Способы производства бумажных продуктов с использованием узорчатого цилиндра - RU2768672C2
Код документа: RU2768672C2
Чертежи



Описание
Перекрестные ссылки на смежные заявки
Настоящая заявка основана на обычной заявке на патент США № 16/023,451, поданной 29 июня 2018 г., которая основана на предварительной заявке на патент США № 62/542,378, поданной 8 августа 2017 г. Ниже перечислены приоритеты вышеуказанных заявок и их описания, полностью включенные в настоящий документ путем ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам и устройствам для производства бумажных продуктов, таких как бумажные полотенца и туалетная бумага. В частности, изобретение относится к способам использования узорчатого цилиндра для отлива бумажного полотна во время создания бумажного продукта.
Предпосылки создания изобретения
В общем случае бумажные продукты формируются путем нанесения бумажной массы, содержащей водную суспензию волокон для производства бумаги, на формующую секцию для формирования бумажного полотна, а затем обезвоживания полотна для формирования бумажного продукта. Для формирования бумажного полотна и его обезвоживания используются различные способы и оборудование. Например, в процессах производства бумаги, например, для производства салфеток и полотенец, существует множество способов удаления воды, каждый из которых имеет существенные различия. В результате, бумажные продукты также отличаются большими различиями в свойствах.
Один такой способ обезвоживания бумажного полотна известен в данной области как технология традиционного влажного прессования (CWP). На Фиг.1 показан пример CWP-машины 100 для производства бумаги. Машина 100 для производства бумаги имеет формующую секцию 110, которая в этом случае упоминается в данной области как серповидный формер. Формующая секция 110 включает в себя напорный ящик 112, который осаждает бумажную массу между формующей тканью 114 и войлоком 116 для производства бумаги, тем самым первоначально формируя зарождающееся полотно 102. Формующая ткань 114 поддерживается роликами122, 124, 126, 128. Войлок 116 для производства бумаги поддерживается формующим роликом 120. Зарождающееся полотно 102 перемещается войлоком 116 для производства бумаги по войлочному прогону 118, который подходит к прижимному ролику 132, где зарождающееся полотно 102 накладывается на секцию 140 сушилки Yankee (янки-сушилки) в месте 130 прессового зажима. Зарождающееся полотно 102 прижимают во влажном состоянии в месте 130 прессового зажима одновременно с переносом в секцию 140 янки-сушилки. В результате, консистенция полотна 102 возрастает с приблизительно двадцати процентов твердых частиц непосредственно перед местом 130 прессового зажима до приблизительно тридцати до приблизительно пятидесяти процентов твердых веществ сразу после места 130 прессового зажима. Секция 140 янки-сушилки содержит, например, заполненный паром барабан 142 (барабан Yankee, «янки-барабан») и вытяжные колпаки 144, 146 горячего воздуха для дополнительной сушки полотна 102. Полотно 102 может быть удалено с янки-барабана 142 шаберным ножом 152, после чего оно наматывается на катушку (не показана) для формирования родительского рулона 190.
CWP-машина для производства бумаги, такая как машина 100 для производства бумаги, обычно имеет низкую стоимость сушки и может быстро производить родительский рулон 190 со скоростью от приблизительно трех тысяч футов в минуту до более пяти тысяч футов в минуту. Производство бумаги с использованием технологии CWP представляет собой законченный процесс, который предлагает машину для производства бумаги с высокой пригодностью к нормальной работе и большим временем безотказной работы. В результате уплотнения, используемого для обезвоживания полотна 102 в месте прессового зажима 130, полученный бумажный продукт обычно имеет низкую объемность с соответствующей высокой стоимостью волокна. Хотя это может привести к тому, что рулонные бумажные продукты, такие как бумажные полотенца или туалетная бумага, будут иметь большое количество листов на рулон, эти бумажные продукты обычно имеют низкую впитывающую способность и могут быть шероховатыми на ощупь.
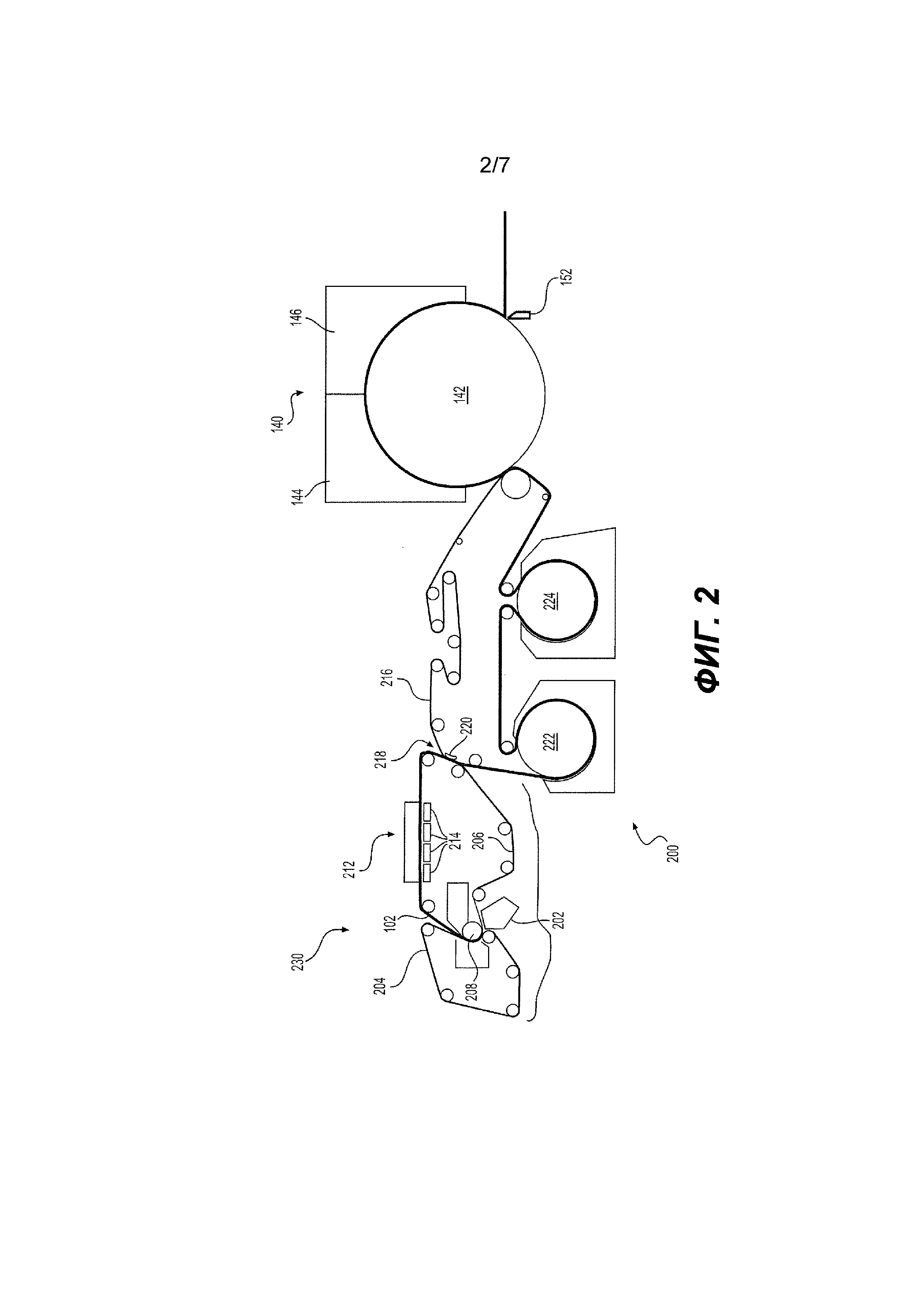
Поскольку потребители часто хотят, чтобы бумажные продукты были мягкими и обладали высокой впитывающей способностью, были разработаны другие машины для производства бумаги и способы производства бумаги. Технология сквозной сушки воздухом (TAD) представляет собой один способ, который может обеспечить бумажным продуктам такие характеристики. На Фиг.2 показан пример TAD-машины 200 для производства бумаги. Формующая секция 230 этой машины 200 для производства бумаги показана как известная в данной области двухсеточная формующая секция и производит лист, аналогичный листу, полученному с помощью серповидного формера (формующая секция 110 на Фиг.1). Как показано на Фиг.2, бумажная масса изначально подается в машине 200 для производства бумаги через напорный ящик 202. Бумажная масса направляется с помощью напорного ящика 202 в место зажима, образованного между первой формующей тканью 204 и второй формующей тканью 206 перед формующим роликом 208. Первая формующая ткань 204 и вторая формующая ткань 206 движутся непрерывными петлями и расходятся после прохождения за пределы формующего ролика 208. Вакуумные элементы, такие как вакуумные ящики или элементы из фольги (не показаны), могут использоваться в зоне расхождения как для обезвоживания листа, так и для обеспечения того, чтобы лист прилипал ко второй формующей ткани 206. После отделения от первой формующей ткани 204 вторая формующая ткань 206 и полотно 102 проходят через дополнительную зону 212 обезвоживания, в которой отсасывающие ящики 214 удаляют влагу из полотна 102 и второй формующей ткани 206, тем самым повышая консистенцию полотна 102, например, от приблизительно десяти процентов твердых веществ до приблизительно двадцати восьми процентов твердых веществ. Горячий воздух может также использоваться в зоне 212 обезвоживания для улучшения обезвоживания. Затем полотно 102 переносится на ткань 216 для сквозной воздушной сушки (TAD) в месте 218 зажима для переноса, где, например, башмак 220 прижимает ткань 216 TAD ко второй формующей ткани 206. В некоторых машинах для производства бумаги с TAD башмак 220 представляет собой вакуумный башмак, который создает вакуум для содействия переносу полотна 102 на ткань 216 TAD. Кроме того, так называемый пиковый перенос может использоваться для переноса полотна 102 в месте 218 зажима для переноса, а также для структурирования полотна 102. Пиковый перенос происходит, когда вторая формующая ткань 206 движется со скоростью, превышающей скорость ткани 216 TAD.
