Самоудерживающиеся шовные материалы с высокой плотностью фиксаторов, и устройства и способы их производства - RU2564358C2
Код документа: RU2564358C2
Чертежи




















































Описание
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка истребует приоритет согласно разделу 35 свода законов США, § 119(e), заявленный в предварительной заявке на патент США № 61/329436, поданной 29 апреля 2010 года, содержание которой полностью включено в настоящий документ путем ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение по существу относится к самоудерживающимся шовным материалам и шовным материалам с высокой плотностью фиксаторов, а также к устройству и способам производства таких самоудерживающихся шовных материалов и шовных материалов.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Устройства для закрытия ран, такие как шовные материалы, скобы и заклепки, широко используют при выполнении поверхностных и глубоких хирургических процедур у человека и животных для закрытия ран, восстановления травматических повреждений или дефектов, соединения тканей (сближения разорванных тканей, закрытия анатомических полостей, фиксации одного или множества слоев тканей, наложения анастомоза между двумя полыми/просветными структурами, смыкания ткани, присоединения или повторного соединения тканей в соответствующем месте анатомической локализации), присоединения инородных элементов к тканям (фиксации медицинских имплантатов, устройств, протезов и других функциональных или поддерживающих устройств), а также для репозиции тканей с новой анатомической локализацией (восстановление, элевация ткани, пересадка ткани и сопутствующие процедуры) и многие другие примеры.
Часто в качестве устройств для закрытия ран используют шовные материалы. Шовный материал, как правило, состоит из волокнистой лигатуры, присоединенной к игле с острым наконечником. Лигатуры можно изготовить из ряда различных материалов, включая биорассасывающиеся (т.е. со временем полностью распадающиеся в организме) или нерассасывающиеся (постоянные; неразлагающиеся) материалы. Установлено, что рассасывающиеся шовные материалы, в частности, пригодны для использования в ситуациях, когда удаление шовного материала может нарушить восстановленный участок или когда естественный процесс заживления требует поддержки, обеспечиваемой шовным материалом, который становится ненужным после завершения процесса заживления; как, например, при наложении на кожу несложного шва. Неразлагающиеся (нерассасывающиеся) шовные материалы используют при лечении ран, заживление которых предположительно может затянуться, или в случаях, когда шовный материал необходим для обеспечения физической поддержки для раны в течение продолжительного периода времени; как, например, при восстановлении глубоких тканей, при лечении ран, требующем большого натяжения, в ортопедии и при некоторых типах хирургического анастомоза. Кроме этого, существует множество разнообразных хирургических игл; форму и размер тела иглы и конфигурацию наконечника иглы, как правило, выбирают исходя из потребностей в рамках конкретного случая.
При использовании стандартного шовного материала хирургическую иглу проводят через необходимую ткань с одной стороны раны, а затем через соседнюю сторону раны. Затем шовный материал формирует «петлю», завершающуюся узлом на шовном материале для удержания раны в закрытом состоянии. Затягивание узла требует времени и вызывает ряд осложнений, включая без ограничений: (i) проскальзывание, состояние, при котором шовный материал, обычно узел, проталкивается через кожу после подкожного закрытия раны), (ii) инфекция (бактерии часто могут распространяться и размножаться в пространствах, образованных узлом), (iii) объем/масса (значительное количество шовного материала, остающегося в ране, представляет собой часть, содержащую узел), (iv) смещение (узлы могут скользить или развязываться), и (v) раздражение (узлы выступают в качестве объемного «инородного тела» в ране). Петли шовного материала, требующие затягивания узлов, могут вызвать ишемию (узлы могут создать точки натяжения, сдавливающие ткань и ограничивающие приток крови к участку) и повышенный риск расхождения или разрыва хирургической раны. Также затягивание узла представляет собой трудоемкий процесс и занимает существенный процент времени, потраченного на закрытие хирургической раны. Дополнительное операционное время не только опасно для пациента (возрастает вероятность осложнений по мере увеличения времени, проведенного под анестезией), но также увеличивает общую стоимость операции (средняя стоимость многих хирургических процедур составляет от 15 долл. до 30 долл. за минуту операционного времени).
Самоудерживающиеся шовные материалы (включая шовный материал с зазубринами) отличается от стандартного шовного материала тем, что самоудерживающийся шовный материал имеет многочисленные фиксаторы (такие как зазубрины), фиксирующие самоудерживающийся шовный материал в ткани после наложения шва и препятствующие движению шовного материала в направлении, противоположном направлению, в которое обращены фиксаторы, устраняя тем самым необходимость создания узлов для скрепления соседних тканей (закрытие без «узлов»). Устройства для соединения тканей без узлов, имеющие зазубрины, были описаны ранее, например, в патенте США № 5374268, описывающем элементы крепления с рычагами, выступающие по типу зазубрин, в то время как шовный хирургический материал, имеющий боковые элементы в виде зазубрин, описан в патентах США №№ 5584859 и 6264675. Шовные материалы, имеющие множество зазубрин, расположенных вдоль большей части шовного материала, описаны в патенте США № 5931855, раскрывающем однонаправленный шовный материал с зазубринами, и в патенте США № 6241747, описывающем двунаправленный шовный материал с зазубринами. Способы и устройство для формирования зазубрин на шовных материалах описаны, например, в патенте США № 6848152. Самоудерживающиеся системы для закрытия ран позволяют добиться лучшего сближения краев раны, равномерного распределения натяжения по всей длине раны (сокращая участки чрезмерного натяжения, которые могут порваться или привести к ишемии), снижения объема шовного материала, остающегося в ране (путем устранения узлов) и сокращения риска проскальзывания (выталкивание шовного материала, как правило, узлов, через поверхность кожи). Предполагается, что все данные свойства способствуют сокращению рубцевания, улучшению эстетического вида и повышению стабильности раны по сравнению с закрытием ран при помощи гладких шовных материалов или скоб. Таким образом, самоудерживающиеся шовные материалы, благодаря тому, что такие шовные материалы не требует закрепления при помощи узлов, обеспечивает более благоприятный исход для пациентов и также позволяет сэкономить время и снизить затраты, связанные с затянувшимся хирургическим вмешательством и лечением в послеоперационном периоде. Необходимо отметить, что все патенты, патентные заявки и публикации патентов, упоминаемые в настоящем документе, полностью включены в настоящий документ путем ссылки.
Способность самоудерживающихся шовных материалов закреплять и удерживать ткани на месте даже при отсутствии натяжения, оказываемого на шовные материалы узлом, также представляет собой свойство, обеспечивающее им превосходство над гладкими шовными материалами. При закрытии раны под натяжением данное преимущество выражается в следующем: (i) самоудерживающиеся шовные материалы имеют множество фиксаторов, способных равномерно распределять натяжение по всей длине шовного материала (путем создания сотен точек «фиксации», что позволяет получить лучший косметический результат и снижает риск «проскальзывания» или прохождения шовного материала наружу) в противоположность шовным материалам, используемым для наложения узловых швов, при использовании которых натяжение концентрируется на разрозненных точках; (ii) возможность равномерного закрытия ран со сложной геометрией (круглые, дугообразные, раны с зубчатыми краями) с большей точностью и аккуратностью, чем при наложении узлового шва; (iii) самоудерживающиеся шовные материалы устраняют потребность в «третьей руке», часто необходимой для поддержания натяжения раны в ходе наложения традиционного шва и затягивания узлов (во избежание «проскальзывания», если во время затягивания узла натяжение на мгновение ослабевает); (iv) самоудерживающиеся шовные материалы незаменимы при выполнении процедур, в которых затягивание узлов технически осложнено, таких как ушивание глубоких ран или при выполнении лапароскопических (эндоскопических) процедур; и (v) самоудерживающиеся шовные материалы можно использовать для сближения краев и удержания раны перед окончательным закрытием. Таким образом, самоудерживающие шовные материалы без затруднений можно использовать в ограниченных и глубоких анатомических структурах (таких как почечная лоханка, брюшная полость и грудная клетка), а также облегчать сближение тканей в ходе лапароскопических (эндоскопических) и малоинвазивных процедур; при этом нет необходимости фиксировать закрытие раны при помощи узла. Повышенная точность позволяет использовать самоудерживающиеся шовные материалы для более сложных закрытий (таких как раны с расходящимся диаметром, более крупные дефекты или раны, требующие наложения кисетного шва), что невозможно выполнить с использованием гладких шовных материалов.
Самоудерживающийся шовный материал может быть однонаправленным, при котором один или более фиксаторов ориентированы в одном направлении вдоль длины лигатуры; или двунаправленным, как правило, с одним или более фиксаторами, ориентированными в одном направлении вдоль одной части лигатуры, за которыми следуют один или более фиксаторы, ориентированные в другом (часто противоположном) направлении вдоль оставшейся части лигатуры (как описано на примере фиксаторов в форме зазубрин в патентах США №№ 5931855 и 6241747). Хотя существует множество непрерывных или прерывистых конфигураций фиксаторов, наиболее распространенная форма двунаправленного самоудерживающегося шовного материала включает в себя иглу на одном конце лигатуры, имеющую зазубрины, наконечники которых исходят в направлении от иглы до переходной точки (зачастую, средняя точка) шовного материала; в точке перехода конфигурация зазубрин меняется на 180° (т.е. зазубрины обращены в противоположном направлении) вдоль оставшейся длины лигатуры до присоединения ко второй игле на противоположном конце (таким образом, что зазубрины на данной части шовного материала также имеют наконечники, исходящие в направлении от ближайшей иглы). «Исходящий от» иглы означает, что наконечник зазубрины отстоит от иглы и часть шовного материала, содержащего зазубрину, можно легче протянуть через ткань в направлении иглы, чем в противоположном направлении. Другими словами, зазубрины на обеих «половинах» обычного двунаправленного самоудерживающегося шовного материала имеют наконечники, которые направлены к середине, между ними расположен переходный сегмент (в котором зазубрины отсутствуют), а к одному из концов присоединена игла.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В некоторых случаях желательно иметь самоудерживащиеся шовные материалы, профиль, материал и диаметр которых не позволяют сформировать фиксаторы. Таким образом, желательно получить улучшенные самоудерживающиеся шовные материалы, обладающие улучшенной способностью к закреплению в прилегающей ткани, улучшенной способностью удерживания ткани, увеличенной максимальной нагрузкой, а также улучшенными клиническими характеристиками.
В частности, необходимо получить улучшенные самоудерживающиеся шовные материалы малого диаметра, обладающие улучшенной способностью к закреплению в прилегающей ткани, улучшенной способностью удерживания ткани, увеличенной максимальной нагрузкой, а также улучшенными клиническими характеристиками.
Настоящее изобретение представляет улучшенные самоудерживающиеся шовные материалы, обладающие улучшенной способностью к закреплению в прилегающей ткани, улучшенной способностью удерживания ткани, увеличенной максимальной нагрузкой, а также улучшенными клиническими характеристиками.
Настоящее изобретение дополнительно представляет улучшенные самоудерживающиеся шовные материалы малого диаметра, обладающие улучшенной способностью к закреплению в прилегающей ткани, улучшенной способностью удерживания ткани, увеличенной максимальной нагрузкой, а также улучшенными клиническими характеристиками.
Настоящее изобретение дополнительно представляет устройство и способы производства улучшенных самоудерживающихся шовных материалов малого диаметра.
Настоящее изобретение также дополнительно представляет клинические способы и процедуры с использованием таких улучшенных самоудерживающихся шовных материалов малого диаметра.
Например, в одном варианте осуществления настоящее изобретение представляет самоудерживающийся шовный материал, содержащий: лигатура с множеством фиксаторов, распределенных вдоль лигатуры; причем множество фиксаторов распределено с плотностью по меньшей мере приблизительно 39,4 фиксатора на сантиметр (100 фиксаторов на дюйм) вдоль длины лигатуры; и причем множество фиксаторов распределено по схеме, выбранной из следующих схем: квадро-спиральная схема; двойная спиральная схема; а также одиночная спиральная схема. В данном и других вариантах осуществления, представленных в настоящем документе, шовный материал можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: схема имеет шаг (P), а фиксаторы имеют длину (L), причем P<2 L; плотность фиксаторов составляет приблизительно по меньшей мере 78,7 фиксаторов на сантиметр (200 фиксаторов на дюйм) вдоль длины лигатуры; плотность фиксаторов составляет приблизительно по меньшей мере 157,5 фиксаторов на сантиметр (400 фиксаторов на дюйм) вдоль длины лигатуры; плотность фиксаторов составляет приблизительно по меньшей мере 315,0 фиксаторов на сантиметр (800 фиксаторов на дюйм) вдоль длины лигатуры; плотность фиксаторов составляет приблизительно по меньшей мере 472,4 фиксаторов на сантиметр (1 200 фиксаторов на дюйм) вдоль длины лигатуры; множество фиксаторов распределено по двойной спиральной схеме, в которой на каждое повторяющееся звено схемы приходится один фиксатор; множество фиксаторов распределено по двойной спиральной схеме, в которой на каждое повторяющееся звено схемы приходятся по меньшей мере два фиксатора; множество фиксаторов распределено по квадро-спиральной схеме, в которой на каждое повторяющееся звено схемы приходятся по меньшей мере четыре фиксатора; размер лигатуры находится в диапазоне от 4-0 до 12-0; размер лигатуры составляет не более 4-0; размер лигатуры составляет не более 6-0; размер лигатуры составляет не более 8-0; фиксаторы содержат часть лигатуры, деформированной в ходе механического процесса и принявшей форму с возможностью зацепления за ткань; фиксаторы содержат часть лигатуры, имеющую разрез, частично отделяющий часть лигатуры в форме с возможностью зацепления за ткань; фиксаторы содержат часть лигатуры, из которой удалена часть материала для частичного отделения части лигатуры в форме с возможностью зацепления за ткань; фиксаторы формируют при помощи сапфирового лезвия; каждый фиксатор имеет длину (L), а лигатура имеет диаметр (SD), причем L>0,6 SD; фиксаторы характеризуются коэффициентом пропорциональности, и коэффициент пропорциональности фиксаторов составляет более 2,5; коэффициент пропорциональности фиксаторов составляет более 3; коэффициент пропорциональности фиксаторов составляет более 3,5; коэффициент пропорциональности фиксаторов составляет более 3,5, но не более 6; коэффициент пропорциональности фиксаторов составляет более 4; коэффициент пропорциональности фиксаторов составляет более 5; коэффициент пропорциональности фиксаторов составляет более 4, но не более 6; коэффициент пропорциональности фиксаторов составляет более 5, но не более 7; шовный материал характеризуется количеством фиксаторов на диаметр шовного материала по осевой длине шовного материала, например, количество составляет более 1, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 4; сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 5,1 см (2 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма); лигатура представляет собой монофиламентную нить, на которой вырезаны фиксаторы; лигатура представляет собой полипропиленовую нить, на которой вырезаны фиксаторы; лигатура представляет собой цельнотянутую нить из полимерного волоконного материала, на которой вырезаны фиксаторы; на каждом конце шовного материала предусмотрена игла; на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления; и (или) на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления, причем элемент крепления представляет собой элемент крепления, выбранный из следующих элементов: петля, заклепка, скоба, клипса, тампон и сегмент шовного материала с короткими зазубринами без иглы.
В другом варианте осуществления настоящее изобретение представляет самоудерживающийся шовный материал, содержащий: лигатуру; множество фиксаторов, распределенных вдоль лигатуры; причем лигатура имеет диаметр шовного материала (SD) не более чем приблизительно 300 мкм; причем фиксаторы имеют глубину разреза (C), находящуюся в диапазоне от 5% до 35% диаметра шовного материала (SD); причем фиксаторы имеют длину фиксатора (L) более 50% диаметра шовного материала (SD); и причем плотность распределения фиксаторов по длине лигатуры составляет более 2 фиксаторов на диаметр шовного материала (SD). В данном и других вариантах осуществления, представленных в настоящем документе, шовный материал можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: плотность распределения множества фиксаторов составляет более 2 фиксаторов на длину фиксатора (L) лигатуры; плотность распределения фиксаторов составляет более 2,5 фиксаторов на длину фиксатора (L) лигатуры; плотность распределения фиксаторов составляет более 3 фиксаторов на длину фиксатора (L) лигатуры; длина фиксатора (L) находится в диапазоне от 500% до 800% от глубины разреза (C); лигатура имеет диаметр шовного материала (SD) не более приблизительно 100 мкм; лигатура имеет диаметр шовного материала (SD) не более чем приблизительно 50 мкм; лигатура имеет диаметр шовного материала (SD) менее чем приблизительно 100 мкм, длина фиксаторов составляет более 50 мкм, плотность распределения фиксаторов - по меньшей мере 4 фиксатора на 100 мкм лигатуры; лигатура имеет диаметр шовного материала SD менее чем приблизительно 60 мкм, длина фиксаторов составляет более 25 мкм, плотность распределения фиксаторов - по меньшей мере 4 фиксатора на 60 мкм лигатуры; фиксаторы характеризуются коэффициентом пропорциональности, и коэффициент пропорциональности фиксаторов составляет более 2,5; коэффициент пропорциональности фиксаторов составляет более 3; коэффициент пропорциональности фиксаторов составляет более 3,5; коэффициент пропорциональности фиксаторов составляет более 3,5, но не более 6; коэффициент пропорциональности фиксаторов составляет более 4; коэффициент пропорциональности фиксаторов составляет более 5; коэффициент пропорциональности фиксаторов составляет более 4, но не более 6; коэффициент пропорциональности фиксаторов составляет более 5, но не более 7; шовный материал характеризуется количеством фиксаторов на диаметр шовного материала по осевой длине шовного материала, например, количество составляет более 1, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 4; сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 5,1 см (2 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма); лигатура представляет собой монофиламентную нить, на которой вырезаны фиксаторы; лигатура представляет собой полипропиленовую нить, на которой вырезаны фиксаторы; лигатура представляет собой цельнотянутую нить из полимерного волоконного материала, на которой вырезаны фиксаторы; на каждом конце шовного материала предусмотрена игла; на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления; и (или) на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления, причем элемент крепления представляет собой элемент крепления, выбранный из следующих элементов: петля, заклепка, скоба, клипса, тампон и сегмент шовного материала с короткими зазубринами без иглы.
Дополнительный вариант осуществления настоящего изобретения представляет самоудерживающийся шовный материал, содержащий лигатуру и множество фиксаторов, распределенных вдоль лигатуры, причем: лигатура имеет диаметр шовного материала (SD) не более 300 мкм; фиксаторы имеют длину фиксатора L более 20% диаметра шовного материала (SD); и плотность распределения фиксаторов составляет более 78,7 фиксаторов на сантиметр (200 фиксаторов на дюйм). В данном и других вариантах осуществления, представленных в настоящем документе, шовный материал можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: плотность распределения фиксаторов составляет более 78,7 фиксаторов на сантиметр (200 фиксаторов на дюйм) и 1600 фиксаторов на дюйм; плотность распределения фиксаторов составляет более 157,5 фиксаторов на сантиметр (400 фиксаторов на дюйм); плотность распределения фиксаторов составляет более 315,0 фиксаторов на сантиметр (800 фиксаторов на дюйм); плотность распределения фиксаторов составляет более 472,4 фиксаторов на сантиметр (1200 фиксаторов на дюйм); лигатура имеет диаметр шовного материала (SD) менее 100 мкм; лигатура имеет диаметр шовного материала (SD) менее 100 мкм, а самоудерживающийся шовный материал имеет по меньшей мере 500 фиксаторов на 2,54 см (на дюйм) длины лигатуры; лигатура имеет диаметр шовного материала (SD) не более 50 мкм, а самоудерживающийся шовный материал имеет по меньшей мере 800 фиксаторов на 2,54 см (на дюйм) длины лигатуры; фиксаторы характеризуются коэффициентом пропорциональности, и коэффициент пропорциональности фиксаторов составляет более 2,5; коэффициент пропорциональности фиксаторов составляет более 3; коэффициент пропорциональности фиксаторов составляет более 3,5; коэффициент пропорциональности фиксаторов составляет более 3,5, но не более 6; коэффициент пропорциональности фиксаторов составляет более 4; коэффициент пропорциональности фиксаторов составляет более 5; коэффициент пропорциональности фиксаторов составляет более 4, но не более 6; коэффициент пропорциональности фиксаторов составляет более 5, но не более 7; шовный материал характеризуется количеством фиксаторов на диаметр шовного материала по осевой длине шовного материала, например, количество составляет более 1, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 4; сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 5,1 см (2 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма); лигатура представляет собой монофиламентную нить, на которой вырезаны фиксаторы; лигатура представляет собой полипропиленовую нить, на которой вырезаны фиксаторы; лигатура представляет собой цельнотянутую нить из полимерного волоконного материала, на которой вырезаны фиксаторы; на каждом конце шовного материала предусмотрена игла; на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления; и (или) на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления, причем элемент крепления представляет собой элемент крепления, выбранный из следующих элементов: петля, заклепка, скоба, клипса, тампон и сегмент шовного материала с короткими зазубринами без иглы.
Другой вариант осуществления настоящего изобретения представляет самоудерживающееся медицинское устройство, содержащее: шовный материал с диаметром менее чем приблизительно 350 мкм и более чем приблизительно 250 мкм; причем шовный материал имеет продольную ось; множество фиксаторов, каждый из которых сформирован путем углового разреза на участке шовного материала; причем каждый фиксатор имеет длину фиксатора, измеряемую вдоль указанной оси, причем длина фиксатора составляет более чем приблизительно 300 мкм, но менее чем приблизительно 500 мкм; фиксаторы распределены парами, причем каждая пара содержит первый фиксатор и второй фиксатор; причем второй фиксатор каждой пары расположен по существу в одном и том же положении вдоль оси и по существу повернут под углом 180 градусов вокруг указанной оси по отношению к первому фиксатору каждой пары; причем для каждой пары фиксаторов существует по меньшей мере одна соседняя пара фиксаторов; причем каждая пара фиксаторов смещена на длину шага вдоль оси и по существу повернута на 90 градусов вокруг указанной оси по сравнению с соседней парой фиксаторов; и причем длина шага составляет не менее чем приблизительно 300 мкм и не более чем приблизительно 550 мкм. В данном и других вариантах осуществления, представленных в настоящем документе, шовный материал можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: длина фиксатора составляет по меньшей мере приблизительно 400 мкм; длина фиксатора составляет по меньшей мере приблизительно 400 мкм, а длина шага составляет не более чем приблизительно 500 мкм; длина фиксатора составляет по меньшей мере приблизительно 400 мкм, а длина шага составляет не менее чем приблизительно 400 мкм; длина шага не более чем на 100 мкм больше длины фиксатора; причем длина фиксатора составляет приблизительно 420 мкм; длина шага составляет приблизительно 500 мкм; длина фиксатора составляет приблизительно 420 мкм, а длина шага составляет приблизительно 500 мкм; фиксаторы характеризуются коэффициентом пропорциональности, и коэффициент пропорциональности фиксаторов составляет более 2,5; коэффициент пропорциональности фиксаторов составляет более 3; коэффициент пропорциональности фиксаторов составляет более 3,5; коэффициент пропорциональности фиксаторов составляет более 3,5, но не более 6; коэффициент пропорциональности фиксаторов составляет более 4; коэффициент пропорциональности фиксаторов составляет более 5; коэффициент пропорциональности фиксаторов составляет более 4, но не более 6; коэффициент пропорциональности фиксаторов составляет более 5, но не более 7; шовный материал характеризуется количеством фиксаторов на диаметр шовного материала по осевой длине шовного материала, например, количество составляет более 1, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 4; сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 5,1 см (2 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма); лигатура представляет собой монофиламентную нить, на которой вырезаны фиксаторы; лигатура представляет собой полипропиленовую нить, на которой вырезаны фиксаторы; лигатура представляет собой цельнотянутую нить из полимерного волоконного материала, на которой вырезаны фиксаторы; на каждом конце шовного материала предусмотрена игла; на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления; на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления, причем элемент крепления представляет собой элемент крепления, выбранный из следующих элементов: петля, заклепка, скоба, клипса, тампон и сегмент шовного материала с короткими зазубринами без иглы; и (или) шовный материал представляет собой монофиламентный полипропилен размером USP 2-0.
Еще в одном варианте осуществления настоящее изобретение представляет самоудерживающееся медицинское устройство, содержащее: шовный материал, имеющий диаметр шовного материала и продольную ось; множество фиксаторов, каждый из которых сформирован путем углового разреза на участке шовного материала; каждый фиксатор имеет длину фиксатора, измеренную вдоль указанной оси, больше одного диаметра шовного материала; фиксаторы распределены парами, причем каждая пара содержит первый фиксатор и второй фиксатор, размещенные по существу в одном и том же положении вдоль оси, но на противоположных сторонах шовного материала; причем для каждой пары фиксаторов существует по меньшей мере одна соседняя пара фиксаторов; причем фиксаторы каждой пары фиксаторов смещены на длину шага менее двух диаметров шовной нити вдоль оси и по существу повернуты на 90 градусов вокруг указанной оси относительно фиксаторов соседней пары фиксаторов. В данном и других вариантах осуществления, представленных в настоящем документе, шовный материал можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: плотность распределения фиксаторов составляет не менее чем приблизительно 39,4 фиксаторов на сантиметр (100 фиксаторов на дюйм); общая длина фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (на дюйм); общая длина фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 3,8 см (1,5 дюйма); длина шага составляет не более 1,5 диаметров шовного материала; длина шага не более чем на 100 мкм больше длины фиксатора; длина шага не более чем на 120% больше длины фиксатора; шовный материал имеет размер согласно USP 2-0; диаметр шовного материала составляет менее 350 мкм; длина фиксатора составляет по меньшей мере приблизительно 400 мкм; диаметр шовного материала составляет менее чем приблизительно 350 мкм, длина фиксатора составляет по меньшей мере приблизительно 400 мкм, а длина шага составляет не более чем приблизительно 500 мкм; диаметр шовного материала составляет менее чем приблизительно 350 мкм, а длина фиксатора составляет приблизительно 420 мкм; диаметр шовного материала составляет менее чем приблизительно 350 мкм, а длина шага составляет приблизительно 500 мкм; диаметр шовного материала составляет менее чем приблизительно 350 мкм, длина фиксатора составляет приблизительно 420 мкм, а длина шага составляет приблизительно 500 мкм; фиксаторы характеризуются коэффициентом пропорциональности, и коэффициент пропорциональности фиксаторов составляет более 2,5; коэффициент пропорциональности фиксаторов составляет более 3; коэффициент пропорциональности фиксаторов составляет более 3,5; коэффициент пропорциональности фиксаторов составляет более 3,5, но не более 6; коэффициент пропорциональности фиксаторов составляет более 4; коэффициент пропорциональности фиксаторов составляет более 5; коэффициент пропорциональности фиксаторов составляет более 4, но не более 6; коэффициент пропорциональности фиксаторов составляет более 5, но не более 7; шовный материал характеризуется количеством фиксаторов на диаметр шовного материала по осевой длине шовного материала, например, количество составляет более 1, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 4; сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 5,1 см (2 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма); лигатура представляет собой монофиламентную нить, на которой вырезаны фиксаторы; лигатура представляет собой полипропиленовую нить, на которой вырезаны фиксаторы; лигатура представляет собой цельнотянутую нить из полимерного волоконного материала, на которой вырезаны фиксаторы; на каждом конце шовного материала предусмотрена игла; на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления; на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления, причем элемент крепления представляет собой элемент крепления, выбранный из следующих элементов: петля, заклепка, скоба, клипса, тампон и сегмент шовного материала с короткими зазубринами без иглы; и (или) шовный материал представляет собой монофиламентный полипропилен размером USP 2-0.
