Способ получения усиливающей проклеивание добавки - RU2729681C1
Код документа: RU2729681C1
Чертежи




Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу получения усиливающей проклеивание добавки, к усиливающей проклеивание добавке, получаемой этим способом, к способу получения гидрофобной бумаги, и к гидрофобной бумаге, получаемой таким способом.
УРОВЕНЬ ТЕХНИКИ
Проклеивающие агенты, такие как алкилянтарный ангидрид (ASA) или алкилкетеновые димеры (AKD), обычно применяются в целлюлозно-бумажной промышленности как компоненты проклеивающих дисперсионных композиций, для получения бумажных изделий со сниженной склонностью к абсорбированию жидкости, будучи в сухом состоянии, и для улучшений характеристик печатания. Патентный документ WO0233172А1 описывает проклеивающую систему с диспергатором, включающую лигносульфонат натрия, который может быть использован для придания бумаге водоотталкивающих свойств.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение имеет целью создание усиливающей проклеивание добавки, которая может содействовать сокращению расхода проклеивающих агентов при получении гидрофобных бумажных продуктов, и улучшению свойств таких бумажных продуктов.
Настоящее изобретение относится к способу получения усиливающей проклеивание добавки, включающему стадии I) объединения лигнинсодержащего масла и водного раствора желатинизированного катионного полисахарида, и необязательно воды, для получения лигнин/полисахаридной смеси, причем лигнинсодержащее масло получают основно-катализируемой деполимеризацией лигнина; и желатинизированный катионный полисахарид получают вывариванием сухого катионного полисахарида в воде вплоть до полного желатинизирования; и причем лигнинсодержащее масло и катионный полисахарид вводят в лигнин/полисахаридную смесь так, что массовое соотношение лигнинсодержащее масло:катионный полисахарид в смеси составляет 1:0,5-2, предпочтительно 1:0,9-1,1, где масса полисахарида представляет собой массу сухого полисахарида, добавляемого при получении водного раствора желатинизированного катионного полисахарида; и общая масса лигнина и полисахарида составляет 1-10 масс.% в расчете на общую массу полученной смеси; с последующим II) перемешиванием лигнин/полисахаридной смеси при температуре 40-100°С, предпочтительно 90-95°С, пока смесь не изменит цвет с серо-белого на коричневый.
Кроме того, способ может включать стадию III) отфильтровывания любых частиц размером более 0,5 мм, предпочтительно с последующей стадией IV) оставления коричневой смеси из стадии II) или фильтрата из стадии III) стоять в течение 10-24 часов для осаждения; и V) декантации и отделения верхней фазы. Декантированная верхняя фаза представляет собой усиливающую проклеивание добавку.
Лигнинсодержащее масло, используемое в вышеуказанном способе, предпочтительно получают основно-катализируемой деполимеризацией сульфатного черного щелока, обычно способом, включающим стадии
а) получения композиции черного щелока, включающей сульфатный черный щелок, и имеющей концентрацию гидроксид-ионов 1-40 г/л в расчете на объем черного щелока, необязательно, регулирования концентрации гидроксид-ионов посредством добавления подкисляющего агента (АА1);
b) введения композиции черного щелока в реакцию в реакторе (R) и проведения реакции композиции черного щелока при температуре 180-240°С в течение 10-120 минут в присутствии твердого катализатора с обеспечением деполимеризации лигнина в черном щелоке;
с) охлаждения композиции до температуры ниже температуры кипения растворителя, вводимого в последующей стадии;
d) подкисления композиции добавлением одного или более подкисляющих агентов (АА2) до достижения значения рН 4-5;
е) добавления к композиции растворителя (S) с экстрагированием масляной фазы из композиции;
f) разделения композиции путем разделения фаз в первой стадии (S1) разделения на
- масляную фазу (А), включающую растворитель, масло и органические кислоты,
- первую водную фазу (В), включающую воду, соли и твердые частицы недеполимеризованного лигнина,
- вторую водную фазу (С1), включающую воду и соли;
g) фильтрования (F2) первой фазы (А) для удаления любых частиц;
h) обессоливания профильтрованной первой фазы (А)
промыванием ее добавлением воды и разделением путем фазового разделения во второй стадии (S2) разделения на
- масляную фазу (D), включающую масло и растворитель,
- третью водную фазу (С2), включающую соли; или
добавлением адсорбционного и/или абсорбционного материала или ионообменного материала, или их комбинации,
f) выпаривания (Е2) растворителя, содержащегося в масляной фазе (D), с получением тем самым лигнинсодержащего масла.
Водный раствор желатинизированного катионного полисахарида, добавляемый в вышеуказанной стадии i), предпочтительно получают вывариванием сухого катионного крахмала в воде до полного желатинизирования, и регулированием концентрации на 0,5-23 масс.%, предпочтительно 0,5-3 масс.%. Желатинизированный полисахарид соответственно оставляют охлаждаться до комнатной температуры перед объединением его с лигнинсодержащим маслом в стадии I).
Настоящее изобретение также относится к усиливающей проклеивание добавке, получаемой вышеописанным способом.
Кроме того, настоящее изобретение относится к способу получения гидрофобной бумаги, включающему стадию добавления усиливающей проклеивание добавки, получаемой вышеописанным способом, и гидрофобизирующего агента к суспензии лигноцеллюлозной пульпы на мокрой части/конце процесса изготовления бумаги. Усиливающую проклеивание добавку предпочтительно добавляют в количестве, соответствующем 0,5-12 кг лигнинсодержащего масла на тонну пульпы, где количество лигнинсодержащего масла представляет собой массу лигнинсодержащего масла, добавляемого в стадии I) способа получения усиливающей проклеивание добавки. Гидрофобизирующий агент предпочтительно выбирается из ASA, AKD, или смешанного со смолой AKD. Кроме того, благоприятным образом к суспензии пульпы добавляют PAC (полиалюминийхлорид) или квасцы (Alum), и удерживающие добавки, значение рН суспензии пульпы предпочтительно регулируют до 6-8,5, и удельную проводимость суспензии пульпы предпочтительно регулируют до 0-8000 мкСм/см. Лигноцеллюлозная пульпа предпочтительно представляет собой небеленую сульфатную целлюлозу.
Настоящее изобретение также относится к гидрофобной бумаге, получаемой описываемым способом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигура 1 схематически показывает способ получения усиливающей проклеивание добавки согласно изобретению.
Фигура 2 схематически показывает способ, пригодный для получения лигнинсодержащего масла, применяемого в способе согласно Фиг. 1
Фигура 3 показывает значение Cobb1800 как функцию добавленного лигнинсодержащего масла для различных добавлений ASA.
Фигура 4 показывает значения Cobb для различных добавлений лигнинсодержащего масла и ASA.
Фигура 5 показывает значения Cobb для добавлений лигнинсодержащего масла в комбинации с различными проклеивающими добавками.
Фигура 6 показывает значения Cobb для ASA в комбинации с различными типами лигнина.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу получения усиливающей проклеивание добавки, которая применима в изготовлении гидрофобных бумажных продуктов.
При получении бумажных продуктов, как правило, желательно снижать расход химикатов, как из экологических, так и из экономических соображений. Настоящее изобретение описывает способ, в котором используется лигнинсодержащее масло, полученное основно-катализируемой деполимеризацией лигнина, как одного из исходных материалов. Было найдено, что конечный продукт описываемого способа применим в качестве усиливающей проклеивание добавки, и ее использование в проклеивающей дисперсии может сокращать необходимые количества других проклеивающих добавок и улучшать характеристики гидрофобности и УФ-стабильность бумажных продуктов.
Способ (1) получения усиливающей проклеивание добавки схематически иллюстрирован в Фиг. 1, и включает стадии объединения (I) лигнинсодержащего масла (2) и водного раствора желатинизированного катионного полисахарида (3), и необязательно воды, для получения лигнин/полисахаридной смеси. Лигнинсодержащее масло получается основно-катализируемой деполимеризацией лигнина, и далее называется «лигнинсодержащим маслом». Способ, пригодный для получения лигнинсодержащего масла, более подробно описывается ниже.
Водный раствор желатинизированного катионного полисахарида получается вывариванием сухого катионного полисахарида в воде до полного желатинизирования. Термин «сухой полисахарид» в этом контексте подразумевает полисахарид в порошкообразной форме, имеющий содержание влаги в равновесии с влажностью окружающей среды. Катионный полисахарид может представлять собой, например, крахмал, декстрин, амилозу или хитозан. Предпочтительным является крахмал, поскольку он общеизвестен как проклеивающая добавка, который является легкодоступным, обычно за приемлемую цену. При полном желатинизировании концентрация может быть надлежащим образом отрегулирована на 0,5-23 масс.%, предпочтительно 0,5-3 масс.%, в расчете на сухую массу добавленного полисахарида.
Желатинизированный полисахарид может быть соответственно оставлен охлаждаться до комнатной температуры перед объединением его с лигнинсодержащим маслом, благодаря чему концентрация полисахарида в водном растворе желатинизированного катионного полисахарида может быть более простым путем отрегулирована на желательное значение.
Лигнинсодержащее масло и катионный полисахарид вводятся в лигнин/полисахаридную смесь так, что массовое соотношение лигнинсодержащее масло:полисахарид в смеси составляет 1:0,5-2, предпочтительно 1:0,9-1,1, где масса полисахарида представляет собой массу сухого полисахарида, добавляемого при получении водного раствора желатинизированного катионного полисахарида. Общая масса лигнина и полисахарида составляет 1-10 масс.% в расчете на общую массу полученной смеси, сообразно чему смесь имеет достаточно низкую вязкость, в то же время избегая ненужных количеств воды. Эта смесь имеет серо-белый цвет.
Лигнин/полисахаридную смесь перемешивают (II) при температуре 40-100°С, пока смесь не изменит цвет с серо-белого на коричневый. Нагревание во время перемешивания требуется для преобразования смеси с изменением цвета с серо-белого на коричневый. Перемешиванием при температуре 90-95°С преобразование смеси с изменением цвета с серо-белого на коричневый происходит быстрее.
После перемешивания лигнин/полисахаридная смесь, которая теперь является коричневой, может быть подвергнута обработке в стадии (III) фильтрования, в которой смесь профильтровывают для удаления любых частиц (4) крупнее 0,5 мм, чтобы сократить риск создания проблем при последующем изготовлении бумаги. Такие частицы могут иметь темный цвет, и удаление их сокращает опасность возникновения пятен в полученном впоследствии бумажном продукте, и тем самым приводит к более привлекательному бумажному продукту.
Кроме того, способ может включать стадию (IV) оставления коричневой и, необязательно, профильтрованной смеси для осаждения в течение определенного времени, типично 10-24 часа; с последующей декантацией (V) и отделением верхней фазы. Верхняя фаза составлена усиливающей проклеивание добавкой. Путем осаждения и декантации из добавки может быть удален любой неактивный балластный материал, тем самым улучшая экономичность способа. В альтернативном варианте, смесь может быть подвергнута центрифугированию для удаления любого балласта.
