Конструкция сварного соединения для автоматической сварки трубчатых детекторов - RU2709124C2
Код документа: RU2709124C2
Чертежи




Описание
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
ОБЛАСТЬ ТЕХНИКИ
[0001] Данное изобретение относится в целом к трубчатой конструкции, такой как газонаполненный детектор, которая требует наличия непроницаемого соединения, и, в частности, к сварочной операции и соответствующей конструкции для создания детектора.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
[0002] Детекторы излучений и ионов/частиц (например нейтронов, гамма-лучей и т.п.) содержат анод, проходящий в осевом направлении и окруженный наружным катодным корпусом. Для некоторых детекторов, например предназначенных для обнаружения нейтронов, внутри наружного катодного корпуса находятся один или более газов. В детекторе нейтронов ионы/частицы, образованные в результате нейтронных реакций внутри наружного катодного корпуса, сталкиваются с газом (газами) с образованием свободных электронов. Эти свободные электроны притягиваются к аноду, вследствие чего они генерируют сигнал, отсчитывающий нейтрон.
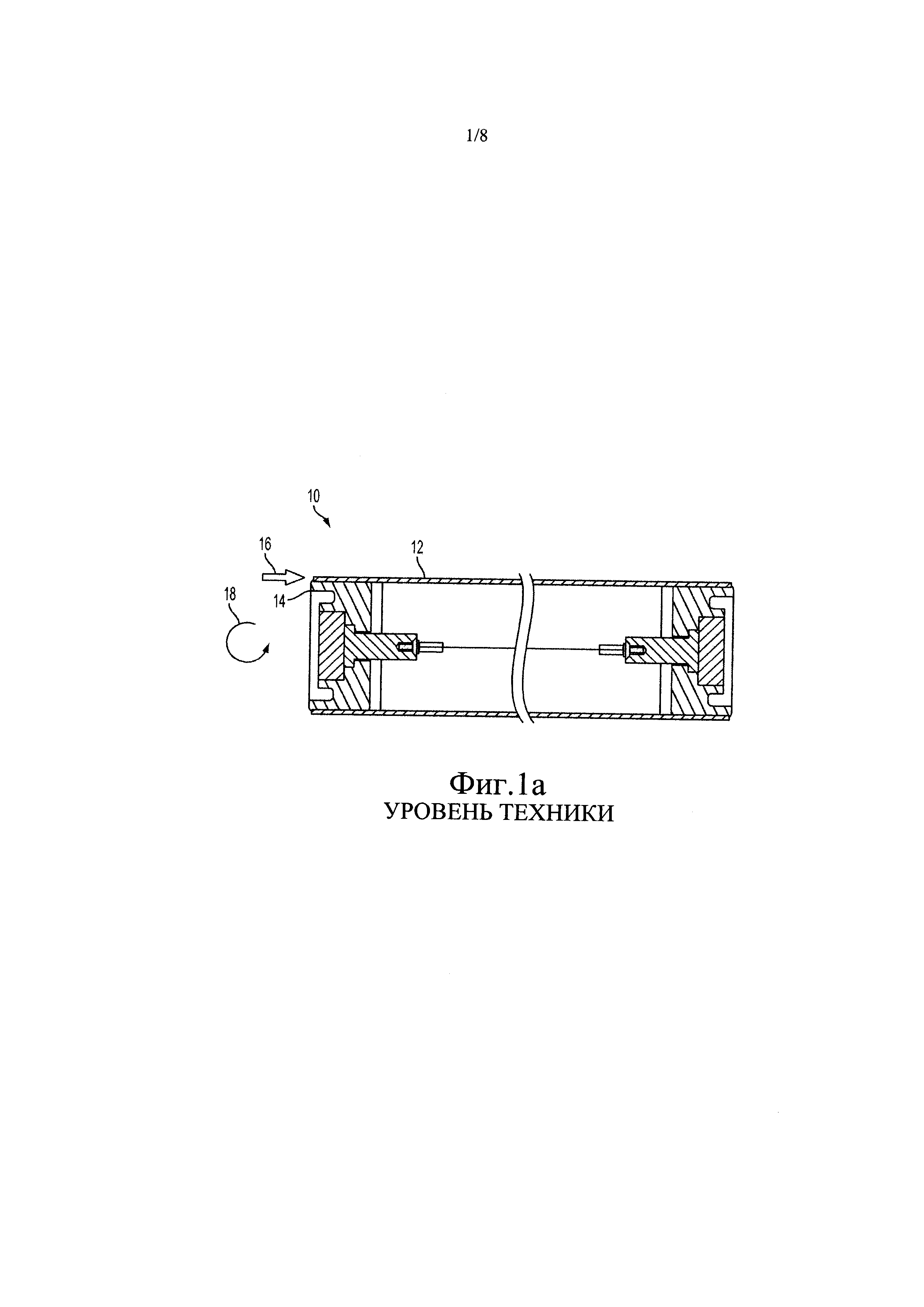
[0003] Как должно быть понятно, существует необходимость в удерживании газа (газов) внутри наружного катодного корпуса (например, для предотвращения выход газа (газов)) и предотвращении поступления воздуха, влаги, загрязнений и т.д. Известно сваривание некоторых частей детектора с образованием, таким образом, непроницаемого соединения. Пример известного детектора 10 нейтронов изображен на фиг. 1а. Детектор 10 содержит цилиндрический наружный корпус-катод 12 и торцевую крышку 14. Сварочный источник 16 прикладывают в продольном направлении параллельно продольной оси детектора 10 (то есть параллельно продольному размеру наружного корпуса 12). Источник 16 сваривает и соединяет непроницаемым образом корпус 12 с крышкой 14 при перемещении/повороте источника 16 и/или детектора 10 по существу на 360° в направлении поворота/вращения. Поворот/вращение схематично показан на фиг. 1а изогнутой стрелкой 18. Источник 16 имеет недостаток, заключающийся в ручном управлении и, возможно, ручном перемещении, что является относительно медленным и неэффективным процессом.