В дополнительном варианте осуществления настоящее изобретение представляет самоудерживающееся медицинское устройство, содержащее: полипропиленовый монофиламентный шовный материал размеров USP 2-0, имеющий продольную ось; множество фиксаторов, каждый из которых сформирован путем углового разреза на участке шовного материала; каждый фиксатор имеет длину фиксатора, измеренную вдоль указанной оси, больше 400 мкм шовного материала; фиксаторы распределены парами, причем каждая пара содержит первый фиксатор и второй фиксатор, размещенные по существу в одном и том же положении вдоль оси, но на противоположных сторонах шовного материала; причем для каждой пары фиксаторов существует по меньшей мере одна соседняя пара фиксаторов; и причем фиксаторы каждой пары фиксаторов смещены на длину шага не более чем приблизительно 550 мкм вдоль оси и по существу повернуты на 90 градусов вокруг указанной оси по сравнению с фиксаторами соседней пары фиксаторов. В данном и других вариантах осуществления, представленных в настоящем документе, шовный материал можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: диаметр шовного материала составляет менее чем приблизительно 350 мкм, длина фиксатора составляет приблизительно 420 мкм, а длина шага составляет приблизительно 500 мкм; фиксаторы характеризуются коэффициентом пропорциональности, и коэффициент пропорциональности фиксаторов составляет более 2,5; коэффициент пропорциональности фиксаторов составляет более 3; коэффициент пропорциональности фиксаторов составляет более 3,5; коэффициент пропорциональности фиксаторов составляет более 3,5, но не более 6; коэффициент пропорциональности фиксаторов составляет более 4; коэффициент пропорциональности фиксаторов составляет более 5; коэффициент пропорциональности фиксаторов составляет более 4, но не более 6; коэффициент пропорциональности фиксаторов составляет более 5, но не более 7; шовный материал характеризуется количеством фиксаторов на диаметр шовного материала по осевой длине шовного материала, например, количество составляет более 1, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 3, но менее 5; количество фиксаторов на диаметр шовного материала по осевой длине шовного материала составляет более 4; сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 2,54 см (1 дюйм), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на дюйм шовного материала составляет более 2 дюймов, но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма), но менее 10,2 см (4 дюйма); сумма длин фиксаторов на 2,54 см (на дюйм) шовного материала составляет более 7,6 см (3 дюйма); лигатура представляет собой монофиламентную нить, на которой вырезаны фиксаторы; лигатура представляет собой полипропиленовую нить, на которой вырезаны фиксаторы; лигатура представляет собой цельнотянутую нить из полимерного волоконного материала, на которой вырезаны фиксаторы; на каждом конце шовного материала предусмотрена игла; на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления; и (или) на одном конце шовного материала предусмотрена игла, а на другом конце - элемент крепления, причем элемент крепления представляет собой элемент крепления, выбранный из следующих элементов: петля, заклепка, скоба, клипса, тампон и сегмент шовного материала с короткими зазубринами без иглы.
Настоящее изобретение также представляет устройства для формирования фиксатора на шовном материале или его эквиваленте. Например, в одном варианте осуществления настоящее изобретение представляет устройство, выполненное с возможностью формирования фиксатора на шовном материале, имеющем диаметр шовного материала (SD), причем устройство содержит: упорную пластину, выполненную с возможностью поддержки шовного материала; причем указанная упорная пластина включает в себя отверстие, совмещенное с шовным материалом и выполненное с возможностью принимать по меньшей мере часть шовного материала; пружину, выполненную с возможностью прижимать шовный материал к указанной упорной пластине в указанном отверстии; и режущее лезвие, выполненное с возможностью отсекать фиксатор на шовном материале, когда пружина прижимает шовный материал к указанной упорной пластине в указанном отверстии. В данном и других вариантах осуществления, представленных в настоящем документе, устройство можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: указанное отверстие является регулируемым; указанная упорная пластина включает в себя подъем, препятствующий контакту между шовным материалом и упорной пластиной за пределами подъема; указанный подъем расположен на регулируемом расстоянии (D) от пружины; указанный подъем расположен на расстоянии двух диаметров шовного материала (SD) от пружины; указанное отверстие выполнено с возможностью вмещать фиксатор, предварительно сформированный на указанном шовном материале при помощи указанного режущего лезвия; ширина отверстия меньше диаметра шовного материала (SD), но больше половины диаметра шовного материала (SD); при нарезке фиксатора режущее лезвие проходит в пределах одного диаметра шовного материала (SD) от фиксатора; при нарезке фиксатора режущее лезвие проходит в пределах одного диаметра шовного материала (SD) от подъема; упорная пластина имеет поверхность для поддержки шовного материала рядом с отверстием, причем поверхность имеет изогнутую форму; указанная упорная пластина включает в себя первый кольцеобразный сегмент упорной пластины и второй кольцеобразный сегмент упорной пластины, и указанное отверстие расположено между указанным первым кольцеобразным сегментом упорной пластины и указанным вторым кольцеобразным сегментом упорной пластины; указанное режущее лезвие выполнено с возможностью упираться в продольную ось шовного материала; упорная пластина включает в себя выступ, сообщающийся с указанным отверстием и расположенный после указанного режущего лезвия, а также выполненный с возможностью принимать фиксаторы таким образом, что указанные фиксаторы не сдавливаются указанной упорной пластиной; указанная пружина имеет задний край, и указанный выступ определяет подъем, причем близость подъема к заднему краю рассчитана таким образом, чтобы обеспечить формирование фиксаторов с высокой плотностью, поддерживая шовный материал рядом с областью нарезки, связанной с лезвием, препятствуя их контакту с предварительно сформированными фиксаторами и указанной упорной пластиной; указанная упорная пластина имеет выступ, который определяет подъем, расположенный на противоположной стороне режущего лезвия относительно пружины, и при этом расстояние между режущим лезвием и указанным подъемом рассчитано с возможностью определять плотность формируемых фиксаторов; указанная упорная пластина имеет выступ, который определяет подъем, и при этом расстояние между пружиной и подъемом регулируется для регулирования плотности фиксаторов, которые могут быть сформированы на шовном материале при помощи указанного устройства; указанная упорная пластина выполнена с возможностью вращения, и указанную упорную пластину можно вращать для регулирования расстояния между пружиной и подъемом; указанная упорная пластина имеет выступ, определяющий подъем, и при этом расстояние между пружиной и подъемом составляет менее двух диаметров шовного материала (SD); указанная упорная пластина имеет выступ, определяющий подъем; и при этом указанное режущее лезвие выполнено с возможностью нарезания фиксатора на лигатуре на участке между пружиной и подъемом; указанная упорная пластина имеет выступ, определяющий подъем, и при этом указанное режущее лезвие выполнено с возможностью нарезания фиксатора на лигатуре на участке между пружиной и подъемом, и при этом указанное режущее лезвие выполнено с возможностью нарезания фиксатора на лигатуре на расстоянии от подъема менее шага самоудерживающегося шовного материала; указанное отверстие выполнено с возможностью препятствовать смятию предварительно сформированных фиксаторов; указанное режущее лезвие установлено таким образом, что оно имеет две степени свободы линейного регулирования и две степени свободы регулирования вращения относительно шовного материала; и устройство дополнительно содержит зажим, выполненный с возможностью удержания шовного материала, и (или) причем указанный зажим имеет по меньшей мере одну степень свободы вращения и одну степень свободы линейного перемещения.
В другом варианте осуществления настоящее изобретение представляет устройство, выполненное с возможностью формирования множества фиксаторов на хирургической нити, содержащее: упорную пластину, выполненную с возможностью поддержки хирургической нити; причем указанная упорная пластина включает в себя отверстие, совмещенное с хирургической нитью и выполненное с возможностью принимать часть хирургической нити; компрессор, выполненный с возможностью проталкивать шовный материал к указанной упорной пластине таким образом, что часть хирургической нити попадает в отверстие; и устройство для формирования фиксатора, выполненное с возможностью формирования фиксатора на хирургической нити рядом с компрессором. В данном и других вариантах осуществления, представленных в настоящем документе, устройство можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: указанное отверстие является регулируемым; указанная упорная пластина включает в себя подъем, препятствующий контакту между хирургической нитью и упорной пластиной за пределами подъема; указанный подъем расположен на регулируемом расстоянии (D) от компрессора; указанный подъем расположен на расстоянии в пределах двух диаметров хирургической нити (SD) от компрессора; указанное отверстие выполнено с возможностью принимать фиксатор, предварительно сформированный на указанной хирургической нити при помощи указанного устройства для формирования фиксатора; ширина указанного отверстия меньше диаметра хирургической нити (SD), но больше половины диаметра хирургической нити (SD); устройство для формирования фиксатора проходит в пределах одного диаметра хирургической нити (SD) от фиксатора при формировании фиксатора; устройство для формирования фиксатора проходит в пределах одного диаметра хирургической нити (SD) от подъема при формировании фиксатора; упорная пластина имеет поверхность для поддержки хирургической нити рядом с отверстием, причем поверхность имеет изогнутую форму; указанная упорная пластина включает в себя первый кольцеобразный сегмент упорной пластины и второй кольцеобразный сегмент упорной пластины, и указанное отверстие расположено между указанным первым кольцеобразным сегментом упорной пластины и указанным вторым кольцеобразным сегментом упорной пластины; указанное устройство для формирования фиксатора выполнено с возможностью упираться в продольную ось хирургической нити; упорная пластина включает в себя выступ, сообщающийся с указанным отверстием и расположенный после указанного устройства для формирования фиксатора, а также выполненный с возможностью принимать фиксаторы, так что указанные фиксаторы не сдавливаются указанной упорной пластиной; указанный компрессор представляет собой пружину, имеющую задний край, и указанный выступ определяет подъем, причем близость подъема к заднему краю рассчитана таким образом, чтобы обеспечить формирование фиксаторов с высокой плотностью, поддерживая хирургическую нить рядом с областью нарезки, связанной с лезвием, препятствуя их контакту с предварительно сформированными фиксаторами и указанной упорной пластиной; указанная упорная пластина имеет выступ, который определяет подъем, расположенный на противоположной стороне устройства для формирования фиксатора относительно компрессора, причем расстояние между устройством для формирования фиксатора и указанным подъемом рассчитано с возможностью определять плотность формируемых фиксаторов; указанная упорная пластина имеет выступ, который определяет подъем, причем расстояние между компрессором и подъемом регулируется для регулирования плотности фиксаторов, которые можно сформировать на хирургической нити при помощи указанного устройства; указанная упорная пластина выполнена с возможностью вращения, и указанную упорную пластину можно вращать для регулирования расстояния между компрессором и подъемом; указанная упорная пластина имеет выступ, определяющий подъем, при этом расстояние между компрессором и подъемом составляет менее двух диаметров хирургической нити (SD); указанная упорная пластина имеет выступ, определяющий подъем; и при этом указанное режущее лезвие выполнено с возможностью нарезания фиксатора на хирургической лигатуре на участке между компрессором и подъемом; указанная упорная пластина имеет выступ, определяющий подъем; и при этом указанное режущее лезвие выполнено с возможностью нарезания фиксатора на хирургической лигатуре на участке между компрессором и подъемом, и при этом указанное устройство для формирования фиксатора выполнено с возможностью формирования фиксатора на хирургической лигатуре на расстоянии от подъема менее шага самоудерживающейся хирургической нити; указанное отверстие выполнено с возможностью препятствовать смятию предварительно сформированных фиксаторов; указанное устройство для формирования фиксатора установлено таким образом, что оно имеет две степени свободы линейного регулирования и две степени свободы регулирования вращения относительно хирургической нити; указанное устройство дополнительно содержит зажим, выполненный с возможностью удержания хирургической нити, причем указанный зажим имеет по меньшей мере одну степень свободы вращения и одну степень свободы линейного перемещения; и (или) устройство для формирования фиксатора представляет собой сапфировой лезвие.
В другом варианте осуществления устройства настоящее изобретение представляет устройство, выполненное с возможностью формирования множества фиксаторов вдоль шовного материала, причем фиксаторы расположены на расстоянии шага (P) друг от друга вдоль шовного материала, и шовный материал имеет диаметр шовного материала (SD), причем устройство содержит: упорную пластину, выполненную с возможностью поддержки шовного материала; компрессор, выполненный с возможностью проталкивать шовный материал к указанной упорной пластине; подъем на упорной пластине, выполненный с возможностью отдалять упорную пластину от шовного материала; устройство для формирования фиксатора, выполненное с возможностью формирования фиксатора на шовном материале в положении между компрессором и подъемом; и причем указанное устройство для формирования фиксатора расположено с возможностью формирования фиксатора на расстоянии от подъема, составляющем менее шага (P). В данном и других вариантах осуществления, представленных в настоящем документе, устройство можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: устройство выполнено с возможностью формирования множества фиксаторов вдоль шовного материала, имеющего диаметр шовного материала (SD) менее приблизительно 300 мкм, причем фиксаторы расположены вдоль шовного материала на расстоянии шага (P), менее приблизительно 500 мкм, друг от друга, причем указанное устройство для формирования фиксатора расположено с возможностью формирования фиксатора на расстоянии от подъема, составляющем менее приблизительно 500 мкм; указанный компрессор контактирует с шовным материалом, прижимая шовный материал к упорной пластине в пределах 1 000 мкм от подъема вдоль шовного материала; устройство выполнено с возможностью формирования множества фиксаторов вдоль шовного материала, имеющего диаметр шовного материала (SD) менее приблизительно 100 мкм, причем фиксаторы расположены вдоль шовного материала на расстоянии шага (P), менее приблизительно 100 мкм, друг от друга, причем указанное устройство для формирования фиксатора расположено с возможностью формирования фиксатора на расстоянии от подъема, составляющем менее приблизительно 100 мкм; указанный компрессор контактирует с шовным материалом, прижимая шовный материал к упорной пластине в пределах 200 мкм от подъема вдоль шовного материала; устройство выполнено с возможностью формирования множества фиксаторов вдоль шовного материала, имеющего диаметр шовного материала (SD) менее приблизительно 50 мкм, причем фиксаторы расположены вдоль шовного материала на расстоянии шага (P), менее приблизительно 70 мкм, друг от друга, причем указанное устройство для формирования фиксатора расположено с возможностью формирования фиксатора на расстоянии от подъема, составляющем менее приблизительно 70 мкм; указанное устройство для формирования фиксатора расположено с возможностью формирования фиксатора на регулируемом расстоянии от подъема; указанный компрессор контактирует с шовным материалом, прижимая шовный материал к упорной пластине в пределах 140 мкм от подъема вдоль шовного материала; упорная пластина содержат канал, совмещенный с шовным материалом и отходящий от подъема в направлении компрессора, причем ширина канала меньше диаметра шовного материала, а глубина позволяет исключить контакт с предварительно сформированным фиксатором, расположенным на противоположной стороне шовного материала относительно формируемого фиксатора; канал имеет длину, по меньшей мере равную длине шага (P) шовного материала и необязательно регулируемую ширину; и (или) упорная пластина содержит первый компонент упорной пластины и второй компонент упорной пластины, и причем канал содержит отверстие между первым компонентом упорной пластины и вторым компонентом упорной пластины рядом с подъемом, причем отверстие является необязательно регулируемым.
Еще один вариант осуществления примера устройства, составляющего предмет настоящего изобретения, представляет устройство, выполненное с возможностью формирования множества фиксаторов вдоль хирургической нити, имеющей диаметр SD, причем устройство содержит: компрессор, лезвие и упорную пластину; причем упорная пластина содержит опорную поверхность, выполненную с возможностью поддержки шовного материала; причем опорная поверхность содержит канал, совмещенный с продольной осью шовного материала; причем канал имеет ширину W более 0,5 SD, но менее 0,9 SD; причем опорная поверхность имеет подъем, пересекающий канал; причем компрессор расположен с возможностью прижимать шовный материал к опорной поверхности упорной пластины на протяжении расстояния L подъема, причем L<4 SD; и лезвие выполнено с возможностью нарезки фиксатора на хирургической нити в положении между компрессором и подъемом. В данном и других вариантах осуществления, представленных в настоящем документе, устройство можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: устройство выполнено с возможностью формирования множества фиксаторов вдоль хирургической нити с диаметром менее чем приблизительно 500 мкм; устройство выполнено с возможностью формирования множества фиксаторов вдоль хирургической нити с диаметром SD менее чем приблизительно 300 мкм; устройство выполнено с возможностью формирования множества фиксаторов вдоль хирургической нити с диаметром SD менее чем приблизительно 100 мкм; устройство выполнено с возможностью формирования множества фиксаторов вдоль хирургической нити с диаметром SD менее чем приблизительно 50 мкм; плотность фиксаторов составляет приблизительно по меньшей мере 630,0 фиксаторов на сантиметр (1600 фиксаторов на дюйм) вдоль длины лигатуры; фиксаторы распределены с плотностью от 78,7 фиксаторов на сантиметр (200 фиксаторов на дюйм) до 630,0 фиксаторов на сантиметр (1600 фиксаторов на дюйм); и (или) фиксаторы характеризуются коэффициентом пропорциональности, и коэффициент пропорциональности фиксаторов составляет более 2,5; коэффициент пропорциональности фиксаторов составляет более 3; коэффициент пропорциональности фиксаторов составляет более 3,5; коэффициент пропорциональности фиксаторов составляет более 3,5, но не более 6; коэффициент пропорциональности фиксаторов составляет более 4; коэффициент пропорциональности фиксаторов составляет более 5; коэффициент пропорциональности фиксаторов составляет более 4, но не более 6; коэффициент пропорциональности фиксаторов составляет более 5, но не более 7.
Помимо шовных материалов и т.п., а также устройств для подготовки шовных материалов и т.п., настоящее изобретение представляет способы создания таких шовных материалов и т.п. Например, в одном варианте осуществления настоящее изобретение представляет способ создания множества фиксаторов на лигатуре, имеющей продольную ось и диаметр шовного материала (SD), причем способ содержит: (a) закрепление лигатуры на опоре; (b) перемещение режущего лезвия вдоль оси нарезки по существу перпендикулярно продольной оси лигатуры для нарезки фиксатора длиной L на лигатуре; (c) отсоединение лигатуры от опоры; (d) поворот лигатуры вокруг продольной оси лигатуры; (e) повторение стадий (a), (b) и (c) по меньшей мере один раз; (f) отсоединение лигатуры от опоры и продвижение лигатуры вперед на расстояние P вдоль ее продольной оси относительно режущего лезвия после стадии (e); и (g) повторение стадий (a)-(f) по меньшей мере десять раз. В данном и других вариантах осуществления, представленных в настоящем документе, способ можно необязательно дополнительно охарактеризовать одной или любыми двумя или более непротиворечащими комбинациями следующих свойств, иллюстрирующими свойства, описанные в настоящем документе, и, следовательно, не предполагающими каких-либо ограничений: L составляет более 20% от SD, но менее 200% от SD; P меньше 500 мкм; P меньше приблизительно 100 мкм; P меньше приблизительно 70 мкм; P не больше 2 L; P не больше 1,5 L; P не больше 1,2 L; фиксаторы характеризуются коэффициентом пропорциональности, и коэффициент пропорциональности фиксаторов составляет более 2,5; коэффициент пропорциональности фиксаторов составляет более 3; коэффициент пропорциональности фиксаторов составляет более 3,5; коэффициент пропорциональности фиксаторов составляет более 3,5, но не более 6; коэффициент пропорциональности фиксаторов составляет более 4; коэффициент пропорциональности фиксаторов составляет более 5; коэффициент пропорциональности фиксаторов составляет более 4, но не более 6; коэффициент пропорциональности фиксаторов составляет более 5, но не более 7; стадия (e) содержит повторение стадий (a), (b) и (c) по меньшей мере три раза перед выполнением стадии (f); опора содержит упорную пластину, имеющую канал, совмещенный с шовным материалом, ширина канала меньше диаметра шовного материала (SD), и при этом стадия (a) содержит приближение упорной пластины к компрессору, чтобы зажать шовный материал между компрессором и упорной пластиной, при этом сегмент лигатуры попадает в канал, и, таким образом, лигатура закрепляется на опоре; и (или) опора содержит упорную пластину, имеющую канал, совмещенный с шовным материалом, и ширина канала меньше диаметра шовного материала (SD), и при этом стадия (a) содержит приближение упорной пластины к пружине, чтобы зажать шовный материал между компрессором и пружиной, при этом сегмент лигатуры попадает в канал, и, таким образом, лигатура закрепляется на опоре.
Один или более варианты осуществления подробно описаны ниже. Остальные свойства, цели и преимущества будут понятны из описания, фигур и формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Свойства настоящего изобретения, его сущность и многочисленные преимущества станут понятны благодаря сопроводительным фигурам и следующего подробного описания различных вариантов осуществления настоящего изобретения.
На Фиг. 1A и 1B представлены виды самоудерживающегося шовного материала в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 1C и 1D представлены увеличенные виды в разрезе лигатуры самоудерживающегося шовного материала, представленного на Фиг. 1A и 1B, демонстрирующие параметры фиксаторов и распределение фиксаторов.
На Фиг. 1E, 1F, 1G, 1H и 1I представлены виды альтернативных конфигураций самоудерживающегося шовного материала в соответствии с вариантами осуществления настоящего изобретения.
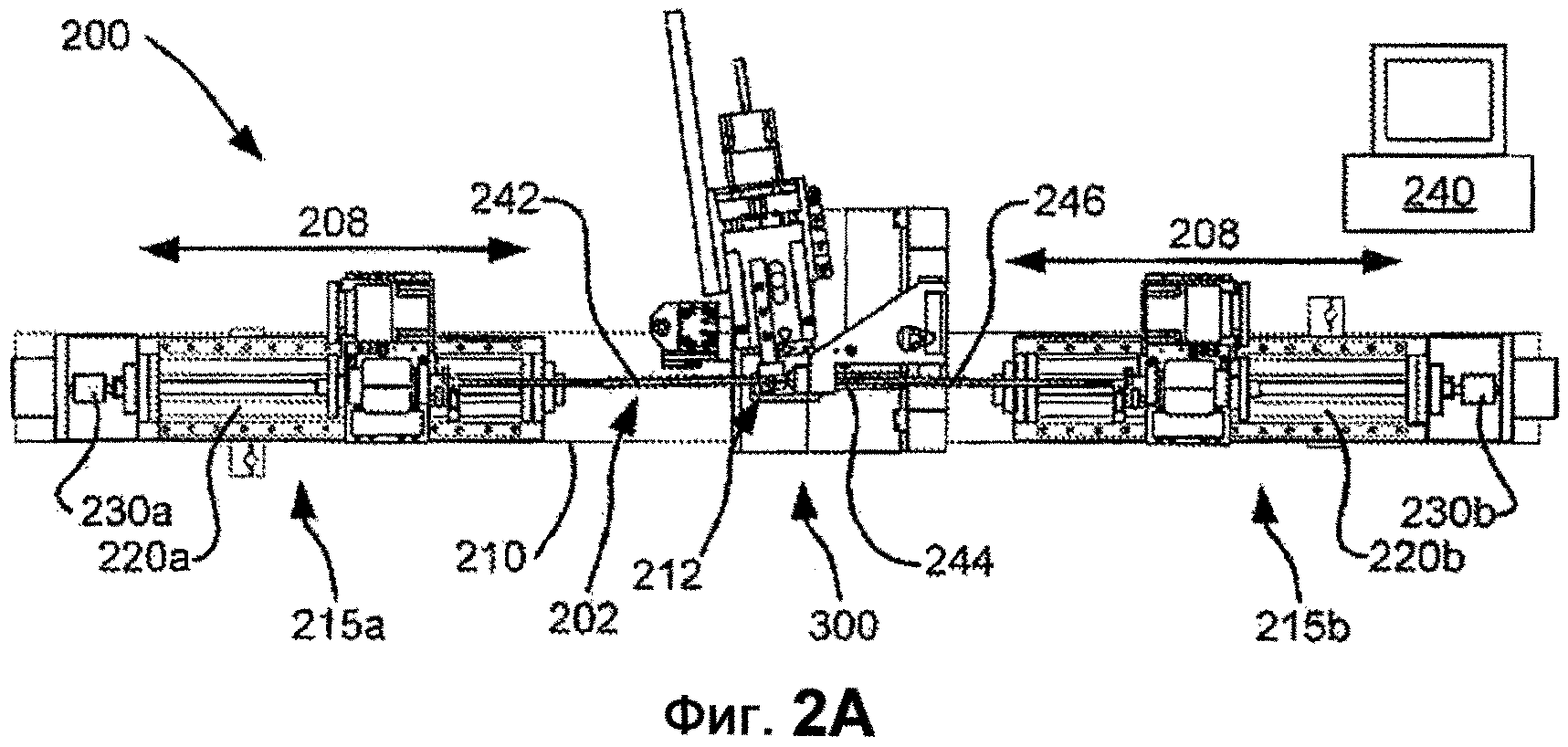
На Фиг. 2A представлен общий вид устройства для формирования фиксаторов на лигатуре в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 2B представлен способ управления устройством, представленным на Фиг. 2A, в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 3A представлен вид сверху режущего узла, используемого в устройстве, представленном на Фиг. 2A, в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 3B представлен вид сбоку режущего узла, представленного на Фиг. 3A.
На Фиг. 3C представлен вид сбоку режущего узла, представленного на Фиг. 3A, демонстрирующий относительное перемещение основных компонентов.
На Фиг. 3D представлен частичный вид в перспективе режущего узла, представленного на Фиг. 3A.
На Фиг. 3E представлен увеличенный вид в перспективе режущего узла, представленного на Фиг. 3A.
На Фиг. 3F представлен частичный вид в разрезе режущего узла, представленного на Фиг. 3A.
На Фиг. 3G представлен увеличенный вид сверху режущего узла, представленного на Фиг. 3A.
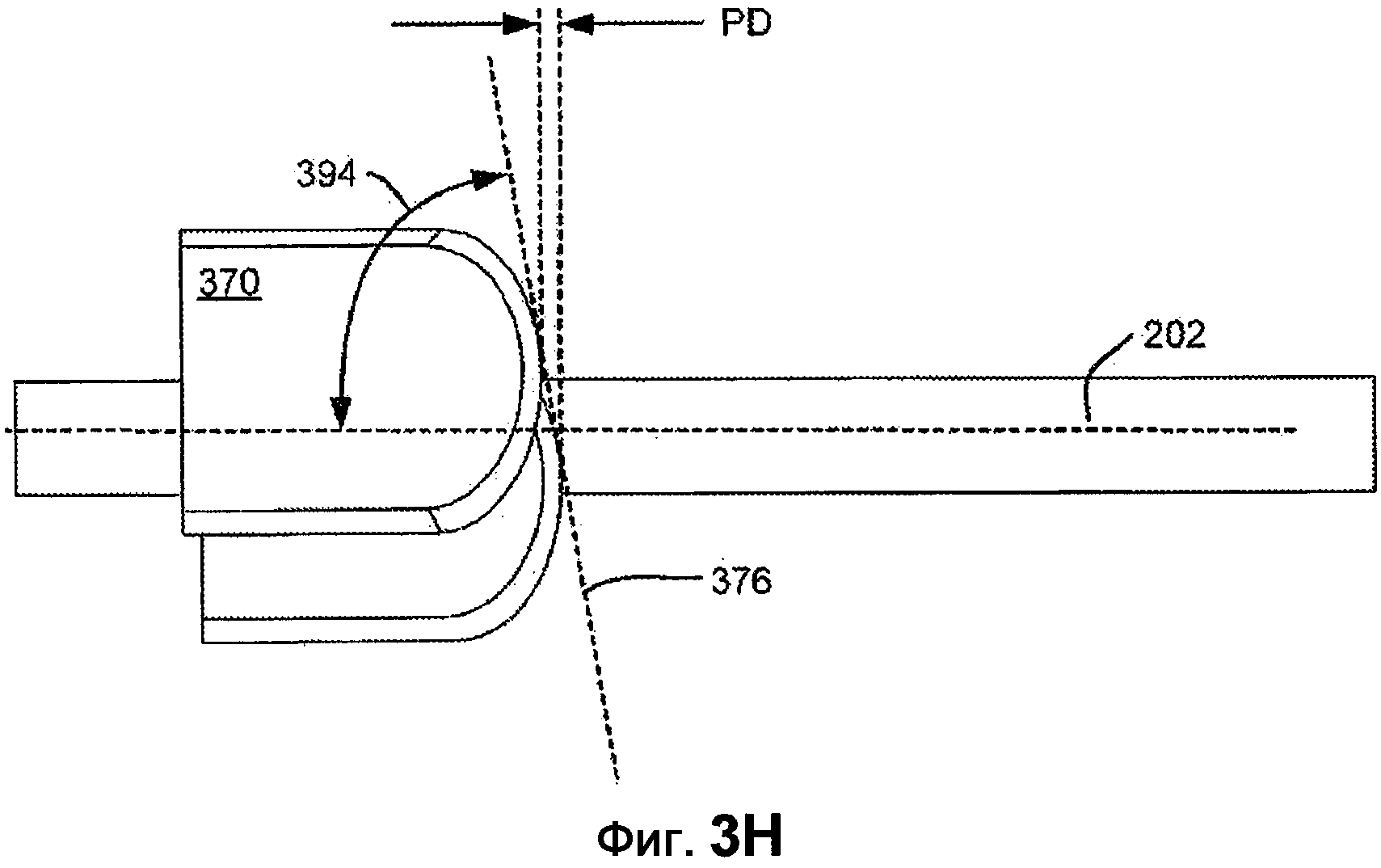
На Фиг. 3H схематично представлено иллюстративное перемещение режущего лезвия в ответ на регулирование одного параметра режущего узла.
На Фиг. 4A представлен вид в перспективе режущей головки режущего узла, представленного на Фиг. 3A, в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 4B представлен увеличенный вид держателя лезвия и лезвия, представленного на Фиг. 4A.
На Фиг. 4C представлен увеличенный вид лезвия, представленного на Фиг. 4A.
