Стереолитографическое устройство с улучшенным оптическим блоком - RU2671740C1
Код документа: RU2671740C1
Чертежи

Описание
Область техники
Изобретение относится к стереолитографическому устройству, предназначенному для изготовления трехмерных объектов посредством наложения множества слоев, в котором каждый слой получается посредством выборочного отверждения текучего вещества в областях, соответствующих объему производимого объекта.
Уровень техники
Стереолитографическое устройство известного типа содержит контейнер, в котором имеется текучее вещество, обычно, светочувствительный полимер в жидком или пастообразном состоянии.
Устройство содержит также источник, обычно люминесцентного типа, испускающий излучение, подходящее для отверждения текучего вещества. Оптический блок обеспечивает подачу упомянутого излучения к опорной поверхности, располагаемой внутри контейнера, которая соответствует положению слоя объекта для отверждения.
Формируемый трехмерный объект поддерживается моделирующей пластиной, которая может быть перемещена вертикально относительно контейнера, так, чтобы позволить разместить последний отвержденный слой объекта в положении, смежном с упомянутой опорной поверхностью.
Таким образом, как только каждый слой отвержден, моделирующая пластина перемещается так, чтобы разместить отвержденный слой опять же как смежный с опорной поверхностью, после чего процесс может быть повторен для последующего слоя.
Стереолитографические устройства вышеупомянутого типа подразделяются на два главных варианта реализации, которые описаны, например, в Итальянской патентной заявке No. VI2010A000004, от имени того же самого Заявителя.
В соответствии с первым из упомянутых вариантов реализации, опорная поверхность размещается так, чтобы она была смежной с основанием контейнера, который является прозрачным для излучения. В этом случае, текучее вещество облучается снизу, и трехмерный объект формируется под моделирующей пластиной. В соответствии со вторым вариантом реализации изобретения, опорная поверхность размещается на уровне свободной поверхности текучего вещества. В этом втором случае, текучее вещество облучается сверху, и трехмерный объект формируется поверх моделирующей пластины. В обоих вариантах реализации, излучение может быть подано на различные точки опорной поверхности посредством различных оптических блоков известного типа. В варианте реализации оптического блока, неподвижный источник и пара гальванометрических зеркал, размещенных последовательно один за другим, используются для направления светового пучка.
Каждое гальванометрическое зеркало имеет привод, так, чтобы оно могло вращаться вокруг соответствующей оси вращения, ортогональной к оси другого гальванометрического зеркала, так, чтобы комбинация их вращения позволяла направлять пучок к любой точке опорной поверхности.
Описанный выше оптический блок обеспечивает преимущество в том, что он позволяет перемещать пучок очень быстро, вследствие меньшей инерции гальванометрических зеркал, и в том, что он более надежен вследствие меньшего числа используемых механических компонентов.
Несмотря на упомянутые преимущества, стоимость гальванометрических зеркал относительно высока, что существенно влияет на стоимость стереолитографического устройства.
Оптический блок, основанный на гальванометрических зеркалах, имеет дополнительный недостаток в том, что он является относительно объемным.
Высокая стоимость и значительные общие размеры делают стереолитографическое устройство, включающее в себя гальванометрические зеркала, неподходящим в любом малосерийном производстве, то есть производстве такого типа, который может требоваться для малых компаний.
Кроме того, гальванометрические зеркала включают в себя некоторые механические компоненты, которые подвергаются износу и, поэтому, ограничивают их преимущества, в частности, вследствие высокой стоимости их замены.
Кроме того, инерция гальванометрических зеркал не является пренебрежимо малой и влияет на скорость отклонения светового пучка и, поэтому, на полную продолжительность обработки.
Заявитель предложил первое решение этой проблемы, которое заключается в том, чтобы предоставить оптический блок, который обеспечивает некоторые из преимуществ, обеспечиваемых стереолитографическими устройствами известного типа, основанными на использовании гальванометрических зеркал, и который дополнительно оказывается проще в производстве и использовании, чем последние. Это решение раскрыто в Патенте WO 2013/093612 от имени Заявителя, где описано стереолитографическое устройство, содержащее контейнер для текучего вещества; источник заданного излучения, подходящего для отверждения текучего вещества; оптический блок, подходящий для направления излучения по к опорной поверхности во текучем веществе; и блок логического управления, сконфигурированный для управления оптическим блоком и/или источником для экспозиции заданного участка опорной поверхности. Оптический блок содержит микро-опто-электромеханическую систему, снабженную зеркалом, связанным со средством привода для вращения вокруг, по меньшей мере, двух осей вращения, инцидентных и независимых друг от друга, установленную так, чтобы она могла направлять излучение к каждой точке опорной поверхности с помощью соответствующей комбинации вращения вокруг этих двух осей.
Однако, Заявитель обнаружил, что замещение гальванометрических зеркал единственной MOEMS, которая может быть ориентирована или может вращаться вдоль двух осей, не решает все проблемы, раскрытые в отношении техники предшествующего уровня и, кроме того, ставит дополнительные проблемы.
В области техники лазерного сканирования, имеется два типа лазерного сканирования, которые в принципе могут быть реализованы: растровое сканирование и векторное сканирование. В растровом сканировании, лазерный пучок сканирует последовательно вдоль ряда прямых линий, которые разнесены друг от друга и параллельны друг другу, и которые относительно протяженны (обычно, по меньшей мере, до внешнего размера сканируемой части в направлении сканирования); таким образом, лазерный пучок должен перемещаться только в одном направлении вдоль каждой линии сканирования, и система сканирования обычно размещается так, что перемещение вдоль каждой линии сканирования осуществляется перемещением единственного зеркала. При векторном сканировании, лазерный пучок сканирует последовательно вдоль рядов прямых линий или векторов, длины которых могут варьироваться от очень коротких (например, меньше, чем 1 мм) до относительно длинных, и ориентации которых относительно друг друга могут варьироваться, так, что обычно это требует координированного перемещения двух зеркал для векторного сканирования. Конечная точка одного вектора часто совпадает с начальной точкой следующего вектора.
Настоящее изобретение относится, в частности, к векторному сканированию, которое имеет проблемы, которые обычно не имеют значения при растровом сканировании. Заявитель обнаружил, что для получения лучшего контроля изготавливаемого стереолитографическим устройством трехмерного объекта, векторное сканирование должно использоваться так, чтобы получить более точные и надежные результаты. Кроме того, векторное сканирование позволяет "оконтуривание" изготавливаемого трехмерного объекта. Изготавливаемый трехмерный объект разделяется на процесс слой за слоем, когда в каждом слое задается внешняя граница или рисунок, в пределах которого лазер должен сканировать и полимеризовать полимер. Однако, для получения лучших поверхностных характеристик, сканируется не только "внутренняя область" границы, но также предпочтительно выполняется и ее оконтуривание(то есть пятно лазерного пучка следует по контуру границы рисунка для каждого слоя). Это оконтуривание возможно только при использовании векторного сканирования в стереолитографическом устройстве.
Для этого типа стереолитографических устройств, в которых выбирается векторное сканирование, единственная система MOEMS, подвижная или имеющая возможность вращения вдоль двух различных осей, не является предпочтительной. Такое зеркало имеет слишком большой момент инерции для перемещения с относительно высокими скоростями. Это снижает время производства. Кроме того, зеркало MOEMS с двойными осями имеет внутреннее ограничение по размеру самого зеркала, вследствие того, что оно должно быть перемещено вокруг двух инцидентных осей. Поэтому, имеет ограничения также размер лазерного пятна, что увеличивает стоимость стереолитографического устройства.
