Электрохимический способ обработки для роторов или статоров для насосов муано - RU2699367C2
Код документа: RU2699367C2
Чертежи










Описание
ОБЛАСТЬ ТЕХНИКИ
Область применения данного изобретения - электрохимическая обработка (ЭХО) и, в частности, электрохимическая обработка вытянутых деталей. Вытянутые детали могут быть деталями машин для преобразования энергии, таких как, помимо прочего, насосы или роторы. Эти машины могут содержать вытянутые роторы или статоры сложной формы. ЭХО позволяет производить такие детали с соблюдением требований к точности таких сложных форм.
УРОВЕНЬ ТЕХНИКИ
Устройство ЭХО, описанное в патенте US 7479214, включает в себя неподвижный катодный инструмент с каналом и приводной механизм для перемещения заготовки в форме стержня по каналу катодного инструмента с одновременным вращением заготовки. Электролит течет из коллектора с одного конца катодного инструмента в коллектор на другом конце через канал, между стенками канала и заготовкой. Одновременно в электролите возникает электрический ток между стенками канала и заготовкой. Внутренняя форма катодного инструмента имеет постепенный переход от круглого входного отверстия к выходному отверстию с кулачками, а кулачки, сформированные в стенке инструмента, имеют такую форму, что они вращаются в направлении вращения заготовки, чтобы образовать спиральные кулачки в заготовке.
Проблемой проектирования является высокая мощность, которая напрямую связана с количеством металла, который нужно растворить, чтобы получить финальную форму заготовки из исходной болванки. Используя идею из US 7479214, весь металл снаружи окончательной формы следует растворить. Необходимость в растворении такого большого количества металла не только приводит к высоким требованиям к питанию, но также влияет на скорость, при которой заготовку можно подавать через электрод.
В настоящем изобретении используется процесс ЭХО, похожий на описанный в US 7479214, но требования к питанию снижаются различными способами. Основной способ, за счет которого достигается такой результат, это использование электрода с гораздо меньшей толщиной, чем максимальная толщина детали, которую нужно вырезать из заготовки. Электроду можно придавать различные формы, включая замкнутые или разомкнутые формы, например, кольца. Электрод может быть полым или иметь, как минимум, каналы, через которые электролит подается через отверстия в электроде, которые могут находиться на переднем конце в направлении движения электрода по отношению к обрабатываемой заготовке. В качестве альтернативы, выходные отверстия для электролита могут находиться на других поверхностях электрода, в них или возле них, или электролит может направляться уплотнениями или другими подходящими средствами на часть электрода для растворения и удаления узкой полосы металла для врезки в заготовку. Электрод может вращаться или иным способом перемещаться относительно заготовки, чтобы создавать требуемую форму разреза по мере его осевого движения, например, чтобы получить требуемый шаг. Кулачки электрода могут иметь такую форму, при которой они будут наклонены для требуемого шага. Используя электрод с кулачками, требуемый профиль кулачка на обрабатываемой заготовке зависит от управления осевой скоростью и скорость вращения.
С ЭХО также связаны патенты US 6250340; 6413407; 7192260; 5310468; 5244548; 5149405 и 6309195.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В настоящем изобретении предлагается электрохимический способ производства вытянутых изделий, включающий:
обеспечение по меньшей мере одного электрода непрерывной замкнутой формы, образующей сквозное отверстие и включающей по меньшей мере один кулачок, наклоненный по отношению к оси относительного осевого перемещения указанного электрода замкнутой формы относительно заготовки, причем относительное вращение электрода замкнутой формы относительно заготовки вместе с указанным относительным осевым перемещением приводит к производству по меньшей мере одного непрерывного кулачка, имеющего желаемый шаг, на заготовке, а указанное отверстие имеет размер меньше, по меньшей мере в части, чем размер по крайней внешней поверхности (наиболее удаленной от центра) исходной заготовки, так что относительное вращение и относительное осевое перемещение указанного электрода в пределах исходной крайней внешней поверхности производит непрерывный осевой разрез вдоль продольной оси заготовки, удаляя с части крайней внешней исходной поверхности заготовки по меньшей мере один отделимый лишний кусок, расположенный снаружи электрода замкнутой формы, образуя, тем самым, окончательную крайнюю внешнюю поверхность заготовки, которая меньше (по наиболее дальнему от центра контуру/периметру) исходной крайней внешней поверхности заготовки; или
