Способ производства герметично запечатанных контейнеров для напитков или пищевых продуктов - RU2389662C2
Код документа: RU2389662C2
Чертежи






Описание
Область техники
Настоящее изобретение относится к способу производства хорошо закупориваемого герметично запечатанного контейнера для напитков или пищевых продуктов с низкой себестоимостью при помощи использования лазерной сварки.
Уровень техники
Что касается герметично запечатанных контейнеров, например, для напитков, известны различные их типы, такие как бутылки, банки, пластиковые контейнеры и т.п. В последние годы широко используются банки или пластиковые контейнеры, что вызвано удобством обращения с ними и т.п.
Из названных типов банки получили широкое распространение по таким причинам, как низкая цена контейнера, высокая производительность, высокая эффективность перевозки и т.п. Такие банки обычно формируют из «корпуса контейнера» цилиндрической формы, имеющего дно, и «крышки», которая закупоривает горло корпуса контейнера. Поскольку способ адекватного соединения корпуса контейнера и крышки и герметизации содержимого, такого как пищевой продукт, напиток и т.п., имеет ограничения, в настоящее время на рынке широко представлены металлические банки, изготовленные из алюминия, стали и т.п.
Соединение корпуса контейнера с крышкой осуществляют путем закатки, при которой края корпуса контейнера накладывают на края крышки с образованием фланца и механически сдавливают. Поскольку при закатке происходит механическая деформация металлических деталей, крышку обычно изготавливают из элемента, который толще, чем корпус контейнера, и включает полимерный материал, такой как блок-сополимер стирола и бутадиена, поливилинхлорид и т.п., обеспечивающий герметизацию содержимого контейнера. По существу, поскольку необходимо использовать полимерный материал и делать крышку толще, расход металла увеличивается.
Для решения указанной проблемы были предложены способы закупоривания банок, а именно металлических банок, при помощи лазерной сварки (см., например, указанные далее патентные документы 1-3).
Другой особенностью производства металлических банок является использование высокоскоростной производственной линии, выпускающей от нескольких сотен до 2000 банок в минуту. В традиционных закаточных устройствах для обеспечения такой производительности необходимо использовать множество закаточных головок, и, следовательно, размеры таких устройств являются относительно большими. В результате, до момента помещения крышки на корпус контейнера, заполненного жидким содержимым, в закаточном устройстве, контейнер, обычно, должен быть перемещен конвейером на расстояние в несколько метров, при этом корпус контейнера открыт воздействию окружающего воздуха. Из-за высокой скорости конвейера, а также при переходе корпусом контейнера с конвейера в закаточное устройство корпус контейнера подвергается ударам, в результате происходит газообмен с окружающим воздухом или выплескивание жидкости. Газообмен ускоряет снижение качества жидкого содержимого контейнера вследствие поглощения кислорода. Это особенно существенно в случае газированных напитков, так как снижается концентрация диоксида углерода в жидком содержимом и, таким образом, изменяются вкусовые качества. Кроме того, расплескивание жидкости затрудняет регулирование количества содержимого, вызывает загрязнение производственного оборудования, что подчас мешает стабильной работе производственной линии и соблюдению санитарных норм.
Что касается пластиковых контейнеров, выполнить их закатку трудно, и пластиковые контейнеры, закупоренные путем закатки, как в случае металлических банок для напитков, широко не употребляются. Из пластиковых контейнеров наиболее широко распространены бутылки из полиэтилентерефталата (РЕТ). Для закупоривания таких бутылок в настоящее время используется способ навинчивания колпачка на горло бутылки. Однако колпачок является наиболее затратным элементом контейнера в целом. Кроме того, поскольку колпачки изготавливают, главным образом, из полипропилена, возникают препятствия для их повторного использования.
Уже стали привычными высокоскоростные производственные линии даже для бутылок из полиэтилентерефталата, и их производительность составляет несколько сотен бутылок в минуту. Общепринято помещать крышку и выполнять закупоривание при помощи укупорочной машины сразу после заполнения бутылки.
Кроме того, для случая чашеобразных контейнеров уже также предложены способы горячей спайки крышки, имеющей полимерный слой и слой алюминиевой фольги, путем воздействия на крышку лазерным излучением (см., например, Патентный Документ 4).
[Патентный Документ 1] - публикация международной заявки WO 02/42196 А2;
[Патентный Документ 2] - публикация выложенной заявки на патент Японии JP-A-63-194885;
[Патентный Документ 3] - публикация выложенной заявки на патент Японии JP-A-61-289932;
[Патентный Документ 4] - публикация выложенной заявки на патент Японии JP-A-60-193836.
Проблемы, на решение которых направлено изобретение
В соответствии со способом закатки, применяемым при закупоривании металлических банок, использование полимерного материала, использование избытка материала в закатываемой части банки и использование крышки большей толщины по сравнению с корпусом банки являются факторами, неизменно повышающими издержки производства. Между тем, при изучении возможностей осуществления лазерной сварки вместо обычной закатки, изучались соответствующие способы в отношении банок, включая изложенные в патентном документе 1, с точки зрения снижения количества используемых материалов или исключения использования полимерного материала. Однако поскольку лазерная сварка не смогла бы превзойти способ закатки в части производительности или способы лазерной термообработки или наложения корпуса контейнера и крышки с точки зрения экономической эффективности, лазерная сварка не нашла широкого применения.
В этих условиях, если иметь в виду закупоривание контейнера той же формы и изготовленного из тех же материалов, что и обычно используемые контейнеры для напитков или пищевых продуктов, закупориваемые при помощи лазерной сварки, с целью обеспечения надежного сварного соединения предлагается способ, заключающийся в перемещении лазерных пятен вдоль линии точек сварки, или способ, заключающийся в фиксации лазерных пятен и перемещении контейнера так, чтобы точки сварки, расположенные на одной линии, последовательно подвергались воздействию лазерного излучения. Однако при осуществлении закупоривания после заполнения контейнера содержимым, как в случае контейнеров для напитков или пищевых продуктов, вероятно, что некоторые участки контейнера, как то горло и т.п., окажутся влажными. К тому же было установлено, что в условиях, когда необходима высокая скорость производства с производительностью в несколько сотен или более закупориваемых бутылок в минуту, способ сварки с использованием лазерных пятен необязательно является эффективным способом.
В случае контейнеров, изготавливаемых из алюминия, для предотвращения окисления алюминия в местах плавления подают продувочный газ. При помощи продувочного газа удается в достаточной степени удалить капли воды на подлежащих сварке участках. Тем не менее, диапазон количества подводимой энергии, позволяющий осуществить качественную сварку при помощи лазерных пятен, определяется собственно свойствами материала и поэтому не очень широк. Следовательно, когда лазерные пятна перемещаются с нужной скоростью, соответствующей скорости технологического процесса закупоривания контейнеров для напитков или пищевых продуктов, следует обеспечить очень точное управление перемещением лазерных пятен вдоль подлежащего сварке участка, имеющего форму линии. Например, в случае перемещения лазерных пятен по окружности от начальной точки, при котором начальная точка является и конечной точкой, если эта точка оказывается хоть немного пройденной, происходит избыточный подвод энергии к дважды пройденному участку. В некоторых крайних случаях это может привести даже к прожиганию деталей, таким образом, повреждая место соединения.
