Создание окна с областью линз в подложке защищенной от подделки бумаги - RU2665521C2
Код документа: RU2665521C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение в целом относится к созданию прозрачного полимерного окна с областью линз в подложке защищенной от подделки бумаги.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Наслоение прозрачных пленок на одну сторону подложки защищенной от подделки бумаги известно из международных (РСТ) публикаций Ns WO 2008/104904 А1, WO 2009/112989 А1 и WO 2010/001317 А1 на имя настоящего Заявителя, причем все публикации включены в данный документ посредством ссылки в своей полноте.
Требуются дополнительные усовершенствования этих известных решений, особенно с целью создания прозрачного полимерного окна с областью линз в подложке защищенной от подделки бумаги.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Общей целью изобретения, следовательно, является усовершенствование решений предыдущего уровня техники.
Более конкретно, целью настоящего изобретения является предоставление такого решения, которое может подходящим образом обеспечить возможность создания прозрачного полимерного окна с областью линз в подложке защищенной от подделки бумаги.
Эти цели достигают благодаря решениям, перечисленным в формуле изобретения.
В частности, заявлен способ создания прозрачного полимерного окна с областью линз в подложке защищенной от подделки бумаги, признаки которого перечислены в независимых пунктах 1 и 2 формулы изобретения. Преимущественные варианты осуществления этого способа образуют предмет зависимых пунктов формулы изобретения.
Также заявлено устройство, предназначенное для наполнения отверстия, образованного в подложке защищенной от подделки бумаги, прозрачным полимерным материалом, при этом отверстие закрыто на одном конце прозрачной пленкой, которая наложена на первую сторону подложки защищенной от подделки бумаги, при этом признаки устройства перечислены в независимом пункте 12 формулы изобретения. Дополнительные преимущественные варианты осуществления этого устройства образуют предмет зависимых пунктов формулы изобретения.
Также заявлена обрабатывающая установка, содержащая (i) систему ламинирования, предназначенную наслаивать прозрачную пленку на первую сторону подложки защищенной от подделки бумаги таким образом, чтобы закрывать один конец отверстия, образованного в подложке защищенной от подделки бумаги, и (ii) устройство согласно настоящему изобретению, предназначенное для наполнения отверстия прозрачным полимерным материалом.
Дополнительные преимущественные варианты осуществления настоящего изобретения обсуждаются ниже.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Другие признаки и преимущества настоящего изобретения станут более ясными по прочтению следующего подробного описания вариантов осуществления изобретения, которые представлены исключительно в качестве неограничительных примеров и проиллюстрированы приложенными графическими материалами, на которых:
фиг. 1A-D - схематические виды в сечении, демонстрирующие последовательные этапы одного варианта осуществления способа создания прозрачного полимерного окна с областью линз в подложке защищенной от подделки бумаги согласно первому варианту осуществления изобретения;
фиг. 2А-Е - схематические виды в сечении, демонстрирующие последовательные этапы одного варианта осуществления способа создания прозрачного полимерного окна с областью линз в подложке защищенной от подделки бумаги согласно второму варианту осуществления изобретения;
фиг. 3 - схематический вид сбоку устройства, предназначенного для наполнения отверстия, образованного в подложке защищенной от подделки бумаги, прозрачным полимерным материалом, причем отверстие закрыто на одном конце прозрачной пленкой, которая наслоена на первую сторону защищенной от подделки бумаги, согласно первому варианту изобретения; и
фиг. 4 - схематический вид сбоку устройства, предназначенного для наполнения отверстия, образованного в подложке защищенной от подделки бумаги, прозрачным полимерным материалом, причем отверстие закрыто на одном конце прозрачной пленкой, которая наслоена на первую сторону защищенной от подделки бумаги, согласно второму варианту изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение будет описано в конкретном контексте создания прозрачных полимерных окон в подложках защищенной от подделки бумаги, которые подают в форме последовательных листов, при этом подложки защищенной от подделки бумаги снабжены отверстием, которое закрыто на одном конце прозрачной пленкой, которая наслоена на первую сторону подложки защищенной от подделки бумаги.
Как таковое образование прозрачных окон путем пробивания или вырезания отверстия (например, с помощью лазерной резки) в листах защищенной от подделки бумаги, за которым следует наслоение прозрачной пленки на первую сторону листов защищенной от подделки бумаги так, чтобы закрывать один конец отверстия, известно из международных (РСТ) публикаций WO 2008/104904 А1, WO 2009/112989 А1 и WO 2010/001317 А1 на имя настоящего Заявителя, причем все публикации посредством ссылки включены в данный документ в своей полноте. Такое решение Заявитель продает под торговыми марками OptiNota® Н и OptiWindows®.
Этот процесс схематически представлен на фиг. 1А-С и 2А-С в контексте двух отличающихся вариантов осуществления изобретения.