В соответствии с первым объектом, изобретение относится к стереолитографическому устройству, содержащему:
контейнер для текучего вещества, подходящего для отверждения при облучении заданным излучением;
лазерный источник, пригодный для испускания пучка упомянутого заданного излучения;
оптический блок векторного сканирования, сконфигурированный для выполнения векторного сканирования опорной поверхности, размещенной в упомянутом контейнере в соответствии с желаемым изображением векторных данных посредством упомянутого заданного излучения;
устройство памяти для сохранения упомянутого изображения векторных данных, представляющего изображение, сканируемое на упомянутой опорной поверхности;
блок логического управления, сконфигурированный для управления упомянутым оптическим блоком векторного сканирования и/или упомянутым лазерным источником так, чтобы облучать заданный участок упомянутой опорной поверхности упомянутым излучением в соответствии с упомянутым векторным изображением;
причем упомянутый оптический блок векторного сканирования содержит первую и вторую микро-опто-электромеханические системы (MOEMS), установленные последовательно одна за другой относительно пути распространения упомянутого заданного излучения, каждая система MOEMS содержит:
зеркало, имеющее значение диаметра между около 2 мм и около 8 мм, связанное с опорной конструкцией с помощью средства сочленения, сконфигурированного так, чтобы задавать для упомянутого зеркала ось вращения (X1, X2);
привод, подходящий для перемещения упомянутого зеркала вокруг упомянутой оси вращения (X1, X2) квазистатическим образом и при такой угловой скорости, чтобы сответствующая скорость разметки упомянутого лазерного пучка на упомянутой опорной поверхности составляла значение между около 0,5 м/c и около 3 м/c, когда упомянутый лазерный источник испускает упомянутое заданное излучение в течение упомянутого векторного сканирования;
и причем
ось вращения зеркала первой системы MOEMS инцидентна оси вращения зеркала второй системы MOEMS.
Иначе говоря, первая и вторая микро-опто-электромеханические системы (MOEMS) устанавливаются относительно лазерного источника и контейнера так, что лазерный пучок заданного излучения, падающий последовательно на первое и второе зеркала, может быть направлен в точки опорной поверхности с помощью соответствующей комбинации вращения упомянутых зеркал вокруг упомянутых двух инцидентных осей для выполнения векторного сканирования в соответствии с упомянутым изображением векторных данных.
Оптический блок векторного сканирования в стереолитографическом устройстве по изобретению содержит два MOEMS зеркала, каждое из которых приводится в движение приводом вокруг своих осей. Каждое зеркало MOEMS имеет возможность вращения только вокруг единственной оси. Предпочтительно, привод каждого зеркала является или электростатическим приводом или электромагнитным приводом. И оба типа приводов известны в данной области техники и здесь подробно не описываются. Каждое зеркало MOEMS имеет единственную ось вращения, но ось вращения первого зеркала MOEMS инцидентна оси вращения второго зеркала MOEMS, то есть эти две оси не параллельны друг другу. Лазерный пучок, испускаемый лазерным источником, отражается зеркалами MOEMS, одним после другого последовательно, и затем - на рабочую поверхность (опорная поверхность) материала в стереолитографическом устройстве, "рисуя" траекторию пучка. При этом, излучение лазерного пучка облучает участок жидкости, которой принадлежит опорная поверхность, так, чтобы такой участок стал "более твердым" (полимеризовался или затвердел). Опорная поверхность является, таким образом, "рабочим слоем", который отвердевает в соответствии с данным рисунком или изображением. Множество рабочих поверхностей или слоев должно быть прорисовано для формирования 3-мерного объекта. Например, два зеркала MOEMS устанавливаются выше опорной поверхности и сфокусированный лазерный пучок направляется вертикально вниз на рабочую поверхность. Преимущественно, два зеркала MOEMS устанавливаются так, чтобы они перемещали лазерный пучок, который формирует "пятно" на опорной поверхности в двух ортогональных направлениях. Это векторное сканирование выполняется на всех поверхностях, или слоях, отделенных один от другого расстоянием вдоль третьей оси, например, вертикальной оси Z, предпочтительно перпендикулярной обеим осям вращения зеркал MOEMS, так, чтобы сформировать 3-мерный объект. Каждая поверхность или слой векторно сканируется в соответствии с отличающимся изображением векторных данных, в соответствии с методикой, известной в данной области техники 3-мерной печати для реализации 3-мерного (3D) объекта.
Изображение векторных данных, которое задает сканируемый лазерным пучком рисунок, - это файл, обрабатываемый компьютером или процессором, например, CAD файл (например, реализованный программой CAD.stl файл), где содержится информация о сканируемом изображении рабочей поверхности. Векторное изображение задает контур или границу, которая является внешней или наружной границей изображения и "внутреннюю область" по границе, где проходит лазерный пучок ("сканирование") для отверждения жидкости, из которой реализуется 3D объект.
В соответствии с изобретением, как уже отмечалось, лазерный пучок сканирует посредством оптического блока векторного сканирования, который включает в себя две системы MOEMS. Системы MOEMS или Микро-Опто-Электромеханические системы включают в себя MEMS, объединенные с Микрооптикой, которая предполагает считывание или управление оптическими сигналами на очень небольшом размерном масштабе используя объединенные механические, оптические, и электрические системы. Эти устройства обычно изготавливаются с использованием микро-оптики и стандартных технологий микро-обработки, используя такие материалы как кремний, диоксид кремния, нитрид кремния и арсенид галлия, и т.д. MOEMS включают в себя две главные технологии, MEMS и Микро-оптику.
MEMS - Микроэлектромеханические системы - это технология очень маленьких устройств. Предпочтительно, MOEMS изготавливаются с использованием технологии обработки при изготовлении полупроводниковых устройств, такой как, например, осаждение слоев вещества, фотолитографическая технология и травление, для получения необходимых форм.
Предпочтительно, зеркала MOEMS настоящего изобретения представляют собой отражающие зеркала, более предпочтительно - выполненные из кремния. Предпочтительно, зеркала MOEMS в блоке сканирования по изобретению выполняются с использованием технологии СМOS.
Как уже отмечалось, Заявитель интересуется только оптическим блоком векторного сканирования, для получения вышеупомянутых преимуществ.
Выбор двух MOEMS зеркал, каждое подвижное вдоль единственной оси, вместо единственного MOEMS зеркала, подвижного или имеющего возможность вращаться вдоль двух осей, оправдан тем, что эффективность двух единственных осей MOEMS зеркал выше, чем эффективность единственного MOEMS зеркала, имеющего возможность вращаться вокруг двух осей. В двуосном зеркале MOEMS часть площади "объекта", задающего зеркало, соответствует осевому движению. Поэтому, для той же самой занятой площади, в двуосном MOEMS зеркале, эффективный размер зеркала, на которое может попасть лазерный пучок, меньше, чем в случае зеркала MOEMS с единственной осью. Кроме того, зеркало MOEMS с двумя осями тяжелее, чем зеркало MOEMS с единственной осью, таким образом, имея больший момент инерции. Кроме того, размеры зеркала MOEMS с единственной осью лучше контролируются и его вращение более стабильно, что является важными параметрами для данного изобретения, как подробнее описано ниже.
Заявитель также понял, что для получения оптического блока векторного сканирования, использующего зеркала MOEMS с двумя единственными осями, "квазистатическое" перемещение каждого из зеркал MOEMS накладывается одно на другое.
Зеркала MOEMS могут быть разделены на два класса: резонансные MOEMS зеркала и квазистатические (иногда также называемые в литературе статическими или управляемыми вручную зеркалами) зеркала MOEMS. Обычно, зеркало MOEMS механически спроектировано так, чтобы работать или в квазистатическом или в резонансном режиме. Резонансные зеркала MOEMS - это зеркала, которые приводятся в действие на резонансной частоте. Резонансная частота - это частота, при которой тело имеет очень сильную реакцию (амплитуда перемещения или колебания) для низкого уровня возбуждения. Для зеркала MOEMS - это частота, при которой амплитуда сканирования является максимальной для данного уровня возбуждения.
Квазистатическое зеркало MOEMS означает, что зеркало приводится в действие на частоте, далекой от его механической резонансной частоты, и поэтому соотношение между углом сканирования и сигналом возбуждения по существу линейно. Квазистатическое зеркало MOEMS - это зеркало, которое приводится в действие в линейной области, где имеются линейные соотношения между сигналом привода в действие (например, сигналом напряжения) и угловым смещением вокруг единственной оси, вокруг которой квазистатическое зеркало MOEMS имеет возможность вращаться. Таким образом, если известно угловое положение, в которое зеркало MOEMS должно быть помещено, и которое должно быть поддержано, то зеркало может управляться для поддержания такого определенного положения посредством приложения некоторого непрерывного сигнала возбуждения. Обычно, квазистатический режим работы идет от статического (наклон зеркала и поддержание положения), до нескольких сотен Гц. В этом частотном диапазоне, зеркало будет следовать за формой сигнала возбуждения. Резонансный режим возбуждения - это режим, когда зеркало MOEMS приводится в действие с частотой сигнала, равной резонансной частоте зеркала. Поскольку амплитуда сканирования зеркала усиливается на частоте механического резонанса, перемещение зеркала будет действовать как механический осциллятор и затем будет следовать синусоидальному перемещению (и не линейному перемещению).
