Способ переноса, а также устройство и компьютерный программный продукт для его осуществления - RU2701780C2
Код документа: RU2701780C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу механического контактирования гибкого штампа с подложкой при их точном совмещении, а также к способу, в котором используют указанный способ контактирования для впечатывания шаблона на гибком штампе в слой на подложке, в который выполняют впечатывание.
Кроме того, изобретение относится к компьютерному программному продукту для выполнения способа, а также к контроллеру, реализующему указанный компьютерный программный продукт.
Изобретение также еще относится к устройству, сконфигурированному для реализации указанного способа.
УРОВЕНЬ ТЕХНИКИ
Импринт-литография привлекает интерес в качестве перспективной альтернативы более традиционным способам оптической литографии (на основе маски), поскольку импринт-литография открывает возможность уменьшения размеров характерных элементов в шаблоне, подлежащем переносу на подложку, такую как подложка полупроводникового прибора. В способах импринт-технологии, таких как импринт-литография на большой площади (SCIL), гибкий штамп, включающий в себя шаблон с характерными элементами на его поверхности, приводят в контакт с указанной подложкой, которая, как правило, несет на себе резистный материал, в который впечатывают шаблон с характерными элементами. Затем резистный материал проявляют, например, отверждают, после чего шаблон с характерными элементами высвобождают из резистного материала, оставляя на подложке структурированный слой резиста.
Важным аспектом технологии этого типа стало обеспечение совмещения слоев на целых пластинах с нанометровой точностью, что позволяет использовать технологию так называемого «наноимпринта» для изготовления многослойных полупроводниковых приборов. Это позволит использовать указанную технологию для массового производства многослойных полупроводниковых приборов.
В предшествующих способах использовались негнущиеся или жесткие штампы небольшой площади, которые необходимо совмещать и впечатывать много раз для заполнения всей пластины. В качестве альтернативы, используют один жесткий штамп на целую пластину во избежание искажений в шаблоне, но для этого потребуется приложить к шаблону и подложке большие давления и усилия, чтобы обеспечить конформный контакт. Кроме того, шаблон и подложку необходимо совместить с конечной точностью перед их контактированием во избежание дополнительных сдвигов и деформаций во время контактирования, поскольку, после того как две пластины вошли в контакт, ошибку позиционирования скорректировать невозможно.
До сих пор способы импринт-литографии с использованием мягкого штампа не позволяли обеспечить совмещение слоев с точностью менее десятков микрон, поскольку мягкий штамп вносил сильные искажения. Однако было показано, что при использовании технологии SCIL и правильной конструкции штампа и средств позиционирования штампа, можно обеспечить неискаженные отпечатки и послойное совмещение с нанометровой точностью.
В процессе SCIL используют пластину с матрицей каналов, через которые можно подавать вакуум (отрицательное относительное давление) или положительное давление. Это давление регулирует присасывание шаблона к пластине или, другими словами, прижатие шаблона к целевой подложке. В серийных средствах реализации технологии SCIL процедура совмещения включает в себя размещение штампа на пластине в плоской конфигурации с обеспечением вакуума по всем каналам. Подложку совмещают со штампом. Затем применяют способ коррекции сдвига-смещения. Он включает в себя приведение выпуклости на штампе в контакт с подложкой и измерение указанного совмещения, когда произошел контакт.
Указанную выпуклость убирают с тем, чтобы устранить контакт, после чего можно выполнить позиционные настройки, прежде чем указанная выпуклость снова не войдет в контакт с подложкой.
Этот процесс коррекции требует определенного времени. Сначала необходимо определить сдвиг-смещение. Конечная ошибка совмещения слоев вызывается как их сдвигом-смещением, так и ошибкой совмещения соответствующих средств. Сдвиг-смещение вызывается штампом, который изначально имеет выпуклость для перекрытия зазора с подложкой. Переход штампа из его плоского состояния в состояние с выпуклостью приводит к увеличению смещения, которое можно воспроизвести только с точностью порядка 100-1000 нм.
В WO 2008/087573 раскрыт более подробно известный способ импринтинга, а также раскрыто усовершенствование, включающее поддержание контакта с выпуклым участком штампа при выполнении настроек позиционирования.
На фиг. 1 в упрощенной форма представлен подход, раскрытый в WO 2008/087573.
Штамп 10 поддерживается пластиной 110. Против пластины 110 находится держатель 120 подложки, который может перемещаться в поперечном направлении и, следовательно, выполнять функцию активируемого захвата. На держателе 120 подложки смонтирована целевая подложка (не показана). Также имеется опорный держатель 122. Опорный держатель 122 и держатель 120 подложки могут перемещаться друг относительно друга для обеспечения необходимой коррекции совмещения.
На штампе 10 сформирована выпуклость, которая входит в контакт с опорным держателем 122, как показано на верхней картинке. Эта выпуклость увеличивается в размере, достигая маркера совмещения на держателе 120 подложки с тем, чтобы можно было проверить совмещение, как показано на средней картинке.
Если требуется совмещение, то уменьшают размер выпуклости (в данном случае ее ширину) для отведения штампа 16?? от держателя подложки, с тем чтобы можно было переместить держатель подложки.
Затем показанные на фиг. 1 верхний и средний этапы повторяют, пока не будет обеспечено правильное совмещение. Затем указанный процесс продолжается путем полного прикладывания штампа к целевой пластине, поддерживаемой держателем 120 подложки, как показано на нижней картинке.
Этот процесс позволяет выполнить измерения совмещения со штампом, поддерживаемым в контакте с опорным держателем. Указанный контакт гарантирует, что муаровый эффект будет обусловлен сдвигом в плоскости без влияния высоты выпуклости. Переход от небольшой выпуклости к полному контакту воспроизводится лучше, чем процесс многократного повторения начального контакта после измерения совмещения. В результате, указанный процесс позволяет более точно управлять совмещением штампа.
Однако для этого способа требуется специальный держатель подложки в виде держателя подложки и опорного держателя (фиксатора), который не соответствует стандарту средств установки совмещения, для чего потребуется дополнительное нестандартное для технологии SCIL оборудование.
Таким образом, имеется потребность в способе точного совмещения и устройстве, подходящем для использования в способе импринт-литографии, для реализации которого в этом случае потребуется незначительная модификация стандартных средств установки совмещения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Вышеупомянутая потребность по меньшей мере частично удовлетворяется способом и устройством, обеспеченными согласно настоящему изобретению.
Изобретение определено независимыми пунктами формулы изобретения. Зависимые пункты формулы изобретения обеспечивают преимущественные варианты его осуществления.
Способ согласно изобретению основан на установлении возможности воспроизводимого возвращения гибкого штампа на держатель или подложку с наноразмерной точностью, начиная с состояния его частичной выпуклости, и возможности достижения точного совмещения этого частично выпуклого штампа. Таким образом, способ включает в себя определение и настройку совмещения во время поддержания частичной выпуклости в гибком штампе. Это позволяет получить менее сложный способ и более простую конструкцию держателя подложки и оборудование для нано-позиционирования. На этом пути потребуются более простые инструментальные средства, и возможно обеспечение более высокой производительности. Указанный способ можно непосредственно применить к серийным средствам технологии SCIL для уменьшения наведенного сдвига гибкого слоя.
Этапы (а) и (b) можно выполнять в указанном порядке в обратном порядке или одновременно. В одном варианте осуществления этап (b) выполняется до этапа (a). В контексте настоящего изобретения далее более подробно разъясняются следующие термины.
Выпуклость штампа может представлять собой выпуклость, имеющую нарастание по одну сторону выпуклости штампа и другое нарастание по другую (противоположную) сторону выпуклости штампа. Выпуклость может иметь форму выступа на (в остальном) относительно плоском штампе, благодаря чему вся выпуклость захвачена процессом выпучивания. Этот выступ может удлиняться в одном направлении за счет другого направления, перпендикулярного этому первому направлению. Этот выступ может иметь квадратное или круглое поперечное сечение. В качестве альтернативы, и как определено между первым и вторым штампом ?? частичная выпуклость штампа имеет нарастание только с одной стороны (например, с правой стороны штампа 10 на фиг. 1, в то время как нарастание выпуклости с другой стороны в действительности отсутствует (например, как в том случае, когда штамп 10 на фиг.1 продолжается с левой стороны выпуклости у поверхности фиксатора 122 вплоть до левого края фиксатора 122.
Участок выпуклости штампа может представлять собой область гибкого штампа, находящуюся в выпуклости штампа. Предпочтительно, чтобы участок выпуклости являлся областью штампа в верхней части выпуклости штампа. Выпуклость штампа является частичной, когда она недостаточна или имеет недостаточную высоту, чтобы инициировать механический контакт участка выпуклости с держателем подложки или подложкой, которая поддерживается держателем подложки. Соответственно, выпуклость штампа является полной, когда участок выпуклости штампа находится в механическом контакте с держателем подложки или подложкой, поддерживаемой держателем подложки.
Участок гибкого штампа вне по меньшей мере частичной выпуклости штампа может находиться в начале частичной или полной выпуклости штампа. Он также может быть вдали от выпуклости штампа, особенно в том случае, когда штамп является плоским или чуть искривленным либо поддерживается по существу плоской или чуть искривленной поверхностью держателя.
Гибкий штамп может иметь область штамповки на поверхности штамповки, которая приводится в контакт с подложкой или с фиктивной подложкой, если это необходимо. Область штамповки может быть частично или полностью покрыта рельефным шаблоном в зависимости от потребностей пользователя.
Участок выпуклости штампа на этапе (a) может являться частью области штамповки, но он также может быть вдали от области штамповки и/или примыкать к ней.
Характерный элемент гибкого штампа на этапе (d) может являться частью рельефного шаблона в области штамповки, но также быть элементом, отделенным от него, таким как маркер совмещения гибкого штампа.
Поперечное совмещение на этапе (d) означает относительное совмещение в направлении X и направлении Y между поверхностью штамповки гибкого штампа и поверхностью держателя подложки или поверхностью подложки для вмещения поверхности штамповки гибкого штампа. Здесь направления X и Y являются частью декартовой координатной сетки, где направление Z используют для определения расстояния между держателем или подложкой и гибким штампом.