Настоящее изобретение также относится к усиливающей проклеивание добавке, получаемой описанным выше способом. Ниже более подробно обсуждаются свойства лигнинсодержащего масла и усиливающей проклеивание добавки.
Усиливающая проклеивание добавка может быть использована в способе получения гидрофобной бумаги. Было найдено, что применение усиливающей проклеивание добавки, полученной, как описано выше, может значительно сократить необходимые количества других проклеивающих добавок, таких как ASA, AKD, и т.д., в то же время достигая полного проклеивания, и что полученный гидрофобный бумажный продукт имеет повышенную УФ-стабильность.
Способ получения гидрофобной бумаги включает стадию добавления усиливающей проклеивание добавки и проклеивающего агента к суспензии лигноцеллюлозной пульпы на мокрой части процесса изготовления бумаги. Подходящая концентрация волокон в суспензии составляет 0,1-2 масс.%, предпочтительно 0,3-0,7 масс.%. Усиливающая проклеивание добавка может быть добавлена в количестве, соответствующем 0,5-20 кг лигнинсодержащего масла на тонну пульпы, где количество лигнинсодержащего масла имеет отношение к массе лигнинсодержащего масла, добавляемого в первой стадии вышеописанного способа получения усиливающей проклеивание добавки. Проклеивающий агент предпочтительно выбирается из алкилянтарного ангидрида (ASA), алкилкетенового димера (AKD), или смешанного со смолой AKD, и полиалюминийхлорида (PAC) или квасцов (Alum), и к суспензии пульпы добавляются удерживающие добавки. Значение рН суспензии пульпы предпочтительно регулируют на 6-8,5, и удельную проводимость суспензии пульпы предпочтительно регулируют на 0-8000 мкСм/см. Лигноцеллюлозная пульпа обычно представляет собой небеленую сульфатную целлюлозу. Настоящее изобретение также относится к гидрофобной бумаге, получаемой вышеописанным способом.
Источником лигнина, используемого для получения лигнинсодержащего масла, предпочтительно является сульфатный черный щелок. Патентные заявки PCT/SE2015/050970 и PCT/SE2015/050969 описывают способы, которыми может быть получено лигнинсодержащее масло. Лигнинсодержащее масло, полученное любым из этих способов, содержит не более 1-3 масс.% золы. Оно имеет содержание натрия 1-50 млн-1, содержание калия 1-30 млн-1, содержание серы 2-3 масс.%. Готовое лигнинсодержащее масло после стадии промывания имеет такое низкое содержание соли, типично менее 50 млн-1, какое обеспечивает возможность дальнейшей обработки его. Вязкость лигнинсодержащего масла при скорости сдвига 500 сек-1 и 25°С находится в диапазоне 1000-3000 мПа·сек, в особенности в диапазоне 1600-2100 мПа·сек. Элементный анализ типично дает следующий результат:
Получение лигнинсодержащего масла может быть выполнено в периодическом режиме или в непрерывном режиме. Описываемый здесь способ получения лигнинсодержащего масла представляет собой способ в периодическом режиме, и включает стадии формирования композиции черного щелока, подвергания композиции черного щелока обработке реакцией деполимеризации в реакторе. Способ схематически показан в Фигуре 2. После реакции полученную композицию подвергают охлаждению, и необязательно добавляют соль или содержащую соль воду. После этого добавляют подкисляющий агент, с последующим добавлением растворителя. Затем полученную композицию подвергают фазовому разделению на три фазы, в результате чего масло содержится в фазе (А) растворителя, и вода разделяется на две содержащих соль водных фазы, содержащих водные фазы (В) и (С1), где (В) представляет собой суспензионную фазу, включающую воду, соли и осажденный недеполимеризованный лигнин, и (С1) включает соли в воде. Отделенную включающую лигнинсодержащее масло фазу (А) подвергают фильтрованию и обессоливанию, и выпаривают содержащийся в масляной фазе растворитель, для получения лигнинсодержащего масла. Выпаренный растворитель необязательно повторно используют в процессе. Стадия обессоливания может быть проведена промыванием водой и разделением во второй стадии разделения на маслосодержащую фазу (D) и содержащую воду фазу (С2), или добавлением адсорбента, абсорбента или ионообменного материала. Каждая стадия будет более подробно описана ниже. Способ предпочтительно встраивают в процесс сульфатной варки целлюлозы, сообразно чему отходящие потоки и побочные продукты после получения лигнинсодержащего масла могут быть возвращены в процесс сульфатной варки целлюлозы для повторного использования, если желательно.
В способе композиция черного щелока формируется в смесительном резервуаре (MT) или в реакторе (R) периодического действия смешением сульфатного черного щелока и подкисляющего агента, который предпочтительно представляет собой любой из СО2, H2S, SО2, серной кислоты или кислой технологической воды, имеющей значение рН 1-3, или их комбинаций. Подкисляющий агент добавляется в количестве, достаточном для регулирования концентрации гидроксид-ионов в черном щелоке до 1-40 г/л, предпочтительно 5-15 г/л, в расчете на объем черного щелока. Компоненты композиции черного щелока также могут быть смешаны в отдельном смесительном резервуаре, и затем введены в реактор периодического действия.
Черный щелок, который подается в процесс, обычно имеет содержание твердых веществ 38-45% по массе. В способе может быть использован любой черный щелок из процесса сульфатной варки целлюлозы, но может потребоваться корректирование концентрации гидроксид-ионов (ОН-). Различные черные щелоки действуют сходным образом в реакторной стадии, но было найдено, что они ведут себя по-разному в стадии подкисления. Поэтому концентрация гидроксид-ионов представляет собой важный параметр, который должен быть отрегулирован перед реактором. Для черных щелоков с высокими концентрациями гидроксид-ионов, типично около 30 г/л, более выраженной является агрегирование гемицеллюлозы, и количество недеполимеризованного лигнина после подкисления оказывается более высоким - причем оба из этих обстоятельств являются нежелательными. Высокие концентрации гидроксид-ионов представляют собой характеристику черных щелоков из процессов сульфатной варки целлюлозы с низкими выходами, то есть, процессов, образующих пульпы с высоким уровнями содержания целлюлозы и низкими числами Каппа (перманганатными). В таких процессах присутствие стадии (AQ) отбеливания с использованием антрахинона в способе варки целлюлозы приводит к меньшему количеству гемицеллюлозы в черном щелоке и, следовательно, к меньшей степени нежелательного агрегирования гемицеллюлозы в последующем процессе формирования лигнинсодержащего масла. Было найдено, что, когда используется черный щелок, имеющий высокую начальную концентрацию гидроксид-ионов, и без добавления AQ в процессе варки целлюлозы, все же может наблюдаться некоторое, но меньшее агрегирование гемицеллюлозы в последующей стадии (АА2) подкисления способа, обусловленное гемицеллюлозой в черном щелоке, даже если концентрация гидроксид-ионов скорректирована, например, от 30 г/л до 12 г/л. Для предотвращения этого агрегирования концентрация гидроксид-ионов в черном щелоке, имеющем высокую начальную концентрацию гидроксид-ионов (то есть, низкое перманганатное число пульпы), предпочтительно должна быть снижена до наибольшей степени, до уровня, например, 6 г/л, чтобы избежать агрегирования во время последующей стадии подкисления. Было найдено, что, когда применяется черный щелок, имеющий относительно низкую концентрацию гидроксид-ионов (то есть, высокое перманганатное число пульпы), например, 12 г/л, полученный из процесса без AQ-стадии, существенного агрегирования не происходит в стадии подкисления, следующей после реакции деполимеризации способа. Если сульфатный черный щелок изначально имел высокую концентрацию гидроксид-ионов (то есть, низкое перманганатное число пульпы), такую как 30 г/л или более, концентрация гидроксид-ионов в нем может быть благоприятным образом снижена до концентрации ОН- на более низком уровне, таком как 5-10 г/л, тогда как в сульфатном черном щелоке, изначально имеющем более низкую концентрацию гидроксид-ионов, такую как 12-15 г/л, корректирование концентрации гидроксид-ионов может не потребоваться.
Порошок лигнина может быть благоприятным образом добавлен к композиции черного щелока, предпочтительно в количестве 40-200 масс.% от содержания лигнина в черном щелоке, более предпочтительно в количестве 50-100 масс.%. Добавлением порошка лигнина может быть повышена производительность получения лигнинсодержащего масла, тем самым обеспечивая более высокий объем продукта, хотя выход может снижаться. Количество в 50-100 масс.% дает улучшенную производительность получения лигнинсодержащего масла, без того, чтобы приводить к слишком низкому выходу. Черный щелок растворяет добавленный порошок лигнина. Например, при добавлении 100% порошка лигнина (в расчете на массу лигнина в черном щелоке) выход масла снижается примерно на 15%, но общий объем полученного масла может быть бóльшим. Порошок лигнина может иметь происхождение либо из мягкой древесины, либо из твердой древесины. На рынке имеется порошок лигнина различных типов, таких как LignoboostTM от фирмы Valmet, или лигнин BioChoiceTM фирмы Domtar. Другими альтернативами являются лигносульфонаты из различных способов сульфитной варки целлюлозы, например, фирма Domsjö Fabriker и ее торговая марка Domsjö Lignin, и фирма Borregaard в Норвегии имеют многие торговые марки; например, Norlig, Borresperse, Borrement, Wafex, или более. Порошок лигнина предпочтительно добавляется непосредственно к композиции черного щелока в смесительный резервуар или в реактор. Добавляемый порошок лигнина может быть во влажной или сухой форме. В альтернативном варианте, он может быть растворен в белом щелоке перед добавлением к композиции черного щелока. Однако белый щелок вызывает выделение больших количеств H2S в процессе подкисления, что нежелательно.
Композицию черного щелока предпочтительно разбавляют водой перед реакцией, чтобы повысить выход реакции. Вода предпочтительно представляет собой оборотную технологическую воду, повторно используемую из последующих стадий разделения предыдущей партии, то есть, из одной или более из первой водной фазы (В), второй водной фазы (С1) или третьей водной фазы (С2), которые более подробно описываются ниже. Черный щелок предпочтительно разбавляют на 25-100%, в расчете на начальный объем черного щелока, и оборотная вода предпочтительно имеет концентрацию соли 5-30 масс.%, в расчете на массу воды. Соли, содержащиеся в воде, содействуют более эффективному разделению фаз в последующей стадии разделения масла и воды. В альтернативном варианте, соль может быть добавлена после реактора, либо в форме содержащей соль воды, либо в форме дисперсного материала или насыщенной суспензии. При добавлении содержащей соль воды после реактора может быть уменьшен объем реактора.