Затем ткань 216, несущая бумажное полотно 102, проходит через сквозные воздушные сушилки 222, 224, где горячий воздух пропускается через полотно для увеличения консистенции бумажного полотна 102 от приблизительно двадцати восьми процентов твердых частиц до приблизительно восьмидесяти процентов твердых частиц. Далее полотно 102 передается в секцию 140 янки-сушилки, где полотно 102 высушивается дополнительно. Затем лист отделяется от янки-барабана 142 с помощью шаберного ножа 152 и захватывается катушкой (не показана) для формирования родительского рулона (не показан). В результате минимального уплотнения во время процесса сушки полученный бумажный продукт имеет высокую объемность с соответствующей низкой стоимостью волокна. К сожалению, этот процесс является дорогостоящим для эксплуатации, так как значительная часть воды удаляется дорогой термической сушкой. Кроме того, волокна для производства бумаги в бумажном продукте, произведенном по технологии TAD, как правило, не являются прочно связанными, что приводит к получению бумажного продукта, который может оказаться слабым.
Другие способы были разработаны для увеличения объемности и мягкости бумажного продукта по сравнению с технологией CWP при сохранении прочности бумажного полотна и низких затрат на сушку по сравнению с технологией TAD. Эти способы обычно включают обезвоживание полотна сжиманием с последующим ленточным крепированием для перераспределения волокон полотна для достижения желаемых свойств. Данный способ в настоящем документе упоминается как ленточное крепирование и описан, например, в патентах США № 7,399,378, № 7,442,278, № 7,494,563, № 7,662,257 и № 7,789,995 (описание которых полностью включено в настоящий документ путем ссылки).
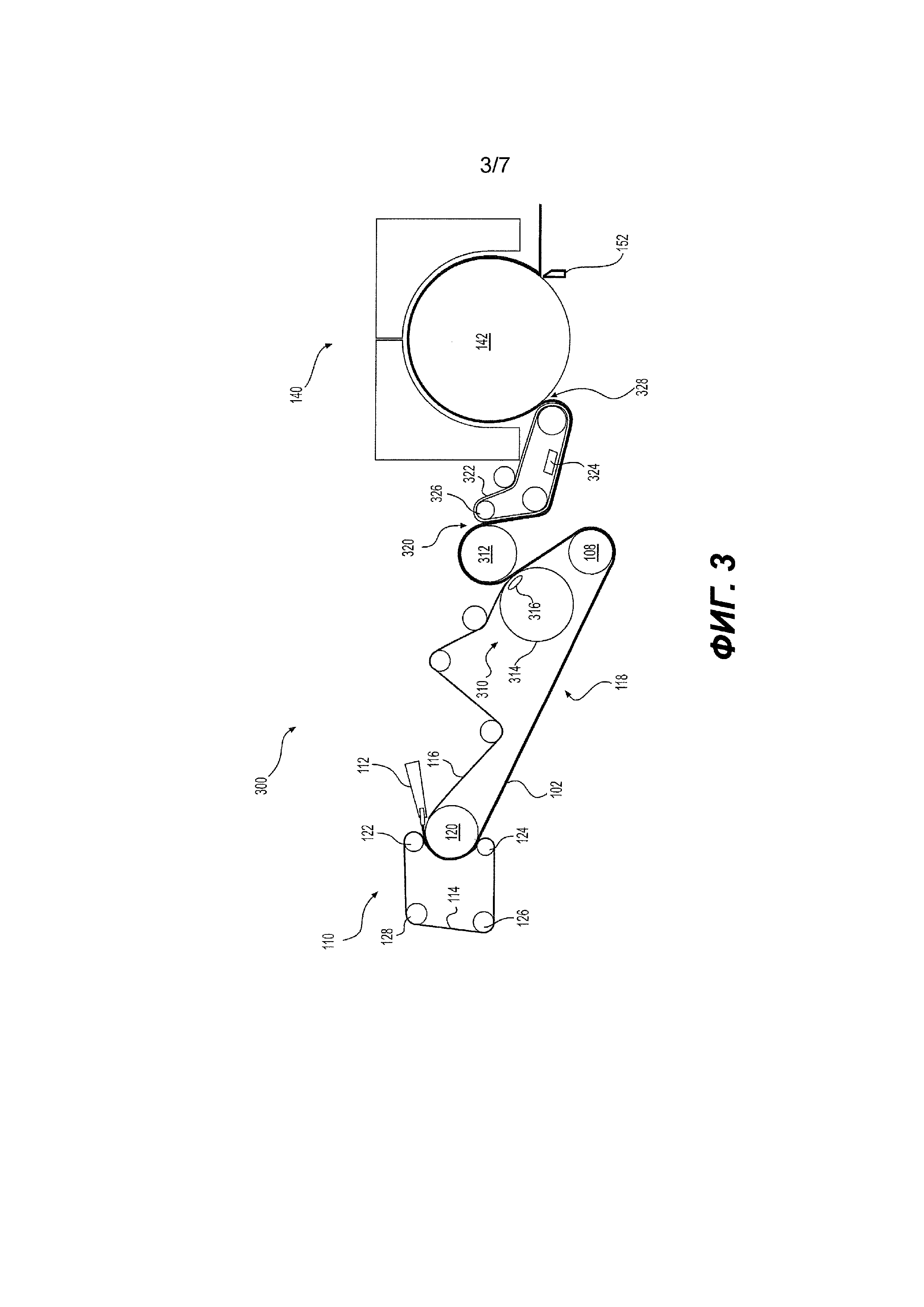
На Фиг.3 показан пример машины 300 для производства бумаги, используемой для крепирования лентой или тканью. Аналогично CWP-машине 100 для производства бумаги, показанной на Фиг.1, эта машина 300 для производства бумаги использует серповидный формер, описанный выше, в качестве формующей секции 110. После выхода из формующей секции 110 войлочный прогон 118, который поддерживается на одном конце посредством ролика 108, продолжается до секции 310 прижима башмака. В данном случае полотно 102 переносится от войлока 116 для производства бумаги к опорному ролику 312 в месте зажима, образованном между опорным роликом 312 и роликом 314 прижима башмака. Башмак 316 используется для создания нагрузки на место зажима и для обезвоживания полотна 102 одновременно с переносом.
Затем полотно 102 переносится на крепирующую ленту или ткань 322 в место 320 зажима для крепирования под действием места 320 зажима для крепирования. Место зажима 320 для крепирования образовано между опорным роликом 312 и крепирующей лентой или тканью 322, при этом крепирующая лента или ткань 322 прижимаются крепирующим роликом 326 к опорному ролику 312. При прохождении места 320 зажима для крепирования целлюлозные волокна полотна 102 изменяют свое положение и ориентируются. Полотно 102 может иметь тенденцию прилипать к более гладкой поверхности опорного ролика 312 по сравнению с поверхностью крепирующей ленты или ткани 322. Следовательно, может оказаться желательным применение разделительных масел на опорном ролике 312 для облегчения перемещения от опорного ролика 312 к крепирующей ленте 322. Кроме того, опорный ролик 312 может представлять собой нагреваемый паром ролик. После переноса полотна 102 на крепирующую ленту или ткань 322 может использоваться вакуумный ящик 324 для создания вакуума на полотне 102 для увеличения толщины листа путем протягивания полотна 102 в топографию крепирующей ленты или ткани 322.
По существу, желательно выполнять пиковый перенос полотна 102 от опорного ролика 312 к крепирующей ленте или ткани 322 для облегчения переноса полотна 102 на крепирующую ленту или ткань 322 и для дальнейшего улучшения объемности и мягкости листа. Во время пикового переноса крепирующая лента или ткань 322 двигается с меньшей скоростью, чем полотно 102 на опорном ролике 312. Пиковый перенос, среди прочего, перераспределяет бумажное полотно 102 на крепирующей ленте или ткани 322, чтобы придать бумажному полотну 102 структуру для увеличения объемности и улучшения переноса на крепирующую ленту или ткань 322.
После этой операции крепирования полотно 102 накладывается на янки-барабан 142 в секции 140 янки-сушилки в прессовом зажиме 328 с низкой силой прижима. Как и в CWP-машине 100 для производства бумаги, показанной на Фиг.1, полотно 102 затем сушат в секции 140 янки-сушилки, а затем наматывают на катушку (не показана). Хотя крепирующая лента 322 придает желаемую объемность и структуру полотну 102, крепирующая лента 322 может оказаться сложна в использовании. По мере того как крепирующая лента или ткань 322 движется по своему пути, лента сгибается и прогибается, что приводит к усталости ленты или ткани 322. Таким образом, крепирующая лента или ткань 322 подвержены усталостному разрушению. Кроме того, крепирующие ленты и ткани 322 представляют собой элементы, которые изготавливаются по индивидуальному заказу и не имеют другого коммерческого аналога. Они предназначены для придания бумажному полотну целевой структуры и могут быть сложны в изготовлении, поскольку представляют собой элемент с малым объемом выпуска и незначительной предшествующей коммерческой историей. Кроме того, узоры и типы структур, которые могут быть использованы по отношению к полотну 102 плетеной тканью 322, ограничены сдерживающими факторами, возникающими в результате проектирования и производства ленты. Кроме того, скорость машины 300 для производства бумаги замедляется в соответствии с коэффициентом крепирования при пиковом переносе полотна 102 от опорного ролика 312 к крепирующей ленте или ткани 322. Более медленная скорость выхода полотна приводит к более низким производственным скоростям по сравнению с безленточными системами крепирования. Кроме того, такие прогоны крепирующей ленты требуют больших площадей и, следовательно, увеличивают размеры и сложность машины 300 для производства бумаги. Более того, может оказаться сложным делом добиться равномерного и надежного переноса листа на крепирующую ленту или ткань 322. Таким образом, существует потребность в разработке способов и устройств, способных обеспечить качество бумаги, сравнимое с качеством, которое обеспечивает крепирование тканью, но без трудностей с крепирующей лентой.