Таким образом, поперечное перемещение может содержать перемещение по одному или обоим направлениям x и Y.
По меньшей мере частичная выпуклость штампа и минимальная по меньшей мере частичная выпуклость штампа не обязательно должны быть одинаковы, но предпочтительно должны такими быть, так как тогда силы механического напряжения, которые могут привести к ошибкам совмещения, поддерживаются одинаковыми на разных этапах способа. Минимум по меньшей мере частной выпуклости штампа может означать минимальную высоту выпуклости штампа и/или ширину выпуклости штампа. Высоту предпочтительно измерять на участке выпуклости штампа как расстояние от штампа до возможного держателя штампа. Ширину выпуклости измеряют у основания выпуклости, возможно у поверхности держателя, от одного начала выпуклости до другого начала выпуклости с другой стороны выпуклости или до края штампа, если отсутствует указанное другое начало выпуклости.
Частичной выпуклостью гибкого штампа можно управлять, чтобы перекрыть по меньшей мере 20% зазора между первым и вторым держателем или между гибким штампом и подложкой, независимо от того, какой случай подходит лучше всего или реализован. Таким образом, остается значительная выпуклость, позволяющая добиться повышения точности путем обеспечения предварительно заданного напряженного состояния в гибком штампе.
Размер частичной выпуклости штампа, необходимый для достижения требуемого повышения точности, может зависеть от абсолютного размера упомянутого зазора. Например, для устройства, которое содержит систему постоянного давления для манипулирования гибким штампом, размер выпуклости будет определяться количеством активированных захватывающих элементов. Для полной выпуклости, перекрывающей небольшой зазор, потребуется меньше активированных захватывающих элементов, так что понадобится меньшее количество возможных частичных размеров выпуклости. Например, для зазора 100 мкм можно получить полную выпуклость, активируя от 8 до 12 активирующих элементов. Это может подойти для высоты частичной выпуклости не более 20 мкм. Для зазора 20 мкм может потребоваться высота частичной выпуклости порядка 15 мкм.
Может существовать минимальная высота для частичной выпуклости, например, по меньшей мере 10 мкм.
Имеется по меньшей мере два концептуально разных пути реализации, обуславливающие вариант осуществления динамического подхода и вариант осуществления итеративного подхода.
В варианте осуществления динамического подхода этапы от (с) до (f) выполняют один или более раз, и после последнего выполнения этапа (f) по меньшей мере частичная выпуклость штампа становится полной выпуклостью штампа, так что по меньшей мере участок выпуклости штампа будет находиться в механическом контакте с подложкой. Таким образом, выпуклость является частной выпуклостью штампа, так что указанный участок выпуклости штампа не вступает в механический контакт с держателем подложки или подложкой, поддерживаемой этим держателем. Измерение совмещения выполняется при частичной выпуклости гибкого штампа на месте, предпочтительно с использованием определенных элементов в месте расположения выпуклости штампа. Эти измерения и возможные настройки повторяют, после чего выполняется окончательный контакт.
Количество повторений может быть обосновано порогом совмещения, так что, если после определенного этапа обнаружено, что достаточное совмещение достигнуто, то принимают решение том, что выполняется последний этап (f). Окончание цикла упомянутых этапов также может зависеть от действительного расстояния, которое должно быть перекрыто при упомянутом продвижении, чтобы состоялся контакт. Чем больше расстояние, которое необходимо пройти, тем больше выполняется циклов повторения. В простом варианте осуществления количество циклов повторения предварительно определяется пользователем и расстоянием, перекрываемым при указанном продвижении, деленным на количество циклов.
Этот способ обеспечивает бесконтактное измерение совмещения, причем в крайнем случае он даже может выполняться в динамике, если выполняется повторение этапов по мере непрерывного возрастания размера частичной выпуклости гибкого штампа до полноразмерной выпуклости штампа, что, в конце концов, приводит к вхождению участка выпуклости штампа в механический контакт с держателем подложки или подложкой, поддерживаемой указанным держателем подложки.
В итеративном подходе этап (a) характеризуется тем, что по меньшей мере частичная выпуклость штампа является полной выпуклостью штампа, так что в механическом контакте с подложкой окажется по меньшей мере участок выпуклости штампа. Также этап (f) содержит удаление участка выпуклости штампа от подложки для разрывания механического контакта, когда по меньшей мере минимум по меньшей мере частичной выпуклости штампа фиксируют перед выполнением необходимой поперечной настройки на этапе (e).
В данном варианте осуществления используют полную выпуклость гибкого штампа, которая перекрывает зазор для вхождения в контакт с подложкой, и выполняют этап измерения совмещения, когда участок выпуклости штампа контактирует с подложкой или вторым держателем. Измерение совмещения теперь предпочтительно выполнять на указанном участке выпуклости штампа. Это дает весьма точные результаты измерений совмещения. Затем, если необходимо настройка совмещения, то данный вариант осуществления содержит удаление указанного участка выпуклости штампа от подложки для размыкания контакта с подложкой, чтобы иметь возможность выполнить поперечные настройки без деформации или разрушения гибкого штампа или его характерных элементов и/или подложки. Выпуклость штампа предпочтительно отвести назад до состояния минимального расширения, что дает почти полностью продвинутую частичную выпуклость штампа, имеющую участок выпуклости штампа, находящийся почти в контакте с подложкой или держателем подложки. Эта почти полностью продвинутая выпуклость штампа продвинута больше, чем минимальная по меньшей мере частичная выпуклость штампа. Почти полностью продвинутая выпуклость штампа может обеспечить перекрытие указанного зазора более чем на 70%, более чем на 80% и более чем на 90% величины зазора.
Таким образом, в этом способе для проведения измерений совмещения используют контакт между выпуклостью и подложкой, но при размыкании контакта для обеспечения возможности выполнения относительных перемещений выпуклость отводят назад только в минимальной степени. Этот способ может обеспечить высокоточные измерения совмещения на одном этапе благодаря осуществлению контакта не реже одного раза и на первом этапе. Это предпочтительно сделать в месте расположения маркеров совмещения вне расположения действительной области штамповки, что позволяет обеспечить механический контакт в сухом состоянии любой из подложек, предназначенных для впечатывания при использовании данного способа в составе способа впечатывания.
В предпочтительном варианте осуществления продвижение выпуклости штампа на этапе (f) содержит возрастание по меньшей мере частичной выпуклости гибкого штампа. В этом варианте осуществления предпочтительно, чтобы держатель штампа не перемещался относительно держателя подложки или самой подложки во время выполнения продвижения. В отличие от перемещения всего гибкого штампа или держателя вместе со штампом для выполнения продвижения, неожиданно было обнаружено, что способ продвижения путем возрастания частичной выпуклости штампа характеризуется высокой точностью и воспроизводимостью, причем его относительно легко реализовать (например, с использованием более дешевого оборудования) по сравнению с вариантом продвижения путем относительного перемещения.
Если необходимо отведение участка выпуклости штампа от подложки или от ее держателя, например, отведение полной выпуклости штампа до возможности выполнения настроек совмещения, указанное отведение предпочтительно содержит укорочение полной выпуклости гибкого штампа. Опять же, в указанном случае отведение не включает относительное перемещение всего штампа и подложки или их держателей относительно друг друга.
Увеличение и укорочение выпуклостей можно с успехом выполнить, используя вариант осуществления, в котором используют захватывающие элементы, как описано ниже.
Характерные элементы гибкого штампа, расположенные на участке выпуклости штампа и/или характерный элемент подложки, расположенный на подложке, могут представлять собой маркеры совмещения. Маркеры совмещения предпочтительно представляют собой интерференционные маркеры, такие как интерференционные сетки. Используя их, можно выполнить измерение поперечного совмещения путем измерения степени интерференционного рассогласования (согласования). Таким образом, измерение может содержать оптический анализ интерференции между интерференционными сетками. Термин «оптический» может включать в себя излучение во всем диапазоне от ультрафиолетового (UV)- видимого (Vis) света до ближнего инфракрасного диапазона в зависимости от потребностей. Предпочтительно использовать UV и/или видимый свет. В любом случае без потери общности с настоящим изобретением можно использовать другие средства измерения совмещения.
В качестве альтернативы, и особенно в сочетании с ранее описанным бесконтактным подходом к совмещению характерный элемент штампа может представлять собой элемент рельефного шаблона, размещенного в области штамповки, а элемент подложки может представлять собой элемент шаблона на верхнем слое подложки с впечатанным рисунком, например, полученным на предыдущем этапе формирования рельефа.
Способ может включать в себя сравнение измеренного поперечного совмещения с предварительно заданным минимальным поперечным совмещением, и, если измеренное поперечное совмещение хуже предварительно заданного минимального поперечного совмещения, то определение необходимости настройки поперечного совмещения. Предварительно заданное совмещение может быть задано пользователем.
После этапа (f) способ может содержать выполнение этапа (g) перемещения полной выпуклости гибкого штампа по гибкому слою для инициирования расширения участка выпуклости штампа, находящегося в механическом контакте с подложкой, в область штамповки гибкого штампа. Расширение в области штамповки может означать, что участок выпуклости штампа, контактирующий с подложкой, уже был в области штамповки после этапа (f), но на этапе (g) эта часть участка выпуклости штампа увеличивается. Также это может означать, что участок выпуклости штампа, находящийся в контакте с подложкой, уже не является частью области штамповки, и теперь на этапе (g) инициируется ее расширение в область штамповки. Предпочтительно, чтобы расширение на этапе (g) было таким, чтобы в определенный момент времени вся область штамповки была в контакте или вошла в контакт с подложкой в течение определенного периода времени. Таким образом, полная выпуклость штампа может перемещаться по гибкому штампу в направлении, обеспечивающем создание контакта с передней стороны выпуклости при одновременном выходе из контакта задней стороны выпуклости, в результате чего так что контакт устанавливается «волновым» образом.