В случае контейнеров, изготовленных из пластика, например полиэтилентерефталата и т.п., диапазон количества подводимой энергии, при котором осуществляется качественная сварка и который зависит от материала, по сравнению с алюминиевыми контейнерами, довольно большой, а затрачиваемая энергия может быть низкой. При сварке с низким уровнем подвода энергии потери энергии на испарение капель воды, имеющихся на подлежащем сварке участке и не полностью удаленных продувочным газом, по сравнению с количеством подводимой энергии становятся относительно большими. По этой причине нельзя игнорировать эффект смачивания этими водяными каплями. Неправильно пытаться справиться с этой проблемой, просто увеличивая количество подводимой энергии. Во время начала сварки путем перемещения лазерных пятен вдоль подлежащего сварке участка, ближайший к точке начала сварки материал на подлежащем сварке участке сварки сваривается раньше, чем в других точках, и поэтому капли воды собираются по направлению к ним. В результате, в тех точках, где собрались капли воды, происходит уменьшение площади сварки или удельной прочности сварного соединения, что отрицательно сказывается на стабильности сварки.
Помимо указанных выше проблем, при использовании способа сварки в одноударном контурном режиме с использованием лазерных пятен, существует проблема, заключающаяся в том, что для завершения сварки требуется больше времени, чем было бы нужно исходя из скорости технологического процесса закупоривания контейнеров с напитками или пищевыми продуктами, поскольку лазерные пятна должны перемещаться последовательно по всему подлежащему сварке участку, имеющему форму линии. Если время завершения сварки велико, размер устройства, такого как закаточное устройство, должен быть соответствующим образом увеличен, чтобы обеспечить необходимое время пребывания завариваемых контейнеров внутри него. К тому же, как указывалось выше, нужен способ подачи заполненного жидким содержимым корпуса контейнера без крышки в данное устройство.
Таким образом, целью настоящего изобретения является создание практического способа изготовления герметично запечатанных контейнеров путем закупоривания контейнера для напитков или пищевых продуктов при помощи способа лазерной сварки, характеризующегося тем, что (1) скорость закупоривания может быть увеличена, (2) нет необходимости в точном регулировании позиции развертки лазерных пятен, при этом легко предотвращается частичный избыточный подвод энергии, (3) не происходит уменьшения площади сварки или удельной прочности сварного соединения из-за скопления капель воды, (4) контейнеру может быть сообщена надлежащая прочность, позволяющая ему выдерживать определенное давление, так что сварное соединение характеризуется герметичностью и безопасностью, (5) сварочное устройство и периферийное оборудование просты в обслуживании и безопасной эксплуатации.
Средства решения указанных проблем
Были тщательно изучены возможности решения проблем, присущих способу сварки в одноударном контурном режиме с использованием лазерных пятен; и было обнаружено, что является эффективным осуществление сварки путем воздействия лазерным излучением на весь подлежащий сварке участок одновременно или почти одновременно как в случае достаточного воздействия лазерным излучением, при котором удается избежать прожигания алюминиевых контейнеров и т.п., так и в случае достижения стабильной сварки при увлажнении точек сварки на пластиковых контейнерах. Таким образом, авторами было сформулировано настоящее изобретение. То есть способ производства герметично запечатанных контейнеров для напитков или пищевых продуктов, соответствующий настоящему изобретению, представляет собой способ производства герметично запечатанных контейнеров для напитков или пищевых продуктов, при котором корпус контейнера и помещенную на горло контейнера крышку сваривают до герметичного состояния, при этом сваривание всего подлежащего сварке участка корпуса контейнера и крышки осуществляется одновременно или почти одновременно.
Способ производства герметично запечатанных контейнеров для напитков или пищевых продуктов, соответствующий настоящему изобретению, включает воздействие лазерным излучением на область, охватывающую весь подлежащий сварке участок. Следует установить область воздействия лазерного излучения таким образом, чтобы одновременно осуществить сварку всего подлежащего сварке участка.
Способ производства герметично запечатанных контейнеров для напитков или пищевых продуктов, соответствующий настоящему изобретению, предполагает, что конфигурация лазерного излучения является кольцевой или сходящейся к центру. Хотя контактирующие части корпуса контейнера и крышки являются точками, в которых должна быть обеспечена герметичность, эти точки часто образуют кольцевую или цилиндрическую конфигурацию. Таким образом, в результате подбора конфигурации лазерного излучения, соответствующей конфигурации контактирующих частей корпуса контейнера и крышки, количество подводимой энергии будет достаточным для удовлетворения указанным требованиям, при этом можно избежать облучения других участков, помимо подлежащего сварке участка и, таким образом, не допустить разрушения материала.
Способ производства герметично запечатанных контейнеров для напитков или пищевых продуктов, соответствующий настоящему изобретению, предполагает создание такой конфигурации воздействия лазерного излучения, которая охватывает зону большей ширины, чем минимальная ширина описанного выше подлежащей сварке участка в любом направлении. Даже если конфигурация воздействия лазерного излучения охватывает зону, имеющую минимальную требуемую ширину, может быть осуществлена одновременная сварка всего подлежащего сварке участка.
Согласно способу производства герметично запечатанных контейнеров для напитков или пищевых продуктов, соответствующему настоящему изобретению, является предпочтительным, чтобы контейнер для напитков или пищевых продуктов, состоящий из корпуса контейнера и крышки, подвергался воздействию лазерного излучения во время вращения и/или перемещения. При этом является предпочтительным, чтобы перемещение контейнера производилось непрерывно с постоянной скоростью. Когда перемещение контейнера осуществляют при помощи конвейера, работающего непрерывно с постоянной скоростью, лазерная сварка может быть применена на высокоскоростной производственной линии. Более того, при поддержании постоянной скорости можно осуществлять лазерную сварку на том же конвейере, что и установку крышек; таким образом, время, необходимое для установки крышки после наполнения контейнера содержимым, может быть очень малым, причем одновременно минимизируется вибрация поверхности жидкости в контейнере. В частности, поскольку лазерная установка неподвижна относительно конвейера, размер сварочного устройства, входящего в производственную линию, может быть небольшим, а тонкая регулировка, необходимая для соответствующих головок закаточного устройства, не нужна. К тому же при воздействии лазерным излучением во время перемещения контейнеров для напитков или пищевых продуктов с помещенной на корпус контейнера крышкой является предпочтительным, чтобы это воздействие осуществлялось только в то время, когда контейнеры находятся в определенном диапазоне положений. Контейнеры, прошедшие заполнение содержимым, могут непрерывно подаваться на закупорку. При этом благодаря тому, что лазерное излучение воздействует на контейнеры только когда они находятся в определенном диапазоне положений, не происходит излишнего воздействия, поэтому удается предотвратить повреждение материала на участках, не являющихся подлежащими сварке участками.
Способ производства герметично запечатанных контейнеров для напитков или пищевых продуктов, соответствующий настоящему изобретению, предполагает, что корпус контейнера и крышка изготовлены из пластика или металла.
Согласно способу производства герметично запечатанных контейнеров для напитков или пищевых продуктов, соответствующему настоящему изобретению, пластик, предпочтительно, представляет собой полиэтилентерефталат. Еще более предпочтительно, чтобы энергия лазерного излучения, воздействующего на подлежащий сварке участок, составляла от 0,5 до 2,1 Дж/мм2. В случае использования способа закупоривания, включающего лазерную сварку, существует риск, что прочность сварного соединения будет слишком велика, поскольку теоретически возможно, чтобы в результате сварки два объекта становились такими же прочными, как один объект. В случае контейнера для напитков или пищевых продуктов, с точки зрения безопасности пользователя, требуется чтобы контейнер неопасным образом разрывался тогда, когда внутреннее давление превышает определенную норму. Такое избыточное давление создается, например, когда контейнер с газированным напитком оставляют на солнце. В этом случае, если контейнер не разгерметизируется в нужный момент при повышении давления, может сложиться опасная для пользователя ситуация, например, когда крышка отрывается и летит со значительной скоростью. Аспект безопасности также является немаловажным доводом в пользу внедрения в практику способа закупоривания с использование лазерной сварки. В этом отношении полиэтилентерефталат является одним из полимеров, уже используемых для изготовления контейнеров для напитков или пищевых продуктов, и нужно определить параметры лазерного излучения для закупоривания контейнеров, изготовленных из этого материала так, чтобы получать адекватную прочность сварного соединения.