Изложение сущности изобретения
В соответствии с одним аспектом настоящее изобретение относится к способу производства волокнистого листа. Способ включает формирование зарождающегося полотна из водного раствора волокон для производства бумаги и перемещение зарождающегося полотна на поверхность переноса. Способ также включает приведение проницаемой узорчатой поверхности узорчатого цилиндра в контакт с зарождающимся полотном, имеющим консистенцию от приблизительно двадцати процентов твердых частиц до приблизительно семидесяти процентов твердых частиц. Узорчатый цилиндр включает в себя внутреннюю часть и наружную часть. Проницаемая узорчатая поверхность (i) сформирована на наружной части узорчатого цилиндра, (ii) имеет по меньшей мере одно из множества углублений и множества выступов и (iii) является проницаемой для воздуха. Способ дополнительно включает транспортировку зарождающегося полотна между поверхностью переноса и проницаемой узорчатой поверхностью по длине дуги проницаемой узорчатой поверхности. Длина дуги образует по меньшей мере часть зоны отлива. Способ также дополнительно включает создание вакуума на по меньшей мере участке длины дуги. Вакуум создают во внутренней части узорчатого цилиндра, чтобы воздух проходил через проницаемую узорчатую поверхность во внутреннюю часть узорчатого цилиндра. Способ также включает перенос зарождающегося полотна с поверхности переноса на проницаемую узорчатую поверхность узорчатого цилиндра в зоне отлива. Вакуум создают во время переноса зарождающегося полотна с поверхности переноса на проницаемую узорчатую поверхность узорчатого цилиндра, так что волокна для производства бумаги в зарождающемся полотне (i) перераспределяются на проницаемой узорчатой поверхности и (ii) втягиваются в множество углублений проницаемой узорчатой поверхности в зоне отлива для создания отлитого бумажного полотна. Способ дополнительно включает перенос отлитого бумажного полотна на поверхность захвата и высушивание отлитого бумажного полотна в секции сушки с образованием волокнистого листа.
В частных случаях данного аспекта настоящего изобретения предусматриваются следующие дополнительные аспекты.
На стадии приведения проницаемой узорчатой поверхности узорчатого цилиндра в контакт с зарождающимся полотном зарождающееся полотно может иметь консистенцию от приблизительно двадцати процентов твердых частиц до приблизительно тридцати пяти процентов твердых частиц.
Способ может дополнительно включать обезвоживание зарождающегося полотна с образованием обезвоженного полотна.
Стадия обезвоживания может включать обезвоживание зарождающегося полотна с использованием по меньшей мере одного из башмачного пресса, валкового пресса, вакуумного обезвоживания, вытеснительного пресса и термической сушки.
Стадия обезвоживания может происходить перед стадией переноса зарождающегося полотна на проницаемую узорчатую поверхность узорчатого цилиндра.
Обезвоженное полотно может иметь консистенцию от приблизительно тридцати процентов твердых частиц до приблизительно шестидесяти процентов твердых частиц.
Обезвоженное полотно может иметь консистенцию от приблизительно сорока процентов твердых частиц до приблизительно пятидесяти пяти процентов твердых частиц.
Вакуум может составлять от приблизительно пяти дюймов ртути до приблизительно двадцати пяти дюймов ртути.
Стадия транспортировки может включать прижимание зарождающегося полотна к узорчатой поверхности узорчатого цилиндра. Зарождающееся полотно может прижиматься с усилием от приблизительно восьми фунтов на квадратный дюйм изб. до приблизительно тридцати двух фунтов на квадратный дюйм изб.
Способ может дополнительно включать: (i) перемещение поверхности переноса со скоростью поверхности переноса; и (j) вращение проницаемой узорчатой поверхности узорчатого цилиндра со скоростью цилиндра, причем скорость поверхности переноса выше скорости цилиндра.
Способ моет дополнительно включать создание положительного давления воздуха во внутренней части узорчатого цилиндра, чтобы заставить воздух выходить через проницаемую узорчатую поверхность узорчатого цилиндра из внутренней части узорчатого цилиндра в радиальном направлении, причем положительное давление воздуха создают для переноса отлитого бумажного полотна с проницаемой узорчатой поверхности.
Положительное давление воздуха может создаваться во время переноса отлитого полотна на поверхность захвата.
Способ может дополнительно включать создание второго вакуума в зоне вакуума, причем второй вакуум создают для стягивания отлитого полотна с проницаемой узорчатой поверхности узорчатого цилиндра на поверхность захвата, при этом отлитое полотно переносят с проницаемой узорчатой поверхности узорчатого цилиндра на поверхность захвата в зоне вакуума.
Поверхность захвата может содержать ткань или ленту, а вакуум может создаваться с помощью отсасывающего ролика.
Отлитое полотно может переноситься на поверхность захвата в месте зажима, образованном между проницаемой узорчатой поверхностью и поверхностью захвата.
Способ может дополнительно включать: (i) вращение проницаемой узорчатой поверхности узорчатого цилиндра со скоростью цилиндра; и (j) перемещение поверхности захвата со скоростью поверхности захвата, причем скорость цилиндра выше скорости поверхности захвата.
Коэффициент крепирования между узорчатым цилиндром и поверхностью захвата может составлять от приблизительно шестидесяти процентов до приблизительно ста пятнадцати процентов.
Секция сушки может содержать янки-сушилку, а стадия сушки может включать высушивание отлитого бумажного полотна с помощью янки-сушилки.
Секция сушки может содержать сушилку сквозным воздухом, а стадия сушки может включать высушивание отлитого бумажного полотна с помощью сушилки сквозным воздухом.
Секция сушки может дополнительно содержать ткань сквозной воздушной сушки, и поверхность захвата может представлять собой ткань сквозной воздушной сушки.
Способ может дополнительно включать очистку проницаемой узорчатой поверхности узорчатого цилиндра на свободной поверхности узорчатого цилиндра.
Очистка может включать направление чистящей среды через проницаемую узорчатую поверхность в сторону от внутренней части узорчатого цилиндра в радиальном направлении формующего вала.
Очищающая среда может включает в себя по меньшей мере одно из воздуха, воды и чистящего раствора.
В соответствии с другим аспектом настоящее изобретение относится к способу производства волокнистого листа. Способ включает формирование зарождающегося полотна из водного раствора волокон для производства бумаги и перемещение зарождающегося полотна на поверхность переноса. Способ также включает приведение узорчатой поверхности узорчатого цилиндра в контакт с зарождающимся полотном, имеющим консистенцию от приблизительно двадцати процентов твердых частиц до приблизительно семидесяти процентов твердых частиц. Узорчатая поверхность (i) сформирована на наружной части узорчатого цилиндра, (ii) имеет по меньшей мере одно из множества углублений и множества выступов. Способ дополнительно включает транспортировку зарождающегося полотна между поверхностью переноса и узорчатой поверхностью по длине дуги узорчатой поверхности, причем длина дуги образует по меньшей мере часть зоны отлива. Способ также дополнительно включает перенос зарождающегося полотна с поверхности переноса на узорчатую поверхность узорчатого цилиндра в зоне отлива таким образом, чтобы волокна для производства бумаги зарождающегося полотна (i) перераспределялись на узорчатой поверхности и (ii) формировались с помощью по меньшей мере одного из множества углублений и множества выступов узорчатой поверхности в зоне отлива с образованием отлитого бумажного полотна. Способ дополнительно включает перенос отлитого бумажного полотна на поверхность захвата и высушивание отлитого бумажного полотна в секции сушки с образованием волокнистого листа.
В частных случаях данного аспекта настоящего изобретения предусматриваются следующие дополнительные аспекты.
На стадии приведения узорчатой поверхности узорчатого цилиндра в контакт с зарождающимся полотном зарождающееся полотно может иметь консистенцию от приблизительно двадцати процентов твердых частиц до приблизительно тридцати пяти процентов твердых частиц.
Способ может дополнительно включать обезвоживание зарождающегося полотна с образованием обезвоженного полотна.
Стадия обезвоживания может включать обезвоживание зарождающегося полотна с использованием по меньшей мере одного из башмачного пресса, валкового пресса, вакуумного обезвоживания, вытеснительного пресса и термической сушки.
Стадия обезвоживания может происходить перед стадией переноса зарождающегося полотна на узорчатую поверхность узорчатого цилиндра.
Обезвоженное полотно может иметь консистенцию от приблизительно тридцати процентов твердых частиц до приблизительно шестидесяти процентов твердых частиц.
Обезвоженное полотно может иметь консистенцию от приблизительно сорока процентов твердых частиц до приблизительно пятидесяти пяти процентов твердых частиц.
Стадия транспортировки может включать прижимание зарождающегося полотна к узорчатой поверхности узорчатого цилиндра.
Зарождающееся полотно может прижиматься с усилием от приблизительно восьми фунтов на квадратный дюйм избыточного давления до приблизительно тридцати двух фунтов на квадратный дюйм избыточного давления.
Способ может дополнительно включать: (h) перемещение поверхности переноса со скоростью поверхности переноса; и (i) вращение узорчатой поверхности узорчатого цилиндра со скоростью цилиндра, причем скорость поверхности переноса выше скорости цилиндра.
Способ может дополнительно включать создание вакуума в зоне вакуума, причем вакуум создают для стягивания отлитого полотна с узорчатой поверхности узорчатого цилиндра на поверхность захвата, при этом отлитое полотно переносят с узорчатой поверхности узорчатого цилиндра на поверхность захвата в зоне вакуума.
Поверхность захвата может содержать ткань или ленту, а вакуум может создаваться с помощью отсасывающего ролика.
Отлитое полотно может переноситься на поверхность захвата в месте зажима, образованном между узорчатой поверхностью и поверхностью захвата.
Способ может дополнительно включать: (h) вращение проницаемой узорчатой поверхности узорчатого цилиндра со скоростью цилиндра; и (i) перемещение поверхности захвата со скоростью поверхности захвата, причем скорость цилиндра выше скорости поверхности захвата.
Коэффициент крепирования между узорчатым цилиндром и поверхностью захвата может составлять от приблизительно шестидесяти процентов до приблизительно ста пятнадцати процентов.
Секция сушки может содержать янки-сушилку, а стадия сушки может включать высушивание отлитого бумажного полотна с помощью янки-сушилки.
Секция сушки может содержать сушилку сквозным воздухом, а стадия сушки может включать высушивание отлитого бумажного полотна с помощью сушилки сквозным воздухом.
Секция сушки может дополнительно содержать ткань сквозной воздушной сушки, и поверхность захвата может представлять собой ткань сквозной воздушной сушки.