В случае если композиция черного щелока была сформирована в смесительном резервуаре, ее переводят в реактор (R), необязательно через стадию (F1) фильтрования. Реактор предпочтительно продувают газом, который не реагирует с технологическими компонентами в любой значительной степени, таким как азот или диоксид углерода, чтобы удалить кислород перед пуском. Тем самым сводится к минимуму риск окисления воздухом черного щелока в процессе, и тем самым будет меньшим количество кислорода, которое должно быть удалено в последующих стадиях обработки. Реакция проводится при температуре 220-350°С в течение 10-120 минут, предпочтительно 30-60 минут, когда не применяется твердый катализатор; или при 180-240°С в течение 10-120 минут, предпочтительно 30-60 минут, в присутствии твердого катализатора, в обоих случаях вызывая деполимеризацию лигнина в черном щелоке. В присутствии твердого катализатора водород расщепляет углерод-кислородные связи в лигнине с образованием воды. Образование воды (гидрогенолиз) приводит к снижению содержания кислорода в полученном масле, что является положительным фактором для дальнейшей обработки масла. Если в реакторе применяется катализатор, композиция черного щелока должна быть профильтрована перед реактором, чтобы удалить любые частицы, которые могли бы мешать действию катализатора и препятствовать реакции. В реактор предпочтительно подается Н2 или Н2/СО-синтез-газ под давлением 5-150 бар (0,5-15 МПа). Синтез-газ предпочтительно должен включать 5-95 масс.% Н2. Водород вызывает значительное образование H2S без твердого катализатора, приводя к более низкому содержанию серы в полученном масле, что является положительным фактором для дальнейшей обработки масла, приводя к снижению содержания серы в конечном лигнинсодержащем масле до 50%.
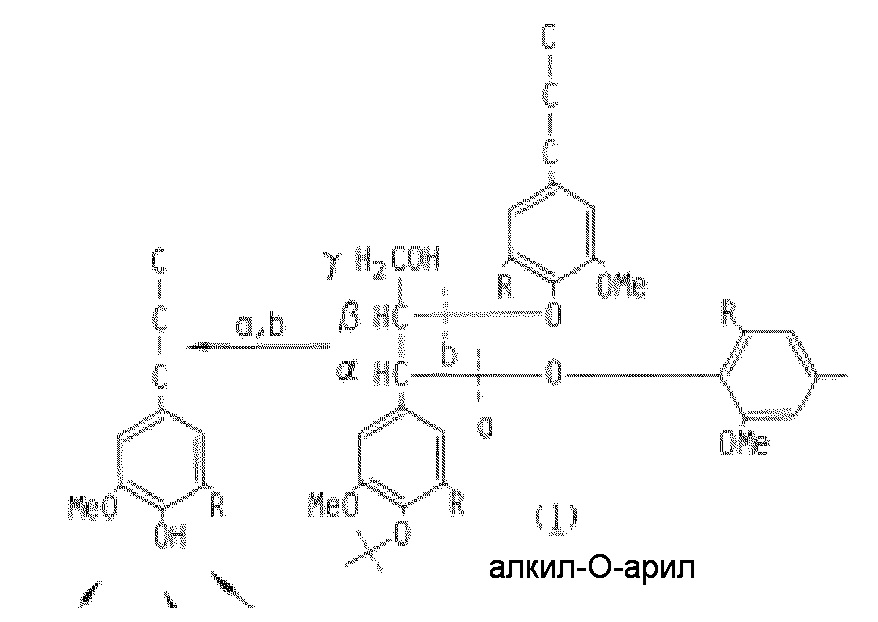
В реакции основание расщепляет либо такие связи, как β-О-4, либо связи в лигнине, приводя к феноксиду RO- (где R представляет ароматический цикл) и эпоксиду, как предполагается авторами Brendan D. Mar и др., J. Phys. Chem. A, (2015), том 119 (№ 24), стр. 6551-6562, которые провели расчетные ab initio исследования (методом вычислительной химии) путей расщепления лигнина. В цитированной работе был использован объемистый трет-бутоксидный анион, который представляет собой сильное основание, но проявляет слабую нуклеофильность. В способе используется ОН-, который является сильным основанием и сильным нуклеофилом. Как предполагается, расщепление β-О-4-связи и/или других связей в лигнине дает феноксид-ион и карбениевый ион, не исключая алкоксидный и арениевый ионы. Феноксид и алкоксид нейтрализуется натриевым противоионом вследствие избытка натрия, тогда как карбениевый или арениевый ион является очень реакционноспособным и склонен к повторной полимеризации. Образование карбениевых ионов в кислотно-катализируемой деполимеризации является общеизвестным, тогда как при основно-катализируемой деполимеризацией это не было описано. Для этого изобретения является весьма благоприятным добавление акцептора карбениевых ионов, как показано меньшей повторной полимеризацией и меньшим коксованием, приводя к более высокому выходу лигнинсодержащего масла, или к более низкой вязкости, чтобы легко перекачивать без растворителя при комнатной температуре. Это поддерживает гипотезу об образовании карбениевых ионов при основно-катализируемой деполимеризации. Фигура ниже показывает простую эфирную β-О-4-связь в малом фрагменте крупной молекулы лигнина (ссылка на работу Methods in Lignin Chemistry («Методы в химии лигнина»), под редакцией S.Y. Lin и C.W. Dence, 1992). β-Углерод, связанный с кислородом, находится в положении 4 ароматического цикла. Это простая эфирная связь расщепляется чаще всего, но в лигнине имеются многие простые эфирные связи, и деполимеризация лигнина не является тривиальной, и все еще не совсем понятна.
Реакция предпочтительно проводится в присутствии катализатора. Могут быть использованы самые разнообразные катализаторы, такие как любой благородный металл на различных материалах носителей, таких как углерод, активированный уголь, древесный уголь, графен, углеродные нанотрубки, графит, оксид алюминия, фосфат алюминия, цеолит, гидроталькит, гидроксиапатит, оксид магния, оксид циркония, диоксид титана, оксид церия, хромит и молибдит. Другими возможными катализаторами являются переходные металлы, такие как V, Cr, Fe, Co, Ni, Cu, Zn, Zr, Nb, Mo и W, на таких материалах носителей, как указанные выше, а также переходные металлы на металлоорганических каркасах. Еще один вариант представляет NiO на вышеупомянутых материалах носителей, а также металлические частицы без носителей, такие как переходный металл, карбиды и нитриды. Другими катализаторами без носителей, которые могут быть полезными, являются биметаллические катализаторы Co-Mo-S, MoS2, VS2, Ni-Mo и Fe-Cu.
Общее кислотное число (TAN) зависит от температуры, и TAN снижается с ростом температуры реакционной смеси, поскольку при более высокой температуре может легче протекать декарбоксилирование органических кислот. Примером такой разницы может быть сравнение 200°С с 220-240°С, где 200°С дает значение TAN порядка 200 мг КОН/г масла, и где 220-240°С приводит к величине TAN порядка 100 мг КОН/г масла. Исключение водорода слегка повышает TAN.
Для улучшения способа в композицию черного щелока перед реакцией могут быть введены дополнительные добавки, такие как ловушки карбениевых и/или арениевых ионов, и/или смазочные материалы, и/или ловушки свободных радикалов, или агенты переноса атома кислорода (OTA), или их комбинации.
Ловушки карбениевых и/или арениевых ионов (CAIS) предпочтительно представляют собой любое соединение из фенола, 2-нафтола, пирокатехина, метилпирокатехина, тимола, анизола, гваякола, крезола, толуола, орто-, мета-, пара-ксилола, и пара-цимола, или их комбинаций. Ловушка карбениевых или арениевых ионов используется как поглотитель карбениевого или арениевого иона, которые образуются при любом расщеплении связи, и тем самым действует как предотвращающий повторную полимеризацию реагент. Когда добавляются фенол или 2-нафтол, гидроксильная группа фенола или 2-нафтола подает электроны в ароматический цикл в результате резонансного эффекта сопряжения, делая его отрицательно заряженным. Этот отрицательно заряженный ароматический цикл создает С-С-связь с карбениевым или арениевым ионов, тем самым предотвращая его повторную полимеризацию. Фенол может быть добавлен к композиции черного щелока в соотношении фенол:лигнин 0,01-1:1, предпочтительно 0,05-0,5:1, во избежание нежелательного избытка фенола, и наиболее предпочтительно 0,05-0,15:1, в целью получения правильного баланса между препятствующим повторной полимеризации действием и стоимостью добавки. Было найдено, что при соотношении фенол:лигнин 0,45-0,55:1 полученное лигнинсодержащее масло не пахнет фенолом, показывая, что избыток фенола не присутствует, тогда как соотношение фенол:лигнин 1:1 приводит к резкому запаху фенола, показывая наличие избыточного фенола. Альтернативной CAIS является смесь мономеров из продолжительного промывания водой (которое более подробно описывается ниже), которая необязательно применяется в обработке, и более подробно описывается ниже. Точный состав ароматической композиции неизвестен, но анализ методом газовой хроматографии-масс-спектрометрии (GC-MS) масла показывает, что смесь содержит гваякол, пирокатехин и метилпирокатехин. Кроме того, перегонка или отгонка из реакциионной смеси образованного этим способом лигнинсодержащего масла дает ароматические мономеры, такие как пирокатехин, которые могут быть добавлены к композиции черного щелока в качестве CAIS. Продукт восстановления антрахинона в процессе варки целлюлозы, 9,10-дигидроксиантрацен, также может быть использован как CAIS. Ион ОН- катализирует эту реакцию, но он расходуется органическими кислотами, такими как муравьиная кислота и уксусная кислота, когда они образуются при щелочном разложении гемицеллюлозы. Смазочным материалом предпочтительно является любое соединение из толуола, орто-, мета-, пара-ксилола, пара-цимола, бензина и дизельного топлива, или их комбинаций. Смазочные материалы поддерживают поверхность реактора в чистоте, а также придают конечному сырому маслу более низкую вязкость.
Агент переноса атома кислорода (OTA) предпочтительно представляет собой любое соединение из антрахинона, образованных из флавоноидов таннинов, таннинов с флавоноидными структурными единицами, содержащих углерод карбонильной группы, менадиона и кверцетина, или их комбинаций. Как упоминалось выше, антрахинон в каталитическом количестве может быть добавлен в процесс сульфатной варки целлюлозы для защиты гемицеллюлозы от щелочного разложения, тем самым повышая выход целлюлозы. Это разъясняется в издании Handbook of Pulp («Руководство по целлюлозе») (редактор Herbert Sixta), и иллюстрируется приведенной ниже фигурой.