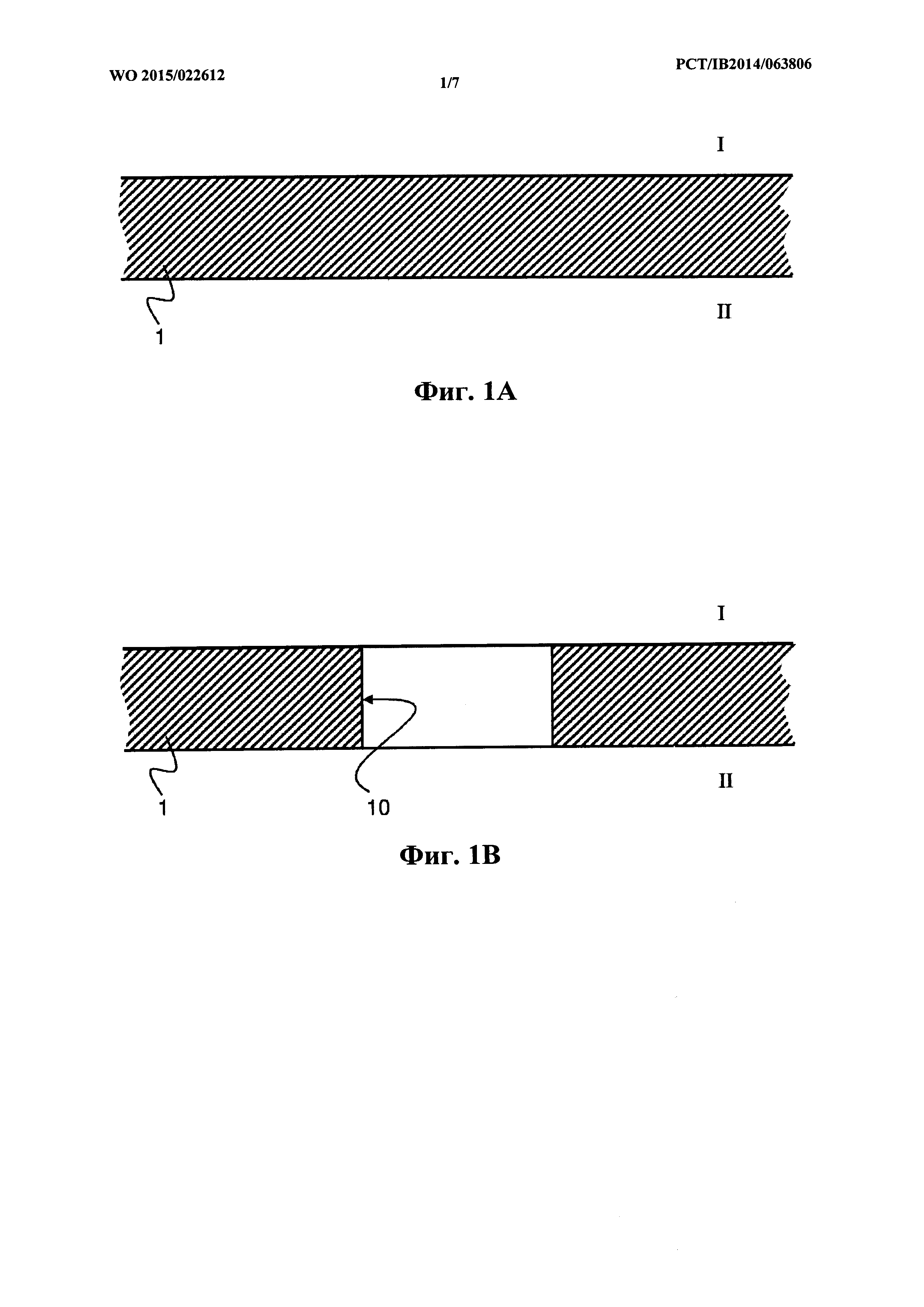
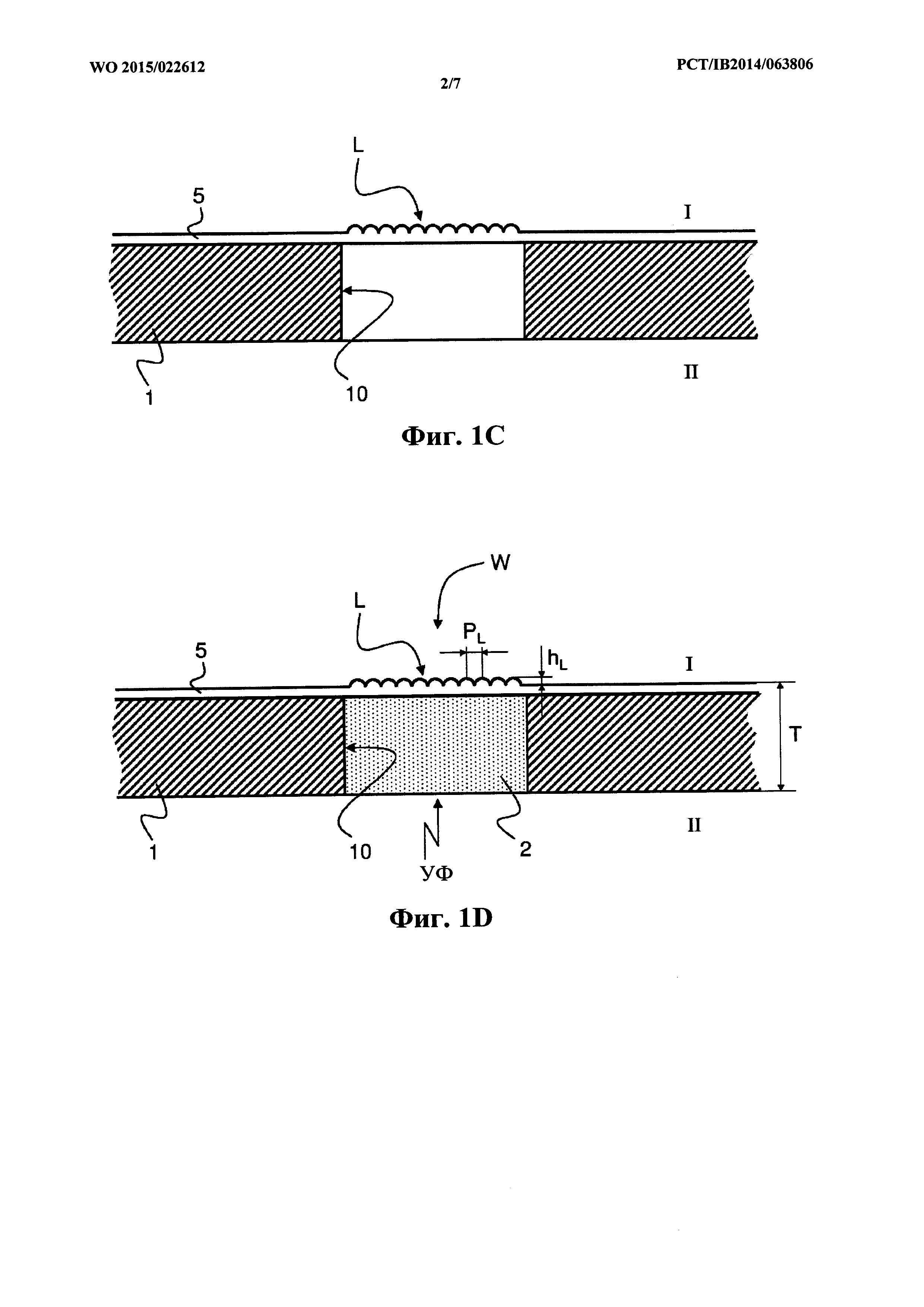
Согласно первому варианту осуществления изобретения, как представлено на фиг. 1A-D, подложку 1 защищенной от подделки бумаги сначала снабжают отверстием 10, а именно сквозным отверстием. Это может быть выполнено путем пробивания или вырезания (например, с помощью подходящего механического режущего инструмента или с помощью лазерного луча) отверстия сквозь толщину подложки 1 защищенной от подделки бумаги. Это отверстие 10 может иметь любые желаемые форму и/или размеры. Отверстие 10 затем закрывают на одном конце прозрачной пленкой 5, которую наслаивают на первую сторону t подложки 1 защищенной от подделки бумаги, как представлено на фиг. 1С, при этом наслоение может быть выполнено согласно принципам, изложенным в международных (РСТ) публикациях №WO 2008/104904 А1, WO 2009/112989 А1 и WO 2010/001317 А1.
Согласно первому варианту осуществления прозрачная пленка 5 уже снабжена областью линз L, и прозрачную пленку 5 наслаивают таким образом, чтобы закрывать отверстие 10 и образовывать линзы L на первой стороне I подложки 1 защищенной от подделки бумаги, подогнанные к отверстию 10. Линзы L могут иметь любую желаемые форму и могут, например, представлять собой параллельное расположение полуцилиндрических линз или двумерный массив отдельных линзовых элементов, например, полусферических или шестиугольных линз.
После наслоения прозрачной пленки 5, отверстие 10 заполняют прозрачным полимерным материалом 2. Этот прозрачный полимерный материал 2 предпочтительно представляет собой УФ-отверждаемый полимерный материал, который отверждают под действием УФ излучения, в этом первом варианте осуществления со второй стороны II подложки 1 защищенной от подделки бумаги, противоположной первой стороне I.
В результате заполнения отверстия 10 прозрачным полимерным материалом 2 образуется прозрачное полимерное окно W в подложке защищенной от подделки бумаги, которое имеет толщину Т (включая линзы L) порядка размера толщины подложки 1 защищенной от подделки бумаги. Таким образом, подложка 1 защищенной от подделки бумаги, снабженная прозрачным полимерным окном W, может подходящим способом быть отпечатана на второй стороне II рисунками, в совмещении с линзами L, так чтобы взаимодействовать с линзами L и образовывать оптически переменный защитный признак, который видно через окно W и линзы L, с первой стороны I подложки 1 защищенной от подделки бумаги.