обеспечение по меньшей мере одного электрода непрерывной замкнутой формы, образующей сквозное отверстие и включающей по меньшей мере один кулачок. наклоненный по отношению к оси относительного осевого перемещения указанного электрода замкнутой формы относительно заготовки с трубчатой формой, причем относительное вращение электрода замкнутой формы относительно заготовки вместе с указанным относительным осевым перемещением приводит к производству по меньшей мере одного непрерывного кулачка, имеющего желаемый шаг, на заготовке, а указанное отверстие имеет размер больше, по меньшей мере в части, чем размер по крайней внутренней поверхности (наиболее близкой к центру) исходной заготовки с трубчатой формой, так что относительное осевое перемещение указанного электрода снаружи исходной крайней внутренней поверхности заготовки производит непрерывный осевой разрез вдоль продольной оси заготовки, удаляя с части крайней внутренней исходной поверхности заготовки по меньшей мере один отделимый лишний кусок, расположенный внутри электрода замкнутой формы, образуя, тем самым, одну окончательную крайнюю внутреннюю поверхность заготовки, которая больше (по наиболее ближнему к центру контуру/периметру) исходной крайней внутренней поверхности заготовки с трубчатой формой; или
обеспечение по меньшей мере одного электрода непрерывной замкнутой формы, образующей сквозное отверстие и включающей по меньшей мере один кулачок, наклоненный по отношению к оси относительного осевого перемещения указанного электрода замкнутой формы относительно заготовки, причем относительное вращение электрода замкнутой формы относительно заготовки вместе с указанным относительным осевым перемещением приводит к производству по меньшей мере одного непрерывного кулачка, имеющего желаемый шаг, на заготовке, а указанное отверстие имеет размер меньше, по меньшей мере в части, чем размер по крайней внешней поверхности исходной заготовки, так что относительное вращение и относительное осевое перемещение указанного электрода в пределах исходной крайней внешней поверхности заготовки производит непрерывный осевой разрез вдоль продольной оси заготовки, удаляя изнутри части крайней внешней исходной поверхности заготовки по меньшей мере один отделимый лишний кусок, расположенный внутри электрода замкнутой формы, образуя, тем самым, трубчатую форму с одной окончательной крайней внутренней поверхностью заготовки;
подачу на указанный электрод питания и электролита посредством системы подачи электролита;
обеспечение прорезания электролитом заготовки так, чтобы электрод мог попасть внутрь указанного разреза.
В вариантах осуществления способ включает выполнение ротора или статора для эксцентрикового винтового насоса или забойного турбинного двигателя из указанной заготовки.
Способ также может включать поддержку указанного электрода посредством полых опор; и подачу питания к указанным полым опорам; и выполнение указанного электрода из двух или более сегментов, выполненных с возможностью обработки/вырезания кулачков в указанной заготовке.
В вариантах осуществления способ включает выполнение нескольких проходов относительного перемещения между указанной заготовкой и указанным электродом.
В вариантах осуществления способ включает придание формы указанному электроду для обработки кулачков в указанной заготовке; и производство кулачков статора или ротора, а также ориентацию линий на указанном электроде, соединяющих максимумы радиусов вдоль отдельных кулачков, либо параллельно, либо с наклоном к оси указанного движения.
В вариантах осуществления способ включает создание ротационно симметричного ротора или статора при помощи указанного электрода.
Способ может также включать выполнение по меньшей мере одного из указанных сегментов полым; и соединение впритык указанных сегментов для создания сегментированного электрода; поддержку указанного электрода посредством полых опор; выполнение электрода полым; подачу электролита на указанный полый электрод через полые опоры, выступающие из вала, расположенного внутри держателя электрода; герметизацию между частью заготовки, подлежащей обработке, и указанным валом или держателем электрода для удержания указанного электролита для рециркуляции.
В вариантах осуществления способ включает удаление по меньшей мере части лишнего куска до завершения указанного разреза.
Способ может также включать выполнение нескольких проходов относительного перемещения между указанными заготовкой и электродом для выполнения указанной обработки заготовки.
Способ может обеспечивать производство деталей машин для преобразования энергии потока в механическую энергию и наоборот, посредством указанного электрода.