Согласно способу производства герметично запечатанных контейнеров для напитков или пищевых продуктов, соответствующему настоящему изобретению, является предпочтительным, чтобы корпус контейнера и крышка были изготовлены из алюминия толщиной 0,2 мм или менее. Более предпочтительно, чтобы энергия лазерного излучения, воздействующего на подлежащий сварке участок, составляла от 17 до 26 Дж/мм2. Алюминий является одним из наиболее часто используемых для изготовления контейнеров для напитков или пищевых продуктов металлов, и с точки зрения безопасности, как было описано выше, условия воздействия лазерного излучения при закупоривании контейнеров, изготовленных из этого материала, должны быть такими, чтобы контейнер приобретал адекватную прочность сварного соединения.
Эффекты изобретения
Настоящее изобретение может быть использовано при осуществлении закупоривания контейнеров для напитков или пищевых продуктов способом лазерной сварки с целью повышения скорости технологического процесса закупоривания. Кроме того, нет необходимости в точном регулировании позиции развертки лазерных пятен, при этом легко предотвращается частичный избыточный подвод энергии. Кроме этого, не происходит уменьшения площади сварки или удельной прочности сварного соединения из-за скопления капель воды. К тому же контейнеру может быть сообщена надлежащая прочность, позволяющая ему выдерживать определенное давление, так что сварное соединение характеризуется герметичностью и безопасностью. Также облегчается обслуживание и стабильная эксплуатация сварочного устройства и периферийного оборудования.
Краткое описание чертежей
Фиг.1 - схема технологического процесса одного из вариантов осуществления способа производства герметично запечатанных контейнеров в соответствии с настоящим изобретением;
Фиг.2 - принципиальная схема одного из вариантов герметично запечатываемого контейнера, причем (а) является схемой вертикального поперечного сечения корпуса контейнера вблизи горлышка в случае, когда горловая часть установлена на корпусе контейнера, (b) является схемой внешнего вида по стрелке А и (с) является видом в перспективе внешнего вида крышки по стрелке В;
Фиг.3 - схема вертикального поперечного сечения корпуса контейнера вблизи горлышка в случае, когда горловая часть установлена на корпусе контейнера, для другого варианта герметизируемого контейнера;
Фиг.4 - модель воздействия лазерного излучения на кольцо 8, являющееся подлежащим сварке участком герметизируемого контейнера 100;
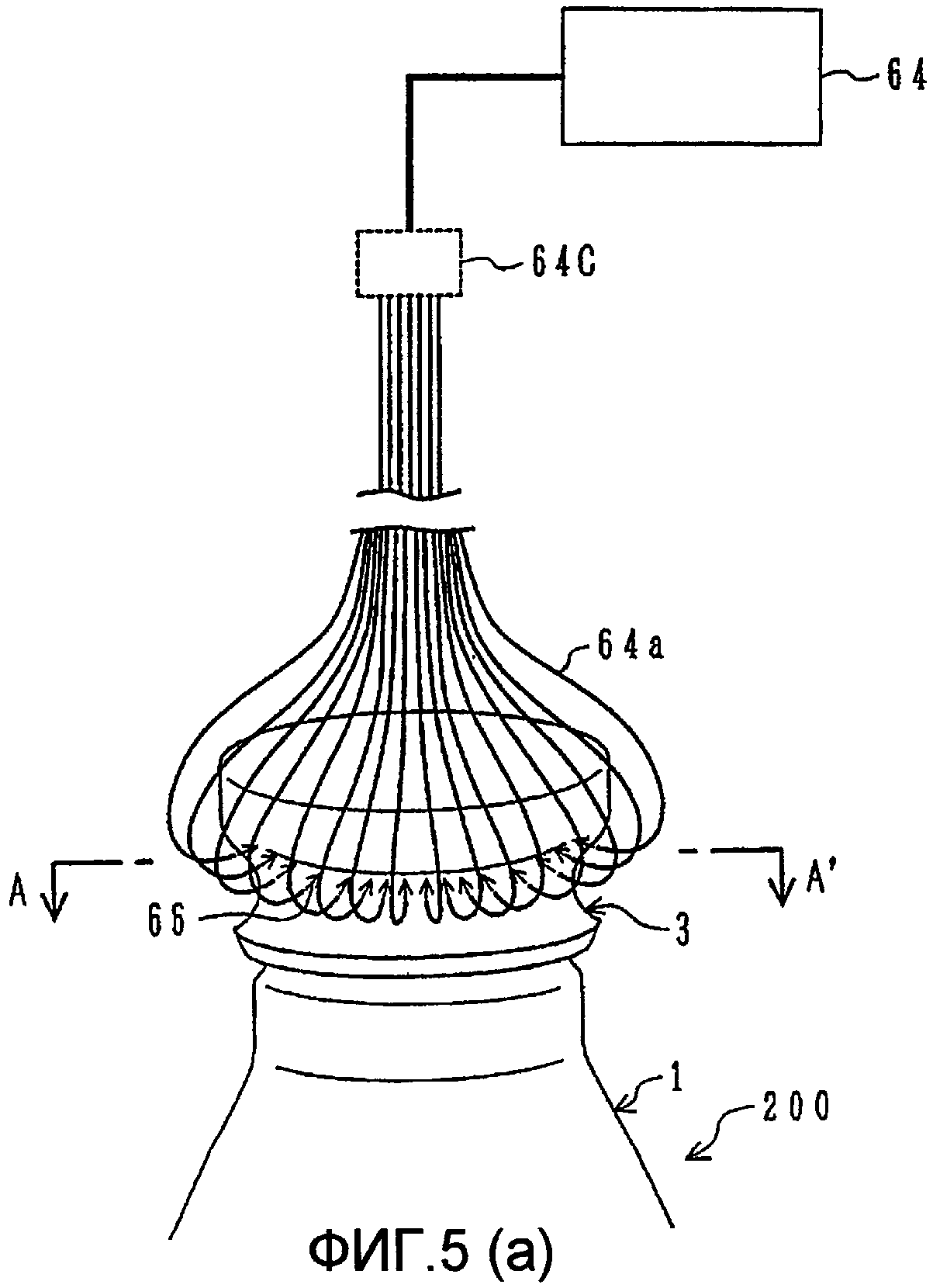
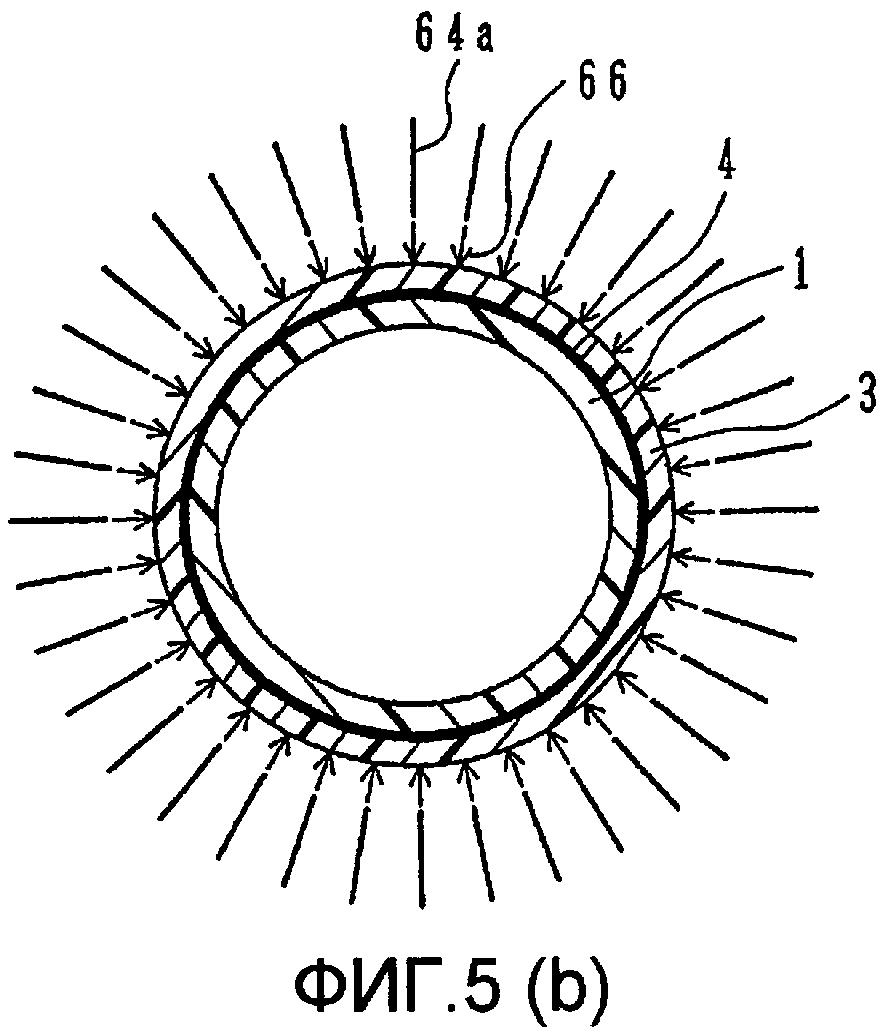
Фиг.5 - модель воздействия лазерного излучения на наружную часть крышки в месте расположения плотно примыкающей части 4, являющейся подлежащим сварке участком герметично запечатываемого контейнера 200; причем Фиг.5(а) показан вид в перспективе, а Фиг.5(b) является поперечным сечением по АА';
Фиг.6 - схема одного из вариантов осуществления почти одновременного заваривания контейнеров, перемещаемых конвейером.