На Фиг. 4D представлен увеличенный вид лезвия, представленного на Фиг. 4A.
На Фиг. 4E представлено альтернативное лезвие в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 4F представлено альтернативное лезвие в соответствии с вариантом осуществления настоящего изобретения.
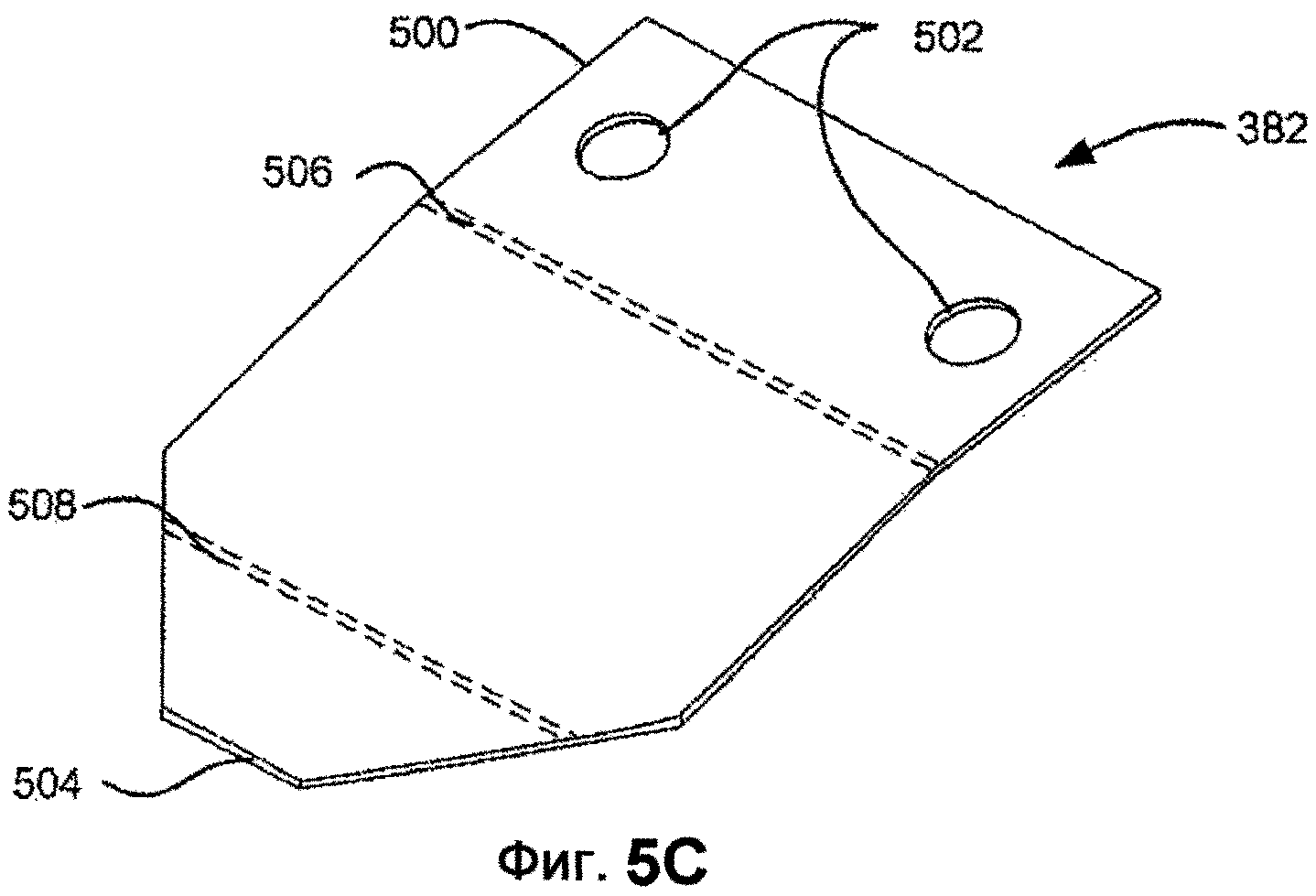
На Фиг. 5A представлен увеличенный вид лигатуры, удерживаемой пружиной режущего узла, представленного на Фиг. 3A, в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 5B представлен вид в разрезе пружины, представленной на Фиг. 5A.
На Фиг. 5C представлен вид в перспективе пружины, представленной на Фиг. 5A.
На Фиг. 6A представлен вид в перспективе зажимного узла устройства, представленного на Фиг. 2A, в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 6B представлен частичный вид в перспективе зажимного узла, представленного на Фиг. 6A.
На Фиг. 6C представлен частичный альтернативный вид в перспективе зажимного узла, представленного на Фиг. 6A.
На Фиг. 7A представлен вид в перспективе самоудерживающегося шовного материала, имеющего фиксаторы, распределенные по одиночной спиральной схеме, в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 7B представлен вид в перспективе самоудерживающегося шовного материала, имеющего фиксаторы, распределенные по двойной спиральной схеме, в соответствии с вариантом осуществления настоящего изобретения.
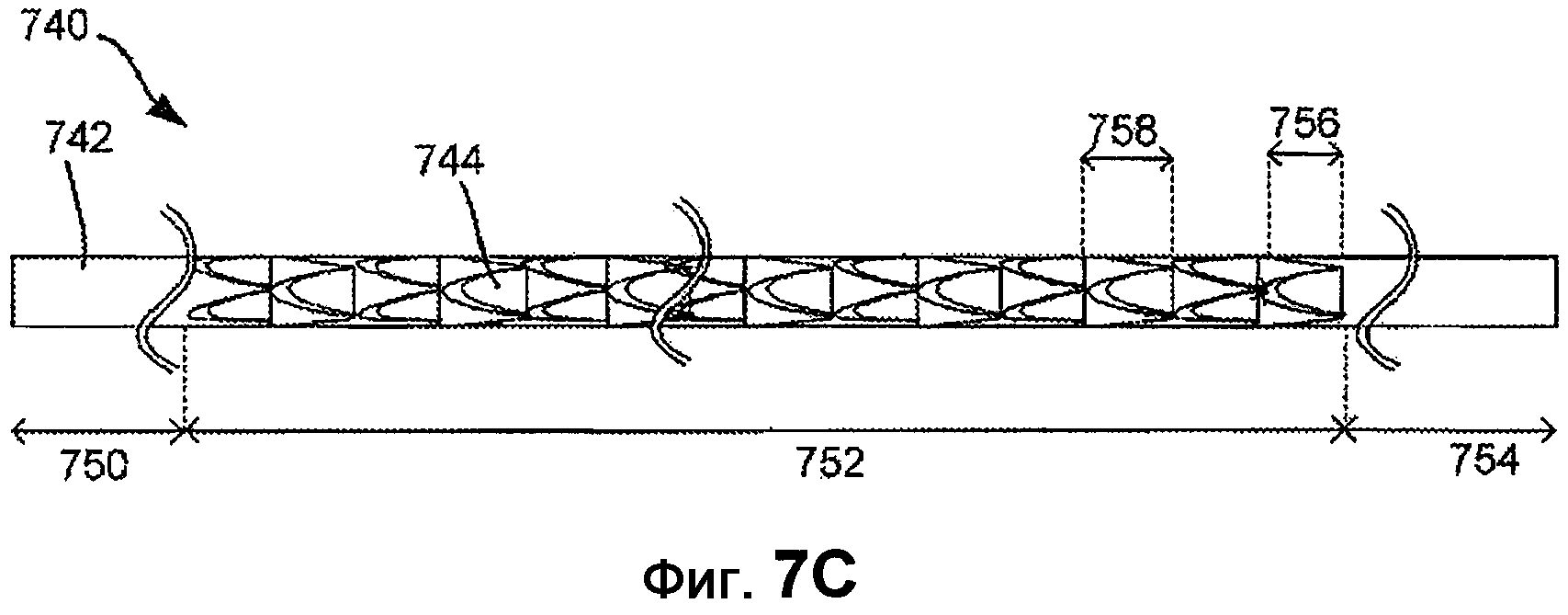
На Фиг. 7C представлен вид в перспективе самоудерживающегося шовного материала, имеющего фиксаторы, распределенные по квадро-спиральной схеме, в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 7D представлена форма одиночного фиксатора.
На Фиг. 7E представлена альтернативная форма одиночного фиксатора.
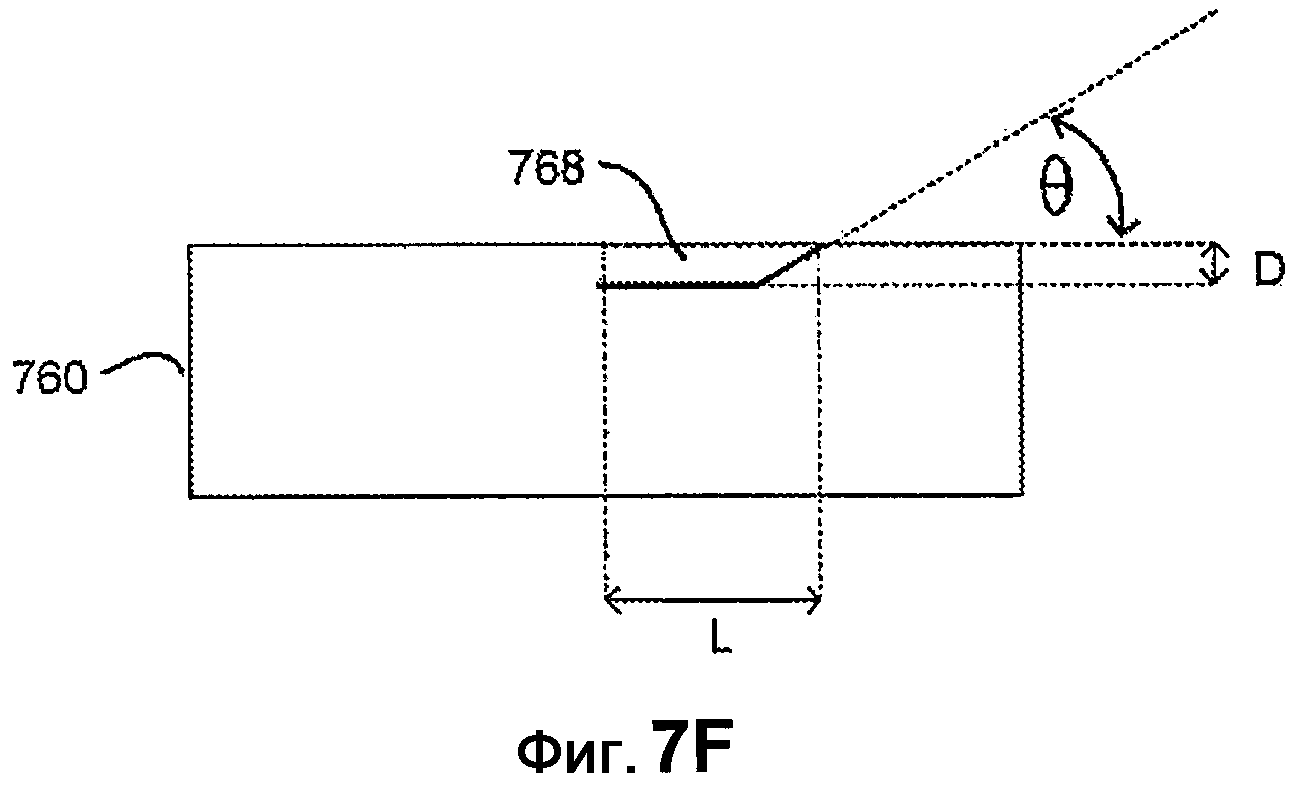
На Фиг. 7F представлена другая форма одиночного фиксатора.
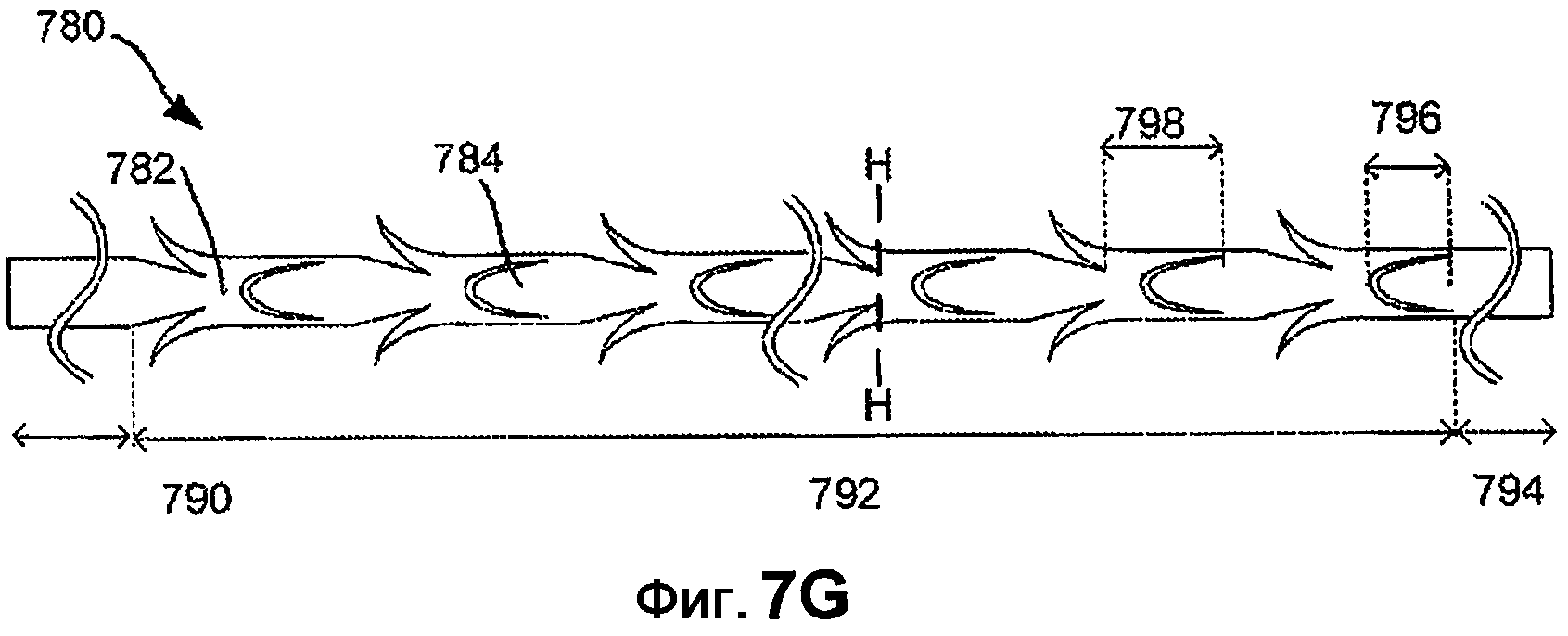
На Фиг. 7G представлен вид в перспективе самоудерживающегося шовного материала, имеющего фиксаторы, распределенные по синфазной двойной спиральной схеме, в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 7H представлен вид в разрезе самоудерживающегося шовного материала, представленного на Фиг. 7G.
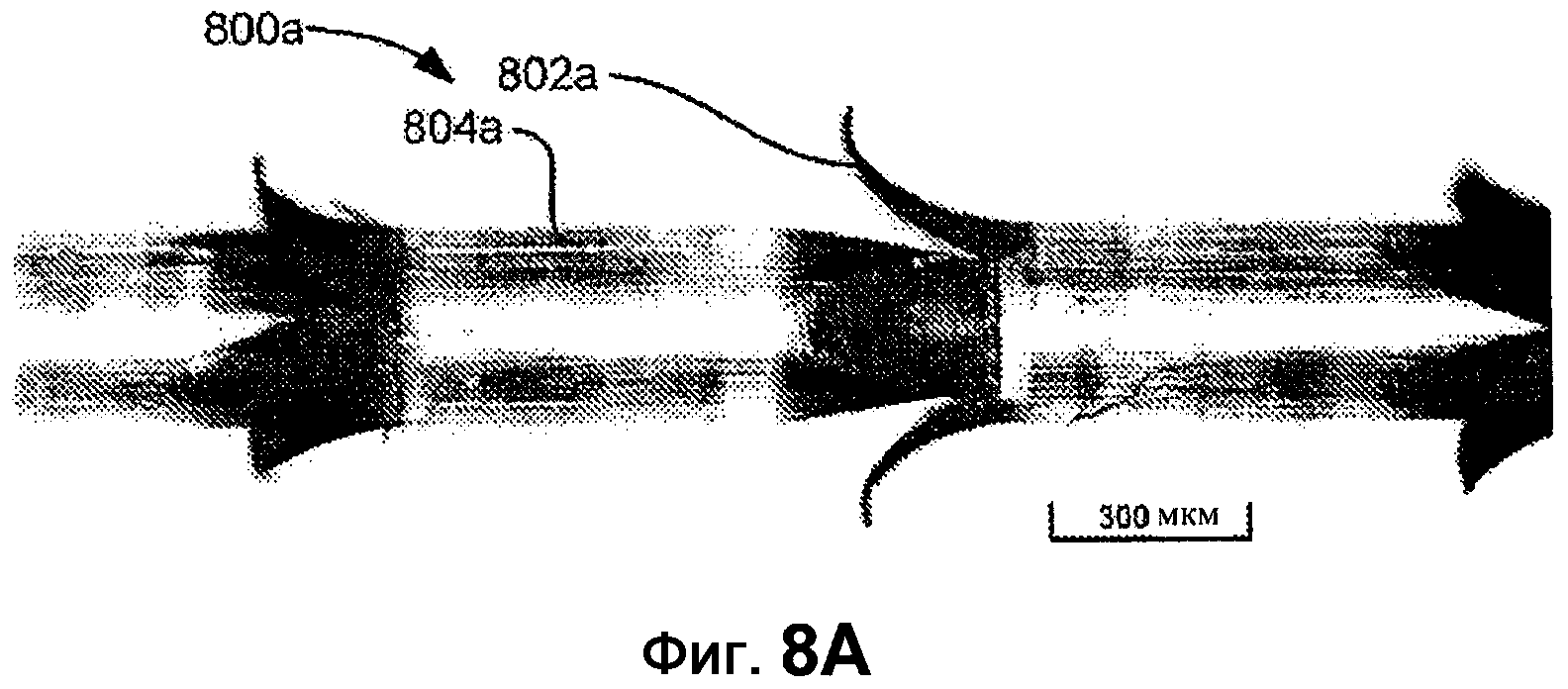
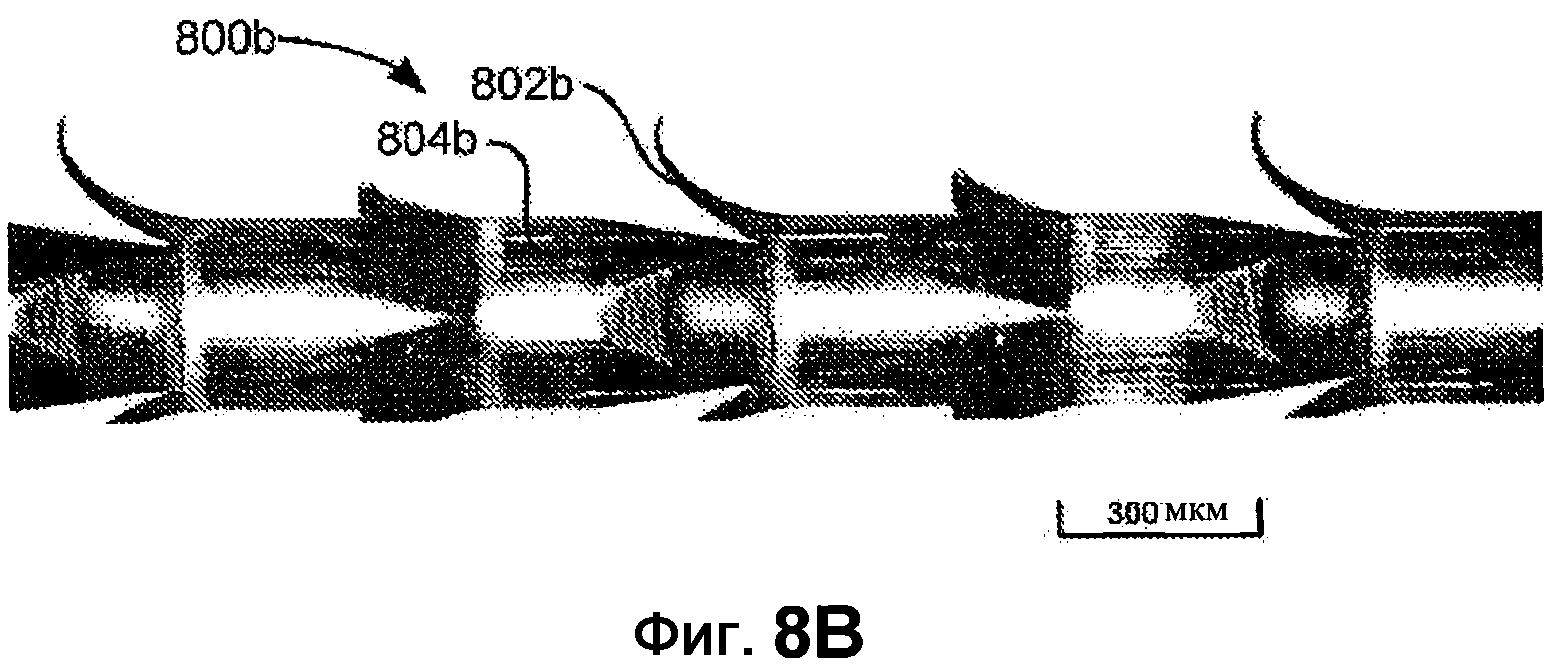
На Фиг. 8A-8G представлены самоудерживающиеся шовные материалы размером 2-0 с квадро-спиральной схемой распределения фиксаторов, изготовленные в соответствии с вариантами осуществления настоящего изобретения.
На Фиг. 8H представлен самоудерживающийся шовный материал размером 2-0 с двойной спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
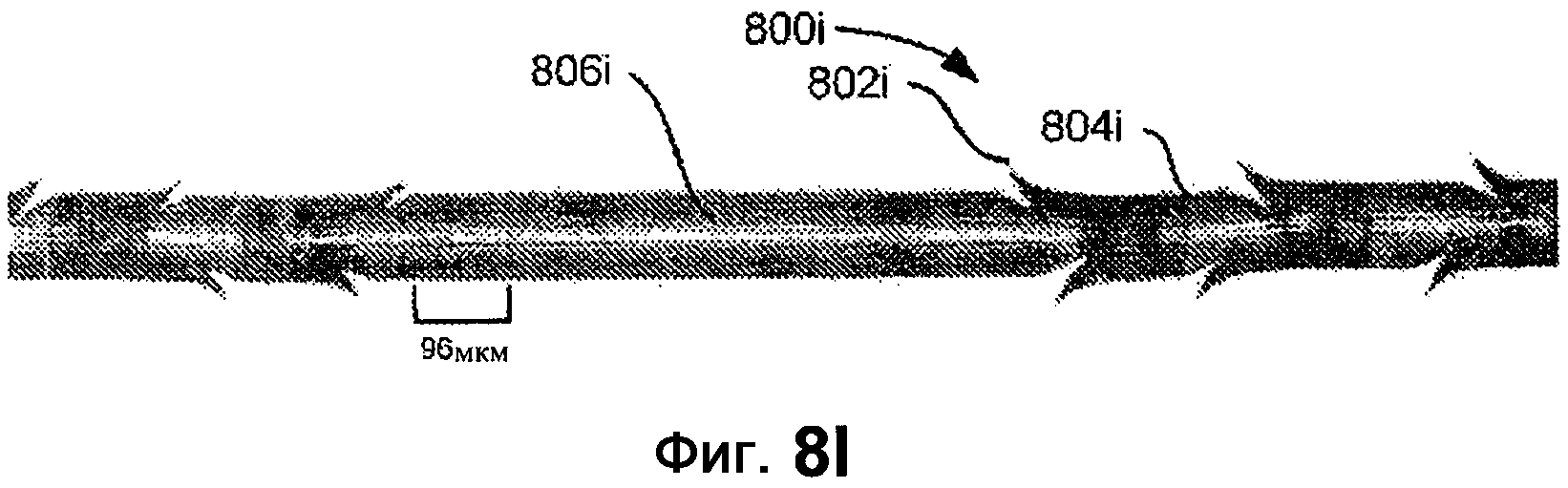
На Фиг. 8I представлен самоудерживающийся шовный материал размером 6-0 с двойной спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8J представлен самоудерживающийся шовный материал размером 6-0 с квадро-спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8K представлен самоудерживающийся шовный материал размером 8-0 с квадро-спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8L представлен самоудерживающийся шовный материал размером 6-0 с квадро-спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8M представлен самоудерживающийся шовный материал размером 6-0 с квадро-спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8N представлен самоудерживающийся шовный материал размером 2-0 с квадро-спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8o представлен увеличенный вид шовного материала, представленного на Фиг. 8K.
На Фиг. 8P представлен самоудерживающийся шовный материал размером 2-0 с двойной спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8Q представлен самоудерживающийся шовный материал размером 2-0 с двойной спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8R представлен самоудерживающийся шовный материал размером 2-0 с двойной спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8S представлен самоудерживающийся шовный материал размером 2-0 с квадро-спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8T представлен самоудерживающийся шовный материал размером 3-0 с двойной спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8U представлен самоудерживающийся шовный материал размером 4-0 с двойной спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8V представлен самоудерживающийся шовный материал размером 2-0 с двойной спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8W представлен самоудерживающийся шовный материал 10-0 с двойной спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8X представлен увеличенный вид шовного материала, представленного на Фиг. 8W.
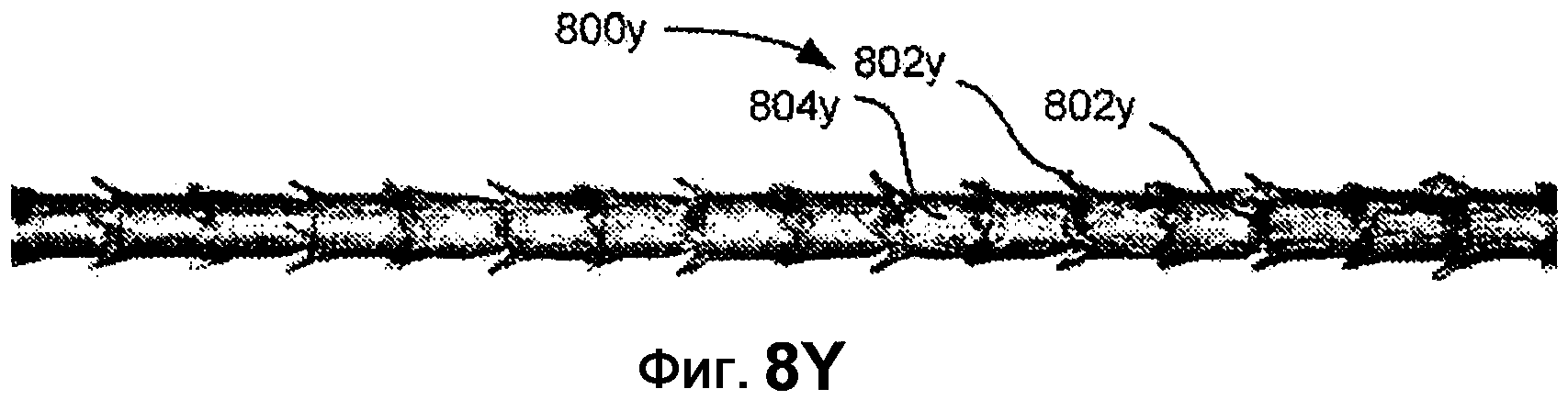
На Фиг. 8Y представлен самоудерживающийся шовный материал размером 10-0 с квадро-спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения.
На Фиг. 8Z представлен увеличенный вид шовного материала, представленного на Фиг. 8Y.
На Фиг. 9A схематично представлено устройство для проверки удерживающей способности самоудерживающихся шовных материалов.
На Фиг. 9B представлена таблица с результатами анализа удерживающей способности самоудерживающегося шовного материала в соответствии с вариантами осуществления настоящего изобретения.