Заявитель понял, что для получения точного управления, необходимого для векторного сканирования изображения, содержащегося в файле изображения векторных данных, должны использоваться два квазистатических зеркала MOEMS, так, чтобы блок управления мог послать заданный сигнал напряжения, которому соответствует точный угол, на который два зеркала MOEMS наклоняются вокруг осей X1, и X2, соответственно, в зависимости от линейной характеристики используемых зеркал MOEMS.
Таким образом, возможно точное управление, для сигнала или для нескольких сигналов, посланных приводами (сигнал, полученный соответствующим сигналом, испускаемым блоком управления) на первое и второе зеркала MOEMS, первый и второй углы, под которыми два зеркала MOEMS становятся установленными, связаны (каждое зеркало MOEMS наклонено под определенным углом вокруг его оси, X1 или X2, значение которого определяется сигналом, посланным приводом/блоком управления), так, что точная пространственный точка в пределах сканируемой опорной поверхности связана также с таким сигналом, или несколькими сигналами.
Вследствие того, что выполняется векторное сканирование, сложные пути или траектории могут быть получены направлением лазерного пучка на опорную поверхность посредством сканирующей оптики в соответствии с изображением, имеющимся в данных изображения. Время для сканирования данной траектории на опорной поверхности лазерным пучком от первой точки до второй точки зависит от угловой скорости зеркал MOEMS, то есть, от скорости изменения их положений (то есть, углов), с которыми первая точка связана, в новые положения (то есть, новых углов), с которыми связана новая точка на опорной поверхности, так, чтобы от первой точки пучок перемещался ко второй точке с данной скоростью. Не все скорости могут использоваться, вследствие следующего.
В растровом сканировании, вследствие "высокой скорости" зеркал и, таким образом, "высокой скорости" пучка на поверхности, лазерный пучок обычно сканирует тот же самый участок(-ки) поверхности не один раз, поскольку он сканирует участок поверхности в "линиях", по существу параллельных одна другой, при высокой скорости. Для этого типа сканирования, или имеется чрезвычайно мощный лазерный источник, чего обычно избегают, или для должного отверждения жидкости в контейнере необходим больше, чем один лазерный проход.
Заявитель понял, что при векторном сканировании, применяемом в стереолитографическом устройстве, оптимальное решение для баланса требований для быстрого выполнения сканирования, с одной стороны, и для ограничения в максимально возможной степени одним (или только очень редко больше, чем одним) "отверждением" того же самого участка изображения (то есть, лазер "рисует" тот же самый рисунок только один раз), с другой стороны, выбирается определенный диапазон угловой скорости для движений MOEMS зеркал с единственной осью. Действительно, более мощные лазерные источники могут работать также с зеркалами, перемещаемыми с более высокими скоростями, однако, стереолитографическое устройство по изобретению ориентировано на относительно "низкий ценовой рынок", когда предпочтительно не используются дорогие лазеры с высокой мощностью. Угловая скорость зеркал MOEMS, таким образом, выбирается так, что скорость "развертки" лазерного пучка на рабочей, или опорной поверхности, заключена в интервале, для которого полимеризация или отверждение оказываются возможными при единственной "развертке" лазерного пучка вдоль данного рисунка.
Используя эту определенную угловую скорость в соответствии с изобретением зеркал, соответствующая лазерная скорость лазерного пучка на опорной поверхности заключена между около 0,5 м/c и около 3 м/c, когда упомянутый лазерный источник выполняет векторное сканирование, для которого получается желаемый компромисс между точностью, отверждением при по существу единственном "прочерчивании" лазерным пучком и скоростью производства. Таким образом, зеркала приводятся в действие так, что они перемещаются с угловой скоростью, для которой соответствующая скорость лазерного пучка заключена в пределах интервала 0,5 м/c-3 м/c. Эта лазерная скорость на опорной поверхности зависит от расстояния между сканирующей оптикой и самой поверхностью и от угловой скорости зеркал MOEMS. Учитывая желаемую лазерную скорость на опорной поверхности, которая является скоростью лазерного пучка, двигающегося на опорной поверхности, специалист в данной области техники может получить угловую скорость, при которой зеркала MOEMS наклоняются в зависимости от параметров конструкции стереолитографического устройства. Эту скорость "развертки" называют "скоростью разметки", которая указывает скорость, при которой лазерный пучок сканирует представляющую интерес опорную поверхность и выполняет отверждение жидкости, заключенной в контейнере.
Кроме того, для сохранения относительно низкой стоимости стереолитографического устройства по изобретению, существенны также размеры каждого из зеркал MOEMS с единственной осью первой и второй системы MOEMS. Слишком широкие зеркала приводят к необходимости большого устройства и к неустойчивости самих зеркал. В некоторых случаях, зеркала могут быть относительно большими и соответственно могут иметь существенную механическую инерцию. Следовательно, может потребоваться значительный промежуток времени для ускорения сканирующих зеркал до их полной желаемой скорости. Было обнаружено, что игнорирование конечного периода ускорения зеркал может в некоторых случаях привести к недопустимо большим последующим ошибкам лазерного пятна.
Слишком малые размеры зеркал налагают строгие ограничения на используемый пучок излучения, испускаемый лазерным источником. Заявитель, таким образом, обнаружил, что в этом случае подходящий компромисс - это диаметр зеркала MOEMS, заключенный между около 2 мм и около 8 мм. В настоящем контексте термин "диаметр" относится не только к круговым зеркалам, но также и к другим геометрическим формам зеркал. В этом последнем случае, диаметр - это наибольший размер в направлении, перпендикулярном к оси вращения зеркала MOEMS.
Эти размеры зеркал MOEMS приспосабливаются к выбираемой скорости, то есть, они выбираются с учетом также того, что эти зеркала MOEMS должны перемещаться так, чтобы скорость лазерного пучка на опорной поверхности была заключена между около 0,5 м/c и около 3 м/c без затруднений.
Изобретение, в соответствии с вышеупомянутым объектом, может включать в себя, или как альтернативы, или в комбинации, одну или несколько следующих характеристик.
Преимущественно, упомянутый привод сконфигурирован для перемещения упомянутого зеркала упомянутых первой и/или второй систем MOEMS вокруг упомянутой оси вращения (X1, X2) при такой угловой скорости, чтобы соответствующая скорость позиционирования упомянутого лазерного пучка на упомянутой опорной поверхности составляла значение, между около 8 м/c и около 10 м/c, когда упомянутый лазерный источник не испускает упомянутое заданное излучение для изменения положения на упомянутой опорной поверхности для сканирования упомянутого изображения.
Сканируемое и сохраняемое в файле изображение может сформировать непрерывную форму, которая является единственной формой, заключенной в пределах единственной закрытой границы, или множеством отделенных форм, разграниченных отделенными закрытыми границами. Для того, чтобы лазерный пучок сканировал различные отделенные формы, пучок должен перемещаться от одного положения до другого, часто до относительно отдаленного положения, для повторного запуска сканирования. Расстояние между различными формами может быть достаточно протяженным, что требует повторного позиционирования зеркал MOEMS. Поэтому, в процессе повторного позиционирования и перемещения от первого участка сканируемой формы(-рм) к другому второму участку сканируемой формы, отдаленного от первого, лазер выключается и зеркала MOEMS перемещаются. Это перемещение для повторного позиционирования выполняется при такой скорости, которая предпочтительно выше, чем угловая скорость, соответствующая скорости лазера, при которой выполняется лазерная "развертка", скорость разметки и, более предпочтительно, эта угловая скорость такова, что соответствующая скорость, с которой лазерный пучок двигается между последним точкой на опорной поверхности, в которой лазер выключается, и новой точкой на поверхности, в которой лазер включается снова, заключена между около 8 м/c и около 10 м/c. Иначе говоря, скорость повторного позиционирования вычисляется так, как будто бы лазерный пучок не выключался. Эту скорость лазерного пучка на опорной поверхности называют "скорость позиционирования", и это скорость лазерного пучка между этими двумя точками, "как, если бы" лазер был непрерывно включен. Однако, лазерный пучок выключается для избежания полимеризации участков поверхности, которая не должны быть подвергнуты лазерному излучению.