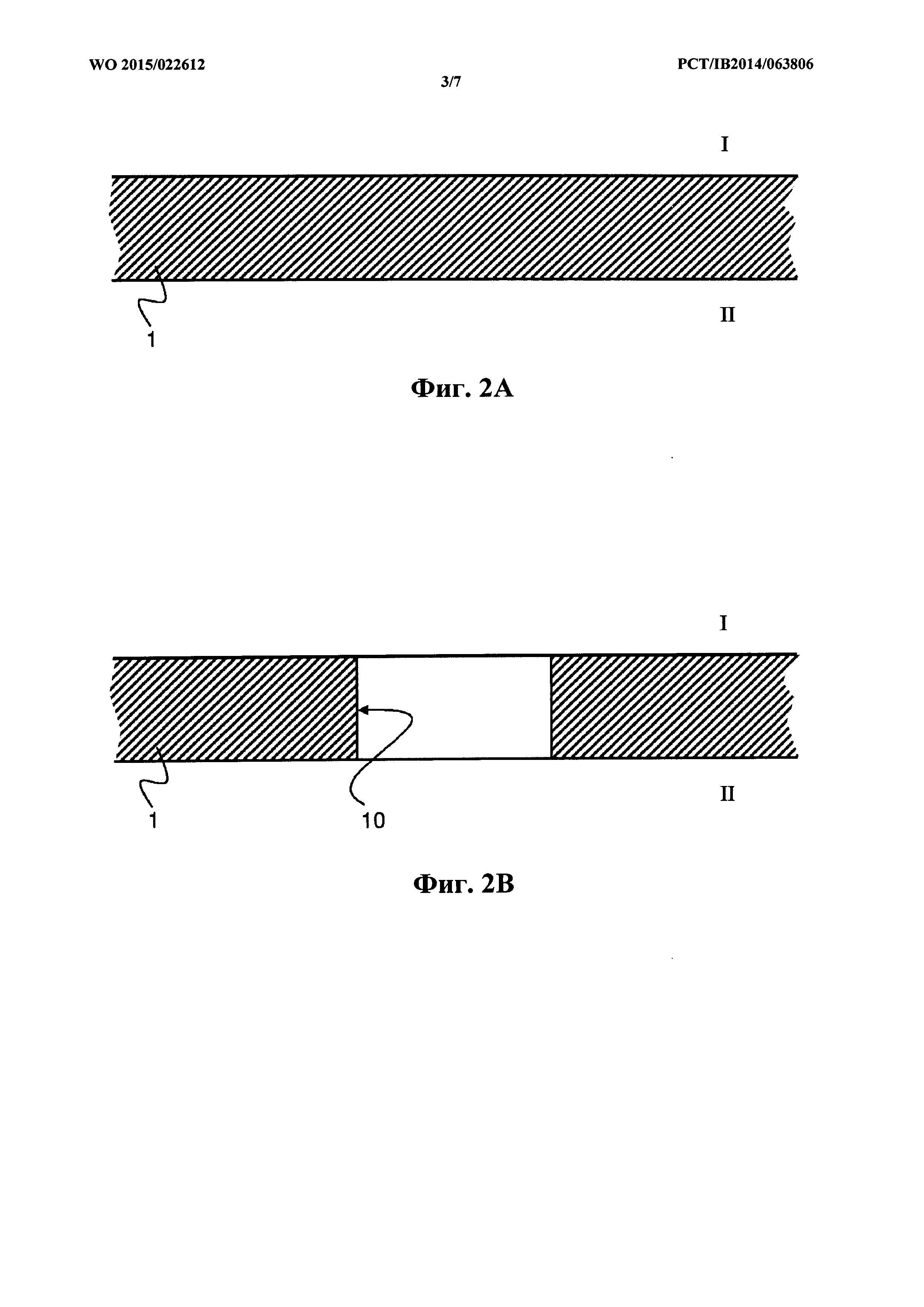
На фиг. 2А-Е представлен второй вариант осуществления изобретения, в котором подложку 1 защищенной от подделки бумаги, как и в первом варианте осуществления, сначала снабжают отверстием 10 (фиг. 2В), которое затем закрывают на одном конце прозрачной пленкой 5*, которую наслаивают на первую сторону I подложки 1 защищенной от подделки бумаги (фиг. 2С). В отличие от первого варианта осуществления прозрачная пленка 5* не снабжена никакими линзами L.
После наслоения прозрачной пленки 5*, отверстие 10 так же заполняют прозрачным полимерным материалом 2. В отличие от первого варианта осуществления прозрачный полимерный материал 2 подвергают дополнительному этапу обработки, как представлено на фиг.2D, который заключается во внесении области линз L в прозрачный полимерный материал 2, нанесенный в отверстие 10, таким образом, чтобы образовывать линзы L на второй стороне II подложки 1 защищенной от подделки бумаги, противоположной первой стороне I, в совмещении с отверстием 10.
Внесение линз L в прозрачный полимерный материал 2 предпочтительно выполняют путем прижимания второй стороны подложки 1 защищенной от подделки бумаги, в области прозрачного полимерного материала 2, к средству для внесения линзы, которая схематически представлена на фиг.2D и обозначена ссылочной позицией 17а, соответственно 17а'. Это средство 17а, 17а' для внесения линзы может, в частности, иметь форму подходящей пластины, снабженной соответствующей углубленной областью (или альтернативно разгружающей областью), имеющей структуру для образования линз в прозрачном полимерном материале 2.