В соответствии с дополнительным аспектом настоящее изобретение относится к способу производства волокнистого листа. Способ включает формирование зарождающегося полотна из водного раствора волокон для производства бумаги. Способ также включает обезвоживание зарождающегося полотна путем перемещения зарождающегося полотна по наружной поверхности заполненного паром барабана с образованием обезвоженного полотна, имеющего консистенцию от приблизительно тридцати процентов твердых частиц до приблизительно шестидесяти процентов твердых частиц. Способ дополнительно включает создание вакуума в зоне отлива. Зона отлива представляет собой место зажима, образованное между наружной поверхностью заполненного паром барабана и проницаемой узорчатой поверхностью узорчатого цилиндра. Узорчатый цилиндр включает в себя внутреннюю часть и наружную часть. Проницаемая узорчатая поверхность (i) сформирована на наружной части узорчатого цилиндра, (ii) имеет по меньшей мере одно из множества углублений и множества выступов и (iii) является проницаемой для воздуха. Способ также дополнительно включает перенос обезвоженного полотна с наружной поверхности заполненного паром барабана на проницаемую узорчатую поверхность узорчатого цилиндра в зоне отлива. Вакуум создают во время переноса зарождающегося полотна с поверхности переноса на проницаемую узорчатую поверхность узорчатого цилиндра, так что волокна для производства бумаги в зарождающемся полотне (i) перераспределяются на проницаемой узорчатой поверхности и (ii) формируются с помощью по меньшей мере одного из множества углублений и множества выступов проницаемой узорчатой поверхности в зоне отлива с образованием отлитого бумажного полотна. Кроме того, способ дополнительно включает перенос отлитого бумажного полотна на поверхность захвата и высушивание отлитого бумажного полотна в секции сушки с образованием волокнистого листа.
В частных случаях данного аспекта настоящего изобретения предусматриваются следующие дополнительные аспекты.
Обезвоженное полотно может иметь консистенцию от приблизительно сорока процентов твердых частиц до приблизительно пятидесяти пяти процентов твердых частиц.
Стадия обезвоживания может дополнительно включать направление горячего воздуха из колпака на зарождающееся полотно.
Вакуум может составлять от приблизительно пяти дюймов ртути до приблизительно двадцати пяти дюймов ртути.
Способ может дополнительно включать: (g) перемещение наружной поверхности заполненного паром барабана со скоростью барабана; и (h) вращение проницаемой узорчатой поверхности узорчатого цилиндра со скоростью цилиндра, причем скорость поверхности барабана выше скорости цилиндра.
Коэффициент крепирования между узорчатым цилиндром и поверхностью захвата может составляет от приблизительно шестидесяти процентов до приблизительно ста пятнадцати процентов.
Способ может дополнительно включать создание положительного давления воздуха во внутренней части узорчатого цилиндра, чтобы заставить воздух выходить через проницаемую узорчатую поверхность узорчатого цилиндра из внутренней части узорчатого цилиндра в радиальном направлении, причем положительное давление воздуха создают для переноса отлитого бумажного полотна с проницаемой узорчатой поверхности.
Положительное давление воздуха может создаваться во время переноса отлитого полотна на поверхность захвата.
Способ может дополнительно включать создание второго вакуума в зоне вакуума, причем второй вакуум создают для стягивания отлитого полотна с проницаемой узорчатой поверхности узорчатого цилиндра на поверхность захвата, и при этом отлитое полотно переносят с проницаемой узорчатой поверхности узорчатого цилиндра на поверхность захвата в зоне вакуума.
Поверхность захвата может содержать ткань или ленту, а вакуум может создаваться с помощью отсасывающего ролика.
Отлитое полотно может переноситься на поверхность захвата в месте зажима, образованном между проницаемой узорчатой поверхностью и поверхностью захвата.
Способ может дополнительно включать: (g) вращение проницаемой узорчатой поверхности узорчатого цилиндра со скоростью цилиндра; и (h) перемещение поверхности захвата со скоростью поверхности захвата, причем скорость цилиндра выше скорости поверхности захвата.
Секция сушки может содержать сушилку сквозным воздухом, а стадия сушки может включать высушивание отлитого бумажного полотна с помощью сушилки сквозным воздухом.
Секция сушки может дополнительно содержать ткань сквозной воздушной сушки и поверхность захвата может представлять собой ткань сквозной воздушной сушки.
Способ может дополнительно включать очистку проницаемой узорчатой поверхности узорчатого цилиндра на свободной поверхности узорчатого цилиндра.
Очистка может включать направление чистящей среды через проницаемую узорчатую поверхность в сторону от внутренней части узорчатого цилиндра в радиальном направлении формующего вала.
Очищающая среда может включает в себя по меньшей мере одно из воздуха, воды и чистящего раствора.
В соответствии с еще одним аспектом настоящее изобретение относится к способу производства волокнистого листа. Способ включает формирование зарождающегося полотна из водного раствора волокон для производства бумаги. Способ также включает обезвоживание зарождающегося полотна путем перемещения зарождающегося полотна по наружной поверхности заполненного паром барабана с образованием обезвоженного полотна, имеющего консистенцию от приблизительно тридцати процентов твердых частиц до приблизительно шестидесяти процентов твердых частиц. Способ дополнительно включает перенос обезвоженного полотна с наружной поверхности заполненного паром барабана на узорчатую поверхность узорчатого цилиндра в зоне отлива. Зона отлива представляет собой место зажима, образованное между наружной поверхностью заполненного паром барабана и узорчатой поверхностью узорчатого цилиндра. Узорчатая поверхность (i) сформирована на наружной части узорчатого цилиндра, (ii) имеет по меньшей мере одно из множества углублений и множества выступов. При этом волокна для производства бумаги зарождающегося полотна (i) перераспределены на узорчатой поверхности и (ii) сформированы с помощью по меньшей мере одного из множества углублений и множества выступов узорчатой поверхности в зоне отлива с образованием отлитого бумажного полотна. Кроме того, способ дополнительно включает перенос отлитого бумажного полотна на поверхность захвата и высушивание отлитого бумажного полотна в секции сушки с образованием волокнистого листа.
В частных случаях данного аспекта настоящего изобретения предусматриваются следующие дополнительные аспекты.
Обезвоженное полотно может иметь консистенцию от приблизительно сорока процентов твердых частиц до приблизительно пятидесяти пяти процентов твердых частиц.
Стадия обезвоживания может дополнительно включать направление горячего воздуха из колпака на зарождающееся полотно.
Способ может дополнительно включать: (f) перемещение наружной поверхности заполненного паром барабана со скоростью барабана; и (g) вращение узорчатой поверхности узорчатого цилиндра со скоростью цилиндра, причем скорость поверхности барабана выше скорости цилиндра.
Коэффициент крепирования между узорчатым цилиндром и поверхностью захвата может составлять от приблизительно шестидесяти процентов до приблизительно ста пятнадцати процентов.
Способ может дополнительно включать создание вакуума в зоне вакуума, причем вакуум создают для стягивания отлитого полотна с узорчатой поверхности узорчатого цилиндра на поверхность захвата, при этом отлитое полотно переносят с узорчатой поверхности узорчатого цилиндра на поверхность захвата в зоне вакуума.
Поверхность захвата может содержать ткань или ленту, а вакуум может создаваться с помощью отсасывающего ролика.
Отлитое полотно может переноситься на поверхность захвата в месте зажима, образованном между узорчатой поверхностью и поверхностью захвата.
Способ может дополнительно включать: (f) вращение узорчатой поверхности узорчатого цилиндра со скоростью цилиндра; и (g) перемещение поверхности захвата со скоростью поверхности захвата, причем скорость цилиндра выше скорости поверхности захвата.
Секция сушки может содержать сушилку сквозным воздухом, а стадия сушки может включать высушивание отлитого бумажного полотна с помощью сушилки сквозным воздухом.
Секция сушки может дополнительно содержать ткань сквозной воздушной сушки, и поверхность захвата может представлять собой ткань сквозной воздушной сушки.
Эти и другие аспекты настоящего изобретения станут очевидными из представленного ниже описания.
Краткое описание графических материалов
На Фиг.1 представлена принципиальная схема традиционной машины для производства бумаги с технологией традиционного влажного прессования.
На Фиг.2 представлена принципиальная схема машины для производства бумаги с технологией сквозной воздушной сушки.
На Фиг.3 представлена принципиальная схема машины для производства бумаги с технологией ленточного крепирования.
На Фиг.4A представлена принципиальная схема конфигурации машины для производства бумаги по первому предпочтительному варианту осуществления настоящего изобретения. На Фиг.4B представлен местный вид, на котором показаны детали 4B оболочки узорчатого цилиндра, показанного на Фиг.4A. На Фиг.4C представлен местный вид, на котором показаны детали 4B альтернативной конфигурации оболочки узорчатого цилиндра, показанного на Фиг.4A. На Фиг.4D представлен местный вид, на котором показаны детали 4B другой альтернативной конфигурации оболочки узорчатого цилиндра, показанного на Фиг.4A.
На Фиг.5 представлена принципиальная схема конфигурации машины для производства бумаги по второму предпочтительному варианту осуществления настоящего изобретения.
На Фиг.6 представлена принципиальная схема конфигурации машины для производства бумаги по третьему предпочтительному варианту осуществления настоящего изобретения.
Подробное описание предпочтительных вариантов осуществления
Настоящее изобретение относится к процессам производства бумаги и устройствам с узорчатым цилиндром для получения бумажного продукта. Подробное описание вариантов осуществления настоящего изобретения будет приведено со ссылкой на прилагаемые фигуры. Во всем описании и сопроводительных рисунках одинаковые номера позиций будут использоваться для обозначения одинаковых или аналогичных компонентов или признаков.
Используемый в настоящем документе термин «бумажный продукт» относится к любому продукту, содержащему волокна для производства бумаги. Термин может включать в себя, например, продукты, продаваемые в виде бумажных полотенец, туалетной бумаги, косметических салфеток и т. п. Волокна для производства бумаги содержат целлюлозу из первичного сырья или подвергнутые вторичной обработке (вторичные) целлюлозные волокна, или смеси волокон, содержащие по меньшей мере пятьдесят один процент целлюлозных волокон. Такие целлюлозные волокна могут включать в себя как древесные, так и недревесные волокна. Волокна древесины включают в себя, например, волокна, полученные из лиственных и хвойных деревьев, включая деревья с мягкой древесиной, такие как крафтовые волокна северных и южных деревьев с мягкой древесиной, и волокна деревьев твердых пород, таких как эвкалипт, клен, береза, осина или т. п. Примеры волокон, пригодных для производства продуктов настоящего изобретения, включают в себя недревесные волокна, такие как волокна хлопка или производные хлопка, абака, кенафа, травы сабай, льна, ковыля тянущегося, соломы, джутовой конопли, жома сахарного тростника, волокна растительного шелка и листьев ананаса. Дополнительно волокна для производства бумаги могут включать в себя нецеллюлозные вещества, такие как карбонат кальция, неорганические наполнители диоксида титана и т. п., а также типичные искусственные волокна, такие как волокна полиэфира, полипропилена и т. п., которые можно намеренно добавлять в бумажную массу или можно добавлять при использовании в бумажной массе бумажных отходов.