Что касается скорости разметки, скорость позиционирования лазера зависит от угловой скорости зеркал и от расстояния между сканирующей оптикой и опорной поверхностью.
Преимущественно, упомянутые две оси вращения (X1, X2) упомянутых первой и второй микро-опто-электромеханических систем взаимно ортогональны.
Таким образом, предпочтительно, зеркало первой системы MOEMS поворачивается вокруг оси X, и зеркало второй системы MOEMS поворачивается вокруг оси Y, так, чтобы комбинация поворотов двух зеркал позволяла лазерному лучу достигать любого положения на (X, Y) поверхности жидкого материала.
В предпочтительном варианте реализации, упомянутый лазерный источник сконфигурирован для испускания упомянутого заданного излучения на длине волны, составляющей между около 405 нм±10 нм.
Различные лазерные источники могут быть использованы в устройстве трехмерной печати. В настоящем изобретении используется достаточно "необычная" длина волны лазерного источника, который является лазерным источником, имеющим возможность излучения в фиолетовой области спектра. Этот лазер классифицируется как "синий" лазер. Лазеры на этой длине волны обычно более дешевы, чем лазеры, подходящие для испускания пучка излучения на другой длине волны, но все же в пределах УФ диапазона. Кроме того, покрытия зеркал для оптики также более дешевы, когда они должны работать с падающим излучением на этой заявляемой длине волны.
Предпочтительно, упомянутый лазерный источник сконфигурирован для испускания упомянутого заданного излучения, имеющего поверхностную плотность потока излучения на опорной поверхности, составляющее между около 10 мДж/см2 и около 200 мДж/см2.
Как отмечено выше, мощность лазерного пучка при таком заданном излучении должна быть достаточно большой, чтобы полимеризовать жидкий материал так, чтобы он стал твердым там, где он сканируется, то есть там, где он подвергается облучению лазерным лучом, и не настолько большой, чтобы стоимость лазерного источника стала слишком высока, и препятствовала коммерциализации трехмерного принтера, включающего в себя такой дорогой лазер. Заявитель обнаружил, что диапазон заявляемых мощностей составляет хороший компромисс, учитывающий две противоположные потребности. Однако, предпочтительно, чтобы не мощность, а поверхностная плотность потока излучения регулировалась и фиксировалась. Количество света на опорной поверхности в контейнере задается или в блоках интенсивности, или в энергетических блоках. Интенсивность света на опорной поверхности, представленная в смысле поверхностной плотности потока излучения, является мерой мгновенной экспозиции, которая является важным значением для определения того, может ли это значение мощности лазера полимеризовать жидкость, включенную в контейнер.
В предпочтительном варианте реализации, стереолитографическое устройство в соответствии с изобретением включает в себя герметичный контейнер, вмещающий упомянутый лазерный источник и упомянутые первую и вторую микро-опто-электромеханические системы (MOEMS), размещенные последовательно, причем упомянутый герметичный контейнер включет в себя окна, реализованные в материале, прозрачном для упомянутого заданного излучения, так, чтобы упомянутое излучение могло выйти из упомянутого контейнера.
Заявитель обнаружил, что лазерное излучение, в частности, лазерное излучение на заявленной длине волны около 405 нм±10 нм, может вызвать потенциальную проблему вследствие "грязи" или любого постороннего материала, который может попасть на зеркала MOEMS. Эти посторонние частицы, или материал, который может быть просто пылью, на представляющих интерес длинах волн, вызывает накопление электростатических зарядов, которые могут повысить температуру самих зеркал MOEMS вплоть до повреждения зеркала(-ал) MOEMS. Этого повреждения можно избежать очисткой зеркала(-ал), однако размеры и технические параметры зеркал MOEMS не позволяют простую и легкую их очистку. Поэтому, Заявитель предпочтительно реализовал герметичный контейнер вокруг лазерного источника и зеркал MOEMS так, чтобы посторонние частицы не могли осесть случайно на зеркала, блокируемые герметичными стенками контейнера.
Преимущественно, упомянутый привод каждой упомянутой микро-опто-электромеханической системы (MOEMS) является электромагнитным или электростатическим и сконфигурирован так, чтобы поворачивать упомянутое зеркало вокруг упомянутой оси (X1, X2) так, чтобы помещать его в угловое положение в ответ на прием сигнала управления, испускаемого упомянутым блоком логического управления и имеющим значение, которое задает упомянутое угловое положение.
Привод управляет зеркалом и устанавливает угол, под которым он должен поворачиваться. Как упомянуто выше, он является предпочтительно электромагнитным или электростатическим.
Предпочтительно, упомянутый блок логического управления сконфигурирован для перемещения упомянутого зеркала и упомянутых и первой и второй микро-опто-электромеханических систем, так, чтобы точка падения упомянутого излучения на упомянутую опорную поверхность задавала бы непрерывную траекторию, которая полностью покрывала бы упомянутый заданный участок в соответствии с упомянутыми данными изображения.
Следует понимать, что изображение векторных данных для каждого слоя трехмерного объекта может быть сформировано единственным участком, разграниченным закрытой границей или множественными отделенными участками. В этом последнем случае, при перемещении от одного участка до отделенного участка, лазер выключается. Лазер чертит рисунок только там, где полимер должен полимеризоваться: тогда он может "перескочить" на скорости позиционирования, будучи выключенным, от двух отделенных участков полимеризуемого векторного изображения. Этот процесс быстрее, чем растровое сканирование, поскольку нет никакой необходимости в "растровых" участках, которые не полимеризируются по изображению.
Предпочтительно, упомянутый оптический блок содержит, по меньшей мере, одну линзу, сконфигурированную так, чтобы фокусировать упомянутое излучение на упомянутую опорную поверхность.
Более предпочтительно, упомянутая, по меньшей мере, одна линза содержит сканирующую линзу с плоским полем изображения.
Сканирующая линза с плоским полем изображения - это специализированная линзовая система, в которой фокальная плоскость отклоненного лазерного пучка является плоской поверхностью.
Преимущественно, упомянутое текучее вещество включает в себя отверждаемый полимер. Более предпочтительно, этот полимер включает в себя (мет-)акрилатовые мономеры и/или олигомеры. Еще более предпочтительно, такой полимер содержит дополнительно фотоинициатор, и/или краситель и/или наполнители.
Этот отверждаемый полимер, имеющий эти параметры, работает особенно хорошо, когда отвердевает с использованием лазера, имеющего излучение в диапазоне длин волн выше заявляемого (например, около 405 нм±10 нм).
Преимущественно, упомянутый лазерный источник включает в себя модуль управления мощностью для варьирования мощности упомянутого заданного излучения, испускаемого упомянутым лазерным источником, причем упомянутый модуль управления мощностью соединен с упомянутым логическим блоком управления, причем упомянутый блок логического управления пригоден для изменения упомянутой испускаемой мощности в зависимости от положения упомянутого пучка излучения на упомянутой опорной поверхности.
Вообще, желательно применять заданную экспозицию (то есть, энергию на единицу площади) рисунка на опорной поверхности. В самом простом случае, предпочтительный экспонируемый рисунок - это постоянная экспозиция внутри границ, ограничивающих сканируемое изображение, и нулевая экспозиция вне этих границ. Во многих практических случаях, однако, предпочтительный экспонируемый рисунок - это не однородный рисунок. Например, более высокая экспозиция в границах экспонируемой площади будет часто преимущественным. С этой целью, желательно регулировать мощность лазера посредством модуля управления мощностью лазера так, чтобы достигнуть оптимальной экспозиции настолько близко насколько это возможно.
Модуль управления мощностью лазера управляет поверхностной плотностью потока излучения лазерного пучка на опорной поверхности, так, чтобы она поддерживалось между около 10 мДж/см2 и около 200 мДж/см2. Кроме того, в "центре" сканируемого рисунка, облучение лазерным пучком предпочтительно отличается от облучения на его границах.
В предпочтительном варианте реализации, упомянутый модуль управления мощностью включает в себя управление размером для варьирования размера пучка упомянутого заданного излучения, испускаемого упомянутым лазерным источником, причем упомянутый размер измеряется в сечении вдоль плоскости, перпендикулярной направлению распространения упомянутого излучения.