В настоящем изобретении также предлагается электрохимическое производственное устройство для осуществления выше описанного электрохимического способа производства вытянутых изделий, содержащее:
по меньшей мере один электрод непрерывной замкнутой формы, образующей сквозное отверстие и включающей по меньшей мере один кулачок, наклоненный по отношению к оси относительного осевого перемещения указанного электрода замкнутой формы относительно заготовки, причем обеспечивается возможность относительного вращения электрода замкнутой формы относительно заготовки вместе с указанным относительным осевым перемещением, приводящие к производству по меньшей мере одного непрерывного кулачка, имеющего желаемый шаг, на заготовке, а указанное отверстие имеет размер меньше, по меньшей мере в части, чем размер по крайней внешней поверхности исходной заготовки, так что обеспечивается относительное вращение и относительное осевое перемещение электрода в пределах исходной крайней внешней поверхности, производящее непрерывный осевой разрез вдоль продольной оси заготовки, удаляя с части крайней внешней исходной поверхности заготовки по меньшей мере один отделимый лишний кусок, расположенный снаружи электрода замкнутой формы, образуя, тем самым, окончательную крайнюю внешнюю поверхность заготовки, которая меньше исходной крайней внешней поверхности заготовки; или
по меньшей мере один электрод непрерывной замкнутой формы, образующей сквозное отверстие и включающей по меньшей мере один кулачок, наклоненный по отношению к оси относительного осевого перемещения указанного электрода замкнутой формы относительно заготовки с трубчатой формой, причем обеспечивается возможность относительного вращения электрода замкнутой формы относительно заготовки вместе с указанным относительным осевым перемещением, приводящие к производству по меньшей мере одного непрерывного кулачка, имеющего желаемый шаг, на заготовке, а указанное отверстие имеет размер больше, по меньшей мере в части, чем размер по исходной крайней внутренней поверхности заготовки, так что относительное вращение и относительное осевое перемещение электрода снаружи исходной крайней внутренней поверхности заготовки производит непрерывный осевой разрез вдоль продольной оси заготовки, удаляя с части крайней внутренней исходной поверхности заготовки по меньшей мере один отделимый лишний кусок, расположенный внутри электрода замкнутой формы, образуя, тем самым, одну окончательную крайнюю внутреннюю поверхность заготовки, которая больше исходной крайней внутренней поверхности заготовки; или
по меньшей мере один электрод непрерывной замкнутой формы, образующей сквозное отверстие и включающей по меньшей мере один кулачок, наклоненный по отношению к оси относительного осевого перемещения указанного электрода замкнутой формы относительно заготовки, причем обеспечивается возможность относительного вращения электрода замкнутой формы относительно заготовки вместе с указанным относительным осевым перемещением, приводящие к производству по меньшей мере одного непрерывного кулачка, имеющего желаемый шаг, на заготовке, а указанное отверстие имеет размер меньше, по меньшей мере в части, чем размер по крайней внешней поверхности исходной заготовки, так что относительное перемещение электрода в пределах исходной крайней внешней поверхности заготовки производит непрерывный осевой разрез вдоль продольной оси заготовки, удаляя изнутри части крайней внешней исходной поверхности заготовки по меньшей мере один отделимый лишний кусок, расположенный внутри электрода замкнутой формы, образуя, тем самым, трубчатую форму с одной окончательной крайней внутренней поверхностью заготовки;
систему питания для указанного электрода;
систему подачи электролита, подающую электролит возле указанного электрода для выполнения указанного по меньшей мере одного разреза;
средства для перемещения по меньшей мере одного из указанных электрода и заготовки, так что обеспечивается продвижение электрода в указанный разрез.
В вариантах выполнения указанный электрод выполнен с возможностью движения относительно неподвижной заготовки.
Указанный электрод выполнен с возможностью создания указанного разреза в форме волнистой линии.
Указанный электрод имеет по меньшей мере один сквозной канал для электролита.
Указанный электрод состоит из нескольких сегментов.
Длина указанного электрода в направлении его перемещения относительно заготовки имеет такой же порядок величины, что и толщина указанного разреза, создаваемого электродом.
Перемещение указанного электрода относительно заготовки является одним из поступательного перемещения, вращательного перемещения или их сочетания.
По меньшей мере один выход электролита в указанном электроде, находящийся у торца заготовки, или на внутренней или наружной поверхности указанного электрода.
Указанное устройство содержит по меньшей мере одну полую опору для поддержки указанного электрода, функционально связанную с системой подачи электролита и системой питания и содержащую по меньшей мере один выход электролита.
В указанном устройстве обеспечивается движение указанного электролита вдоль внутренней или наружной поверхности указанного электрода в указанный разрез в заготовке, созданный посредством электрода.
В указанном устройстве обеспечивается поддержка электрода посредством по меньшей мере одной полой опоры и создание указанного разреза в заготовке при перемещении полой опоры относительно заготовки и подаче электролита посредством системы подачи электролита.
В настоящем изобретении также предлагается электрохимическое производственное устройство для осуществления описанного электрохимического способа производства вытянутых изделий, содержащее:
по меньшей мере один электрод, причем обеспечивается перемещение этого электрода и заготовки для изделия относительно друг друга;
система питания для электрода;
системы подачи электролита для подачи электролита возле электрода;
причем электрод выполнен с возможностью создания разреза в заготовке при подаче электролита посредством системы подачи электролита, так что разрез образует обработанную заготовку и по меньшей мере один лишний кусок от заготовки, и
электрод содержит несколько сегментов, которые являются полыми и соединены впритык для образования полого электрода замкнутой формы.