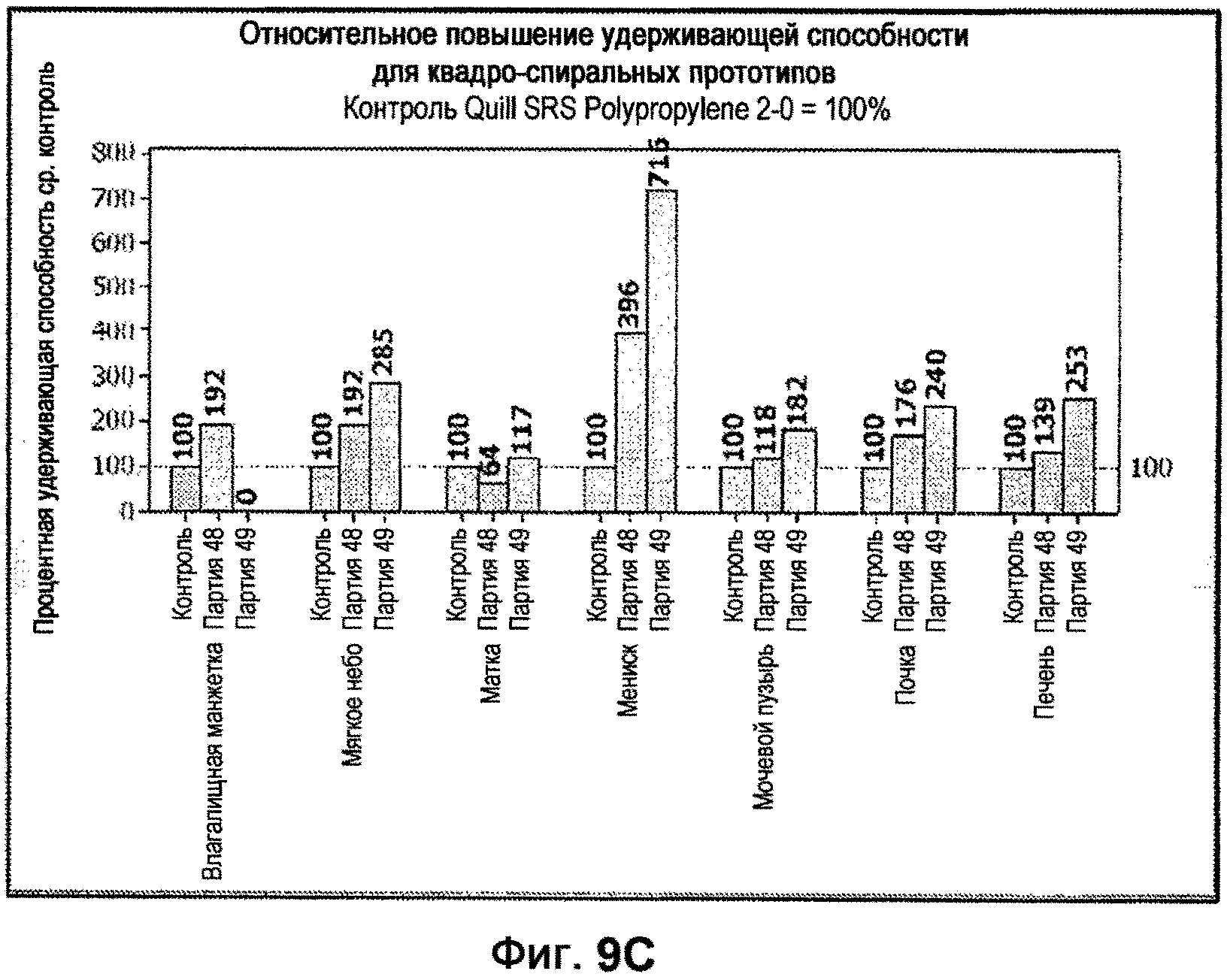
На Фиг. 9C представлена диаграмма с результатами анализа удерживающей способности самоудерживающегося шовного материала в соответствии с вариантами осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Определения
Ниже представлены определения отдельных терминов, которые могут быть использованы в настоящем документе.
Термин «самоудерживающийся шовный материал» относится к хирургическому шовному материалу, в котором лигатура включает в себя свойства, позволяющие ей закрепиться в ткани без помощи узла или шовного фиксатора. «Самоудерживающийся шовный материал» также может включать в себя устройства для наложения шва на ткань. Такие устройства для наложения швов включают в себя без ограничений хирургические иглы и другие устройства для наложения швов, в том числе к ним относятся достаточно жесткие и острые концы шовного материала, выполненные с возможностью пенетрации ткани.
«Тканевый фиксатор» (или просто «фиксатор») или «зазубрина» относится к физическому свойству лигатуры, выполненной с возможностью механического зацепления за ткань и сопротивления перемещению шовного материала в по меньшей мере одном из осевых направлений. Только в качестве примера, тканевый фиксатор или фиксаторы могут включать в себя крючки, зубцы, зазубрины, острие, выступы, утолщения, элементы крепления, бугорки, шпоры, гофры, заостренные наконечники, звездочки, устройства захвата ткани, устройства сцепления, шероховатая поверхность, неровные поверхности, поверхностные дефекты, края, грани и т.п. В отдельных конфигурациях тканевые фиксаторы выполнен с возможностью зацепления за ткань и сопротивления перемещению шовного материала в направлении, противоположном направлению, в котором хирург накладывает шов на ткань, при этом фиксаторы по существу ориентированы в направлении наложения шва. В некоторых вариантах осуществления фиксаторы прилегают к поверхности при протягивании шовного материала в направлении наложения шва и открываются или «разветвляются» при протягивании шовного материала в направлении, противоположном направлению наложения шва. Поскольку конец каждого фиксатора, прокалывающий ткань, при продвижении через ткань в процессе наложения шва обращен в направлении, противоположном направлению наложения шва, тканевые фиксаторы не цепляют ткань на данной стадии. После наложения самоудерживающегося шовного материала под действием усилия, направленного в другом направлении (часто по существу противоположном направлению наложения шва), фиксаторы выходят из положения наложения шва (т.е. из положения, в котором они по существу лежат вдоль тела шовного материала), а концы фиксаторов отходят (или «разветвляются») от тела шовного материала, зацепляясь и проникая в окружающую ткань, таким образом, ткань удерживается между фиксатором и телом шовного материала; «закрепляя» или фиксируя самоудерживающийся шовный материал на месте. В отдельных других вариантах осуществления тканевые фиксаторы могут быть выполнены с возможностью перемещения шовного материала в одном направлении и препятствовать перемещению шовного материала в другом направлении без «разветвления» или развертывания. Для каждого вида шовного материала и фиксаторов, составляющих предмет настоящего изобретения, в одном необязательном варианте осуществления фиксаторы можно охарактеризовать как множество зазубрин, исходящих от периферии тела и заостряющихся от широкого основания к узкому наконечнику. Кроме того, или необязательно, фиксаторы можно охарактеризовать как множество зазубрин, отходящих в направлении тела шовного материала во время его перемещения через ткань в желательном направлении перемещения шовного материала через ткань, при этом зазубрины препятствуют перемещению шовного материала через ткань в направлении, противоположном желательному направлению перемещения шовного материала. Как правило, нить располагается на конце шовного материала, а зазубрины отходят от тела шовного материала при продвижении шовного материала через ткань в направлении движения иглы. В отдельных других конфигурациях тканевый фиксатор может быть выполнен или объединен с другими тканевыми фиксаторами с возможностью препятствовать перемещению шовного материала в любом направлении. Как правило, шовный материал, имеющий фиксаторы, накладывают через устройство, такое как канюля, препятствующее контакту фиксаторов с тканью до того момента, пока шовный материал не окажется в желательном месте.
Термин «конфигурации фиксаторов» относится к конфигурациям тканевых фиксаторов и может включать в себя такие свойства, как размер, форма, гибкость, характеристики поверхности и т.п. Иногда данные конфигурации также обозначаются в тексте как «конфигурации зазубрин».
Термины «распределение фиксаторов» и «схема фиксаторов» относятся к расположению фиксаторов вдоль и по периметру окружности лигатуры и могут включать в себя такие свойства, как плотность и ориентация.
Термин «двунаправленный шовный материал» относится к самоудерживающемуся шовному материалу, имеющему фиксаторы, на одном конце ориентированные в одном направлении, а на другом конце ориентированные в другом направлении. Двунаправленный шовный материал, как правило, снабжен иглой, расположенной на каждом конце лигатуры. Двунаправленный шовный материал может иметь переходный сегмент.
Термин «переходный сегмент» используется для обозначения части двунаправленного шовного материала без фиксаторов (без зазубрин), расположенной между первым набором фиксаторов (зазубрин), ориентированных в одном направлении, и вторым набором фиксаторов (зазубрин), ориентированных в другом направлении. Переходный сегмент может располагаться приблизительно в области средней точки самоудерживающегося шовного материала или ближе к одному концу самоудерживающегося шовного материала, формируя асимметричный самоудерживающийся шовный материал.
Термин «лигатура» относится к волоконному компоненту тела шовного материала или нити. Лигатура может быть монофиламентной или состоять из множества волокон, как оплетенный шовный материал. Лигатуру можно изготовить из любого допустимого биосовместимого материала и можно дополнительно обработать любым допустимым биосовместимым материалом как для повышения прочности нити, эластичности, долговечности или других качественных характеристик, так и для придания нити дополнительных функций помимо функций соединения тканей, перерасположения тканей или прикрепления к тканям инородных элементов.
«Монофиламентный шовный материал» относится к шовному материалу, содержащему монофиламентную лигатуру.
«Оплетенный шовный материал» относится к шовному материалу, содержащему мультифиламентную лигатуру. Волокна в таких лигатурах, как правило, сплетены, скручены или сотканы вместе.
Термин «рассасывающийся шовный материал» (также обозначаемый как «биологически рассасывающийся шовный материал» или «абсорбируемый шовный материал») относится к шовному материалу, который разлагается или абсорбируется организмом после введения в ткань. Как правило, процесс распада является по меньшей мере частично опосредованным или протекает в рамках биологической системы. Термин «распад» используется для обозначения процесса разрыва цепи, в ходе которого полимерная цепь распадается на олигомеры и мономеры. Разрыв цепи можно реализовать посредством различных механизмов, включая, например, химическую реакцию (например, гидролиз, окислительно-восстановительные, ферментативные реакции или их комбинация) или термические или фотолитические процессы. Рассасывающийся шовный материал может включать в себя полимеры, такие как полигликолиевая кислота, сополимеры гликолида и лактида, сополимеры триметиленкарбоната и гликолида с диэтиленгликолем (например, MAXONTM, Tyco Healthcare Group), терполимер, состоящий из гликолида, триметиленкарбоната и диоксанона (например, BIOSYNTM [гликолид (60%), триметиленкарбонат (26%) и диоксанон (14%)], Tyco Healthcare Group), сополимеры гликолида, капролактона, триметиленкарбоната и лактида (например, CAPROSYNTM, Tyco Healthcare Group). Растворяемый шовный материал также может включать в себя частично деацетилированный поливиниловый спирт. Полимеры, допустимые для использования в составе рассасывающихся шовных материалов, могут представлять собой линейные полимеры, разветвленные полимеры или мультиаксиальные полимеры. Примеры мультиаксиальных полимеров, используемых в составе шовных материалов, описаны в публикациях заявок на патент США №№ 2002/0161168, 2004/0024169 и 2004/0116620. Шовные материалы, выполненные из рассасывающегося шовного материала, теряет свою прочность по мере разложения материала. Рассасывающиеся шовные материалы могут быть как оплетенными мультифиламентными, так и монофиламентными.
Термин «нерассасывающийся шовный материал» (также обозначаемый как «неабсорбируемый шовный материал») относится к шовному материалу, содержащему материал, не подверженный распаду в результате разрыва цепи, например, посредством химической реакции (например, гидролиз, окислительно-восстановительные, ферментативные реакции или их комбинаций) или посредством термического или фотолитического процесса. Нерассасывающийся шовный материал включает в себя полиамид (также известный как нейлон, такой как нейлон 6 и нейлон 6,6), полиэстер (например, полиэтилентерефталат), политетрафторэтилен (например, расширенный политетрафторэтилен), полиэфир, такой как полибутестер (блочный сополимер бутилентерефталата и политетраметиленэфиргликоля), полиуретан, сплавы металлов, металл (например, проволока из нержавеющей стали), полипропилен, полиэтилен, шелк и хлопок. Шовные материалы, изготовленные из нерассасывающегося шовного материала, пригодны для использования в тех случаях, когда шовный материал должен постоянно оставаться на месте или подразумевает физическое удаление из организма.
Термин «диаметр шовного материала» относится к диаметру тела шовного материала. Следует понимать, что в составе шовных материалов, описанных в настоящем документе, допускается использование нитей различной длины, и хотя термин «диаметр» часто ассоциируется с периметром круга, следует понимать, что в рамках настоящего документа данный термин используется для обозначения размера в сечении, относящегося к периметру любой формы. Размер шовного материала определяется исходя из величины диаметра. Обозначения размера шовного материала в Фармакопее Соединенных Штатов Америки («USP») начинаются с 0 до 7 в крупном диапазоне и с 1-0 до 11-0 в малом диапазоне; в малом диапазоне чем больше значение, предшествующее нулю, отделенному дефисом, тем меньше диаметр шовного материала. Фактический диаметр шовного материала зависит от материала нити, так, например, хирургическая нить размером 5-0, изготовленная из коллагена, будет иметь диаметр 0,15 мм, тогда как каждая из хирургических нитей, имеющих такой же размер согласно USP, но изготовленных из синтетического абсорбируемого материала или неабсорбируемого материала, будут иметь диаметр 0,1 мм. Выбор размера шовного материала для конкретной цели зависит от таких факторов, как природа ткани, подлежащей сшиванию, а также эстетичный внешний вид; хотя в условиях труднодоступного хирургического поля легче использовать шовные материалы малого диаметра, которые помимо прочего сокращают рубцевание, сила натяжения шовного материала, изготовленного из указанного материала, с уменьшением размера также уменьшается. Следует понимать, что шовные материалы и способы производства шовных материалов, описанные в настоящем документе, охватывают различные диаметры, включая без ограничений 7, 6, 5, 4, 3, 2, 1, 0, 1-0, 2-0, 3-0, 4-0, 5-0, 6-0, 7-0, 8-0, 9-0, 10-0, 11-0 и 12-0.
Термин «конец шовного материала для наложения шва» относится к концу шовного материала, накладываемому на ткань; один или оба конца шовного материала могут являться концами шовного материала для наложения шва. Конец шовного материала для наложения шва можно соединить с устройством для наложения шва, таким как хирургическая игла, или он может быть достаточно острым и жестким для пенетрации ткани без использования дополнительных устройств.
Термин «прикрепление иглы» относится к прикреплению иглы к шовному материалу, необходимой для наложения шва на ткань, и может включать в себя такие способы, как обжатие, горячая штамповка, использование клеевых соединений и т.п. Лигатуру прикрепляют к хирургической игле такими способами, как обжатие, горячая штамповка, использование клеевых соединений. Способы прикрепления шовных материалов к хирургическим иглам описаны в патентах США №№ 3981307, 5084063, 5102418, 5123911, 5500991, 5722991, 6012216 и 6163948, а также в публикации заявки на патент США № US 2004/0088003, содержание каждого из которых включено в настоящий документ в полном объеме путем ссылки. Место прикрепления шовного материала к игле называется штампом. Термин «готовый к использованию шовный материал» относится к шовному материалу, имеющему хирургическую иглу по меньшей мере на одном конце для наложения шва.
Термин «хирургическая игла» относится к иглам, используемым для наложения швов на ткань, которые могут иметь различную форму, внешний вид и композиции. Существует два основных вида игл: травматические иглы и атравматические иглы. Травматические иглы имеют каналы или просверленные концы (т.е. отверстие или ушко) и поставляются отдельно от лигатуры, а игла вдевается на месте. У атравматических игл нет ушка, их прикрепляют к шовному материалу на фабрике путем горячей штамповки или другими способами, при этом шовный материал вставляют в канал на тупом конце иглы, которому потом придают конечную форму, позволяющую удерживать шовный материал и иглу вместе. Таким образом, на месте не требуется дополнительного времени для вдевания нити в атравматическую иглу, и конец шовного материала в месте прикрепления к игле, в целом, меньше тела иглы. В травматической игле лигатура выходит с обеих сторон отверстия иглы, и часто шовный материал в определенной степени разрывает ткани при наложении шва. Самые современные шовные материалы приштампованы к атравматическим иглам. Атравматические иглы могут быть приштампованы к шовному материалу на постоянной основе или могут быть разработаны с возможностью удаления от шовного материала посредством резкого сильного рывка. Данные «отрывания» часто используют для узловых швов, когда каждый раз делают один стежок, а затем завязывают нить. Для шовных материалов с зазубринами, накладываемых без узлов, данные атравматические иглы являются предпочтительными.
Хирургические иглы также можно классифицировать в соответствии с геометрией наконечника или острия иглы. Например, иглы могут быть (i) «коническими», когда тело иглы имеет круглую форму, плавно сходящую на конус к острию; (ii) «режущими», когда тело иглы имеет треугольную форму и заостренный режущий край на внутренней стороне; (iii) «обратнорежущими», когда режущий край находится на внешней стороне; (iv) «троакарными» или «конусными режущими», когда тело иглы имеет круглую форму и сходит на конус, но концы имеют маленькое режущее острие треугольной формы; (v) «притупленными» для зашивания тканей, имеющих рыхлую структуру; (vi) иглами «с боковым режущим краем» или «иглами-шпателями», когда игла имеет плоскую форму сверху и снизу с режущим краем вдоль передней части к одной стороне (данные иглы, как правило, используют в хирургии глаза).
Хирургические иглы также могут иметь различную форму, включая (i) прямую, (ii) полуизогнутую или лыжеобразную, (iii) 1/4 круга, (iv) 3/8 круга, (v) 1/2 круга, (vi) 5/8 круга, (v) и со сложной кривизной. Шовные материалы, описанные в настоящем документе, можно использовать вместе с различными типами игл (включая без ограничений изогнутые, прямые, длинные, короткие, микроиглы и т.п.), режущими поверхностями игл (включая без ограничений режущие, конические и т.п.) и техниками прикрепления иглы (включая без ограничений просверленный конец, обжатие и т.п.). Более того, шовные материалы, описанные в настоящем документе, могут включать в себя достаточно жесткие и острые концы и не требуют иглы для наложения шва. Хирургические иглы описаны, например, в патентах США №№ 6322581; 6214030; 5464422; 5941899; 5425746; 5306288; 5156615; 5312422; 7063716; 6129741; 5897572; 5676675 и 5693072, каждый из которых включен в настоящий документ путем ссылки.
«Диаметр иглы» относится к диаметру иглы для наложения шва в самой широкой части данной иглы. Хотя термин «диаметр» часто ассоциируется с периметром круга, следует понимать, что в рамках настоящего документа данный термин используется для обозначения размера поперечного сечения, относящегося к периметру любой формы. В предпочтительных вариантах осуществления самоудерживающегося шовного материала диаметр иглы меньше максимального диаметра/размера поперечного сечения фиксаторов на шовном материале.
Термин «закрытие раны» относится к хирургической процедуре закрытия раны. Любая травма, особенно такая, при которой происходит порез, разрыв, прокол или иное повреждение кожи или другой внешней или внутренней поверхности, называется раной. Обычно рана возникает при нарушении целостности какой-либо ткани (например, разрыв или ожог кожи, разрыв мышцы или переломы кости). Рана может быть вызвана таким действием, как прокол, падение или хирургическая операция; инфекционным заболеванием; или исходным медицинским состоянием. Хирургическое закрытие раны способствует биологическому процессу заживления благодаря соединению или плотному сближению краев данных ран в месте разрыва, пореза или иного разделения ткани. Хирургическое закрытие раны обеспечивает непосредственное смыкание или сближение слоев ткани, что снижает объем формирования новой ткани, необходимой для ликвидации разрыва между двумя краями раны. Закрытие может одновременно выполнять как функциональные, так и эстетические задачи. Данные задачи включают в себя устранение мертвого пространства путем сближения подкожных тканей, сведение к минимуму риска рубцевания путем тщательного совмещения эпидермиса и предотвращение формирования атрофического рубца путем точной эверсии краев раны.
Термин «процедура элевации ткани» относится к хирургической процедуре перерасположения ткани с нижних участков на более высокие участки (например, перемещение ткани в направлении, противоположном направлению силы тяжести). Поддерживающие связки лица поддерживают мягкие ткани лица в нормальном анатомическом положении. Однако с возрастом гравитационное воздействие и потеря объема ткани вызывают миграцию ткани вниз, и жировые отложения спускаются в пространство между поверхностной и глубокой оболочкой лица, таким образом, вызывая провисание ткани лица. Процедуры подтягивания кожи лица служат для поднятия данных обвисших тканей и представляют собой один из примеров более общего класса медицинских процедур, известных как процедура элевации ткани. По существу, процедура элевации ткани обращает изменения внешности, возникающие со временем в результате старения или действия силы тяжести, и другие временные явления, вызывающие обвисание ткани, такие как генетические факторы. Следует отметить, что ткань может быть перерасположена без элевации; при выполнении некоторых процедур ткани могут быть перерасположены латерально (в любую сторону от средней линии), медиально (в направлении к средней линии) или вниз (ниже) для восстановления симметрии (т.е. перерасположены таким образом, чтобы левая и правая стороны тела «совпадали»).
Термины «медицинское устройство» или «имплантат» относятся к любому предмету, помещенному в организм для восстановления физиологической функции, уменьшения (устранения) симптомов, связанных с заболеванием и (или) восстановления и (или) замены поврежденных или пораженных органов и тканей. Хотя обычно они состоят из биологически совместимых синтетических материалов (таких как медицинская нержавеющая сталь, титан и другие металлы или полимеры, такие как полиуретан, силикон, PLA, PLGA и другие материалы), являющиеся экзогенными, некоторые медицинские устройства и имплантаты включают в себя материалы животного происхождения (например, «ксенотрансплантат», такой как целые органы животного; животные ткани, такие как клапаны сердца; встречающиеся в природе или химически модифицированные молекулы, такие как коллаген, гиалуроновая кислота, белки, карбогидраты и т.п.), человеческие доноры (например, «аллотрансплантаты», такие как целые органы; ткани, такие как костные трансплантаты, кожные трансплантаты и т.п.) или собственные трансплантаты пациента (например, «аутотрансплантаты», такие как сафенные венозные трансплантаты, кожные трансплантаты, трансплантаты сухожилий, связок, мышц). Медицинские устройства, которые можно использовать при выполнении процедур, связанных с настоящим изобретением, включают в себя без ограничений ортопедические имплантаты (искусственные суставы, связки и сухожилия; болты, пластины и другие вживляемые металлоконструкции), зубные имплантаты, внутрисосудистые имплантаты (артериальные и венозные обходные сосудистые шунты, имплантаты, обеспечивающие доступ для гемодиализа; как аутологические, так и синтетические), кожные трансплантаты (аутологические, синтетические), трубки, дренажи, имплантируемые агенты-наполнители, насосы, шунты, уплотнители, хирургические сетки (например, сетки, применяемые для грыжесечения, каркасы для ткани), средства лечения фистулы, позвоночные имплантаты (например, искусственные межпозвоночные диски, устройства для артродеза позвонков и т.п.) и т.п.
Самоудерживающиеся шовные материалы
Как уже отмечалось выше, настоящее изобретение представляет самоудерживающиеся шовные материалы, устройство и способы изготовления самоудерживающихся шовных материалов, а также способы применения самоудерживающихся шовных материалов при выполнении хирургических операций.
На Фиг. 1A представлен вариант осуществления двунаправленного самоудерживающегося шовного материала 100. Самоудерживающийся шовный материал 100 включает в себя иглы 110, 112, прикрепленные к лигатуре 120. Самоудерживающийся шовный материал 100 включает в себя множество фиксаторов 130, распределенных на поверхности лигатуры 120. Фиксаторы 130 приподняты, как показано на Фиг. 1A. На вводном участке 140 лигатуры 120 отсутствуют фиксаторы 130. На участке 142 лигатуры 120 находится множество фиксаторов 130, расположенных таким образом, что шовный материал может продвигаться через ткань в направлении иглы 110, но сопротивляется перемещению в направлении иглы 112. На переходном участке 144 отсутствуют фиксаторы 130. На участке 146 находится множество фиксаторов 130, расположенных таким образом, что шовный материал может перемещаться через ткань в направлении иглы 112, но сопротивляется перемещению в направлении иглы 110. На вводном участке 148 лигатуры 120 отсутствуют фиксаторы 130. На каждом из участков 140, 142, 144, 146 и 148 предусмотрен пробел, показывающий, что длину каждого участка можно варьировать и выбирать в зависимости от конкретного случая применения шовного материала. В некоторых вариантах осуществления самоудерживающийся шовный материал может включать в себя визуализируемые метки, показывающие, например, наличие, отсутствие и (или) ориентацию фиксаторов на участке шовного материала. Таким образом, например, двунаправленный самоудерживающийся шовный материал 100, представленный на Фиг. 1A, включает в себя видимые метки 104 на переходном участке 144, позволяющие хирургу определить местоположение переходного участка 144.
Хотя на фигуре представлен двунаправленный самоудерживающийся шовный материал 100, настоящее изобретение включает в себя самоудерживающиеся шовные материалы широкого спектра конфигурации лигатуры, фиксатора и иглы, как описано выше. В альтернативных вариантах осуществления, например, самоудерживающийся шовный материал снабжен элементом крепления на одном конце шовного материала. Элемент крепления может иметь форму петли, планки, крючка, тампона или другого структурного свойства, позволяющего зафиксировать конец шовного материала на ткани и (или) предотвратить проскальзывание конца шовного материала через ткань. Элемент крепления можно сформировать путем манипуляций с шовным материалом (например, петлю) или можно сформировать отдельно и прикрепить к шовному материалу (например, тампон). Аналогично конфигурация каждой из игл 110 и 112 может быть подобна любой из диапазона разных хирургических игл, разработанных для использования при выполнении различных процедур. Иглы 110 и 112 могут иметь одинаковую конфигурацию или различные конфигурации.
На Фиг. 1B представлено увеличенное изображение самоудерживающегося шовного материала 100 на участке 142. Как представлено на Фиг. 1B, множество фиксаторов 130 распределено на поверхности лигатуры 120. Закрепление самоудерживающихся шовных материалов после наложения шва влечет проникновение наконечника фиксатора 132 в окружающую ткань, ткань удерживается между фиксатором 130 и телом лигатуры 120. Внутренняя поверхность фиксатора 134 фиксатора 130, контактирующая с тканью, которая зажата между фиксатором 130 и телом лигатуры 120, далее обозначается как «поверхность зацепления ткани» или «внутренняя поверхность фиксатора». Как представлено на Фиг. 1B, каждый фиксатор 130 имеет наконечник 132 и внутреннюю поверхность фиксатора 134. При перемещении самоудерживающегося шовного материала 100 в направлении стрелки 156 фиксаторы 130 на участке 142 прилегают к телу лигатуры 120. Однако при перемещении самоудерживающегося шовного материала 100 в направлении стрелки 158 наконечники 132 фиксаторов 130 на участке 142 зацепляют ткань, окружающую лигатуру 120, заставляя фиксаторы 130 отойти от лигатуры 120 и зацепиться за ткань внутренней поверхностью фиксатора 134, тем самым препятствуя перемещению шовного материала в данном направлении. На участке 146 находится множество фиксаторов 130, расположенных таким образом, что шовный материал может перемещаться через ткань в направлении стрелки 158, но сопротивляется перемещению в направлении стрелки 156.
Самоудерживающийся шовный материал, составляющий предмет настоящего изобретения, можно изготовить путем нарезания фиксаторов 130 на поверхности лигатуры 120. В определенных вариантах осуществления полимерную лигатуру или волокна можно изготовить из тела шовного материала, а фиксаторы можно впоследствии нарезать или сформировать на теле шовного материала. Фиксаторы 130 можно нарезать механическим способом при помощи лезвия. Чтобы контролировать размер, форму и глубину разреза, во время нарезки можно либо по отдельности перемещать лезвие или лигатуру, либо же перемещать как лезвие, так и лигатуру. Параметры нарезки позволяют контролировать форму полученного фиксатора 130.
На Фиг. 1C представлено графическое изображение фиксатора 130 в разрезе. Стоит отметить, что на месте нарезки фиксатора 130 на лигатуре 120 фиксатор оставляет вырезанное углубление 135. Вырезанное углубление 135 имеет вершину надреза 138, соответствующую наконечнику 132 фиксатора 130. Фиксатор 130 представлен в приподнятом над лигатурой 120 положении, чтобы продемонстрировать параметры фиксатора и подъема фиксатора. Параметры, представленные на Фиг. 1C, включают в себя продольную ось шовного материала A-A, диаметр шовного материала SD, длину фиксатора L, глубину разреза фиксатора D, угол разреза фиксатора Θ (тэта), угол подъема фиксатора ε (эпсилон) и шаг фиксатора P. Длину фиксатора L измеряют вдоль продольной оси шовного материала. Шаг P представляет собой расстояние между соседними фиксаторами, измеренное вдоль продольной оси; шаг P можно измерить как расстояние вдоль оси шовного материала от одной вершины надреза 138 до соседней вершины надреза 139. Угол разреза фиксатора Θ представляет собой угол между вырезанным углублением 135 и продольной осью A-A поверхности лигатуры 120. Угол подъема фиксатора ε представляет собой угол между внутренней поверхностью фиксатора 134 и поверхностью вырезанного углубления 135. Термин «коэффициент пропорциональности» можно применить к фиксатору, чтобы описать соотношение длины фиксатора и глубины разреза. Таким образом, например, коэффициент пропорциональности фиксатора 130 представляет собой L/D. Спиральный угол α представляет собой угол поворота вокруг продольной оси между соседними вершинами надреза 138, 139. Когда фиксаторы располагаются на противоположных сторонах лигатуры 120, как представлено на Фиг. 1C, спиральный угол α составляет 180 градусов.