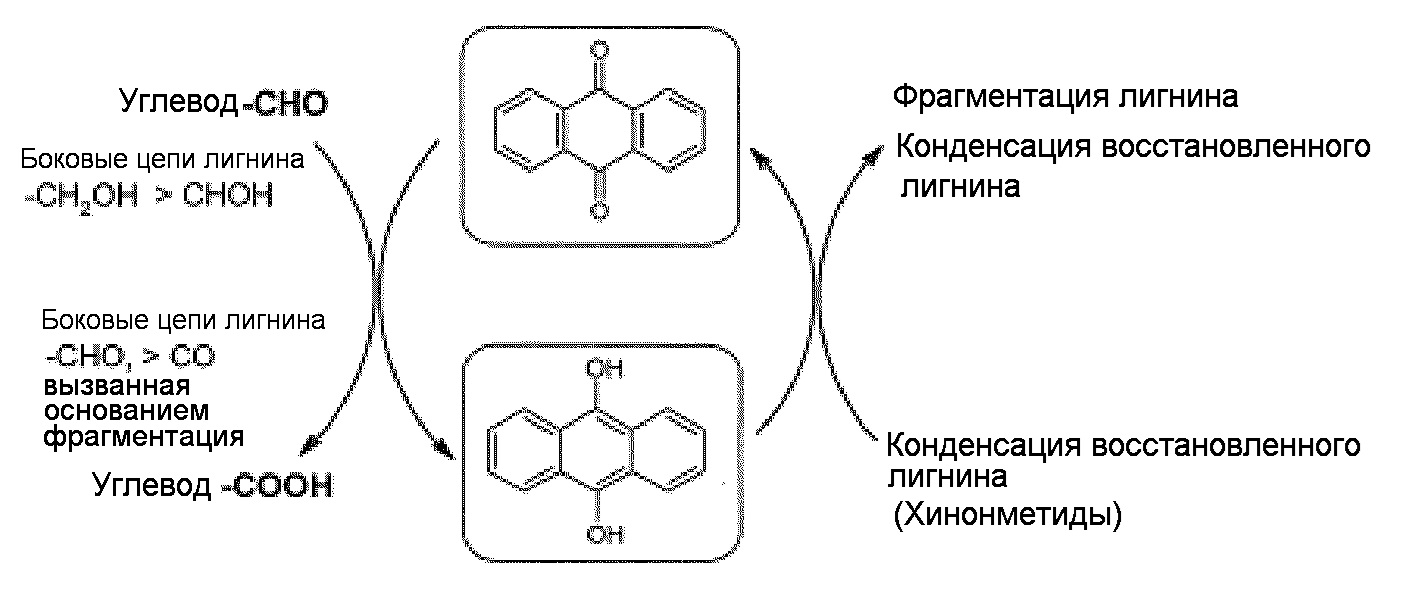
Антрахинон сначала восстанавливается до спирта (9,10-дигидроксиантрацена), и затем окисляется обратно до антрахинона. В этом окислительно-восстановительном процессе альдегиды гемицеллюлозы (углевод-СНО) окисляются до карбоновых кислот, которые более устойчивы к щелочному разложению. В то же время лигнин восстанавливается.
При добавлении антрахинона или еще одного OTA к черному щелоку процесс может протекать по другому механизму. Добавление OTA приводит к тому, что кислород переносится из лигнина на гемицеллюлозу, и в результате этого альдегиды гемицеллюлозы окисляются до более стабильных карбоновых кислот. Карбоновые кислоты могут быть отделены дистилляцией, приводя к лигнинсодержащему маслу, содержащему меньше кислорода. Как показывает приведенная ниже фигура, лигнин расщепляется под действием ОН-, образуя алкоксид или феноксид RO (ссылка на работу авторов Z. Zhu и J. Zhu, Fuel (2015), том 148, стр. 226-230). Алкоксид или феноксид является сильным основанием, который атакует карбонильный углерод в антрахиноне, приводя к созданию отрицательного заряда на одном атоме кислорода. Эта электронная пара создает диоксиран, то есть, функциональную группу, содержащую 2 атома кислорода в трехчленном цикле, который показан внизу справа в фигуре. Одновременно выделяется ион R-. Этот ион протонируется водой, регенерируя каталитически действующий ОН-.
Диоксиран представляет собой подходящий окислитель, который способен окислять альдегиды и даже вторичные спирты гемицеллюлозы, затрудняя щелочное разложение гемицеллюлозы.

Даже при добавлении антрахинона конечный продукт содержит некоторые органические кислоты, поскольку сам лигнин может создавать органические кислоты во время деполимеризации. Образованием органических кислот из лигнина объясняется, почему концентрация ОН- является более низкой после стадии обработки в реакторе, так как кислоты расходуются ионами ОН-.
Существенное преимущество антрахинона состоит в том, что, когда он добавляется в высокощелочный черный щелок (то есть, пульпу с низким перманганатным числом), имеющий типичную концентрацию ионов ОН- 30 г/л или более, это сокращает агрегирование гемицеллюлозы и недеполимеризованного лигнина, что в большей мере проявляется при пульпе с низким перманганатным числом. Остаточная концентрацию ОН- после стадии обработки в реакторе обычно является более низкой без добавления антрахинона, по сравнению с добавлением антрахинона. Это показывает, что гемицеллюлоза защищается антрахиноном, и что образуется меньше карбоновых кислот, так как является меньшим расходование ОН-.
Добавление антрахинона перед реакцией может быть альтернативой упомянутому выше снижению концентрации ОН-. Тем самым можно избежать агрегирования гемицеллюлозы, и в то же время может быть получено масло с меньшим TAN (общим кислотным числом) и меньшим содержанием кислорода. Антрахинон предпочтительно добавляется в количестве 1,75 масс.% относительно содержания лигнина. Когда антрахинон применяется в процессе сульфатной варки целлюлозы, дозировка предпочтительно составляет 0,05-0,15 масс.% древесины.
Ловушки свободных радикалов предпочтительно представляют собой стильбеноиды, такие как пикеатаннол, метилпикеатаннол или ресвератрол, или их комбинации. Радикалы могут образовываться во время деполимеризации, и ловушки свободных радикалов служат для предотвращения повторной радикальной полимеризации.
Как упоминалось выше, соли могут быть добавлены к композиции черного щелока вместе с водой перед реакцией деполимеризации, или они могут быть добавлены после реактора в форме дисперсной соли, предпочтительно Na2SO4 и/или золы из электрофильтра, или в форме воды из одной или более из первой водной фазы (В), второй водной фазы (С1) и третьей водной фазы (С2). Присутствие соли содействует ускорению и улучшению разделения растворителя и воды в последующей стадии фазового разделения. Причиной этого является бóльшая разность плотностей между растворителем и водной фазой, и также пониженная растворимость растворителя и лигнина в воде с высокой соленостью.
При пуске серии периодических процессов 20 масс.%-ный водный раствор Na2SO4 добавляется в объеме 25-100% относительно объема черного щелока. Это добавление Na2SO4 требуется только на этапе пуска. Когда следующая загружаемая партия разбавляется оборотной водой из последующего фазового разделения, стационарное состояние с достаточной концентрацией соли достигается уже после одного цикла, так что получается хорошее разделение между водной фазой (С) и суспензионной фазой (В), а также хорошее отделение (А) от (В).
Вода, содержащаяся в реакционной смеси перед фазовым разделением, предпочтительно имеет концентрацию соли 5-30 масс.% в расчете на массу воды, более предпочтительно 15-20 масс.% в расчете на массу воды, присутствующей после реакции. Соль также может быть добавлена в форме золы электрофильтра из котла-утилизатора сульфат-целлюлозного завода, что является более благоприятным, поскольку заводы обычно имеют избыток золы электрофильтра. Зола электрофильтра обычно имеет следующий состав (масс.%): 0,6 хлора, 29,9 натрия, 4,0 калия, 4,9 карбоната, с остальным количеством (100-хлор-натрий-калий-карбонат) 60,6 сульфата, и следовые количества (<100 млн-1) Al, Si, Fe, Mg, Ca, Mn, P, B, Ba, Cu, и Zn. Даже если дополнительная соль не добавляется, водная фаза все же будет содержать соли, происходящие из черного щелока, но в меньшей степени.
После реакции деполимеризации композицию охлаждают ниже температуры кипения растворителя, который добавляют в последующей стадии экстракции. Охлаждение может быть выполнено в отдельном охладительном резервуаре, или в охлаждаемом резервуаре для подкисления, или с помощью теплообменников. Перед стадией охлаждения композиция может быть пропущена через конденсационную стадию, в которой отделяются Н2 и другие неконденсируемые газы, и в которой композиция до некоторой степени охлаждается.
После охлаждения реакционной композиции ее подкисляют добавлением одного или более подкисляющих агентов (АА2), пока значение рН не достигнет 4-5. Подкисляющие агенты могут представлять собой CO2, H2S, SO2, серную кислоту, или кислую технологическую воду, имеющую значение рН 1-3, или их комбинации, и предпочтительно добавляются последовательно в течение периода времени 45-60 минут. В результате подкисления алкоксиды и феноксиды в композиции становятся протонированными так, что масло может быть экстрагировано в фазу растворителя без натриевого противоиона, и осаждается недеполимеризованный лигнин.
Растворитель (S) добавляется к подкисленной композиции, чтобы экстрагировать масло из композиции. Лигнинсодержащее масло, полученное из реакции деполимеризации, является полярным и ароматическим, и растворимым в полярном растворителе или ароматическом растворителе. Добавляемый растворитель не должен смешиваться с водой. Растворитель должен иметь более низкую плотность, чем содержащая соль технологическая вода, предпочтительно 0,8-1,1 г/см3. Подходящие растворители представляют собой полярные или ароматические растворители, такие как этилацетат, метилизобутилкетон (MIBK), метилтетрагидрофуран, толуол, бензол, бензиловый спирт, фенилэтиловый спирт, 3-фенил-1-пропанол, анизол, орто-, мета-, пара-ксилол и пара-цимол, или их комбинации. Предпочтительны полярные растворители, поскольку они часто имеют более низкую температуру кипения, чем ароматические растворители, что делает способ более экономичным. Многие органические соединения в лигнинсодержащем масле проявляют высокое сродство к этилацетату и растворимы в нем, чем может обеспечиваться высокий выход, несмотря на некоторые потери водорастворимых мономеров в водной фазе. Этилацетат как предпочтительный полярный растворитель имеет температуру выше 20°С и ниже его температуры кипения приблизительно 77°С, предпочтительно 20-50°С, чтобы обеспечивать улучшенное разделение растворителя (А) и воды (В, С1), и предпочтительно добавляется в избытке относительно массы содержащегося в композиции лигнинсодержащего масла. Толуол и бензиловый спирт как предпочтительные ароматические растворители предпочтительно имеют температуру 50-100°С. Более высокая температура растворителя может улучшать разделение благодаря более быстрой диффузии разделяемых веществ, и снижает риск осаждения соли, которое могло бы происходить при более низких температурах. Преимущества этилацетата и метилтетрагидрофурана заключаются в том, что они могут быть получены без ущерба экологии из неископаемых источников. Этилацетат является традиционным растворителем, который считается относительно безвредным, и также имеет относительно низкую температуру кипения (77°С), чем экономится энергия при выпаривании, и снижается расход энергии на регенерацию растворителя.
Композицию, включающую лигнинсодержащее масло, растворитель, осажденный недеполимеризованный лигнин, воду и соли, подвергают разделению в первой стадии (S1) разделения, которая происходит в разделительном резервуаре, в котором ее оставляют для разделения путем фазового разделения на масляную фазу (А), включающую растворитель, масло и органические кислоты; первую водную фазу (В), включающую воду, соли и твердый материал недеполимеризованного лигнина; и вторую водную фазу (С1), содержащую воду и соли. Разделенные фазы по отдельности выводятся из разделительного резервуара. Как описано выше, присутствующие в композиции соли содействуют улучшению фазового разделения, поскольку соли растворимы в воде и повышают плотность водной фазы. Первая водная фаза (В) представляет собой суспензионную фазу, включающую осажденный недеполимеризованный лигнин. Относительные объемы фаз В и С1 зависят от температуры в реакторе: объем фазы (В) увеличивается с ростом температуры в реакторе, поскольку лигнин становится более пористым.