Перечень ссылочных позиций
Наилучший способ осуществления изобретения
Далее настоящее изобретение будет разъяснено посредством описания вариантов его осуществления; однако, настоящее изобретение не должно восприниматься как ограничиваемое этим описанием. Способ производства герметично запечатанных контейнеров, соответствующий настоящим вариантам осуществления, будет описан со ссылкой на Фиг.1-6, на которых одинаковыми ссылочными позициями обозначены одни и те же элементы или одни и те же участки.
Способ производства герметично запечатанных контейнеров для напитков или пищевых продуктов, соответствующий настоящим вариантам осуществления изобретения, включает производство контейнеров, герметично закупоренных при помощи сварки корпуса контейнера с крышкой, размещенной на горлышке корпуса контейнера, с использованием способа сварки, при котором весь подлежащий сварке участок корпуса контейнера и крышки подвергается сварке одновременно или почти одновременно.
Для получения контейнера с герметично закупоренным внутри него напитком или пищевым продуктом, следует осуществить, по меньшей мере, следующие стадии. На Фиг.1 показана схема технологического процесса одного из вариантов осуществления способа производства герметично запечатанных контейнеров в соответствии с настоящим изобретением. Сначала выполняют стадию S1 заполнения содержимым 61 корпуса 1 контейнера через горлышко. Затем следует стадия S2 подачи крышки 3 на корпус 1 контейнера в положение, при котором крышка закрывает горлышко. Затем следует стадия S3 размещения крышки 3 так, чтобы горлышко было закрыто. Далее выполняют стадию S4 закупоривания для герметизации контейнера путем приваривания крышки 3 к корпусу 1 контейнера. В соответствии со способом производства герметично запечатанных контейнеров для напитков и пищевых продуктов, соответствующим данному варианту осуществления изобретения, на стадии S4 закупоривания весь подлежащий сварке участок заваривается одновременно или почти одновременно. Кроме того, перед стадией заполнения может быть предусмотрена стадия промывки внутренней части корпуса контейнера или крышки. Также может быть предусмотрена стадия снабжения контейнера, проходящего стадию закупоривания, этикеткой.
На стадии заполнения S1, например, пустой корпус контейнера размещают на поворотном столе (не показано) и наливают содержимое 61, пока корпус контейнера движется по кругу. Примером содержимого 61 является жидкость или смесь жидких и твердых компонентов, как в напитках, или пищевой продукт. Скорость заполнения может изменяться в зависимости от емкости контейнера, например, составлять от 500 до 2000 контейнеров/мин в случае заполнения напитками.
На стадии S2 подачи крышки корпус 1 контейнера, заполненный содержимым 61 на стадии S1 заполнения, перемещают к месту расположения устройства подачи крышки 62b при помощи транспортировочного устройства (не показано), такого как конвейер и т.п. Крышка 3 поступает в устройство подачи крышки 62b из устройства перемещения крышки 62а. Посредством устройства подачи крышки 62b на горлышко одного корпуса 1 контейнера подают одну крышку 3. В то же время, если содержимое 61 вспенилось, осуществляют пеногашение и продувку диоксидом углерода или газообразным азотом.
На стадии S3 размещения крышки крышку 3 помещают в определенное положение на корпусе 1 контейнера при помощи устройства 63 размещения крышки. Здесь является предпочтительным, чтобы крышка 3 была закреплена на корпусе 1 контейнера и плотно примыкала к нему, иначе крышка 3 может накрениться или упасть до начала воздействия лазерным излучением. Кроме того, стадии подачи крышки S2 и размещения крышки S3 могут осуществляться почти одновременно.
Для закрепления крышки на корпусе контейнера так, чтобы крышка плотно примыкала к корпусу контейнера, может быть разработана соответствующая конструкция горлышка корпуса контейнера и крышки. Например, используется контейнер, показанный на Фиг.2, то есть контейнер с изготовленной из пластика крышкой, допускающей наличие деформации при обжатии горлышка; тем самым создается участок, полно примыкающий к корпусу контейнера в результате воздействия давления, создаваемого напряжением, компенсирующим деформацию, а плотно примыкающая часть становится участком герметизации. То есть плотно примыкающая часть всегда является участком контакта под давлением и служит в качестве подлежащего сварке участка. Описанная конструкция исключает выплескивание содержимого и наличие на плотно примыкающей поверхности, соответствующей плотно примыкающей части, посторонних материалов и висящих капель воды. Следовательно, в результате отсутствия на плотно примыкающей поверхности посторонних материалов, при сварке плотно примыкающей части едва ли возможны такие отрицательно влияющие на качество сварки явления, как испарение постороннего материала или потеря генерируемого лазерным излучением тепла.
Контейнер, показанный на Фиг.2, далее будет рассмотрен более подробно. Фиг.2 представляет собой принципиальную схему одного из вариантов герметизируемого контейнера, где (а) является схемой вертикального поперечного сечения корпуса контейнера вблизи горлышка в случае, когда горловая часть установлена на корпусе контейнера, (b) является схемой внешнего вида по стрелке А и (с) является видом в перспективе внешнего вида крышки по стрелке В. В герметизируемом контейнере 100 на внешней стенке горлышка 9 корпуса 1 контейнера предусмотрено кольцевое ребро 6, параллельное краю 5 горлышка 9; на краю 7 крышки 3 имеется кольцо 8, вместе с ребром 6 образующее плотно примыкающую часть 4; кольцевой выступ 2 расположен на внешней стенке горлышка 9 ближе к краю 5, чем ребро 6; кольцевая впадина 11 расположена на внутренней стенке крышки 3 так, что расстояние между кольцевой впадиной и кольцом 8, имеющимся на краю 7 крышки 3, немного больше, чем расстояние между кольцевым выступом 2 и ребром 6 на горлышке 9. Кроме того, плотно примыкающая часть 4 ребра 6 и кольцо 8 образуют подлежащий сварке участок.