Термин «бумажная масса» и подобная терминология относятся к водным композициям, содержащим волокна для производства бумаги, а также, необязательно, к водостойким смолам, разрыхлителям целлюлозы и т. п., предназначенным для производства бумажных продуктов. В вариантах осуществления настоящего изобретения могут использоваться разнообразные композиции бумажной массы. В некоторых вариантах осуществления настоящего изобретения композиции бумажной массы применяются в соответствии со спецификациями, описанными в патенте США № 8,080,130, описание которого полностью включено в настоящий документ путем ссылки. В настоящем документе первоначальная волокнистая и жидкая смесь (или бумажная масса), которая высушена до готового продукта в процессе производства бумаги, упоминается как «полотно», «бумажное полотно», «целлюлозный лист» и/или «волокнистый лист». Готовый продукт может также упоминаться как целлюлозный лист и/или волокнистый лист. Кроме того, для описания полотна в конкретной точке в устройстве или процессе производства бумаги могут быть использованы и другие модификаторы. Например, полотно может также упоминаться как «зарождающееся полотно», «влажное зарождающееся полотно», «отлитое полотно», «обезвоженное полотно» и «высушенное полотно».
При описании изобретения в настоящем документе термины «продольное направление обработки» (MD) и «поперечное направление обработки» (CD) будут использоваться в соответствии с их хорошо понятным значением в данной области. Таким образом, MD ткани или другой структуры относится к направлению, в котором структура перемещается на машине для производства бумаги в процессе производства бумаги, а CD относится к направлению, пересекающему MD структуры. Аналогичным образом при упоминании бумажных продуктов MD бумажного продукта относится к направлению, в котором продукт перемещается на машине для производства бумаги в процессе производства бумаги, а CD бумажного продукта относится к направлению, пересекающему MD продукта.
При описании настоящего изобретения в данном документе будут использованы конкретные примеры условий эксплуатации машины для производства бумаги и перерабатывающей линии. Например, при описании производства бумаги на машине для производства бумаги будут использоваться различные значения скорости и давления. Специалистам в данной области будет понятно, что настоящее изобретение не ограничено конкретными примерами рабочих условий, включая значения скорости и давления, описанные в настоящем документе.
Первый вариант осуществления машины для производства бумаги
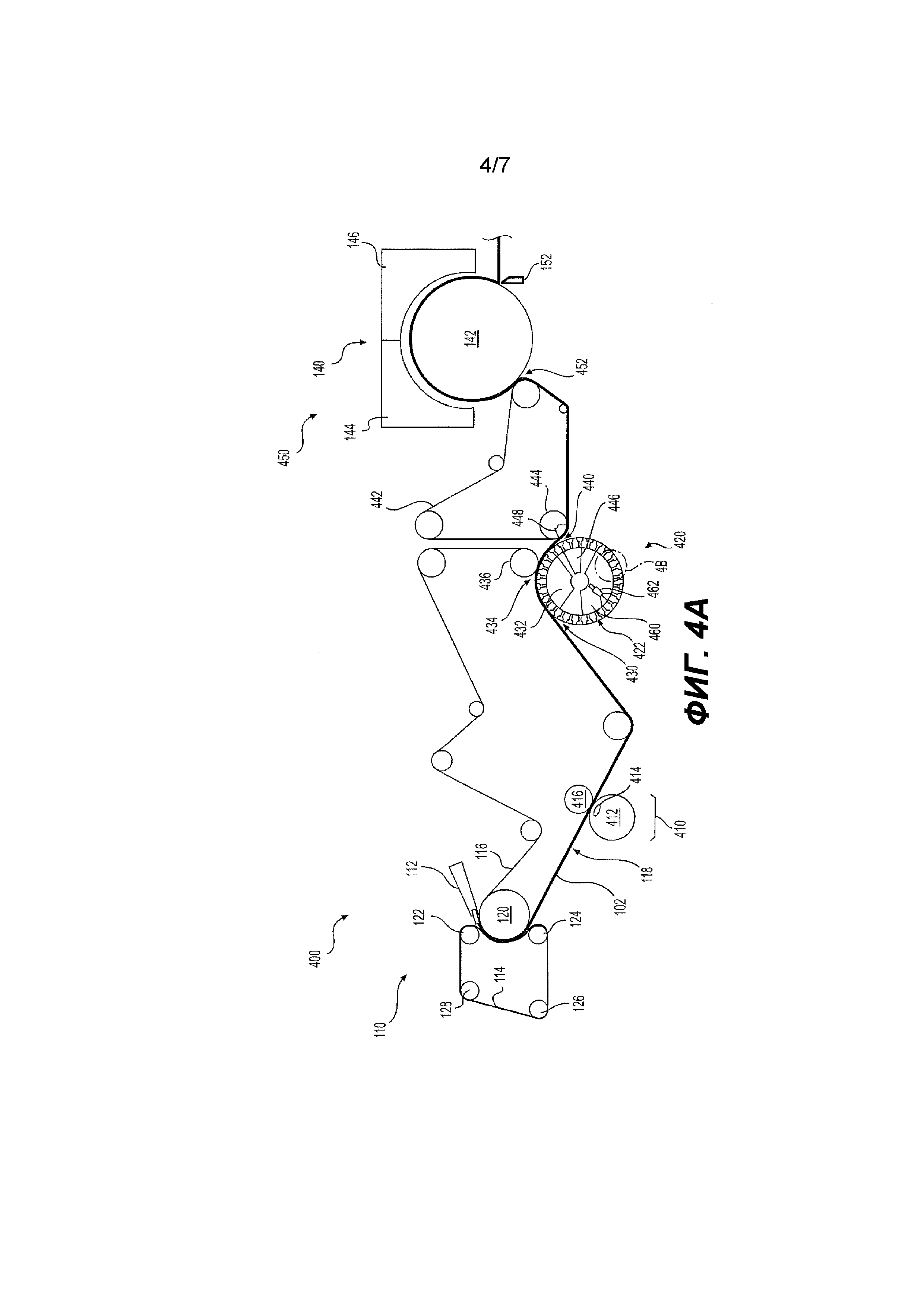
На Фиг.4A показана машина 400 для производства бумаги, используемая для создания бумажного полотна в соответствии с первым предпочтительным вариантом осуществления настоящего изобретения. Формующая секция 110 машины 400 для производства бумаги, как показано на Фиг.4A, представляет собой серповидный формер, аналогично формующей секции 110, описанной выше и показанной на Фиг.1 и 3. Однако могут применяться и другие подходящие формующие секции. Примером такой альтернативной формующей секции является двухсеточная формующая секция 230, показанная на Фиг.2. В такой конфигурации ниже по потоку от двухсеточной формующей секции остальные компоненты такой машины для производства бумаги могут быть сконфигурированы и расположены аналогично компонентам машины 400 для производства бумаги. Другой пример машины для производства бумаги с двухсеточной формующей секцией можно увидеть в публикации заявки на патент США № 2010/0186913 (описание которой полностью включено в настоящий документ путем ссылки). Другие примеры альтернативных формующих секций, которые могут использоваться в машине для производства бумаги, включают в себя двухсеточный C-охватный формер, двухсеточный S-охватный формер или формер с отсасывающим грудным валом. Специалистам в данной области будет понятно, каким образом эти или даже дополнительные альтернативные формующие секции можно интегрировать в машину для производства бумаги и использовать с описанными ниже элементами настоящего изобретения.
По мере того как зарождающееся полотно 102 покидает формующую секцию 110, оно перемещается по войлочному прогону 118 и затем переносится на узорчатую поверхность 422 узорчатого цилиндра 420. Зарождающееся полотно 102 крепируется и отливается на узорчатом цилиндре 420 с формированием отлитого полотна 102, как будет дополнительно описано ниже. Зарождающееся полотно 102 может быть крепировано и отлито на цилиндре, когда оно является мокрым, а волокна являются подвижными, например, при консистенции от приблизительно двадцати процентов твердых частиц до приблизительно семидесяти процентов твердых частиц. В некоторых вариантах осуществления зарождающееся полотно 102 может быть крепировано и отлито на цилиндре без существенного обезвоживания, происходящего после формующей секции 110 и до узорчатого цилиндра 420, и в этом случае зарождающееся полотно 102 предпочтительно крепируется на цилиндре и отливается при консистенции от приблизительно двадцати процентов твердых частиц до приблизительно тридцати пяти процентов твердых частиц. Однако предпочтительная консистенция зарождающегося полотна 102 может варьироваться в зависимости от желаемого варианта применения.
Однако в некоторых вариантах осуществления секцию 410 обезвоживания, отделенную от формующей секции 110, можно использовать для обезвоживания зарождающегося полотна 102 выше по потоку от узорчатого цилиндра 420. Секция 410 обезвоживания увеличивает содержание твердых частиц в зарождающемся полотне 102 с образованием влажного зарождающегося полотна 102. Предпочтительная консистенция влажного зарождающегося полотна 102 может варьироваться в зависимости от желаемого варианта применения. В данном варианте осуществления зарождающееся полотно 102 обезвоживают для формирования влажного зарождающегося полотна 102, имеющего консистенцию предпочтительно от приблизительно тридцати процентов твердых частиц до приблизительно шестидесяти процентов твердых частиц, а более предпочтительно от приблизительно сорока процентов твердых частиц до приблизительно пятидесяти пяти процентов твердых частиц.
В данном варианте осуществления зарождающееся полотно 102 обезвоживают при его перемещении на войлок 116 для производства бумаги. Секция 410 обезвоживания, показанная на Фиг.4A, использует ролик 412 прижима башмака для обезвоживания зарождающегося полотна 102. Башмак 414 с роликом 412 прижима башмака прижимает зарождающееся полотно 102 и войлок 116 для производства бумаги к опорному ролику 416 для удаления воды из зарождающегося полотна 102. Подходящие прессовые ролики 412 включают в себя, например, пресс ViscoNip® производства Valmet, г. Эспо, Финляндия, или пресс, описанный в патенте США № 6,248,210 (описание которого полностью включено в настоящее описание путем ссылки). Специалистам в данной области будет понятно, что зарождающееся полотно 102 может быть обезвожено с помощью любого подходящего способа, известного в данной области, включая, например, валковый пресс или вытеснительный пресс, как описано, например, в патентах США № 6,161,303 и № 6,416,631.