Как и в первом варианте осуществления, прозрачный полимерный материал 2 предпочтительно представляет собой УФ-отверждаемый полимерный материал. Однако в этом другом варианте осуществления прозрачный полимерный материал 2 предпочтительно отверждают под действием УФ излучения с первой стороны I подложки 1 защищенной от подделки бумаги через прозрачную пленку 5*, в то время как подложка 1 защищенной от подделки бумаги находится в контакте с поверхностью средства 17а, 17а' для внесения линзы (см. фиг. 2D).
В результате заполнения отверстия 10 прозрачным полимерным материалом 2 образуется прозрачное полимерное окно W в подложке защищенной от подделки бумаги, которое имеет толщину Т (включая линзы L) порядка размера толщины подложки 1 защищенной от подделки бумаги. В отличие от первого варианта осуществления, линзы L образованы на второй стороне II подложки 1 защищенной от подделки бумаги. Подложка 1 защищенной от подделки бумаги, снабженная прозрачным полимерным окном W таким образом, может подходящим способом быть отпечатана на первой стороне I рисунками, в совмещении с линзами L, так чтобы взаимодействовать с линзами L и образовывать оптически переменный защитный признак, который видно через окно W и линзы L, со второй стороны II подложки 1 защищенной от подделки бумаги.
Как будет понятно далее, прозрачный полимерный материал 2 предпочтительно наносят путем трафаретной печати с применением одного или нескольких, элементов трафаретной печати в качестве элемента(-ов) для нанесения. Может потребоваться более одного элемента для нанесения для надлежащего нанесения прозрачного полимерного материала 2 в количестве, достаточном для наполнения отверстия 10.
Линзы L предпочтительно имеют шаг PL линзы порядка от 10 до 50 мкм и высоту hL линзы порядка от 10 до 20 мкм. Для сравнения, полная толщина Т подложки защищенной от подделки бумаги составляет порядка от 60 до 120 мкм.
На фиг. 3 представлено изображение первого варианта устройства, предназначенного для наполнения отверстия 10, образованного в подложке 1 защищенной от подделки бумаги, прозрачным полимерным материалом 2. Это устройство может подходящим образом быть расположено ниже по ходу относительно системы ламинирования (не показана) - как обсуждается, например, в международной (РСТ) публикации №WO 2008/104904 А1 - , которая предназначена для наслоения прозрачной пленки 5, соответственно 5*, на первую сторону I подложки 1 защищенной от подделки бумаги таким образом, чтобы закрывать один конец отверстия 10, образованного в подложке 1 защищенной от подделки бумаги, как описано выше.
В частности, устройство по фиг. 3 спроектировано для расположения в определенном месте после резания наслоенной пленки 5, соответственно 5*, которую предпочтительно режут с помощью лазерного луча, на фиг. 3 схематически обозначенного ссылкой В. Резание ламинированной пленки предпочтительно выполняют согласно идее, изложенной в международной (РСТ) публикации № WO 2010/001317 А1. Ссылочная позиция 50 на фиг. 3 схематически представляет выход системы ламинирования (выше относительно места, в котором режут наслоенную пленку 5, соответственно 5*), тогда как ссылочная позиция 55 схематически представляет ускорительный барабан, применяемый для разделения листов перед нанесением прозрачного полимерного материала 2.
В контексте фиг. 3 подложку 1 защищенной от подделки бумаги перемещают на систему А для нанесения, содержащую первый цилиндр 13, который поддерживает первую сторону I подложки 1 защищенной от подделки бумаги. Эта система А для нанесения дополнительно содержит первый элемент 14 для нанесения, предназначенный для взаимодействия с первым цилиндром 13 и второй стороной II подложки 1 защищенной от подделки бумаги, чтобы наносить прозрачный полимерный материал 2 в отверстии 10, образованном в подложке 1 защищенной от подделки бумаги. Этот элемент 14 для нанесения предпочтительно спроектирован в виде элемента трафаретной печати. Подходящий элемент трафаретной печати, например, раскрыт в публикации Европейского патента №ЕР 0723864 А1 на имя настоящего Заявителя, которая в своей полноте посредством ссылки включена в данный документ.
Ниже по ходу относительно первого цилиндра 13 предпочтительно предусмотрен второй цилиндр 17, который взаимодействует со второй стороной II подложки 1 защищенной от подделки бумаги. Этот второй цилиндр 17 удерживает на своей окружности средство 17а для внесения линзы (как схематически представлено на фиг. 2D), предназначенное для внесения области линз L в прозрачный полимерный материал 2, нанесенный в отверстие 10, как описано выше. Элемент 14 для нанесения может быть выполнен с возможностью подачи небольшого избытка прозрачного полимерного материала 2, достаточного для наполнения углубленной части средства 17а для внесения линзы.
Преимущественно дополнительно предусмотрен прижимной ролик 18 для взаимодействия с первой стороной I подложки 1 защищенной от подделки бумаги и прижимания подложки 1 защищенной от подделки бумаги к окружности второго цилиндра 17, тем самым гарантируя правильное внесение линз L в прозрачный полимерный материал 2.