В вариантах выполнения указанные сегменты содержат по меньшей мере одну полую опору, выступающую из вала, расположенного внутри держателя электрода.
Устройство дополнительно содержит уплотнение между частью заготовки и держателем электрода для удержания электролита для рециркуляции.
Таким образом, предлагаемый способ ЭХО включает в себя использование электрода с относительно небольшим профилем с подачей электролита через отверстия в поверхности электрода или возле нее, который движется относительно заготовки. Профиль электрода, который является относительно малым по сравнению с удаляемой частью заготовки, приводит к минимальному растворению металла при формировании желаемого разреза. Относительно небольшой профиль электрода обеспечивает значительное уменьшение энергопотребления или увеличение скорости обработки при заданном питании по сравнению с известным уровнем техники. Электрод может представлять собой единичную замкнутую фигуру или быть выполнен из сегментов. Сегменты электродов могут находиться рядом друг с другом, чтобы вырезать непрерывную фигуру. Однако не все детали требуется вырезать за один проход. Сегменты электродов могут использоваться для последовательного создания деталей требуемой формы за отдельные проходы. Части электрода могут быть наклонены относительно направления движения, чтобы получить желаемую форму, или они могут быть параллельны направлению движения. Желаемый шаг может достигаться путем комбинации поступательного и вращательного движения. Получаемые профили могут иметь любую форму. В частности, им необязательно быть осесимметричными.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На ФИГ. 1 показан вид в перспективе переднего конца электрода и держателя для производства ротора;
На ФИГ. 2 показан вид в перспективе заднего конца электрода и держателя по ФИГ. 1;
На ФИГ. 3 показан разрез электрода и держателя по ФИГ. 1, чтобы продемонстрировать каналы для электролита;
На ФИГ. 4 показан электрод по ФИГ. 1 без держателя;
На ФИГ. 5 показан подробный вид части электрода по ФИГ. 1 с одной из опор;
На ФИГ. 6 показан вид в перспективе узла для электрода для производства статоров;
На ФИГ. 7 показан вид ФИГ. 6, где направляющая извлечена из вала;
На ФИГ. 8 представлен вид на электрод по ФИГ. 6 со входами электролита от вала;
На ФИГ. 9 показан частичный вырез, где видно вырезаемый статор;
На ФИГ. 10 крупно показан участок ФИГ. 9, где электролит подается на электрод;
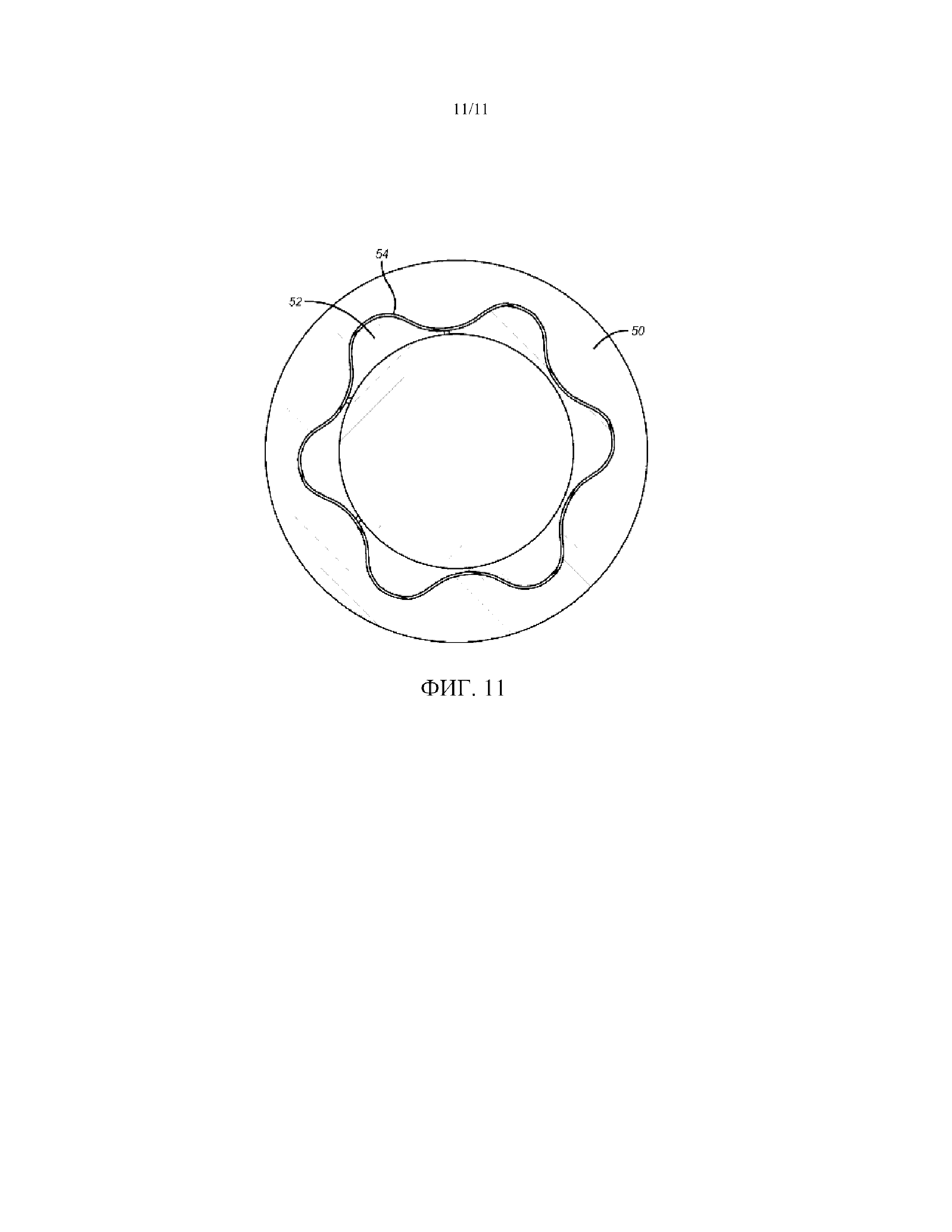
На ФИГ. 11 представлен вид заготовки по ФИГ. 9, где показан получившийся статор и лишний материал, отрезанный от заготовки.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА
В примерах и на иллюстрациях, показанных в данном документе, обсуждаются устройства и способы электрохимической обработки деталей с уменьшенным энергопотреблением по сравнению с текущим уровнем техники электрохимической обработки. Данные идеи, в частности, полезны при производстве вытянутых деталей. Вытянутые детали определяются тем, что их первый размер значительно длинней двух других, перпендикулярных первому. Примеры и иллюстрации, приведенные в данной патентной заявке, относятся к производству ротора и статора гидравлического двигателя или эксцентрикового винтового насоса, которые являются примерами вытянутых деталей сложной формы. Наружная или внутренняя форма ротора или статора может содержать симметрично или несимметрично закрученные кулачки, которые сложно изготовить с требуемой точностью традиционными способами (например, фрезерование). Однако эти примеры не накладывают никаких ограничений. Специалисты в данной области техники оценят, что изложенные здесь идеи можно использовать для производства других деталей с иным назначением, нежели роторы или статоры, которые описываются здесь для иллюстрации изобретения.