Размер пучка предпочтительно изменяется в зависимости от размера сканируемого изображения, или от размера частей изображения (например, изображение может включать в себя части, имеющие очень малый размер в одном направлении). Мощность и размер лазерного пучка управляются вместе, и чем выше мощность, тем больший размер пучка. Сканирование целого изображения лазерным пучком очень небольшого размера требует большой продолжительности обработки. Поэтому, предпочтительно изменять размер пучка посредством контроллера размера пучка.
Краткое описание чертежей
Упомянутые объекты и преимущества, вместе с другими, которые показываются ниже, будут очевидны из нижеследующих описаний некоторых предпочтительных вариантов реализации изобретения, которые предоставляются посредством не ограничивающих примеров в связи с приложенными чертежами, причем:
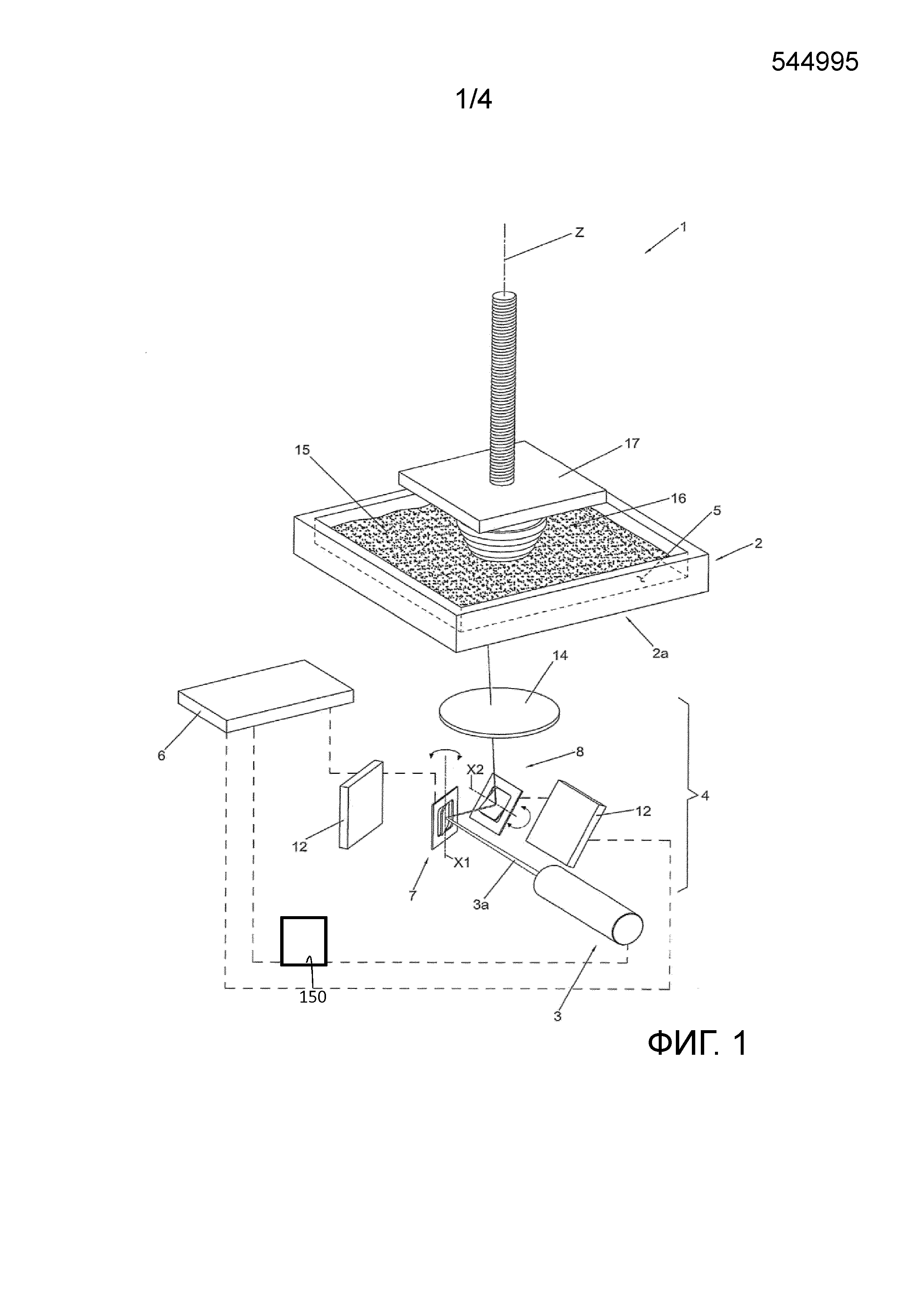
Фиг.1 изображает стереолитографическое устройство, реализованное в соответствии с изобретением;
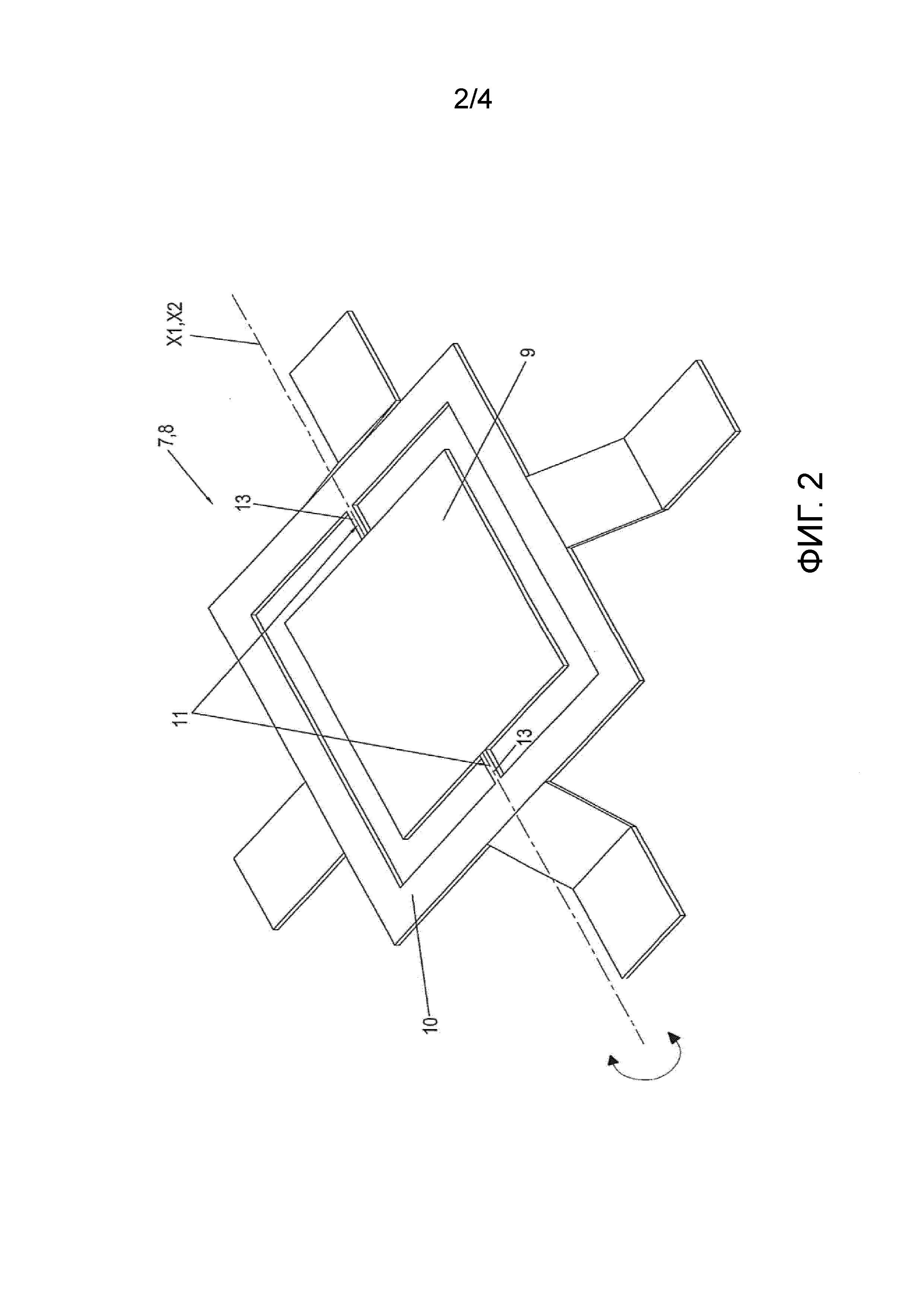
Фиг.2 - детали стереолитографического устройства, показанного на Фиг.1;
Фиг.3 - другой вид стереолитографического устройства на Фиг.1; и
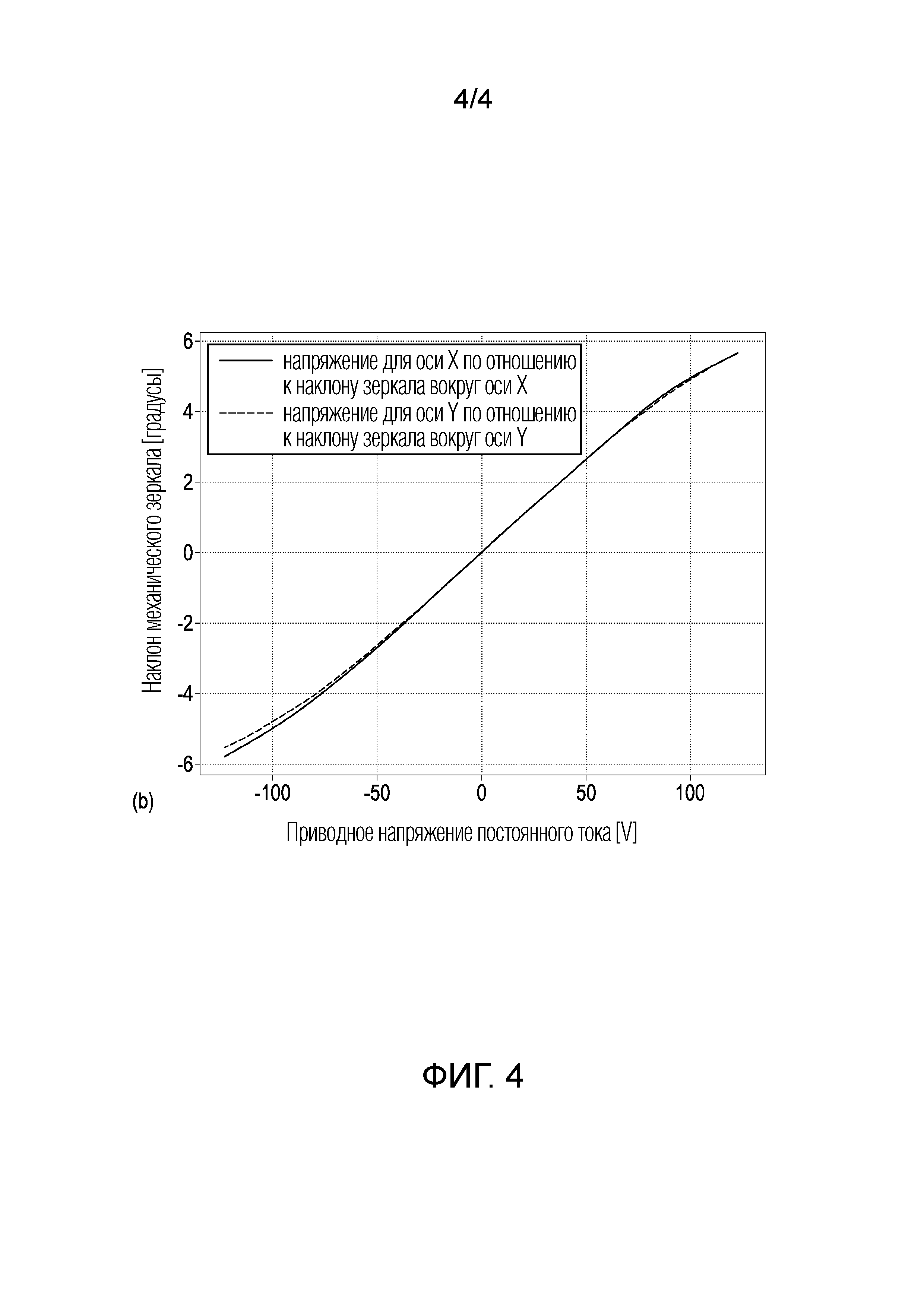
Фиг.4 - график линейного участка отклика (угол наклона) зеркала MOEMS, используемого в изобретении для приложенного напряжения.
Подробное описание предпочтительных вариантов реализации изобретения.
Стереолитографическое устройство, которое является предметом изобретения, обозначенное в целом как 1 на Фиг.1 и 3, позволяет произвести трехмерный объект 16 с помощью процесса, в соответствии с которым множество слоев (видимых на Фиг.3) добавляются один на другой, и упомянутые слои получаются с помощью выборочной экспозиции текучего вещества 15 заданным излучением 3a, подходящий для их отверждения.
Предпочтительно, упомянутое текучее вещество 15 - это светочувствительный жидкий полимер. Предпочтительно, этот полимер - полимерная смола, которая способна отверждаться с использованием излучения в УФ диапазоне. Предпочтительно, полимер включает в себя:
(мет-)акрилатные мономеры и/или олигомеры, дополнительно содержащие фотоинициатор(-ы), и/или краситель(-и) и, в некоторых случаях, - наполнитель(-и).
Излучение для экспозиции текучего вещества испускается лазерным источником 3, предпочтительно испускающим излучение в диапазоне длин волн фиолетового участка спектра (например, 405 нм±10 нм). Вышеупомянутый полимер отвердевает, когда лазерный пучок с заданной поверхностной плотностью потока излучения падает на него. Предпочтительно, отверждение вещества или полимера 15 имеет место для поверхностной плотности потока излучения, составляющей между около 10 мДж/см2 и около 200 мДж/см2.