Устройство дополнительно содержит элемент 19 отверждения УФ излучением, взаимодействующий со вторым цилиндром 17 для отверждения УФ-отверждаемого полимерного материала 2 с первой стороны I подложки 1 защищенной от подделки бумаги через прозрачную пленку, в то время как подложка 1 защищенной от подделки бумаги находится в контакте со средством 17а для внесения линзы.
После внесения линз L, подложку 1 защищенной от подделки бумаги перемещают на подходящую систему 60 захвата листов, содержащую, как обычно в данной области техники, пару бесконечных цепей 62, несущих разнесенные захватные штанги, при этом бесконечные цепи 62 приводятся во вращение между парами цепных колес, причем одна пара представлена на фиг. 3 и обозначена ссылочной позицией 61.
Второй цилиндр 17 со средством 17а для внесения линзы может быть опущен в случае образования прозрачного полимерного окна W согласно первому варианту осуществления, представленному на фиг. 1А-D. В таком случае будет целесообразно предусмотреть элемент 19 отверждения УФ излучением так, чтобы он был связан с первым цилиндром 13 и отверждал УФ-отверждаемый полимерный материал 2 со второй стороны II подложки 1 защищенной от подделки бумаги.
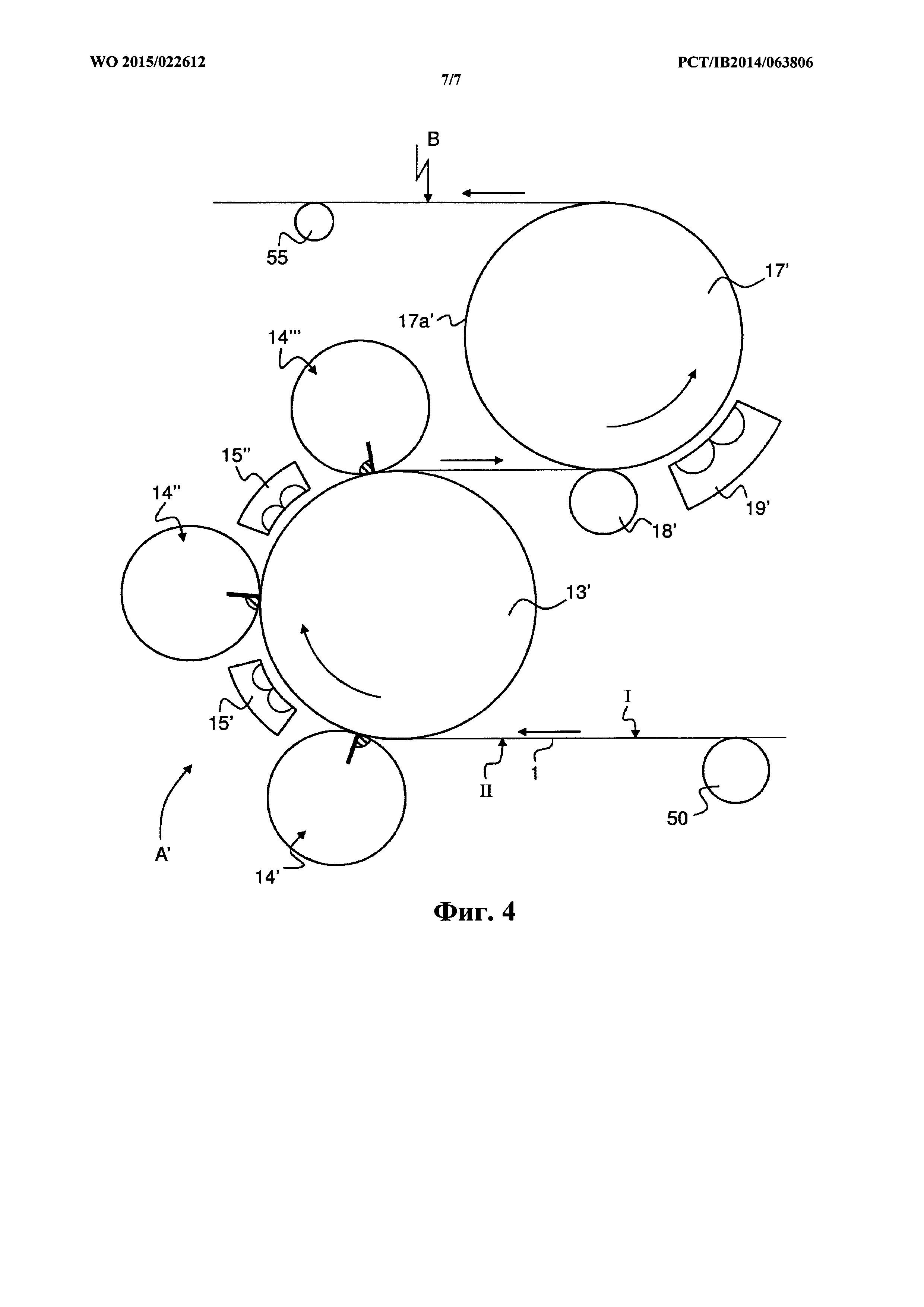
На фиг. 4 представлен второй вариант устройства, предназначенного для наполнения отверстия 10, образованного в подложке 1 защищенной от подделки бумаги, прозрачным полимерным материалом 2. Это устройство может быть подходящим образом расположено ниже по ходу относительно системы ламинирования (не показана) - как обсуждается, например, в международной (РСТ) публикации Na WO 2008/104904 А1 -, которая предназначена для наслоения прозрачной пленки 5, соответственно 5*, на первую сторону I подложки 1 защищенной от подделки бумаги таким образом, чтобы закрывать один конец отверстия 10, образованного в подложке 1 защищенной от подделки бумаги, как описано выше.