На ФИГ. 1 держатель электрода 10 имеет круглую входную направляющую 12 для ввода заготовки, которая не показана, таким образом, чтобы держатель 10 можно было перемещать по оси и иным образом по мере подачи электролита, указанного стрелкой 16 (ФИГ. 3), через входы 14 (ФИГ. 3). На ФИГ. 3 электролит движется от входов 14 через опоры 18 и в электрод 20 и выходит из переднего конца электрода 20, что показано стрелкой 22. Уплотнение 24 входит в зацепление с заготовкой, которая не показана, по мере вырезания формы электрода в заготовке, чтобы в конце концов отрезать одну или несколько лишних частей для производства удлиненных деталей, таких как ротор или статор. Хотя это не показано на рисунках, части электрода 20 могут иметь гальваническую развязку с целью управлять электрическим полем так, чтобы энергопотребление оставалось низким, и чтобы избежать растворения в местах, где это не требуется. Основной способ ЭХО хорошо известен, но отличие предлагаемого способа в производстве вытянутых деталей, таких как ротор или статор, включает в себя использование относительно тонкого профиля для электрода 20, который предпочтительно должен быть полым, чтобы направить поток электролита на выход из переднего конца 28, что лучше всего видно на ФИГ. 5. В рамках данной заявки на патент относительно тонкий электрод 20 определяется электродом 20 с толщиной 26 (ФИГ. 1), которая меньше максимальной толщины детали, которую следует отрезать от заготовки. Хотя это не показано на рисунках, длина электрода в направлении относительного движения между электродом и заготовкой может находиться в том же диапазоне, что и толщина 26 электрода. Это может иметь значительные преимущества с точки зрения управляемости электрода во время относительного движения между электродом и заготовкой. Термин "полый", используемый в данной заявке, включает в себя любой тип канала через электрод, который позволяет подавать электролит возле электролита. Поэтому полый электрод включает в себя отверстия в электроде, электроды из пористого материала, зазоры между двумя крыльями электрода и пр. В предпочтительном варианте поперечное сечение электрода 20 имеет форму, похожую на контур поверхности, которая получится при помощи электрода 20. В случае с ротором или статором электрод 20 может иметь несколько кулачков 30 (ФИГ. 2). Можно понимать, что кулачки обладают переменным радиусом вдоль окружности заготовки. Линии, соединяющие максимумы радиуса большей частью вдоль отдельного кулачка наклонены по отношению к оси поступательного движения электрода 20 так, что осевой движение электрода 20 вместе с вращением приводит к производству непрерывных кулачков, которые имеют желаемый шаг вокруг оставшейся части заготовки. Хотя на рисунках показан такой наклоненный электрод, электрод также может иметь конструкцию без определенного направления. Например, электрод может иметь по большей части цилиндрическое поперечное сечение или другое поперечное сечение в плоскости, перпендикулярной движению заготовки. Ширина зазора, создаваемого металлом, который растворяется и удаляется, примерно равна толщине 26 электрода 20, поэтому электрод 20 может двигаться относительно заготовки.