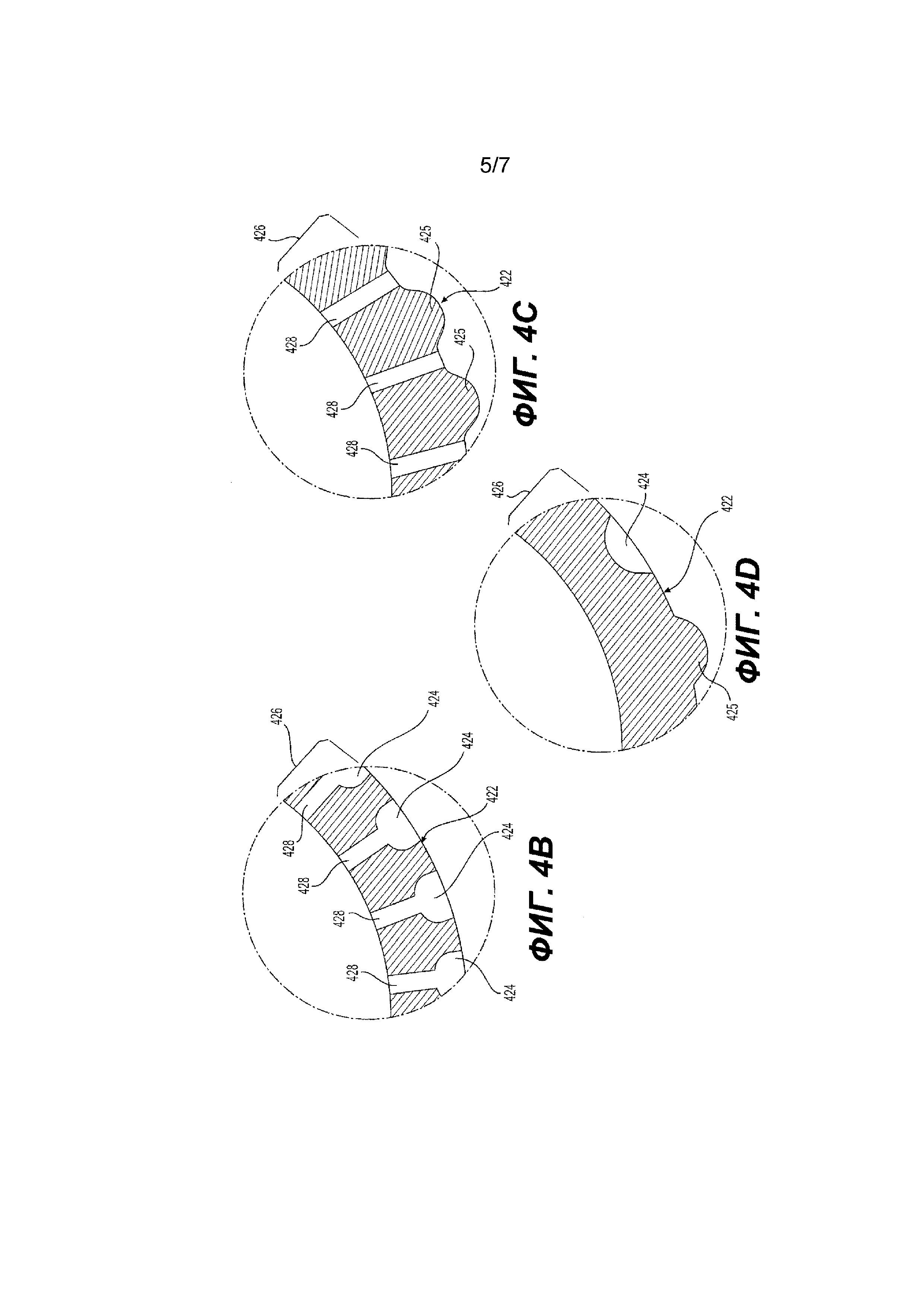
Независимо от того, обезвожено ли зарождающееся полотно 102 в секции 410 обезвоживания, зарождающееся полотно 102 перемещается с помощью поверхности переноса в зону 430 отлива. В данном варианте осуществления поверхность переноса представляет собой войлок 116 для производства бумаги. Узорчатая поверхность 422 узорчатого цилиндра 420 приводят в контакт с зарождающимся полотном 102 в зоне 430 отлива по мере того, как зарождающееся полотно 102 перемещается на войлок 116 для производства бумаги. Узорчатая поверхность 422 может включать в себя множество углублений (или ячеек) 424, которые образованы на оболочке 426 узорчатого цилиндра 420. На Фиг.4B представлен местный вид, показывающий подробности 4B оболочки 426 узорчатого цилиндра 420 с множеством углублений 424. Узорчатая поверхность 422 также может включать в себя множество выступов 425, как показано на Фиг.4C. Узорчатая поверхность 422 может также включать в себя как ячейки 424, так и выступы 425, как показано на Фиг.4D. Ячейки 424 могут быть выполнены с использованием любого подходящего способа, включая, например, лазерную гравировку, и могут иметь любой подходящий узор. Аналогично выступы 425 могут быть получены в результате лазерной гравировки или могут быть сформированы аналогично тому, как на ролике для тиснения выполнены выступающие выдавленные элементы. Поскольку узорчатая поверхность 422 формируется с помощью этих способов, существует несколько ограничений на типы узоров, которые можно использовать или придать полотну 102. Более того, оболочка 426 может быть выполнена в виде гильзы, позволяя использовать на узорчатом цилиндре 420 различные оболочки 426, имеющие, например, различные узоры.
Хотя ячейки 424 и выступы 425 могут иметь любую подходящую глубину или высоту, соответственно, они предпочтительно составляют от приблизительно десяти тысячных частей дюйма (мил) до приблизительно пятидесяти мил. Ячейки 424 и выступы 425 необязательно должны быть однородными по узору или глубине и высоте. Например, узорчатая поверхность 422 может придавать полотну 102 как фоновые, так и сигнатурные узоры.
Как показано на Фиг.4A, узорчатый цилиндр 420 расположен по отношению к войлоку 116 для производства бумаги таким образом, что войлок 116 для производства бумаги прижимает зарождающееся полотно 102 к узорчатой поверхности 422 узорчатого цилиндра 420 и, в частности, к ячейкам 424. В этом варианте осуществления зарождающееся полотно 102 прижимают и транспортируют между войлоком 116 для производства бумаги и проницаемой узорчатой поверхностью 422 по длине дуги проницаемой узорчатой поверхности 422, например, в отличие от прессования и отлива в месте зажима. Прижатие зарождающегося полотна 102 к проницаемой узорчатой поверхности 422 перераспределяет и переориентирует волокна для производства бумаги в бумажном полотне 102, чтобы получить изменяющиеся и узорчатые ориентации волокон, формирующих отлитое полотно 102. Таким образом, длина дуги, по которой зарождающееся полотно 102 транспортируется между войлоком 116 для производства бумаги и узорчатой поверхностью 422, образует по меньшей мере часть зоны 430 отлива. Подходящие нагрузки прижима могут составлять от приблизительно восьми фунтов на квадратный дюйм изб. (фунтов/кв. дюйм изб.) до приблизительно тридцати двух фунтов/кв. дюйм изб.
Для дополнительной помощи в отливе зарождающегося полотна 102 в зоне 430 отлива может также создаваться вакуум. Как показано на Фиг.4B и 4C, оболочка 426 узорчатого цилиндра 420 включает в себя множество каналов 428, которые позволяют узорчатой поверхности 422, и, в частности, ячейкам 424 сообщаться с внутренней частью узорчатого цилиндра 420. (Хотя на Фиг.4D показан пример непроницаемой оболочки 426, которую можно использовать без вакуума или других элементов, описанных ниже, проницаемая оболочка 426 может также применяться в комбинации с ячейками 424 и выступами 425.) В результате, в некоторых вариантах осуществления узорчатая поверхность 422 является проницаемой, и в настоящем документе она также упоминается как проницаемая узорчатая поверхность 422. Плотность и геометрическая форма каналов 428 в оболочке 426 узорчатого цилиндра 420 предпочтительно выполнены таким образом, что оболочка 426 сохраняет подходящую структурную жесткость для выдерживания рабочих условий узорчатого цилиндра 420, таких как нагрузки, приложенные к оболочке 426, и при этом обеспечивает относительно равномерное давление вакуума или воздуха на узорчатой поверхности 422, как будет дополнительно описано ниже.
Как показано на Фиг.4A, оболочка 426 выполнена с возможностью поворота вокруг неподвижного вакуумного ящика 432, который расположен во внутренней части узорчатого цилиндра 420. Можно использовать любую подходящую конструкцию вакуумного ящика 432, включая вакуумный ящик, показанный и описанный для применения в формующем вале в принадлежащих одному и тому же правообладателю опубликованных международных заявках № WO 2017/139123, № WO 2017/139124 и № WO 2017/139125 (описания которых полностью включены в настоящий документ путем ссылки). Вакуумный ящик 432 проходит под по меньшей мере частью длины дуги, над которой зарождающееся полотно 102 перемещается между войлоком 116 для производства бумаги и проницаемой узорчатой поверхностью 422. В этом варианте осуществления вакуумный ящик 432 начинается в месте или непосредственно перед местом, в котором проницаемая узорчатая поверхность 422 первоначально входит в контакт с зарождающимся полотном 102 и выходит за пределы точки, в которой войлок 116 для производства бумаги отделяется от бумажного полотна 102.
В вакуумном ящике 432 создается вакуум, который используется для втягивания текучей среды, такой как воздух, через каналы 428 оболочки 426, создавая вакуум в зоне 430 отлива. Вакуум в зоне 430 отлива, в свою очередь, притягивает бумажное полотно 102 к проницаемой узорчатой поверхности 422 узорчатого цилиндра 420 и, в частности, к множеству ячеек 424. Таким образом, вакуум приводит к отливу бумажного полотна 102 и переориентирует волокна для производства бумаги в бумажном полотне 102 таким образом, чтобы получить изменяющиеся и узорчатые ориентации волокон.