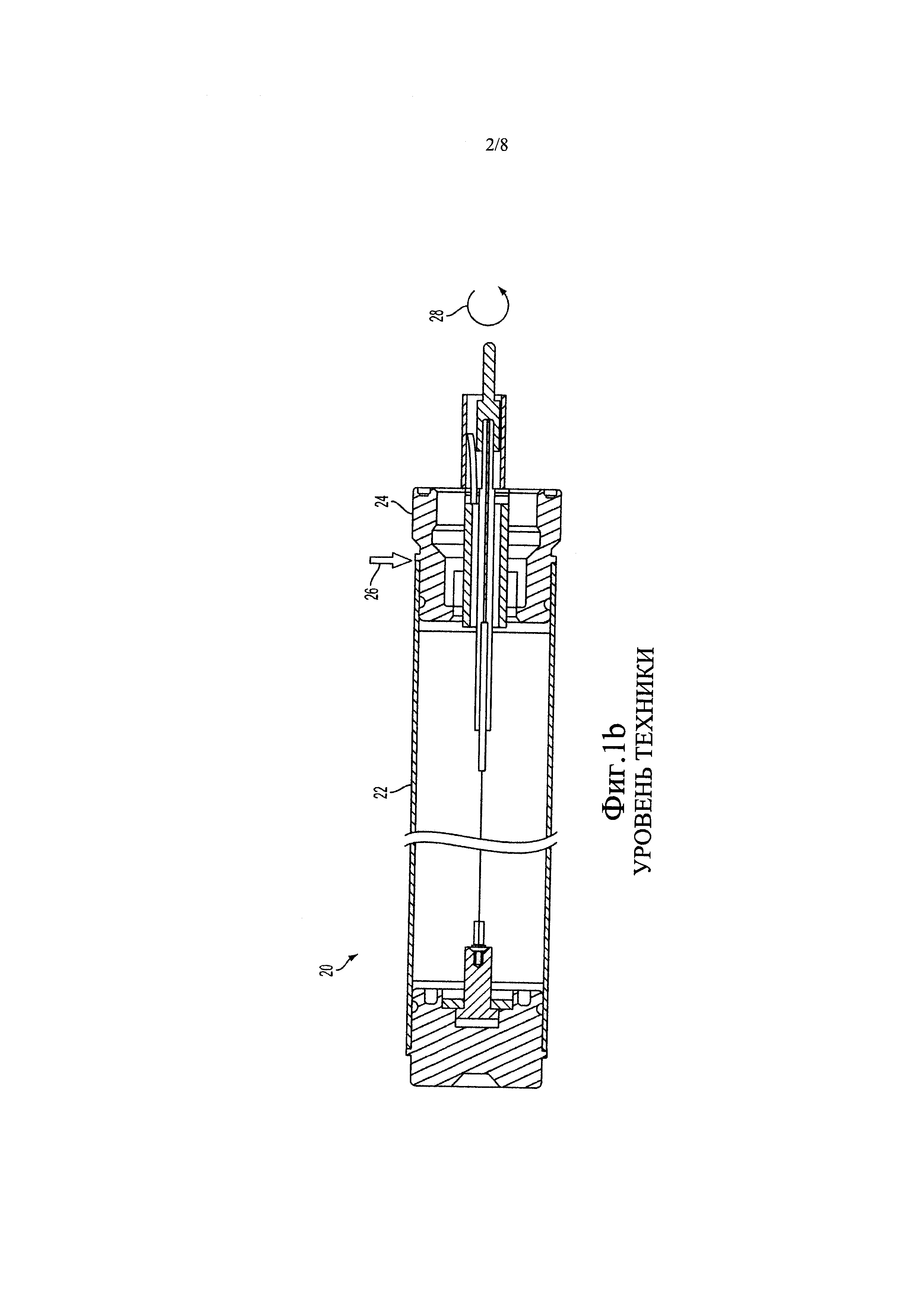
[0004] На фиг. 1b изображен второй пример известного детектора 20 нейтронов. Детектор 20 также содержит наружный корпус 22 и торцевую крышку 24. В данном известном примере сварочный источник 26 был приложен в радиально-наружном направлении по отношению к детектору 20. Источник 26 приваривает и присоединяет непроницаемым образом корпус 22 к крышке 24 при повороте источника 26 или детектора 20 по существу на 360° в направлении вращения (см. изогнутую стрелку 28, иллюстрирующую вращение). В то время как источник 26 в данном примере представляет собой часть автоматизированного процесса, корпус 22 и крышка 24 выполнены из разных материалов и имеют разные размеры (например радиальную толщину), и, следовательно, им соответствуют различные температуры нагрева/условия, необходимые для достижения плавления при сваривании. Кроме того, если корпус 22 и крышка 24 выполнены из алюминиевого материала, на поверхности корпуса 22 и крышки 24 часто образуется слой окиси алюминия. Для сваривания слоя окиси алюминия требуется температура нагрева, отличающаяся от такой температуры для основного алюминиевого материала корпуса 22 и крышки 24. По этим причинам и из-за относительной тонкости наружного корпуса 22 между корпусом 22 и крышкой 24 могут возникать нежелательные сварные швы с возможным наличием нерасплавленных частей, обычно называемыми трещинами. Соответственно, существует необходимость в обеспечении автоматического сваривания трубчатых элементов, таких как детекторы нейтронов, с усовершенствованным сварным швом, образованным между наружным корпусом и торцевой крышкой, что обеспечит преимущества.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0005] Ниже приведено упрощенное краткое описание изобретения для обеспечения базового понимания некоторых иллюстративных аспектов изобретения. Данное краткое описание не является обширным обзором изобретения. Кроме того, данное краткое описание не должно считаться определяющим критические элементы изобретения или ограничивающим его объем. Единственное назначение краткого описания заключается в представлении некоторых принципов изобретения в упрощенной форме в качестве вступления к более подробному описанию, приведенному ниже.