Устройство, представленное на фиг. 4, в частности спроектировано для расположения в определенном месте перед резанием наслоенной пленки 5, соответственно 5*. На фиг. 4 наслоенную пленку 5, соответственно 5*, режут после нанесения прозрачного полимерного материала 2 в отверстие 10, образованное в подложке 1 защищенной от подделки бумаги. Резание наслоенной пленки снова предпочтительно выполняют с помощью лазерного луча, на фиг. 4 схематически представленного ссылкой В. По сути, резание наслоенной пленки снова может быть выполнено согласно идее, изложенной в международной (РСТ) публикации №WO 2010/001317 А1. Ссылочная позиция 50 на фиг. 4 схематически представляет выход системы ламинирования (выше по ходу относительно места, в котором режут наслоенную пленку 5, соответственно 5*), тогда как ссылочная позиция 55 схематически представляет ускорительный барабан, применяемый для разделения листов после нанесения прозрачного полимерного материала 2.
Таким образом, в отличие от варианта, представленного на фиг. 3, следует понимать, что подложку 1 защищенной от подделки бумаги подают через устройство, в то время как отдельные листы подложки 1 защищенной от подделки бумаги все еще соединены друг с другом прозрачной пленкой, которая наслоена на подложку 1 защищенной от подделки бумаги. Листы подложки 1 защищенной от подделки бумаги разделяют на находящемся ниже по ходу конце устройства, представленного на фиг.4.
Компоненты 13', 14' (также как 14ʺ и 14ʺ'), 17', 18', 19' имеют ту же цель, что и компоненты 13, 14, 17, 18, 19, представленные на фиг. 3.
В отличие от устройства по фиг. 3, система А' для нанесения устройства по фиг. 4 содержит несколько элементов 14', 14ʺ, 14ʺ' для нанесения (преимущественно спроектированных в виде элементов трафаретной печати), каждый из которых выполнен с возможностью нанесения части прозрачного полимерного материала 2, необходимой для наполнения отверстия 10. В этом случае может быть целесообразным дополнительно предусмотреть промежуточные элементы 15', 15ʺ отверждения УФ излучением между первым и вторым элементами 14', 14ʺ для нанесения и между вторым и третьим элементами 14ʺ, 14ʺ для нанесения.
В вышеописанные варианты осуществления могут быть внесены различные модификации и/или усовершенствования, не отходя за рамки настоящего изобретения, как определено прилагающейся формулой изобретения.
В частности, может быть подходящим дополнительно предусмотреть дополнительный элемент для нанесения, взаимодействующий непосредственно с окружностью второго цилиндра, 17, 17', представленного на фиг. 3 и 4, выше по ходу относительно места, где подложка 1 защищенной от подделки бумаги контактирует со вторым цилиндром 17, 17', так чтобы наносить небольшое количество прозрачного полимерного материала 2 в углубленной части средства 17а, 17а' для внесения линзы.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ. ИСПОЛЬЗОВАННЫХ В ДАННОМ ДОКУМЕНТЕ
1 - подложка защищенной от подделки бумаги;
I - первая сторона подложки 1 защищенной от подделки бумаги;
II - вторая сторона подложки 1 защищенной от подделки бумаги, противоположная первой стороне I;
Т - толщина подложки 1 защищенной от подделки бумаги (в диапазоне от 60 до 120 мкм);
W - прозрачное полимерное окно, образованное в подложке 1 защищенной от подделки бумаги;
L - область линз, образованная в окне W (подогнанная к отверстию 10);
PL - шаг линзы (промежуток между смежными линзами - предпочтительно в диапазоне от 10 до 50 мкм);
hL - высота линзы (предпочтительно в диапазоне от 10 до 20 мкм);
2 - прозрачный полимерный материал (в частности, УФ-отверждаемый полимерный материал), применяемый для наполнения отверстия 10, образованного в подложке 1 защищенной от подделки бумаги;
5 - прозрачная пленка, наслоенная на первую сторону I подложки 1 защищенной от подделки бумаги (первый вариант осуществления - фиг. 1A-D) / прозрачная пленка, содержащая область линз L;
5* - прозрачная пленка, наслоенная на первую сторону I подложки 1 защищенной от подделки бумаги (второй вариант осуществления - фиг. 2А-Е);
10 - отверстие (сквозное отверстие), образованное в толщине подложки 1 защищенной от подделки бумаги;
А - система для нанесения (первый вариант - фиг. 3);
13 - цилиндр, взаимодействующий с элементом 14 для нанесения и поддерживающий первую сторону I подложки 1 защищенной от подделки бумаги (первый вариант - фиг. 3);
14 - элемент для нанесения, в частности, элемент трафаретной печати (первый вариант - фиг. 3);
