабатываемого полуфабриката шовной нити с достижением требуемой ориентации.
Согласно одному из вариантов осуществления изобретения, устройство для изготовления шовной нити содержит пару валков, при помощи которых выполняют от двух до четырех раз обжатие полуфабриката шовной нити, в результате чего полуфабрикат шовной нити постепенно сжимается. Согласно другому варианту осуществления изобретения, устройство содержит от двух до четырех пар прессующих валков, под действием которых полуфабрикат шовной нити постепенно сжимается. В таком случае прессующие валки могут быть установлены параллельно и приводятся во вращение независимо друг от друга.
Согласно одному из вариантов осуществления изобретения, устройство для изготовления шовной нити может содержать регулятор, обеспечивающий корректировку зазора между прессующими валками, чтобы толщина прессованного шовного материала была отрегулирована до микрометра.
На фиг. 1 и 2 показан один из вариантов устройства для изготовления шовной нити, содержащего блок 300 прессующих валков, который включает три пары прессующих валков.
Три пары прессующих валков указанного блока включают пару первых прессующих валков 310, пару вторых прессующих валков 320 и пару третьих прессующих валков 330, которые расположены в указанном порядке. Согласно указанной конфигурации блока, пара вторых валков 320 оказывает большее давление на полуфабрикат шовной нити, чем пара первых прессующих валков 310, а пара третьих прессующих валков 330 прикладывает большее давление к полуфабрикату шовной нити, чем пара вторых прессующих валков 320, благодаря чему полуфабрикат постепенно приобретает плоскую форму.
В устройстве для изготовления шовной нити обеспечивается регулирование расстояния между верхним и нижним концами рамы первых прессующих валков 310, в результате чего, обжатый первой парой валков полуфабрикат шовной нити может иметь толщину, составляющую от 50% до 80% от первоначального диаметра полуфабриката, после обжатия первыми прессующими валками 310 выполняется обжатие полуфабриката шовной нити вторыми прессующими валками 320. В устройстве для изготовления шовной нити обеспечивается регулирование расстояния между верхним и нижним концами рамы вторых прессующих валков 320, в результате чего, обжатый вторыми прессующими валками 320 полуфабрикат шовной нити может иметь толщину, составляющую от 50% до 80% от диаметра полуфабриката, обжатого первыми прессующими валками 310. В устройстве для изготовления шовной нити обеспечивается регулирование расстояния между верхним и нижним концами рамы третьих прессующих валков 330, в результате чего, обжатый третьими прессующими валками 330 полуфабрикат шовной нити может иметь толщину, составляющую от 50% до 80% от диаметра полуфабриката, обжатого вторыми прессующими валками 320.
Согласно одному из вариантов осуществления изобретения, каждый из прессующих валков 310, 320 и 330 может содержать нагревательный провод, обеспечивающий нагрев полуфабриката шовной нити до заданной температуры при проведении обжатия и прямого прессования. Как упоминалось выше, если предусмотрен нагревательный провод, отсутствует необходимость в блоке 200 предварительного нагрева.
После завершения обжатия и прямого прессования выполняют один из этапов или оба этапа, а именно, формирование зубчатого участка и формирования отверстий.
По окончании прямого прессования осуществляют этап формирования зубчатого участка, на котором на первой кромке и второй кромке прессованного шовного материала непрерывно на заданном расстоянии друг от друга выполняют линейные надрезы для последующего формирования зубчатых выступов путем приложения растягивающего усилия или приложения как растягивающего усилия, так и вращательного усилия к прессованному шовному материалу, имеющему линейные надрезы. Используемый в описании настоящего изобретения термин «зубцы» относится к указанным зубчатым выступам.