[0006] В соответствии с одним аспектом в данном изобретении предложен детектор, содержащий наружный корпус, имеющий профиль, в котором свариваемая часть проходит в виде кольцевого фланца в наружном направлении относительно центральной оси наружного корпуса. Детектор содержит торцевую крышку, расположенную смежно со свариваемой частью наружного корпуса. Торцевая крышка и свариваемая часть наружного корпуса выполнены с возможностью их сваривания друг с другом с образованием непроницаемого соединения.
[0007] В соответствии с другим аспектом в данном изобретении предложен детектор, который содержит наружный корпус, действующий в качестве катода и проходящий вдоль оси. Наружный корпус имеет профиль, в котором свариваемая часть проходит в виде кольцевого фланца в радиально-наружном направлении относительно указанной оси. Детектор содержит анод, проходящий вдоль оси внутри наружного корпуса. Детектор содержит торцевую крышку, поддерживающую анод и проходящую внутри конца наружного корпуса. Профиль торцевой крышки соответствует профилю наружного корпуса. Торцевая крышка имеет свариваемый кольцевой буртик, который проходит в радиально-наружном направлении относительно оси. Свариваемый буртик и свариваемая часть наружного корпуса расположены смежно друг с другом и сварены вместе с образованием непроницаемого соединения.
[0008] В соответствии с еще одним аспектом в данном изобретении предложен способ изготовления детектора, включающий обеспечение наружного корпуса, действующей в качестве катода и проходящей вдоль оси. Способ включает обеспечение анода, проходящего вдоль указанной оси внутри наружного корпуса. Способ включает размещение торцевой крышки внутри конца наружного корпуса с обеспечением поддержания анода. Торцевая крышка имеет профиль с буртиком, проходящим в радиально-наружном направлении. Способ включает обжатие части наружного корпуса с созданием профиля корпуса, соответствующего профилю торцевой крышки. Свариваемая часть наружного корпуса проходит в радиально-наружном направлении смежно с буртиком торцевой крышки. Способ включает сваривание друг с другом свариваемой части наружного корпуса и буртика торцевой крышки в радиально-наружном направлении.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Вышеописанные и другие аспекты данного изобретения станут понятны специалистам в области техники, к которой относится изобретение, при прочтении нижеследующего описания со ссылкой на прилагаемые чертежи, на которых:
[0010] фиг. 1а изображает разрез примера детектора нейтронов, известного из уровня техники,
[0011] фиг. 1b изображает разрез второго примера детектора нейтронов, известного из уровня техники,
[0012] фиг. 2 изображает разрез примера детектора нейтронов в соответствии с аспектом данного изобретения,
[0013] фиг. 3 изображает увеличенный разрез фрагмента конца детектора нейтронов, ограниченного круглой областью 3 на фиг. 2, перед обжатием наружного корпуса на торцевой крышке,
[0014] фиг. 4 изображает увеличенный разрез, аналогичный показанному на фиг. 3, при приложении усилия к наружному корпусу,
[0015] фиг. 5 изображает увеличенный разрез, аналогичный показанному на фиг. 3 и 4, с профилем корпуса, образованным в наружном корпусе после приложения усилия,
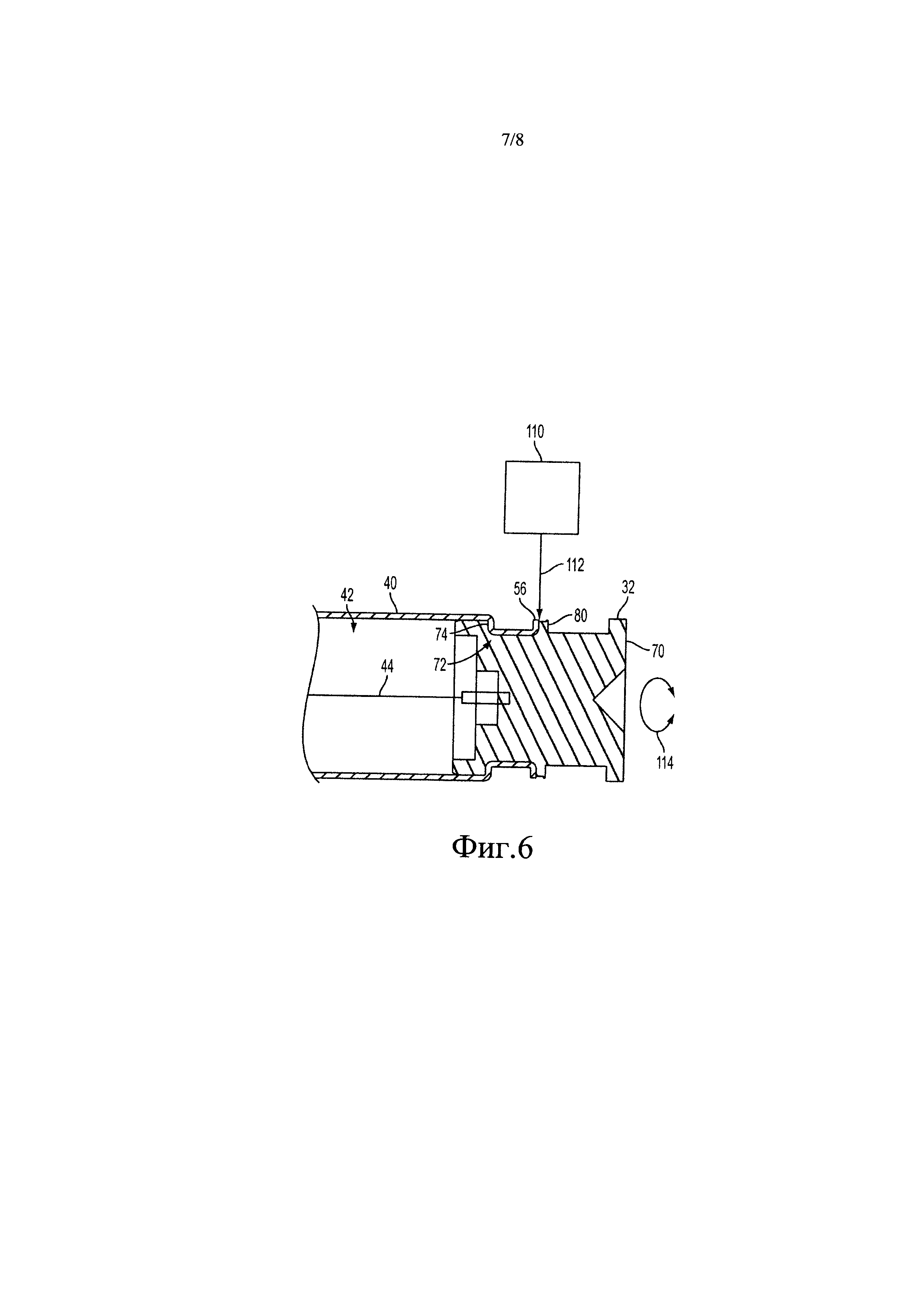
[0016] фиг. 6 изображает увеличенный разрез, аналогичный показанному на фиг. 3-5, иллюстрирующий пример операции сваривания для прикрепления наружного корпуса к торцевой крышке, и
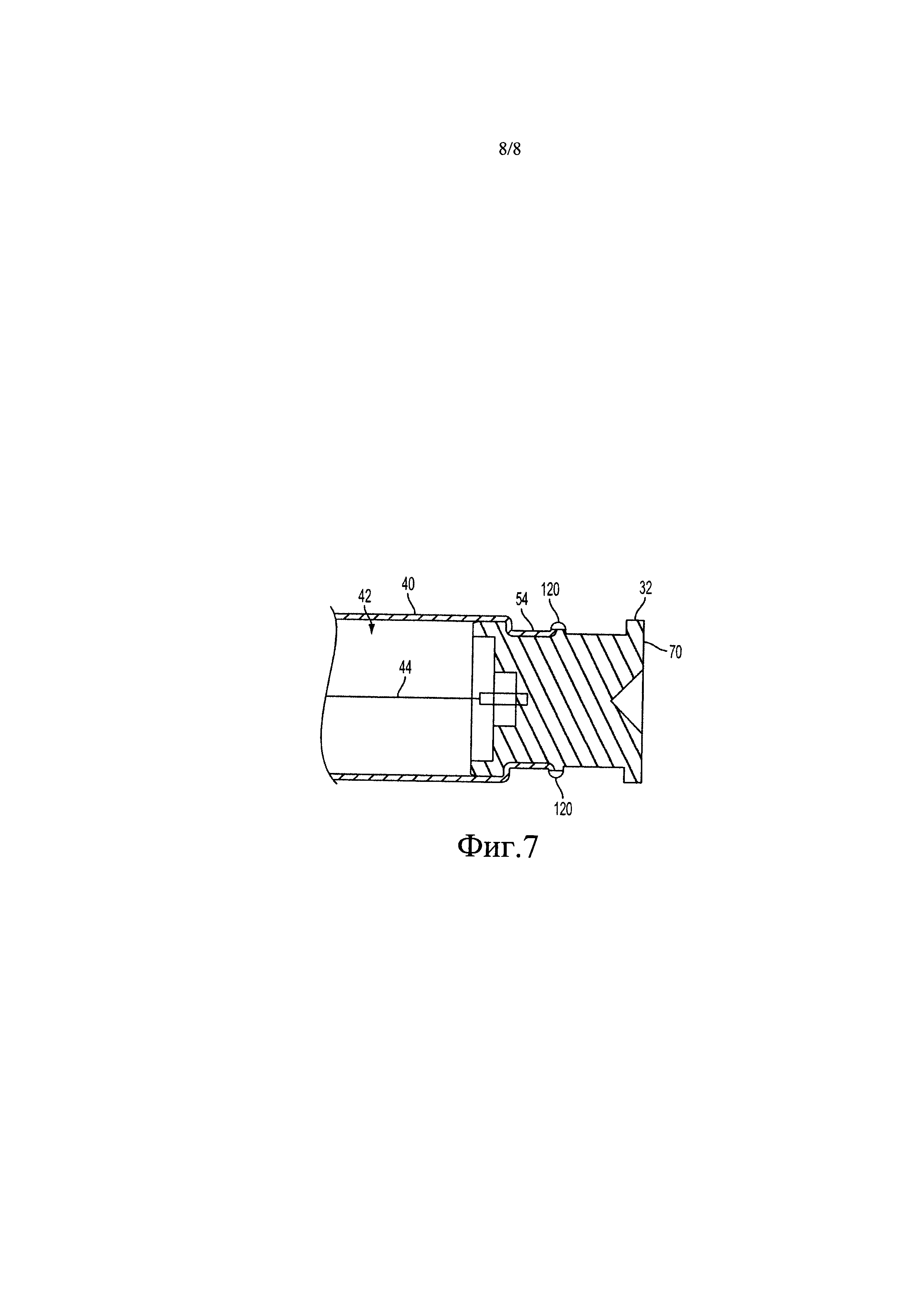
[0017] фиг. 7 изображает увеличенный разрез, аналогичный показанному на фиг. 3-6, на котором наружный корпус приварен к торцевой крышке после операции сваривания.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0018] В описании и на чертежах приведены примеры вариантов выполнения, которые охватывают один или более аспектов данного изобретения. Эти изображенные примеры не должны считаться ограничивающими данное изобретение. Например, один или более аспектов данного изобретения могут использоваться в других вариантах выполнения и даже в устройствах других типов. Кроме того, некоторые термины использованы в данном документе исключительно для удобства и не должны считаться ограничивающими данное изобретение. Кроме того, на чертежах одинаковые номера позиций использованы для обозначения одинаковых элементов.