Хотя электрод 20 можно двигать и вращать по оси относительно заготовки, необходимо понимать, что заготовку также можно двигать и вращать относительно неподвижного электрода 20, чтобы выполнить нужный разрез. Также возможно, что либо один из них будет вращаться, а второй двигаться, а в конце оба смогут двигаться и вращаться, пока создается относительное движение и вращение между двумя деталями. Одно из этих движений может быть активным или пассивным. Например, при использовании задней направляющей секции за электродом 20 вращение будет вызываться осевым движением. В качестве альтернативы, такая задняя направляющая секция может использоваться так, что поступательное движение будет вызываться вращательным движением. Специалисты в данной области техники оценят, что существует множество других возможностей создания осевого и вращательного движения с использованием или без использования задней направляющей секции. Опоры 18 (ФИГ. 3) полые, а поток, показанный стрелкой 16 (ФИГ. 3), входит во впускное отверстие 34 в опоре 18, чтобы попасть внутрь электрода 20. После прохода через впускное отверстие 34 (ФИГ. 4), поток выходит через выпускное отверстие 36 (ФИГ. 5) и корпус электрода 20. Хотя на ФИГ. 4 показано впускное отверстие 34 в каждой опоре 18 (ФИГ. 3), специалистам в данной области техники очевидно, что не все опоры 18 должны иметь впускное отверстие 34 (ФИГ. 4). Происходит сбор и рециркуляция электролита, что будет подробно описано ниже. Как и в традиционных системах ЭХО, могут присутствовать системы охлаждения и изоляционные материалы для разделения анода и катода по мере удаления металла при подаче тока. Такие электроды могут изготавливаться различными способами, включая, помимо прочего, 3-мерную печать, например, изготовление добавок, выборочное лазерное плавление или прямое лазерное спекание металла.
Хотя замкнутая форма электрода 20 является предпочтительной, в частности, для производства ротора или статора, полезным может оказаться использование электрода, содержащего один или несколько отдельных сегментов электрода (не показаны). Сегмент электрода охватывает только часть окружности заготовки. Как минимум один из сегментов электрода полый или иным образом позволяет электролиту течь таким же образом, что и цельный электрод. Сегменты электрода могут могут находиться рядом друг с другом. Однако может оказаться полезным использовать только один сегмент электрода или использовать несколько сегментов электрода, которые не находятся рядом друг с другом, чтобы создать желаемый вырез.
Вне зависимости от используемой конфигурации электрода, обработка заготовки по всей длине необязательно выполняется за один проход. Например, обработка может быть прервана для выполнения других процессов, например, для физического удаления лишнего материала, который мог быть отрезан от заготовки, для замены электродов, для изменения положения электрода или сегментов электрода (например, вращение), для иной обработки заготовки или для выполнения дополнительных шагов обработки. При необходимости, лишний материал удаляется, а процесс обработки перезапускается. Процесс электрохимической обработки можно сочетать с другими процессами обработки, например, фрезерованием, чтобы получить заготовку желаемой формы.
Если используется электрод замкнутой формы или один или несколько сегментов электрода, и если электрохимическая обработка выполняется за один или несколько проходов, окончательный разрез может охватывать всю окружность заготовки или только часть окружности заготовки. Например, при помощи соседних сегментов электрода можно создавать замкнутые фигуры за один или несколько проходов. Такая структура соседних сегментов может использоваться для обработки всей окружности заготовки. В качестве альтернативы, используя несколько несоседних сегментов электрода, можно охватить всю окружность заготовки даже за один проход, если сегменты электрода расположены на некотором расстоянии друг от друга вдоль оси относительного движения между заготовкой и электродом. Специалисты в данной области техники оценят, что возможны все прочие комбинации замкнутых электродов и сегментов электрода, соседних и несоседних электродов, а также одного прохода и нескольких проходов для создания либо разреза, который охватывает всю окружность заготовки, либо часть окружности заготовки.