Согласно одному из вариантов осуществления изобретения, этап формирования зубчатого участка выполняется посредством блока 400 вырубных матриц. Блок 400 вырубных матриц предназначен выполнять линейные надрезы с обеих сторон шовной нити в продольном направлении посредством приложения давления к прессованному шовному материалу, причем указанный блок приспособлен выполнять линейные надрезы для создания зубцов на первой кромке и второй кромке прессованного шовного материала, которому придана плоская форма посредством блока 300 прессующих валков. Согласно вариантам настоящего изобретения, указанные линейные надрезы могут быть выполнены одним из распространенных методов, а именно, с использованием резцов, лазерного луча, инжекционным прессованием, штамповкой и т.п., не ограничиваясь этим.
Линейные надрезы на шовном материале могут быть выполнены в процессе инжекционного прессования. В таком случае верхняя часть матрицы или нижняя часть матрицы может быть оснащена режущим элементом, таким как резец, для непрерывного выполнения надрезов под постоянным углом наклона на первой кромке и второй кромке шовной нити. Следует отметить, что на обеих сторонах шовной нити линейные надрезы можно выполнять в одном и том же направлении или в разных направлениях.
После выполнения линейных надрезов на прессованном шовном материале формируют зубчатый участок, прикладывая только растягивающее усилие или как растягивающее усилие, так и вращательное усилие к прессованному шовному материалу. Как указывалось выше, зубцы зубчатого участка могут быть ориентированы в одном направлении или в разных направлениях.
Согласно одному из вариантов осуществления изобретения, растягивающее усилие может прикладываться к прессованному шовному материалу посредством натяжного устройства 800. Натяжные устройства 800 могут быть предусмотрены перед блоком 200 предварительного нагрева и после блока 300 прессующих валков.
Согласно одному из вариантов осуществления изобретения, вращательное усилие может прикладываться к прессованному шовному материалу посредством крутильного устройства 500. Крутильное устройство 500 предназначено непрерывно прикладывать вращательное усилие к прессованному шовному материалу для его скручивания, при этом один конец шовного материала с линейными надрезами фиксируется, а другой конец приводится во вращение до полного скручивания полуфабриката шовной нити с приданием спиральной конфигурации. Точнее говоря, для формирования зубчатой шовной нити плоский шовный материал скручивают таким образом, чтобы образовались зубцы. При этом каждый 1 см шовной нити поворачивается на 90°, в результате чего, образовавшиеся зубцы располагаются по спирали. Таким образом, при введении шовной нити в мягкую ткань шовная нить будет проявлять фиксирующую способность в направлении, противоположном направлению ее введения.
Далее проводят этап формирования отверстий в прессованном шовном материале.
В зависимости от потребности может быть выполнен любой из этапов или оба этапа, а именно, формирование отверстий и формирование зубчатого участка. Если предусмотрен этап формирования отверстий и этап формирования зубчатого участка, указанные этапы могут выполняться одновременно, либо этап формирования отверстий может выполняться до или после этапа формирования зубчатого участка.
На фиг. 3 показана шовная нить, изготовленная согласно одному из вариантов осуществления настоящего изобретения, которая не содержит отверстий, но имеет зубцы, причем зубцы образованы в результате приложения к прессованному шовному материалу только растягивающего усилия без приложения вращательного усилия. Согласно варианту осуществления изобретения, представленному на фиг. 3, первый зубчатый участок и второй зубчатый участок продолжаются с обеих сторон центрального участка, который расположен в центре шовной нити и соединяет друг с другом первый зубчатый участок и второй зубчатый участок, при этом каждый из концов сформированных зубцов обращен к центральному участку.
Прессованный шовный материал может содержать одно или несколько отверстий, расположенных вдоль центральной оси, параллельной продольному направлению.
На фиг. 4 – 13 показаны шовные нити, имеющие отверстия, сформированные согласно вариантам осуществления настоящего изобретения.
На фиг. 4 – 7 показаны шовные нити согласно вариантам осуществления настоящего изобретения, которые содержат первый зубчатый участок, второй зубчатый участок, центральный участок и имеют множество сформированных отверстий, при этом указанный центральный участок соединяет первый зубчатый участок и второй зубчатый участок, а каждый из концов зубцов указанных зубчатых участков обращен к центральному участку.