Разделение фаз предпочтительно инициируется перемешиванием при скорости 1-10 об/мин, предпочтительно 4-5 об/мин, в течение 5-30 секунд, и оставляется протекающим без перемешивания в течение 15-30 минут. Очень короткое перемешивание стимулирует разделение водной фазы на две фазы (В) и (С1). Как представляется, завихрение может вызывать восходящую волну, которая выталкивает твердые частицы вверх, и в то же время обеспечивает постоянную разность плотностей между (В) и (С1). В альтернативном варианте, разделение может быть выполнено при непрерывном медленном перемешивании со скоростью 1-10 об/мин, предпочтительно 4-5 об/мин. Разделение может проводиться без перемешивания, но необходимое время будет гораздо более длительным, вплоть до 90-120 минут.
В дополнение к растворителю, маслу и органическим кислотам, фаза (А) может содержать небольшие количества воды, поскольку вода до некоторой степени растворима в растворителе, и небольшие количества частиц углерода. Разделенные фазы (В) и (С1) могут содержать небольшие количества растворителя, поскольку растворитель до некоторой степени растворим в воде. Этот растворитель удаляется выпариванием. Водная фаза (С1) также может содержать водорастворимые мономеры и органические кислоты. Фазу (А) масла и растворителя, отделенную в первой стадии (S1) разделения, пропускают через стадию (F2) фильтрования для удаления любых мелких частиц, которые могут присутствовать в ней. Частицы, присутствующие в этой фазе, скорее всего имеют плотность, подобную плотности этой фазы. Отделенные в стадии фильтрования мелкие частицы могут быть извлечены и возвращены в технологический процесс, например, добавлением их вместе с любой промывной водой из фильтра (F2) к водной фазе, которая выходит из выпаривателя (Е1). Тонкодисперсный материал, содержащийся в этом объединенном потоке воды, соответствует менее, чем 1% лигнина, присутствующего в композиции черного щелока.
Затем отфильтрованную первую фазу (А) подвергают обессоливанию промыванием водой, или добавлением адсорбционного и/или абсорбционного материала, или ионообменного материала. При промывании водой воду добавляют к фазе (А) масла и растворителя, предпочтительно в избытке относительно объема воды, присутствующей в растворителе/масле. Большинство присутствующих в масле солей тогда переносится в водную фазу, и смесь масла/растворителя/воды подвергают разделению посредством фазового разделения во второй стадии (S2) разделения на масляную фазу (D), включающую масло и растворитель, и третью водную фазу (С2), включающую соли. Добавляемая вода может представлять собой деминерализованную воду, или технологическую воду из крафт-целлюлозного завода, или может быть вовлечена в рециркуляцию из стадии (S2) разделения. Технологическая вода может содержать гемицеллюлозу, возможно, приводящую к необходимости регулирования концентрации ОН-, или к необходимости добавления антрахинона в композицию черного щелока. Промывание водой представляет собой способ обессоливания, предпочтительный при получении лигнинсодержащего масла в периодическом режиме, поскольку этим обеспечивается менее сложный способ.
Обессоливание фазы масла/растворителя также может быть достигнуто пропусканием масла/растворителя через слой адсорбционного и/или абсорбционного материала, или ионообменного материала, или их комбинаций. Адсорбционный и/или абсорбционный материал или ионообменный материал могут быть регенерированы на месте различными способами, которые известны в технологии. После обессоливания фазу (D) масла/растворителя направляют в стадию (Е2) выпаривания, в которой содержащийся в фазе масла/растворителя растворитель выпаривается, и получается фаза лигнинсодержащего масла, по существу не содержащая растворитель. Растворитель может быть возвращен в стадию добавления растворителя перед первой стадией разделения в последующей партии. Если желательно, весь нужный растворитель не выпаривается, но может до некоторой степени оставаться в лигнинсодержащем масле, чтобы сделать масло легче перекачиваемым. Конечное лигнинсодержащее масло предпочтительно имеет настолько низкое содержание солей, насколько возможно, предпочтительно менее 10 млн-1, чтобы обеспечить дальнейшую обработку.
Даже если фазовое разделение в первой и второй стадиях разделения является эффективным, в водной фазе остаются небольшие количества растворителя вследствие растворимости растворителя в воде. Поэтому одну или многие из водных фаз из первой и второй стадий разделения фаз, то есть, первую водную фазу (В), вторую водную фазу (С1) и третью водную фазу (С2), предпочтительно направляют в стадию (Е1) выпаривания, в которой выпаривается любой содержащийся в воде растворитель, и может быть возвращен рециркуляцией в последующую партию. Выпариватель в этой стадии (Е1) является более крупным, чем выпариватель, используемый для выпаривания (Е2) растворителя, поскольку он принимает потоки из водной фазы, выходящие после отфильтровывания недеполимеризованного лигнина, и воды после промывания водой. Водная фаза, которая выходит из этого более крупного выпаривателя (Е1), может содержать тонкодисперсные материалы, которые соответствуют менее, чем 1% лигнина, присутствующего в композиции черного щелока.
ПРИМЕРЫ
Были проведены эксперименты, в которых усиливающую проклеивание добавку согласно настоящему изобретению получали в лабораторном масштабе с использованием лигнинсодержащего масла, полученного реакцией основно-катализируемой деполимеризации, в качестве одного из ингредиентов, и испытывали ее действие как добавки при получении гидрофобной бумаги. Были достигнуты сравнительные результаты получением добавки с использованием той же процедуры, но с заменой лигнинсодержащего масла имеющимся в продаже на рынке лигнином трех различных типов:
- лигнином согласно технологии Lignoboost (LB), который представляет собой крафт-лигнин из сульфатного процесса, выделенный специальным способом, под торговым наименованием Lignoboost;
- лигносульфонатом (LS), который представляет собой биополимер; лигносульфонат представляет собой натриевую соль лигносульфоновой кислоты, которая образовывалась, когда целлюлозу получают сульфитным способом;
- гидролизным лигнином (HL), который представляет собой остаточный лигнин из процесса кислотного (или ферментативного) гидролиза биомассы. Гидролизный лигнин имеет высокую сорбционную способность.
1. Получение лигнинсодержащего масла
Лигнинсодержащее масло, используемое в эксперименте, получали следующим способом:
а) исходным материалом был черный щелок с типичным содержанием сухого вещества 46,9%, плотностью 1247 г/л и с остаточной щелочью 13 г/л. Общее содержание лигнина 214 г/л соответствовало 181,1 г/л лигнина Класона и 33 г/л кислоторастворимого лигнина. Содержащиеся углеводы были представлены 1,1 г/л галактозы, 0,64 г/л арабинозы и 0,88 г/л ксилозы, с общим содержанием гемицеллюлозы около 2,6 г/л;
b) деполимеризация лигнина была проведена в реакторе высокого давления Parr емкостью 2 литра при 230°С с временем пребывания 2 часа. Загрузка черного щелока составляла 1 кг. Небольшое количество фенола было добавлено в процесс в качестве защитного вещества (количество фенола: 10% от содержания лигнина Класона в черном щелоке), во избежание повторной полимеризации образующихся во время деполимеризации нестабильных карбениевых и арениевых ионов с образованием смолы и кокса. Реакцию гасили помещением реактора в холодную воду и выпуском газообразных продуктов при 50°С. Кроме того, перед всеми экспериментами реактор продували азотом, не оставляя внутри кислород;
с) после реакции основно-катализируемой деполимеризации раствор медленно подкисляли концентрированной серной кислотой (с 95%-ной концентрацией, скорость подкисления: 1,4 мл/мин) во время относительно энергичного перемешивания на магнитной мешалке, снижая значение рН до 4,5, тем самым обусловливая выпадение в осадок недеполимеризованного лигнина. Вспенивание контролируется скоростью перемешивания;
d) к композиции добавили 2 литра этилацетата в качестве растворителя (S), чтобы экстрагировать масло (органическая фаза);
е) органическая фаза также содержит примеси, такие как соли или металлы, которые составляют часть масла, когда масло содержит 0,5-1 масс.% воды после удаления растворителя. С водой поступает соль, так что перед удалением растворителя органическая фаза подвергается обессоливанию путем промывания водой (соотношение 1:1 органической фазы:воды);
f) органическую фазу выделили декантацией и профильтровали через фильтровальную бумагу для удаления небольшого количества присутствующих микрочастиц. Удаление этилацетата как растворителя (температура кипения 77°С) проводили с использованием роторного испарителя при пониженном давлении 65 мбар (6,5 кПа) и с температурой водяной бани 30°С. Этот способ удаления растворителя подразумевает, что органические кислоты (температуры кипения 101°С и выше) содержатся в лигнинсодержащем масле;
g) получено лигнинсодержащее масло.
2. Анализ лигнинсодержащего масла
Полученное таким образом лигнинсодержащее масло проанализировали со следующими результатами.
2.1. Элементный анализ
Элементный анализ (CHNO) проводили с использованием метода согласно стандарту ASTM D 5291, и для анализа серы (S) метода согласно стандарту ASTM D 1552 А, со следующим результатом: С 60-70 масс.%; Н 5-7 масс.%; О 20-30 масс.%; S 2-3 масс.%; N 0,1-0,3 масс.%.
2.2. Зола/металлы
Содержание металлов определяли согласно технологии ICP (с индуктивно-связанной плазмой). Использованным прибором был спектрометр серии iCAP 6000 от фирмы Thermo Scientific с автоматическим пробоотборником ASX-520.
Способ получения образца был следующим: в пробирку внесли 0,2 г сухого образца лигнинсодержащего масла, и добавили воду до общего объема 10 мл. В эту пробирку медленно вносили 2 мл Н2О2 и оставили реагировать в течение 10 минут. После этой реакции добавили 1 мл концентрированной HNO3. Образец нагревали в микроволновой печи (800 Вт) в течение 2 часов до достижения температуры 175°С. После этой процедуры образец поместили в ICP-прибор.
Результат обработки соответствует заявленному, причем указанное лигнинсодержащее масло по существу содержит не более 2-3 процентов золы. Содержание натрия составляет 1-50 млн-1, содержание калия 1-30 млн-1, содержание серы 2-3 масс.%. Готовое лигнинсодержащее масло после стадии промывания предпочтительно имеет настолько низкое содержание соли, насколько возможно, предпочтительно менее 50 млн-1, чтобы обеспечить возможность дальнейшей обработки.
2.3. Вязкость
Вязкость представляет собой меру сопротивления течению жидкости. Вязкость стандартного топлива обычно измеряется как кинематическая вязкость согласно стандарту ASTM D 445. Вязкость лигнинсодержащего масла при скорости сдвига 500 сек-1 и при 25°С была измерена согласно стандарту ASTM D 445, и была найдена составляющей в диапазоне 1000-3000 мПа·сек, более конкретно, в диапазоне 1600-2100 мПа·сек.