Стереолитографическое устройство 1 содержит контейнер 2 для упомянутого текучего вещества 15, и моделирующую пластину 17, подходящую для поддержки объекта 16, формируемого и моторизированного так, чтобы он перемещался в соответствии с вертикальной осью Z перемещения.
Устройство 1 дополнительно содержит оптический блок 4 векторного сканирования, подходящий для направления излучения 3a, испускаемого лазерным источником 3, то есть для направления лазерного пучка, к любой точке опорной поверхности 5, размещенной в контейнере 2, на уровне объема, занятого текучим веществом 15.
Предпочтительно, упомянутая опорная поверхность задает плоскость и размещается так, чтобы она была смежной с основанием 2a контейнера 2.
В этом случае, оптический блок 4 векторного сканирования сконфигурирован так, чтобы направлять заданное излучение 3a от основания наверх, так, чтобы оно падало на основание 2a. Кроме того, основание 2a предпочтительно прозрачно для излучения 3a так, чтобы последнее могло попасть на текучее вещество 15, расположенное вблизи собственно основания, так, чтобы отвердевало упомянутое текучее вещество 15.
В соответствии с этим вариантом реализации изобретения, трехмерный объект 16 делается под моделирующей пластиной 17, как можно видеть на Фиг.1.
В соответствии с отличным вариантом реализации изобретения (см. Фиг.3), оптический блок 4 сконфигурирован так, чтобы направить излучение 3a сверху к основанию на свободную поверхность текучего вещества 15, имеющегося в контейнере 2. В этом случае, объект делается поверх моделирующей пластины 17.
При работе, устройство 1 предполагает формирование покрытий полимера (слоев) и отверждение в определенных частях этих слоев для формирования объекта, в частности, трехмерного объекта. Процесс может рассматриваться как начинающийся с платформы 17, погруженной на одну толщину слоя ниже верхней поверхности полимера. Покрытие полимера затем полимеризуется в соответствии с заданным рисунком посредством лазерного пучка, испускаемого источником 3. Этот начальный слой соответствует начальному сечению формируемого трехмерного объекта. После начального формирования желаемого рисунка в этом первом слое, платформа 17 перемещается вдоль оси Z, и формируется новое количество по толщине слоя полимера. После формирования этого нового слоя, выполняется новая экспозиция, и так далее, в соответствии с отличающимся рисунком.