В герметизируемом контейнере 100 внутренний диаметр крышки 3 выбирают так, чтобы крышка при ее размещении на горле плотно облегала горлышко 9 снаружи. При этом расстояние между кольцевой впадиной 11 и кольцом 8 делают немного больше, чем расстояние между кольцевым выступом 2 и ребром 6 на горлышке 9. Таким образом, усилие давления крышки 3 создает в части крышки 3, расположенной между кольцевой впадиной 11 и кольцом 8, деформацию в вертикальном направлении, как показано на Фиг.2(а), и, тем самым, напряжение сжатия. Поскольку крышка 3 изготовлена из пластичного материала, возникает стремящееся компенсировать эту деформацию усилие 23, направленное на кольцо 6. Таким образом, плотно прилегающая часть 4 находится под давлением.
Хотя крышку 3 изготавливают из пластичного материала, ее также можно изготовить из полимера, металла или состоящего из них композиционного материала. Примеры металлов включают алюминий, железо или сплав, содержащий эти металлы в качестве основных компонентов. К примерам полимеров относятся полиэтилентерефталат, модифицированный гликолем полиэтилентерефталат, полибутилентерефталат, полиэтиленнафталат, полиэтилен, полипропилен, сополимер циклоолефинов, иономерная смола, поли-4-метилпентен-1, полиметилметакрилат, полистирол, сополимер этилена и винилового спирта, акрилонитрил, поливинилхлорид, поливинилиденхлорид, полиамид, полиамидимид, полиацеталь, поликарбонат, полисульфон или тетрафторэтилен, сополимер акрилонитрила и стирола, сополимер акрилонитрила, бутадиена и стирола. Из названных материалов особенно предпочтительными являются полиэтилентерефталат и алюминий. Полиэтилентерефталат и алюминий уже используются для изготовления контейнеров для напитков и пищевых продуктов. В случае прозрачных полимеров, таких как полиэтилентерефталат и ему подобные, поскольку прозрачный полимер не будет поглощать лазерного излучения при использовании способа лазерной сварки, можно обеспечить непосредственный нагрев окрестности плотно примыкающей поверхности путем окрашивания плотно примыкающей поверхности плотно примыкающей части, придающего ей поглощающие свойства. И в случае алюминия, эффективный нагрев окрестности плотно примыкающей поверхности можно обеспечить путем окрашивания задней части плотно примыкающей поверхности плотно примыкающей части с тем, чтобы сообщить ей свойство поглощения лазерного излучения. Окрашивание осуществляют, например, путем нанесены покрытия или введения пигмента или красителя. Кроме того, в качестве примера композиционного материала, состоящего из полимера и металла, можно привести многослойную пленку, изготовленную наложением слоев полимера и алюминия. Такая многослойная пленка содержит тонкие слои с суммарной толщиной от 0,05 до 0,1 мкм.
Корпус 1 контейнера изготовлен из полимера, стекла, керамики, металла или композиционного материала, состоящего из названных компонентов. Он, предпочтительно, имеет форму бутылки. Кроме того, поскольку закупоривание контейнера осуществляют способом лазерной сварки, нет необходимости в том, чтобы толщина крышки была больше, чем толщина корпуса контейнера, таким образом, количество потребляемых материалов может быть уменьшено. Когда корпус 1 контейнера и крышку 3 изготавливают из полимеров, можно соединить их с меньшей затратой энергии, чем в случае, если они изготовлены из металла.
Кроме того, в герметично запечатываемом контейнере 100 предусмотрены второй кольцевой выступ 10, расположенный на внешней стенке горла 9 выше выступа 2, и вторая кольцевая впадина 12, расположенная на внутренней стенке крышки 3. Форма крышки 3 такова, что расстояние между частью внутренней стенки 13 крышки 3, контактирующей с краем 5, и второй кольцевой впадиной 12 немного меньше, чем расстояние между краем 5 и вторым кольцевым выступом 10. Таким образом, формируется поверхность контакта между краем 5 и частью внутренней станки 13, которая всегда находится под давлением. Следовательно, исключается наличие на этой поверхности контакта какого-либо инородного материала и любое негативное воздействие такого материала. Таким образом, при осуществлении сварки по этой поверхности контакта ее осуществление облегчается. Кроме того, поскольку сварку осуществляют на двух участках, прочность соединения корпуса 1 контейнера и крышки 3 увеличивается.
Кроме того, в герметично запечатываемом контейнере 100 предусмотрен язычок 26, облегчающий открывание крышки 3. Напротив ребра 6 расположена изогнутая часть 14, предназначенная для предотвращения соскакивания крышки 3 под действием внутреннего давления в контейнере. Даже если бы крышка 3 была открыта небрежно, благодаря наличию изогнутой части 14 она бы не отлетела.
Более того, согласно способу производства герметично запечатанных контейнеров, соответствующему настоящему варианту осуществления изобретения, также может быть использован контейнер для непосредственного употребляемого содержимого, например, герметично запечатываемый контейнер 200, показанный на Фиг.3. Схема иной конструкции герметично запечатываемого контейнера показана на Фиг.3. Это схема вертикального поперечного сечения корпуса контейнера вблизи горлышка в случае, когда горловая часть установлена на корпусе контейнера. Для герметично запечатываемого контейнера 200, показанного на Фиг.3, так же, как и для герметично запечатываемого контейнера 100, предусматривается наличие внутренней деформации подлежащего сварке участка, в результате чего формируется плотно примыкающая часть 4, причем плотно примыкающая часть 4 всегда находится под давлением. То есть в герметично запечатываемом контейнере 200 обеспечиваются поверхность контакта 19 между поверхностью внутренней стенки крышки 3 и краем 5 горлышка 9 и кольцевая впадина 17 на внешней стенке горлышка 9, параллельная краю 5 горлышка 9. Кроме того, на поверхности внутренней стенки крышки 3 предусмотрен кольцевой выступ 18. Кроме того, кольцевой выступ 18 на поверхности внутренней стенки крышки 3 расположен там, где расстояние между кольцевым выступом и поверхностью контакта 19 немного меньше, чем расстояние между краем 5 горлышка 9 и кольцевой впадиной 17 на горлышке 9. Тогда плотно примыкающая часть 4 кольцевой впадины 17, расположенной на внешней стенке корпуса 1 контейнера, и кольцевого выступа 18, расположенного на внутренней стенке крышки 3, образует подлежащий сварке участок. В герметично запечатываемом контейнере 200 внутренней диаметр крышки 3 выбирают так, чтобы крышка плотно облегала горлышко 9 снаружи. При этом крышку 3 изготавливают так, чтобы расстояние между поверхностью контакта 19 и кольцевым выступом 18, расположенным на крышке 3, было немного меньше, чем расстояние между краем 5 горлышка 9 и кольцевой впадиной 17, расположенной на горлышке 9. Тем самым, в той части крышки 3, которая находится между поверхностью контакта 19 и кольцевым выступом 18, давление крышки 3 вызывает деформацию по вертикали, как показано на Фиг.3, и следовательно, растягивающее напряжение. Поскольку крышку 3 изготавливают из пластичного материала, на внутренней поверхности крышки 3 возникает стремящееся компенсировать деформацию растяжения усилие 24, направленное на край 5, причем край 5 приводится в тесный контакт с поверхностью внутренней стенки крышки 3. С другой стороны, кольцевой выступ 18 крышки 3 и кольцевая впадина 17 корпуса 1 контейнера плотно примыкают друг к другу, а плотно примыкающая часть 4 всегда находится под давлением. Крышка 3 и корпус 1 контейнера изготавливают из тех же материалов, как и в первом варианте осуществления изобретения.