На фиг. 4 показана шовная нить согласно одному из вариантов осуществления настоящего изобретения, которая содержит отверстия, сформированные только на центральном участке.
На фиг. 5 и 6 показаны шовные нити согласно вариантам осуществления настоящего изобретения, каждая из которых содержит отверстия, сформированные, только на зубчатых участках.
На фиг. 7 показана шовная нить, согласно одному из вариантов осуществления настоящего изобретения, которая содержит отверстия, сформированные как на центральном участке, так и на зубчатых участках.
На фиг. 8 – 13 показаны шовные нити согласно вариантам осуществления настоящего изобретения, которые содержат первый зубчатый участок, второй зубчатый участок и центральный участок, который соединяет друг с другом первый зубчатый участок и второй зубчатый участок, и содержат первый дистальный участок, соединенный с отдаленным от центрального участка концом первого зубчатого участка, и второй дистальный участок, соединенный с отдаленным от центрального участка концом второго зубчатого участка, при этом каждый из концов зубцов зубчатых участков обращен к центральному участку, причем отверстия сформированы на разных участках шовных нитей.
На фиг. 8 и 9 показаны шовные нити согласно вариантам осуществления настоящего изобретения, которые содержат отверстия, сформированные только на дистальных участках.
На фиг. 10 и 11 показаны шовные нити согласно вариантам осуществления настоящего изобретения, которые содержат отверстия, сформированные на дистальных участках и на зубчатых участках.
На фиг. 12 показана шовная нить согласно одному из вариантов осуществления настоящего изобретения, которая содержит отверстия, сформированные на дистальных участках и на центральном участке.
На фиг. 13 показана шовная нить согласно одному из вариантов осуществления настоящего изобретения, которая содержит отверстия, сформированные на центральном участке, зубчатых участках и дистальных участках.
Шовная нить, изготовленная согласно настоящему изобретению, подходит для осуществления разнообразных методов неинвазивной хирургии и в зависимости от расположения отверстий применима для разных оперируемых зон. Ниже приводятся примеры методов неинвазивной хирургии, для которых особенно подходит шовная нить с отверстиями, сформированными на разных участках. Указанные методы приводятся лишь с иллюстративной целью, при этом следует понимать, что применение разных типов предлагаемой шовной нити не ограничивается описываемыми методами неинвазивной хирургии.
Шовная нить согласно одному из вариантов осуществления изобретения, содержащая отверстия, сформированные на центральном участке, может применяться при осуществлении методов неинвазивного фейслифтинга, предусматривающих перегибание нити пополам. В этом случае, когда шовная нить перегибается в виде буквы U при осуществлении неинвазивного фейслифтинга, отверстия будут находиться на участке перегиба нити, а именно, выше линии подбородка (например, вблизи брови или уха), при этом концы шовной нити, противоположные участку перегиба, находятся со стороны линии подбородка.
Шовная нить согласно другому варианту осуществления изобретения, содержащая отверстия, сформированные на каждом из дистальных участков, тоже может применяться при осуществлении методов неинвазивного фейслифтинга, предусматривающих перегиб нити пополам. В этом случае, когда шовная нить перегибается в виде буквы U при осуществлении неинвазивного фейслифтинга, на участке перегиба нити (располагаемому, например, вблизи брови или уха) нет отверстий, поскольку отверстия сформированы на дистальных участках, которые располагаются по линии подбородка, а концы указанных участков находятся выше линии подбородка.
Шовная нить согласно одному из вариантов осуществления изобретения, содержащая отверстия, сформированные на зубчатых участках, может применяться при осуществлении методов неинвазивной хирургии для выполнения короткого шва без перегиба нити.
Каждое из множества сформированных отверстий может иметь диаметр от 50 до 1000 мкм. Например, каждое отверстие может иметь диаметр от 50 до 500 мкм, от 50 до 300 мкм, от 100 мкм до 500 мкм, от 200 до 800 мкм и т.п., предпочтительно, от 50 до 300 мкм.