На Фиг. 1D представлена альтернативная конфигурация в разрезе, если смотреть вдоль длинной оси. Как представлено на Фиг. 1D, спиральный угол α составляет 120 градусов. На Фиг. 1D также представлена прямая линия, отмечающая положение основания 137 вырезанного углубления 135. Для прямого разреза, например, представленного на Фиг. 1D, глубина разреза D представляет собой расстояние между основанием 137 и поверхностью лигатуры 120. Геометрия фиксатора 130 (угол разреза фиксатора, глубина разреза фиксатора, длина разреза фиксатора, расстояние разреза фиксатора и т.п.) и (или) пространственное расположение фиксаторов 130 может варьироваться для улучшения сцепления ткани с фиксаторами.
На Фиг. 1E представлена альтернативная конфигурация самоудерживающегося шовного материала 100e. Самоудерживающийся шовный материал 100e представляет собой пример однонаправленного самоудерживающегося шовного материала. Самоудерживающийся шовный материал 100e включает в себя изогнутую иглу 110e, присоединенную к проксимальному концу лигатуры 120. Самоудерживающийся шовный материал 100e включает в себя множество фиксаторов 130, распределенных на поверхности лигатуры 120. Фиксаторы 130 ориентированы таким образом, что лигатуру можно перемещать через ткань в направлении иглы 110e, но фиксаторы препятствуют перемещению в противоположном направлении. Элемент крепления 150e сформирован на дистальном конце самоудерживающегося шовного материала 100e. Элемент крепления 150e может принимать форму петли, планки, крючка, клепки, скобы, тампона или другую структурную форму, которая позволяет зафиксировать конец лигатуры 120 на ткани и (или) препятствует проскальзыванию конца лигатуры 120 через ткань. Как представлено на Фиг. 1E, элемент крепления 150e можно сформировать путем выполнения манипуляций лигатурой 120. Элемент крепления 150e выполнен в форме петли 152e, изготовленной путем загибания лигатуры 120 и фиксации конца 154e лигатуры 120 на ней, например, путем сварки, пайки и (или) приклеивания.
На Фиг. 1F представлена альтернативная конфигурация самоудерживающегося шовного материала 100f. Самоудерживающийся шовный материал 100f представляет собой пример однонаправленного самоудерживающегося шовного материала. Самоудерживающийся шовный материал 100f включает в себя прямую иглу 110f, присоединенную к проксимальному концу лигатуры 120. Самоудерживающийся шовный материал 100f включает в себя множество фиксаторов 130, распределенных на поверхности лигатуры 120. Фиксаторы 130 ориентированы таким образом, что лигатура может перемещаться через ткань в направлении иглы 110f, но фиксаторы препятствуют перемещению в противоположном направлении. Элемент крепления 150f сформирован на дистальном конце самоудерживающегося шовного материала 100f. Как представлено на Фиг. 1F, элемент крепления 150f содержит планку 152f, по существу перпендикулярно присоединенную к лигатуре 120. Планка является достаточно большой и жесткой, чтобы препятствовать проскальзыванию дистального конца лигатуры 120 через ткань в направлении иглы 110f. Планку 152f можно сформировать путем выполнения манипуляций с лигатурой 120 или путем прикрепления отдельно сформированного компонента, например, посредством сварки, пайки и (или) приклеивания.
На Фиг. 1G представлена альтернативная конфигурация самоудерживающегося шовного материала 100g. Самоудерживающийся шовный материал 100g представляет собой пример однонаправленного самоудерживающегося шовного материала. Самоудерживающийся шовный материал 100g включает в себя изогнутую иглу 110g, присоединенную к проксимальному концу хирургической нити 120. Самоудерживающийся шовный материал 100g включает в себя множество фиксаторов 130, распределенных на поверхности лигатуры 120. Фиксаторы 130 ориентированы таким образом, что лигатура может перемещаться через ткань в направлении иглы 110g, но фиксаторы препятствуют перемещению в противоположном направлении. Элемент крепления 150g сформирован на дистальном конце самоудерживающегося шовного материала 100g. Как представлено на Фиг. 1G, элемент крепления 150g содержит клипсу (скобу) 152g, присоединенную к лигатуре 120. Клипса (скоба) 152g содержит две лапки 154g, которые можно использовать для зацепления ткани, например, путем прокалывания ткани лапками 154g и последующего сближения лапок 154g. Клипса (скоба) 152g, зацепляя ткань, препятствует проскальзыванию дистального конца лигатуры 120 через ткань в направлении иглы 110g. Клипсу (скобу) 152g можно сформировать путем выполнения манипуляций с лигатурой 120 или путем прикрепления отдельно сформированного компонента, например, посредством сварки, пайки и (или) приклеивания.
На Фиг. 1H представлена альтернативная конфигурация самоудерживающегося шовного материала 100h. Самоудерживающийся шовный материал 100h представляет собой пример самоудерживающегося шовного материала с одной лапкой. Самоудерживающийся шовный материал 100h включает в себя изогнутую иглу 110h, присоединенную к проксимальному концу лигатуры 120. Самоудерживающийся шовный материал 100h включает в себя множество фиксаторов 130, распределенных на поверхности лигатуры 120. Фиксаторы 130 ориентированы таким образом, что лигатура может перемещаться через ткань в направлении иглы 110h, но фиксаторы препятствуют перемещению в противоположном направлении. Элемент крепления 150h сформирован на дистальном конце самоудерживающегося шовного материала 100h. Как представлено на Фиг. 1H, элемент крепления 150h содержит клепку 152h, присоединенную к лигатуре 120. Клепка 152h содержит заостренный конец 154h, позволяющий вдавить клепку в ткань. Клепка 152h включает в себя множество выступов 156h, препятствующих удалению клепки 152h из ткани. Клепка 152h, зацепляя ткань, препятствует проскальзыванию дистального конца лигатуры 120 через ткань в направлении иглы 110h. Клепку 152h можно сформировать путем выполнения манипуляций с лигатурой 120 или путем прикрепления отдельно сформированного компонента, например, посредством сварки, пайки и (или) приклеивания.
На Фиг. 1I представлена альтернативная конфигурация самоудерживающегося шовного материала 100i. Самоудерживающийся шовный материал 100g представляет собой пример двунаправленного самоудерживающегося шовного материала, однако один конец шовного материала представлен с иглой. Самоудерживающийся шовный материал 100h включает в себя изогнутую иглу 110i, присоединенную к проксимальному концу хирургической нити 120. Самоудерживающийся шовный материал 100i включает в себя множество фиксаторов 130, распределенных на поверхности лигатуры 120. Фиксаторы 130 ориентированы таким образом, что лигатура может перемещаться через ткань в направлении иглы 110g, но фиксаторы препятствуют перемещению в противоположном направлении. Элемент крепления 150g сформирован на дистальном конце самоудерживающегося шовного материала 100i. Как представлено на Фиг. 1I, элемент крепления 150i содержит короткий участок лигатуры 120, имеющий фиксаторы 130i, сформированные на нем и ориентированные таким образом, чтобы препятствовать перемещению дистального конца лигатуры 120 через ткань в направлении иглы 110i. Элемент крепления 150i входит в ткань в направлении иглы 110i до тех пор, пока достаточное количество фиксаторов не зацепит ткань, препятствуя дополнительному продвижению дистального конца лигатуры 120 через ткань в направлении иглы 110i. Фиксаторы 130i можно сформировать на лигатуре 120 тем же способом (при помощи того же устройства), что и фиксаторы 130.
Как представлено на Фиг. 1A-1I и описано в сопроводительном тексте, настоящее изобретение представляет самоудерживающиеся шовные материалы различных конфигураций. Самоудерживающиеся шовные материалы, составляющие предмет настоящего изобретения, могут быть изготовлены из лигатур малого диаметра (например, 2-0, 4-0, 5-0, 6-0, 7-0, 9-0, 10-0, 11-0, 12-0 и меньше). Хирургические нити могут иметь размер 5-0 и меньше, а в сосудистой хирургии предпочтительно использовать шовный материал размером 6-0, 7-0 и меньше. Малый размер лигатур требует применения специального устройства для создания фиксаторов с высокой по точности повторяемостью. Более того, если отдельные фиксаторы имеют малый размер, желательно обеспечить высокую плотность распределения фиксаторов, чтобы повысить удерживающую способность самоудерживающегося шовного материала. Таким образом, желательно сократить расстояние (шаг) между соседними фиксаторами. В предпочтительных вариантах осуществления шаг P составляет менее 2-х длин фиксатора L, в более предпочтительных вариантах осуществления шаг P составляет менее 1,5 длины фиксатора L. А в наиболее предпочтительных вариантах осуществления шаг P составляет менее 1,2 длины фиксатора L. Более того, в предпочтительных вариантах осуществления фиксаторы распределены по двойной спиральной или квадро-спиральной схеме, в которой в пределах одного шага Р предусмотрены два или четыре фиксатора P. Более того, также желательно использовать более длинные фиксаторы. В предпочтительных вариантах осуществления, в которых применяется устройство, составляющее предмет настоящего изобретения, удается достичь такой комбинации длины фиксатора L и плотности фиксаторов, что общая длина фиксаторов на участке шовного материала, несущего фиксаторы, больше длины самого участка. Например, на участке 2,54 см (1 дюйм) лигатуры могут быть расположены фиксаторы, общая длина которых составляет более 2,54 см (1 дюйм), более 3,8 см (1,5 дюйма) и (или) более 5,2 см (два дюйма). Формирование фиксаторов малого размера с высокой частотой в непосредственной близости к другим фиксаторам малого размера стало возможным благодаря новому устройству, описанному ниже.
Устройство для производства самоудерживающихся шовных материалов
На Фиг. 2A схематично представлена машина для нарезки фиксаторов 200 для производства самоудерживающихся шовных материалов. Как представлено на Фиг. 2A, машина для нарезки фиксаторов 200 выполнена с возможностью формирования фиксаторов на лигатуре 202 для создания самоудерживающегося шовного материала. Машина для нарезки фиксаторов 200 содержит стол 210, на котором установлены рабочие компоненты. Режущий узел 300 (см. Фиг. 3A-3C) предпочтительно устанавливают в неподвижном положении в середине стола 210. Режущий узел 300 включает в себя головку для формирования фиксатора 212, применяемую для нарезки фиксаторов на лигатуре 202. На каждом конце стола 210 предусмотрена направляющая 220a, 220b. Зажимной узел 215a, 215b (см. Фиг. 4A-4C) установлен на каждой направляющей 220a, 220b. Зажимные узлы 215a, 215b зажимают концы лигатуры 202 и удерживают лигатуру 202 соосно с режущим узлом 300. Зажимные узлы 215a, 215b также позволяют поворачивать лигатуру 202 относительно режущего узла 300 (вокруг продольной оси шовного материала). Привод 230a, 230b (например, шаговые двигатели) сообщается с каждой направляющей 220a, 220b, обеспечивая перемещение каждого зажимного узла 215a, 215b вдоль стола 210, как показано стрелками 208. Приводы 230a, 230b обеспечивают передвижение лигатуры 202 относительно режущего узла 300.
Режущий узел 300, зажимные узлы 215a, 215b и приводы 230a, 230b управляются компьютерной системой 240. Компьютерная система 240 координирует работу режущего узла 300, зажимных узлов 215a, 215b и приводов 230a, 230b таким образом, что режущий узел 300 нарезает фиксаторы в желательных местах на лигатуре 202. После закрепления лигатуры 202 на зажимных узлах 215a, 215b зажимные узлы 215a, 215b перемещают и поворачивают лигатуру 202 шаг за шагом относительно формирующей фиксатор головки 212 под управлением компьютерной системы 240. В выбранных положениях лигатуры 202 компьютерная система 240 приводит в действие формирующую фиксатор головку 212 режущего узла 300 для формирования фиксатора на лигатуре 202. Данный процесс повторяют шаг за шагом до тех пор, пока, например, лигатура 202 не превратится в двунаправленный самоудерживающийся шовный материал, имеющий первый участок 242 с множеством фиксаторов, ориентированных в первом направлении; второй участок 246 с множеством фиксаторов, ориентированных во втором направлении; и переходный участок 244 без фиксаторов, расположенный между первым участком 242 и вторым участком 246.
На Фиг. 2B представлена блок-схема примерного технологического процесса 250 для создания самоудерживающегося шовного материала с фиксаторами в выбранных местах на лигатуре. На стадии 252 лигатуру устанавливают в машину для нарезки фиксаторов и фиксируют при помощи зажимов.
На стадии 254 зажимные узлы 215a, 215b осуществляют пошаговое перемещение лигатуры 202 в желательное положение относительно режущего узла 300, передвигая лигатуру 202 относительно стола 210 и режущего узла.
На стадии 256 зажимные узлы 215a, 215b поворачивают лигатуру 202 под желательным углом относительно ее исходного положения.
На стадии 258 режущий узел 300 нарезает фиксатор на лигатуре.
На стадии 260, если в данном положении вдоль лигатуры 202 необходимо нарезать дополнительные фиксаторы, процесс возвращается к стадии 256, чтобы повернуть лигатуру под новым углом. Например, лигатуру можно повернуть один раз на 180 градусов, если необходимо сформировать два фиксатора в одном и том же положении вдоль длины лигатуры. В альтернативном варианте осуществления лигатуру можно повернуть три раза по 90 градусов, если в одном и том же положении вдоль длины лигатуры необходимо сформировать четыре фиксатора. Если в данном положении вдоль лигатуры 202 не предусмотрена нарезка дополнительных фиксаторов, процесс продолжается и переходит к стадии 262.
На стадии 262, если нет необходимости в нарезке дополнительных фиксаторов на лигатуре, создание самоудерживающегося шовного материала завершается (стадия 264). Однако если необходимо нарезать дополнительные фиксаторы в другом месте на лигатуре, процесс возвращается к стадии 254, на котором приводы 230a, 230b заставляют зажимные узлы 215a, 215b осуществлять пошаговое перемещение лигатуры 202 в новое положение относительно режущего узла 300. Приводы 230a, 230b перемещают зажимные узлы 215a, 215b вдоль направляющих 220a, 220b, перемещая лигатуру 202 вдоль ее продольной оси. Например, лигатура 202 перемещается на расстояние, равное желательному осевому расстоянию между фиксаторами, которое в соответствии с некоторыми схемами распределения равно шагу (см. Фиг. 1C).
Возвращаясь к стадии 256, зажимные узлы 215a, 215b поворачивают лигатуру вокруг ее продольной оси для создания желательного спирального угла между первым фиксатором (набором фиксаторов) и вторым фиксатором (набором фиксаторов). Например, спиральный угол может составлять 45 градусов в квадро-спиральной схеме, как представлено, например, на Фиг. 7C и 8A. Другой фиксатор затем нарезают на стадии 258, и процесс продолжается до тех пор, пока не будет получено желательное количество фиксаторов. Затем лигатуру удаляют из зажимов, нарезают на отрезки желательной длины, прикрепляют к выбранным иглам и (или) элементам крепления, упаковывают и стерилизуют.
Режущий узел
На Фиг. 3A-3H представлен режущий узел 300. На Фиг. 3A представлен вид сверху режущего узла 300. На Фиг. 3B представлен вид сбоку режущего узла 300. Как представлено на Фиг. 3A и 3B, режущий узел 300 включает в себя четыре вспомогательных узла: узел основания 302, закрепленный на столе 210; узел упорной пластины 304, прикрепленный к узлу основания при помощи шарнира 305; узел лезвия 306, прикрепленный к узлу упорной пластины 304 с возможностью регулирования; а также пружинный узел 308, прикрепленный к узлу основания 302 при помощи шарнира 309.
Узел основания 302 содержит пневматический привод 322 для подъема и опускания узла упорной пластины 304 относительно узла основания 302 (см. стрелку 323 на Фиг. 3B). Узел основания 302 также содержит стержень 324, проходящий через отверстие в узле упорной пластины 304.
Узел упорной пластины 304 включает в себя упор 340, выполненный с возможностью поддержки лигатуры в процессе нарезания фиксаторов (как дополнительно описано ниже). Упор 340 установлен под упорной пластиной 342. Упорная пластина 342 имеет упорное отверстие 344, через которое выступает часть упора 340. Упорная пластина 342 также имеет стержневое отверстие 345 (см. Фиг. 3A), через которое выступает стержень 324.
Узел лезвия 306 содержит раму лезвия 360. Ползунок лезвия 364 установлен на раме лезвия 360 таким образом, что ползунок лезвия 364 может скользить относительно рамы лезвия 360. Регулируемые ограничители 369 на раме лезвия 360 контролируют диапазон перемещения ползунка лезвия 364 относительно рамы лезвия 360. Привод лезвия 362 установлен на раме лезвия 360. Привод лезвия может включать в себя, например, электродвигатель. В действии привод лезвия 362 заставляет ползунок лезвия 364 скользить относительно рамы лезвия 360 (см. стрелку 363 на Фиг. 3A). Рычаг лезвия 366 прикреплен на одном конце при помощи шарниров 365 к ползунку лезвия 364. Пара шарниров 365 прикрепляет рычаг лезвия 366 к ползунку лезвия 364 с возможностью регулирования угла между рычагом лезвия 366 и ползунком лезвия 364 (см. Фиг. 3D). На другом конце рычага лезвия 366 предусмотрена режущая головка 368. Лезвие 370 установлено на режущей головке 368. Рама лезвия 360 зафиксирована на упорной пластине 342 узла упорной пластины 304 при помощи зажимов с возможностью регулирования таким образом, что угол между осью перемещения ползунка лезвия 364 (и, следовательно, лезвия 370) можно регулировать относительно упора 340. Положение ползунка лезвия 364 относительно упора 340 также можно регулировать. Однако в предпочтительном варианте осуществления ось перемещения ползунка лезвия 364 (и, следовательно, лезвия 370) проходит параллельно поверхности упора 340.
Пружинный узел 308 содержит пружинный рычаг 380, один конец которого прикреплен к узлу основания 302 при помощи шарнира 309. На другом конце пружинного рычага 380 предусмотрена пружина 382, зафиксированная при помощи пружинной опоры 384. Пружинный рычажный регулятор 386 установлен посредством пружинного рычага 380 и в самой нижней точке контактирует со стержнем 324 узла основания 302. Пружинный рычажный регулятор 386 можно использовать для регулирования высоты пружинной опоры 384 над упором 340.
На Фиг. 3C представлен вид сбоку режущего узла 300 с узлом упорной пластины 304, опущенным посредством привода 322. Узел упорной пластины 304 опускается во время перемещения или вращения лигатуры. При опускании узла упорной пластины 304 лигатура освобождается из положения захвата между упором 340 и пружиной 382. Следует отметить, что узел лезвия 306 также опускается в то же время, поскольку узел лезвия 306 установлен на узле упорной пластины 304. Во избежание повреждения шовного материала режущая головка 368 и лезвие 370 следует перемещать на расстоянии от лигатуры перед опусканием узла упорной пластины 304 (и режущего узла 300).
На Фиг. 3C также представлено перемещение пружинного узла 308. Пружинный рычаг 380 может поворачиваться вокруг шарнира 309, поднимая пружину 382 в направлении от лигатуры. Однако необязательно перемещать пружинный рычаг 380 при каждом перемещении и повороте лигатуры. Пружинный рычаг 380, как правило, поднимается, как представлено на Фиг. 3C, чтобы обеспечить возможность установки новой лигатуры в пределах рабочего диапазона режущего узла на узле упорной пластины.
На Фиг. 3D представлен частичный вид в перспективе режущего узла 300, на котором представлено отношение между упором 340, лезвием 370 и пружиной 382. Как представлено на Фиг. 3D, упор 340 установлен на упорной пластине 342, под упорной пластиной 342. Однако упор 340 выступает через упорное отверстие 344 в упорной пластине 342. Лигатура 202 проходит между пружиной 382 и упором 340. В случае правильного расположения лигатуры 202 для нарезки фиксатора упор 340 поднимается относительно пружины 382 и лигатуры 202. При перемещении упора 340 лигатура 202 зажимается между упором 340 и пружиной 382. При этом упор 340 и пружина 382 обеспечивают фиксацию лигатуры 202 для нарезки. Стрелка 390 показывает результат изменения угла между рычагом лезвия 364 и ползунком лезвия 364 в области вокруг шарниров 365 (не показано, но видно из Фиг. 3B). При необходимости данный угол можно регулировать, что обеспечить параллельное перемещение лезвия 370 относительно поверхности упора 340.
На Фиг. 3E и 3F представлен увеличенный вид участка нарезки. Как представлено на Фиг. 3E, лигатура 202 проходит между пружиной 382 и упором 340. В случае правильного расположения лигатуры 202 для нарезки фиксатора упор 340 поднимается относительно пружины 382, а лигатура 202 зажимается между упором 340 и пружиной 382, как представлено на фигуре. Упор 340 содержит два упорных сегмента 350a, 350b, разделенных регулируемым отверстием упора 352, размер которого меньше одного диаметра шовного материала (<1 SD). В вариантах осуществления отверстие упора 352 (см. Фиг. 3F) составляет от 0,4 до 0,6 диаметра шовного материала (0,4-0,6 SD). В предпочтительном варианте осуществления отверстие упора 352 составляет приблизительно 0,5 диаметра шовного материала (0,5 SD). В некоторых вариантах осуществления отверстие упора 352 представляет собой фиксированное отверстие, выбранное на основе диаметра шовного материала. В альтернативных вариантах осуществления отверстие упора 352 может быть кратно регулируемым в микрометрах (мкм). Отверстие 352 между упорными сегментами 350a, 350b служит для облегчения фиксации лигатуры 202 в процессе нарезки фиксатора, а также образует пространство для фиксатора на противоположной стороне лигатуры 202 относительно вырезаемого фиксатора.
Отверстие упора 352 является одним из свойств машины для нарезки фиксаторов 200, которое позволяет создать самоудерживающиеся шовные материалы с высокой плотностью распределения фиксаторов. Предварительно вырезанный фиксатор можно располагать внутри отверстия 352, что позволяет избежать нежелательного взаимодействия с упором 340 в процессе вырезания нового фиксатора, даже если предварительно вырезанный фиксатор не отделен от упора 340 (например, путем его размещения на выступе 354). Таким образом, в некоторых вариантах осуществления наличие отверстия упора 352 позволяет создать два или четыре фиксатора по существу в одном осевом положении вдоль шовного материала. В некоторых вариантах осуществления наличие отверстия упора 352 также позволяет создать два или четыре фиксатора, размещенных со смещением относительно друг друга в осевом направлении, при этом расстояние смещения меньше длины фиксатора. Другими словами, наличие выступа 354 позволяет создать фиксаторы, размещенные по двойной спиральной или квадро-спиральной схеме, в которой витки спирали совпадают или не совпадают по фазе меньше чем на длину фиксатора (см. примеры ниже).
Как представлено на Фиг. 3E, упор 340 также содержит выступ 354. Выступ 354 содержит подъем 355 рядом с соседним задним краем 385 пружины 382. В некоторых вариантах осуществления расстояние между подъемом 355 и задним краем 385 можно регулировать путем вращения упора 340. В альтернативных вариантах осуществления упор 340 и (или) выступ 354 обтачивают механически, при этом выступ 354 имеет фиксированное положение. В предпочтительном варианте осуществления подъем 355 расположен в пределах одной длины фиксатора (1 L) траектории перемещения наконечника лезвия 372. Таким образом, в отдельных вариантах осуществления подъем 355 расположен в пределах от одного до трех диаметров шовного материала (≤3 SD) траектории перемещения наконечника лезвия 372. Задний край 385 пружины 382 находится в пределах приблизительно 1 диаметра шовного материала (1 SD) траектории перемещения наконечника лезвия 372. Таким образом, в некоторых вариантах осуществления подъем 355 расположен в пределах от двух до четырех диаметров шовного материала (≤4 SD) заднего края 385 пружины 382.
Выступ 354 является одним из свойств машины для нарезки фиксаторов 200, которое позволяет создать самоудерживающиеся шовные материалы с высокой плотностью распределения фиксаторов. Предварительно вырезанные фиксаторы расположены на выступе 354, что позволяет избежать взаимодействия с упором 340 в процессе вырезания новых фиксаторов. Наличие выступа 354, таким образом, позволяет нарезать фиксаторы в непосредственной близости от предварительно нарезанных фиксаторов. Другими словами, наличие выступа 354 позволяет выдержать малый шаг между фиксаторами (расстояние между одним фиксатором схемы и соседним фиксатором схемы, измеренное между двумя идентичными точками фиксаторов в осевом направлении вдоль шовного материала (т.е. от наконечника до наконечника, от основания до основания). Например, положение выступа 354 можно регулировать для создания фиксаторов, шаг между которыми составляет менее двух длин фиксатора, менее 1,5 длины фиксатора, менее 1,2 длины фиксатора и, в некоторых случаях, приблизительно равно длине фиксатора.
Возвращаясь к Фиг. 3E, в предпочтительном варианте осуществления лезвие 370 (установленное в держателе лезвия 374) нарезает фиксаторы на лигатуре 202 на участке между подъемом 355 и задним краем 385 пружины 382. Лигатуру 202 фиксируют между упором 340 и задним краем 385 пружины 382 с одной стороны данного участка, тогда как лигатура проходит поверх подъема 355 с другой стороны данного участка. Наконечник 372 лезвия 370 проходит через лигатуру 202 вдоль траектории движения 376 между подъемом 355 и пружиной 382. Близость подъема 355 к заднему краю 385 пружины 382 позволяет создать фиксаторы с высокой плотностью распределения, обеспечивая поддержку шовного материала рядом с участком нарезки, в то же время препятствуя взаимодействию предварительно сформированных фиксаторов и упора 340. Расстояние между подъемом 355 и задним краем 385 пружины 382 можно регулировать, например, путем вращения упора 340. Следует отметить, что в предпочтительных вариантах осуществления расстояние между подъемом 355 и задним краем 385 пружины 382 меньше или равно шагу фиксаторов. В некоторых вариантах осуществления шаг фиксаторов меньше или равен 60 мкм.
На Фиг. 3E также представлены параметры угла режущего лезвия 392. Угол режущего лезвия представляет собой угол между плоскостью лезвия 370 и осью шовного материала 202. Как представлено на Фиг. 3E, угол режущего лезвия 392 можно регулировать. В вариантах осуществления фиксация угла режущего лезвия обусловлена конструкцией держателя лезвия и допускает регулировку посредством выбора держателя лезвия, обеспечивающего желательный угол режущего лезвия 392. В альтернативных вариантах осуществления угол режущего лезвия регулируется при помощи вращающегося звена, встроенного в держатель режущего лезвия (см., например, вращающееся звено 420 на Фиг. 4A). В целом, угол режущего лезвия влияет на угол нарезки фиксаторов. Таким образом, малый угол режущего лезвия позволяет получить более длинный фиксатор при заданной глубине разреза (при условии, что все остальные факторы одинаковы). Другими словами, малый угол режущего лезвия позволяет получить фиксатор с высоким коэффициентом пропорциональности, а большой угол режущего лезвия позволяет получить фиксатор с маленьким коэффициентом пропорциональности (при условии, что все остальные факторы одинаковы). Однако на коэффициент пропорциональности влияет также секущий угол и угол врезания, как подробно описано ниже.
На Фиг. 3F представлен частичный вид в разрезе режущего узла 300 вдоль линии 3F-3F, представленного на Фиг. 3E. Как представлено на Фиг. 3F, лигатуру 202 зажимают между пружиной 382 и сегментами 350a и 350b упора 340, а также в непосредственной близости от лезвия 370. Пружина 382 выступает менее чем на один диаметр шовного материала (<1 SD) над поверхностью упора 340. Как представлено на Фиг. 3F, наконечник лезвия 372 проходит через лигатуру 202 вдоль траектории движения 376 параллельно поверхности упора 340 и на фиксированном расстоянии над поверхностью упора 340. Расстояние между наконечником лезвия 372 и упором 340 можно регулировать. Расстояние между наконечником лезвия 372 и упором 340 выбирают на основе желательной глубины разреза фиксатора. Расстояние между наконечником лезвия 372 и упором 340 составляет менее одного диаметра шовного материала (<1 SD). В вариантах осуществления расстояние между наконечником лезвия 372 и упором 340 составляет от 0,6 до 0,9 диаметра шовного материала. В предпочтительных вариантах осуществления расстояние между наконечником лезвия 372 и упором 340 составляет от 0,7 до 0,8 диаметра шовного материала. Например, в одном варианте осуществления диаметр шовного материала составляет 50 мкм. Кроме того, в некоторых вариантах осуществления диаметр шовного материала меньше или равен 50 мкм.