17 - цилиндр для внесения линзы (второй цилиндр), удерживаемый на своей окружности по меньшей мере одно средство 17а для внесения линзы и взаимодействующий со второй стороной II подложки 1 защищенной от подделки бумаги (первый вариант - фиг. 3);
17а - средство для внесения линзы (например, пластина для внесения линзы), удерживаемая цилиндром 17 для внесения линзы;
18 - прижимной ролик, взаимодействующий с первой стороной I подложки 1 защищенной от подделки бумаги и прижимающий подложку защищенной от подделки бумаги к окружности цилиндра 17 для внесения линзы;
19 - элемент отверждения УФ излучением, взаимодействующий с цилиндром 17 для внесения линзы для отверждения УФ-отверждаемого полимерного материала 2 с первой стороны I подложки 1 защищенной от подделки бумаги через прозрачную пленку 5*;
А' - система для нанесения (второй вариант - фиг. 4);
13' - (первый) цилиндр, взаимодействующий с элементами 14', 14ʺ, 14ʺ для нанесения и поддерживающий первую сторону I подложки 1 защищенной от подделки бумаги (второй вариант - фиг. 4);
14' - (первый) элемент для нанесения, в частности элемент трафаретной печати (второй вариант - фиг. 4);
14ʺ - (второй) элемент для нанесения, в частности элемент трафаретной печати (второй вариант - фиг. 4);
14ʺ - (третий) элемент для нанесения, в частности элемент трафаретной печати (второй вариант - фиг. 4);
15' - промежуточный элемент отверждения УФ излучением, расположенный между первым и вторым элементами 14', 14ʺ для нанесения;
15ʺ - промежуточный элемент отверждения УФ излучением, расположенный между вторым и третьим элементами 14ʺ, 14ʺ для нанесения;
17' - цилиндр внесения линзы (второй цилиндр), удерживающий на своей окружности по меньшей мере одно средство 17а' для внесения линзы и взаимодействующий со второй стороной II подложки 1 защищенной от подделки бумаги (второй вариант - фиг. 4);
17а' - средство для внесения линзы (например, пластина для внесения линзы), удерживаемое цилиндром 17' для внесения линзы;
18 - прижимной ролик, взаимодействующий с первой стороной I подложки 1 защищенной от подделки бумаги и прижимающий подложку защищенной от подделки бумаги к окружности цилиндра 17' для внесения линзы;
19' - элемент отверждения УФ излучением, взаимодействующий с цилиндром 17' для внесения линзы для отверждения УФ-отверждаемого полимерного материала 2 с первой стороны I подложки 1 защищенной от подделки бумаги через прозрачную пленку 5*;
50 - выход установки наслоения пленки (например, установки OptiNota® Н с модулем OptiWindows® - см., например, WO 2008/104904 А1, WO 2009/112989 А1 и WO 2010/001317 А1);
В - лазерный луч для резания наслоенной пленки (см., например, WO 2008/104904 А1, WO 2009/112989 А1 и WO 2010/001317 А1);
55 - ускорительный барабан для разделения листов;
60 - система захвата листов;
61 - цепное колесо системы 60 захвата листов;
62 - бесконечные цепи системы 60 захвата листов.
Реферат
Изобретение относится к области защищенной полиграфии и касается способа создания прозрачного полимерного окна с областью линз в подложке защищенной от подделки бумаги. Способ включает следующие этапы: (i) предоставление подложки защищенной от подделки бумаги, (ii) образование отверстия в подложке защищенной от подделки бумаги, (iii) наслоение прозрачной пленки на первую сторону подложки защищенной от подделки бумаги таким образом, чтобы закрывать отверстие на одном конце, и (iv) наполнение отверстия прозрачным полимерным материалом, при этом прозрачный полимерный материал представляет собой УФ-отверждаемый полимерный материал, который отверждают со второй стороны подложки защищенной бумаги, противоположной первой стороне. В одном варианте осуществления прозрачная пленка содержит область линз и наслоена на первую сторону подложки защищенной от подделки бумаги таким образом, чтобы образовывать линзы на первой стороне подложки защищенной от подделки бумаги, подогнанные к отверстию. В другом варианте осуществления область линз внесена в прозрачный полимерный материал, нанесенный в отверстии, таким образом, чтобы образовывать линзы на второй стороне подложки защищенной от подделки бумаги, противоположной первой стороне, подогнанные к отверстию. Также описано устройство, предназначенное для наполнения отверстия, образованного в подложке защищенной от подделки бумаги, прозрачным полимерным материалом, и обрабатывающая установка, содержащая его. Изобретение обеспечивает усовершенствование создания прозрачного полимерного окна с областью линз в подложке защищенной бумаги. 4 н. и 9 з.п. ф-лы, 11 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и установка для нанесения пленочного материала на последовательно перемещаемые листы
Комментарии