Способы изготовления герметично запечатанных контейнеров, соответствующие данным вариантам осуществления, не ограничиваются использованием контейнеров, испытывающих внутреннюю деформацию и показанных на Фиг.2 или 3; напротив, корпус контейнера и крышка могут быть зафиксированы в положении, когда они плотно примыкают друг к другу, при помощи устройства для удерживания крышки (не показано), которое удерживает крышку неподвижно относительно корпуса контейнера.
На стадии S4 закупоривания весь подлежащий сварке участок заваривают одновременно или почти одновременно. Для осуществления сварки одновременно или почти одновременно предпочтительно воздействовать лазерным излучением на область, охватывающую весь подлежащий сварке участок. Способ производства герметично запечатанных контейнеров, соответствующий данному варианту осуществления, также включает два варианта: сваривания всего подлежащего сварке участка одновременно и сваривания всего подлежащего сварке участка почти одновременно. Вариант одновременного сваривания включает технологию лазерной сварки путем воздействия лазерным излучением на весь подлежащий сварке участок, имеющий кольцевую или цилиндрическую форму, где лазерное излучение имеет кольцевую или сходящуюся к центру конфигурацию. Вариант почти одновременного сваривания также включает технологию воздействия лазерным излучением на область некоторой формы и лазерного заваривания контейнера, проходящего через соответствующую область. Для воздействия лазерным излучением на область некоторой формы существует, например, способ, в соответствии с которым оптическое окно в виде волоконно-оптического жгута, направленного вниз, располагают над конвейером так, чтобы пучок лазерных лучей воздействовал на область, в которой непрерывно перемещается весь подлежащий сварке участок и через которую он неизбежно проходит благодаря наличию конвейера, движущегося с постоянной скоростью. В этом случае, поскольку конфигурация лазерного излучения не совпадает с конфигурацией подлежащего сварке участка, интенсивность лазерного излучения необходимо регулировать так, чтобы весь подлежащий сварке участок был заварен. Однако теперь нет необходимости выверять хронометраж перемещения контейнеров на конвейере для точного совпадения с хронометражем облучения.
Далее, во-первых, будет описан вариант сварки всего подлежащего сварке участка одновременно. Поскольку в герметично запечатываемом контейнере для напитков или пищевых продуктов имеется крышка цилиндрической формы с верхней стенкой, участок сварки, обычно, имеет кольцевую форму. То есть эффективным является использование кольцевой или сходящейся к центру конфигурации лазерного излучения. Кольцевая или сходящаяся к центру конфигурация лазерного излучения, в случае использования полупроводникового лазера, может быть получена путем равномерного распределения лазерного излучения в соответствии с кольцевой или сходящейся к центру конфигурацией при помощи оптических волокон. Лазерный генератор 64 закрепляют относительно подлежащего сварке участка герметично запечатываемого контейнера и некоторое время осуществляют воздействие лазерным излучением кольцевой или сходящейся к центру конфигурации на подлежащий сварке участок, при этом участок сварки может иметь кольцевую или цилиндрическую форму.
В герметично запечатываемом контейнере 100, показанном на Фиг.2, плотно примыкающая часть 4 расположена непосредственно под кольцом 8. Следовательно, форма плотно примыкающей части 4 является кольцевой, если смотреть на крышку 3 сверху. На Фиг.4 показана модель воздействия лазерного излучения 66 на кольцо 8, являющееся подлежащим сварке участком герметично запечатываемого контейнера 100, показанного на Фиг.2. Когда конфигурация лазерного излучения 66 является кольцевой в результате соответствующего распределения оптических волокон 64а, передающих лазерное излучение 66 от лазерного генератора 64, весь подлежащий сварке участок может быть заварен одновременно, при этом избыточного или недостаточного подвода энергии не происходит. Здесь конфигурация лазерного излучения 66 является, например, кольцевой с, практически, тем же диаметром, что и диаметр кольца 8 герметизируемого контейнера 100, показанного на Фиг.2. Ширина кольца излучения, предпочтительно, меньше, чем ширина кольца 8. Поскольку при использовании способа лазерной сварки граница между свариваемым участком и несвариваемым участком может быть установлена отчетливо, необходимость выполнения дополнительной сварки для получения высококачественного сварного соединения уменьшается. Кроме того, может быть уменьшено время осуществления сварки. Далее, нет необходимости в использовании устройств развертки пучка лазерного излучения, например используемых совместно с генератором фиксированной частоты, то есть возможно упрощение лазерной установки. Кроме того, ширина кольца лазерного излучения может быть больше, чем ширина кольца 8; однако в этом случае необходимо регулировать количество подводимой энергии, чтобы избежать теплового разрушения материала в окрестности подлежащего сварке участка.
Для создания кольцевой конфигурации лазерного излучения лазерное излучение, например, передаваемое по оптическим волокнам от лазерного генератора 64, являющегося одним из источников лазерного излучения, разветвляют на множество оптических волокон 64а при помощи оптического разветвителя 64с, такого как многошлейфовый ответвитель, волноводный ответвитель, звездообразный оптический ответвитель или т.п., а соответствующие оптические волокна располагают по кольцу того же диаметра, что и диаметр кольца 8 так, чтобы соответствующие концы оптических волокон 64а находились в непосредственной близости от кольца 8. Таким образом, все кольцо 8 может быть подвергнуто воздействию лазерного излучения 66 одновременно. Например, как показано на Фиг.4, это может быть реализовано для случая герметично запечатываемого контейнера 100, где лазерное излучение направляют сверху вниз при помощи лазерного генератора 64 и оптических волокон 64а, расположенных по кольцу.
Между тем, если подлежащий сварке участок расположен по окружности боковой стенки крышки 3, как в случае герметично запечатываемого контейнера 200, показанного на Фиг.3, плотно примыкающая часть 4 имеет цилиндрическую форму с центром на центральной оси крышки 3, то есть на центральной оси корпуса 1 контейнера, если смотреть на крышку 3 со стороны поверхности боковой стенки. На Фиг.5 показана модель воздействия лазерного излучения 66 на плотно примыкающую часть 4, являющуюся подлежащим сварке участком герметично запечатываемого контейнера 200, на наружной стенке крышки. На Фиг.5(а) показан вид в перспективе, а Фиг.5(b) является поперечным сечением по АА'. Когда оптические волокна 64а, передающие лазерное излучение от лазерного генератора 64, расположены в соответствии с сходящейся к центру конфигурацией, как показано на Фиг.5(b), и конфигурация лазерного излучения 66 также является сходящейся к центру, весь подлежащий сварке участок, имеющий цилиндрическую форму, может быть заварен одновременно, при этом избыточного или недостаточного подвода энергии не происходит. Например, на боковую стенку крышки 3 воздействуют лазерным излучением 66 в месте расположения плотно примыкающей части 4 герметизируемого контейнера 200, изображенного на Фиг.5(b), так что облучение происходит по всей окружности в направлении от периферии к центру. Ширину облучаемого участка при сходящейся к центру конфигурации, предпочтительно, делают меньше, чем ширина плотно примыкающей части 4 герметизируемого контейнера 200. Подобно случаю кольцевой конфигурации лазерного излучения, время осуществления сварки может быть уменьшено и также получено высококачественное сварное соединение. Кроме того, возможно упрощение лазерной установки. Более того, ширина облучаемого участка при сходящейся к центру конфигурации может быть больше, чем ширина плотно примыкающей части 4; однако в этом случае необходимо регулировать количество подводимой энергии, чтобы избежать теплового разрушения материала в окрестности подлежащего сварке участка.