Положение лазерного пучка 3a, испускаемого лазерным источником, определяется схемой 6 управления, которая может быть, например, компьютером, который, в свою очередь, управляет оптическим блоком 4 векторного сканирования, который включен для управления направлением лазерного пучка 3a, когда он падает на мишень, или опорную поверхность 5. В этом предпочтительном варианте реализации изобретения, блок 6 управления включает в себя управляющий микропроцессор для сканирующей оптики 4 и дополнительно включает в себя систему для хранения базы данных, в форме срез за срезом, для задания размеров производимого трехмерного объекта. Эта база данных включает в себя файлы изображений, такие как файлы, формируемые CAD программой, где сохраняются рисунок или создаваемые изображения в различных сечениях или слоях. Обычная рабочая станция персонального компьютера, например, персональный компьютер, является подходящей для использования как блок 6 управления в предпочтительном варианте реализации изобретения. Блок 6 управления создает сигналы для направления лазерного пучка 3a, посредством оптического блока 4, поперек поверхности 5 мишени в соответствии с сечением производимого трехмерного объекта в текущем слое.
Блоком управления 6 предпочтительно управляет программное обеспечение, которое само работает на блоке 6 управления и которое, например, может также управлять перемещением платформы 17 в направлении Z.
Кроме того, блок управления 6 создает сигналы для системы 150 управления мощностью лазера для указания желаемого уровня мощности, подаваемой лазерным источником 3a, когда он включен, в частности желаемой поверхностной плотности потока излучения на поверхности 5 для отверждения содержащегося на ней полимера. Кроме того, предпочтительно также создать сигналы, указывающие моменты времени, в которые лазерный источник 3 должен быть включен или выключен в соответствии с представлением базы данных среза трехмерного объекта для текущего слоя полимера. В соответствии с предпочтительными вариантами реализации изобретения, блок 6 управления управляет системой 150 управления мощностью лазера для производства варьирующегося во времени сигнала для лазера 3, соответствующего подаваемой мгновенной мощности. Управление может быть аналоговым управлением или управлением посредством широтно-импульсной модуляции. Сканирующая оптика 4 и система 150 управления мощностью лазера в соответствии с предпочтительными вариантами реализации настоящего изобретения управляет векторным сканированием лазерного пучка и мощностью лазерного источника 3 для достижения желаемого облучения полимера лазерной энергией.
Кроме того, система 150 управления мощностью лазера управляет размером лазерного пучка 3a, испускаемого лазерным источником 3. Предпочтительно, лазерная мощность и размер лазерного пучка управляются не независимо, то есть мощность лазерного пучка влияет также на размер лазерного пучка, предпочтительно пропорциональным образом.
В соответствии с изобретением, оптический блок 4 векторного сканирования содержит первую и вторую микро-опто-электромеханические системы 7 и 8, которые в области технологии интегральных схем известны как аббревиатура "MOEMS". Как известно, устройства MOEMS выполнены с использованием той же самой технологии, которая используется в микроэлектронике для производства интегральных схем, например, с помощью осаждения пленок, фотолитографии, созданием микрорельефа и т.д.
Каждая из упомянутых первой и второй микро-опто-электромеханических систем 7 и 8, возможный вариант реализации которых схематично представлен на Фиг.2 посредством примера без ограничения, содержит микро-зеркало 9, предпочтительно отражательное зеркало, связанное с опорной конструкцией 10 через средство 11 сочленения, сконфигурированное для задания для каждой микро-опто-электромеханической системы 7 и 8 оси вращения X1 и X2 (например, перпендикулярных осей X и Y) зеркала 9 относительно структуры 10.
Как можно видеть на Фиг.1, упомянутые две микро-опто-электромеханические системы 7 и установлены последовательно одна за другой, так, чтобы излучение 3a, исходящее из лазерного источника 3, падало бы последовательно на зеркало 9 первой микро-опто-электромеханической системы 7 и на зеркало 9 второй микро-опто-электромеханической системы 8.
В соответствии с изобретением, две микро-опто-электромеханические системы 7 и 8 устанавливаются относительно лазерного источника 3 и контейнера 2 так, что излучение 3a, исходящее из второй из упомянутых микро-опто-электромеханических систем 8, может быть направлено к каждой точке упомянутой опорной поверхности 5 с помощью соответствующей комбинации поворотов обоих зеркал 9 вокруг соответствующих осей X1 и X2.
В частности две микро-опто-электромеханические системы 7 и 8 устанавливаются между источником 3 и опорной поверхностью 5, так, что две оси X1 и X2 вращения предпочтительно ортогональны друг другу.
Каждая из упомянутых двух микро-опто-электромеханических систем 7 или 8 дополнительно содержит привод 12, по существу известного типа, подходящий для перемещения зеркала 9 вокруг его собственной оси X1 или X2 независимым образом относительно движения зеркала 9 другой микро-опто-электромеханической системы 7 или 8.
Упомянутые приводы 12 предпочтительно являются приводами электромагнитного или электростатического типа.
Приводами 12 управляет блок 6 управления для установки, в частности, положения, которое является углом, под которым зеркала 9 наклоняются квазистатическим образом. Кроме того, приводами 12 управляет блок 6 управления так, чтобы перемещение, или угловая скорость, заданные для зеркал 9 вокруг их соответствующих осей вращения X1 и X2, были бы определены в соответствии с данными рисунка, реализуемого лазерным пучком и сохраняемого в базе данных, например, как файл векторных данных. Эта угловая скорость, при которой зеркалам 9 надлежит перемещаться, такова, что скорость лазерного пучка на поверхности 5 в течение векторного сканирования заключена между около 0,5 м/c и около 3 м/c, предпочтительно - около 1,5 м/c и около 2,5 м/c. Кроме того, приводы 12 таковы, что они управляют зеркалами 9 так, что каждое перемещение зеркал 9 выполняется в линейной части рабочей области самих зеркал. Как показано на Фиг.4, каждое зеркало 9, когда на него действует сигнал напряжения, наклоняется относительно своей оси X1 или X2 вращения в зависимости от значения (величины) такого сигнала напряжения. То есть, амплитуда наклона линейно зависит от амплитуды напряжения командного сигнала. Для работы в квазистатическом режиме, приводы посылают сигналы на зеркала так, чтобы они работали в рабочей области, где имеется линейное соответствие между амплитудой напряжения и углом, под которым зеркало наклоняется.
Что касается привода 12, который устанавливает перемещение зеркала 9 каждой из упомянутых микро-опто-электромеханических систем 7 и 8, то он сконфигурирован так, чтобы он вращал упомянутое зеркало 9 вокруг оси X1 или X2 на основании значения управляющего сигнала, посылаемого блоком 6 логического управления и отображающего угловое положение, которое зеркало 9 должно принять.
Каждое зеркало 9 первой и второй систем MOEMS 7, 8 имеет размер вдоль оси, перпендикулярной их соответствующим осям вращения X1 и X2, заключенный между около 2 мм и около 8 мм, и предпочтительно около 2,5-4,5 мм.
Предпочтительно, зеркало 9 и опорная конструкция 10 каждой из микро-опто-электромеханических систем 7 и 8 выполнены как монолитная деталь и связаны друг с другом через соответствующие области соединения 13, принадлежащие средству 11 сочленения и достаточно тонкие, чтобы придать упругость в соответствии с осью вращения X1 или X2, таким образом, позволяя вращение зеркала 9 относительно опорной конструкции 10.
В частности, каждая из упомянутых областей 13 соединения работает как скручиваемая пружина, которая может быть деформирована в той степени, которая зависит от пилотного напряжения устройства.
Очевидно, в различных вариантах реализации изобретения, микро-опто-электромеханические системы 7 и 8 могут быть выполнены в любой форме, при условии, что для каждой из них соответствующее зеркало 9 может вращаться вокруг оси относительно опорной конструкции 10. В частности, блок 6 логического управления сконфигурирован для перемещения обоих зеркал 9 двух микро-опто-электромеханических систем 7 и 8 так, чтобы лазерное излучение 3a падало в заданном участке, соответствующем слою выполняемого объекта 16 в соответствии с векторными данными в базе данных, следуя одной или нескольким непрерывным траекториям.