В качестве альтернативы, выпуклость может расширяться вдоль гибкого штампа для вхождения всей области штамповки в контакт с подложкой. Этот вариант создания контакта отличается хорошей воспроизводимостью, является щадящим и позволяет выполнять точную штамповку без существенной потери совмещения вдоль гибкого штампа при выполнении этапа (g) в этом варианте осуществления, причем расширение в области штамповки гибкого штампа может выполняться в одном направлении, в то время как отведение области штамповки (для высвобождения штампа из подложки) может выполняться в другом направлении, например, в направлении, перпендикулярном или противоположном указанному первому направлению.
Способ предпочтительно содержит следующее: если гибкий штамп содержит область штамповки, то выполняют перемещение по меньшей мере частичной выпуклости штампа по гибкому штампу для инициирования того, чтобы по меньшей мере вся область штамповки стала частью по меньшей мере частичной выпуклости штампа перед выполнением этапа (с). Создание первой выпуклости на (в остальном) плоском гибком штампе создает определенное механическое напряжение в штампе. Распространение или расширение выпуклости штампа по гибкому штампу снимает по меньшей мере часть этого напряжения и улучшает воспроизводимость и/или точность данного способа совмещения. Опять же, перемещение выпуклости может означать ее перемещение по гибкому штампу и/или ее расширение по гибкому штампу. Этот этап может повторяться несколько раз, если это необходимо, перед выполнением этапа (с).
В варианте осуществления по предыдущему параграфу, перемещение по меньшей мере частичной выпуклости штампа по гибкому штампу на этапе (a) содержит следующее: по меньшей мере частичная выпуклость штампа является полной частичной выпуклостью штампа, участок которой находится в механическом контакте с фиктивной подложкой; после перемещения по меньшей мере частичной выпуклости штампа по гибкому штампу, отведение полной выпуклости штампа от фиктивной подложки для формирования по меньшей мере частичной выпуклости штампа; и перед выполнением этапа (с), за мена фиктивной подложки указанной подложкой. Перемещение выпуклости штампа по гибкому штампу для снятия напряжения в гибком штампе при условиях, аналогичных или идентичных условиям, при которых имеет место действительная штамповка, кроме того обеспечивает повышенную точность при совмещении и воспроизводимость такого совмещения.
Изобретение можно использовать в способе впечатывания. Таким образом, согласно изобретению обеспечивается способ впечатывания, содержащий заявленный способ контактирования, в котором гибкий штамп содержит область штамповки, где область штамповки содержит рельефный шаблон, подлежащий переносу на поверхность подложки, предназначенную для впечатывания. Другими словами, способ контактирования может содержать способ впечатывания в подложку. Тогда гибкий штамп несет на себе впечатывающийся шаблон. Этот впечатывающийся шаблон может быть обращен к слою на подложке, в который выполняется впечатывание.
Слоем, в который может выполняться впечатывание, предпочтительно является резистный слой. Способ кроме того может содержать проявление резистного слоя, например, путем отверждения резистного слоя во время стадии впечатывания в результате физического воздействия, такого как излучение, тепло или экспонирование штампа и высвобождения штампа из проявленного резистного слоя.
Во всех приложениях каждый захватывающий элемент предпочтительно содержит отверстие, где в первой конфигурации это отверстие скомпоновано для подачи разрежения на гибкий слой, и где во второй конфигурации это отверстие скомпоновано для подачи избыточного давления на гибкий слой. Это избыточное давление можно изменять для управления размером частичной выпуклости.
Другими словами, перед позиционированием первого держателя, включающего в себя гибкий слой, относительно второго держателя, данный способ может кроме того содержать выполнение операции уменьшения напряжения в гибком слое путем продвижения выпуклости гибкого слоя по гибкому слою.
Это может снять напряжения, которые возникают из-за ручного манипулирования гибким слоем. В результате по гибкому слою движется волна, причем это может выполняться несколько раз.
Опять же, перед позиционированием первого держателя, включая гибкий слой, относительно второго держателя способ может кроме того содержать уменьшение напряжения в гибком слое путем полного продвижения гибкого слоя к фиктивной подложке. Это может выполняться от начальной выпуклости до полного контакта с последующим возвращением к начальной выпуклости. Кроме того, это снимает напряжение в гибком слое.
Настоящий способ может являться способом на основе импринт-литографии на большой площади (SCIL) либо другим подходящим способом впечатывания. Однако он также может являться способом соединения слоев вместе или способом переноса одного слоя на другой. Укладывание слоев для формирования устройств используют, например, в устройствах MEMS, и это изобретение можно использовать для механического переноса одного слоя на другой с их точным совмещением. Например, две полупроводниковые пластины (по меньшей мере одна из которой является гибкой) могут быть соединены вместе с точным совмещением. В качестве альтернативы, на подложку может быть наложен с точным совмещением полимерный слой, который, например, может содержать наночастицы.
Изобретение обеспечивает компьютерный программный продукт, выгружаемый из коммуникационной сети, и/или хранящейся на машиночитаемом и/или исполняемом микропроцессором носителе, причем этот компьютерный программный продукт содержит команды компьютерного программного кода для реализации способа по любому одному из предшествующих пунктов формулы изобретения. Указанная реализация может начинаться при выполнении упомянутой программы на компьютере.
Изобретение кроме того обеспечивает контроллер для управления устройством, реализующим способ согласно изобретению, где контроллер содержит упомянутый компьютерный программный продукт согласно изобретению. Контроллер может быть предназначен для впечатывающего устройства в составе конкретного впечатывающего устройства, реализующего технологию SCIL.
Изобретение кроме того обеспечивает устройство для выполнения любого одного их способов согласно изобретению, где устройство содержит:
контроллер согласно изобретению;
держатель штампа, управляемый указанным контроллером, причем держатель штампа содержит множество (в частности, и предпочтительно матрицу) захватывающих элементов, размещенных по области держателя штампа, причем каждый захватывающий элемент переключается контроллером индивидуально между первой конфигурацией, в которой гибкий штамп (если он поддерживается держателем штампа) притягивают к держателю штампа, и второй конфигурацией, в которой гибкий штамп выталкивается или освобождается от держателя штампа; и
держатель подложки для поддержания подложки и/или для поддержания фиктивной подложки.
Держатель штампа в этом устройстве обеспечивает хорошую возможность управления процессом образования выпуклости, ее продвижением и/или отведением, и/или перемещением выпуклости в гибком штампе. Особенно это касается случая, когда имеется матрица элементов, размещенных по всему держателю штампа, и, следовательно, по всему гибкому штампу, поддерживаемому указанным держателем. Таким образом обеспечивается локальное управление манипулированием штампом.
Указанное устройство может представлять собой штамповочное устройство, печатающее устройство, но предпочтительно впечатывающее устройство.
Носитель подложки также может управляться указанным контроллером. Как держатель штампа, так и держатель подложки или они оба могут быть смонтированы в данном устройстве с возможностью перемещения, и тогда соответствующие держатели управляются указанным контроллером. Указанный способ монтажа позволяет выполнять позиционирование и/или поперечное совмещение, как описано в способе согласно изобретению путем перемещения указанных держателей друг относительно друга.
Захватывающие элементы могут содержать электромеханические элементы, так что подтягивание, выталкивание или высвобождение содержит изменение электромеханического усилия, прикладываемого к подложке. Может быть обеспечено электрическое управление переключением указанных элементов. В предпочтительном варианте осуществления каждый захватывающий элемент содержит отверстие, причем каждое отверстие содержит клапан для переключения отверстия между каналом разрежения в первой конфигурации и каналом избыточного давления во второй конфигурации и обратно, при этом указанный клапан управляется указанным процессором. Можно обеспечить опять же электрическое управление давлением с использованием насосных средств. Указанное отверстие на основе указанных элементов обеспечивает простое и точное управление.
Отверстия в держателе штампа могут проходить в одном направлении и иметь форму в виде канавки. Однако следует понимать, что для этих элементов и/или отверстий возможно использование любой подходящей формы, например, круглой, овальной, продолговатой и т.д.