На ФИГ. 6-10 показано, как можно выполнить внутренний контур путем отрезания лишнего внутреннего куска. Плоскость разреза может иметь разные формы, даже неправильные. В примерах, представленных на ФИГ. 6-10, показано производство статора 50 (ФИГ. 9, 11) путем отрезания внутреннего лишнего внутреннего куска 52 (ФИГ. 11) вдоль волнистой линии 54 (ФИГ. 11). Для производства статора опоры 56 (ФИГ. 7) находятся внутри электрода 58, а поток электролита, показанный стрелкой 60 (ФИГ. 10), проходит через вал (см. ФИГ. 7) на пути к опорам 56. Как и раньше, поток электролита 60 (ФИГ. 10) проходит через полый канал 63 (ФИГ. 10) электрода 58 (ФИГ. 7), выходит наружу и движется назад вокруг внутреней или наружной части электрода 58, как показано стрелками 64 (ФИГ. 10) и 66 (ФИГ. 10). Поток электролита, показанный стрелкой 60 (ФИГ. 10), попадает в отверстия 78 (ФИГ. 8) в опорах 56 (ФИГ. 7). Хотя на ФИГ. 8 показано отверстие 78 в каждой опоре 56, специалистам в данной области техники очевидно, что не все опоры 56 должны иметь отверстие 78. Опоры 56 (ФИГ. 7) прикреплены к валу (см. ФИГ. 7), который является полым для подачи электролита. Вал будет использоваться для поддержки электрода 58 (ФИГ. 7) и для передачи усилия или движения на электрод 58 для создания относительного движения электрода 58 и заготовки. Внутри вала может также находиться оборудование для питания электрода (например, провода или электронные компоненты - не показаны). Внутренняя направляющая 82 (ФИГ. 6) может располагаться внутри трубчатой заготовки при изготовлении внутреннего контура, такого как статор. Размер направляющей близок к внутреннему диаметру заготовки статора, чтобы направлять относительное движение заготовки и электрода. В качестве дополнения или альтернативы, вал может направлять относительное движение между заготовкой и электродом. Вал и внутренняя направляющая 82 (ФИГ. 6) могут иметь изоляцию в виде крышки 84 (ФИГ. 6) для гальванической развязки металлических деталей внутри изоляции от заготовки и внутреннего лишнего куска 52 (ФИГ. 11), который удаляется из заготовки, чтобы осталось то, что будет статором 50 (ФИГ. 11). Как и при производстве ротора, при производстве статора электрод 58 (ФИГ. 7) движется по оси, что показано стрелкой 86 (ФИГ. 9) и вращается, что показано стрелкой 88 (ФИГ. 9). Кроме того, изменения, описанные выше по отношению к производству статора, применимы к производству соответствующего ротора.
Кулачки для ротора и статора не должны иметь определенной формы, но могут иметь различные формы при любых изменениях. Кроме того, последовательно могут использоваться несколько электродов. К тому же, хотя на фигурах показано, что каждый кулачок в электродах для производства роторов и статоров поддерживается одной опорой 18 (ФИГ. 3) или 56 (ФИГ. 7), число опор может быть меньше или больше, чем число кулачков.
Специалисты в данной области техники оценят возможность добиться значительного снижения энергопотребления, поскольку при изготовлениир отора или статора удаляется только узкая полоска металла за счет использования узкого электрода. Электролит может попасть на заготовку через передние отверстия в электроде или во внутренние или наружные отверстия с уплотнениями, чтобы перенаправить поток на передний конец движущегося электрода. Электрод может быть единым или цельным или выполненным из сопряженных или несопряженных сегментов. В любом случае, статор или ротор со всеми кулачками выполняется за один проход. В качестве альтернативы, некоторые сегменты могут использоваться для электрода, в этом случаее не все кулачки будут выполняться за один проход. Проход можно прервать до завершения обработки по всей длине, а лишний отрезанный материал можно убрать. После удаления материала резку можно продолжить, чтобы завершить обработку. Не требуется выполнять резку по всей длине заготовки, но можно оставить, например, участок для будущих установок, например, монтаж одного или нескольких подшипников или если требуется дополнительная длина заготовки для обработки заготовки.
При изготовлении статора электрод прорезает заготовку, чтобы оставить лишний кусок или куски внутри заготовки. С другой стороны, при изготовлении статора электрод прорезает заготовку, оставляя лишний кусок снаружи. Экономия энергии возможна потому, что лишний кусок создается путем тонкой резки заготовки вместо использования ЭХО для полного растворения лишней части, после чего мы получаем только готовый ротор или статор. Экономия энергии вызывается устранением обработки всей лишней части и заменой такой обработки на тонкий разрез электродом во время относительного перемещения относительно заготовки. Высота разреза лишь немного превышает высоту электрода, благодаря чему электрод движется во время вырезания формы ротора или статора, оставляя после себя лишний кусок, который выбрасывается.