[0019] На фиг. 2 изображен пример варианта выполнения непроницаемого трубчатого корпуса или элемента в виде детектора 30 в соответствии с по меньшей мере одним аспектом изобретения. Следует понимать, что фиг. 2 изображает лишь один пример возможной конструкции/конфигурации детектора 30 и что объем данного изобретения охватывает другие примеры. В целом, детектор 30 используется для измерения излучения или контроля/обнаружения нейтронов в окружающей среде. Например, детектор 30 может использоваться в областях обеспечения радиационной безопасности, контроля радиации отработанного ядерного топлива, национальной безопасности и т.д. Разумеется, детектор 30 не ограничен этими областями применения и может использоваться в других областях, которые предусматривают контроль/обнаружение нейтронов. Данное изобретение также может использоваться в других детекторах, имеющих аналогичную конструкцию, и, следовательно, не ограничено детектором нейтронов.
[0020] Если вернуться к общему рассмотрению детектора 30 и его работы, детектор 30 проходит в продольном направлении между первым концом 32 и противолежащим вторым концом 34. Детектор 30 в данном примере проходит вдоль по существу линейной оси 36, тогда как в других примерах детектор 30 может иметь колена, изгибы, складки и т.п. Аналогичным образом, детектор 30 не ограничен изображенными размерами и в других примерах может быть длиннее/короче или больше/меньше показанного. Также детектор 30 может быть расположен в кожухе или в другой аналогичной конструкции.
[0021] Детектор 30 содержит наружный корпус 40. Корпус 40 обычно имеет по существу круговое поперечное сечение, проходящее между первым концом 32 и вторым концом 34 детектора 30. В других примерах корпус 40 не ограничен круговой формой поперечного сечения и вместо этого может иметь сечение эллиптической, четырехугольной (например квадратной, прямоугольной и т.п.), округлой формы. Корпус 40 содержит любое количество материалов, в том числе металлов (например алюминия, нержавеющей стали и т.д.). В одном примере корпус 40 действует в качестве катода.
[0022] Наружный корпус 40 ограничивает по существу пустой внутренний объем 42. Внутренний объем 42 является непроницаемым и заполнен газом или смесью газов. Объем 42 может быть заполнен любым количеством способов. В одном возможном примере может иметься наполнительная трубка, которая проходит через часть детектора 30. В таком примере наполнительная трубка является в целом пустотелой и может направлять/перемещать газ (или смесь газов) от местоположения снаружи детектора 30 к внутреннему объему 42. Хотя это не показано в приведенном примере, наполнительная трубка может быть выполнена в любом количестве местоположений внутри детектора 30, например проходить через торцевую крышку и т.п. Через внутренний объем 42 проходит анод 44. В изображенном примере анод 44 содержит проволоку, или по меньшей мере аналогичен проволоке по своим размерам. Однако анод 44 не ограничен размером и формой изображенного примера и может иметь более или меньшее поперечное сечение. Анод 44 проходит в целом вдоль оси 36 корпуса 40, хотя в других примерах анод 44 может быть смещен от центральной оси. Анод 44 может быть выполнен из различных металлов, в том числе нержавеющей стали, алюминия и т.д.
[0023] При работе детектор 30 определяет наличие/количество нейтронов. В частности, корпус 40, действующий в качестве катода, поддерживается под первым напряжением, в то время как анод 44 поддерживается под вторым напряжением. Когда ионы или частицы, образовавшиеся в результате нейтронных реакций, проходят через внутренний объем 42, при столкновениях с газом (газами) образуются свободные электроны. Эти свободные электроны притягиваются к корпусу 40 и/или аноду 44. Вследствие разности напряжений между корпусом 40 и анодом 44 притянутые электроны создают ток, указывающий на наличие нейтронов внутри детектора 30 или пропорциональный их количеству.