Бумажное полотно 102 также переносится с ткани 116 для производства бумаги на проницаемую узорчатую поверхность 422 узорчатого цилиндра 420 в зоне 430 отлива. Первое место 434 зажима для переноса образовано между опорным роликом 436, поддерживающей тканью 116 для производства бумаги и узорчатым цилиндром 420. По мере того как ткань 116 для производства бумаги и проницаемая узорчатая поверхность 422 выходят из первого место 434 зажима для переноса, они расходятся, и бумажное полотно 102 остается на проницаемой узорчатой поверхности 422 узорчатого цилиндра 420. Как описано выше при создании вакуума вакуумный ящик 432 предпочтительно проходит и отводит вакуум за пределы первого места 434 зажима для переноса, помогая удерживать бумажное полотно 102 на проницаемой узорчатой поверхности 422 вместо того, чтобы следовать за войлоком 116 для производства бумаги. Первое место 434 зажима для переноса также может иметь нагрузки при более высоком давлении, чем нагрузки, создаваемые тканью 116 для производства бумаги выше по потоку от первого места 434 зажима для переноса, чтобы способствовать перемещению полотна 102.
Вакуум, создаваемый вакуумным ящиком 432, предпочтительно устанавливается с возможностью достижения желаемой глубины проникновения волокна в ячейки 424 проницаемой узорчатой поверхности 422 и для обеспечения последовательной передачи бумажного полотна 102 от войлока 116 для производства бумаги к проницаемой узорчатой поверхности 422. Предпочтительно вакуум составляет от приблизительно пяти дюймов ртути до приблизительно двадцати пяти дюймов ртути.
Чтобы дополнительно облегчить отлив и перемещение, зарождающееся полотно 102 может быть перенесено с ткани 116 для производства бумаги к узорчатому цилиндру 420 посредством пикового переноса. Во время пикового переноса узорчатый цилиндр 420 перемещается с меньшей скоростью, чем ткань 116 для производства бумаги и, следовательно, бумажное полотно 102. Таким образом, полотно 102 крепируется вследствие разности скоростей, а степень крепирования часто упоминается как коэффициент крепирования. Коэффициент крепирования (выраженный в процентах) в данном варианте осуществления может быть рассчитан в соответствии с уравнением (1) следующим образом:
Коэффициент крепирования (%) = (S1/S2-1) × 100%, уравнение (1)
где S1 - скорость ткани 116 для производства бумаги, а S2 - скорость узорчатого цилиндра 420. Коэффициент крепирования часто пропорционален степени объемности листа, но обратно пропорционален пропускной способности машины 400 для производства бумаги и, таким образом, выходу готового продукта машины 400 для производства бумаги. В этом варианте осуществления скорость бумажного полотна 102 на войлоке 116 для производства бумаги предпочтительно может составлять от приблизительно одной тысячи футов в минуту до приблизительно шести тысяч пятисот футов в минуту. Более предпочтительна настолько высокая скорость бумажного полотна 102 на войлоке 116 для производства бумаги, насколько позволяет процесс, что, как правило, ограничено секцией 450 сушки. Для продукта с более высокой объемностью, когда могут быть предусмотрены более медленные скорости машины для производства бумаги, применяется более высокий коэффициент крепирования.
После отлива в зоне 430 отлива отлитое бумажное полотно 102 перемещается ко второму месту 440 зажима для переноса, где отлитое бумажное полотно 102 перемещается от проницаемой узорчатой поверхности 422 узорчатого цилиндра 420 к поверхности захвата. В этом варианте осуществления поверхность захвата представляет собой ткань 442 захвата, хотя можно использовать и другие подходящие поверхности захвата, включая, например, ленту или ролик. Второе место 440 зажима для переноса может быть образовано между узорчатым цилиндром 420 и опорным роликом 444, который поддерживает ткань 442 захвата.
Узорчатый цилиндр 420 также может иметь продувной ящик 446 у второго места 440 зажима для переноса, где полотно 102 перемещается от проницаемой узорчатой поверхности 422 к ткани 442 захвата. Можно использовать любую подходящую конструкцию продувного ящика 446, включая продувной ящик, показанный и описанный для применения в формующем вале в принадлежащих одному и тому же правообладателю опубликованных международных заявках № WO 2017/139123, № WO 2017/139124 и № WO 2017/139125 (описания которых полностью включены в настоящий документ путем ссылки). Положительное давление воздуха может подаваться из продувного ящика 446 по каналам 428 и через проницаемую узорчатую поверхность 422 узорчатого цилиндра 420. Положительное давление воздуха облегчает перемещение отлитого полотна 102 во второе место 440 зажима для переноса за счет отталкивания полотна 102 от проницаемой узорчатой поверхности 422 к ткани 442 захвата. Давление в продувном ящике 446 устанавливается на уровне, достаточном для обеспечения последовательной передачи отлитого полотна 102 на ткань 442 захвата и достаточно низком, чтобы избежать образования дефектов в полотне 102 из-за попадания воздуха из продувного ящика 446. Перепад давления по полотну 102 должен быть достаточным, чтобы вызвать его отлипание от проницаемой узорчатой поверхности 422. Продувной ящик 446 может предпочтительно проходить и выдувать воздух за пределы второго места 440 зажима для переноса, способствуя удержанию отлитого полотна 102 на ткани 442 захвата, вместо того чтобы следовать за проницаемой узорчатой поверхностью 422 узорчатого цилиндра 420.
В варианте осуществления, показанном на Фиг.4A, опорный ролик 444 ткани захвата представляет собой вакуумный ролик захвата. Вакуумный ролик 444 захвата включает в себя вакуумный ящик 448 для создания вакуума на втором месте 440 зажима для переноса. Вакуум, созданный вакуумным роликом 444 захвата, дополнительно способствует перемещению отлитого полотна 102 от проницаемой узорчатой поверхности 422 к ткани 442 захвата. Как и в случае с продувным ящиком 446, вакуумный ящик 448 вакуумного ролика 444 захвата может предпочтительно проходить и вытягивать вакуум за пределы второго места 440 зажима для переноса, чтобы способствовать удержанию отлитого полотна 102 на ткани 442 захвата вместо того, чтобы следовать за проницаемой узорчатой поверхностью 422 узорчатого цилиндра 420.
Разность скоростей между узорчатым цилиндром 420 и тканью 442 захвата также может быть использована для облегчения перемещения отлитого полотна 102 от узорчатого цилиндра 420 к ткани 442 захвата. При использовании разности скоростей коэффициент крепирования (выраженный в процентах) рассчитывается с помощью уравнения (2), которое аналогично уравнению (1), следующим образом:
Коэффициент крепирования (%) = (S2/S3-1) × 100%, уравнение (2)
где S2 - скорость узорчатого цилиндра 420, а S3 - скорость ткани 442 захвата. Предпочтительно полотно 102 крепируется с коэффициентом от приблизительно двадцати процентов до приблизительно двухсот процентов, а более предпочтительно от приблизительно шестидесяти процентов до приблизительно ста пятнадцати процентов. Когда пиковый перенос используется как в зоне 430 отлива, так и во втором месте 440 зажима для переноса, общий коэффициент крепирования может быть рассчитан путем сложения коэффициентов крепирования в каждом месте зажима и контролироваться для достижения описанных выше предпочтительных коэффициентов крепирования.
После отлива отлитое полотно 102 переносится тканью 442 захвата в секцию 450 сушки, где полотно 102 дополнительно высушивается до консистенции приблизительно девяноста пяти процентов твердых частиц. Секция 450 сушки может в основном содержать секцию 140 янки-сушилки. Как описано выше, секция 140 янки-сушилки включает в себя, например, заполненный паром барабан 142 («янки-барабан»), который используется для высушивания полотна 102. Кроме того, горячий воздух из мокрого концевого колпака 144 и сухого концевого колпака 146 направляется на полотно 102, чтобы дополнительно высушить полотно 102, когда полотно 102 транспортируется на янки-барабане 142.
Полотно 102 накладывается на поверхность янки-барабана 142 в месте 452 зажима. На поверхность янки-барабана 142 может быть нанесено крепирующий адгезив, способствующий прикреплению полотна 102 к янки-барабану 142. По мере вращения янки-барабана 142 полотно 102 может быть удалено с янки-барабана 142 шаберным ножом 152, после чего оно наматывается на катушку (не показана) для формирования родительского рулона. Катушка в стационарном режиме может работать медленнее янки-барабана 142, чтобы придать дополнительный креп полотну 102.
При использовании проницаемой узорчатой поверхности 422 узорчатого цилиндра 420 может потребоваться очистка. Волокна для производства бумаги и другие вещества могут удерживаться на узорчатой поверхности 422 и, в частности, на ячейках 424 и каналах 428. В любой момент во время работы только часть узорчатой поверхности 422 контактирует и формует бумажное полотно 102. В расположении роликов, показанных на Фиг.4A, приблизительно половина окружности узорчатого цилиндра 420 контактирует с бумажным полотном 102, а другая половина - нет. Часть узорчатой поверхности 422, не контактирующая с бумажным полотном 102, упоминается в настоящем документе как «свободная поверхность» узорчатой поверхности 422. Секция 460 очистки может быть сконструирована внутри узорчатого цилиндра 420 в секции узорчатого цилиндра 420 со свободной поверхностью. Преимущество проницаемой узорчатой поверхности 422 состоит в том, что устройства очистки могут быть размещены внутри формующего вала для очистки узорчатой поверхности 422 и, в частности, ячеек 424 и каналов 428 путем направления чистящего раствора или чистящего средства наружу. Одним подходящим устройством очистки может быть душ 462, расположенный в узорчатом цилиндре 420. Душ 462 может распылять воду и/или чистящий раствор (в качестве очищающей среды) наружу через каналы 428 и проницаемую узорчатую поверхность 422 для очистки. Другие подходящие устройства очистки могут включать в себя, например, продувной ящик (не показан) или воздушный шабер (не показан), которые выталкивают сжатый воздух (в качестве очищающей среды) через каналы 428 и проницаемую узорчатую поверхность 422.