В особо перспективном варианте осуществления канал высокого давления в устройстве может содержать регулятор давления, управляемый указанным процессором.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления изобретения более подробно описаны на неограничивающих примерах со ссылками на сопроводительные схематические чертежи, на которых:
фиг. 1 - упрощенный вид подхода, раскрытого в WO 2008/087573;
фиг. 2 - впечатывающее устройство согласно варианту осуществления настоящего изобретения;
фиг. 3 - цикл впечатывания с использованием впечатывающего устройства по фиг. 2;
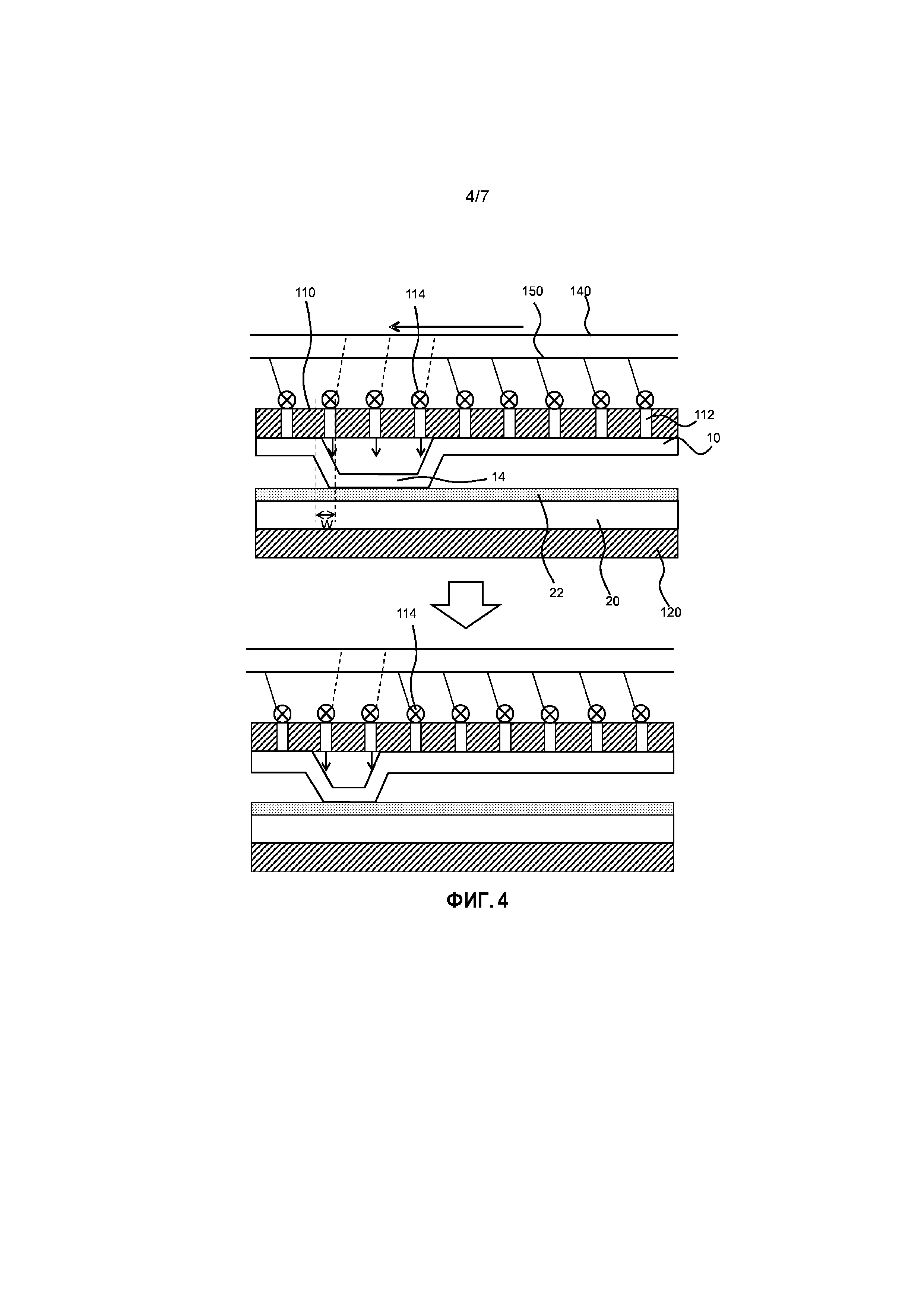
фиг. 4 - цикл высвобождения с использованием впечатывающего устройства по фиг. 2;
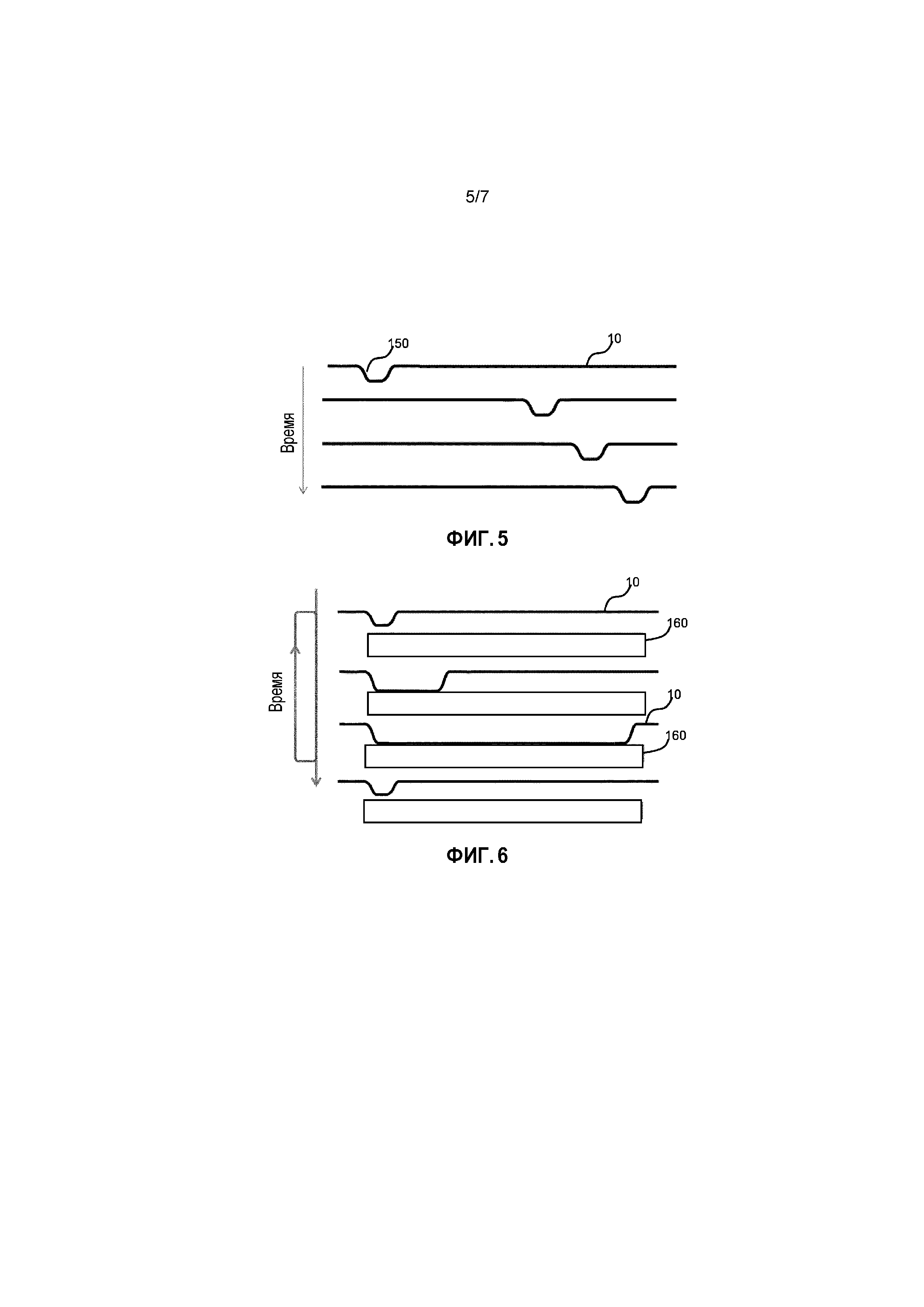
фиг. 5 - первый процесс снятия напряжения, который можно использовать в указанном способе согласно одному примеру изобретения;
фиг. 6 - второй процесс снятия напряжения, который можно использовать в указанном способе согласно одному примеру изобретения;
фиг. 7 - первый пример способа впечатывания согласно одному примеру изобретения;
фиг. 8 - второй пример способа впечатывания согласно одному примеру изобретения;
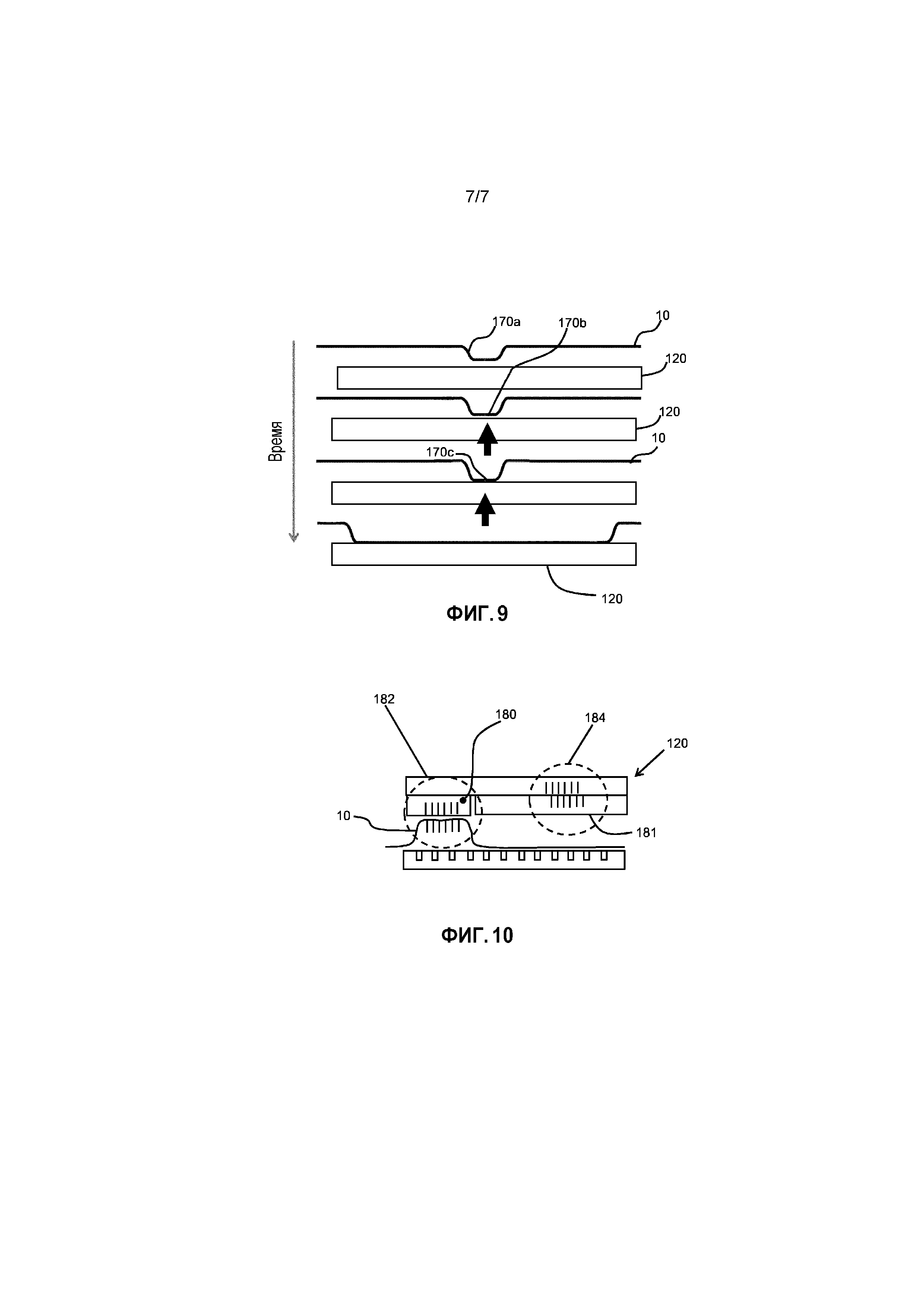
фиг. 9 - третий пример способа впечатывания согласно одному примеру изобретения;
фиг. 10 - другое впечатывающее устройство согласно варианту осуществления настоящего изобретения с использованием другой компоновки маркеров совмещения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Следует понимать, что одинаковые ссылочные позиции на всех чертежах указывают на одинаковые или подобные детали.