[0024] Для ограничения протечки газа (газов) из объема 42 корпус 40 приварен и, следовательно, сделан непроницаемым. В частности, для содействия образованию сварного шва/непроницаемого соединения корпус 40 имеет профиль 50 на каждом противолежащем конце. Следует понимать, что нижеследующее описание профиля 50 профиля ограничено профилем 50, расположенным вблизи первого конца 32 (или правого конца, как показано на фиг. 2) детектора 30. Однако профиль 50, расположенный вблизи второго конца 34 (или левого конца, как показано на фиг. 2) детектора 30, в целом аналогичен по размеру, конструкции и форме первому концу 32 и является его зеркальным отображением. По существу, нижеследующее описание профиля 50 на первом конце 32 в целом применимо к профилю 50 на втором конце 34 детектора 30.
[0025] Профиль 50 содержит выступ 52 корпуса и углубление 54. Выступ 52 расположен смежно с углублением 54 и задает больший размер поперечного сечения (например диаметр), чем смежное углубление 54. В данном примере выступ 52 расположен ближе в направлении продольного центра корпуса 40, чем углубление 54, которое расположено ближе к концу (например к первому концу 32) корпуса 40. Следует понимать, что соответствующие размеры поперечных сечений выступа 52 и углубления 54 не ограничены примером, показанным на фиг. 2. Фактически, поперечные сечения выступа 52 и углубления 54 могут быть больше или меньше изображенных на чертеже. В одном примере продольная длина углубления 54 составляет примерно 5,842 миллиметра (~0,23 дюйма), однако возможны и другие значения.
[0026] Профиль 50 также содержит свариваемую часть 56. Часть 56 расположена смежно с углублением 54, напротив выступа 52. В данном примере часть 56 представляет собой кольцевой фланец, который проходит в радиально-наружном направлении от оси 36. По существу, конец части 56 задает больший размер поперечного сечения (например диаметр), чем смежное углубление 54. В одном примере радиальная длина 58 части 56 составляет примерно 1,5 миллиметра (~0,06 дюйма). В таком примере толщина 60 наружного корпуса 40 составляет примерно 0,9 миллиметра (~0,035 дюйма). Соответственно, в данном примере соотношение сторон, определенное как отношение радиальной длины 58 части 56 к толщине 60 корпуса 40, составляет приблизительно 1,66 (например 1,5/0,9). Однако в других примерах отношение сторон может составлять 1,0 или более.
[0027] Для содействия герметизации внутреннего объема 42 корпус 40 прикреплен к торцевой крышке 70. В изображенном примере одна торцевая крышка расположена на первом конце 32 детектора 30, тогда как другая торцевая крышка 70 расположена на втором конце 34 детектора 30. Так как крышки 70 в целом аналогичны друг другу, нижеследующее описание ограничено крышкой 70 на первом конце 32.
[0028] Торцевая крышка 70 представляет собой конструкцию пробочного типа, которая проходит в продольном направлении и может быть прикреплена к соответствующему концу (например к первому концу 32 или ко второму концу 34) корпуса 40. Наружный размер и форма поперечного сечения крышки 70 в целом соответствуют внутреннему размеру и форме поперечного сечения корпуса 40. По существу, крышка 70 проходит в радиальном направлении внутри корпуса 40 так, что крышка 70 ограничивает прохождение газа (газов), воздуха, влаги, отходов или других ненадлежащих объектов внутрь объема 42 и из него. В данном примере крышка 70 имеет в целом круговое поперечное сечение, соответствующее круговому поперечному сечению корпуса 40, однако возможны и другие формы (например прямоугольные, овальные и т.п.). Торцевая крышка 70 содержит любое количество материалов, в том числе металлы (например алюминий, нержавеющую сталь и т.д.).
[0029] Крышка 70 может быть вставлена по меньшей мере частично во внутренний объем 42 корпуса 40. Как показано на чертеже, крышка 70 может служить опорой для анода 44, например путем поддержания анода 44 и/или прикрепления к нему. Для дополнительного улучшения закупоривающих характеристик крышки 70 она прикреплена (например герметично прикреплена, приварена, адгезивно присоединена, припаяна и т.д.) к корпусу 40. Более подробно, в одном примере крышка 70 приварена к корпусу 40 с образованием непроницаемого соединения. В одном примере крышка 70 может быть приварена к корпусу 40 в целом по всей периферии крышки 70.
[0030] Для содействия свариванию крышка 70 имеет профиль 72. Профиль 72 крышки в целом соответствует профилю 50 корпуса так, что профиль 72 и профиль 50 взаимодействуют и сопрягаются друг с другом. В одном примере, как описано ниже, к корпусу 40 в направлении первого конца 32 и второго конца 34 приложены отдельные усилия для обеспечения обжатия корпуса 40 на профиле 72 крышки и формования профиля 50 корпуса с обеспечением его соответствия профилю 72 крышки.
[0031] Профиль 72 содержит выступ 74 крышки и углубление 76 крышки. Выступ 74 расположен смежно с углублением 76 и задает больший размер поперечного сечения (например диаметр), чем смежное углубление 76. В данном примере выступ 74 расположен ближе в направлении продольного центра корпуса 40, чем углубление 76. Следует понимать, что соответствующие размеры поперечных сечений выступа 74 и углубления 76 не ограничены примером, изображенным на фиг. 2. Фактически, в других примерах размеры поперечного сечения выступа 74 и углубления 76 могут быть больше или меньше изображенных на чертеже.