Второй вариант осуществления машины для производства бумаги
На Фиг.5 представлен второй предпочтительный вариант осуществления настоящего изобретения. Было обнаружено, что чем ниже консистенция влажного зарождающегося полотна 102 при его отливе на формующем вале, тем больше эффект формования отражается на желательных свойствах листа, таких как объемность и впитывающая способность. Таким образом, в целом выгодно минимально обезвоживать зарождающееся полотно 102, чтобы увеличивать объемность листа и впитывающую способность, а в некоторых случаях обезвоживание, которое происходит во время формования, может оказаться достаточным для отлива. Когда полотно 102 минимально обезвожено, влажное зарождающееся полотно 102 предпочтительно имеет консистенцию от приблизительно двадцати процентов твердых частиц до приблизительно тридцати пяти процентов твердых частиц, более предпочтительно от приблизительно двадцати процентов твердых частиц до приблизительно тридцати процентов твердых частиц. При такой низкой консистенции большая часть обезвоживания/сушки будет происходить после отлива. Чтобы сохранить как можно большую часть структуры, придаваемой полотну 102 во время отлива, можно использовать неуплотняющий процесс сушки. Одним из подходящих неуплотняющих процессов сушки является использование TAD. Таким образом, среди различных вариантов осуществления влажное зарождающееся полотно 102 может быть отлито в диапазоне консистенций, составляющих от приблизительно двадцати процентов твердых частиц до приблизительно семидесяти процентов твердых частиц.
На Фиг.5 представлен пример машины 500 для производства бумаги по второму варианту осуществления с использованием секции 530 сушки TAD вместе с узорчатым цилиндром 420, рассмотренным выше со ссылкой на Фиг.4A. Хотя для формования и обезвоживания полотна 102 можно использовать любую подходящую формующую секцию 510, в этом варианте осуществления формующая секция 510 представляет собой двухсеточную формующую секцию, аналогичную рассмотренной выше в отношении Фиг.2. Далее полотно 102 переносится со второй формующей ткани 206 на ткань 512 переноса в месте 514 зажима для переноса, где башмак 516 прижимает ткань 512 переноса ко второй формующей ткани 206. Башмак 516 может представлять собой вакуумный башмак, который создает вакуум для содействия переносу полотна 102 на ткань 512 переноса.
Затем полотно 102 переносится с помощью ткани 512 переноса в зону 430 отлива, где полотно 102 отливается и переносится с ткани переноса на проницаемую узорчатую поверхность 422 узорчатого цилиндра 420, как описано выше со ссылкой на Фиг.4A. После отлива отлитое полотно 102 далее перемещается с узорчатого цилиндра 420 в секцию 530 сушки во втором месте 440 зажима для переноса. В данном варианте осуществления поверхность захвата представляет собой ткань 216 сквозной воздушной сушки. Как и в машине 200 для производства бумаги, рассмотренной выше со ссылкой на Фиг.2, может быть применен вакуум, чтобы способствовать переносу полотна 102 с узорчатого цилиндра 420 на ткань 216 сквозной воздушной сушки с использованием вакуумного башмака 522 во втором месте 440 зажима для переноса.
Далее ткань 216, несущая бумажное полотно 102, проходит через сушилки 222, 224 сквозным воздухом, где горячий воздух пропускается через полотно 102 для увеличения консистенции бумажного полотна 102 до приблизительно восьмидесяти процентов твердых частиц. Затем полотно 102 переносится в секцию 140 янки-сушилки, где полотно 102 дополнительно высушивается и после удаления из секции 140 янки-сушилки с помощью шаберного ножа 152 захватывается катушкой (не показана) для формирования родительского рулона (не показан).
В альтернативном варианте осуществления зарождающееся полотно 102 может быть минимально обезвожено в отдельной зоне 212 обезвоживания. В данном варианте осуществления зона 212 обезвоживания представляет собой зону вакуумного обезвоживания, в которой отсасывающие ящики 214 удаляют влагу из полотна 102 для достижения желаемой консистенции, составляющей приблизительно двадцать процентов твердых частиц и приблизительно тридцать пять процентов твердых частиц до того, как лист достигнет зоны 430 отлива. Горячий воздух может также использоваться в зоне 212 обезвоживания для улучшения обезвоживания.
Третий вариант осуществления машины для производства бумаги
На Фиг.6 представлен пример машины 600 для производства бумаги по третьему предпочтительному варианту осуществления настоящего изобретения. В данном случае место 610 зажима для отлива образовано между узорчатым цилиндром 420 и янки-барабаном 142, а влажное зарождающееся полотно 102 отливается с помощью узорчатого цилиндра 420, чтобы сформировать отлитое полотно 102 в месте 610 зажима для отлива. В этом варианте осуществления зарождающееся полотно 102 формируется аналогично CWP-машине 100 для производства бумаги, описанной выше со ссылкой на Фиг.1 (дополнительные особенности секции 140 янки-сушилки также описаны в первом варианте осуществления со ссылкой на Фиг.4 и секцию 450 сушки). Однако в этом варианте осуществления место 130 прессового зажима и секция 140 янки-сушилки используются для обезвоживания полотна 102 с образованием влажного зарождающегося полотна 102. Предпочтительно влажное зарождающееся полотно 102 будет иметь консистенцию от приблизительно тридцати процентов твердых частиц до приблизительно шестидесяти процентов твердых частиц и более предпочтительно от приблизительно сорока процентов твердых частиц до приблизительно пятидесяти пяти процентов твердых частиц при попадании в место 610 зажима для отлива.
Влажное зарождающееся полотно 102 переносится с янки-барабана 142 на узорчатый цилиндр 420 в месте 610 зажима для отлива. Чтобы дополнительно облегчить отлив и перемещение, влажное зарождающееся полотно 102 может быть перенесено с янки-барабана 142 к узорчатому цилиндру 420 посредством пикового переноса. При использовании разности скоростей коэффициент крепирования (выраженный в процентах) рассчитывается с помощью уравнения (3), которое аналогично уравнениям (1) и (2), следующим образом:
Коэффициент крепирования (%) = (S4/S5-1) × 100%, уравнение (3)
где S4 - скорость янки-барабана 142, а S5 - скорость узорчатого цилиндра 420. Предпочтительно влажное зарождающееся полотно 102 крепируется с коэффициентом от приблизительно двадцати процентов до приблизительно двухсот процентов, а более предпочтительно от приблизительно шестидесяти процентов до приблизительно ста пятнадцати процентов.
Узорчатая поверхность 422 узорчатого цилиндра 420 может быть проницаемой, чтобы обеспечить создание вакуумным ящиком 432 вакуума в месте 610 зажима для отлива для облегчения переноса и отлива полотна 102, как и в предыдущих вариантах осуществления. При использовании проницаемой узорчатой поверхности 422 также могут использоваться другие элементы, такие как продувной ящик 446 и секция 460 очистки.
После отлива отлитое полотно 102 далее перемещается с узорчатого цилиндра 420 в секцию 620 сушки для формирования сухого полотна 102. В данном варианте осуществления для предотвращения изменения нанесенного на отлитое полотно 102 узора используется процесс неуплотняющей сушки, такой как TAD в секции 530 сушки, как показано и описано выше во втором варианте осуществления со ссылкой на Фиг.5. Отлитое полотно 102 может быть перенесено на ткань 216 TAD во втором месте 440 зажима для переноса, описанном выше во втором варианте осуществления со ссылкой на Фиг.5. После высушивания с помощью сушилок 222, 224 сквозным воздухом высушенное полотно 102 удаляется с ткани 216 TAD, после чего оно наматывается на катушку (не показана) для формирования родительского рулона 190.
Другие варианты осуществления
В описанных выше вариантах осуществления для отливки и нанесения узора на зарождающееся (влажное зарождающееся) полотно 102 может использоваться множество узорчатых цилиндров 420. Например, первый фоновый узор может быть обеспечен первым узорчатым цилиндром 420, а затем второй, сигнатурный узор, может быть наложен поверх фонового узора вторым узорчатым цилиндром 420. Когда в описанных выше вариантах осуществления используются два узорчатых цилиндра 420, оба узорчатых цилиндра 420 могут быть расположены выше по потоку от секции сушки (450, 530, 620, соответственно) и обрабатывать полотно 102 без промежуточной сушки между двумя узорчатыми цилиндрами 420, в результате, оба узора наносятся на полотно 102 с одинаковым постоянством.
Другим вариантом с использованием двух узорчатых цилиндров 420 может быть комбинация первого варианта осуществления и третьего варианта осуществления. Первый узорчатый цилиндр 420 может располагаться и применяться так, как описано в первом варианте осуществления со ссылкой на Фиг.4. Янки-барабан 142 и второй узорчатый цилиндр 420 могут работать так, как описано в третьем варианте осуществления со ссылкой на Фиг.6. Отлитое полотно 102 затем может высушиваться с образованием высушенного полотна 102, как описано в третьем варианте осуществления со ссылкой на Фиг.6. Предпочтительно, чтобы машина для производства бумаги, использующая этот вариант, была выполнена таким образом, чтобы как первый, так и второй узоры располагались на одной и той же поверхности бумажного полотна 102.
Хотя настоящее изобретение описано в некоторых конкретных примерах осуществления, в свете настоящего описания специалистам в данной области будут очевидны многие дополнительные модификации и вариации. Следовательно, следует понимать, что настоящее изобретение может быть реализовано иным образом, чем описано выше. Таким образом, примеры осуществления изобретения следует рассматривать во всех отношениях как иллюстрирующие, а не ограничивающие, и объем настоящего изобретения должен определяться любыми пунктами формулы изобретения, поддерживаемыми настоящей заявкой, а также их эквивалентами, а не приведенным выше описанием.
Промышленная применимость
Настоящее изобретение может использоваться для производства желаемых бумажных продуктов, таких как бумажные полотенца и туалетная бумага. Таким образом, настоящее изобретение применимо к отрасли бумажных продуктов.
Реферат
Изобретение относится к процессам производства бумаги. Способ производства волокнистого листа включает приведение проницаемой узорчатой поверхности узорчатого цилиндра в контакт с зарождающимся полотном и транспортировку зарождающегося полотна между поверхностью переноса и проницаемой узорчатой поверхностью по длине дуги проницаемой узорчатой поверхности. Длина дуги образует по меньшей мере часть зоны отлива. Способ также включает создание вакуума на по меньшей мере части длины дуги. Способ дополнительно включает перенос зарождающегося полотна с поверхности переноса на проницаемую узорчатую поверхность узорчатого цилиндра в зоне отлива. Вакуум создают во время переноса зарождающегося полотна с поверхности переноса на проницаемую узорчатую поверхность узорчатого цилиндра. Обеспечивается увеличение объемности и мягкости бумажного полотна без использования крепирующей ленты. 4 н. и 70 з.п. ф-лы, 9 ил.
Комментарии