Изобретение обеспечивает способ переноса гибкого слоя на подложку, в котором используется частичная выпуклость гибкого слоя, которая не входит в контакт с подложкой. Эта частичная выпуклость перемещается к месту расположения маркера совмещения на указанной подложке. При необходимости выполнения настроек совмещения они выполняются с использованием указанной частичной выпуклости по месту, в результате чего открывается возможность более точного позиционирования при полном продвижении указанного гибкого слоя к подложке.
Изобретение описывается далее со ссылками на его предпочтительное применение, которое заключается во впечатывании, и в котором шаблон впечатывают в резистный слой на указанной подложке. При таком применении изобретения имеется возможность использовать стандартное печатающее устройство и управлять его работой новым образом, имеющим преимущества.
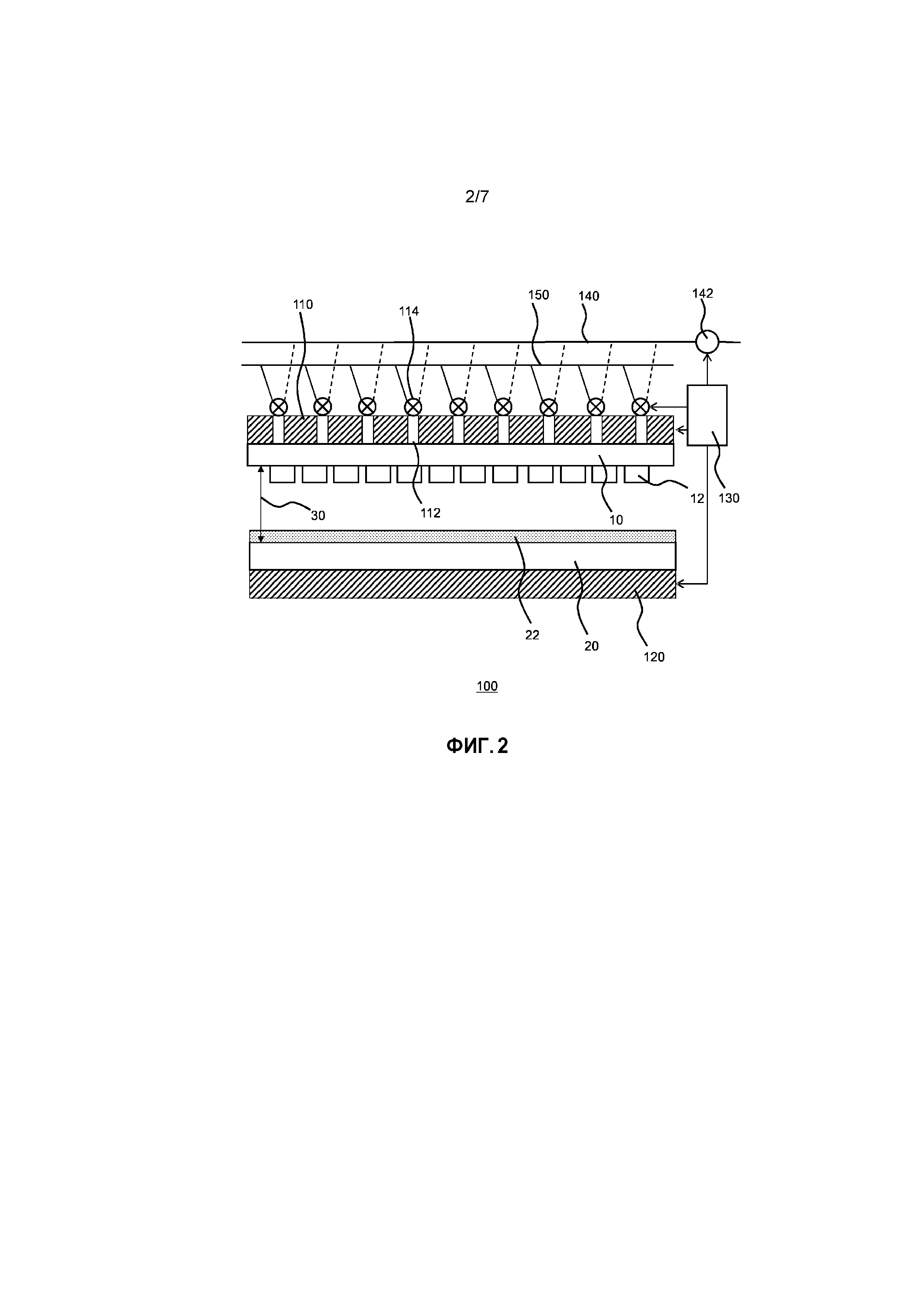
На фиг. 2 показано известное впечатывающее устройство 100, управление функционированием которого можно осуществлять согласно настоящему изобретению.
Впечатывающее устройство 100 может представлять собой впечатывающее устройство, реализующее технологию SCIL, или любое другое подходящее впечатывающее устройство, которое можно использовать для переноса наноразмерного впечатываемого шаблона с (гибкого) штампа на подложку. Здесь раскрыты примеры указанных устройств, и их содержание включено сюда по ссылке. В частности, для реализации с данным изобретением могут быть использованы раскрытые части указанных примеров, описывающие варианты манипулирования гибким штампом, такие как конструкция держателей, захватов, захватывающих элементов и пневматических средств.
На всех фигурах одинаковые ссылочные позиции используются для компонент, которые выполняют одну и ту же функцию. Заметим, что на фигурах 2-9 устройство показано с обратной ориентацией (верх-низ) по отношению к фиг. 1.
Впечатывающее устройство 100, как правило, содержит первую несущую деталь или держатель 110 для удерживания гибкого штампа 10, содержащего впечатываемый шаблон 12. Гибкий штамп 10 и впечатываемый шаблон 12 могут быть реализованы из любого подходящего материала. Как правило, здесь используется многослойная структура, например, тонкий гибкий стеклянный или иной держатель, который обеспечивает требуемую жесткость в плоскости x-y, но обладающий гибкостью в z-направлении. Поверх обеспечен мягкий штамп, например, из подходящего (синтетического) резиноподобного материала, такого как материал на основе полисилоксана, например, полидиметилоксана (PDMS) или перекрестно-сшитого перфторполиэфира (PFPE). Можно использовать дополнительные слои, например, тонкую жесткую резину, которая поддерживает наноэлементы. Характерные элементы впечатываемого шаблона могут иметь любые подходящие размеры, но предпочтительно использовать наноразмерный шаблон; то есть, шаблон с размерами характерных элементов от 10 нм, до 1 мм, причем аспектное отношение (отношение вертикальных размеров к горизонтальным) этих элементов может составлять не менее 8. Однако следует понимать, что также допустимы другие размеры элементов шаблона, и что настоящее изобретение равным образом применимо к переносу наноразмерных шаблонов, имеющих меньшее аспектное отношение. Например, по меньшей мере некоторые варианты осуществления настоящего изобретения подходят для переноса впечатываемых шаблонов с аспектным отношением, находящимся в диапазоне от 0,001 до 10.
С этой целью первый держатель 110, как правило, содержит множество захватывающих штамп элементов 112, которые могут быть скомпонованы в виде матрицы или сетки. Указанные захватывающие штамп элементы 112, как правило, скомпонованы для притягивания участка гибкого штампа 10 к первому держателю 110 в первой конфигурации и для отталкивания части гибкого штампа от первого держателя 110 во второй конфигурации
В последующем подробном описании захватывающие штамп элементы 112 выполнены в виде отверстий, которые могут подключаться к источнику разрежения (вакуум) или источнику избыточного давления, чтобы обеспечить первую и вторую конфигурацию соответственно. Однако, как более подробно разъясняется ниже, возможно равным образом использовать другие типы захватывающих шаблон элементов 112, например, механические захватывающие шаблон элементы или электромеханические захватывающие элементы, позволяющие выполнять соответствующие манипуляции с использованием электромеханических (электрических или магнитных) сил для захвата и высвобождения штампа.
Отверстия 112 могут иметь любую подходящую форму. Например, отверстия 112 могут иметь форму канавок, проходящих по существу по всей длине первого держателя 110; отверстия 112 могут иметь круглую форму, образуя двумерную сетку. Специалисты в данной области техники без труда могут предложить другие подходящие формы. Отверстия 112 в виде канавок подходят, например, в том случае, когда направление впечатывания и направление высвобождения гибкого штампа одинаковы или противоположны друг другу. Двумерная сетка круглых отверстий особенно подходит, например, в случае, когда направление впечатывания и направление высвобождения гибкого штампа 10 отличаются друг от друга.
Каждое отверстие 112 содержит клапан 114, который может подключать отверстие 112 к источнику избыточного давления, подаваемого через первый канал 140 (который далее называется здесь каналом избыточного давления) или к источнику разрежения, например, к вакуумному насосу, подаваемому через второй канал 150 (называемый далее каналом разрежения). Соединение между каждым клапаном 114 и каналом 150 разрежения, показано сплошными линиями, а соединение между каждым клапаном 114 и каналом 140 избыточного давления показано пунктирными линиями.
Как правило, управление соответствующими клапанами 114 осуществляется обрабатывающим элементом (процессором) 130, который может иметь любую форму или вид. Обрабатывающий элемент 130, как правило, исполняет компьютерный программный код, который формирует команды для обрабатывающего элемента 130, указывающие, как управлять клапанами 114 и первым держателем 110 во время процесса впечатывания, как более подробно поясняется ниже. Гибкий штамп 10 можно закрепить на первом держателе 110, подключив отверстия 112 к источнику разрежения. Можно предусмотреть дополнительные средства фиксации, например, вокруг краевой части гибкого штампа 10. Указанные средства фиксации могут, например, содержать зажимы, прижимающие край гибкого штампа 10 к первому держателю 110, хотя следует понимать, что по меньшей мере в некоторых вариантах осуществления дополнительные средства фиксации не используют.