Формирование отверстий на очень небольшом расстоянии от кромок шовной нити, так же, как и формирование смежных отверстий с очень небольшим интервалом может привести к существенному снижению прочности шовной нити. Следовательно, необходимо подобрать оптимальный интервал между отверстиями шовной нити и оптимальное расстояние от отверстий до кромок шовной нити. Согласно одному из вариантов осуществления изобретения расстояние между отверстиями и кромками шовной нити может составлять от 50 до 1000 мкм. Например, расстояние между отверстиями и кромками шовной нити может составлять от 50 до 500 мкм, от 50 до 300 мкм, от 100 мкм до 500 мкм, от 200 до 800 мкм и т.п., предпочтительно, от 50 до 300 мкм. Интервал между смежными отверстиями может составлять 300 мкм или более и, предпочтительно, 500 мкм или более.
Согласно вариантам осуществления настоящего изобретения, указанные отверстия могут быть выполнены с использованием резцов, лазерного луча, инжекционным прессованием, штамповкой и т.п., не ограничиваясь этим. Согласно одному из вариантов осуществления изобретения, для формирования отверстий шовной нити используется блок 400 вырубных матриц. В этом случае можно одновременно выполнить линейные надрезы для формирования зубчатого участка и линейные прорези для формирования отверстий. Согласно другому варианту осуществления изобретения, устройство для изготовления шовной нити кроме блока 400 вырубных матриц содержит устройство для формирования отверстий, которое может быть расположено перед или после блока 400 вырубных матриц, при этом отверстия могут быть сформированы до или после выполнения линейных надрезов для формирования зубчатого участка. Готовая шовная нить, в которой сформирован один из или оба зубчатых участка и сформированы отверстия, может быть намотана на катушки посредством блока 600 намотки шовной нити. Между блоком 400 вырубных матриц и блоком 600 намотки шовной нити может быть расположен резак 700, предназначенный для нарезки шовной нити на отрезки определенной длины, которые затем наматывают на катушки.
Цифровые обозначения ссылочных позиций
10 – устройство для изготовления шовной нити с блоком предварительного нагрева.
20 – устройство для изготовления шовной нити без блока предварительного нагрева
100 – блок подачи шовной нити
200 – блок предварительного нагрева
300 – блок прессующих валков
311, 321, 331, 311', 321', 331' – нагревательный провод
310, 310' – первый прессующий валок
320, 320' – второй прессующий валок
400 – блок вырубных матриц
500 – крутильное устройство
600 – блок намотки шовной нити
700 – резак
800 – натяжное устройство.
Реферат
Настоящее изобретение относится к шовной нити и способу ее изготовления, причем способ включает: первый этап, на котором выполняют нагрев полуфабриката шовной нити в заданном температурном диапазоне; второй этап, на котором выполняют обжатие полуфабриката шовной нити, нагретого на первом этапе, для проведения прямого прессования; третий этап, на котором выполняют формирование линейных надрезов на первой кромке и второй кромке прессованного шовного материала, полученного на втором этапе, с последующим формированием зубчатого участка путем приложения растягивающего усилия к прессованному шовному материалу, имеющему линейные надрезы, причем линейные надрезы на первой кромке и второй кромке выполняют непрерывно на заданном расстоянии друг от друга с заданным углом наклона в одном направлении или в разных направлениях. Таким образом, получена шовная нить, которая превосходно способствует регенерации ткани в области шва, превосходно поддерживает квазинепрерывный эффект лифтинга, а также обладает превосходной прочностью. 3 н. и 13 з.п. ф-лы, 13 ил.
Формула
Документы, цитированные в отчёте о поиске
Самоудерживающиеся шовные материалы с высокой плотностью фиксаторов, и устройства и способы их производства
Конфигурации заусениц для шовных нитей с заусеницами
Комментарии