Для создания сходящейся к центру конфигурации лазерного излучения, лазерное излучение, например, передаваемое по оптическим волокнам от лазерного генератора 64, разветвляют на множество оптических волокон 64а при помощи оптического разветвителя 64с, а соответствующие оптические волокна 64а располагают в соответствии с центробежной конфигурацией так, чтобы соответствующие концы оптических волокон 64а находились в непосредственной близости от плотно примыкающей части 4. Таким образом, весь подлежащий сварке участок может быть подвергнут воздействию лазерного излучения 66 одновременно. Например, как показано на Фиг.5(b), это может быть реализовано для случая герметично запечатываемого контейнера 200, где лазерное излучение 66 от лазерного генератора 64 направляют при помощи соответствующих оптических волокон 64а, расположенных в соответствии с сходящейся к центру конфигурацией, так что лазерное излучение 66 направлено на всю окружность крышки 3 от периферии к центральной оси, на ту же вертикальную поверхность относительно центральной оси контейнера.
Что касается случаев, когда лазерному излучению придают какую-либо конфигурацию - кольцевую или сходящуюся к центру, также имеется вариант, при котором герметизируемый контейнер 100 или 200 подвергают воздействию лазерного излучения во время его перемещения при помощи конвейера либо во время его перемещения и вращения при помощи конвейера. Возможно осуществить данный вариант в виде устройства наподобие технологической линии, в котором сочетается выполнение соответствующих стадий S1-S4 и перемещение контейнеров при помощи конвейера. При вращении контейнеров облегчается получение однородного сварного соединения. Последовательно выполняется воздействие на герметизируемый контейнер 100 или 200 лазерным излучением в течение определенного времени и перемещение уже заваренного при помощи сварки контейнера дальше по ходу технологического потока (на Фиг.1 не показано).
Далее будет описан вариант сварки всего подлежащего сварке участка почти одновременно. На Фиг.6 представлена схема одного из вариантов осуществления почти одновременного заваривания контейнеров, перемещаемых конвейером. Как показано на Фиг.6, такой вариант может представлять собой, например, вариант, при котором множество лазерных генераторов 64b, генерирующих лазерное излучение в виде области некоторой формы, установлены с одинаковым интервалом на конвейере 65, перемещающим корпус 1 контейнера, снабженный крышкой 3; контейнер с крышкой, перемещенный к этому интервалу, подвергается воздействию лазерного излучения в течение определенного времени, когда попадает в область воздействия лазерного излучения, и затем перемещается далее по ходу технологического потока. Этот процесс может быть организован так, что облучение будет происходить все время, а интенсивность облучения при прохождении контейнера - возрастать. Однако предпочтительно воздействовать лазерным излучением на контейнер с крышкой только тогда, когда контейнер с крышкой находится в одном из определенного диапазона положений. В этом случае удается избежать ненужного расходования энергии лазера и уменьшить облучение участков, не являющихся подлежащим сварке участком. Кроме того, контейнер во время сварки можно вращать так, чтобы сварка была более однородной. В качестве герметично запечатываемого контейнера, например, используют герметично запечатываемый контейнер 100, показанный на Фиг.1. В этом случае лазерное излучение направляют сверху вниз. Способ перемещения контейнера через область воздействия лазерного излучения требует, чтобы конфигурация лазерного излучения обеспечивала воздействие на область, ширина которой больше, чем минимальная ширина подлежащего сварке участка в любом направлении. Также необходимо, чтобы длина в направлении перемещения контейнеров имела достаточную величину с точки зрения интенсивности лазерного излучения и скорости перемещения контейнеров.
Для осуществления сварки всего подлежащего сварке участка почти одновременно, скорость конвейера устанавливают равной, предпочтительно, 50 м/мин или более, или около 500 контейнеров/мин или более. Перемещение контейнеров можно считать прерывистым перемещением, при котором контейнеры на время сварки останавливаются; однако предпочтительным является непрерывное перемещение даже во время лазерной сварки, в частности, более предпочтительным является непрерывное перемещение с постоянной скоростью. При производстве напитков и пищевых продуктов в герметично запечатанных контейнерах нужны высокоскоростные линии, также необходимо препятствовать поглощению кислорода, которое зависит, например, от волнения поверхности жидкости, и расплескиванию жидкости; это диктуется условиями сохранения качества продукта, эксплуатации оборудования и гигиеническими требованиями. Таким образом, идеальным является непрерывное движение конвейера с высокой скоростью, установление скорости конвейера после стадии заполнения, близкой к скорости перемещения контейнеров непосредственно после заполнения, недопущение перехода контейнеров с конвейера в устройства или контакта контейнеров с устройствами, то есть соблюдение условий, при которых поверхность жидкости в герметично запечатанных контейнерах остается спокойной.
В любом из описанных выше вариантов одновременного заваривания или почти одновременного заваривания, если контейнер изготовлен из алюминия, то поскольку возможно осуществить однородный подвод энергии к соответствующим участкам сварки, проблема прожигания или не достижения расплавления отдельных участков сварки не существует. Если контейнер изготовлен из пластика, значительная миграция капель воды во время сварки исключается даже тогда, когда участок сварки является влажным.
В любом из способов, включающих описанные выше варианты одновременного заваривания или почти одновременного заваривания, предпочтительно контролировать интенсивность лазерного излучения во время облучения путем контроля выходной мощности лазера. Также предпочтительно контролировать направленность лазерного излучения путем контроля светового излучения или теплового излучения при помощи фоточувствительного датчика или датчика температуры, такого как датчик инфракрасного излучения или ему подобный. В сочетании с ними также может быть использован датчик изображений, такой как ПЗС или ему подобный.
Примерами лазерного генератора являются полупроводниковый лазер, газовый лазер, такой как лазер на диоксиде углерода или ему подобный, или лазер на алюмоиттриевом гранате, выбор из которых осуществляется на основании различных параметров, таких как материал, из которого изготовлены подлежащие свариванию корпус контейнера и крышка, скорость перемещения относительно лазерного излучения, конфигурация пятен излучения и т.п. Длина волны лазерного излучения составляет, например, от 800 до 1000 нм. В случае, когда лазерную сварку применяют к пластиковым контейнерам или бутылкам, предпочтительным является полупроводниковый лазер.
То, какой величины должна быть выходная мощность лазера во время сварки, зависит от способа сварки и состава участка сварки контейнера. Однако было обнаружено, что даже если используется один из описанных выше способов сварки, возможно осуществить обеспечивающую закупоривание сварку при постоянной энергии лазерного излучения на единицу площади свариваемого участка.
Если контейнер изготовлен из металла, свойства участка излома, который должен выдерживать определенное давление, корректируют посредством выбора толщины детали. Однако в случае лазерной сварки, изменение толщины детали у ободка может быть скорректировано посредством выходной мощности лазера и способа продувки газа. Что касается контейнеров, изготовленных из алюминия, для изготовления контейнеров для напитков часто используют деталь толщиной 0,2 мм или менее; однако, для закупоривания с получением сварного соединения, выдерживающего нагрузку определенного диапазона, по сравнению с обычной сваркой алюминиевых деталей, уменьшение количества подводимой энергии, величина которой соответствует определенному узкому диапазону подводимой к единице площади участка сварки энергии, не допускается с точки зрения надежности закупоривания, регулирования свойств участка разлома и внутреннего давления. Например, если корпус контейнера и крышка изготовлены из алюминия толщиной 0,2 мм или менее или когда крышка изготовлена из многослойной пленки, содержащей слои алюминия и полимера, толщиной 0,2 мм или менее, предпочтительно, чтобы энергия лазерного излучения, воздействующего на подлежащий сварке участок, составляла от 17 до 26 Дж/мм2.