Впечатывающее устройство 100 кроме того содержит вторую несущую деталь или держатель 120 для размещения на нем подложки 20, в которую должно выполняться впечатывание, или для размещения фиктивной подложки. Возможно использование любой подходящей подложки 20, например, любой подходящей (полупроводниковой) подложки, такой как кремниевая подложка, подложка из кремния на изоляторе, кремниево-германиевая подложка, стеклянная сапфировая и иная подложка и т.д. С этой целью подложка 20 может нести на себе слой для впечатывания, например, резистный слой 22, который может быть выполнен из любого подходящего материала и который можно отвердить после контактирования со штампом. Например, резистный слой 22 может содержать отверждаемый материал, который может быть отвержден для иммобилизации впечатываемого шаблона 12 в резистный слой 22. В одном варианте осуществления резистный слой 22 содержит золь-гелиевый материал. Подходящий пример указанного материала раскрыт в WO 2009/141774 A1, хотя следует понимать, что возможно использование любого подходящего резистного материала. Дополнительные примеры подходящих резистных материалов можно найти, например, в US 2004/0261981 A1, WO 2005/101466 A2, US 2005/0230882 A1, US 2004/0264019, а также в не патентной публикации Advanced Materials, 1998, Vol. 10(8), page 571.
В одном варианте осуществления первый держатель 110 работает под управлением обрабатывающего элемента 130. С этой целью впечатывающее устройство 100 дополнительно содержит средство для позиционирования и повторного позиционирования первого держателя 110 относительно второго держателя 120, в том числе в трех измерениях, представленных декартовыми координатами X, Y, Z, под управлением обрабатывающего элемента 130. Кроме того, можно предусмотреть средство для настройки относительных поперечных положений (в направлении, параллельном второму держателю 120), по вертикали (в направлении, перпендикулярном второму держателю 120) с использованием перемещения и изменения ориентации. В данном примере устройство включает в себя средство автоматического перемещения под управлением обрабатывающего элемента 130. Средство автоматического перемещения может включать в себя, например, механические или электрические блоки, обеспечивающие механизмы механической или электрической обратной связи для высокоточного управления относительными положениями в пространстве XYZ и ориентацией первого держателя 110 относительно второго держателя 120. Управление положением выполняется с наноразмерной точностью. Указанные средства перемещения сами по себе хорошо известны, и поэтому они более подробно здесь не описываются исключительно в целях краткости описания.
Вторая несущая деталь или держатель 120 также (но не обязательно) может работать под управлением обрабатывающего элемента 130 по аналогии с упомянутым выше средством управления для первой несущей детали или держателя 110, чтобы увеличить степень свободы впечатывающего устройства 100. Однако, это равным образом пригодно для впечатывающего устройства 100, имеющего стационарный или зафиксированный второй держатель 120.
В одном варианте осуществления первый держатель 110 отделен от второго держателя 120 зазором 30, где размер зазора может регулироваться обрабатывающим элементом 130, например, путем подключения средства для позиционирования или повторного позиционирования первого держателя 110 относительно второго держателя 120. В конкретном варианте осуществления обрабатывающий элемент 130 может быть запрограммирован для изменения размера зазора между этапом впечатывания и этапом высвобождения. В частности, обрабатывающий элемент 130 можно запрограммировать так, чтобы он увеличивал размер зазора после завершения этапа впечатывания (и после проявления резистного слоя 22), так как увеличение размера зазора может облегчить высвобождение впечатываемого шаблона 12 из проявленного резистного слоя 22, как более подробно поясняется ниже.
В одном варианте осуществления канал 140 избыточного давления может включать в себя регулятор 142 давления работающий под управлением обрабатывающего элемента 130. Это способствует, например, изменению избыточного давления во время этапа впечатывания или высвобождения, как более подробно поясняется ниже.
Впечатывающее устройство 100 может содержать пользовательский интерфейс, например, пользовательский терминал, включающий в себя по меньшей мере одно устройство ввода команд, такое как клавиатура, мышь, шаровой манипулятор и т.д. позволяющее пользователю конфигурировать впечатывающее устройство 100 в соответствии с требуемым процессом впечатывания. Следует понимать, что для этого можно использовать любой подходящий пользовательский интерфейс.
Как упоминалось выше, обрабатывающий элемент 130 скомпонован для управления первым держателем 110, клапанами 114 и/или регулятором 142 давления согласно варианту осуществления способа впечатывания согласно настоящему изобретению. В этом процессе управления можно использовать оптическую обратную связь по положению маркера совмещения для обеспечения итеративного процесса управления.
Для управления вышеупомянутым процессом впечатывающее устройство 100 кроме того содержит считываемый компьютером носитель данных (не показан), такой как запоминающее устройство, например, флеш-память, RAM или ROM, твердотельный диск, магнитный диск и т.д. Указанный носитель данных содержит компьютерный программный код для его исполнения обрабатывающим элементом 130, который инициирует реализацию обрабатывающим элементом 130 различных этапов способа впечатывания согласно вариантам осуществления настоящего изобретения. Указанный носитель данных может находиться в любом подходящем месте впечатывающего устройства 100; он также может быть составной частью обрабатывающего элемента 130 или может представлять собой дискретную компоненту, доступную обрабатывающему элементу 130 любым подходящим образом, например, через шину передачи данных или соединение типа точка-точка между обрабатывающим элементом 130 и носителем данных.
Далее описывается известный процесс впечатывания с использованием впечатывающего устройства 100. Гибкий штамп 10, содержащий впечатываемый шаблон 12, прижимают к первому держателю 110, например, путем переключения клапанов 114 так, чтобы отверстия 112 подсоединились к каналу 150 разрежения, который может быть соединен с источником, подающим разрежение, таким как вакуумный насос. Первый держатель 110 располагается над вторым держателем 120, несущим на себе подложку 20, покрытую резистным слоем 22, так чтобы впечатываемый шаблон 12 был обращен к резистному слою 22. Первый держатель 110, как правило, расположен относительно второго держателя 120 так, что между первым держателем 110 и вторым держателем 120 существует зазор, который может быть задан пользователем впечатывающего устройства 100 для обеспечения конформного контакта между гибким штампом 10 и подложкой 20 во время впечатывания. Размер зазора 30 можно выбрать из любого подходящего диапазона; например, в типовом процессе по технологии SCIL, где впечатываемый шаблон 12 представляет собой наноразмерный шаблон, зазор 30 выбирают в диапазоне от 10 до 500 мкм, предпочтительно в диапазоне от 20 до 200 мкм, а более предпочтительно в диапазоне от 15 до 100 мкм.
После позиционирования первого держателя 110 относительно второго держателя 120 процесс впечатывания продолжается на этапе впечатывания, где между гибким штампом 10 и подложкой 20 образуется область контакта, которая постепенно расширяется до тех пор, пока весь впечатываемый шаблон 12, намеченный для контакта с подложкой, не войдет с ней в контакт.
Этот этап более подробно объясняется ниже со ссылками на фиг. 3. Заметим, что на фиг. 3 впечатываемый шаблон 12 для разборчивости чертежа не показан; причем это не следует понимать, как отсутствие впечатывающего шаблона.
Как видно из верхней части фиг. 3, начальная область 14 контакта образуется между гибким штампом 10 и подложкой 20 путем индивидуального переключения выбранных отверстий 112 с канала разрежения на канал избыточного давления в направлении горизонтальной стрелки над каналом 140 избыточного давления. На фиг. 3 для разборчивости чертежа показаны только выбранные соединения между клапанами 114 и соответствующими каналами 140 и 150. Часть выпуклости гибкого штампа 10 отходит от первого держателя 110 ко второму держателю 120 для установления области 14 контакта между гибким штампом 10 и вторым держателем 120, включающим в себя подложку 20, несущую на себе резистный слой 22. Заметим, что в резистном слое в области 14 контакта, где на подложке предусмотрен маркер совмещения, может находиться отверстие в резистном слое. Указанная выпуклость может иметь высоту 16 и ширину 18, как показано в перевернутом положении на фиг. 1. Высота этой выпуклости показана в направлении Z.
Область 14 контакта, как правило, расширяется в результате перемещения фронта области 14 контакта в направлении стрелки путем периодического переключения следующего отверстия 112 с канала разрежения на канал избыточного давления под управлением его клапана 114, как показано в нижней части фиг. 2. Этот процесс повторяется до тех пор, пока область 14 контакта не установится по всей требуемой области подложки 20, то есть пока требуемый участок впечатываемого шаблона 12 не войдет в контакт с резистным слоем 22. Скорость расширения области 14 контакта, как правило, определяется частотой переключения последующих отверстий 112 на избыточное давление, а также величиной зазора 30. Ширину W соответствующей перемычки, где шаблон не контактирует с первым держателем 110 или подложкой 20, например, можно выбрать из диапазона значений от 10 до 50 мм. Ширина указанной перемычки, которая в основном зависит от размера зазора, жесткости изогнутой части гибкого штампа 10 и приложенного давления, влияет на достигаемую скорость впечатывания и скорость высвобождения штампа. Больший зазор позволяет обеспечить большую вариативность общей толщины подложки (TTV) и делает настройку зазора менее критической (например, допускает большую вариативность), меньший зазор позволяет обеспечить более высокие скорости впечатывания.