2.4. Молекулярная масса лигнина
Для измерения средневзвешенной молекулярной массы масла использовали GPC (гель-проникающую хроматографию, иногда называемую SEC, эксклюзионной хроматографией). Масло перед измерениями растворили в тетрагидрофуране. Хроматограф GPC представлял собой прибор Perkin-Elmer с детектором на основе показателя преломления и колонками от фирмы Polymer Lab. Измеренная средневзвешенная молекулярная масса лигнинсодержащего масла составляла 600-700 г/моль. Лигнинсодержащее масло надлежащим образом характеризовалось средневзвешенной молекулярной массой 100-1000 г/моль с полидисперсностью 2 для целей настоящего изобретения.
2.5. Значение рН
Значение рН лигнинсодержащего масла составляет величину в диапазоне рН 4-7.
2.6. Компоненты продукта в лигнинсодержащем масле согласно GC-MS-анализу
Компоненты продукта были проанализированы методом GC-MS (газовой хроматографии в сочетании с масс-спектрометром). Ниже показаны характеристики GC-MS-прибора и настройки:
- прибор: ISQ Trace GC Ultra AS Triplus, фирма Thermo Scientific
- колонка ZB-5MSi: 30 м, внутренний диаметр 0,25 мм, толщина пленки 0,25 мкм
- носитель: He, постоянный расход потока 1,0 мл/мин
- температура инжектора: 260°C
- программа работы печи: 1 минута времени выдерживания при 40°C, повышение 1 температуры: 5°/мин от 40 до 250°C, повышение 2 температуры: 20°/мин от 250 до 300°С
- температура переходной линии 240°C
- температура источника ионов 250°C
- В качестве внутреннего стандарта использовали 2,6-диэтилнафталин.
Способ получения образца был следующим:
- 2 мг масла растворили в 3 мл ацетона (качества для газовой хроматографии (GC)), и 1 мл этого раствора перенесли в пробирку. Растворитель из пробирки выпарили, и добавили 50 мкл внутреннего стандарта, и затем выпарили опять. Концентрация внутреннего стандарта составляла 1 мг/мл.
Образец дериватизировали добавлением в пробирку 100 мкл BSTFA (N,O-бис(триметилсилил)трифторацетамида) и 100 мкл безводного ацетона. Закрытую пробирку нагревали в печи в течение 25 минут при 70°С.
- В случае без дериватизации добавили 200 мкл безводного ацетона согласно такой же процедуре.
Было найдено, что лигнинсодержащее масло как продукт, полученный вышеуказанным способом, включал фенол, орто-крезол, пара-крезол, мета-крезол, гваякол, пирокатехин, 4-метилпирокатехин, сирингол, ацетованиллон, сиреневый альдегид, 3,5-диметокси-4-гидроксиацетофенон, 4-гидрокси-3-метоксифенилацетон, 2-гидроксипропионовую кислоту, гидроксиизомасляную кислоту, гликолевую кислоту, 2-гидроксимасляную кислоту, 4-гидроксипентеновую кислоту, 2-гидроксивалериановую кислоту и фенилуксусную кислоту.
Перечисленная выше GC-MS-фракция соответствует легколетучим (с низкой молекулярной массой) компонентам.
2.7. TAN (общее кислотное число)
Общее кислотное число (TAN) зависит от температуры, и значение TAN снижается с повышением температуры реакционной смеси, так как при более высокой температуре может легче происходить декарбоксилирование органических кислот. Значение TAN измеряется титрованием и выражается как мг КОН/г масла, и было измерено согласно стандарту ISO 660. Общее кислотное число в лигнинсодержащем масле составляло 80-150 мг КОН/г масла.
2.8. Содержание воды
Содержание воды в лигнинсодержащем масле было определено методом титрования по Карлу Фишеру (KF) с использованием смеси метанола:хлороформа в соотношении 3:1 в качестве растворителя. Лигнинсодержащее масло имело содержание воды 0,1-1,5 масс.%.
2.9. Содержание лигнина
Лигнинсодержащее масло может быть представлено комплексом соединений: органических кислот, одноатомных фенолов, таких как фенол, пара-метилгваякол, пара-этилфенол и ванилин, образованных деполимеризацией лигнина, которые составляют 85-98% состава масла.
2.10. Теплотворная способность
Калориметрическая теплотворная способность, элементный анализ (С, Н, N, S) и расчетная низшая теплотворная способность суспензии технологической воды были определены методом согласно стандарту EN14918/15400/ISO1928. Образец гомогенизировали, и для определения теплотворной способности использовали калориметрическую бомбу. Серу определяли ионной хроматографией на образце, подвергнутом обработке в калориметрической бомбе. Лигнинсодержащее масло имело теплотворную способность 25-35 МДж/кг.
3. Сравнение лигнинсодержащего масла с гидролизным лигнином, лигнином Lignoboost и лигнином в виде лигносульфоната
Во многих вариантах применения важнейшим фактором является химическая реакционная способность технических лигнинов. Вследствие их неоднородной структуры, лигнины часто проявляют неожиданное поведение. Поскольку технические лигнины, такие как гидролизный лигнин, лигнин Lignoboost и лигнин в виде лигносульфоната, содержат различные функциональные группы, они могут реагировать различными путями. Таким образом, реакционная способность лигнина и его структура тесно связаны между собой.
Реакционная способность лигнина является ограниченной вследствие малого числа реакционных центров в орто- и пара-положениях и плохой доступности их (работа авторов Vishtal и Kraslawski, 2011; Challenges of lignins («Проблемы лигнинов»), Bioresources, том 6 (№ 3), стр. 3547-3568). Химическая природа и содержание таких кислородсодержащих функциональных групп, как карбоксильная, кетонная и альдегидная, имеют решающее значение для реакционной способности растворов лигнинсодержащего масла. Примерами способов повышения реакционной способности являются снижение молекулярной массы методами окисления и прочими, модифицирование структуры для увеличения количества конкретных функциональных групп, или выделение фрагментов лигнина с заданной молекулярной массой (Mw) и структурой.
Лигнинсодержащее масло, использованное в настоящем эксперименте, было получено деполимеризацией лигнина до олигомеров и мономеров, которые улучшают доступность реакционных центров. Сочетание деполимеризации и реакции фенолирования с использованием фенола в качестве защитного реагента привело к образованию растворов деполимеризованного лигнинсодержащего масла, которые содержат большую долю низкомолекулярных соединений с кислотными функциональными группами, образованных как из лигнина, так и из полисахарида в результате реакций разложения. Эти растворы характеризуются повышенной реакционной способностью по сравнению с техническими лигнинами (что продемонстрировано в разделе 5).
Некоторые явления могут разъяснить высокую размерную стабильность, придаваемую лигнинсодержащим маслом в случае смешанной системы крахмал-лигнин: смешиваемость и реакционная способность низкомолекулярных соединений в масле с крахмалом, гидрофобная природа лигнинсодержащего масла и возможное существование сшивающих связей, образованных посредством фенольных соединений. Таким образом, материалы на основе крахмала/лигнина не только создают модельные системы для исследования взаимодействия соединений лигнинсодержащего масла и полисахаридов, но они также представляют технологические преимущества, которые открывают перспективы применения в области упаковки или мульчирования.
Приведенные ниже таблицы показывают параметры и свойства лигнинов, использованных в описанных ниже испытаниях.
*Данные для отфильтрованного лигнина. Другие данные основаны как на отфильтрованном, так и на высушенном лигнине.
*Совместное присутствие гидрофильных сульфитных групп и гидрофобных ароматических структур придает лигносульфонатам уникальные амфифильные свойства (ссылка: Dimitri Areskogh. Structural Modifications of Lignosulphonates («Структурные модификации лигносульфонатов»). Докторская диссертация, Технологический институт KTH, 2011).
*Гидролизный лигнин имеет многочисленные конденсированные структуры, образованные реакциями дегидратации между бензильными атомами углерода и реакционными центрами ароматического цикла. Как следствие, эти структуры имеют плохую реакционную способность и высокую степень влагоудержания.
4. Получение смеси крахмала и лигнина
1. 120 г катионного картофельного крахмала (сухое вещество (DS) 0,06) добавили к 1 литру воды при комнатной температуре. Крахмал нагревали и варили во время перемешивания, пока не было достигнуто полное желатинизирование, приблизительно в течение 15 минут. Сваренный крахмал охладили до комнатной температуры, и концентрацию скорректировали водой для получения крахмального раствора с концентрацией крахмала 1,0 масс.%, где концентрацию измеряли как количество массы после высушивания определенного объема в термошкафу.
2. 100 мл крахмального раствора вылили в стеклянный стакан, и к крахмалу добавляли 1 г лигнина, полученного, как описано выше, или гидролизного лигнина, лигнина Lignoboost или лигнина в виде лигносульфоната. Полученная смесь, включающая лигнинсодержащее масло, имела светло-серый оттенок, тогда как смеси, содержащие гидролизный лигнин, лигнин Lignoboost или лигнин в виде лигносульфоната, имели коричневый цвет.
3. Смесь крахмала и лигнина нагревали и выдерживали при 90-95°С в течение 10 минут при перемешивании.
4. Смесь крахмала и лигнина подвергали облучению ультразвуком в водяной бане в течение 10 минут. Полученная смесь включала лигнинсодержащее масло с бело-серым оттенком.
5. Стадии 4 и 5 повторяли, пока смесь не приобрела коричневатый оттенок, чаще всего стадии нужно было повторять дважды. Смеси крахмала и лигнина, содержащие гидролизный лигнин, лигнин Lignoboost или лигнин в виде лигносульфоната, нагревали и перемешивали таким же образом.
6. Смесь крахмала и лигнина профильтровали через крупноячеистую сетку для удаления частиц >0,5 мм, чтобы минимизировать риск засорения сопла во время изготовления листа в динамическом листоотливном устройстве.
7. Смесь крахмала и лигнина оставили для осаждения в стеклянном стакане в течение 12-24 часов.
8. 2/3 смеси крахмала и лигнина осторожно декантировали в новый стакан. Остальную 1/3 отбросили.
9. Полученный таким образом декантат смеси крахмала и лигнина в новом стакане представлял собой усиливающую проклеивание добавку, испытываемую, как описывается ниже.
10. Содержание сухого вещества в усиливающей проклеивание добавке составляло 1,2-1,6%, где 1% составлял крахмал, и другие 0,2-0,6% рассматривались как лигнин. Однако для определения количества усиливающей проклеивание добавки, добавляемой в пульпу в описываемой ниже процедуре получения бумаги, использовали количество лигнина, добавленного в стадии 2.
5. FT-IR-спектроскопия систем лигниновых смесей
Анализ с помощью инфракрасной спектроскопии с преобразованием Фурье (FT-IR) выполняли как для смесей лигнина и крахмала (усиливающей проклеивание добавки), так и самого лигнина, то есть, лигнинсодержащего масла, гидролизного лигнина, лигнина Lignoboost и лигнина в виде лигносульфоната.