[0032] Профиль 72 также содержит буртик 80. Буртик 80 расположен смежно с углублением 76, напротив выступа 74. В данном примере буртик 80 проходит в радиально-наружном направлении от оси 36. По существу, буртик 80 задает больший размер поперечного сечения (например диаметр), чем смежное углубление 76. Буртик 80 показан расположенным смежно со свариваемой частью 56. Под расположением смежно с частью 56 понимается, что буртик 80 может быть или может не быть в контакте с частью 56.
[0033] На фиг. 3-7 проиллюстрированы последовательные этапы способа изготовления детектора 30, в частности прикрепление наружного корпуса 40 к торцевой крышке 70. Следует понимать, что на фиг. 3-7 изображен первый конец 32 детектора 30. Однако, как указано выше, первый конец 32 в целом аналогичен второму концу 34. По существу, нижеследующее описание формования детектора 30 на первом конце 32 в целом аналогично для второго конца 34.
[0034] В соответствии с фиг. 3, способ изготовления детектора 30 включает обеспечение наружного корпуса 40, действующего в качестве катода и проходящего вдоль оси 36. Наружный корпус 40 в исходном состоянии имеет поперечное сечение трубчатой формы. В частности, размер/форма конца корпуса 40 обычно совпадает с размером/формой средней части корпуса 40. Соответственно, изначально корпус 40 может не иметь профиля 50 на первом конце 32. Способ изготовления детектора 30 также включает обеспечение анода 44, проходящего вдоль оси 36 внутри корпуса 40.
[0035] Способ изготовления детектора 30 включает размещение торцевой крышки 70 внутри конца корпуса 40 с обеспечением поддержания анода 44. Крышка 70 содержит профиль 72, в котором буртик 80 крышки 70 проходит в радиально-наружном направлении. Крышка 70 может быть вставлена по меньшей мере частично во внутренний объем 42 корпуса 40 в продольном направлении. Как показано на чертеже, профиль 72 крышки 70 размещают с обеспечением его прохождения в объем 42 и расположения смежно с корпусом 40. В изображенном примере первый конец 32 корпуса 40 может быть расположен смежно и в контакте с буртиком 80 профиля 72. В изображенном примере крышка 70 может быть вставлена на некоторое расстояние в корпус 40 так, что конец наружного корпуса находится вблизи буртика 80 крышки 70 (например совмещен с ним в радиальном направлении).
[0036] В соответствии с фиг.4 способ изготовления детектора 30 включает обжатие части корпуса 40 с образованием профиля 50 корпуса, который соответствует профилю 72 крышки 70. Свариваемая часть 56 корпуса 40 проходит в радиально-наружном направлении смежно с буртиком 80 крышки 70. В изображенном примере к корпусу 40 может быть приложено усилие 100 для формирования профиля 50. В данном примере усилие 100, приложенное к корпусу 40, показано обобщенно/схематически в иллюстративных целях (например с помощью стрелки). Фактически, следует понимать, что усилие 100 представляет любое количество способов обжатия корпуса 40, в том числе применение обжимающих инструментов, вращающихся формующих инструментов, ручных или автоматических устройств для приложения усилия, штампование и т.д. Усилие 100 может быть приложено в радиально-наружном направлении по существу на 360° окружности корпуса 40.
[0037] Усилие 100 может быть приложено на расстоянии от конца корпуса 40. В данном примере место приложения усилия 100 совмещено в продольном направлении с углублением 76. Усилие 100 может быть приложено в направлении продольного центра углубления 76 или, в других примерах, ближе по направлению к выступу 74 или буртику 80. Путем приложения усилия 100 в местоположении углубления 76 корпус 40 обжимают с формированием профиля 50. Кроме того, усилие 100 может быть достаточным для возникновения изгибания, пластической деформации, изменения формы и т.п. корпуса 40.
[0038] На фиг. 5 изображен первый конец 32 детектора 30 после приложения усилия 100 к корпусу 40. В данном примере профиль 50 был образован после приложения усилия 100 и в целом соответствует форме профиля 72 крышки. В частности, под действием усилия 100 корпус 40 проходит в углубление 76 крышки и образует углубление 54. Кроме того, выступ 52 взаимодействует и входит в контакт с выступом 74. Далее, свариваемую часть 56 изгибают с обеспечением ее прохождения в радиально-наружном направлении. В частности, часть 56 проходит в целом перпендикулярно оси 36 в радиально-наружном направлении. Соответственно, часть 56 и буртик 80 проходят параллельно и вблизи друг друга. Вследствие того, что профиль 50 корпуса в целом соответствует профилю 72 крышки и вставлен в него, перемещение крышки 70 в продольном направлении относительно корпуса 40 ограничено.
[0039] В соответствии с фиг. 6 способ изготовления детектора 30 включает сваривание части 56 корпуса 40 и выступа 80 крышки 70 друг с другом в радиально-наружном направлении. На фиг. 6 проиллюстрирован пример операции сваривания, при которой корпус 40 приваривают к крышке 70 с образованием непроницаемого соединения. В частности, для сваривания части 56 с буртиком 80 используют сварочное устройство 110. Следует понимать, что устройство 110 изображено обобщенно/схематически для простоты иллюстрации, так как устройство 110 содержит любое количество устройств, способных соединять материалы друг с другом. Сварочное устройство 110 содержит, например, аппараты для дуговой сварки, аппараты для газовой сварки, сварочные горелки, автоматические сварочные аппараты, ручные сварочные аппараты и т.п. В одном примере устройство 110 содержит автоматический сварочный аппарат, в котором используются механизированные программируемые сварочные инструменты. В таком примере часть устройства 110 может управлять детектором 30 или удерживать его с обеспечением перемещения/поворота детектора 30.