Частоту переключения отверстий 112 на канал избыточного давления, как правило, выбирают таким образом, чтобы обеспечить установку конформного контакта между впечатываемым шаблоном 12 и подложкой 20. Указанный конформный контакт достигается, например, когда частоту переключения выбирают таким образом, чтобы дать возможность привести указанный участок гибкого штампа 10 в контакт с подложкой 20 для вхождения в резистный слой 22 за счет капиллярных сил, возникающих в углублениях впечатываемого шаблона 12 на гибком штампе 10, или на в сухую подложку 20 под воздействием сил Ван-дер-Ваальса. Заметим, что попадания воздуха можно избежать, обеспечив, например, чтобы линия контакта (капиллярный эффект) перемещалась с той же или более высокой скоростью, чем средняя скорость, обусловленная упомянутым переключением. Как только будет установлена требуемая область 14 контакта между впечатываемым шаблоном 12 и подложкой 20, выполняют проявление резистного слоя 22, например, отверждение любым подходящим образом, к примеру, путем экспонирования внешним воздействием, таким как ультрафиолетовый или видимый свет, тепло и т.д. Это обеспечивает затвердевание резистного слоя 22, что обеспечивает неподвижность впечатанного шаблона в проявленном резистном слое 22.
На этом этапе возможна регулировка зазора 30, то есть его увеличение с целью сокращения длительность высвобождения, когда впечатываемый шаблон 12 высвобождают из проявленного резистного слоя 22. Не все настройки зазора облегчают автоматическое высвобождение штампа. В зависимости от типа впечатываемого шаблона 12 и резистного слоя 22 штамп 10 может быть прижат к впечатанному проявленному резистному слою 22 благодаря относительно большой области 14 контакта, а значит, соответствующего усилия. Усилие высвобождения, которое может быть создано, тем выше, чем больше зазор 30. Например, можно сделать так, чтобы штамп 10 нельзя было высвободить из проявленного резистного слоя 22, если зазор 30 установлен равным 50 микрон, но можно было бы высвободить его, если этот зазор составляет 100 микрон. Это обусловлено тем путем, по которому высвобождается штамп, как более подробно было пояснено с помощью фиг. 4.
Во время этапа высвобождения отдельные отверстия 112 переключаются с канала 140 избыточного давления на канал 150 разрежения (вакуум) обрабатывающим элементом 130, управляющим соответствующими клапанами 114, что вызывает перемещение гибкого штампа 10 вверх, то есть, гибкий штамп 10 отстает от проявленного резистного слоя 22, обеспечивая тем самым герметичность (вакуум) и укорачивая длину W перемычки на один шаг расположения отверстий. Это приводит к возрастанию усилия на поверхность 14 контакта, и, когда дополнительные отверстия 112 переключается на канал разрежения для смещения фронта области 14 контакта в направлении горизонтальной стенки, как показано в нижней части фиг. 4, перемычка дополнительно укорачивается, пока указанное усилие не сравняется с усилием высвобождения впечатываемого шаблона 12 на гибком штампе 10 из проявленного резистного слоя 22 на подложке 20, поддерживаемой вторым держателем 120. Затем происходит возврат в исходное состояние в результате высвобождения штампа.
Процесс впечатывания включает в себя процесс совмещения. В этом процессе устанавливается начальная область контакта между гибким штампом 10 и вторым держателем 120. Область второго держателя может содержать один или несколько маркеров совмещения для правильного совмещения держателя 110 по отношению ко второму держателю 120. Как объяснялось выше, обычно этот контакт разрывается и штамп возвращается в плоское состояние, давая возможность коррекции совмещения.
Настоящее изобретение, в частности, связано с аспектом совмещения.
Изобретение обеспечивает процесс совмещения, в котором используют частичную выпуклость. Это означает, что выпуклость в штампе достигает подложки, предназначенной для впечатывания, но не входит в контакт с ней, так что сохраняется возможность относительного перемещения штампа и подложки. Например, указанная частичная выпуклость может расширяться по меньшей мере на 20% от величины зазора 30, более предпочтительно на величину, превышающую 30% размера зазора, и, что еще более предпочтительно, на величину, превышающую 50% размера зазора.
Размер частичной выпуклости можно определить по количеству отверстий 112, на которые подается давление, и/или уровнем этого давления. Таким образом, может быть несколько дискретных возможных размеров для частичной выпуклости в зависимости от количества отверстий в конструкции и размера зазора (при использовании постоянного давления).
Для полной выпуклости, перекрывающей малый зазор, потребуется, например, меньшее количество активированных отверстий. Например, для зазора 100 мкм полную выпуклость можно получить путем активирования от 8 до 12 отверстий. Тогда подходящее значение высоты частичной выпуклости составит не более 20 мкм. Для зазора 20 мкм может потребоваться высота частичной выпуклости порядка 15 мкм.
Чем ближе частичная выпуклость к подложке, тем значительней оказывается повышение точности. Частичная выпуклость имеет максимальный размер, наиболее близкий к размеру полного зазора, но без вхождения в контакт. Например, когда частичная выпуклость находится на своем месте, зазор между вершиной частичной выпуклости и подложкой может составлять менее 20 микрон, например, менее 10 микрон и возможно менее 5 микрон. Конечно, эти значения зависят также от размера полного зазора.
При использовании в качестве части способа и устройства впечатывания, настоящее изобретение имеет своей целью более точное управление совмещением штампа. Во-первых, необходимо избежать появления механических напряжений в штампе, которые могут привести к невоспроизводимым и непредсказуемым совмещениям.
На фиг. 5 показан подход к решению проблемы снятия напряжений путем прохождения выпуклости 150 через штамп в виде волны. Это необходимо для формирования выпуклости в штампе без создания какого-либо контакта с подложкой. Этот процесс может повторяться несколько раз по мере необходимости. Этот процесс может выполняться до приближения штампа к подложке, и, следовательно, до процесса контактирования и впечатывания.
На фиг. 6 показан процесс, позволяющий фактически снять остаточные напряжения путем многократного контактирования фиктивной подложки 160 с набором зазоров, которые будут использоваться при печати, например, от 10 до 100 микрон. Данный процесс запускается с выпуклостью, продолжается до полного контакта, а затем возвращается обратно в положение частичной выпуклости.
Особенности управления этими процессами были раскрыты со ссылками на фигуры 3 и 4. Возможно использование одного или обоих из указанных этапов, причем в действительности в ряде случаев они оказываются не обязательными в зависимости от свойств штампа.
В настоящем изобретении используется концепция частичной выпуклости, которая позволяет обеспечить совмещение в конфигурации с выпуклостью, но без необходимости иметь опорный держатель вдобавок к основному держателю подложки. Конфигурация с выпуклостью обеспечивает определенное механическое напряжение в гибком штампе, которое при его отсутствии во время совмещения приведет к ошибке совмещения при установлении действительного контакта с использованием выпуклости, расширяющейся или перемещающейся вдоль гибкого штампа и подложки.
Первый подход, который можно рассматривать как процесс итеративного совмещения, поясняется со ссылками на фиг. 7.
В качестве опции процесс начинается с выполнения одного или обоих из двух процессов возвращения штампа в исходное состояние, раскрытых со ссылками на фигуры 5 и 6. Активная подложка размещается на своем месте, а затем выполняются следующие этапы.
Сначала выполняется управление штампом, обеспечивающее частичную выпуклость 170, определенную выше. Это показано на верхней картинке на фиг. 7.
В способе итеративного совмещения эта выпуклость увеличивается до полной выпуклости, которая контактирует с подложкой на держателе 120 подложки. Это показано на среднем рисунке на фиг. 7.
Выпуклость находится у места расположения маркера совмещения на подложке или держателе, как показано стрелкой 172.
Первый маркер совмещения может находиться на поверхности штампа, а второй маркер совмещения может находиться на поверхности подложки, причем их положения могут быть определены с использованием системы оптического совмещения. С этой целью держатель 120 и штамп частично оптически прозрачны, что позволяет контролировать совмещение.
Первый и второй маркеры совмещения могут, например, содержать сетки, которые создают муаровый рисунок благодаря их перекрытию при освещении источником света, наблюдение которого проводится с использованием оптической системы. По этим рисункам можно определить и классифицировать известным способом рассогласование для определения отклонений в поперечных направлениях, то есть, в направлениях X и/или Y.
При наличии ошибки совмещения штамп отводят к местоположению частичной выпуклости так, чтобы можно было использовать корректирующее относительное перемещение между подложкой и держателем штампа. Таким образом, данный процесс возвращается к верхней картинке на фиг. 7.
Когда результат измерения совмещения указывает, что оно выполнено правильно, данный процесс может продолжаться до полного размещения штампа 10 на подложке, как показано на нижней картинке на фиг. 7.
В способе динамического совмещения для измерения совмещения используют не контактирующую частичную выпуклость.
Опять же в качестве опции, процесс начинается с выполнения одного или обоих из двух процессов возвращения штампа в исходное состояние, раскрытых со ссылками на фигуры 5 и 6. Активная подложка размещена на своем месте, а затем выполняются следующие этапы.
Сначала осуществляется управление штампом для обеспечения частичной выпуклости 170а, как было определено выше. Это показано на верхней части фиг. 8.
Размер выпуклости увеличивают путем увеличения количества активных канавок, подающих давление, и/или увеличения давления, подаваемого из канавки. Частичная выпуклость продвигается вперед по подложке, образуя более длинную частичную выпуклость 170b, как показано на второй картинке по фиг. 8.
Так как зазор между шаблоном 10 и подложкой (или держателем 120 подложки) становится меньше, подложка совмещается со штампом, как показано стрелками 172 для последующих размеров частичной выпуклости.
Когда ошибка совмещения ниже порогового значения, осуществляется контакт с резитом на подложке, и контакт на подложке переходит в состояние полного контакта, как показано на нижней картинке по фиг. 8. Указанным образом выполняется управляемое приближение к подложке.
На фиг. 9 показан аналогичный процесс, но на этой фигуре видно, что выпуклость не обязательно должна находиться на краю штампа, а может быть где угодно, например, в центре.
Можно выполнить динамическое совмещение с маркерами совмещения, свободными от резиста (как в предшествующих способах), или с маркерами, покрытыми резистом.
Зазор между штампом и подложкой варьируется для разных измерений в динамическом режиме. Этот зазор также влияет на муаровую картину, а также на любое изменение положения в плоскости x-y. Влияние размера зазора на результат совмещения или интерференционные картинки можно определить заранее. Для отслеживания отклонения по z-оси во время приближения штампа можно также использовать дополнительный маркер, который затем можно использовать для точного определения смещений по осям x-y.