5.1. Процедура ATR-FTIR-измерения
Спектры (ATR-FTIR) инфракрасной спектроскопии с преобразованием Фурье и ослабленным полным отражением регистрировали с использованием ИК-Фурье-спектрометра Thermo Scientific Nicolet iS50. Образцы измеряли в ATR-режиме непосредственно после прижатия образца к алмазному кристаллу iS50-ATR-модуля (угол падения 45°). Для каждого измерения перед преобразованием Фурье проводили 32 сканирования с разрешением 4 см-1. Значения поглощения ИК-излучения при длинах волн 3350, 1700 и 1605 см-1 выводили из спектров после ATR-коррекции. Более конкретно, измерения интенсивности выполняли на подвергнутых ATR-коррекции спектрах с регистрацией высоты полос поглощения от базовой линии.
5.2. Основы
Химический состав технического лигнина каждого типа зависит от процедуры его выделения во время процесса варки целлюлозы [ссылка: Y. Matsushita, J. Wood Sci., 2015, том 61, стр. 230-250]. По этой причине большинство коммерческих лигнинов, таких как лигнин Lignoboost, лигносульфонат и гидролизный лигнин, отличаются друг от друга по своей химической природе. Лигнинсодержащее масло с низкой молекулярной массой, полученное, как описано выше, не было подвергнуто любой традиционной обработке для выделения, и тем самым оно проявляет даже еще более отличающиеся химические характеристики (по сравнению с техническими лигнинами). В этом контексте Lignoboost, гидролизный лигнин и лигнин в виде лигносульфоната, а также лигнинсодержащее масло, были все подвергнуты сравнительной оценке методом FTIR-спектроскопии в смесях с крахмалом и индивидуально.
Общеизвестным базовым подходом для улучшения водостойкости полученного продукта является этерификация гидроксильных групп крахмала [ссылка: Y.-S. Jeon и др., Starch/Starke, 1999, том 51, стр. 90-93]. Длина алкильных остатков в образованных сложноэфирных группах и степень замещения гидроксильных групп известны как основные факторы, определяющие гидрофобный характер материала [ссылка: Y.-S. Jeon и др., Starch/Starke, 1999, том 51, стр. 90-93]. Согласно этой логике, как характеристики гидрофобности лигнина, так и степень замещения гидрофильных гидроксильных групп, покрывающих поверхность крахмала, должны в конечном итоге определять степень гидрофобности полученной смеси.
В свою очередь, уровень химических взаимодействий на поверхности раздела крахмал/лигнин определяется содержанием и природой функциональных групп, присутствующих в масле. В этом отношении особенную важность имеют кислородсодержащие функциональные группы лигнинсодержащего масла. Они являются весьма многочисленными, и существуют во многих формах, таких как кислоты, сложные эфиры, кетоны, альдегиды [ссылка: C. Lievens и др., Fuel, 2011, том 90, стр. 3417-3423]. Кроме того, они являются наиболее реакционноспособными присутствующими фрагментами [ссылка: C. Lievens и др., Fuel, 2011, том 90, стр. 3417-3423]. Вышеупомянутые факты делают FTIR-спектроскопию одним из наиболее полезных методов охарактеризования смесей лигнина и крахмала. Метод FTIR дает многообразную подробную информацию, подобно отпечаткам пальцев, о разнообразных кислородсодержащих функциональных группах, присутствующих в лигнинсодержащем масле, об их местном химическом окружении, и даже о типах химических взаимодействий, в которые они вовлекаются (образование водородных связей, и тому подобные) [ссылка: L. J. Bellamy, The infrared spectra of complex molecules («Инфракрасные спектры сложных молекул»), 2-ое издание, издательство Chapman and Hall, Нью-Йорк, 1980].
5.3. FTIR-анализ чистых технических лигнинов и лигнинсодержащего масла
В отношении химической реакционной способности, наиболее важный тип кислородсодержащей функциональной группы в лигнинсодержащем масле представляет карбонильная группа, С=О. Карбонильные группы различных типов проявляются широкой полосой поглощения в диапазоне 1490-1850 см-1 FTIR-спектра. Наибольший интерес представляет спектральный диапазон 1690-1710 см-1, поскольку он чувствителен к присутствию наиболее реакционноспособных карбонильных групп - кетонов, альдегидов и карбоновых кислот, все из которых поглощают в этой спектральной области [ссылка: L. J. Bellamy, The infrared spectra of complex molecules («Инфракрасные спектры сложных молекул»), 2-ое издание, издательство Chapman and Hall, Нью-Йорк, 1980]. Значения высоты ИК-полос поглощения при 1700 см-1 были выведены из каждого спектра после ATR-коррекции, и затем использованы для оценки относительного содержания реакционноспособных карбонильных групп в образце.
Для правильного сравнения относительного количества карбонильных групп в различных образцах, авторы настоящего изобретения нормализовали высоту полосы при 1700 см-1 по высоте полосы при 1605 см-1. Полоса при 1605 см-1 приписывается валентным колебаниям С=С-связей ароматического цикла [ссылка: L. J. Bellamy, The infrared spectra of complex molecules («Инфракрасные спектры сложных молекул»), 2-ое издание, издательство Chapman and Hall, Нью-Йорк, 1980]. Ароматические С=С-связи присутствуют в технических лигнинах и в лигнинсодержащем масле в большом количестве, и их ИК-поглощение проявляется в весьма характеристической спектральной области. Кроме того, ароматические С=С-связи представляют собой химические связи в лигнинах, проявляющие минимальную реакционную способность. Количество ароматических С=С-связей варьирует очень мало в каждом техническом лигнине, и также в лигнинсодержащем масле; оно почти не зависит от процедуры выделения. Все это делает ИК-полосу поглощения при 1605 см-1 превосходной контрольной полосой поглощения, используемой в качестве точки нормализации для оценки относительного содержания карбонильных групп в образце.
Соотношение высот полос при 1700 см-1 и 1605 см-1 использовали для выражения количества реакционноспособных карбонильных групп в образце относительно количества инертных ароматических С=С-связей.
Резкая разница между измеренными образцами состоит в том, что лигнинсодержащее масло имеет больше, чем в два раза более высокое значение отношения поглощения 1700/1605 см-1, чем остальные образцы. Значение для лигнинсодержащего масла 2,35 показывает, что в отношении величин ИК-поглощения ароматических структурных блоков лигнина, образец содержит в 2,3 раза более высокую концентрацию карбонильных групп, чем гидролизный лигнин, в 3,7 раза более высокую, чем Lignoboost, и в 7,3 раза более высокую, чем лигносульфонат. Такое высокое содержание карбонильных групп (по сравнению с техническими лигнинами) могло бы содействовать повышенной реакционной способности лигнина в лигнинсодержащем масле. При смешивании с крахмалом повышенная реакционная способность лигнинсодержащего масла могла бы приводить к увеличенной степени замещения гидрофильных гидроксильных групп, покрывающих поверхность крахмала (например, в результате реакции этерификации между гидроксильными группами крахмала и карбоксильными группами лигнинсодержащего масла), и тем самым к повышенной гидрофобности. Гидрофильность крахмала также могла бы быть снижена в результате образования водородных связей между карбонильными группами лигнинсодержащего масла и гидроксильными группами крахмала.
Еще одним фактором, имеющим решающее значение для гидрофобности полученной смеси крахмала и лигнина, являются характеристики гидрофобности самого лигнина. Обилие фенольных и алифатических гидроксильных групп было предложено как основная причина того, почему лигнин, как правило, не является гидрофобным в достаточной мере для применения в качестве гидрофобного барьера на бумаге [ссылка: S. Antonsson и др., Ind. Crops Prod., 2008, том 27, стр. 98-103]. Широкая и интенсивная полоса поглощения в ИК-спектре с центром при 3350 см-1 приписывается валентным колебаниям фенольных и алифатических гидроксильных групп [ссылка: L. J. Bellamy, The infrared spectra of complex molecules («Инфракрасные спектры сложных молекул»), 2-ое издание, издательство Chapman and Hall, Нью-Йорк, 1980]. Эта ИК-полоса поглощения была найдена присутствующей во всех измеренных образцах лигнинов. Для сравнительной оценки количества гидроксильных групп в образцах лигнина авторы настоящего изобретения использовали соотношение высот полос при 3350 см-1 и 1605 см-1.
Соотношение высот полос при 3350 и 1605 см-1, выражающее относительное количество фенольных и алифатических гидроксильных групп сравнительно с ароматическими двойными С=С-связями, было найдено низким в случае лигнинсодержащего масла. Меньшее значение было получено только в случае лигнина в виде лигносульфоната, который известен как содержащий наименьшее количество гидроксильных групп среди технических лигнинов. Малое относительное содержание фенольных и алифатических гидроксильных групп, наблюдаемое в лигнинсодержащем масле, скорее всего представляет собой еще один фактор, содействующий повышенной гидрофобности его смеси с крахмалом.
5.4. FTIR-анализ чистых технических лигнинов в смесях с крахмалом
После смешения лигнинов с крахмалом соотношение высот полос при 1700 и 1605 см-1 было использовано для отслеживания изменения количества реакционноспособных карбонильных групп в образце относительно количества инертных ароматических С=С-связей.
Наиболее резкое снижение соотношения ИК-полос поглощения 1700/1605 см-1 (по сравнению с чистыми образцами) наблюдалось для смеси лигнинсодержащего масла с крахмалом. Снижение соотношения было найдено составляющим 63,8%. Снижение соотношения, выявленное в других образцах, было гораздо меньшим (гидролизный лигнин - 6,9%, Lignoboost - 7,8%, лигносульфонат - 3,1%). Такое резкое снижение относительного поглощения карбонильных групп после смешения лигнинсодержащего масла с крахмалом является прямым указанием на их химические взаимодействия с крахмалом. По-видимому, высокая химическая реакционная способность лигнинсодержащего масла приводит к более высокой степени замещения гидроксильных групп крахмала (по сравнению с техническими лигнинами). Соответственно этому, возрастает гидрофобность полученной смеси.
5.5. Выводы
Предполагается, что степень гидрофобности полученной смеси в конечном счете определяют как характеристики гидрофобности лигнина, так и степень замещения гидрофильных гидроксильных групп, покрывающих поверхность крахмала. Было найдено, что относительное ИК-поглощение реакционноспособных карбонильных групп в образце лигнинсодержащего масла (нормализованное по ИК-поглощению ароматических С=С-связей) является гораздо более высоким по сравнению с образцами технических лигнинов (гидролизного лигнина, Lignoboost, лигнина в виде лигносульфоната). Видимо, высокое содержание реакционноспособных карбонильных групп в лигнинсодержащем масле приводит к более высокой степени замещения (или к образованию водородных связей) гидроксильных групп крахмала, и тем самым обусловливает повышенную гидрофобность. Смешение лигнинсодержащего масла с крахмалом демонстрирует резкое снижение относительного ИК-поглощения реакционноспособных карбонильных групп (по сравнению с техническими лигнинами). Эти обнаруженные факты подтверждают суждение о том, что происходят химические взаимодействия между крахмалом и лигнинсодержащим маслом, и показывают, что карбонильные группы лигнинсодержащего масла вовлекаются в этот процесс в гораздо большей степени, чем карбонильные группы технических лигнинов. Повышенную гидрофобность смесей лигнина и крахмала определяет не только химическая реакционная способность, но также характеристики гидрофобности лигнинового компонента. Обилие фенольных и алифатических гидроксильных групп, как известно, является основной причиной того, почему лигнин, как правило, не является в достаточной мере гидрофобным для применения в качестве гидрофобного барьера на бумаге. Было найдено, что относительное ИК-поглощение фенольных и алифатических гидроксильных групп (нормализованное по ИК-поглощению ароматических С=С-связей) является низким в случае лигнинсодержащего масла, что делает его более гидрофобным (по сравнению с техническими лигнинами).