Как хорошо представлено на Фиг. 3F, выступ 354 препятствует взаимодействию между упором и фиксаторами на участке рядом с вырезаемыми фиксаторами. В зависимости от величины спирального угла данные фиксаторы можно располагать таким образом, что под давлением упорных сегментов 350a, 350b они могут сминаться. Например, на Фиг. 3F представлено нарезание квадро-спиральной схемы со спиральным углом 45 градусов. Как представлено на Фиг. 3F, в представленном положении один фиксатор 130a предварительно вырезан на нити. Фиксатор 130a расположен между упорными сегментами 350a, 350b в положении для нарезки противоположного фиксатора 130a. На заднем плане представлены фиксаторы, нарезанные в непосредственной близости от фиксатора 130a. Следует отметить, что поскольку лигатуру 202 поворачивали на 45 градусов между положениями, фиксаторы 130b и 130c контактировали с упорными сегментами 350a, 350b. Однако лигатуру 202 перемещали таким образом, что фиксаторы 130b, 130c проходили над подъемом 355 выступа 354 (см. Фиг. 3D). Таким образом, фиксаторы 130b, 130c расположены над выступом 354 (см. Фиг. 3E) и не контактируют с упорными сегментами 350a, 350b.
На Фиг. 3G представлен увеличенный вид сверху участка нарезки режущего узла 300. Как представлено на Фиг. 3G, ось перемещения 367 ползунка лезвия 364 регулируется и необязательно должна быть перпендикулярна оси лигатуры 202. В предпочтительном варианте осуществления ось перемещения 367 ползунка 364 проходит под острым углом к оси лигатуры 202. Острый угол между осью перемещения 367 ползунка 364 и осью лигатуры 202 обозначается как угол врезания 394.
Возвращаясь к Фиг. 3G, ориентация держателя лезвия 374 относительно оси перемещения 367 ползунка 364 также можно регулировать. Держатель лезвия 374 имеет продольную ось 375. Ориентацию держателя лезвия 374 используют для регулирования ориентации оси 395 наконечника лезвия 372. В предпочтительном варианте осуществления, в котором ось перемещения 367 ползунка 364 ориентирована под углом врезания 394 перпендикулярно к оси лигатуры 202, продольная ось 375 держателя лезвия 374 ориентирована под острым углом или секущим углом 396 перпендикулярно оси перемещения 367 ползунка 364. В целом, желательно, чтобы сумма секущего угла 396 и угла врезания 394 была равна 90°. Если сумма угла врезания 394 и секущего угла 396 равна 90°, продольная ось 395 держателя лезвия 374 проходит по существу параллельно оси лигатуры 202. В альтернативных вариантах осуществления желательно, чтобы продольная ось 395 держателя лезвия 374 не была параллельна оси шовного материала 202; в таком случае сумму секущего угла 396 и угла врезания 394 можно выбрать так, чтобы она была меньше или больше 90°.
Угол врезания 394 влияет на форму и подъем фиксаторов, нарезанных лезвием 370. Угол врезания 394 определяет траекторию перемещения 376 лезвия 370 при его прохождении через лигатуру 202. Как представлено на Фиг. 3H, когда лезвие 370 перемещается в поперечном направлении лигатуры 202, лезвие продвигается на расстояние PD, величина которого зависит от угла врезания 394. В общем, чем меньше угол врезания 394, тем больше расстояние продвижения PD. Величина продвижения PD по существу увеличивает длину формируемых фиксаторов (при заданной глубине разреза), а также увеличивает подъем формируемых фиксаторов. Другими словами, чем меньше угол врезания 394, тем больше величина продвижения PD и больше коэффициент пропорциональности формируемых фиксаторов (при условии, что все остальные факторы одинаковы). И наоборот, чем ближе угол врезания 394 к 90°, тем меньше величина продвижения PD и меньше коэффициент пропорциональности формируемых фиксаторов (при условии, что все остальные факторы одинаковы). Величина продвижения PD лезвия 370 в процессе нарезки наряду с углом и формой лезвия 370, таким образом, может служить средством контроля формы и подъема фиксаторов, сформированных на лигатуре 202. Установлено, что изменения угла врезания 394 (и длины фиксатора) имеют существенное влияние на удерживающую способность шовных материалов, изготовленных при помощи настоящей машины для нарезки фиксаторов.
Режущая головка и режущие лезвия
На Фиг. 4A представлен один вариант осуществления режущей головки 400 для использования в вариантах осуществления настоящего изобретения. Режущая головка 400 установлена на конце рычага лезвия 366 (см., например, режущую головку 368 на Фиг. 3A). Лезвие 440 прикреплено к режущей головке 400. Режущая головка 400 позволяет регулировать положение и ориентацию лезвия 440 относительно рычага лезвия 366. В соответствии с одним вариантом осуществления режущая головка 400 включает в себя звено с двумя уровнями свободы линейного перемещения 410 и звено с двумя уровнями свободы вращения 420, и оправу лезвия 430. В альтернативных вариантах осуществления режущая головка не требует регулировки, но вместо этого изготовлена таким образом, чтобы удерживать лезвие в желательном положении и ориентации. Различные головки производят и выбирают на основе желательных параметров нарезки конкретного самоудерживающегося шовного материала.
Звено с двумя степенями свободы линейного перемещения 410 позволяет отрегулировать положение лезвия 440 относительно упора 340 и, таким образом, относительно лигатуры 202. Во-первых, звено линейного перемещения 411 позволяет регулировать высоту положения лезвия над упором. Таким образом, высота лезвия над упором может служить для осуществления контроля глубины разреза. Во-вторых, звено линейного перемещения 412 позволяет регулировать положение лезвия вдоль оси лигатуры. Во-вторых, звено линейного перемещения 412 позволяет регулировать относительные положения траектории перемещения лезвия и пружины (см. Фиг. 3E). Другая степень свободы линейного перемещения лезвия 440 представляет собой ось перемещения поперек лигатуры 202. Перемещение вдоль оси регулируется приводом 362 путем перемещения ползунка лезвия 364 относительно рамы лезвия 360 в диапазоне интервала перемещений, ограниченного регулируемыми ограничителями хода 369 (см. Фиг. 3A).
Звено с двумя степенями свободы вращения 420 позволяет регулировать ориентацию лезвия 440 относительно оси перемещения рычага лезвия 366 и лигатуры 202. Первое звено вращения 421 позволяет регулировать угол лезвия относительно лигатуры 202 в плоскости упора 340 (не показано). Первое звено вращения 421 позволяет регулировать угол разреза лигатуры 202. Данное звено вращения можно использовать для регулирования угла режущего лезвия.
Второе звено вращения 422 позволяет регулировать ориентацию лезвия относительно оси перемещения рычага лезвия 366. Более конкретно, второе звено вращения 422 позволяет регулировать ориентацию лезвия относительно направления разреза. Данное второе звено вращения 422 позволяет корректировать ориентацию лезвия при любой величине угла врезания 394 (не показано, но видно из Фиг. 3G), применяемой для ориентации ползунка. Вторичное звено вращения, таким образом, позволяет регулировать угол врезания 394 (не показано, но видно из Фиг. 3G). Последняя степень свободы вращения лезвия 440 представляет собой вращение лезвия 440 вокруг его оси. Лезвие 440 должно проходить параллельно плоскости упора 340. Это достигается путем регулирования соединения оправы лезвия 430 и звена вращения 420. Звенья вращения доступны с разрешающей способностью 0,002 градуса или меньше.
В некоторых вариантах осуществления звеньями линейного перемещения или вращения режущей головки можно управлять вручную. Например, если требуется нарезать фиксаторы одинаковой формы во всех положениях вдоль лигатуры, необходимо просто установить данные параметры перед началом нарезки фиксаторов. Таким образом, пока изменения отсутствуют, параметры также должны оставаться неизменными. В альтернативных вариантах осуществления для управления звеньями линейного перемещения и вращения режущей головки могут служить приводы, такие как пьезоэлектрические приводы, серводвигатели, ультразвуковые двигатели и т.п. Компьютерное управление звеньями линейного перемещения и вращения позволяет регулировать параметры нарезки фиксаторов в различных положениях вдоль лигатуры. Таким образом, например, глубина разреза в некоторых положениях вдоль лигатуры может быть больше, чем в других положениях. Компьютерное управление звеньями линейного перемещения и вращения также позволяет регулировать положение и (или) ориентацию лезвия в ответ на постепенное изменение параметров, обусловленное, например, изменениями температуры при износе лезвия. Пьезоэлектрические звенья линейного перемещения доступны с однонаправленной повторяемостью 0,05 мкм и разрешающей способностью датчика 5 нм.
В предпочтительном варианте осуществления лезвие 440 представляет собой сапфировое лезвие. Сапфир обладает твердостью 9,0 по Моосу. Сапфировые лезвия представляют собой керамические лезвия, как правило, с краевым радиусом на один или два размера меньше, чем краевой радиус стального лезвия, что позволяет обеспечить высокую точность нарезки фиксаторов на лигатурах размером согласно USP 2-0, 4-0, 6-0, 8-0, 9-0, 10-0, 11-0, 12-0 и меньше. Кроме того, сапфировые лезвия, в целом, сохраняют свои механические характеристики в пределах температурного диапазона, требуемого для нарезки полимерных и сополимерных материалов. Сохранение механических характеристик (например, геометрии выполняемого разреза) может быть желательным, если фиксаторы обладают очень маленьким размером и, следовательно, чувствительны даже к незначительным изменениям. Дополнительно сапфировые лезвия обладают большей износостойкостью в отличие, например, от обычных стальных лезвий, обеспечивая более повторяемые результаты в течение продолжительного периода использования. Кроме того, сапфировые лезвия поддаются затачиванию легче, чем стальные лезвия. В альтернативных вариантах осуществления лезвие 440 может представлять собой металлическое, минеральное или керамическое лезвие с твердым покрытием, минеральным покрытием и (или) углеродным покрытием. Например, искусственные алмазные/черные алмазные лезвия доступны для продажи для использования в офтальмологических целях. Например, лезвия могут иметь: углеродное покрытие, алмазное покрытие, алмазоподобное покрытие, нанокерамическое покрытие, керамическое покрытие, сапфировое покрытие и (или) иттриево-циркониевое покрытие, или могут быть выполнены из керамического материала желательной остроты и прочности, а также могут представлять собой закаленные лезвия или лезвия с твердым покрытием.
В некоторых вариантах осуществления лезвие 440 обладает способностью терморегуляции, что позволяет оптимизировать формирование и подъем фиксаторов. Для обеспечения терморегуляции лезвия лезвие сообщается или находится в контакте с терморегулирующей медной пластиной. Медная пластина через проводник может эффективно нагревать или охлаждать лезвие до желательной температуры. Терморегулирование медной пластины осуществляется при помощи контура твердого или жидкого теплоносителя и замкнутого терморегулятора. Таким образом, температуру лезвия можно регулировать в точном соответствии с желательным температурным диапазоном, что обеспечивает приемлемое качество формирования фиксаторов.
На Фиг. 4B, 4C и 4D представлены увеличенные виды сапфирового лезвия 440. На Фиг. 4A представлен вид в перспективе изогнутого сапфирового лезвия 440, закрепленного в оправе лезвия 430. Оправа лезвия 430, как правило, имеет трубчатую форму. Сапфировое лезвие 440 закреплено внутри оправы лезвия 430. Оправа лезвия 430 прикреплена к лезвию 440 режущей головки 400 с возможностью удаления, замены и регулирования угла лезвия 440. На Фиг. 4C представлен увеличенный вид сверху сапфирового лезвия 440. Как представлено на Фиг. 4C, режущий край 444 имеет серповидную форму. В предпочтительном варианте осуществления режущий край 444 имеет ширину 2,8 мм и длину 7,6 мм, а также режущий край имеет радиус кривизны 1,4 мм. На Фиг. 4D представлен вид в разрезе лезвия 440 вдоль линии D-D, представленного на Фиг. 4C. В предпочтительном варианте осуществления толщина лезвия 440 составляет 0,3 мм, а угол 445 режущего края 444 - 40 градусов. Допустимые лезвия доступны в продаже для использования в офтальмологических целях.
В альтернативных вариантах осуществления сапфировое или алмазное лезвие может иметь прямую, угловую или изогнутую форму, а также может иметь режущий край полусферической, параболической или любой другой формы, допустимой для нарезки фиксаторов. На Фиг. 4E представлено альтернативное сапфировое лезвие 450, имеющее прямой режущий край 454. На Фиг. 4F представлено альтернативное циркулярное лезвие 460, установленное на блоке 466. Циркулярное лезвие 460 можно изготовить, например, из сапфира, искусственного алмаза и (или) стали. Блок 466 устанавливают на режущую головку 400 с возможностью удаления и замены лезвия 460. Блок 466 предпочтительно устанавливают на режущую головку 400 с возможностью регулирования угла лезвия 460. Фиксаторы самоудерживающегося шовного материала также можно нарезать при помощи режущих дисков, шлифовальных дисков и (или) микрорежущих инструментов. Такие режущие устройства можно использовать вместо лезвия, составляющего предмет настоящего изобретения. Это означает, что данные режущие устройства можно включить вместо лезвия 370 в вариант осуществления, представленный на различных фигурах в рамках настоящего документа.
Кроме того, лезвие или другое режущее устройство можно установить на ультразвуковой генератор/виброгенератор для облегчения нарезки. В некоторых вариантах осуществления сердечник воздействует на конвертер, выполненный с возможностью поддержки лезвия или другого режущего инструмента, с энергией колебаний и частотой в пределах диапазонов от 1 до 100 кГц, от 10 до 90 кГц и от 15 до 50 кГц
На Фиг. 5A-5C подробно представлена пружина 382. Как представлено на Фиг. 3E и 3F, пружина 382 служит для удерживания лигатуры 202 на упоре 340 в процессе нарезки фиксатора. Как представлено на Фиг. 3A, 3B, пружина 382 соединена с пружинным рычагом 380 при помощи пружинной опоры 384. На Фиг. 5A представлен вид сверху пружины 382. Пружина 382 включает в себя гибкую тонколистовую пластину 500. Два установочных отверстия 502 позволяют соединить пружину 382 с пружинным рычагом 380 (не показано). С противоположной стороны гибкой тонколистовой пластины 500 пружина 382 сужается к наконечнику 504. На Фиг. 5B представлен вид пружины 382 в разрезе вдоль линии B-B, представленной на Фиг. 5A. Как представлено на Фиг. 5B, пружина 382 имеет два изгиба 506, 508, которые смещают наконечник 504 ниже части тонколистовой пластины 500, где расположены установочные отверстия 502. В предпочтительном варианте осуществления смещение 510 составляет приблизительно 1,5 мм. Однако величину смещения следует выбирать таким образом, чтобы наконечник 504 был единственной частью пружинного узла, контактирующей с шовным материалом (не показано). На Фиг. 5C представлен вид в перспективе пружины 382, на котором представлены гибкая тонколистовая пластина 500, установочные отверстия 502, изгибы 506, 508 и наконечник 504. В одном предпочтительном варианте осуществления пружина 382 изготовлена из нержавеющей стали толщиной 0,1 мм.
Пружину используют для создания удерживающего воздействия на шовный материал для его фиксации на месте во время нарезки фиксатора. Удерживающее усилие следует выбирать таким образом, чтобы фиксировать шовный материал, избегая его чрезмерной деформации. Если выбрано слишком высокое удерживающее усилие, пружина вдавливает лигатуру в отверстие упорной пластины. Если выбрано слишком низкое удерживающее усилие, лигатура будет двигаться во время формирования фиксатора, что отрицательно скажется на качестве фиксаторов. Удерживающее усилие менее 1 Ньютона является достаточным для удержания шовного материала на месте. В предпочтительном варианте осуществления удерживающее усилие, приблизительно равное 0,1 Н, является достаточным для удержания шовного материала размером 2-0 на месте в процессе формирования фиксатора. Пружина 382, пригодная для использования с шовными материалами малого диаметра, изготовлена из более тонкой заготовки из нержавеющей стали толщиной 0,030 мм. Более тонкая стальная заготовка обеспечивает более низкое удерживающее усилие, воздействующее на шовные материалы малого диаметра. Величина усилия, прилагаемого пружиной, обусловлена жесткостью пружины и степенью деформации наконечника пружины при контакте с шовным материалом. Как было описано выше, степень деформации пружины можно регулировать при помощи пружинного рычажного регулятора 386 (см. Фиг. 3A, 3B).
На Фиг. 6A-6C подробно представлены зажим и зажимной узел. На Фиг. 6A представлен вид в перспективе зажимного узла 215a, 215b, установленного на одном конце стола 210. Как представлено на Фиг. 6A, зажимной узел 215a, 215b включает в себя три основных компонента: звено линейного перемещения 602, звено вращения 604 и зажим 606. Звено линейного перемещения 602 установлено непосредственно на стол 210. Звено вращения 604 установлено на звено линейного перемещения 602. Звено линейного перемещения 602 выполнено с возможностью перемещения звена вращения 604 вдоль стола 210, как показано стрелкой 608. Зажим 606 установлен на звено вращения 604. Звено вращения 604 выполнено с возможностью поворота зажима 606 под любым желательным углом. Зажим 606 выполнен с возможностью фиксации одного конца лигатуры 202. Зажим 606 имеет свойства, позволяющие регулировать положение лигатуры, чтобы обеспечить точное совмещение лигатуры 202 с осью вращения звена вращения 604 и зажима 606.
Возвращаясь к Фиг. 6A, звено линейного перемещения 602 включает в себя направляющую линейного перемещения 620, к которой крепится несущее устройство 621. Резьбовой стержень 622 проходит вдоль центра направляющей линейного перемещения 620 и через отверстие 623 в несущем устройстве 621. Часть отверстия 623 имеет резьбу, обеспечивающую сцепление с резьбовым стержнем 622. Один конец резьбового стержня 622 установлен во втулке 624. Другой конец резьбового стержня 622 проходит через втулку 625 к соединительной муфте 626, которая соединяет резьбовой стержень 622 с шаговым двигателем высокой точности 628. В ходе работы шаговый двигатель 628 вращает резьбовой стержень 622 с высокой точностью. Поскольку часть отверстия 623 имеет резьбу, обеспечивающую сцепление с резьбовым стержнем 622, вращение резьбового стержня 622 заставляет несущее устройство 621 перемещаться вдоль направляющей 620 с высокой точностью. На направляющей линейного перемещения 620 предусмотрена пара ограничителей хода 630, 631. На несущем устройстве 621 предусмотрены одна или более лапок 632, установленных с возможностью зацепления ограничителей хода 630, 631, что препятствует перемещению несущего устройства 621 за пределы желаемого диапазона. В предпочтительных вариантах осуществления положение ограничителей хода 630, 631 и (или) лапок 632 допускает регулировку.
Звено вращения 604 установлено на верхней поверхности несущего устройства 621. Звено вращения 604 включает в себя вал 640, установленный через втулку 642. Зажим 606 установлен на одном конце вала 640. Передаточный механизм 646 установлен на другом конце вала 640. Передаточный механизм 646 приводится в действие передаточным механизмом 648, сообщающимся с шаговым двигателем высокой точности 650. В ходе работы шаговый двигатель 650 поворачивает передаточные механизмы 648, 646 и вал 640 с высокой точностью, тем самым поворачивая зажим 606, как показано стрелкой 609.
На Фиг. 6B представлен увеличенный вид в перспективе наружного конца зажима 606. Как представлено на Фиг. 6B, зажим 606 установлен на вал 640, поддерживаемый втулкой 642. Передаточный механизм 646 соединяется с наружным концом вала 640. Передаточный механизм 646 приводится в действие передаточным механизмом 648 (см. Фиг. 6A). В предпочтительном варианте осуществления для соединения передаточного механизма 648 и передаточного механизма 646 можно использовать цепь, однако в альтернативных вариантах осуществления также можно использовать ремень или зубчатый привод. Механизм натяжения 670 для удерживания лигатуры 202 установлен на наружном конце вала 640. Лигатура 202 установлена на механизм натяжения 670. Механизм натяжения 670 имеет вращательный привод 672, соединенный с катушкой 674, к которой прикреплена лигатура. Во время работы вращательный привод 672 натягивает лигатуру в линейном направлении через отверстие 676 в валу 640 на катушку 674. Вращательный привод 672, таким образом, может контролировать натяжение и (в некоторых случаях) продольное положение лигатуры.
На Фиг. 6C представлен увеличенный вид в перспективе внутреннего конца зажима 606. Как представлено на Фиг. 6B, зажим 606 установлен на вал 640, поддерживаемый втулкой 642. Зажим 606 включает в себя v-образный захват 660 для размещения лигатуры. V-образный захват 660 установлен на противоположном конце вала 640, как и механизм натяжения 670. Лигатура выходит из механизма натяжения 670, через отверстие 676 в валу 640, а затем проходит между браншами 662 v-образного захвата 660. Желательно обеспечить точное совмещение лигатуры 202 с осью вращения вала 640 таким образом, чтобы лигатура не смещалась в вертикальном или горизонтальном направлении во время вращения вала 640. Таким образом, зажим 606 включает в себя звенья микрометрической установки по осям XY 665, 667 для регулирования положения лигатуры относительно оси вращения вала 640, как показано стрелками 664. V-образный захват 660 установлен на звене 665, которое в свою очередь установлено на звене 667, соединенном с валом 640. В варианте осуществления, представленном на Фиг. 6B, звенья микрометрической установки 665, 667 регулируют вручную, поворачивая приводы 668, 669, однако в других вариантах осуществления ручные звенья микрометрической установки по осям XY 665, 667 заменяют автоматическим звеном регулирования по осям XY, которое направляет шовный материал и управляет моторизированной XY-платформой, выравнивающей лигатуру 202 относительно оси вращения.
На Фиг. 7A, 7B и 7C представлен диапазон вариантов и схем распределения фиксаторов, пригодных для самоудерживающегося шовного материала. На Фиг. 7D, 7E и 7F представлены различные формы фиксаторов, пригодные для самоудерживающегося шовного материала. На Фиг. 7A представлено распределение фиксаторов по одиночной спиральной схеме на самоудерживающемся шовном материале в соответствии с вариантом осуществления настоящего изобретения. На Фиг. 7B представлено распределение фиксаторов по двойной спиральной схеме на самоудерживающемся шовном материале в соответствии с вариантом осуществления настоящего изобретения. На Фиг. 7C представлено распределение фиксаторов по квадро-спиральной схеме на самоудерживающемся шовном материале, выделяющем лекарственное вещество, в соответствии с вариантом осуществления настоящего изобретения.
Для начала стоит рассмотреть Фиг. 7A, на котором представлено распределение фиксаторов 704 по одиночной спиральной схеме на самоудерживающемся шовном материале. Как представлено на Фиг. 7A, самоудерживающийся шовный материал 700 имеет лигатуру 702 размером согласно USP 2-0, 4-0, 6-0, 7-0, 8-0, 9-0, 10-0, 11-0, 12-0 или меньше. Как представлено на Фиг. 7A, лигатура представляет собой шовный материал размером 4-0 с диаметром 250 мкм. Самоудерживающийся шовный материал 700 включает в себя множество фиксаторов 704, размещенных по спиральной схеме по периметру окружности и по длине лигатуры 702. Как представлено на Фиг. 7A, спираль делает 2,2 витка на сантиметр (5,7 витков на дюйм). В варианте осуществления самоудерживающийся шовный материал имеет участок с зазубринами 712 длиной по меньшей мере 60 мм, а также промежуток без зазубрин 710, 714 длиной 100 мм с обеих сторон от участка с зазубринами 712. Участок с зазубринами 712 может иметь однонаправленные или разнонаправленные фиксаторы 704. Длина каждого фиксатора составляет 500 мкм от наконечника углубления до основания разреза (измерение в осевом направлении), см. стрелку 716. Расстояние между основанием одного фиксатора и основанием соседнего фиксатора в пределах одного витка (шага) составляет 600 мкм (измерение в осевом направлении), см. стрелку 718.
В варианте осуществления, представленном на Фиг. 7A, шаг составляет 120% длины фиксатора. В предпочтительных вариантах осуществления шаг составляет менее 200% длины фиксатора, более предпочтительно - менее 150% длины фиксатора, а наиболее предпочтительно - менее приблизительно 120% длины фиксатора, что позволяет увеличить плотность фиксаторов и удерживающую способность самоудерживающего шовного материала. В варианте осуществления, представленном на Фиг. 7A, фиксаторы 704 распределены с плотностью 16,5 фиксаторов на сантиметр (42 фиксатора на дюйм) или 0,50 фиксатора на диаметр шовного материала по осевой длине. Плотность фиксаторов, выраженная в фиксаторах на дюйм = n*25 400/шаг (причем n = количество фиксаторов в схеме, например, n=1 для одиночной спирали, n=2 для двойной спирали, n=4 для квадро-спиральной схемы, причем 25=400 - количество микрометров на дюйм). Плотность фиксаторов, выраженная в фиксаторах на диаметр шовного материала по осевой длине = n*(диаметр шовного материала)/шаг (причем n = количество фиксаторов в схеме, например, n=1 для одиночной спирали, n=2 для двойной спирали, n=4 для квадро-спиральной схемы, причем 25 400 - количество микрометров на дюйм). Следует отметить, что нет необходимости в том, чтобы фиксаторы присутствовали на всем участке лигатуры, равном 2,54 см (1 дюйм). Соотношение общей длины фиксаторов и длины шовного материала можно рассчитать по формуле: n*(длина фиксатора)/шаг, и на Фиг. 7A соотношение составляет 1*500 мкм/600 мкм или 0,83. В некоторых предпочтительных вариантах осуществления настоящего изобретения отношение общей длины фиксаторов на участке, содержащем фиксаторы, к длине участка составляет приблизительно 0,8 или более.
Стоит рассмотреть Фиг. 7B, на котором представлено двойное спиральное распределение фиксаторов 724 на самоудерживающемся шовном материале 720. Как представлено на Фиг. 7B, самоудерживающийся шовный материал 720 имеет лигатуру 722 размером согласно USP 2-0, 4-0, 6-0, 7-0, 8-0, 9-0 10-0, 11-0, 12-0 или меньше. Как представлено на Фиг. 7B, лигатура представляет собой шовный материал размером 4-0 с диаметром 250 мкм. Самоудерживающийся шовный материал 720 включает в себя множество фиксаторов 724, размещенных по двойной спиральной схеме (n=2) по периметру окружности и по длине лигатуры 722. Как представлено на Фиг. 7B, спираль делает 1,7 витков на сантиметр (4,2 витков на дюйм). Витки также смещены на 0,49 мм относительно друг друга в направлении оси. В варианте осуществления самоудерживающийся шовный материал 720 имеет участок с зазубринами 732 длиной по меньшей мере 100 мм, а также промежуток без зазубрин 730, 734 длиной 100 мм с обеих сторон от участка с зазубринами 732. Участок с зазубринами 732 может иметь однонаправленные или разнонаправленные фиксаторы 724. Длина каждого фиксатора составляет 310 мкм от наконечника углубления до основания разреза (измерение в осевом направлении), см. стрелку 736. Расстояние между основанием одного фиксатора и основанием соседнего фиксатора в пределах одного витка (шага) составляет 410 мкм (измерение в осевом направлении), см. стрелку 738.
В варианте осуществления, представленном на Фиг. 7B, шаг составляет 132% длины фиксатора. В предпочтительных вариантах осуществления шаг составляет менее 200% длины фиксатора, более предпочтительно - менее 150% длины фиксатора, а наиболее предпочтительно - менее приблизительно 120% длины фиксатора, что позволяет увеличить плотность фиксаторов и удерживающую способность самоудерживающего шовного материала. В варианте осуществления, представленном на Фиг. 7B, фиксаторы 724 распределены с плотностью 48,4 фиксаторов на сантиметр (123 фиксатора на дюйм) или 1,21 фиксатора на диаметр шовного материала по осевой длине. Соотношение общей длины фиксаторов и длины шовного материала можно рассчитать по формуле: n*(длина фиксатора)/шаг, и на Фиг. 7B соотношение оставляет 2*310 мкм/410 мкм или 1,51. Соотношение общей длины фиксаторов и длины шовного материала со схемой распределения, представленной на Фиг. 7B, составляет приблизительно 1,51, т.е. общая длина фиксаторов (количество фиксаторов умножить на длину каждого фиксатора) на участке шовного материала, имеющем фиксаторы, в 1,51 раза больше длины участка шовного материала. В некоторых предпочтительных вариантах осуществления настоящего изобретения соотношение общей длины фиксаторов на участке, имеющем фиксаторы, и длины участка больше 1, а более предпочтительно - больше 1,2, а в наиболее предпочтительном варианте - больше приблизительно 1,5.