При наличии резистного слоя, через который выполняют оптические измерения, уменьшается оптическая контрастность, и также при анализе оптических изображений необходимо учитывать его толщину, так как эта толщина также может повлиять на результаты оптического совмещения, например, на местоположение муаровых полос.
Необходимые функциональные возможности уже имеются в приложениях технологии SCIL за исключением того, что потребуется обеспечить адресацию отдельных канавок в разном порядке. Кроме того, для управления размером и высотой выпуклости может потребоваться регулировка давления, и тем самым расстояния между штампом и подложкой, пока не произошел их контакт.
Заметим, что варианты осуществления впечатывающего устройства 100 по настоящему изобретению показаны с отверстиями 112 в качестве элементов, захватывающих гибкий штамп 10, исключительно как не ограничивающие примеры. Например, в той же степени целесообразно заменить отверстия 112 на механические элементы, захватывающий штамп, например, плунжеры или т.п., причем управление этими механическими элементами, захватывающими штамп, может осуществляться индивидуально обрабатывающим элементом 130 таким образом, чтобы в первой конфигурации механические элементы, захватывающие штамп, подтягивали участок гибкого штампа в направлении первого держателя 110, а во второй конфигурации эти механические элементы, захватывающие штамп, прижимали часть гибкого штампа 10 к подложке 20.
Специалисты в данной области техники смогут немедленно реализовать вышеописанное, причем указанные механические элементы, захватывающие шаблон, могут управляться только аналоговыми средствами, например, путем изменения частоты переключения этих механических элементов, захватывающих штамп, между первой конфигурацией и второй конфигурацией во время этапа впечатывания и/или изменения частоты переключения этих механических элементов, захватывающих шаблон между второй конфигурацией и первой конфигурацией во время этапа высвобождения. Кроме того заметим, что, без сомнений, гибкий штамп 10 может быть зафиксирован на указанных механических элементах, захватывающих штамп, любым подходящим образом, например, с использованием средств захвата, адгезивных средств, средств присасывания и т.д. Поскольку указанные средства фиксации сами по себе хорошо известны, они здесь подробно не объясняются исключительно из соображений краткости описания.
Можно обеспечить компьютерный программный продукт, который содержит машиночитаемый носитель данных с хранящимся на нем компьютерным программным кодом для реализации одного или более вариантов осуществления способа по настоящему изобретению. Этот продукт может быть представлен в виде кода, хранящегося в сети данных (на основе сервера), так что указанный код можно выгрузить из этой сети в контроллер устройства или другое средство для использования указанного кода с целью выполнения указанного способа. Как правило, компьютерный программный код представляет собой код, который может исполняться в обрабатывающем элементе 130 впечатывающего устройства 100, и который инициирует управление управляющим элементом 132 впечатывающего устройства 100 согласно одному или нескольким вариантам осуществления данного способа. Впечатывающее устройство 100 может включать в себя указанный компьютерный программный продукт. Возможно использование любого машиночитаемого носителя данных; не ограничивающее примеры указанных машиночитаемых носителей данных включает в себя CD, DVD, флэш-память, носитель данных, доступный через Интернет, такой как твердотельный или магнитный диск, который может находиться на Интернет-сервере и т.д.
В одном варианте осуществления аспекты компьютерного программного кода можно получить из проектного файла, задающего впечатываемый шаблон 12 гибкого штампа 10, такого как файл GDSII. В частности, указанный файл можно автоматически оценить для установления отличительных вариаций в впечатываемом шаблоне 12 и получить оптимальные параметры процесса впечатывания, такие как изменения требуемой скорости на этапе впечатывания, направление впечатывания, изменения размеров зазора между этапами впечатывания и высвобождения, изменения требуемой скорости на этапе высвобождения, направление высвобождения и т.д. Эти полученные параметры можно включить в программу управления впечатывающего устройства, подлежащую исполнению обрабатывающим элементом 130.
Вышеописанный пример относится к впечатыванию. Однако, такой же подход к совмещению можно использовать для совмещения других слоев, например, для соединения слоев вместе или их укладывания в стек. Укладывание в стек слоев для формирования устройств используют, например, в устройствах MEMS, при этом данное изобретение можно использовать для механического переноса одного слоя на другой с точным совмещением. Например, можно соединить вместе с точным совмещением две полупроводниковые пластины (по меньшей мере одна из которых является гибкой). В качестве альтернативы можно с точным совмещением нанести на подложку полимерный слой, который, может включать в себя, к примеру, наночастицы.
Измерения совмещения могут выполняться разными путями. Например, измерения совмещения можно выполнять через прозрачный держатель.
Совмещение необходимо измерять на основе положения продвинутой выпуклости (или частичной выпуклости) относительно подложки.
С этой целью подложка и штамп могут иметь соответствующие маркеры совмещения, обращенные друг к другу.
Альтернативный вариант состоит в измерении совмещения первой пары маркеров совмещения на держателе подложки и на штампе в краевой области держателя подложки вне края подложки. Тогда можно обеспечить вторую пару маркеров совмещения на подложке и на держателе подложки. Маркеры совмещения подложки можно расположить на обратной стороне подложки. Маркеры совмещения на обратной стороне используют для измерения сдвига между подложкой и держателем подложки («зажимом»). Вместо этого штамп совмещают с держателем подложки («зажимом») вне области полупроводниковой пластины с учетом смещения подложки к держателю подложки.
Таким образом, маркеры совмещения на выпуклости штампа могут перемещаться вперед к месту расположения маркера совмещения, который может находиться на подложке или на держателе подложки (если также известно относительное положение держателя подложки и самой подложки).
Этот подход показан на фиг. 10. Держатель подложки (второй держатель) имеет участок 180 за краем подложки 181. Первая пара маркеров совмещения на участке 180 держателя подложки и на штампе показана под ссылочной позицией 182. Вторая пара маркеров совмещения на обратной стороне подложки и на основной части держателя подложки показана под ссылочной позицией 184.
Заметим также, что совмещения можно измерять различными способами, включая измерение емкости (для определения степени перекрытия) и интерферометрию для определения краевых положений. Полное измерение совмещения может включать в себя указанные способы вдобавок к маркерам совмещения, предусмотренным на штампе. Таким образом, вместо пары маркеров 184 можно использовать альтернативное измерение положения.
В заключение отметим, что в способе переноса гибкого слоя на подложку используется частичная выпуклость в гибком слое, которая не входит в контакт с подложкой. Эта частичная выпуклость продвигается к месту расположения маркера совмещения на подложке. Когда необходимо выполнить настройки совмещения, их выполняют с использованием указанной частичной выпуклости на ее месте, так что открывается возможность обеспечить лучше воспроизводимое позиционирование при полном продвижении гибкого слоя к подложке.
Следует заметить, что вышеупомянутые варианты осуществления скорее иллюстрируют, а не ограничивают настоящее изобретение, и что специалисты в данной области техники способны предложить множество альтернативных вариантов осуществления, не выходящих за рамки объема прилагаемой формулы изобретения. В формуле изобретения любые ссылочные позиции, помещенные в скобки, не следует трактовать как ограничение формулы изобретения. Слово «содержащий» не исключает наличие элементов или этапов, отличных от элементов или этапов, перечисленных в формуле изобретения. Единственное число элементов, не исключает наличия множества указанных элементов. Изобретение можно реализовать аппаратными средствами, содержащими ряд отдельных элементов. В пункте формулы изобретения, относящемся к устройству, где перечисляется несколько средств, некоторые из этих средств могут быть воплощены в виде одного и того же элемента аппаратных средств. Само по себе то обстоятельство, что некоторые предложенные средства упоминаются во взаимно различных зависимых пунктах формулы изобретения, не указывает на то, что нельзя с успехом использовать комбинацию из указанных средств.
Реферат
Настоящее изобретение относится к способу механического контактирования гибкого штампа с подложкой при их точном совмещении, а также к способу, в котором используют указанный способ контактирования для впечатывания шаблона на гибком штампе в слой на подложке, в который выполняют впечатывание. Заявленная группа изобретений включает способ механического контактирования гибкого штампа с подложкой, машиночитаемый носитель, содержащий команды компьютерного программного кода для реализации способа по любому из предшествующих пунктов, контроллер для управления устройством для выполнения способа и устройство для выполнения любого из способов. Причем способ механического контактирования гибкого штампа с подложкой содержит этапы, на которых: (а) формируют в гибком штампе по меньшей мере частичную выпуклость штампа с участком выпуклости штампа, (b) позиционируют гибкий штамп относительно указанной подложки, причем участок выпуклости штампа является либо частичным участком выпуклости штампа с первым ненулевым расстоянием до подложки без контакта с ней и находящимся ближе к подложке, чем участок гибкого штампа вне частичного участка выпуклости штампа, либо полным участком выпуклости штампа, находящимся в контакте с подложкой, (с) измеряют поперечное совмещение между участком выпуклости штампа и подложкой, используя характерный элемент гибкого штампа, находящийся на участке выпуклости штампа, и характерный элемент подложки, находящийся на подложке, (d) определяют необходимость настройки поперечного совмещения при фиксации на месте участка выпуклости штампа, (e) при необходимости настройки поперечного совмещения выполняют поперечную настройку путем поперечного перемещения по меньшей мере участка выпуклости штампа относительно подложки, либо удерживая на месте частичный участок выпуклости штампа, либо после стягивания полного участка выпуклости штампа до частичного участка выпуклости штампа и (f) при отсутствии необходимости настройки поперечного совмещения или после выполнения поперечной настройки на этапе (e), если имеется частичный участок выпуклости штампа на месте, то продвигают участок выпуклости штампа в направлении подложки для формирования полного участка выпуклости штампа в контакте с подложкой. Технический результат заключается в обеспечении уменьшения наведенного сдвига гибкого слоя в серийных средствах технологии SCIL, а также в обеспечении менее сложного способа, более простой конструкции держателя подложки и оборудования для нано-позиционирования и более высокой производительности. 4 н. и 10 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Гибкий нано-впечатывающий штамп
Комментарии