Наконец, следует отметить, что лигнинсодержащее масло представляется имеющим уникальный набор характеристик, позволяющих повысить гидрофобность его смесей с крахмалом: 1) оно содержит меньшее количество фенольных и алифатических гидроксильных групп, что делает его более гидрофобным; 2) тем не менее, оно остается более реакционноспособным благодаря высокому содержанию карбонильных групп (более конкретно, в карбоксильных функциональных группах сопряженных ароматических кислот, что выявляется методом13С-ЯМР; смотри раздел 6). Более высокая реакционная способность позволяет обеспечить более высокую степень замещения гидроксильных групп крахмала и придает полученной смеси повышенную гидрофобность.
6. Сравнительный13С-ЯМР-анализ лигнинсодержащего масла и лигнина Lignoboost
13С-ЯМР-спектры лигнинсодержащего масла и лигнина Lignoboost в ДМСО были зарегистрированы при комнатной температуре с использованием ЯМР-спектрометра Spinsolve Carbon при частоте 60 МГц. Измерения проводились в течение 16 часов с углом 90° импульсов. Число проведенных сканирований составляло около 19000.
Анализ13С-сигналов образцов лигнинсодержащего масла и лигнина Lignoboost, растворенных в диметилсульфоксиде (ДМСО), позволил идентифицировать функциональные группы нескольких типов в различных химических окружениях:
1) атомы углерода в орто-, пара- и мета-положении различных фенольных структур проявлялись сигналами при приблизительно 115, 119 и 129 млн-1, соответственно. Как и следовало ожидать, наивысшее количество атомов углерода для обоих образцов было найдено в этом диапазоне химических сдвигов.
2) Сигнал фенольной метоксигруппы был найден присутствующим в13С-ЯМР-спектре обоих образцов при 56 млн-1.
3) Анализ алифатической области показал, что алифатические атомы углерода присутствуют только в13С-ЯМР-спектре лигнинсодержащего масла. Более конкретно, метилзамещенный ароматический атом углерода присутствует в13С-ЯМР-спектре лигнинсодержащего масла при 20,7 млн-1. Сигнал метилбензолов с алкоксильным заместителем в орто-положении различим при 15,34 млн-1. Отсутствие алифатических атомов углерода в спектре лигнина Lignoboost и присутствие этих сигналов в спектре лигнинсодержащего масла поддерживает суждение о более гидрофобной природе лигнинсодержащего масла.
4) Наиболее выраженное различие в13С-ЯМР-спектрах образца лигнинсодержащего масла и Lignoboost проявляется в области 173-178 млн-1. Этот диапазон химических сдвигов соответствует атому углерода карбонильной группы различных производных из лигнина насыщенных сопряженных ароматических карбоновых кислот (феруловой, коричной, сиреневой, ванилиновой, кофеиновой). Спектр лигнинсодержащего масла характеризуется шестью сигналами в диапазоне 173-178 млн-1, тогда как спектр лигнина Lignoboost не проявляет никаких пиков при этих значениях химических сдвигов. Это наблюдение подтверждает выявленные FTIR-анализом факты относительно высокого содержания реакционноспособных карбонильных групп, которые, по-видимому, ответственны за уникальную реакционную способность лигнинсодержащего масла (по сравнению с техническими лигнинами). Более того, после13С-ЯМР-анализа стало очевидным химическое окружение карбонильных групп. Более конкретно, было найдено, что карбонильные группы принадлежали карбоксильным функциональным группам сопряженных ароматических кислот.
Таким образом, в13С-ЯМР-спектрах лигнинсодержащего масла и лигнина Lignoboost были найдены два существенных различия. Во-первых, было обнаружено, что, в отличие от Lignoboost, лигнинсодержащее масло проявляет присутствие алифатических углеродных атомов, которые, вероятно, обусловливают причину его высокой гидрофобности. Во-вторых, ряд сигналов, соответствующих атому углерода сопряженной карбоксильной группы ароматических карбоновых кислот, был найден в спектре лигнинсодержащего масла, но не в спектре Lignoboost. Этот обнаруженный факт превосходно согласуется с данными FTIR, которые показывают, что относительное ИК-поглощение реакционноспособных карбонильных групп (карбоксильных функциональных групп) в образце лигнинсодержащего масла является гораздо более высоким, чем в образцах технических лигнинов. Высокое содержание карбоксильных групп в лигнинсодержащем масле, вероятно, приводит к более значительной степени замещения (или к образованию водородных связей) гидроксильных групп крахмала, и тем самым обусловливает повышенную гидрофобность.
7. Процедура получения листа
7.1. Получение пульпы
Очищенную (готовую к применению) неотбеленную сульфатную целлюлозу с концентрацией волокон 3-5% разбавили до суспензионной пульпы с концентрацией волокон 0,5 масс.%. Удельную проводимость суспензии скорректировали на 1000-1400 мкСм/см, и значение рН отрегулировали на 7,2-7,4. Все эксперименты выполняли с суспензионной пульпой, и все добавки выдерживали при комнатной температуре.
7.2. Получение листа в устройстве Dynamic SheetformerTM
1. Суспензионную пульпу для одного листа, рассчитанного на удельный вес 140 г/м2, добавили в устройство для отлива бумаги, и начали перемешивание.
2. Полученную, как выше, усиливающую проклеивание добавку добавили в количествах 0,5-15 кг/тонну пульпы. Перемешивали в течение 30 секунд.
3. Добавили PAC (полиалюминийхлорид), 1,6 кг/тонну пульпы. PAC-продукт перед применением был разбавлен до 1%. Перемешивали в течение 30 секунд.
4. Добавили гидрофобизирующую добавку. Перемешивали в течение 30 секунд. Были использованы следующие гидрофобизирующие добавки в количествах (кг/тонну пульпы), показанные в таблицах Фиг. 3-6: ASA (FennoSize 1100), AKD (FennoSize KD 360M), и AKD (FennoSize KD 360M), объединенный со смолой (FennoSize RS KN 10/35), комбинация AKD/смола (отношение AKD 0,3:смола 0,7) называется как Gamma в Фиг. 5.
5. Добавили удерживающее средство, C-PAM (катионный полиакриламид), в количестве 0,2 кг/тонну пульпы. Продукт перед применением разбавили до 0,1%. Перемешивали в течение 30 секунд.
6. Суспензионную пульпу набрызгали на вращающуюся проволочную сетку.
7. Когда вся пульпа была набрызгана на сетку, начали обезвоживание.
8. Лист подняли с устройства для отлива бумаги и уплотнили пропусканием через валковый пресс при 3 бар (0,3 МПа).
9. Лист умеренно высушили в тепловой сушилке (торговое наименование=STFI dryer)
7.3. Анализ - измерение значения Cobb
Значение показателя Cobb показывает гидрофобность бумажного листа, и представляет собой рассчитанную массу воды, поглощенной в течение заданного времени бумагой с площадью 1 м2 при заданных условиях.
1. Высушенные листы подвергли кондиционированию при 23°С/50%-ной относительной влажности >12 часов, согласно регламенту WASO 187.
2. Провели измерения Cobb60 и Cobb1800 согласно стандарту ISO 535.
3. Испытуемые образцы для измерений Cobb1800-2d UV поместили в осветительную камеру на 24 часа. Использовали стандартное освещение для света D65 (как описано, например, в стандарте ISO 11475) плюс дополнительно УФ-излучение. Образцы были размещены на 100 мм ниже оптических волноводов.
4. Образцы для Cobb1800-2d UV подвергли кондиционированию при 23°С/50%-ной относительной влажности >12 часов, согласно регламенту WASO 287.
5. Измерения Cobb1800 выполняли согласно стандарту ISO 536.
Результаты показаны в Фиг. 3-6, где Фиг. 3 показывает значение Cobb1800 как функцию добавленного лигнинсодержащего масла для различных количеств добавленных ASA, Фиг. 4 показывает значения Cobb для различных количеств добавленного лигнинсодержащего масла и ASA, Фиг. 5 показывает значения Cobb для добавлений лигнинсодержащего масла в комбинации с различными проклеивающими добавками, и Фиг. 6 показывает значения Cobb для ASA в комбинации с лигнинами различных типов. Результаты, показанные в Фиг. 6, получены с добавлением ASA в количестве 0,8 кг/тонну пульпы для всех листов. Как показано в Фиг. 3, было найдено, что при использовании усиливающей проклеивание добавки на основе лигнинсодержащего масла и крахмала полное проклеивание могло бы быть достигнуто только с половиной нормального добавления (0,8 кг/тонну) ASA. Улучшение стабильности проклеивания с использованием усиливающей проклеивание добавки при нормальном добавлении ASA также достигалось после воздействия УФ-излучения. Усиливающая проклеивание добавка проявляла такое же действие также с другими испытанными проклеивающими добавками, Gamma (смесь AKD и смолы) и AKD, как показано в Фиг. 5. Фиг. 6 показывает, что добавление ASA в количестве 0,8 кг (что соответствует добавлению измельченного ASA в количестве 1,1-1,3 кг/тонну), эффект гидрофобизации сохраняется после двух дней воздействия УФ-излучения в осветительной камере, когда была добавлена усиливающая проклеивание добавка на основе лигнинсодержащего масла. Когда добавлялись коммерческие лигнины, Lignoboost, лигносульфонат или гидролизный лигнин, положительный эффект не достигался. В некоторых из образцов гидрофобизация даже ухудшалась.
Реферат
Изобретение относится к целлюлозно-бумажной промышленности, а именно к получению усиливающей добавки и получению гидрофобной бумаги, содержащей усиливающую добавку. Способ получения усиливающей проклеивание добавки включает стадии: I) объединения лигнинсодержащего масла и водного раствора желатинизированного катионного полисахарида и необязательно воды, II) перемешивания лигнин/полисахаридной смеси при температуре 40-100°С, предпочтительно 90-95°С, пока смесь не изменит цвет с серо-белого на коричневый. Способ получения гидрофобной бумаги, включает стадию добавления усиливающей проклеивание добавки и гидрофобизирущего агента к суспензии лигноцеллюлозной пульпы на мокрой части процесса изготовления бумаги. Изобретение позволяет получить усиливающую проклеивание добавку, сократить расход проклеивающих агентов при получении гидрофобных бумажных продуктов, и улучшить свойства таких бумажных продуктов. 4 н. и 12 з.п. ф-лы, 7 табл., 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ проклеивания бумаги и композиция для проклеивания
Проклеивающая композиция
Дисперсия
Комментарии