Стоит рассмотреть Фиг. 7C, на котором представлено распределение фиксаторов 744 с высокой плотностью на самоудерживающемся шовном материале 740. Как представлено на Фиг. 7C, самоудерживающийся шовный материал 740 имеет лигатуру 742 размером согласно USP 2-0, 4-0, 6-0, 7-0, 8-0, 9-0 10-0, 11-0, 12-0 или меньше. Как представлено на Фиг. 7C, лигатура представляет собой шовный материал размером 4-0 с номинальным диаметром 250 мкм. Самоудерживающийся шовный материал 740 включает в себя множество фиксаторов 744, размещенных группами по четыре фиксатора в одной плоскости (n=4), каждый фиксатор под углом 90 градусов к другим - квадро-спиральная схема распределения. Каждый соседний набор из четырех фиксаторов смещен относительно соседних наборов на 45 градусов. В варианте осуществления самоудерживающийся шовный материал имеет участок с зазубринами 752 длиной по меньшей мере 60 мм, а также промежуток без зазубрин 750, 754 длиной 100 мм с обеих сторон от участка с зазубринами 752. Участок с зазубринами 752 может иметь однонаправленные или разнонаправленные фиксаторы 744. Длина каждого фиксатора составляет 180 мкм от наконечника углубления до основания разреза (измерение в осевом направлении), см. стрелку 756. Расстояние между основанием фиксатора в одном наборе и основанием соседних фиксаторов (шаг) составляет 280 мкм (измерение в осевом направлении), см. стрелку 758.
В варианте осуществления, представленном на Фиг. 7B, шаг составляет 155% длины фиксатора. В предпочтительных вариантах осуществления шаг составляет менее 200% длины фиксатора, более предпочтительно - менее приблизительно 155% длины фиксатора, а наиболее предпочтительно - менее приблизительно 120% длины фиксатора, что позволяет увеличить плотность фиксаторов и удерживающую способность самоудерживающего шовного материала. В варианте осуществления, представленном на Фиг. 7C, фиксаторы 744 распределены с плотностью 142,5 фиксаторов на сантиметр (362 фиксатора на дюйм) или 3,57 фиксаторов на диаметр шовного материала по осевой длине. Соотношение общей длины фиксаторов и длины шовного материала можно рассчитать по формуле: n*(длина фиксатора)/шаг, и на Фиг. 7С соотношение составляет 4*180 мкм/280 мкм или 2,57. Соотношение общей длины фиксаторов и длины шовного материала со схемой распределения, представленной на Фиг. 7С, составляет приблизительно 2,57, т.е. общая длина фиксаторов (количество фиксаторов умножить на длину каждого фиксатора) на участке шовного материала, имеющем фиксаторы, в 2,57 раза больше длины участка шовного материала. В некоторых предпочтительных вариантах осуществления настоящего изобретения соотношение общей длины фиксаторов на участке, имеющем фиксаторы, и длины участка больше 2, а более предпочтительно - больше приблизительно 2,5.
На Фиг. 7D, 7E и 7F представлены различные формы фиксаторов, пригодные для распределения в соответствии со схемами, описанными выше и представленными на Фиг. 7G. Формы фиксаторов зависят от установки угла лезвия, формы лезвия и секущего угла, а также других параметров. Для каждого фиксатора, представленного на Фиг. 7D-7F, можно использовать лигатуру 760 размером согласно USP 4-0 с диаметром приблизительно 250 мкм. Однако формы фиксаторов можно привести в соответствие с шовными материалами другого диаметра, например, от 1000 до 50 мкм и меньше.
Для начала стоит рассмотреть Фиг. 7D, на котором представлен параболический фиксатор 764, подходящий как для одиночной спиральной (Фиг. 7A), двойной спиральной (Фиг. 7B), так и квадро-спиральной (Фиг. 7C) схемы распределения. Глубина разреза D (измеренная в поперечном направлении) составляет 60 мкм. Следует отметить, что глубина разреза находится в диапазоне от 5% до 35% диаметра лигатуры. Длина разреза L (измеренная в осевом направлении) составляет 250 мкм. Следует отметить, что длина разреза находится в диапазоне от 200% до 800% глубины разреза. В отношении фиксатора применим термин «коэффициент пропорциональности», подразумевающий соотношение длины фиксатора и глубины разреза. Таким образом, например, коэффициент пропорциональности параболического фиксатора 764 - L/D, который в данном варианте осуществления составляет 4,1.
На Фиг. 7E представлен параболический фиксатор 762, подходящий для использования в схеме распределения фиксаторов с высокой плотностью (Фиг. 7C). Глубина разреза D (измеренная в поперечном направлении) составляет 36 мкм, что находится в диапазоне от 5% до 35% диаметра лигатуры. Длина разреза L (измеренная в осевом направлении) составляет 170 мкм, что находится в диапазоне от 200% до 800% глубины разреза. Коэффициент пропорциональности параболического фиксатора 762 в данном варианте осуществления составляет 4,7.
На Фиг. 7F представлен альтернативный фиксатор 768, входящий под углом 30 градусов (угол θ), а затем проходящий параллельно оси шовного материала. Глубина разреза D (измеренная в поперечном направлении) составляет 36 мкм. Длина разреза L (измеренная в осевом направлении) составляет 234 мкм. Угол входа θ составляет изначально 30 градусов к оси шовного материала. Коэффициент пропорциональности фиксатора 768 выше по сравнению с параболическим фиксатором - коэффициент пропорциональности фиксатора 768 в данном варианте осуществления составляет 6,5.
Формы фиксаторов, описанные со ссылкой на Фиг. 7D-7F, и другие формы фиксаторов могут быть пригодны для размещения с плотностью и в соответствии со схемами, необходимыми для конкретных случаев применения и для конкретных диаметров лигатуры. Форму фиксаторов можно выполнять путем регулирования параметров режущего узла, как описывалось выше. Альтернативные формы фиксаторов и схемы их распределения описаны в заявке на патент США 12/101885 «Самоудерживающиеся системы для хирургических операций», поданной 11 апреля 2008 года (досье патентного поверенного № ANGIO-01000US7), включенной в настоящий документ путем ссылки.
Стоит рассмотреть Фиг. 7G, на котором представлено двойное спиральное распределение фиксаторов 784 на самоудерживающемся шовном материале 780. На Фиг. 7G представлен конкретный случай двойного спирального распределения, в котором фиксаторы совпадают по фазе, т.е. фиксаторы обеих спиралей сформированы по существу в одних и тех же положениях вдоль шовного материала. В представленном варианте осуществления фиксаторы сформированы на противоположных сторонах лигатуры. Как представлено на Фиг. 7G, самоудерживающийся шовный материал 780 имеет лигатуру 782 размером согласно USP 2-0, 4-0, 6-0, 7-0, 8-0, 9-0 10-0, 11-0, 12-0 или меньше. Как представлено на Фиг. 7G, лигатура представляет собой шовный материал размером 2-0 с диаметром приблизительно 330 мкм. Самоудерживающийся шовный материал 780 включает в себя множество фиксаторов 784, распределенных по двойной спиральной схеме (n=2) по периметру окружности и по длине лигатуры 782. Витки спиралей совпадают друг с другом по фазе, таким образом, осевое смещение между витками/фиксаторами является незначительным либо отсутствует. В представленном варианте осуществления соседние пары фиксаторов повернуты на 90° относительно соседних пар фиксаторов. Спиральная схема составляет 5 витков на сантиметр (12,7 витков на дюйм) шовного материала. Расстояние между основанием одного фиксатора и основанием соседнего фиксатора в пределах одного витка (шага) составляет 500 мкм (измерение в осевом направлении), см. стрелку 798. Длина каждого фиксатора составляет 420 мкм от наконечника углубления до основания разреза (измерение в осевом направлении), см. стрелку 796. В варианте осуществления самоудерживающийся шовный материал 780 имеет участок с зазубринами 792 длиной по меньшей мере 100 мм, а также промежуток без зазубрин 790, 794 длиной 100 мм с обеих сторон от участка с зазубринами 792. Участок с зазубринами 792 может иметь однонаправленные или разнонаправленные фиксаторы 784. Шовный материал также может включать в себя переходный участок (без зазубрин) между участками с фиксаторами, ориентированными в противоположных направлениях.
В варианте осуществления, представленном на Фиг. 7G, шаг составляет 119% длины фиксатора. В предпочтительных вариантах осуществления шаг составляет менее 200% длины фиксатора, более предпочтительно - менее 150% длины фиксатора, а наиболее предпочтительно - менее приблизительно 120% длины фиксатора, что позволяет увеличить плотность фиксаторов и удерживающую способность самоудерживающего шовного материала. В данной конфигурации самоудерживающийся шовный материал имеет два фиксатора по 500 мкм, распределенные с плотностью 40,2 фиксатора на сантиметр (102 фиксатора на дюйм) или 1,32 фиксатора на диаметр шовного материала по осевой длине. Соотношение общей длины фиксаторов и длины шовного материала можно рассчитать по формуле: n*(длина фиксатора)/шаг, и на Фиг. 7G соотношение составляет 2*420 мкм/500 мкм или 1,68. Таким образом, соотношение общей длины фиксаторов и длины шовного материала на участке с зазубринами 792 на Фиг. 7G составляет приблизительно 1,68, т.е. общая длина фиксаторов (количество фиксаторов умножить на длину каждого фиксатора) на участке шовного материала в 1,68 раза больше длины участка шовного материала. В некоторых предпочтительных вариантах осуществления настоящего изобретения соотношение общей длины фиксаторов на участке, имеющем фиксаторы, и длины участка больше 1, а более предпочтительно - больше приблизительно 1,5.
На Фиг. 7H представлен вид самоудерживающегося шовного материала, представленного на Фиг. 7G, в разрезе вдоль линии H-H, совпадающей с максимальной глубиной разреза фиксаторов 784. На Фиг. 7G представлена центральная неразрезанная часть лигатуры 782, отвечающая за предел прочности на растяжение шовного материала, а также два сегмента шовного материала, формирующие основание фиксаторов 784. В варианте осуществления, описанном со ссылкой на Фиг. 7G, глубина разреза D составляет 70 мкм, тогда как диаметр шовного материала составляет 330 мкм. Расчет площади двух сегментов, составляющих фиксаторы 784, показывает, что приблизительно 70% поперечного сечения лигатуры 782 остается для обеспечения прочности на разрыв лигатуры 782. В предпочтительных вариантах осуществления в данной и других схемах распределения 70% или больше поперечного сечения шовного материала после нарезки фиксаторов остается для обеспечения прочности на разрыв. Для достижения такого результата можно выбрать схему распределения фиксаторов и форму фиксаторов (включая глубину разреза). Аналогичным образом, в варианте осуществления, представленном на Фиг. 7C, в котором четыре фиксатора нарезают в одной и той же плоскости, выбрана малая глубина разреза, чтобы сохранить достаточное поперечное сечение шовного материала, способное обеспечить прочность на разрыв самоудерживающегося шовного материала 740.
Примеры самоудерживающихся шовных материалов
При помощи устройства, описанного выше, изготовили множество самоудерживающихся шовных материалов. Шовные материалы сформировали из заготовок лигатуры, на которых сформировали фиксаторы различных конфигураций с применением различных схем распределения. В некоторых случаях удерживающая способность фиксаторов служила критерием оценки функциональности формы фиксатора и схемы распределения. Помимо плотности распределения фиксаторов на шовном материале конкретного диаметра на удерживающую способность фиксатора наибольшее влияние оказали такие факторы, как длина фиксатора и секущий угол. Однако следует отметить, что оптимальные длина и распределение фиксаторов могут варьироваться в зависимости от ткани, на которую накладывают шов, и способа наложения шва.
Пример A. Партия 36
На Фиг. 8A представлен самоудерживающийся шовный материал 800a, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800a формировали путем нарезки фиксаторов 802a по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804a размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 1 000 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802a на полипропиленовой лигатуре 804a параметры режущего узла устанавливали следующим образом: угол лезвия 38,89°, секущий угол 10°, угол врезания 78°, глубина разреза 50 мкм и шаг 1 000 мкм. Длина полученных фиксаторов составила 359 мкм, плотность - приблизительно 40,2 фиксатора на сантиметр (102 фиксатора на дюйм) или 1,20 фиксатора на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора (длина фиксатора/глубина разреза) составил приблизительно 7,2. Полученное соотношение общей длины фиксаторов и длины шовного материала составило 1,4, т.е. общая длина фиксаторов (количество фиксаторов умножить на длину каждого фиксатора) на участке шовного материала, имеющем фиксаторы, в 1,4 раза больше, чем длина самого участка шовного материала. Удерживающую способность самоудерживающего шовного материала 800a тестировали на растяжение, накладывая шов на жировой слой свиной шкуры (см. способы, описанные ниже). Среднее значение силы по результатам 15 тестов составило 4,045 Н.
Пример B. Партия 37
На Фиг. 8B представлен самоудерживающийся шовный материал 800b, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800b формировали путем нарезки фиксаторов 802b по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804b размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 500 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802b на полипропиленовой лигатуре 804b параметры режущего узла устанавливали следующим образом: угол лезвия 38,89°, секущий угол 10°, угол врезания 78°, глубина разреза 50 мкм и шаг 500 мкм. Длина полученных фиксаторов составила 331 мкм, плотность - приблизительно 80,3 фиксатора на сантиметр (204 фиксатора на дюйм) или 2,4 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 6,6. Полученное соотношение общей длины фиксаторов и длины шовного материала составил 2,6. Удерживающую способность самоудерживающего шовного материала 800b тестировали на растяжение, накладывая шов на жировой слой свиной шкуры (см. способы, описанные ниже). Среднее значение силы по результатам 15 тестов составило 5,045 Н.
Пример C. Партия 38
На Фиг. 8C представлен самоудерживающийся шовный материал 800c, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800c формировали путем нарезки фиксаторов 802c по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804c размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 440 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802c на полипропиленовой лигатуре 804c параметры режущего узла устанавливали следующим образом: угол лезвия 38,89°, секущий угол 8°, угол врезания 78°, глубина разреза 50 мкм и шаг 440 мкм. Длина полученных фиксаторов составила 375 мкм, плотность - 90,6 фиксаторов на сантиметр (230 фиксаторов на дюйм) или 2,73 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 7,5. Полученное соотношение общей длины фиксаторов и длины шовного материала составил 3,4. Удерживающую способность самоудерживающего шовного материала 800c тестировали на растяжение, накладывая шов на жировой слой свиной шкуры (см. способы, описанные ниже). Среднее значение силы по результатам 15 тестов составило 4,651 Н.
Пример D. Партия 39
На Фиг. 8D представлен самоудерживающийся шовный материал 800d, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800d формировали путем нарезки фиксаторов 802d по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804d размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 170 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802d на полипропиленовой лигатуре 804d параметры режущего узла устанавливали следующим образом: угол лезвия 38,89°, секущий угол 8°, угол врезания 86°, глубина разреза 50 мкм и шаг 170 мкм. Длина полученных фиксаторов составила 156 мкм, плотность - 234,6 фиксаторов на сантиметр (596 фиксаторов на дюйм) или 7,06 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 3,1. Полученное соотношение общей длины фиксаторов и длины шовного материала составил 3,6. Удерживающую способность самоудерживающего шовного материала 800d тестировали на растяжение, накладывая шов на жировой слой свиной шкуры (см. способы, описанные ниже). Среднее значение силы по результатам 15 тестов составило 3,280 Н.
Пример E. Партия 40
На Фиг. 8E представлен самоудерживающийся шовный материал 800e, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800e формировали путем нарезки фиксаторов 802e по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804e размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 270 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802e на полипропиленовой лигатуре 804e параметры режущего узла устанавливали следующим образом: угол лезвия 38,89°, секущий угол 4°, угол врезания 86°, глубина разреза 50 мкм и шаг 270 мкм. Длина полученных фиксаторов составила 255 мкм, плотность - 148,0 фиксаторов на сантиметр (376 фиксаторов на дюйм) или 4,44 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 5,1. Полученное соотношение общей длины фиксаторов и длины шовного материала составил 3,8. Удерживающую способность самоудерживающего шовного материала 800e тестировали на растяжение, накладывая шов на жировой слой свиной шкуры (см. способы, описанные ниже). Среднее значение силы по результатам 15 тестов составило 5,159 Н.
Пример F. Партия 41
На Фиг. 8F представлен самоудерживающийся шовный материал 800f, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800f формировали путем нарезки фиксаторов 802f по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804f размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 330 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802f на полипропиленовой лигатуре 804f параметры режущего узла устанавливали следующим образом: угол лезвия 30,56°, секущий угол 4°, угол врезания 86°, глубина разреза 50 мкм и шаг 330 мкм. Длина полученных фиксаторов составила 301 мкм, плотность - 121,3 фиксаторов на сантиметр (308 фиксаторов на дюйм) или 3,64 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 6,0. Полученное соотношение общей длины фиксаторов и длины шовного материала составил 3,6. Удерживающую способность самоудерживающего шовного материала 800f тестировали на растяжение, накладывая шов на жировой слой свиной шкуры (см. способы, описанные ниже). Среднее значение силы по результатам 15 тестов составило 5,432 Н. По результатам тестов партия 41 обладает наилучшей удерживающей способностью среди партий 36-43 в тестовых условиях.
Пример G. Партия 42
На Фиг. 8G представлен самоудерживающийся шовный материал 800g, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800g формировали путем нарезки фиксаторов 802g по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804g размером согласно USP 2-0 при помощи циркулярного лезвия диаметром 28 мм. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 500 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802g на полипропиленовой лигатуре 804g параметры режущего узла устанавливали следующим образом: угол лезвия 38,89°, секущий угол 10°, угол врезания 78°, глубина разреза 50 мкм и шаг 500 мкм. Длина полученных фиксаторов составила 356 мкм, плотность фиксаторов - 80, фиксаторов на сантиметр (204 фиксатора на дюйм) или 2,40 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 7,1. Полученное соотношение общей длины фиксаторов и длины шовного материала составил 2,8. Удерживающую способность самоудерживающего шовного материала 800g тестировали на растяжение, накладывая шов на жировой слой свиной шкуры (см. способы, описанные ниже). Среднее значение силы по результатам 50 тестов составило 5,112 Н.
Пример H. Партия 43
На Фиг. 8H представлен самоудерживающийся шовный материал 800h, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800h формировали путем нарезки фиксаторов 802h по двойной спиральной схеме (n=2) на полипропиленовой лигатуре 804h размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. Как отмечалось выше со ссылкой на Фиг. 7G, две спирали совпадают по фазе, т.е. фиксаторы обеих спиралей сформированы по существу в одних и тех же положениях в направлении оси вдоль шовного материала. Фиксаторы также сформированы на противоположных сторонах лигатуры относительно друг друга. Каждая пара фиксаторов повернута на 90° относительно соседних пар фиксаторов. В каждом положении по оси шовного материала нарезали по два фиксатора, между выполнением двух фиксаторов шовный материал поворачивали на 180°. Затем шовный материал перемещали в направлении оси на расстояние 500 мкм и поворачивали на 90° перед нарезкой следующих двух фиксаторов. Для формирования фиксаторов 802h на полипропиленовой лигатуре 804h параметры режущего узла устанавливали следующим образом: угол лезвия 38,89°, секущий угол 10°, угол врезания 78°, глубина разреза 50 мкм и шаг 500 мкм. Длина полученных фиксаторов составила 435 мкм, плотность - 40,2 фиксаторов на сантиметр (102 фиксатора на дюйм) или 1,20 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 8,7. Полученное соотношение общей длины фиксаторов и длины шовного материала составил 1,7. Удерживающую способность самоудерживающего шовного материала 800h тестировали на растяжение, накладывая шов на жировой слой свиной шкуры (см. способы, описанные ниже). Среднее значение силы по результатам 50 тестов составило 5,060 Н.
Пример I. Партия 45
На Фиг. 8I представлен самоудерживающийся шовный материал 800i, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800i формировали путем нарезки фиксаторов 802i по двунаправленной двойной спиральной схеме (n=2) на полипропиленовой лигатуре 804i размером согласно USP 6-0 (номинальный диаметр 96 мкм) при помощи сапфирового лезвия. В данном варианте осуществления спирали не совпадают по фазе, т.е. фиксаторы одной спирали смещены по оси вдоль шовного материала относительно фиксаторов другой спирали. В представленном варианте осуществления осевое смещение приблизительно равно осевой длине фиксатора. Каждый фиксатор в каждой спирали повернут на 90° относительно соседних фиксаторов в той же спирали. Для формирования фиксаторов 802i на полипропиленовой лигатуре 804i параметры режущего узла устанавливали следующим образом: угол лезвия 30°, секущий угол 12°, угол врезания 78°, глубина разреза 32 мкм и шаг 70 мкм. Лигатуру переворачивали и повторно осуществляли пошаговое перемещение, чтобы нарезать фиксаторы в противоположном направлении. Переходный участок 806i без фиксаторов расположен между фиксаторами, ориентированными в противоположных направлениях. Длина полученных фиксаторов составила 80 мкм, плотность фиксаторов - 285,8 фиксаторов на сантиметр (726 фиксаторов на дюйм) или 2,74 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 2,5. Полученное соотношение общей длины фиксаторов и длины шовного материала составил 2,2.
Пример J. Партия 46
На Фиг. 8J представлен самоудерживающийся шовный материал 800j, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800j формировали путем нарезки фиксаторов 802j по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804j размером согласно USP 6-0 (номинальный диаметр 96 мкм) при помощи сапфирового лезвия. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 90 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802j на полипропиленовой лигатуре 804j параметры режущего узла устанавливали следующим образом: угол лезвия 30°, секущий угол 12°, угол врезания 78°, глубина разреза 15 мкм и шаг 90 мкм. Длина полученных фиксаторов составила 65 мкм, плотность фиксаторов - 444,1 фиксаторов на сантиметр (1 128 фиксаторов на дюйм) или 4,27 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 4,3. Полученное соотношение общей длины фиксаторов и длины шовного материала составил 2,9.
Пример K. Тестируемая партия 8-0
На Фиг. 8K представлен самоудерживающийся шовный материал 800k, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800k формировали путем нарезки фиксаторов 802k по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804k размером согласно USP 8-0 (номинальный диаметр 50 мкм) при помощи сапфирового лезвия. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 60 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802k на полипропиленовой лигатуре 804k параметры режущего узла устанавливали следующим образом: угол лезвия 30°, секущий угол 12°, угол врезания 78°, глубина разреза 7 мкм и шаг 60 мкм. Длина полученных фиксаторов составила 40 мкм, плотность фиксаторов - более 665,4 фиксаторов на сантиметр (1 690 фиксаторов на дюйм) или 3,33 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 5,7. Полученное соотношение общей длины фиксаторов и длины шовного материала составил 2,7. На Фиг. 8o представлен увеличенный вид сегмента самоудерживающегося шовного материала 800k, представленного на Фиг. 8K.
Пример L. Партия 44
На Фиг. 8L представлен самоудерживающийся шовный материал 800L, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800L формировали путем нарезки фиксаторов 802L по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804L размером согласно USP 6-0 (номинальный диаметр 96 мкм) при помощи сапфирового лезвия. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 90 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802L на полипропиленовой лигатуре 804L параметры режущего узла устанавливали следующим образом: угол врезания 78°, секущий угол 12°, угол лезвия 30°, глубина разреза 15 мкм и шаг 90 мкм. Лигатуру переворачивали и повторно осуществляли пошаговое перемещение, чтобы нарезать фиксаторы в противоположном направлении. Переходный участок 806L без фиксаторов расположен между фиксаторами, ориентированными в противоположных направлениях. Длина полученных фиксаторов составила 65 мкм, плотность - 444,1 фиксаторов на сантиметр (1 128 фиксаторов на дюйм) или 4,27 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 4,3. Соотношение общей длины фиксаторов и длины шовного материала составил 2,9.
Пример M. Партия 47
На Фиг. 8M представлен самоудерживающийся шовный материал 800m, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800m формировали путем нарезки фиксаторов 802m по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804m размером согласно USP 6-0 (номинальный диаметр 96 мкм) при помощи сапфирового лезвия. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 90 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802m на полипропиленовой лигатуре 804m параметры режущего узла устанавливали следующим образом: угол врезания 78°, секущий угол 12°, угол лезвия 30°, глубина разреза 15 мкм и шаг 90 мкм. Длина полученных фиксаторов составила 60 мкм, плотность - 444,1 фиксаторов на сантиметр (1 128 фиксаторов на дюйм) или 4,27 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 4,0. Соотношение общей длины фиксаторов и длины шовного материала составил 2,7.
Пример N. Партия 48
На Фиг. 8N представлен самоудерживающийся шовный материал 800n, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800n формировали путем нарезки фиксаторов 802n по квадро-спиральной схеме (n = 4) на полипропиленовой лигатуре 804n размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением разрезов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 330 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802n на полипропиленовой лигатуре 804n параметры режущего узла устанавливали следующим образом: угол врезания 86°, секущий угол 4°, угол лезвия 30,56°. Для тестирования удерживающей способности шовного материала при использовании на различных тканях изготовили семьдесят пять образцов шовного материала. Измеряли фиксаторы на трех образцах шовного материала и получили средние параметры фиксатора: диаметр шовного материала 340 мкм, глубина разреза 50 мкм, шаг 332 мкм; длина фиксатора составила 278 мкм, плотность - 120,5 фиксаторов на сантиметр (306 фиксаторов на дюйм) или 4,1 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 5,6. Соотношение общей длины фиксаторов и длины шовного материала составил 3,3. Удерживающую способность самоудерживающего шовного материала 800n тестировали на растяжение, накладывая шов на различные ткани, как описано ниже.
Пример P. Партия 49
На Фиг. 8P представлен самоудерживающийся шовный материал 800p, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800p формировали путем нарезки фиксаторов 802p по двойной спиральной схеме (n=2) на полипропиленовой лигатуре 804p размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. Как отмечалось выше со ссылкой на Фиг. 7G, две спирали совпадают по фазе, т.е. фиксаторы обеих спиралей сформированы по существу в одних и тех же положениях в направлении оси вдоль шовного материала. Фиксаторы также сформированы на противоположных сторонах лигатуры относительно друг друга. Каждая пара фиксаторов повернута на 90° относительно соседних пар фиксаторов. В каждом положении по оси шовного материала нарезали по два фиксатора, между выполнением двух фиксаторов шовный материал поворачивали на 180°. Затем шовный материал перемещали в направлении оси на расстояние 500 мкм и поворачивали на 90° перед нарезкой следующих двух фиксаторов. Для формирования фиксаторов 802p на полипропиленовой лигатуре 804p параметры режущего узла устанавливали следующим образом: угол врезания 76°, секущий угол 11,5°, угол лезвия 38,89°. Для тестирования удерживающей способности шовного материала при использовании на различных тканях изготовили семьдесят пять образцов шовного материала. Измеряли фиксаторы на трех образцах шовного материала и получили средние параметры фиксатора: диаметр шовного материала 336 мкм, глубина разреза 76 мкм и шаг 499 мкм; и длина фиксатора составила 422 мкм, плотность - 40,2 фиксаторов на сантиметр (102 фиксатора на дюйм) или 1,36 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 5,6. Соотношение общей длины фиксаторов и длины шовного материала составил 1,7. Удерживающую способность самоудерживающего шовного материала 800p тестировали на растяжение, накладывая шов на различные ткани, как описано ниже.
Пример Q. Партия 50
На Фиг. 8Q представлен самоудерживающийся шовный материал 800q, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800q формировали путем нарезки фиксаторов 802q по двойной спиральной схеме (n=2) на полипропиленовой лигатуре 804q размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. Как отмечалось выше со ссылкой на Фиг. 7G, две спирали совпадают по фазе, т.е. фиксаторы обеих спиралей сформированы по существу в одних и тех же положениях в направлении оси вдоль шовного материала. Фиксаторы также сформированы на противоположных сторонах лигатуры относительно друг друга. Каждая пара фиксаторов повернута на 90° относительно соседних пар фиксаторов. В каждом положении по оси шовного материала нарезали по два фиксатора, между выполнением двух фиксаторов шовный материал поворачивали на 180°. Затем шовный материал перемещали в направлении оси на расстояние 500 мкм и поворачивали на 90° перед нарезкой следующих двух фиксаторов. Для формирования фиксаторов 802q на полипропиленовой лигатуре 804q параметры режущего узла устанавливали следующим образом: угол врезания 76°, секущий угол 11,5°, угол лезвия 38,89°. Изготовили семьдесят пять образцов шовного материала. Измеряли фиксаторы на трех образцах шовного материала и получили средние параметры фиксатора: диаметр шовного материала 321 мкм, глубина разреза 71 мкм и шаг 498 мкм; и длина фиксатора составила 409 мкм, плотность - 40,2 фиксаторов на сантиметр (102 фиксатора на дюйм) или 1,29 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 5,8. Соотношение общей длины фиксаторов и длины шовного материала составил 1,6.