Описание выше иллюстрирует предпочтительный вариант, специалисты в данной области техники могут внести множество модификаций, не отклоняясь от сути изобретения, которая определяется из буквальной и эквивалентной сути формулы ниже.
Реферат
Настоящее изобретение относится к электрохимической обработке вытянутых деталей. Электрохимический способ производства вытянутых изделий включает обеспечение по меньшей мере одного электрода непрерывной замкнутой формы, образующей сквозное отверстие и включающей по меньшей мере один кулачок, наклоненный по отношению к оси относительного осевого перемещения указанного электрода замкнутой формы относительно заготовки, причем относительное вращение электрода замкнутой формы относительно заготовки вместе с указанным относительным осевым перемещением приводит к производству по меньшей мере одного непрерывного кулачка, имеющего желаемый шаг, на заготовке, а указанное отверстие имеет размер меньше, по меньшей мере в части, чем размер по крайней внешней поверхности исходной заготовки, так что относительное вращение и относительное осевое перемещение указанного электрода в пределах исходной крайней внешней поверхности производит непрерывный осевой разрез вдоль продольной оси заготовки, удаляя с части крайней внешней исходной поверхности заготовки по меньшей мере один отделимый лишний кусок, расположенный снаружи электрода замкнутой формы, образуя, тем самым, окончательную крайнюю внешнюю поверхность заготовки, которая меньше исходной крайней внешней поверхности заготовки; или обеспечение по меньшей мере одного электрода непрерывной замкнутой формы, образующей сквозное отверстие и включающей по меньшей мере один кулачок, наклоненный по отношению к оси относительного осевого перемещения указанного электрода замкнутой формы относительно заготовки с трубчатой формой, причем относительное вращение электрода замкнутой формы относительно заготовки вместе с указанным относительным осевым перемещением приводит к производству по меньшей мере одного непрерывного кулачка, имеющего желаемый шаг, на заготовке, а указанное отверстие имеет размер больше, по меньшей мере в части, чем размер по крайней внутренней поверхности исходной заготовки с трубчатой формой, так что относительное осевое перемещение указанного электрода снаружи исходной крайней внутренней поверхности заготовки производит непрерывный осевой разрез вдоль продольной оси заготовки, удаляя с части крайней внутренней исходной поверхности заготовки по меньшей мере один отделимый лишний кусок, расположенный внутри электрода замкнутой формы, образуя, тем самым, одну окончательную крайнюю внутреннюю поверхность заготовки, которая больше исходной крайней внутренней поверхности заготовки с трубчатой формой; или обеспечение по меньшей мере одного электрода непрерывной замкнутой формы, образующей сквозное отверстие и включающей по меньшей мере один кулачок, наклоненный по отношению к оси относительного осевого перемещения указанного электрода замкнутой формы относительно заготовки, причем относительное вращение электрода замкнутой формы относительно заготовки вместе с указанным относительным осевым перемещением приводит к производству по меньшей мере одного непрерывного кулачка, имеющего желаемый шаг, на заготовке, а указанное отверстие имеет размер меньше, по меньшей мере в части, чем размер по крайней внешней поверхности исходной заготовки, так что относительное вращение и относительное осевое перемещение указанного электрода в пределах исходной крайней внешней поверхности заготовки производит непрерывный осевой разрез вдоль продольной оси заготовки, удаляя изнутри части крайней внешней исходной поверхности заготовки по меньшей мере один отделимый лишний кусок, расположенный внутри электрода замкнутой формы, образуя, тем самым, трубчатую форму с одной окончательной крайней внутренней поверхностью заготовки; подачу на указанный электрод питания и электролита посредством системы подачи электролита; обеспечение прорезания электролитом заготовки так, чтобы электрод мог попасть внутрь указанного разреза. Электрохимическое производственное устройство для осуществления вышеописанного способа содержит: по меньшей мере один электрод непрерывной замкнутой формы, образующей сквозное отверстие и включающей по меньшей мере один кулачок, наклоненный по отношению к оси относительного осевого перемещения указанного электрода замкнутой формы относительно заготовки; систему питания для указанного электрода; систему подачи электролита, подающую электролит возле указанного электрода для выполнения указанного по меньшей мере одного разреза; средства для перемещения по меньшей мере одного из указанных электрода и заготовки, так что обеспечивается продвижение электрода в указанный разрез. Другой вариант электрохимического производственного устройства для осуществления указанного электрохимического способа содержит: по меньшей мере один электрод, причем обеспечивается перемещение
Формула
Документы, цитированные в отчёте о поиске
Способ круговой электрохимической обработки лопаток гтд
Комментарии