Если контейнер изготовлен из полимерного материала, то есть когда лазерное излучение проходит сквозь прозрачную деталь и поглощается свариваемой поверхностью, количество подводимой к участку сварки энергии, фактически, не зависит от толщины детали. Однако так же, как и в случае контейнера, изготовленного из алюминия, с точки зрения надежности закупоривания, регулирования свойств участка разлома и внутреннего давления, по сравнению с обычной сваркой полимерных деталей, количество подводимой к единице площади участка сварки энергии должно лежать в определенном узком диапазоне. Если подводится меньше энергии, то не происходит закупоривания, а если энергия слишком велика, прочность сварного соединения такова, что может стать источником опасности для пользователя в случае чрезмерного увеличения внутреннего давления в контейнере. Таким образом, для контейнеров из полиэтилентерефталата предпочтительно, чтобы энергия лазерного излучения, воздействующего на подлежащий сварке участок, составляла от 0,5 до 2,1 Дж/мм2.
В соответствии настоящим вариантом осуществления способа производства герметично запечатанных контейнеров, предпочтительно обеспечить стадию придания плотно примыкающей части свойства поглощения лазерного излучения. Лазерная сварка может быть с высокой точностью осуществлена на поглощающей излучение части, даже на таких изогнутых или шероховатых участках, где механический контакт бывает затруднен. Это происходит потому, что воздействие лазерного излучение вызывает сваривание, главным образом, поглощающих излучение частей. Указанная стадия может быть осуществлена в любое время до воздействия лазерным излучением, она может быть предусмотрена до стадии S1 заполнения, между любыми из стадий заполнения S1, подачи крышки S2 или размещения крышки S3. Кроме того, поскольку эта стадия имеет смысл в случае сваривания материала, не имеющего полосы поглощения лазерного излучения, она не является определяющей. То есть если соединяемые части поглощают лазерное излучение, как в случае некоторых цветных бутылок, лазерная сварка может быть осуществлена только путем воздействия лазерного излучения.
В соответствии со способом производства герметично запечатанных контейнеров, относящимся к настоящему варианту осуществления изобретения, имеются следующие преимущества:
(1) Время, затрачиваемое на сварку, является небольшим. Причина этого в том, что воздействие лазерным излучением осуществляется на весь участок сварки одновременно или почти одновременно.
(2) Прочность сварного соединения является постоянной. Это является результатом предотвращения подвода избыточного количества энергии к некоторым частям участка сварки, особенно около точек начала и конца сварки, а также предотвращения перемещения капель воды во время сварки, если участок сварки влажный.
(3) Контейнеру может быть сообщена соответствующая определенной величине внутреннего давления прочность. Поскольку возможен равномерный подвод постоянного количества энергии к единице площади участка сварки, такая сварка обеспечивает закупоривание, соответствующее требованиям безопасности.
(4) Облегчается обслуживание и стабильная эксплуатация сварочного устройства. Причина этого в отсутствии сложных движущихся элементов, таких как устройство для перемещения лазерных пятен или для вращения контейнеров, поэтому сварка осуществляется только при помощи простых подвижных элементов, таких как вертикально перемещающийся лазерный генератор или конвейер, перемещающий контейнеры. Кроме того, по сравнению со случаем, когда необходима регулировка расположения и направленности деталей устройств, обеспечивающих точное перемещение пятен лазерного излучения по всему участку сварки, облегчается наблюдение за воздействием лазерного излучения на весь участок сварки, таким образом, легко корректировать положение контейнера, в котором он подвергается облучению.
Что касается обычной закатки металлических банок, трудно определить непосредственно при осуществлении закатки, закупорен ли контейнер должным образом. Таким образом, несмотря на то, что до начала производства результаты проверки были положительными, если при закатке происходит сбой в закупоривании, это обнаруживается только некоторое время спустя после реального момента возникновения дефекта. В этом случае существенно увеличивается количество контейнеров, которые должны быть опорожнены, и время, на которое останавливается линия. Между тем, в соответствии со способом производства герметично запечатанных контейнеров, относящемуся к настоящему варианту осуществления изобретения, поскольку за очень короткое время возможно определить, произведена ли сварка надлежащим образом или нет, такого недостатка при закатке металлических банок удается избежать.
Примеры
Для проверки способности выдерживать давление подготовили контейнер из полиэтилентерефталата, имеющий форму герметично запечатываемого контейнера 100, показанного на Фиг.1. Оптические волокна, разветвляющие излучение полупроводникового лазера с длиной волны 808 нм, были расположены по кольцу, облучение подлежащего сварке участка проводили при 1,0 Дж. Затем измерили при комнатной температуре прочность на сопротивление внутреннему давлению, которая составила 12,0 атмосфер, и при 80°С, что соответствует заполнению горячим содержимым, прочность при нагревании, которая составила 10,4 атмосфер. Следовательно, подтверждено, что герметично запечатываемый контейнер, соответствующий настоящему изобретению, может быть использован в качестве термостойкого контейнера или контейнера, выдерживающего давление.
Для проверки способности выдерживать давление подготовили алюминиевый контейнер толщиной 150 мкм, имеющий форму герметично запечатываемого контейнера 200, показанного на Фиг.3. Оптические волокна, разветвляющие излучение полупроводникового лазера с длиной волны 808 нм, были расположены в соответствии с сходящейся к центру конфигурацией, облучение подлежащего сварке участка проводили при 24,0 Дж. Затем измерили при комнатной температуре прочность на сопротивление внутреннему давлению, которая составила 12,0 атмосфер, и при 80°С, что соответствует заполнению горячим содержимым, прочность при нагревании, которая составила 10,4 атмосфер. Следовательно, подтверждено, что герметично запечатываемый контейнер, соответствующий настоящему изобретению, может быть использован в качестве термостойкого контейнера или контейнера, выдерживающего давление.
Реферат
Группа изобретений относится к способам производства хорошо закупориваемого герметично запечатанного контейнера для напитков или пищевых продуктов с низкой себестоимостью при помощи использования лазерной сварки. Способы производства герметично запечатанных контейнеров путем сваривания корпуса контейнера и крышки, помещенной на горло контейнера, осуществляется способом лазерной сварки с получением герметичного соединения. Технический результат направлен на увеличение скорости закупоривания, предотвращение частичного избыточного подвода энергии, также не происходит уменьшения площади сварки или удельной прочности сварного соединения из-за скопления капель воды. 2 н. и 15 з.п. ф-лы, 9 ил.
Формула
использования в качестве подлежащего сварке участка уплотнительного участка между кольцевым выступом, имеющимся на наружной стенке горлышка корпуса герметично запечатываемого контейнера и параллельным краю горлышка, и кольцом, имеющимся на ободке крышки герметично запечатываемого контейнера для формирования уплотнительного участка с выступом; перемещения корпуса контейнера, на котором установлена крышка, посредством конвейера; облучения лазерным лучом области, через которую обязательно проходят подлежащий сварке участок и крышка при их перемещении конвейером, причем лазерный луч направляется сверху вниз и имеет такую форму, чтобы образовать область с шириной, которая превышает минимальную ширину из ширин в различных направлениях подлежащего сварке участка; и облучения лазерным лучом области, включающей в себя весь подлежащий сварке участок, посредством перемещения контейнера с крышкой в область облучения лазерным лучом, так чтобы сваривались весь подлежащий сварке участок корпуса контейнера и крышка при прохождении всего подлежащего сварке участка через область облучения лазерным лучом.
Документы, цитированные в отчёте о поиске
Материал для изготовления контейнеров и контейнеры на его основе
Патенты аналоги
Материал для изготовления контейнеров и контейнеры на его основе
Комментарии