Пример R. Партия 51
На Фиг. 8R представлен самоудерживающийся шовный материал 800r, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800r формировали путем нарезки фиксаторов 802r по двойной спиральной схеме (n=2) на полипропиленовой лигатуре 804r размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. В данном варианте осуществления спирали не совпадают по фазе, т.е. фиксаторы одной спирали смещены по оси вдоль шовного материала относительно фиксаторов другой спирали. В представленном варианте осуществления осевое смещение приблизительно равно осевой длине фиксатора. Каждый фиксатор в каждой спирали повернут на 90° относительно соседних фиксаторов в той же спирали. В каждом положении по оси шовного материала нарезали по два фиксатора, между выполнением двух фиксаторов шовный материал поворачивали на 180°. Затем шовный материал перемещали в направлении оси на расстояние 430 мкм и поворачивали на 90° перед нарезкой следующих двух фиксаторов. Для формирования фиксаторов 802r на полипропиленовой лигатуре 804r параметры режущего узла устанавливали следующим образом: угол врезания 76°, секущий угол 11,5°, угол лезвия 38,89°. Изготовили пятнадцать образцов шовного материала. Измеряли фиксаторы на трех образцах шовного материала и получили средние параметры фиксатора: диаметр шовного материала 333 мкм, глубина разреза 99 мкм, шаг 431 мкм; и длина фиксатора составила 501 мкм, плотность - 46,5 фиксаторов на сантиметр (118 фиксаторов на дюйм) или 1,55 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 5,1. Соотношение общей длины фиксаторов и длины шовного материала составил 2,3.
Пример S. Партия 52
На Фиг. 8S представлен самоудерживающийся шовный материал 800s, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800s формировали путем нарезки фиксаторов 802s по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804s размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 28 мм. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением четырех фиксаторов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси на расстояние 470 мкм и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802s на полипропиленовой лигатуре 804s параметры режущего узла устанавливали следующим образом: угол врезания 76°, секущий угол 11,5°, угол лезвия 38,89°. Изготовили пятнадцать образцов шовного материала. Измеряли фиксаторы на трех образцах шовного материала и получили средние параметры фиксатора: диаметр шовного материала 331 мкм, глубина разреза 50 мкм, шаг 468 мкм; и длина фиксатора составила 348 мкм, плотность - 85,4 фиксаторов на сантиметр (217 фиксаторов на дюйм) или 2,84 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 7,0. Соотношение общей длины фиксаторов и длины шовного материала составил 2,9.
Пример T. Партия 53
На Фиг. 8T представлен самоудерживающийся шовный материал 800t, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800t формировали путем нарезки фиксаторов 802t по двойной спиральной схеме (n=2) на полипропиленовой лигатуре 804t размером согласно USP 3-0 (номинальный диаметр 200 мкм) при помощи циркулярного лезвия диаметром 28 мм. Как отмечалось выше со ссылкой на Фиг. 7G, две спирали совпадают по фазе, т.е. фиксаторы обеих спиралей сформированы по существу в одних и тех же положениях в направлении оси вдоль шовного материала. Фиксаторы также сформированы на противоположных сторонах лигатуры относительно друг друга. Каждая пара фиксаторов повернута на 90° относительно соседних пар фиксаторов. В каждом положении по оси шовного материала нарезали по два фиксатора, между выполнением двух фиксаторов шовный материал поворачивали на 180°. Затем шовный материал перемещали в направлении оси на расстояние 400 мкм и поворачивали на 90° перед нарезкой следующих двух фиксаторов. Для формирования фиксаторов 802t на полипропиленовой лигатуре 804t параметры режущего узла устанавливали следующим образом: угол врезания 76°, секущий угол 9,6°, угол лезвия 38,89°. Изготовили девяносто образцов шовного материала. Измеряли фиксаторы на четырех образцах шовного материала и получили средние параметры фиксатора: диаметр шовного материала 249 мкм, глубина разреза 53 мкм, шаг 401 мкм; и длина фиксатора составила 281 мкм, плотность - 50 фиксаторов на сантиметр (127 фиксаторов на дюйм) или 1,24 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 5,3. Соотношение общей длины фиксаторов и длины шовного материала составил 1,4.
Пример U. Партия 54
На Фиг. 8U представлен самоудерживающийся шовный материал 800u, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800u формировали путем нарезки фиксаторов 802u по двойной спиральной схеме (n=2) на полипропиленовой лигатуре 804u размером согласно USP 4-0 (номинальный диаметр 150 мкм) при помощи циркулярного лезвия диаметром 28 мм. Как отмечалось выше со ссылкой на Фиг. 7G, две спирали совпадают по фазе, т.е. фиксаторы обеих спиралей сформированы по существу в одних и тех же положениях в направлении оси вдоль шовного материала. Фиксаторы также сформированы на противоположных сторонах лигатуры относительно друг друга. Каждая пара фиксаторов повернута на 90° относительно соседних пар фиксаторов. В каждом положении по оси шовного материала нарезали по два фиксатора, между выполнением двух фиксаторов шовный материал поворачивали на 180°. Затем шовный материал перемещали в направлении оси на расстояние 250 мкм и поворачивали на 90° перед нарезкой следующих двух фиксаторов. Для формирования фиксаторов 802u на полипропиленовой лигатуре 804u параметры режущего узла устанавливали следующим образом: угол врезания 76°, секущий угол 9,5°, угол лезвия 38,89°. Изготовили пятнадцать образцов шовного материала. Измеряли фиксаторы на пяти образцах шовного материала и получили средние параметры фиксатора: диаметр шовного материала 196 мкм, глубина разреза 40 мкм, шаг 250 мкм; и длина фиксатора составила 221 мкм, плотность - 79,9 фиксаторов на сантиметр (203 фиксатора на дюйм) или 1,57 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 5,5. Соотношение общей длины фиксаторов и длины шовного материала составил 1,8.
Пример V. Партия 55
На Фиг. 8V представлен самоудерживающийся шовный материал 800v, изготовленный при помощи режущего устройства, описанного выше. Самоудерживающийся шовный материал 800v формировали путем нарезки фиксаторов 802v по двойной спиральной схеме (n=2) на полипропиленовой лигатуре 804v размером согласно USP 2-0 (номинальный диаметр 300 мкм) при помощи циркулярного лезвия диаметром 29,9 мм. Как отмечалось выше со ссылкой на Фиг. 7G, две спирали совпадают по фазе, т.е. фиксаторы обеих спиралей сформированы по существу в одних и тех же положениях в направлении оси вдоль шовного материала. Фиксаторы также сформированы на противоположных сторонах лигатуры относительно друг друга. Каждая пара фиксаторов повернута на 90° относительно соседних пар фиксаторов. В каждом положении по оси шовного материала нарезали по два фиксатора, между выполнением двух фиксаторов шовный материал поворачивали на 180°. Затем шовный материал перемещали в направлении оси на расстояние 700 мкм и поворачивали на 90° перед нарезкой следующих двух фиксаторов. Для формирования фиксаторов 802v на полипропиленовой лигатуре 804v параметры режущего узла устанавливали следующим образом: угол врезания 76°, секущий угол 9,5°, угол лезвия 38,89°. Изготовили пятнадцать образцов шовного материала. Измеряли фиксаторы на одном образце шовного материала и получили параметры фиксатора: диаметр шовного материала 325 мкм, глубина разреза 68 мкм, шаг 700 мкм; и длина фиксатора составила 530 мкм, плотность - 28,3 фиксаторов на сантиметр (72 фиксатора на дюйм) или 0,93 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 7,8. Соотношение общей длины фиксаторов и длины шовного материала составил 1,5.
Пример W. Двойная спиральная схема 10-0
На Фиг. 8W представлен самоудерживающийся шовный материал 10-0 с двойной спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения. Самоудерживающийся шовный материал 800w формировали путем нарезки фиксаторов 802w по двойной спиральной схеме (n=2) на полипропиленовой лигатуре 804w размером согласно USP 10-0 (номинальный диаметр 32 мкм) при помощи сапфирового лезвия. Как отмечалось выше со ссылкой на Фиг. 7G, две спирали совпадают по фазе, т.е. фиксаторы обеих спиралей сформированы по существу в одних и тех же положениях в направлении оси вдоль шовного материала. Фиксаторы также сформированы на противоположных сторонах лигатуры относительно друг друга. Каждая пара фиксаторов повернута на 90° относительно соседних пар фиксаторов. В каждом положении по оси шовного материала нарезали по два фиксатора, между выполнением двух фиксаторов шовный материал поворачивали на 180°. Затем шовный материал перемещали в направлении оси и поворачивали на 90° перед нарезкой следующих двух фиксаторов. Для формирования фиксаторов 802w на полипропиленовой лигатуре 804w параметры режущего узла устанавливали следующим образом: угол врезания 78°, секущий угол 12°, угол лезвия 22,22°. Получившийся шаг составил 48 мкм, глубина разреза 7 мкм, длина фиксатора составила 30 мкм, плотность - 416,5 фиксаторов на сантиметр (1058 фиксаторов на дюйм) или 1,33 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 4,3. Соотношение общей длины фиксаторов и длины шовного материала составил 1,25. На Фиг. 8X представлен увеличенный вид шовного материала, представленного на Фиг. 8W.
Пример Y. Квадро-спиральная схема 10-0
На Фиг. 8Y представлен самоудерживающийся шовный материал размером 10-0 с квадро-спиральной схемой распределения фиксаторов, изготовленный в соответствии с вариантом осуществления настоящего изобретения. Самоудерживающийся шовный материал 800y формировали путем нарезки фиксаторов 802y по квадро-спиральной схеме (n=4) на полипропиленовой лигатуре 804y размером согласно USP 10-0 (номинальный диаметр 32 мкм) при помощи циркулярного лезвия диаметром 28 мм. В каждом положении по оси шовного материала нарезали по четыре фиксатора, между выполнением четырех фиксаторов шовный материал поворачивали на 90°. Затем шовный материал перемещали в направлении оси и поворачивали на 45° перед нарезкой следующих четырех фиксаторов. Для формирования фиксаторов 802y на полипропиленовой лигатуре 804y параметры режущего узла устанавливали следующим образом: угол врезания 78°, секущий угол 12°, угол лезвия 22,22°. Шаг составил 48 мкм, глубина разреза - 5 мкм, длина фиксатора - 25 мкм, плотность - 833,5 фиксаторов на сантиметр (2 117 фиксаторов на дюйм) или 2,67 фиксаторов на диаметр шовного материала по осевой длине. Коэффициент пропорциональности фиксатора составил приблизительно 5,0. Соотношение общей длины фиксаторов и длины шовного материала составил 2,08. На Фиг. 8Z представлен увеличенный вид шовного материала, представленного на Фиг. 8Y.
Дополнительные примеры
Хотя не все из данных примеров были изготовлены, режущее устройство, описанное выше, способно создавать фиксаторы на лигатурах размером согласно USP 8-0 (номинальный диаметр 50 мкм), а также на лигатурах размером согласно USP 9-0 (номинальный диаметр 30 мкм), USP 10-0 (номинальный диаметр 20 мкм), USP 11-0 (номинальный диаметр 10 мкм) и USP 12-0 (номинальный диаметр 9 мкм или меньше). Например, самоудерживающийся шовный материал можно изготовить путем нарезки фиксаторов по квадро-спиральной схеме на полипропиленовой лигатуре размером согласно USP 9-0 (номинальный диаметр 30 мкм) при помощи сапфирового лезвия с установкой следующих параметров нарезки: глубина разреза 4 мкм, длина фиксатора 30 мкм и шаг 40 мкм, при этом фиксаторы нарезают с плотностью 1000 фиксаторов на сантиметр (2540 фиксаторов на дюйм). Например, самоудерживающийся шовный материал можно изготовить путем нарезки фиксаторов по квадро-спиральной схеме на полипропиленовой лигатуре размером согласно USP 10-0 (номинальный диаметр 20 мкм) при помощи сапфирового лезвия с установкой следующих параметров нарезки: глубина разреза 3 мкм, длина фиксатора 20 мкм и шаг 30 мкм, при этом фиксаторы нарезают с плотностью 1333,1 фиксаторов на сантиметр (3386 фиксаторов на дюйм). Например, самоудерживающийся шовный материал можно изготовить путем нарезки фиксаторов по квадро-спиральной схеме на полипропиленовой лигатуре размером согласно USP 11-0 (номинальный диаметр 15 мкм) при помощи сапфирового лезвия с установкой следующих параметров нарезки: глубина разреза 2 мкм, длина фиксатора 10 мкм и шаг 25 мкм, при этом фиксаторы нарезают с плотностью 1600 фиксаторов на сантиметр (4064 фиксатора на дюйм). Например, самоудерживающийся шовный материал можно изготовить путем нарезки фиксаторов по квадро-спиральной схеме на полипропиленовой лигатуре размером согласно USP 12-0 (номинальный диаметр 9 мкм) при помощи сапфирового лезвия с установкой следующих параметров нарезки: глубина разреза 2 мкм, длина фиксатора 5 мкм и шаг 20 мкм, при этом фиксаторы нарезают с плотностью 2500 фиксаторов на сантиметр (6350 фиксаторов на дюйм). Следует отметить, что при увеличении шага в каждом из примеров, описанных выше, плотность фиксаторов сокращается с 2500 до 78,7 фиксаторов на сантиметр (с 6350 до 200 фиксаторов на дюйм) в зависимости от схемы распределения и длины фиксатора. Однако по результатам тестов конфигураций зазубрин предпочтительным является вариант, в котором шаг меньше длины зазубрины. Например, в предпочтительных вариантах осуществления шаг в два раза меньше длины зазубрины. Более предпочтительно, чтобы шаг был в 1,5 раза меньше длины зазубрины. Еще более предпочтительно, чтобы шаг был приблизительно в 1,2 раза меньше длины зазубрины.
Тестирование удерживающей способности
Тестирование удерживающей способности проводили для оценки и сравнения характеристик самоудерживающихся шовных материалов с различными фиксаторами и схемами распределения фиксаторов. Тестирование удерживающей способности проводили с использованием различных тканей. На Фиг. 9A схематично представлен тестируемый стенд для оценки удерживающей способности. Тестирование проводили с использованием коммерчески доступного анализатора текстуры TA.XTplus 900 и программного обеспечения Texture Exponent компании Stable Microsystems (Великобритания).
Стандартные образцы ткани подготовили из свиной кожи. Ткани подготовили таким образом, чтобы обеспечить захват шовным материалом участка ткани фиксированной толщины. При подготовке образцов из анизотропных тканей особое внимание уделяли направлению ткани, которое должно было оставаться неизменным для всех образцов. Были подготовлены следующие образцы тканей: мениск (10 мм); стенка мочевого пузыря (3 мм); стенка матки (3 мм); мягкое небо (10 мм); влагалищная манжетка (2,5 мм) и суставная капсула (1,5 мм).
Для анализа удерживающей способности образец шовного материала 920 вводили вниз в стандартный образец ткани 940 при помощи прямой иглы или гипотрубки малого диаметра, прикрепленной к ведущему концу шовного материала. После введения образца шовного материала 920 иглу и выступающий шовный материал отрезали. Затем фиксировали образец ткани 940 на основании 902 анализатора текстуры TA.XTplus 900 при помощи зажима 904. Задний конец 922 шовного материала прикрепляли к подвижному рычагу 906 анализатора текстуры TA.XTplus 900 с помощью пневматического захвата 908, приводимого в действие посредством ножной педали (не показана). Следует обратить внимание, что фиксаторы 924 образца шовного материала 920 ориентированы таким образом, чтобы препятствовать перемещению шовного материала через ткань в направлении хода 950 подвижного рычага 906. Затем приводили в действие анализатор текстуры TA.XTplus 900 для перемещения подвижного рычага 906 в направлении 950 на постоянной скорости до полного выхода образца шовного материала 920 из образца ткани 940. Для сбора данных датчика нагрузки анализатора структуры TA.XTplus 900 использовали программное обеспечение Texture Exponent, что позволило измерить усилие, необходимое для вытягивания образца шовного материала 920 из образца ткани 940 и преодоления удерживающей способности фиксаторов 924. Анализ повторяли с использованием множества образцов каждого шовного материала, чтобы установить вариабельность образцов. Затем проводили статистическую обработку результатов при помощи программного пакета Minitab 15. Также тестировали удерживающую способность коммерчески доступных самоудерживающихся шовных материалов - Quill™ Polypropylene 2-0.
Результаты анализа представлены на Фиг. 9B и 9C. На Фиг. 9B представлена таблица, в которой представлены средняя допустимая погрешность и допустимое отклонение в Ньютонах максимального удерживающего усилия для конкретных комбинаций образца шовного материала и образца ткани. На Фиг. 9C представлена схема, отражающая относительное увеличение удерживающей способности образца N - партия 48 и образца P - партия 49 по сравнению с коммерчески доступным материалом Quill™ Polypropylene 2-0. Как представлено на Фиг. 9B и 9C, пример N - партия 48 и пример P - партия 49 показали существенно лучшую удерживающую способность по сравнению с коммерчески доступным материалом Quill™ Polypropylene 2-0. В частности, пример P - партия 49 показал существенно лучшую удерживающую способность на всех тканях, использованных при тестировании, при этом удерживающая способность возросла с 117% (ткань матки) до 716% (ткань мениска) по сравнению с коммерчески доступным материалом Quill™ Polypropylene 2-0.
Материалы
Лигатуры, описанные в настоящем документе, можно получить любым допустимым способом, включая без ограничений литьевое прессование, штамповку, нарезку, экструдирование и т.п. В предпочтительных вариантах осуществления лигатуры представляют собой цельнотянутые полимерные монофиламентные нити с высоким соотношением прочности и диаметра. Полимерные лигатуры/монофиламентные нити можно произвести или закупить для использования в качестве тела шовного материала, а фиксаторы можно нанести на них впоследствии. Лигатуры/нити могут быть биологически рассасывающимися или нерассасывающимися в зависимости от конкретного случая применения. Фиксаторы можно выполнить механически при помощи лезвий, режущих дисков, шлифовальных дисков и т.п. В процессе нарезки относительно друг друга могут перемещаться либо режущее устройство или лигатура, либо одновременно режущее устройство и лигатура, чтобы контролировать размер, форму и глубину.
Клиническое применение
Самоудерживающиеся шовные материалы, изготовленные в соответствии с устройством и способами, описанными в настоящем документе, можно использовать в открытой, эндоскопической и роботизированной хирургии. Самоудерживающиеся шовные материалы, изготовленные в соответствии с устройством и способами, описанными в настоящем документе, можно использовать в микрохирургических операциях, выполняемых с использованием хирургического микроскопа (таким образом, они могут обозначаться как «самоудерживающиеся шовные материалы»), включая, например, микрохирургию, сосудистую микрохирургию, восстановление нерва, косметическую и реконструктивную хирургию, микрохирургию мочеполовой системы и другие виды микрохирургии. Такие хирургические операции включают в себя без ограничений реплантацию и восстановление периферических нервов, спинномозговую микрохирургию, сосудистую микрохирургию, микрохирургию руки, различные пластические микрохирургические операции (например, лицевую реконструктивную пластику), микрохирургию мужской или женской репродуктивных систем, а также различные типы реконструктивной микрохирургии. Микрохирургическую реконструктивную пластику используют в ситуациях сложных реконструктивных хирургических проблем, когда другие средства, такие как первичное закрытие, вторичное заживление, пересадка кожи, пересадка местных лоскутов и донорских лоскутов, оказываются неэффективными. Самоудерживающиеся шовные материалы имеют очень малый калибр, часто согласно USP 9-0 или USP 10-0, а также к ним может быть прикреплена игла соответствующего размера. Шовные материалы могут быть рассасывающимися или нерассасывающимися. Самоудерживающиеся шовные материалы, описанные в настоящем документе, можно использовать в аналогичных мелкокалиберных диапазонах в офтальмологических операциях и, таким образом, могут обозначаться как «офтальмологические самоудерживающиеся шовные материалы». Такие операции включают в себя без ограничений кератопластику, микрохирургию катаракты и микрохирургию стекловидного тела и сетчатки. Офтальмологические самоудерживающиеся шовные материалы могут быть рассасывающимися или нерассасывающимися, а также к ним может быть прикреплена игла соответствующего малого размера.
Свойства самоудерживающихся шовных материалов, описанных выше, можно объединить для создания различных шовных материалов, в частности, различные схемы распределения фиксаторов, формы фиксаторов, плотность распределения фиксаторов можно выбрать из числа описанных выше и объединить в совокупность, не выходя за пределы объема настоящего изобретения. Такую самоудерживающуюся хирургическую нить можно включить в состав однонаправленных или двунаправленных шовных материалов по мере необходимости для конкретного случая применения. Такую лигатуру можно объединить с одной или более иглами и элементами крепления для создания продукта, допустимого для конкретного случая применения. Кроме того, аспекты режущего устройства для шовного материала можно выбрать или скомбинировать для создания режущего устройства для шовного материала, не выходя за пределы объема настоящего изобретения. Описанные варианты осуществления допускают различные модификации, опущения или добавления без существенного отклонения от новых идей и преимуществ настоящего изобретения, в частности, с учетом идей, описанных выше.
Хотя настоящее изобретение было проиллюстрировано и подробно описано со ссылкой на немногочисленные примеры осуществления настоящего изобретения, специалистам в данной области следует понимать, что настоящее изобретение не ограничивается описанными вариантами осуществления. Описанные варианты осуществления допускают различные модификации, опущения или добавления без существенного отклонения от новых идей и преимуществ настоящего изобретения, в частности, с учетом идей, описанных выше. Таким образом, настоящее изобретение покрывает все такие модификации, опущения, добавления и эквиваленты, которые могут составлять суть и объем настоящего изобретения, определяемого следующей формулой изобретения.
Реферат
Группа изобретений относится к медицине. Хирургический сшивающий инструмент включает в себя первый и второй зажимной элементы для ткани и нож. Первый зажимной элемент для ткани выполнен с возможностью принимать множество скоб. Второй зажимной элемент для ткани содержит упорную пластину, выполненную с возможностью формирования скоб. Элемент обработки ткани выполнен с возможностью установки между первым и вторым зажимными элементами для ткани. Элемент обработки ткани содержит разрывной пакет или цилиндрический элемент, выполненный с возможностью принимать медицинскую жидкость, включая, по меньшей мере, одну клетку ткани. Элемент обработки ткани может иметь спиральную форму, форму круглого диска или удлиненную форму гильзы. Элемент обработки ткани также может включать в себя отходящие наружу лапки. Элемент обработки ткани может включать в себя впускное отверстие. На практике скобы и (или) нож прокалывают элемент обработки ткани, высвобождая, по меньшей мере, часть медицинской жидкости, содержащейся в элементе обработки ткани. 10 н. и 11 з.п. ф-лы, 9 ил.
Формула
фиксаторы, распределенные вдоль лигатуры;
причем лигатура имеет диаметр шовного материала (SD) не более чем 300 мкм; причем фиксаторы имеют глубину разреза (С), находящуюся в диапазоне от 5% до 35% диаметра шовного материала (SD);
причем фиксаторы имеют длину фиксатора (L) более 50% диаметра шовного материала
(SD); и
причем плотность распределения фиксаторов по длине лигатуры составляет более 2 фиксаторов на диаметр шовного материала (SD).
лигатура имеет диаметр шовного материала (SD) не более 300 мкм;
фиксаторы имеют длину фиксатора L более 20% диаметра шовного материала (SD); и
плотность распределения фиксаторов составляет более 78,7 фиксаторов на сантиметр.
фиксаторы, каждый из которых сформирован путем углового разреза на участке шовного материала;
каждый фиксатор имеет длину фиксатора, измеряемую вдоль указанной оси, причем длина фиксатора составляет более чем 300 мкм, но менее чем 500 мкм;
фиксаторы распределены парами, причем каждая пара содержит первый фиксатор и второй фиксатор;
причем второй фиксатор каждой пары расположен по существу в одном и том же положении вдоль оси и по существу повернут под углом 180 градусов вокруг указанной оси по отношению к первому фиксатору каждой пары;
причем для каждой пары фиксаторов существует по меньшей мере одна соседняя пара фиксаторов;
причем каждая пара фиксаторов смещена на длину шага вдоль оси и по существу повернута на 90 градусов вокруг указанной оси по сравнению с соседней парой фиксаторов; причем длина шага составляет не менее чем 300 мкм и не более чем 550 мкм.
шовный материал, имеющий диаметр шовного материала и продольную ось, фиксаторы, каждый из которых сформирован путем углового разреза на участке шовного материала;
каждый фиксатор имеет длину фиксатора, измеренную вдоль указанной оси, больше одного диаметра шовного материала;
фиксаторы распределены парами, причем каждая пара содержит первый фиксатор и второй фиксатор, размещенные по существу в одном и том же положении вдоль оси, но на противоположных сторонах шовного материала;
причем для каждой пары фиксаторов существует по меньшей мере одна соседняя пара фиксаторов; и
причем фиксаторы каждой пары фиксаторов смещены на длину шага менее двух диаметров шовной нити вдоль оси и по существу повернуты на 90 градусов вокруг указанной оси относительно фиксаторов соседней пары фиксаторов.
фиксаторы, каждый из которых сформирован путем углового разреза на участке шовного материала;
каждый фиксатор имеет длину фиксатора, измеренную вдоль указанной оси, больше 400 мкм;
фиксаторы распределены парами, причем каждая пара содержит первый фиксатор и второй фиксатор, размещенные по существу в одном и том же положении вдоль оси, но на противоположных сторонах шовного материала;
причем для каждой пары фиксаторов существует по меньшей мере одна соседняя пара фиксаторов; и
причем фиксаторы каждой пары фиксаторов смещены на длину шага не более чем 550 мкм вдоль оси и по существу повернуты на 90 градусов вокруг указанной оси по сравнению с фиксаторами соседней пары фиксаторов.
упорную пластину, выполненную с возможностью поддержки шовного материала;
причем указанная упорная пластина включает в себя отверстие, совмещенное с шовным материалом и выполненное с возможностью принимать по меньшей мере часть шовного материала;
пружину, выполненную с возможностью прижимать шовный материал к указанной упорной пластине в указанном отверстии; и
режущее лезвие, выполненное с возможностью отсекать фиксатор на шовном материале, когда пружина прижимает шовный материал к указанной упорной пластине в указанном отверстии.
упорную пластину, выполненную с возможностью поддержки хирургической нити;
причем указанная упорная пластина включает в себя отверстие, совмещенное с хирургической нитью и выполненное с возможностью принимать часть хирургической нити;
компрессор, выполненный с возможностью проталкивать хирургическую нить к указанной упорной пластине таким образом, что часть хирургической нити попадает в отверстие; и
устройство для формирования фиксатора, выполненное с возможностью формирования фиксатора на хирургической нити рядом с компрессором.
упорную пластину, выполненную с возможностью поддержки шовного материала;
компрессор, выполненный с возможностью проталкивать шовный материал к указанной упорной пластине;
подъем на упорной пластине, выполненный с возможностью отдалять упорную пластину от шовного материала;
устройство для формирования фиксатора, выполненное с возможностью формирования фиксатора на шовном материале в положении между компрессором и подъемом; и
причем указанное устройство для формирования фиксатора расположено с возможностью формирования фиксатора на расстоянии от подъема, составляющем менее шага (Р).
упорная пластина содержит канал, совмещенный с шовным материалом и отходящий от подъема в направлении компрессора;
причем ширина канала меньше диаметра шовного материала, а глубина позволяет исключить контакт с предварительно сформированным фиксатором, расположенным на противоположной стороне шовного материала относительно формируемого фиксатора.
компрессор, лезвие и упорную пластину;
причем упорная пластина содержит опорную поверхность, выполненную с возможностью поддержки хирургической нити;
причем опорная поверхность содержит канал, совмещенный с продольной осью хирургической нити;
причем канал имеет ширину W более 0,5 SD, но менее 0,9 SD;
причем опорная поверхность имеет подъем, пересекающий канал;
причем компрессор расположен с возможностью прижимать хирургическую нить к опорной поверхности упорной пластины на протяжении расстояния L подъема, причем L<4 SD; и
причем лезвие выполнено с возможностью нарезки фиксатора на хирургической нити в положении между компрессором и подъемом.
(a) закрепляют лигатуру на опоре;
(b) перемещают режущее лезвие вдоль оси нарезки по существу перпендикулярно продольной оси лигатуры для нарезки фиксатора длиной L на лигатуре;
(c) отсоединяют лигатуру от опоры;
(d) поворачивают лигатуру вокруг продольной оси лигатуры;
(e) повторяют этапы (а), (b) и (с) по меньшей мере один раз;
(f) отсоединяют лигатуру от опоры и продвигают лигатуру вперед на расстояние Р вдоль ее продольной оси относительно режущего лезвия после этапа (е); и
(g) повторяют этапы (a)-(f) по меньшей мере десять раз.
Комментарии