Блок управления 6 командует приводами 12 для перемещения зеркал 9 квазистатическим образом, то есть блок векторного сканирования перемещает зеркала так, чтобы лазерный пучок выполнил "векторные" траектории на поверхности 5 и соотношение между посланным сигналом и углом, на который устанавливаются зеркала, было бы по существу линейным.
Предпочтительно, но не обязательно, упомянутое перемещение имеет место в соответствии с единственной непрерывной траекторией, которая полностью покрывает заданный участок поверхности 5.
Лазерный источник 3 включается и облучает поверхность 5 только в границах рисунков или изображения(-ий), полимеризуемых в соответствии с файлом изображения векторных данных. Лазерный пучок 3a двигается в соответствии с "векторами", которые является траекториями, на поверхности 5. Лазерный источник 3 включен только тогда, когда такие траектории задают участки полимеризуемого полимера, то есть полимеров, включенных в пределы границ отвердеваемых частей поверхности 5. Вне этих полимеризуемых областей или частей лазер выключается, то есть, если бы лазер должен был быть снова позиционирован, и лазерный пучок разворачивался бы в течение повторного позиционирования в не полимеризуемых областях поверхности 5, то предпочтительно, чтобы лазер был выключен.
Мощность лазерного источника 3 увеличивается в границах частей или участков, которые полимеризуются в соответствии с изображением векторных данных. Такое увеличение мощности обычно предполагает увеличение размеров самого лазерного пучка, который имеет размеры сечения вдоль плоскости, перпендикулярной направлению распространения лазерного пучка.
Такое увеличение размера лазерного пучка означает, что меньшее число "разворачиваемых" путей или траекторий лазерного пучка необходимо для покрытия заданным лазерным излучением 3a всей площади в границах полимеризуемой части в данном слое. Кроме того, предпочтительно, когда лазерный пучок подходит близко к внешним границам полимеризуемой части, заданной данными изображения, скорость лазерного пучка на поверхности 5 поддерживается на выбранном значении скорости, между около 0,5 м/c и около 3 м/c, что является желательной скоростью сканирования (= скорости разметки), но мощность лазерного источника 3 уменьшается. Таким образом, также размер лазерного пучка уменьшается, и более точная полимеризация может быть выполнена в границах полимеризуемого изображения.
Скорость лазерного пучка изменяется от скорости разметки только когда лазер снова позиционируется, то есть, когда другую область поверхности 5 необходимо полимеризовать, например, поскольку полимеризуемое изображение на поверхности 5 включает в себя отделенные части или участки, которые нельзя соединить непрерывной линией или траекторией лазерного пучка 3a на поверхности 5.
Скорость повторного позиционирования лазера равна скорости, заключенной между около 8 м/c и около 10 м/c, то есть, эта скорость вычисляется как если бы лазерный пучок был еще включен, и скорость пятна пучка на опорной поверхности 5 была бы вычислена. Однако, при повторном позиционировании лазера, лазерный источник выключается.
Предпочтительно, размер лазерного пучка на поверхности 5 заключен между 15 мкм и 300 мкм.
Каждая из микро-опто-электромеханических систем 7 и 8, описанных выше, предпочтительно принадлежит интегральной схеме, снабженной штырьками для электрического соединения с устройством 1, которое снабжено соответствующим соединителем, или разъемом, сконфигурированным так, чтобы закрыть упомянутые штырьки, и также подходящим для получения возможности механической установки интегральной схемы на устройстве 1.
Предпочтительно, упомянутые соединители или разъемы имеют малое усилие вставки.
В различных вариантах реализации изобретения, микро-опто-электромеханические системы 7 и 8 могут быть непосредственно приварены на поддерживающую электронную схему, избегая использования соединителя или разъема.
В соответствии с отличным варианом реализации, который не представлен на чертежах, обе микро-опто-электромеханические системы 7 и 8, размещены в единственном герметично-изолированном контейнере, содержащем прозрачное окно, размещенное таким образом, чтобы позволить заданному излучению 3a, отраженному микро-опто-электромеханическими системами 7 и 8, выходить из контейнера.
Преимущественно, вышеупомянутый герметично-изолированный контейнер дает значительное увеличение времени эксплуатации оптического блока 4.
Фактически, Заявитель настоящего изобретения заметил, что заданное лазерное излучение 3a приводит к осаждению окружающей пыли на поверхностях, где излучение падает. Этот эффект особенно заметен, когда заданное излучение 3a - это лазерный пучок, имеющий частоты в фиолетовой части спектра, используемой в стереолитографии по изобретению, около 405 нм ± 10 нм.
Вышеупомянутый эффект особенно вреден для очень малых поверхностей микро-опто-электромеханических систем 7 и 8, которые быстро покрываются пылью, следовательно вызывая ухудшение их отражательного действия. Поскольку, вследствие критической недолговечности микро-опто-электромеханических систем 7 и 8, их не возможно очистить, вышеупомянутый эффект нужно компенсировать с помощью увеличения мощности заданного излучения 3a, что, однако вызывает увеличенный нагрев микро-опто-электромеханических систем 7 и 8, таким образом, ускоряя их ухудшение.
Герметично-изолированный контейнер предотвращает вышеупомянутый эффект. В частности, прозрачное окно может быть очищено легче, предотвращая вышеупомянутые недостатки.
Также преимущественно то, что герметично-изолированный контейнер позволяет включить две микро-опто-электромеханические системы 7 и 8 в единственную интегральную схему, предпочтительно имея общую опорную конструкцию 10.
Что касается оптического блока 4, то он предпочтительно содержит одну или несколько линз 14, сконфигурированных для фокусировки излучения 3a на опорной поверхности 5.
Предпочтительно, упомянутая линза 14 является так называемой линзой "с плоским полем изображения", которая такова, что фокусирует излучение 3a на плоскость опорной поверхности 5. Такая линза 14 может включать в себя F-тета линзу или аналогичную оптику.
Практически, микро-опто-электромеханические системы 7 и 8 устанавливаются в стереолитографическом устройстве 1 так, что зеркала 9 выровнены друг с другом и с излучением 3a, производимым лазерным источником 3.
Предпочтительно, положения источника 3 и двух микро-опто-электромеханических систем 7 и 8 таковы, что когда зеркала 9 находятся в состояниях отсутствия вращения, то есть, когда области 13 соединения микро-опто-электромеханических систем 7 и 8 не подвергаются скручиванию, излучение 3a отражается к центральной точке опорной поверхности 5.
Реферат
Изобретение относится к cтереолитографическому устройству (1), содержащему контейнер (2) для текучего вещества (15), подходящего для отверждения при облучении заданным излучением (3a); лазерный источник (3), пригодный для испускания пучка упомянутого заданного излучения (3a); оптический блок (4) векторного сканирования, сконфигурированный для выполнения векторного сканирования опорной поверхности (5), размещенной в упомянутом контейнере (2) в соответствии с желаемым изображением векторных данных посредством упомянутого заданного излучения; устройство памяти для хранения упомянутого изображения векторных данных, представляющего изображение, сканируемое на упомянутой опорной поверхности; блок (6) логического управления, сконфигурированный для управления упомянутым оптическим блоком (4) векторного сканирования и/или упомянутым лазерным источником (3), так, чтобы облучать заданный участок упомянутой опорной поверхности (5) упомянутым излучением (3a) в соответствии с упомянутым изображением векторных данных; причем упомянутый оптический блок (4) векторного сканирования содержит первую и вторую микро-опто-электромеханические системы (MOEMS) (7, 8), установленные последовательно одна за другой относительно пути распространения упомянутого заданного излучения, каждая система MOEMS содержит: зеркало (9), имеющее диаметр между около 2 мм и около 8 мм, связанное с опорной конструкцией (10) с помощью средства (11) сочленения, сконфигурированного для задания для упомянутого зеркала (9) оси вращения (X1, X2); привод (12), подходящий для перемещения упомянутого зеркала (9) вокруг упомянутой оси вращения (X1, X2) квазистатическим образом при такой угловой скорости, чтобы соответствующая скорость разметки упомянутого лазерного пучка на упомянутой опорной поверхности (5) составляла значение между около 0,5 м/c и около 3 м/c, когда упомянутый лазерный источник (3) испускает упомянутое заданное излучение (3a) в течение упомянутого векторного сканирования. 13 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство и способ лазерного спекания порошка
Устройство для послойного изготовления трехмерного объекта
Комментарии