[0040] В целом, устройство 110 создает сварочный источник 112 для присоединения корпуса 40 к крышке 70 и создания непроницаемого соединения. В зависимости от типа используемого сварочного устройства 110 источник 112 содержит дугу, сварочную горелку, кислородное топливо и т.п. Источник 112 может обладать значительной мощностью для обеспечения плавления и соединения части 56 и буртика 80.
[0041] Источник 112 прикладывают в местоположении части 56 и буртика 80. В частности, источник 112 прикладывают в радиально-наружном направлении и направляют на часть 56 и буртик 80. Благодаря приложению источника 112 в этом направлении часть 56 и буртик 80 по меньшей мере частично нагреваются и устраняются с обеспечением их плавления и соединения друг с другом. Как описано выше, радиальная длина 58 свариваемой части 56 в одном примере составляет примерно 1,5 миллиметра. В этом примере буртик 80 может иметь такую же длину. По существу, при приложении источника 112 в радиально-наружном направлении часть 56 и буртик 80 устраняются вдоль радиальной длины 58 части 56. Это обеспечивает возможность получения относительно большей глубины сварного шва с уменьшением, таким образом, неравномерностей и непровареных частей в образованном сварном шве.
[0042] Для получения окружного сварного шва, проходящего вокруг детектора 30, детектор 30 может поворачиваться. В данном примере поворот детектора 30 обобщенно проиллюстрирован в виде направления 114 вращения с помощью стрелок. В одном примере операции детектор 30 поворачивают по существу на 360° вокруг его оси, тогда как сварочное устройство 110 оставляют относительно неподвижным. В другом примере операции устройство 110 может перемещаться в направлении 114 (например на 360° вокруг детектора 30), тогда как детектор 30 оставляют относительно неподвижным. Следует понимать, что в любом из этих примеров источник 112 прикладывают к части 56 и буртику 80 в окружном направлении вокруг детектора 30 для формирования окружного сварного шва.
[0043] Выступ 52 расположен на расстоянии от части 56 и буртика 80. Как указано выше, в одном примере длина углубления 54 составляет примерно 5,842 миллиметра (~0,23 дюйма). Эта длина (5,842 миллиметра) также представляет расстояние, отделяющее часть 56 от выступа 52. Несмотря на то что возможны другие значения длин, эта длина является достаточной для повышения стабильности сваривания путем ограничении случайного отклонения источника 112 от части 56 к выступу 52.
[0044] На фиг. 7 изображен детектор 30 после выполнения операции сваривания. В частности, корпус 40 приварен к крышке 70 с обеспечением образования непроницаемого соединения. Указанное соединение обобщенно изображено в данном примере в виде расплавленной части 120. Расплавленная часть 120 проходит в окружном направлении (например, на 360°) вокруг детектора 30 и представляет соединение части 56 и буртика 80. Следует понимать, что вследствие сваривания в радиально-наружном направлении часть 120 уменьшает/ограничивает вероятность наличия непроплавленных частей (например трещин) между расплавленным корпусом 40 и крышкой 70. В частности, даже в случае существования непроплавленной части корпуса 40 и крышки 70 расплавленная часть 120 является по существу достаточно толстой для предотвращения протечки через нее или прохождения через нее каких бы то ни было трещин.
[0045] Детектор 30 в вышерассмотренных примерах предусматривает наличие свариваемой части 56 и буртика 80, проходящих в радиально-наружном направлении. Соответственно, для соединения части 56 и буртика 80 может использоваться автоматическая сварка, что повышает, таким образом, производительность путем ускорения процесса сваривания. Кроме того, на поверхностях корпуса 40 и крышки 70 вследствие взаимодействия воздуха с алюминием может быть образован слой окиси алюминия. Даже при наличии такого слоя окиси алюминия процесс автоматической сварки по-прежнему может обеспечивать по существу единообразную толщину расплавленной части 120. Это по меньшей мере частично обусловлено тем, что отношение радиальной длины 58 части 56 к толщине 60 корпуса 40 составляет 1,0 или более. Фактически, радиальная длина 58 обеспечивает возможность поглощения свариваемой части 56 вдоль ее длины, которая превышает ее толщину, во время процесса сваривания, что обеспечивает получение улучшенной расплавленной части 120.
[0046] Кроме того, вероятность отклонения источника 112 к другим частям корпуса 40 или крышки 70 также снижена, что обеспечивает более единообразную расплавленную часть 120. Например, свариваемая часть 56 отнесена на расстояние от выступа 52. Соответственно, случайное отклонение источника 112 (например дуги, горелки и т.п.) от части 56 к выступу 52 ограничено.
[0047] Изобретение описано со ссылкой на варианты выполнения, описанные выше. При чтении и понимании данного описания специалистам могут стать очевидны модификации и изменения. Предполагается, что иллюстративные варианты выполнения, в которые входят один или более аспектов изобретения, охватывают все такие модификации и изменения как находящиеся в рамках объема прилагаемой формулы изобретения.
Реферат
Изобретение относится к газонаполненному детектору (30) (варианты) и способу его изготовления. Наружный корпус (40) детектора имеет профиль, в котором свариваемая часть (56) проходит в виде кольцевого фланца в радиально-наружном направлении относительно центральной оси наружного корпуса. Торцевая крышка (70) расположена смежно со свариваемой частью наружного корпуса. Торцевая крышка и свариваемая часть наружного корпуса сварены друг с другом с образованием сварного шва. Также предложен способ изготовления детектора. 3 н. и 17 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ производства герметично запечатанных контейнеров для напитков или пищевых продуктов
Комментарии